Область техники, к которой относится данное изобретение
Настоящее изобретение относится к волоконно-оптическим соединителям.
Прототипы
Механические волоконно-оптические соединители используются в системах связи. В последние годы широкое распространение получили волоконно-оптические соединители с малым формфактором (SFF). Например, в патентах США №№ 5481634, 5719977, и 6318903 описаны волоконно-оптические соединители типа LC ("Lucent Connectors"). Эти волоконно-оптические соединители используются для соединения секций волоконно-оптического кабеля и для подсоединения волоконно-оптического кабеля к активным и пассивным компонентам. Формфактор соединителя LC приблизительно на 50% ниже других волоконно-оптических соединителей, таких как, например, ST, FC и SC.
Однако имеющиеся на рынке соединители типа LC не очень хорошо подходят для установки в полевых условиях. Обычные клеящие материалы включают в себя клеи горячего отверждения, анаэробные клеи, клеи, отверждение которых выполняется с помощью ультрафиолетового излучения, а также двухкомпонентные эпоксидные и акриловые смолы. Например, в соединителях типа LC для удерживания оптического волокна в обойме соединителя обычно используются эпоксидные смолы (двухкомпонентные эпоксидные клеи). Для отверждения таких клеящих материалов требуется нагревание в течение 10-15 минут. После выполнения отверждения клеящего материала оптическое волокно не может быть извлечено из обоймы соединителя без разрушения оптического волокна, что делает переустановку оптического волокна в обойме непрактичным.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В соответствии с основным вариантом реализации настоящего изобретения волоконно-оптический соединитель для волоконно-оптического кабеля включает в себя корпус для подсоединения к гнезду LC. Корпус соединителя выполнен из полимерного материала, который не деформируется при воздействии на него температур, по меньшей мере, 210°С. Волоконно-оптический соединитель включает в себя узел обоймы. Узел обоймы включает в себя втулку и кольцо. Узел обоймы заполнен термопластичным клеем. Термопластичный материал может быть клеящим материалом на основе полиамидной смолы, имеющим высокую температуру плавления.
