Предлагаемое изобретение относится к устройствам для прессования из древесно-волокнистых смесей заготовок оболочки, выполненных дугообразными в поперечном сечении с полуцилиндрическими поверхностями.
Известно устройство для прессования заготовок оболочки, содержащее прессующий узел, перемещаемый по вертикали силовым механизмом устройства для взаимодействия с размещенной в матрице, установленной на станине, заготовкой изделия. При этом прессующий узел выполнен в виде шарнирно соединенных между собой дугообразных боковин с закрепленными на них шарнирными опорами для стержней, которые образуют разнесенные вдоль продольной оси группы, соединенные с траверсой с возможностью изменения длины входящих в группы вертикальных стержней (патент RU №2251481, МПК В27N 3/08, опубл. 10.05.2005).
В известном устройстве не ясно из приведенных иллюстраций и описания как осуществляется дистанционное управление механизмами перемещения траверсы с прессующим узлом и изменением длины вертикальных стержней, необходимого для получения качественного изделия в процессе прессования.
Кроме этого для возможности обеспечить высокую плотность (твердость) заготовки при сравнительно большом ее диаметре и, следовательно, увеличенной рабочей площадью прессования при двух силовых гидроцилиндрах, потребуется дорогостоящее оборудование и гидроаппаратура, способное надежно работать при высоком давлении рабочей жидкости.
Сущность предлагаемого изобретения состоит в том, что устройство, содержащее установленную на станине матрицу с вогнутой полуцилиндрической поверхностью, прессующий узел, смонтированный с нижней стороны траверсы и перемещаемый по вертикали силовым механизмом устройства, при этом прессующий узел выполнен в виде двух шарнирно соединенных между собой дугообразных боковин с закрепленными на них шарнирными опорами для стержней, объединенных в группы, каждая из которых выполнена из вертикального стержня, закрепленного к траверсе, и пары стержней размещенных наклонно к вертикали и шарнирно сочлененных с траверсой и боковинами. При этом составные элементы вертикальных стержней соединены между собой винтовым сочленением с возможностью изменения общей длины стержней.
В отличие от известных устройство снабжено гидроприводом, включающим силовые гидроцилиндры, трубопроводы, напорный трубопровод к силовым гидроцилиндрам, бак для перекачиваемой рабочей жидкости, обратные клапаны, гидронасос и трехпозиционный гидрораспределитель. При этом гидропривод выполнен с пневмогидроаккумулятором, соединенным пневмопроводом сжатого воздуха с компрессором, и двухступенчатым усилителем давления рабочей жидкости, соединенным трубопроводом с пневмогидроаккумулятором и силовыми гидроцилиндрами. При этом трубопроводы рабочей жидкости выполнены с двухпозиционными гидрораспределителями, управляемых дистанционно, для обеспечения автоматизированной согласованной работы элементов гидропривода при различных режимах процесса прессования.
Устройство выполнено со смонтированным на траверсе прессующего узла вспомогательным гидроцилиндром, шток которого шарнирно соединен с рычажно-стержневым узлом, который связан с элементами винтового сочленения вертикальных стержней прессующего узла, для изменения их общей длины в процессе прессования.
