Изобретение относится к промышленности обработки алмазов и используется в устройствах при их обработке.
Известен станок для обработки алмазов, содержащий станину, правую и левую шпиндельные бабки, предназначенные для закрепления обрабатываемого алмаза и придания ему вращательного движения, привод вращения шпинделей [1].
Наиболее близким техническим решением к изобретению является станок для обточки алмазов модели ШП-6, содержащий станину, установленные на ней правую и левую шпиндельные бабки, причем правая из них оснащена механизмом возвратно-поступательного движения, обеспечивающим ее перемещение вдоль оси шпинделей по направляющим в виде "ласточкина хвоста". Привод вращения шпинделей состоит из электродвигателя, клиноременной передачи, передающей вращение на распределительный вал, с которого вращение передается на правую и левую шпиндельные бабки через две клиноременные передачи. Распределительный вал имеет длину, равную длине станка, и расположен на верхней плоскости станины [2].
Основными недостатками данной конструкции являются
невозможность обеспечения полной синхронизации вращения шпинделей шпиндельных бабок из-за возможности проскальзывания ремней клиноременных передач, передающих вращение шпинделям с распределительного вала;
конструкция привода выполнена таким образом, что вращение шпинделям передается через их свободные задние концы, что привело к значительному увеличению длины распределительного вала и, как следствие, к повышенной его вибрации при вращении и снижению жесткости конструкции, что отрицательно влияет на качество обработки алмазов;
конструкция продольно-подвижной правой бабки, выполненная в виде подвижного по направляющим типа "ласточкин хвост" корпуса, требует постоянной подрегулировки из-за потери соосности шпинделей правой и левой шпиндельных бабок.
Технический результат изобретения: обеспечение надежной синхронизации вращения шпинделей правой и левой шпиндельных бабок; повышение жесткости конструкции в целом и в частности жесткости распределительного вала; обеспечение удобства настройки и регулировки станка; улучшение технологичности конструкции станка при его изготовлении; сокращение рабочей площади, удобства транспортировки, монтажа, отладки и эксплуатации.
Технический результат достигается тем, что станок для обточки алмазов содержит электродвигатель привода вращения шпинделей с клиноременной передачей, распределительный вал, станину с соосно установленными на ней передней и задней бабками с вращающимися в разные стороны шпинделями. Причем шпиндель передней бабки, установленной на станине неподвижно, имеет на рабочем конце плавающий патрон, а на другом - шкив привода вращения шпинделей, а шпиндель задней бабки имеет на рабочем торце прижим. На станине в рабочей зоне установлена опора державки инструмента, а задняя бабка имеет корпус и устройство изменения усилия прижима пиноли. Распределительный вал со смонтированными на его концах зубчатыми шкивами расположен внутри станины и имеет длину, соразмерную с длиной рабочей зоны станины, а оба шпинделя выполнены с аналогичными зубчатыми шкивами, которые с первыми взаимодействуют через зубчатые ремни, причем зубчатый шкив на шпинделе передней бабки установлен непосредственно за плавающим патроном, а на шпинделе задней бабки - непосредственно на переднем рабочем конце, электродвигатель вращения шпинделей через клиноременную передачу соединен со шкивом шпинделя передней бабки, а на станине с противоположной стороны от опоры державки режущего инструмента установлена поперечно подвижная шлифовальная головка с автономными приводами вращения шлифовального круга и его перемещения воль продольной оси шпинделей передней к задней бабок. Для обеспечения прижима обрабатываемой заготовки алмаза с необходимым усилием шпиндель задней бабки выполнен с полостью, в которой смонтирована продольно перемещаемая относительно шпинделя через шпоночно-шлицевое соединение пиноль с прижимом, на конец которой посажен подшипник, корпус которого смонтирован в подвижной чашке устройства изменения усилия прижима пиноли, которое в свою очередь установлено во внутренней полости механизма продольной подачи пиноли и смонтировано на торце корпуса задней бабки.