В соответствии с другим вариантом реализации настоящего изобретения волоконно-оптический соединитель для волоконно-оптического кабеля включает в себя корпус, выполненный из полимерного материала, который не деформируется при воздействии на него температур, по меньшей мере, 210°С. Волоконно-оптический соединитель включает в себя узел обоймы. Узел обоймы включает в себя втулку и кольцо. Узел обоймы заполнен клеем, имеющим высокую температуру плавления.
В представленном выше кратком описании изобретения не описаны все проиллюстрированные примеры реализации данного изобретения. Эти примеры реализации данного изобретения описаны более подробно в подробном описании изобретения со ссылками на представленные ниже чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение будет описано со ссылками на следующие чертежи:
На фиг.1 показано перспективное изображение с пространственным разделением деталей соединителя типа LC;
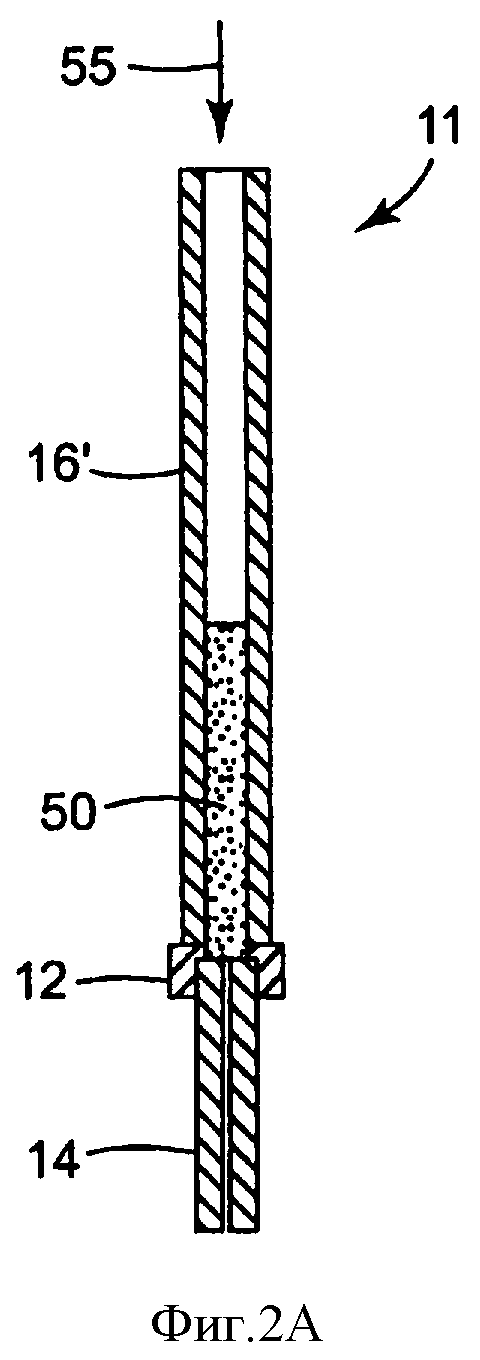
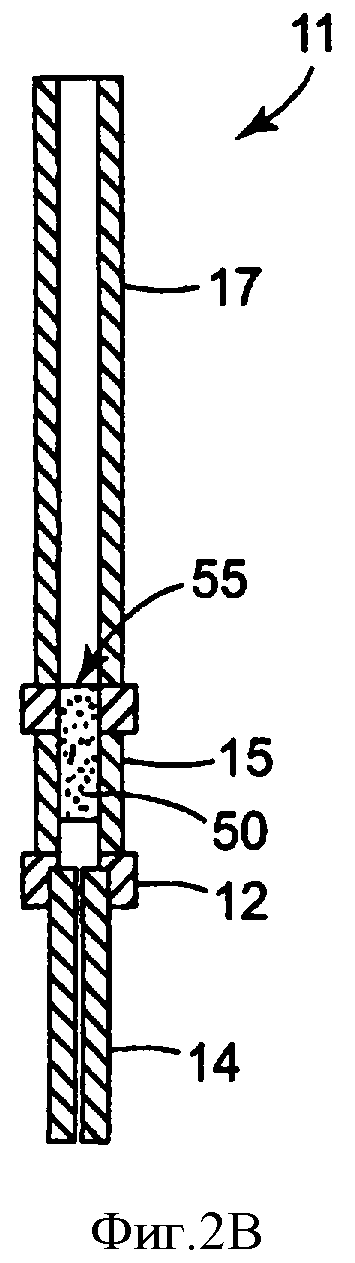
На фиг.2А и 2В показаны варианты конструкции узла обойма-кольцо-втулка, заполненных клеящим материалом.
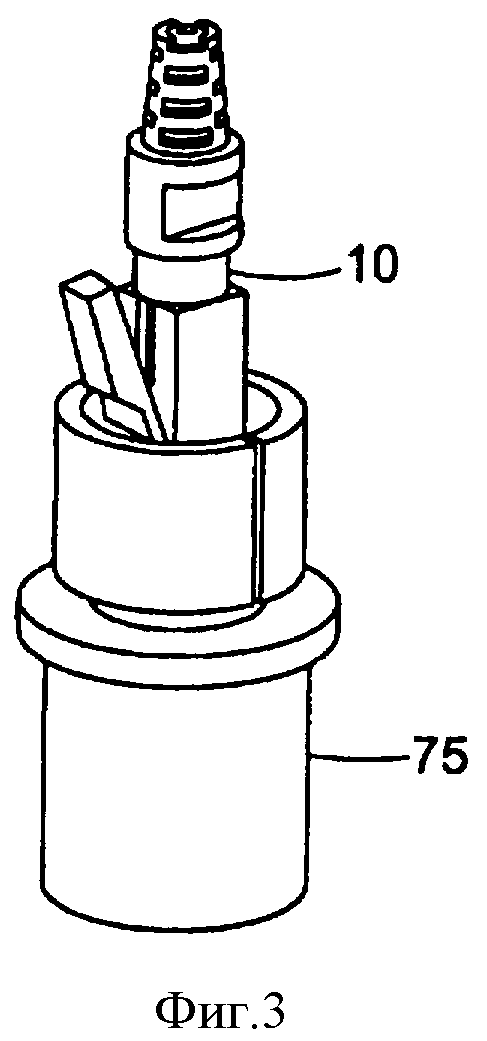
На фиг.3 показано перспективное изображение с пространственным разделением деталей соединителя типа LC, установленного в переходнике для заполнения соединителя клеем перед выполнением соединения оптического кабеля в полевых условиях.
На фиг.4 показан обычный соединитель типа SC.
На фиг.5 показан обычный соединитель типа FC.
Так как изобретение может включать в себя различные модификации и различные формы, оно будет подробно описано на примерах возможной реализации изобретения со ссылками на представленные чертежи. Однако следует понимать, что примеры реализации изобретения не ограничивают рамки настоящего изобретения. Напротив, эти примеры реализации данного изобретения используются для того, чтобы включить все модификации и альтернативные решения, входящие в сферу действия настоящего изобретения, как это описано в представленной ниже формуле изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРИМЕРОВ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к волоконно-оптическому соединителю с малым формфактором, приспособленному для использования с термопластичными клеящими материалами, а более конкретно, с термопластичными клеящими материалами, имеющими очень высокую температуру плавления, которые применяются для фиксации оптического волокна, вставки и наконечника соединителя.
