Область техники
Данное изобретение относится к системе непрерывного производства композитных алюминиевых панелей с использованием металлических алюминиевых каркасов, подвергающихся непрерывной растяжке при производстве композитных алюминиевых панелей.
Уровень техники
До сих пор для производства композитных алюминиевых панелей, включающих сотообразные каркасы, сотообразные металлические (в дальнейшем алюминиевые) каркасы растягивались на определенную длину при помощи ручного устройства растягивания, термоклеевые слои полимерной пленки помещались на верхние и нижние стороны растянутых каркасов, а на слои полимерной пленки помещались алюминиевые листы, готовые изделия прессовались на прессе горячего прессования для получения композитных алюминиевых панелей.
Но в этом случае устройство растягивания алюминиевых каркасов должно управляться вручную и, соответственно, каркасы не могут растягиваться непрерывно.
Таким образом, стандартизированные панели не могут производиться непрерывно. Теперь, ссылаясь на сопроводительные чертежи, способ растягивания каркасов для композитной алюминиевой панели при помощи традиционного устройства для растягивания каркасов и традиционного процесса подготовки панелей с помощью использования растянутого каркаса будет описан следующим образом.
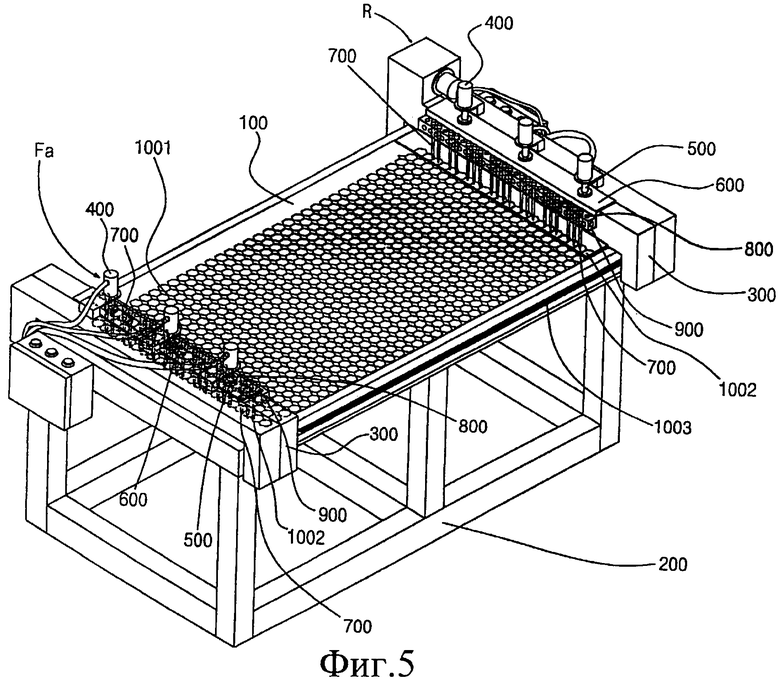
Как показано на Фиг.5, закрепленная часть Fa фиксирует левый край предварительно растянутого сырья 1001 для сотообразных каркасов, включающая носитель 300, зафиксированный на верхней стороне основания 200, некоторое количество цилиндров под давлением воздуха 400, поднимающиеся и опускающиеся на вышеупомянутом носителе 300, ступенчатого типа скобу 600, зафиксированную на нижних краях стрежней 500 вышеуказанных цилиндров 400, фиксирующий стержень 900 для захвата игольчатых стержней 700, смонтированный на вышеуказанной скобе 600 и имеющий некоторое количество отверстий 800, в которые можно вставить и протянуть игольчатые стержни 700 для фиксации в отверстиях 1002 сотообразных каркасов; перемещающаяся часть R, состоящая из носителя 300, некоторого количества цилиндров под давлением 400, ступенчатого типа скобы 600 и фиксирующего стержня 900 для захвата игольчатых стержней с некоторым количеством входных и выходных отверстий 800, идентичных отверстиям на вышеупомянутой закрепленной части Fa, и шестерни (не показана на Фиг.), зафиксированной на нижнем крае вышеуказанного носителя 300, находящейся в зацеплении с рамой 1003, установленной на обеих верхних сторонах вышеуказанного основания 200 для перемещения вправо и влево; и лист 100 для растягивания сотообразного каркаса, формуемого между вышеуказанной закрепленной частью Fa и перемещающейся частью R.