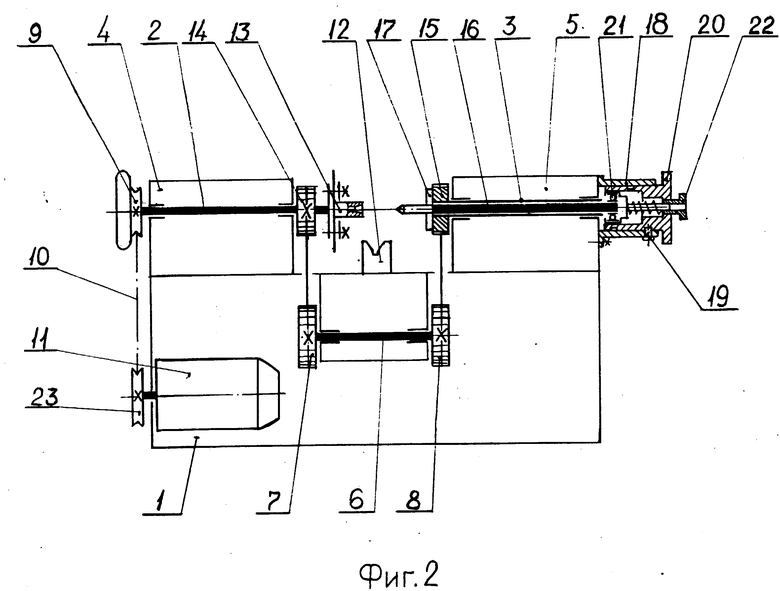
На фиг. 1 изображен станок в аксонометрии; на фиг. 2 - кинематическая схема станка для обточки алмазов.
Станок для обточки алмазов содержит станину 1, на верхней плоскости которой жестко закреплены с обеспечением требуемой соосности продольных осей шпинделей 2 и 3 передняя 4 и задняя 5 шпиндельные бабки. Во внутренней полости станины установлен блок распределительного вала, состоящий из вала 6 и шкивов ременных передач с зубчатыми ремнями 7 и 8. На заднем конце шпинделя передней бабки установлен шкив 9 клиноременной передачи 10 привода 11 вращения шпинделей. На передней плоскости станины посредине между корпусами передней и задней бабок смонтирована опора державки инструмента 12. На переднем конце шпинделя передней бабки установлен плавающий патрон 13, а непосредственно за ним установлен ведущий шкив 14 ременной передачи с зубчатым ремнем.
На переднем конце шпинделя 3 задней бабки 5 непосредственно перед передней опорой установлен ведомый шкив 15 ременной передачи с зубчатым ремнем. Внутри полого шпинделя задней бабки располагается пиноль 16, которая через подвижное шпоночно-шлицевое соединение 17 кинематически связана со шпинделем и при помощи механизма продольной подачи пиноли, состоящего из корпуса 18, ведущего пальца 19 и барабана с винтовой канавкой 20, перемещается продольно относительно шпинделя. На конец пиноли посажен подшипник 21, наружный корпус которого смонтирован в подвижной чашке устройства изменения усилия прижима пиноли 22, которое в свою очередь установлено во внутренней полости барабана 20 механизма продольной подачи пиноли.
Вращение от шпинделя к пиноли передается через подвижное шпоночно-шлицевое соединение 17. Привод вращения шпинделей, состоящий из электродвигателя 11, шкива 23, смонтирован на правой боковой плоскости станины 1. На задней вертикальной плоскости станины смонтирована шлифовальная бабка 24 в комплекте с траверсой 25 и алмазным шлифовальным кругом 26, приводом поперечной подачи 27, приводом микроподачи 28 и приводом продольного перемещения алмазного шлифовального круга 29.
Станок работает следующим образом.
В плавающем патроне устанавливается оправка, а в пиноли - прижим в виде конуса. Обрабатываемый алмаз устанавливается в оправке и подачей пиноли вперед с помощью механизма продольной подачи прижимается к оправке прижимом. Величина усилия прижима алмазной заготовки регулируется устройством изменения усилия прижима пиноли. Режущий инструмент (ружье с державкой инструмента) (на чертежах не показано) устанавливается на опору державки режущего инструмента. Для обеспечения оптимального положения режущего инструмента относительно заготовки конструкция опоры имеет возможность перемещения ее ложа в продольном, поперечном и вертикальном направлениях с последующим закреплением в выбранном положении. Включается привод вращения шпинделей и производится ручная обработка алмазной заготовки режущим инструментом, установленным в державке ружья. По достижении требуемых параметров обработка заготовки прекращается. Вращение шпинделей выключается. С помощью механизма продольной подачи производятся отвод пиноли с пружинным конусом в крайнее заднее положение и съем обработанной заготовки.
Наличие шлифовальной головки в станке позволяет производить обработку алмазов в двух режимах: в режиме полуавтоматической обработки, когда производится доводка обработанной в ручном режиме заготовки; в режиме автоматической обработки, когда вся обработка алмазной заготовки производится только шлифовальной головкой.