В соответствии с примером реализации настоящего изобретения волоконно-оптический соединитель для волоконно-оптического кабеля, имеющий малый формфактор, или волоконно-оптический соединитель типа LC, который заранее заполняется термопластичным клеем. Волоконно-оптические соединители, в которых используются термопластичные клеящие материалы, очень легко устанавливаются в полевых условиях. Используемые в соединителях термопластичные клеящие материалы могут включать в себя термопластичную смолу, например, описанную в патенте США № 4984865. Кроме этого, используемый в соединителе термопластичный клей может быть термопластичным клеящим материалом, имеющим очень высокую температуру плавления и удовлетворяющим жестким требованиям технических условий Telcordia GR-326. В одном из вариантов реализации изобретения обеспечивается снижение времени установки соединителя в полевых условиях. В другом варианте реализации изобретения волоконно-оптические соединители с большим значением формфактора могут включать в себя термопластичные клеящие материалы, имеющие очень высокую температуру плавления, и могут использоваться при более высоких температурах окружающей среды.
На фиг.1 показано перспективное изображение с пространственным разделением деталей волоконно-оптического соединителя 10. Соединитель 10 включает в себя корпус 30, имеющий фиксирующий рычаг 32 и аксиальное или центральное отверстие, в которое вставляется узел обоймы 11. Корпус 30 и фиксирующий рычаг 32 имеют такую форму, которая позволяет вставлять корпус соединителя в гнездо типа LC.
В соответствии с примером реализации настоящего изобретения корпус волоконно-оптического соединителя 30 сформован или отлит из высокотемпературного материала, например из высокотемпературного полимерного материала (пластмассы). Высокотемпературный полимерный материал способен выдерживать температуры до 190°С. В представленных примерах реализации настоящего изобретения высокотемпературный полимерный материал способен выдерживать температуры не ниже 210°С, а предпочтительно в диапазоне от 210 до 270°С без изменения размеров корпуса. Деформация корпуса соединителя может сделать невозможным подсоединение соединителя к другому соединителю или к другим частям оборудования. Например, может использоваться такой высокотемпературный материал, как Ultem® XH 6050M производства компании General Electric, Нью-Йорк.
Соединитель 10 также включает в себя узел обоймы 14, кольцо 12 и втулку 16. Кольцо 12 может использоваться в качестве фланца для обеспечения упора для пружины 20 для того, чтобы узел обоймы занимал определенное положение в корпусе 30. Обойма 14, которая используется для удерживания в ней оптического волокна, может быть изготовлена из керамики, стекла, пластмассы или металла. Более подробное описание втулки 16 представлено ниже.
Оптическое волокно (не показано) может вставляться через втулку 16 таким образом, что конец оптического волокна немного выступает из обоймы 14, или располагается в одной плоскости с торцом обоймы 14. Как будет подробно описано ниже, в данном примере реализации настоящего изобретения перед тем как выполнить соединение оптического волокна, в обойму может быть введен клеящий материал с высокой или с очень высокой температурой плавления для выполнения соединения оптического волокна в полевых условиях или для других применений. После нагревания соединителя на месте установки оператор может вставить оптическое волокно в нужном положении. После прекращения нагревания корпуса соединителя оптическое волокно быстро (не более чем через 2 минуты) фиксируется внутри обоймы. Если требуется изменить положение оптического волокно в соединителе, соединитель следует снова нагреть.
Соединитель 10 также может включать в себя вставку или корпус соединителя 25 для удерживания узла обоймы 11 и пружины в корпусе соединителя 30. Корпус соединителя может перемещаться относительно узла обоймы и может фиксироваться с помощью наружного корпуса соединителя 30. Обжимное кольцо 40 обеспечивает дополнительную фиксацию в осевом направлении, а также снятие механических напряжений, прикладываемых к волоконно-оптическому кабелю или к оболочке оптического волокна. Может также использоваться втулка 45 для предотвращения потерь, связанных с изгибанием волоконно-оптического кабеля.
На фиг.2А и 2В показаны различные варианты конструкции узла обоймы 11. В показанной на фиг.2А конструкции используется удлиненная втулка 16' (длина от 0,25 до 0,65 дюймов (от 6,2 до 15,1 мм)). Втулка 16' заполняется термопластичным клеем 50, который находится как внутри втулки, так и внутри обоймы 14. Как будет подробно описано ниже, термопластичный клей нагревается до температуры плавления. Заполнение термопластичным клеем выполняется через конец втулки 55 с помощью системы введения клея. Удлиненная втулка 16' может быть изготовлена из материала с высокой теплопроводностью, например из металла или высокотемпературного полимера. Использование удлиненной втулки 16' упрощает процесс выполнения соединения, и удлиненная втулка может выдерживать более высокие температуры, когда требуется выполнение нагрева узла обоймы на месте установки для вставления в обойму оптического волокна, фиксирования оптического волокна и осуществления соединения. Втулка 16' может запрессовываться на кольце обоймы или может соединяться с помощью резьбы. Кроме этого, втулка 16' и кольцо 12 могут представлять собой единую деталь, изготовленную с помощью литья под давлением. Кроме этого, единая деталь кольцо-втулка может быть выточена из подходящего металла.