Но для производства растянутых сотообразных каркасов из сырья для каркасов при помощи вышеназванного традиционного устройства для растягивания сотообразного каркаса, после того как некоторое количество игольчатых стержней 700 вставляются перпендикулярно в указанные входные и выходные отверстия 800 для игольчатых стержней вышеназванной закрепленной части Fa вручную при помощи поднятия и опускания поднимающегося и опускающегося цилиндра 400, скоба 600, зафиксированная на нижней части цилиндра идет вверх и опускается вниз, чтобы поднять и опустить крепежный стержень 900 для захвата игольчатых стержней 700, вставленных во входные и выходные отверстия 800 крепежного стержня 900, зафиксированных при помощи вставления в отверстия 1002 сотообразного каркаса, частично растянутого с левого края сырьевого материала для сотообразного каркаса. В это время при помощи шестерни (не показана на Фиг.), зафиксированной на нижнем крае перемещающейся части R, находящейся в зацеплении с рамой, установленной на обеих верхних сторонах вышеуказанного основания 200, перемещающаяся часть R перемещается вручную до смежного расположения с вышеуказанной закрепленной частью Fa, после чего нижние края игольчатых стержней 700 вставляются во входные и выходные отверстия 800 для игольчатых стержней крепежного стержня 900, зафиксированного на перемещающейся части R, вставляются в отверстия 1002 сотообразного каркаса, частично растянутого (вручную) с правого края сырьевого материала (сырьевого материала для каркаса) 1001 для сотообразного каркаса, и перемещающаяся часть R перемещается вручную вправо для получения растянутого сотообразного каркаса из сырья 1001 для сотообразного каркаса.
Однако в вышеназванном устройстве игольчатые стержни 700 для удерживания сырьевого материала каркаса 1001 должны вставляться вручную во входные и выходные отверстия 800 для игольчатых стрежней, перемещающаяся часть R также должна передвигаться вручную вправо и влево, длина и ширина сотообразного каркаса, произведенного при помощи вышеуказанного устройства, также ограничены, поэтому на этом устройстве только производят каркасы, имеющие ограниченную длину и ширину.
Таким образом, это устройство имеет недостатки, так как другие виды каркасов с отличающейся длиной и шириной не могут быть изготовлены.
Кроме того, в производстве композитных алюминиевых панелей с использованием сотообразных каркасов, растянутых с помощью этого устройства, все сотообразные каркасы, термоклеевые полимерные пленки и алюминиевые листы в качестве сырья для производства панели должны выкладываться только вручную, сырье не может выкладываться тем же способом.
Соответственно, посредством вышеупомянутого традиционного устройства стандартизированные изделия не могут быть изготовлены, и также длинные и большие панели не могут производиться непрерывно.
Раскрытие изобретения
Данное изобретение относится к системе непрерывного производства композитных алюминиевых панелей, отличающихся тем, что сотообразный каркас, используемый в качестве промежуточного материала для производства композитной алюминиевой панели, может подвергаться растягиванию непрерывно и автоматически для получения растянутых каркасов, растянутые сотообразные каркасы могут подаваться вместе с термоклеевыми полимерными пленками и алюминиевыми листами непрерывно и автоматически для получения композитной алюминиевой панели, толщина панели может быть установлена автоматически при помощи цилиндра, контролирующего толщину, и цилиндра горячего прессования, ширина панели может быть установлена автоматически при помощи устройства, поддерживающего левую и правую стороны, полученная композитная алюминиевая панель проходит последовательно через быстро и медленно охлаждающие устройства, прижимной ролик, вращающийся цилиндр с липкой защитной лентой и боковые резцы для непрерывного получения в больших количествах композитных алюминиевых панелей разной длины, одинаковой толщины и ширины со вставленными сотообразными каркасами.