Работа в режиме полуавтоматической обработки. Проводятся все действия по ручной обработке, описанные выше, а затем, не снимая заготовки со станка, проводятся следующие операции:
подвод с помощью маховика шлифовальной головки в зону обработки:
включение привода шлифовального круга;
установка винтом микроподачи требуемой величины снимаемого припуска.
Далее проводятся включение шпинделей с установленной заготовкой и финишная обработка алмазной заготовки. После окончания обработки все действия по остановке станка производятся в обратной последовательности.
Работа в режиме автоматической обработки отличается от режима полуавтоматической обработки исключением операций по ручной обработке.
Изобретение позволит получить качественную заготовку алмаза, т.к. в данном станке значительно снижена вибрация при работе и за счет уменьшения длины распределительного вала повышена его жесткость.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАСТОЛЬНЫЙ УНИВЕРСАЛЬНЫЙ СТАНОК КОСТРОВА | 1992 |
|
RU2008163C1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| ДВУХШПИНДЕЛЬНЫЙ ВЕРТИКАЛЬНЫЙ СТАНОК ДЛЯ ТОКАРНОЙ ОБТОЧКИ ПОРШНЕЙ И ПРОРЕЗАНИЯ В НИХ КАНАВОК | 1992 |
|
RU2057620C1 |
| Металлорежущий станок для обработки цилиндрических и конических заготовок | 1977 |
|
SU766749A1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| ТОКАРНО-ФРЕЗЕРНЫЙ ЦЕНТР ДЛЯ ГРУППОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2013 |
|
RU2532623C1 |
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
Станок предназначен для обработки алмазов. Он содержит электродвигатель, распределительный вал, станину с соосно установленными на ней передней и задней бабками с вращающимися в разные стороны шпинделями. Шпиндель передней бабки, установленной на станине неподвижно, имеет на рабочем конце плавающий патрон, а на другом шкив. Шпиндель задней бабки имеет на рабочем торце прижим. На станине в рабочей зоне установлена опора державки инструмента. Распределительный вал со смонтированными на концах зубчатыми шкивами расположен внутри станины и имеет длину, соразмерную с длиной рабочей зоны станка. Оба шпинделя выполнены с зубчатыми шкивами, которые с первыми взаимодействуют через зубчатые ремни. Станина с противоположной стороны от опоры державки инструмента снабжена поперечно подвижной шлифовальной головкой с автономными приводами. В шпинделе задней бабки установлена продольно перемещаемая пиноль, обеспечивающая усилие прижима обрабатываемой заготовки алмаза. Технический результат - повышение надежности станка и удобства эксплуатации. 1 з.п.ф-лы, 2 ил.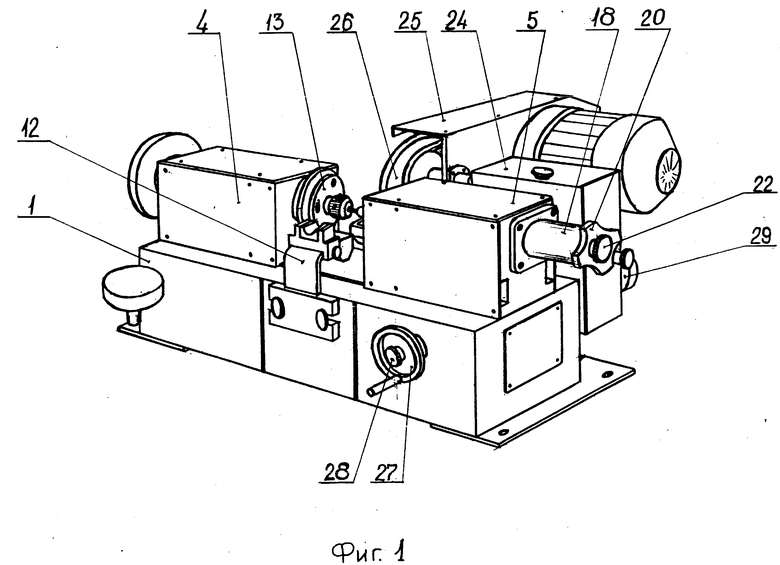
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Епифанов В.И | |||
| и др | |||
| Технология обработки алмазов в бриллианты, -М.: Вы сшая школа, 1982, с.143 - 144 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с 150 - 154. | |||