В конструкции, показанной на фиг.2В, втулка состоит из двух частей, короткой части 15 и удлиненного конца 17. Короткая часть втулки 15 может быть изготовлена из материала с высокой теплопроводностью, например из металла или из высокотемпературного полимера, и может иметь меньшую длину, чем удлиненная втулка 16'. Удлиненный конец 17 может быть жестким или гибким. Например, на короткой части втулки 15 может быть запрессована трубка, изготовленная из высокотемпературного полимера, например фторполимера, или из металла. Заполнение втулки и обоймы термопластичным клеем 50 может выполняться через конец втулки 55.
Как было указано выше, волоконно-оптический соединитель типа LC заранее заполняется термопластичным клеем. Заполнение клеем осуществляется с помощью нагревания клея с высокой температурой плавления и введения нужного количества клея (от 0,000157 до 0,00024 куб дюйма (от 0,0026 до 0,0039 куб. см)) в узел обоймы. Обычно в соединитель вводится такое количество расплавленного клея, чтобы небольшое количество клея выходило из конца обоймы. После этого горячий расплавленный клеящий материал охлаждается (например, узел обоймы вынимается из печи), и клей отвердевает. Для соединения оптического волокна в полевых условиях волоконно-оптический соединитель типа LC может быть нагрет через переходник для заправки клеящего материала, например через переходник для заправки клеящего материала 75, показанный на фиг.3. Переходник для заправки клеящего материала изготовлен из материала с высокой теплопроводностью. В этом примере реализации настоящего изобретения в волоконно-оптический соединитель типа LC (10) заправляется достаточное количество термопластичного клея, например клея на основе полиамидной смолы, имеющего высокую температуру плавления, или описанного здесь клеящего материала с очень высокой температурой плавления. Затем заправленный клеем переходник 75 помещается в маленькую печь, конструкция которой обеспечивает установку в ней переходника для введения клеящего материала. Когда печь нагревается, тепло передается через переходник для введения клеящего материала на обойму и втулку соединителя LC. После достижения определенной температуры клей быстро расплавляется или размягчается (приблизительно в течение 60 с). После этого оптическое волокно может быть введено внутрь втулки соединителя 10. Оптическое волокно вводится в соединитель таким образом, что конец оптического волокна находится в одной плоскости с торцом обоймы или выступает за пределы торца обоймы. После того, как оптическое волокно вводится в соединитель на нужную глубину, нагрев прекращается, клей затвердевает, и оптическое волокно фиксируется в соединителе. После этого торцевая поверхность оптического волокна и обоймы полируются для удаления излишнего количества затвердевшего клеящего материала.
В другом примере реализации данного изобретения клеящий материал, имеющей высокую температуру плавления, или описанный здесь клеящий материал с очень высокой температурой плавления может вводиться в другие типы соединителей для многожильных волоконно-оптических кабелей, например в соединители типа MU или МТ.
Ниже представлено описание термопластичных клеящих материалов, которые используются в рассмотренных примерах реализации данного изобретения.
Например, в патенте США № 4 984 865 описаны клеящие материалы с высокой температурой плавления. Эти клеящие материалы с высокой температурой плавления могут использоваться в диапазоне рабочих температур от 0 до 60°С, что соответствует требованиям стандарта на компоненты волоконно-оптических кабелей TIA/EIA 568-В.3, используемых внутри зданий (университетские городки и жилые районы). Такие клеящие материалы размягчаются при температурах выше 65°С, и при достижении таких температур в них может вводиться оптическое волокно.
В других примерах реализации данного изобретения могут использоваться клеящие материалы, имеющие более высокую температуру плавления (клеящие материалы с очень высокой температурой плавления). Для использования в более широком диапазоне температур, например в центральных офисах, или в устройствах, расположенных на открытом воздухе, клеящие материалы должны иметь диапазон рабочих температур от -40 до +85°С, чтобы отвечать требованиям стандартов Telcordia GR-326 CORE и GR-1435 CORE. Считается, что клеящие материалы должны иметь температуру стеклования ("Tg"), превышающую верхний предел диапазона рабочих температур (эпоксидные клеи). Кроме этого, на практике доказано, что если Tg находится в пределах диапазона рабочих температур, то это может привести к нарушению оптических характеристик соединения вследствие нелинейного изменения физических характеристик клеящего материала и текучести клеящего материала, что может приводить к смещению оптического волокна в соединителе. Однако при выполнении описанных ниже испытаний образцов не было замечено таких смещений оптического волокна в соединителе благодаря достаточному сопротивлению ползучести этих материалов.
Примеры реализации данного изобретения иллюстрируют использование волоконно-оптических соединителей с очень высокой температурой плавления, которые могут использоваться в различных применениях благодаря их высокой теплостойкости и влагостойкости. Это позволяет быстро и просто выполнять соединения волоконно-оптических кабелей, используемых на открытом воздухе. Клеящие материалы с очень высокой температурой плавления могут использоваться в волоконно-оптическом соединителе типа LC, как показано на фиг.1. Согласно другим вариантам реализации данного изобретения клеящие материалы с очень высокой температурой плавления могут использоваться в волоконно-оптических соединителях, имеющих более высокие формфакторы, например в волоконно-оптических соединителях типа SC (80) и FC (90) (показаны соответственно на фиг.4 и 5), а также в волоконно-оптических соединителях типа ST.