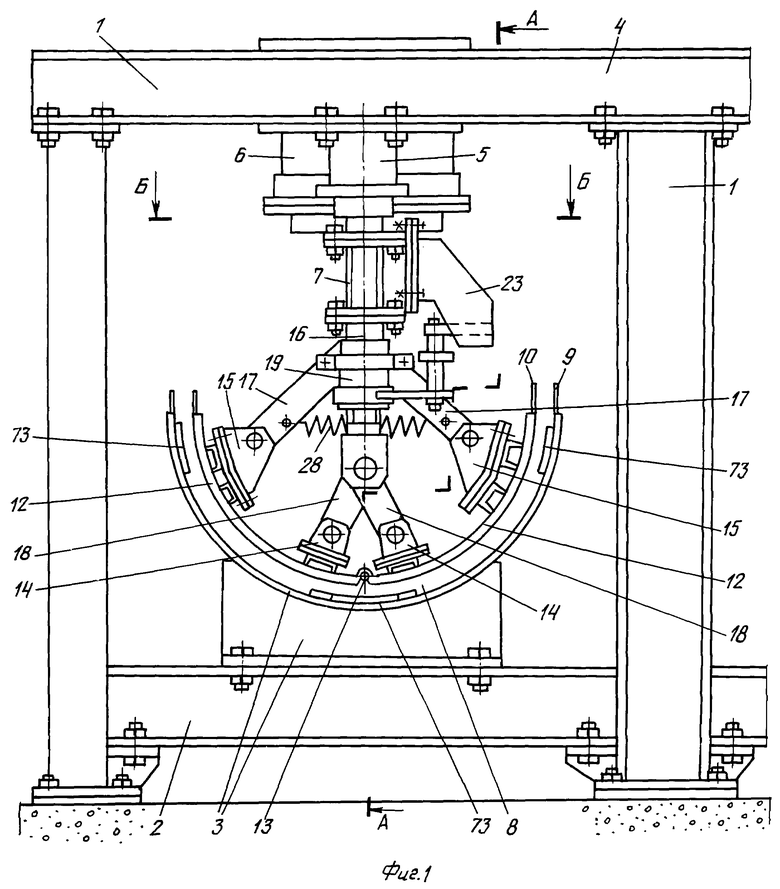
На фиг.1 изображено устройство для прессования заготовок, вид по оси заготоки;
на фиг.2 - разрез А-А на фиг.1;