Далее система непрерывного производства данного изобретения детально описывается со ссылками на нижеследующие сопроводительные чертежи.
Краткое описание чертежей
Фиг.1 представляет общую схему системы по данному изобретению.
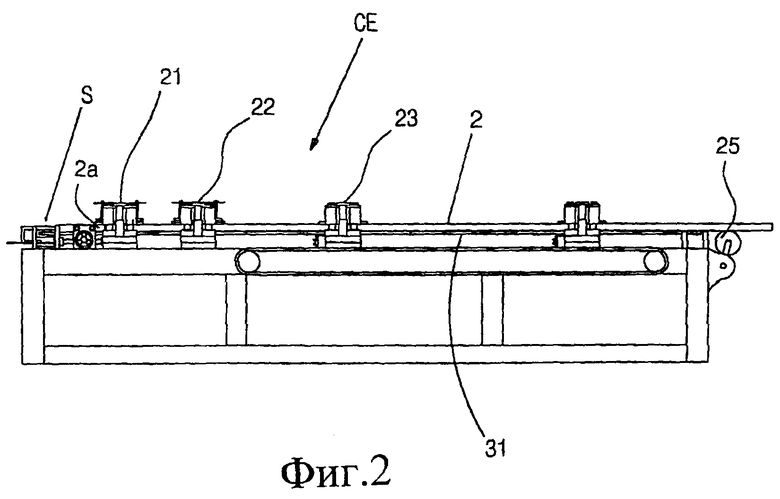
Фиг.2 представляет схематичный вид устройства непрерывного растягивания по данному изобретению.
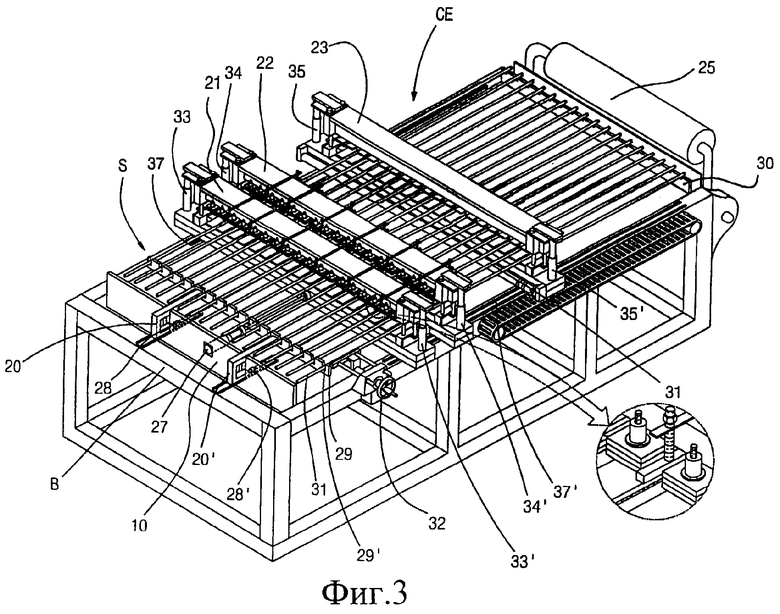
Фиг.3 представляет общую перспективу устройства непрерывного растягивания по данному изобретению.