Клеящие материалы с очень высокой температурой плавления могут включать в себя полиамиды и сложные полиэфиры, обладающие полукристаллическими свойствами. Например, клеящие материалы с очень высокой температурой плавления могут выбираться из таких материалов как полиамидная смола Macromelt® (ТРХ-12-692, 6300, ТРХ-16-346 или ТРХ-16-192 производства компании Henkel), или из других подобных им полиамидов (РА) производства компании Loctite или Hystol, полиэфирамидов или простых полиэфиров, включая полиэтилентерефталат (PET), полибутилентерефталат (РВТ), или их сополимеры (Dynapol S341 или Dynapol S341HV (РВТ) производства компании Creanova или Vitel 4255 (РВТ) производства компании Bostik). Физические свойства некоторых клеящих материалов с очень высокой температурой плавления представлены в табл.1, где для сравнения также представлены физические свойства клеящих материалов с высокой температурой плавления, подобных тем, которые описаны в патенте США № 4984865.
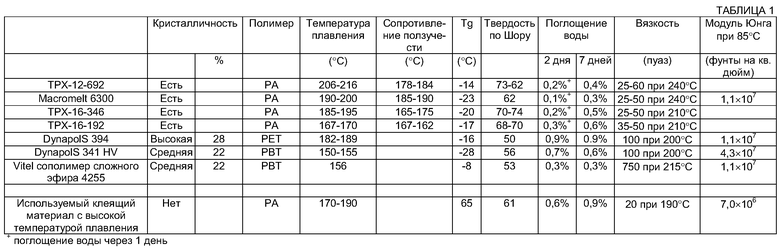
Как видно из табл.1, клеящие материалы с очень высокой температурой плавления не ограничиваются только полиамидами. Эти клеящие материалы с очень высокой температурой плавления должны иметь следующие свойства:
а) вязкость в расплавленном состоянии в диапазоне 1000-20000 сантипуаз в диапазоне рабочих температур (от 210 до 250°С);
б) твердость по Шору в диапазоне 50-85 при комнатной температуре;
в) содержание кристаллической фазы в клеящем материале в диапазоне 15-35% для обеспечения стабильности клеящего материала в волоконно-оптических соединителях;
г) величина модуля Юнга не менее 1×107 фунтов на кв. дюйм в диапазоне рабочих температур волоконно-оптического соединителя;
и
д) хорошие характеристики полирования для обеспечения меньшего размазывания клеящего материала и более точного контроля профиля оптическое волокно/обойма.
Твердость по Шору указанных выше материалов превышает твердость по Шору клеящих материалов с высокой температурой плавления на основе полиамидов и превышает 60. Например, твердость по Шору перечисленных выше клеящих материалов с очень высокой температурой плавления находится в диапазоне от 50 до 57. Кроме этого, используемые в примерах реализации данного изобретения клеящие материалы с очень высокой температурой плавления могут использоваться в широком диапазоне рабочих температур, что значительно расширяет диапазон их применений.
В соответствии с одним из примеров реализации данного изобретения клеящий материал с очень высокой температурой плавления может иметь полукристаллическую структуру и температуру стеклования Tg в пределах диапазона рабочих температур. В дополнение к подходящим тепловым характеристикам клеящие материалы с очень высокой температурой плавления, используемые в примерах реализации данного изобретения, могут иметь улучшенные характеристики полирования по сравнению с другими клеящими материалами, имеющими высокую температуру плавления.
В дополнение к этому клеящие материалы с очень высокой температурой плавления, используемые в примерах реализации данного изобретения, могут иметь очень низкие значения уровней сопротивления ползучести. В результате этого требования к величине выступания оптического волокна за пределы торца соединителя могут быть снижены, что обеспечивает возможность использования более грубого полирования. Например, величина выступания оптического волокна за пределы торца соединителя для клеящих материалов с более низким значением температуры плавления находится в пределах от 0,5 до 1,5 мкм, что обеспечивает достаточно хороший оптический контакт. Этот диапазон выступания оптического волокна за пределы торца соединителя снижает объем полировальных работ, выполняемых в полевых условиях. После того как шарик расплавленного материала будет удален с торца соединителя, может иметь место заглубление при полировании.