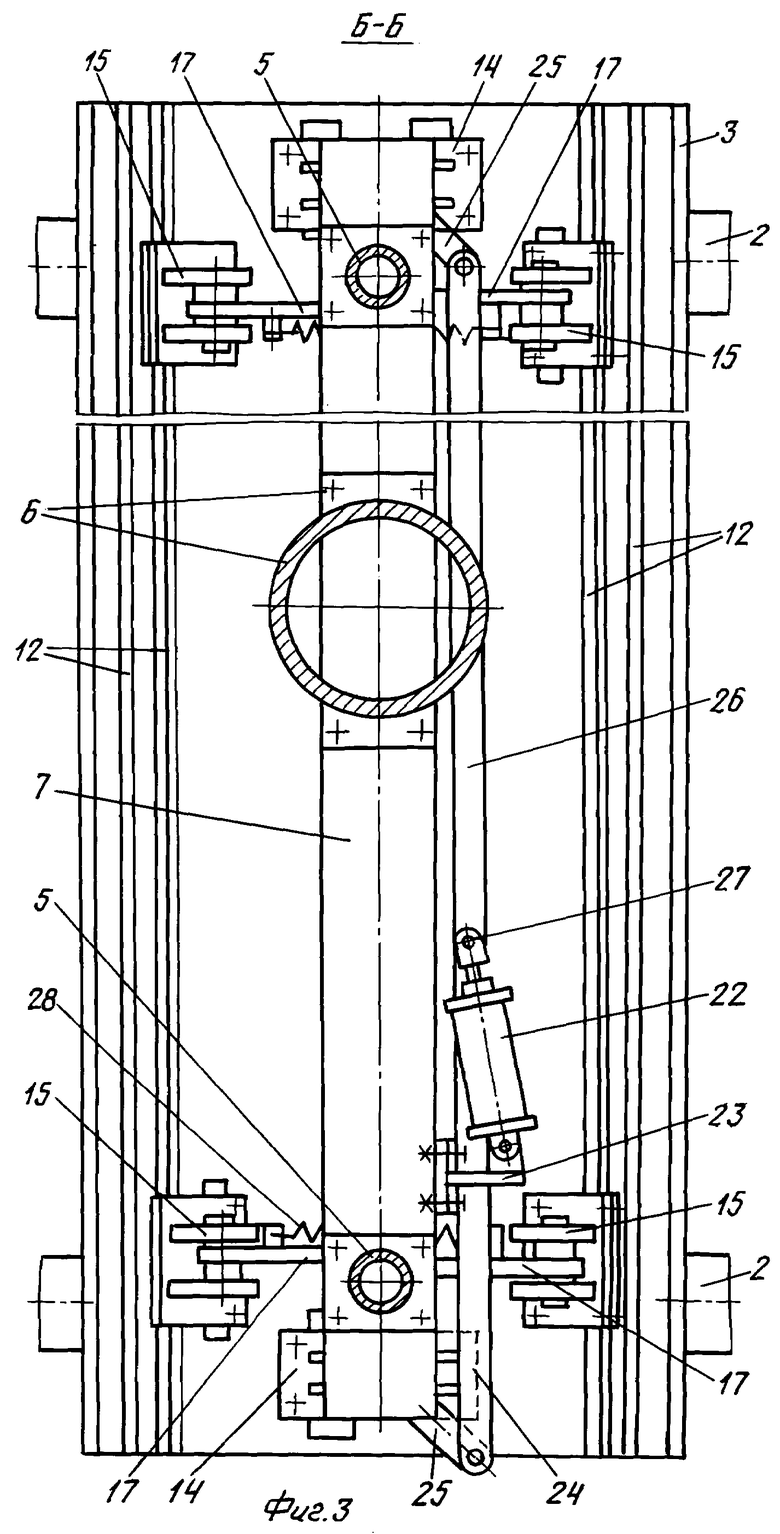
на фиг.3 - разрез Б-Б на фиг.1;
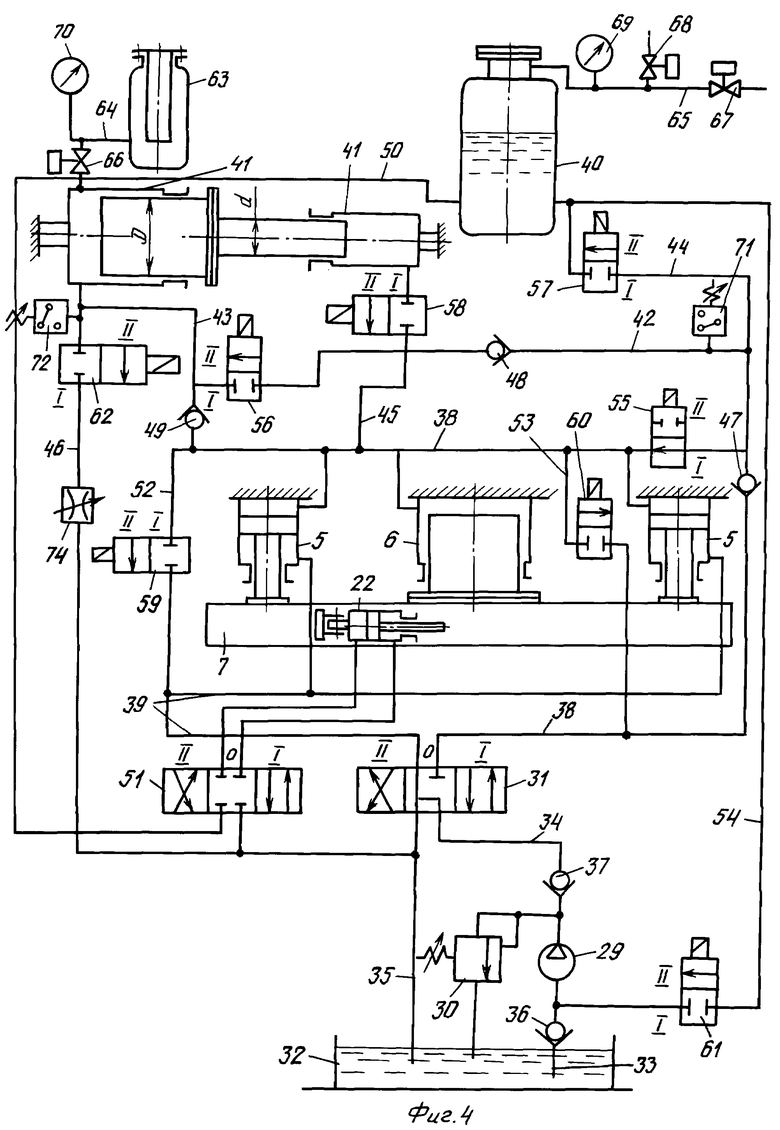
на фиг.4 изображен схематично гидропривод устройства.