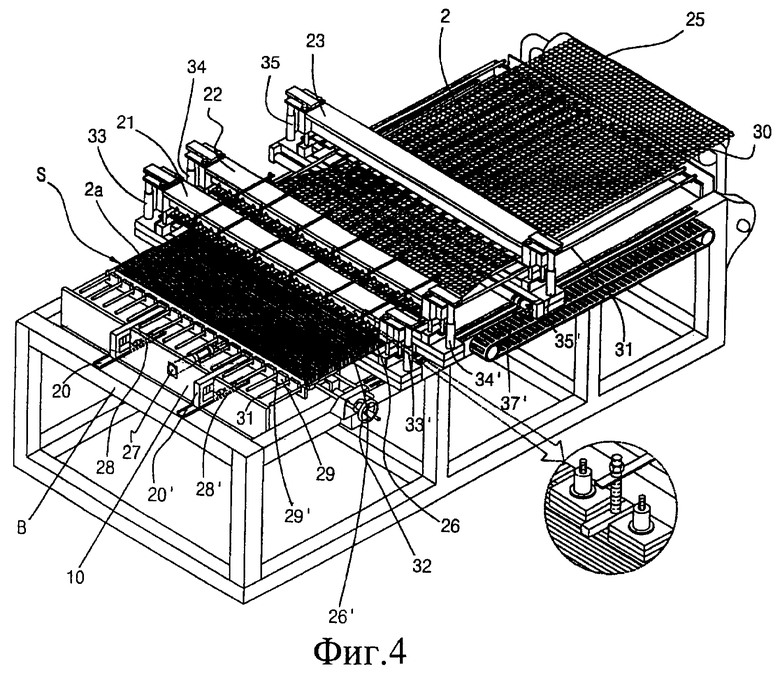
Фиг.4 представляет иллюстрацию, показывающую состояние растягивания с использованием устройства непрерывного растягивания сотообразного каркаса по данному изобретению.
Фиг.5 представляет иллюстрацию традиционного устройства растягивания сотообразного каркаса.
Наилучший способ осуществления изобретения
Система непрерывного производства композитных алюминиевых панелей данного изобретения состоит из устройства непрерывного растягивания (СЕ) для растягивания сотообразного каркаса для композитной алюминиевой панели и основной части АН системы непрерывного производства композитных алюминиевых панелей с сотообразными каркасами.
В вышеупомянутой системе непрерывного производства композитных алюминиевых панелей с сотообразными каркасами вышеуказанное устройство непрерывного растягивания состоит из зажима 21 для фиксации сырья 2а перед растягиванием (предварительно растянутого) для производства сотообразного каркаса, который поднимается и опускается при помощи перпендикулярных цилиндров 33, 33' и совершает возвратно-поступательные движения из стороны в сторону на зубчатых рейках 37, 37', установленных на верхней части основной части В при помощи цилиндра 27, внешний край которого закреплен на пластине 10, перпендикулярной вышеупомянутой основной части В; носителя сырья S, толкателя 29 для сталкивания сырья с множеством U-образных выемок 29', расположенных с определенным интервалом, зафиксированного на верхнем правом крае С-образных скоб 20, 20', которые крепятся на перпендикулярной пластине 10, зафиксированной на верхнем крае основной части В, и совершающего возвратно-поступательные движения из стороны в сторону при помощи цилиндров 28, 28', присоединенных к нижними краями указанных скоб; множества скользящих стержней 31 для направления сырья 2а для каркаса, и каркаса 2 таким образом, что их положения контролируются спереди и сзади при помощи центрирующей ручки 32, соединенной с фронтальной стороной самого внешнего из стержней 31, а их правые и левые концы закреплены соответственно в выемках 29' указанного толкателя 29 и на продольном носителе 30, расположенном под перемещающим цилиндром 25, который крепится на правом крае устройства для растягивания с Е; вспомогательного зажима 22, который совершает возвратно-поступательные движения из стороны в сторону на зубчатых рейках 37, 37' при помощи цилиндра (не показан на Фиг.) и одновременно поднимается и опускается при помощи перпендикулярных цилиндров 34, 34', чтобы зафиксировать правую сторону каркаса около указанного зажима 21 для удерживания сырья, когда указанный зажим 21 перемещается влево на предполагаемую ширину сырья для растягивания сырья 2а для фиксации левой стороны сырья 2а; зажима 23 для растягивания сырья для каркаса, который совершает возвратно-поступательные движения из стороны в сторону при помощи цилиндра (не показан на Фиг.) и поднимается и опускается при помощи перпендикулярных цилиндров 35, 35', где предварительно растянутый правый край сырья 2а для каркаса, в то время как левый фиксируется вышеназванным зажимом 21 для фиксации, фиксируется при помощи вышеназванного зажима растягивания 23 для растягивания к правой стороне основной части В устройства для растягивания с Е; перемещающего цилиндра 25, работающего для перемещения растянутого каркаса, который располагается на правом крае основной части В и перемещает указанный растянутый сотообразный каркас 2 на средний конвейер 1 соединяющей части L основной части АН системы непрерывного производства композитных алюминиевых панелей.