Использование клеящих материалов с очень высокой температурой плавления упрощает процесс полирования. Например, для клеящих материалов с очень высокой температурой плавления, используемых в примерах реализации данного изобретения, диапазон выступания оптического волокна за пределы торца соединителя может быть таким же, что и для волоконно-оптических соединителей, в которых используются клеящие материалы на основе эпоксидной смолы (от +50 нм до -125 нм), как описано в стандарте Telcordia GR-326 (и в ТУ на соединители IEC). Это выступание оптического волокна считается фактически "копланарным" (-125 нм - это небольшое заглубление оптического волокна) с формированием сферической поверхности на торце керамической обоймы. В результате торец керамической обоймы играет роль ограничителя при выполнении полирования. При использовании подходящего полировального материала, например притирочной пленки SiO2 20 нм или тонкой притирочной пленки из оксида алюминия, может быть сделано большое количество ходов полирования для удаления царапин без превышения максимального заглубления оптического волокна, равного 125 нм. Кроме этого, клеящие материалы с очень высокой температурой плавления (после их затвердевания) являются достаточно твердыми материалами, которые могут быстро удаляться с помощью полирования без выкрашивания и расслаивания.
Таким образом, использование клеящего материала с очень высокой температурой плавления в волоконно-оптическом соединителе с малым формфактором упрощает процесс полирования и обеспечивает более быстрое удаление клеящего материала (по сравнению с обычными эпоксидными клеями) в полевых условиях. Используемые в настоящее время волоконно-оптические соединители с малым формфактором, снабженные керамической обоймой, такие как, например, соединители типа LC или MU, имеют плоские торцы малого диаметра (от 0,7 до 0,9 мм), расположенные перпендикулярно оси обоймы соединителя. В процессе полирования с помощью притирочных пленок с размерами абразива от грубого до тонкого, которые применяются в случае использования клеящих материалов (твердых) на основе эпоксидной смолы, поверхность приобретает сферическую форму, и оптическое волокно выступает из торца обоймы. При выполнении полирования в соответствии с требованиями стандарта Telcordia GR-326 (и ТУ на соединители IEC) трудно контролировать вручную положение вершины (макс. 50 мкм) с помощью обычной оправки для полирования в полевых условиях. Кроме этого, радиус кривизны отполированного торца оптического волокна может стать меньше 7 мм (требования по минимальному радиусу кривизны стандарта Telcordia GR-326 и ТУ на соединители IEC) из-за того, что выступание обычной обоймы из оправки для полирования является слишком большим, что приводит к получению торцевой поверхности с радиусом кривизны меньше 3 мм и выступанию крайней точки более чем на 80 мкм.
В волоконно-оптических соединителях с использованием клеящих материалов с очень высокой температурой плавления могут использоваться и другие методы полирования. Например, клеящий материал с очень высокой температурой плавления может быть удален в одношаговом процессе 2 мкм Al2O3 Multimode или в двухшаговом процессе SM с использованием во втором шаге притирочной пленки SiO2 20 нм. Керамическая обойма может быть заранее обработана на заводе с нужным радиусом кривизны в диапазоне 8-15 мм со смещением вершины, равным 30 мкм. Может использоваться точная полировальная оправка, в которой контролируется выступание обоймы из нижней части оправки, что позволяет получить при выполнении полирования в полевых условиях нужные значения радиуса кривизны и выступания вершины отполированной поверхности.
ПРИМЕРЫ И ИСПЫТАНИЯ
В первом испытании для определения рабочих характеристик клеящих материалов приготавливались образцы клеящих материалов с очень высокой температурой плавления (клеящие материалы Dynapol). Для проверки рабочих характеристик клеящих материалов с очень высокой температурой плавления Dynapol при их использовании в рабочих условиях были изготовлены следующие образцы волоконно-оптических кабелей: несколько отрезков многомодовых волоконно-оптических кабелей Siecor 62,5 (длина 6 м) были подготовлены с помощью снятия оболочки на длине 1,25 дюйма для того, чтобы открыть оптические волокна, изготовленные из кевлара. Оптические волокна из кевлара были отделены друг от друга для того, чтобы открыть оптические волокна, покрытые буферным слоем. Буферным слой был снят с оптического волокна на длине около 1,125 дюйма для того, чтобы открыть стеклянное оптическое волокно. Оптическое волокно очищалось с помощью протирки тканью, смоченной изопропиловым спиртом. После этого оптические волокна из кевлара обрезались на длине 0,25 дюйма и равномерно распределялись вокруг буфера.
Заполненный клеящим материалом соединитель ST помещался в печь (производства компании Kitco, расположенной в шт.Вирджиния, США) и нагревался до температуры около 265°С, при которой происходило плавление клеящего материала. Затем освобожденное от оболочки оптическое волокно вставлялось в отверстие в керамической обойме таким образом, чтобы конец оптического волокна выступал из торца обоймы, и оптические волокна из кевлара и оболочка оптического волокна входили в корпус соединителя и вступали в контакт с клеящим материалом. Шарик высокотемпературного клеящего материала на конце соединителя обеспечивает боковой упор для оптического волокна во время разрезания оптического волокна. После этого оптические волокна полировались с помощью притирочной пленки из оксида алюминия с размером абразивных частиц 2 мкм (производства компании 3М, № 60-6500-2346-2) на определенной длине. После этого выполнялось полирование так, чтобы торец оптического волокна находился в одной плоскости с торцом обоймы. Полирование также может выполняться так, чтобы конец оптического волокна выступал из торца обоймы приблизительно на 1,5 мкм. Для определения величины выступания конца оптического волокна после выполнения полировки может использоваться интерферометр (производства компании Direct Optical Research Corporation - DKORC ZX-1 Mini PMS).
Клеящие материалы с очень высокой температурой плавления хорошо полируются, так как температура локального нагрева клеящего материала с очень высокой температурой плавления во время процесса полирования не превышает температуру плавления клеящего материала.
В первом испытании полирования выполнялась копланарная полировка с использованием соединителя SC, заполненного клеящим материалом с очень высокой температурой плавления, который использовался в примере реализации данного изобретения. В табл.2 представлены результаты испытаний, полученные на образцах с копланарной полировкой клеящих материалов с очень высокой температурой плавления (количество образцов, успешно прошедших испытание/количество испытанных образцов).
Эти образцы подвергались следующему испытанию: тепловой цикл -10-+60°С, выдержка в течение 4 дней при относительной влажности 95% и температуре 40°С, тепловой цикл -10-+60°С, выдержка в течение 4 дней при относительной влажности 95% и температуре 75°С, и, наконец, ступенчатый нагрев 60-120°С. Климатические испытания, результаты которых представлены в табл.2, выполнялись последовательно на одних и тех же соединителях. Как следует из табл.2, все образцы, подвергавшиеся воздействию тепловых циклов и влажности, успешно прошли испытания, которые соответствовали требованиям стандартов TIA/EIA 568-В.3, Telcordia GR-326 и даже превосходили требования GR-326, так как испытания проводились при температурах до 120°С.
Во втором испытании полировки стандартная оправка для полирования соединителей типа LC, которая обычно позволяет выступать обойме на 0,8 мм, была модифицирована таким образом, чтобы оправка могла выступать только на 0,3 мм. Полировка выполнялась с использованием полировальника 70 Dur (подставка А), изготовленного из эластомера, расположенного под притирочной пленкой. Радиус кривизны отполированной поверхности испытуемых образов удерживался на уровне от 7,5 до 11 мм, а смещение вершины удерживалось на уровне от 10 до 35 мм. Радиус кривизны мог регулироваться с помощью использования немного более высокой подставки дюрометра или с помощью изменения выступания обоймы из основания полировальной оправки.
В другом испытании рабочих характеристик приготавливались образцы клеев с очень высокой температурой плавления (в этом испытании использовались материалы производства компании Henkel). Для испытания рабочих характеристик клея Henkel 12-692, 15 пар соединителей SM SC/UPC были подвергнуты полным климатическим испытаниям в соответствии с требованиями стандарта Telcordia GR-326. Во все соединители SM SC/UPC был введен клей с очень высокой температурой плавления, и все оптические волокна были введены в соединители, как описано выше. Все испытуемые образцы успешно прошли испытания по оптическим характеристикам (изменение потерь не более 0,3 дБ, и отражение не менее 55 дБ).
В другом испытании рабочих характеристик испытывалось семь пар соединителей типа LC, заполненных клеем с очень высокой температурой плавления. В данном случае использовались клеи с очень высокой температурой плавления производства компании Henkel, и оптическое волокно вводилось в соединители, как было описано выше. Все испытуемые образцы успешно прошли браковочные испытания Telcordia GR-326. При этом использовались такие же температурные диапазоны, но меньшие продолжительности испытаний для более быстрого получения результатов.
Данное изобретение не ограничивается описанными выше примерами реализации изобретения и должно рассматриваться, как охватывающее все аспекты изобретения, описанные в представленной ниже формуле изобретения. Данное изобретение охватывает различные модификации, эквивалентные процессы, а также различные конструкции, к которым может быть применено данное изобретение и которые являются очевидными для специалистов в данной отрасли техники. Целью формулы изобретения является включение в изобретение этих модификаций и вариантов конструкций.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНИТЕЛЬ ОПТОВОЛОКОННЫХ КАБЕЛЕЙ С ВЫНЕСЕННЫМ ФИКСИРУЮЩИМ ЗАЖИМОМ | 2009 |