В системе непрерывного производства композитных алюминиевых панелей с сотообразными каркасами вышеупомянутая основная часть АН состоит из подводящей части Е для обеспечения прохождения верхних и нижних алюминиевых листов 3, 3' через вращающиеся цилиндры 5, 5', 6, 6' ... с верхних и нижних вращающихся цилиндров 4, 4' на верхней и нижней сторонах указанного растянутого сотообразного каркаса 2, полученного с указанного устройства непрерывного растягивания каркаса; подводящей части F для обеспечения клеящих материалов при помощи любого устройства, выбранного из устройства для подачи термоклеевых пленок 7, 7' в качестве склеивающего материала, расплавляемых частью горячего прессования Р в качестве последующей обработки, с вращающихся цилиндров 7а, 7а' для подачи пленок между указанным растянутым сотообразным каркасом 2 и верхним и нижним алюминиевыми листами 3, 3', или устройства для нанесения покрытия (аппликатора) (не показан на Фиг.), распыляющего термоклеющий термопластичный смоляной клей, изготовленный из любой из термопластичной смолы, такой как полиэтилен, полиизобутилен, полиамид, сополимер этилена и винилацетата, полиуретан, или устройство (не показано на Фиг.) для распыления жидкого клея на основе термореактивной смолы, изготовленного из одной из термореактивных смол, таких как эпоксидная смола или фенольная смола; соединяющей части L, состоящей из верхних и нижних вращающихся цилиндров 8, 8' для соединения алюминиевых листов 3, 3', клеящих материалов и растянутого каркаса 2, доставленных с вышеуказанных носителей и устройства; части для горячего прессования Р, включающей верхние и нижние вращающиеся цилиндры 10, 10', 11, 11', 12, 12' для горячего прессования и поддержки; отделочной части М, состоящей из аппаратов быстрого охлаждения 14, аппаратов медленного охлаждения 15, цилиндра 17 для наклеивания защиты ленты, бокового резца 18 для обрезания сторон формованной панели и цилиндра 16 для сжатия готовой панели, установленных последовательно за вышеназванной частью горячего прессования Р для завершения вышеназванной готовой композитной алюминиевой панели с сотообразным каркасом.
Кроме того, между, перед или за соединяющей частью L и частью горячего прессования Р могут быть установлены контролирующая толщину часть D, состоящая из вращающихся цилиндров 9, 9' для контроля толщины, и боковая поддерживающая часть G, состоящая из аппаратов 13, 13', 13'' для поддержания сторон готовой панели.
Для производства композитной алюминиевой панели с сотообразными каркасами во время применения системы непрерывного производства композитных алюминиевых панелей вышеупомянутого изобретения, прежде всего, как показано на Фиг.2, 3 и 4, сотообразный каркас подвергается непрерывному растягиванию при помощи устройства непрерывного растягивания сотообразного каркаса для производства композитной алюминиевой панели следующим образом:
зажим 21 для фиксации сырья 2а перемещается вправо в предварительно установленное положение при помощи цилиндра 27 для управления указанным зажимом 21, и одновременно вспомогательный зажим 22 также перемещается для смежного расположения с указанным зажимом 21, партия сырья 2а для сотообразного каркаса из склеенных друг с другом нескольких единиц сырья 2а при помощи клея или двусторонней клеящей ленты, помещаются на некоторое число скользящих стержней 31 носителя S сырья для каркаса, сначала зажим 21 для фиксации сырья и вспомогательный зажим 22 поднимаются при помощи перпендикулярных цилиндров 33, 33', 34, 34', затем сырье 2а для каркаса проталкивается к правой стороне толкателем 29, который зафиксирован на правом верхнем крае скоб 20, 20' и работает благодаря цилиндрам 28, 28' носителя сырья S для каркаса, таким образом, что сырье 2а для каркаса выступает на предварительно установленную ширину для растягивания в правую сторону от вышеуказанного зажима 21 для фиксации сырья и вспомогательного зажима 22, затем вышеуказанный зажим 21 для фиксации опускается при помощи перпендикулярных цилиндров 33, 33' для фиксации левой стороны сырья 2а для каркаса, поднятый растягивающий зажим 23 перемещается в левую сторону по рейкам зубчатой передачи 37, 37' при помощи цилиндра (не показан на Фиг.), и затем растягивающий зажим 23 опускается при помощи перпендикулярных цилиндров 35, 35' для фиксации правой стороны вышеуказанного сырья для каркаса, и в завершении зажим 23, фиксирующий сырье 2а для стержня, перемещается к перемещающему вращающемуся цилиндру 25 основной части B устройства СЕ непрерывного растягивания для получения стандартизированного сотообразного стержня.
Кроме того, для того, чтобы вышеуказанный растянутый сотообразный каркас и композитные алюминиевые панели с сотообразным каркасом изготовлялись непрерывно, процесс непрерывного производства повторяется следующим образом:
вышеуказанный растягивающий зажим 23, завершающий растягивание стержня на определенную длину, поднимается при помощи перпендикулярных цилиндров 35, 35', вспомогательный зажим 22 опускается при помощи цилиндров 34, 34' для фиксации растянутого каркаса на правой стороне зажима 21 для фиксации, затем зажим 21 для фиксации поднимается при помощи цилиндров 33, 33' для перемещения в левую сторону от сырья 2а на всю предварительно установленную ширину растягивания, в указанном способе осуществления вышеприведенного процесса зажим 21 для фиксации опускается для фиксации сырья 2а для каркаса, вспомогательный зажим 22 поднимается, вышеназванный поднятый растягивающий зажим 23 перемещается на левую сторону и затем опускается для фиксации растянутого каркаса смежно со вспомогательным зажимом 22, и растягивающий зажим 23, фиксирующий правый край растянутого каркаса, перемещается к правому перемещающему вращающемуся цилиндру 25 для непрерывного получения полностью растянутого сотообразного каркаса, и полученный растянутый сотообразный каркас направляется непрерывно на основную часть АН системы непрерывного производства композитных алюминиевых панелей.