|
RU2451956C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ И ОТДЕЛЬНО ОБЕРНУТОЕ ИЗДЕЛИЕ | 2001 |
|
RU2261078C2 |
| ОПТИЧЕСКИЙ РАЗЪЕМ ДЛЯ КОНЦЕВОЙ ЗАДЕЛКИ ОПТОВОЛОКНА | 2010 |
|
RU2487376C2 |
| ПРИМЕНЕНИЕ ПОЛИОЛЕФИНОВЫХ ГЕРМЕТИЗИРУЮЩИХ ПЛЕНОК С ПОКРЫТИЕМ ИЗ НЕРЕАКТИВНОГО ТЕРМОПЛАВКОГО КЛЕЯ ДЛЯ ГЕРМЕТИЗАЦИИ | 2011 |
|
RU2593845C2 |
| САМОКЛЕЯЩЕЕСЯ ГЕРМЕТИЗИРУЮЩЕЕ УСТРОЙСТВО СО СЛОЕМ КЛЕЯЩЕГО ГЕРМЕТИКА | 2019 |
|
RU2759816C1 |
| ОПТИЧЕСКИЙ СОЕДИНИТЕЛЬ | 2021 |
|
RU2786485C1 |
| НЕТКАНЫЙ ТЕРМОКЛЕЕВОЙ МАТЕРИАЛ | 1991 |
|
RU2016153C1 |
| ПЛИТА ИЗ МАТЕРИАЛА НА ОСНОВЕ ДРЕВЕСИНЫ, СОДЕРЖАЩАЯ ДРЕВЕСНО-ПЛАСТИКОВЫЙ КОМПОЗИТ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2766677C2 |
| ПРИВОДНОЙ РЕМЕНЬ | 2008 |
|
RU2445528C1 |
| АБСОРБИРУЮЩАЯ СТРУКТУРА И АБСОРБИРУЮЩИЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ АБСОРБИРУЮЩУЮ СТРУКТУРУ | 2002 |
|
RU2291714C2 |
Волоконно-оптический соединитель, устанавливаемый на конце оптического волокна, имеет корпус, который обеспечивает соединение с гнездом типа LC, и узел обоймы, включающий в себя втулку и кольцо. Узел обоймы заполнен термопластичным полукристаллическим клеящим материалом. Термопластичный материал может быть на основе полиамида с высокой температурой плавления. Волоконно-оптический соединитель может включать в себя оптическое волокно, закрепленное в обойме с помощью указанного термопластичного материала. Положение оптического волокна в обойме может изменяться с помощью нагревания и последующего охлаждения обоймы. Технический результат - волоконно-оптические соединители могут устанавливаться в полевых условиях за очень короткое время. 5 з.п. ф-лы, 6 ил., 2 табл.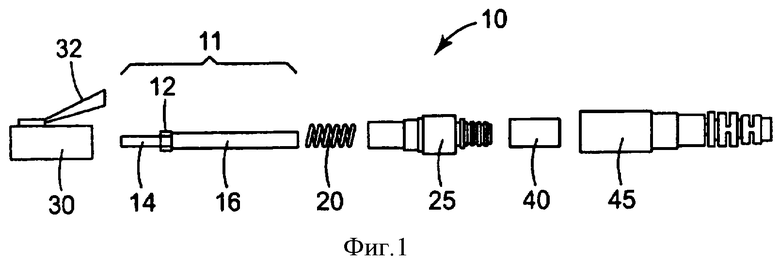
1. Волоконно-оптический соединитель, устанавливаемый на конце оптического волокна, включающий в себя:
корпус, который обеспечивает соединение с гнездом типа LC, выполненный из полимерного материала, который не деформируется при воздействии температур, по меньшей мере, 210°С, и
узел обоймы, включающий в себя втулку и кольцо, внутрь которого заранее вводится полукристаллический термопластичный клеящий материал, предпочтительно материал на основе полиамида с высокой температурой плавления.
2. Волоконно-оптический соединитель по п.1, отличающийся тем, что содержит термопластичный клеящий материал с очень высокой температурой плавления, предпочтительно термопластичный клеящий материал с очень высокой температурой плавления, который имеет вязкость в расплавленном состоянии в диапазоне 1-20 Па·С в диапазоне температур от 200 до 250°С, и модуль Юнга в котором превышает 0,6896·1011 Па в пределах рабочих температур от -40 до +85°С.
3. Волоконно-оптический соединитель по п.1, отличающийся тем, что содержит термопластичный клеящий материал, содержание кристаллической фазы в котором находится в пределах от 15 до 35%.
4. Волоконно-оптический соединитель по п,1, отличающийся тем, что внутри него находится полимерный материал, который не деформируется при воздействии температур, по меньшей мере, 210°С и который также включает в себя оптическое волокно, закрепленное в обойме с помощью указанного термопластичного клея, имеющий диапазон рабочих температур от -40 до +85°С.
5. Волоконно-оптический соединитель по п.1, отличающийся тем, что его втулка включает в себя удлиненную трубку из материала с высокой теплопроводностью.
6. Волоконно-оптический соединитель по п.1, отличающийся тем, что также включает в себя оптическое волокно, закрепленное в обойме с помощью указанного термопластичного клея, при этом положение оптического волокна в обойме может изменяться с помощью нагревания и последующего охлаждения обоймы.
| US 5631986 А, 20.05.1997 | |||
| US 6102581 A, 15.08.2000 | |||
| US 5315486 A, 24.05.1994 | |||
| US 5481634 A, 02.01.1996 | |||
| СИСТЕМА НЕПРЕРЫВНОГО ПРОИЗВОДСТВА КОМПОЗИТНЫХ АЛЮМИНИЕВЫХ ПАНЕЛЕЙ | 2003 |
|
RU2286258C2 |