На верхней и нижней сторонах сотообразного каркаса, направленного с вышеуказанного устройства непрерывного растягивания, как показано на Фиг.1, алюминиевые листы 3, 3' направляются через вращающиеся цилиндры 5, 5', 6, 6' с верхних и нижних вращающихся цилиндров 4, 4' подводящей части E для получения алюминиевых листов и одновременно между вышеуказанным развальцованным сотообразным стержнем и алюминиевыми листами, размещается любой из клеящих материалов, выбранных из термоклеевых пленок, термоклеевого термопластичного клея на основе смолы или жидкого термореактивного клея на основе смолы, полученных с подводящей части F, предназначенной для доставки клеящих материалов (по способу данного изобретения термоклеевые пленки 7, 7' доставляются с вращающихся цилиндров 7а, 7а' для доставки полимерных пленок), комбинированное изделие, состоящее из сотообразного каркаса, склеивающего материала и алюминиевых листов, пропускается через комбинацию вращающихся цилиндров 8, 8' соединяющей части L, сжимается при помощи цилиндра 16 для уплотнения комбинированного изделия для композитной алюминиевой панели, причем в том случае, когда контролирующая толщину часть D установлена в системе, вышеуказанное комбинированное изделие, как композитная алюминиевая панель пропускается через контролирующие толщину вращающиеся цилиндры 9, 9' для осуществления контроля на определенную толщину, затем полученная композитная алюминиевая панель проходит через часть для горячего прессования Р для осуществления контроля толщины дважды при помощи горячего прессования, также в случае, когда боковая поддерживающая часть G установлена в данной системе, ширина композитной алюминиевой панели устанавливается равномерно при помощи боковых поддерживающих аппаратов 13, 13', 13'' боковой поддерживающей части G, и затем осуществляется процесс охлаждения с использованием быстро и медленно охлаждающих аппаратов 14, 15, процесс наклеивания защитной ленты при помощи клеящего цилиндра 17 для приклеивания защитной ленты и процесс обрезания при помощи резца 18 готовой панели на нужную длину для получения готовых композитных алюминиевых панелей необходимой длины.
Изобретение относится к производству композитных панелей с использованием алюминиевых каркасов, подвергающихся непрерывной растяжке. Система непрерывного производства композитных алюминиевых панелей включает устройство непрерывного растягивания сырья для каркаса. Устройство содержит зажим для фиксации предварительно растянутого сырья, носитель сырья, толкатель для проталкивания сырья с множеством U-образных выемок, расположенных с определенным интервалом, зафиксированный на верхнем правом крае С-образных скоб, множество скользящих стержней для продвижения сырья и каркаса, вспомогательный зажим. Зажим выполнен с возможностью возвратно-поступательного движения и одновременного поднятия и опускания. Устройство содержит перемещающий цилиндр для растянутого каркаса, расположенный на основной части устройства. Основная часть системы содержит подводящую часть для доставки верхних и нижних алюминиевых листов, подводящую часть для доставки клеящих материалов, соединяющую часть и часть горячего прессования. Отделочная часть состоит из аппаратов быстрого и медленного охлаждения, цилиндра для наклеивания защитной ленты, бокового резца для обрезания сторон готовой панели и цилиндра для сжатия готовой панели, установленных последовательно за частью горячего прессования. Техническим результатом является обеспечение непрерывного растягивания каркасов. 7 з.п. ф-лы, 5 ил.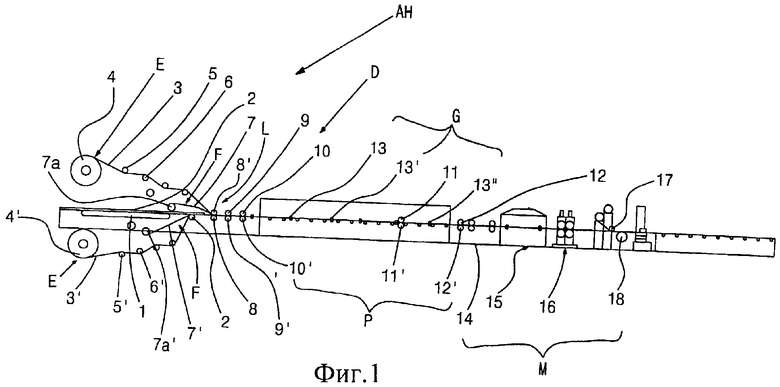
| Установка для непрерывного изготовления слоистых изделий | 1981 |
|
SU1094747A1 |
| Установка для непрерывного изготовления изделий из вспенивающейся полимерной композиции | 1973 |
|
SU519337A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ | 0 |
|
SU210048A1 |
| Установка для непрерывного изготовления слоистых изделий | 1981 |
|
SU1090577A1 |
| KR 2003005885 A, 23.01.2003 | |||
| EP 0624459 A2, 17.11.1994. | |||