Устройство содержит установленную на основании опорную металлоконструкцию 1, на балках 2 которой закреплена матрица 3 с полуцилиндрической рабочей поверхностью. На верхних балках 4 металлоконструкции закреплены два силовых гидроцилиндра 5 и размещенный между ними гидроцилиндр 6. К штокам гидроцилиндров 5 и плунжеру гидроцилиндра 6 закреплена траверса 7. В рабочем положении в матрице 3 размещена заготовка прессуемого изделия 8, помещенная в поддоны 9 и 10. Поддоны выполнены в виде изогнутых по дуге окружности на 180 градусов тонкостенных металлических листов. Верхний поддон 10 выполнен с ослабленным продольным сечением, расположенным в вертикальной плоскости симметрии поддона (не показано).
Устройство оснащено прессующим шарнирно-стержневым узлом 11, выполненным в виде дугообразных боковин 12, соединенных между собой шарнирами 13 и образующих на конечной стадии прессования полуцилиндрическую поверхность. На каждой из боковин закреплены шарнирные опоры 14 и 15 для стержней. Стержни узла 11 образуют разнесенные вдоль траверсы 7 группы, каждая из которых включает один вертикальный стержень 16 и пару стержней 17. Вертикальный стержень закреплен к траверсе и сочленен с нижними шарнирными опорами 14 парой стержней 18, которые образуют между собой, приблизительно, угол 20 градусов. Стержень 16 выполнен с верхней и нижней частями, соединенными между собой винтовым сочленением (не показано). Корпус 19 выполнен с внутренней винтовой нарезкой и смонтирован с возможностью поворота для изменения длины стержня 16.
Пара стержней 17 сочленена общим шарниром опоры 20, закрепленной на траверсе, и образует между собой, приблизительно, угол 90 градусов. Концы стержней сочленены с шарнирными опорами 15, расположенными вблизи верхнего края боковин 12.
Для обеспечения одновременного синхронного изменения длины вертикальных стержней в каждой группе, устройство снабжено механизмом 21, выполненным со вспомогательным гидроцилиндром 22, смонтированным на траверсе 7 с помощью кронштейна 23, закрепленного на траверсе. Шток гидроцилиндра сочленен с шарнирно-стержневым узлом 24, выполненным в виде закрепленных на корпусах 19 рычагов 25, которые шарнирно соединены между собой стержнем 26. Стержень несет закрепленную на нем ось 27, сочлененную со штоком гидроцилиндра 22.
На стержнях 17 закреплены концы пружин растяжения 28, сближающих в нерабочем положении узла 11 верхние кромки боковин 12 до взаимодействия упоров, смонтированных на стержнях 17 и опоре 20 (не показано).
Устройство снабжено гидроприводом, включающим гидронасос 29, предохранительный клапан 30, трехпозиционный гидрораспределитель 31 и бак 32 для перекачиваемой рабочей жидкости. Система трубопроводов 33, 34 и 35, смонтированных между баком и трехпозиционным гидраспределителем 31, включает установленные на трубопроводах обратные клапаны 36-37. Гидропривод содержит напорный трубопровод 38 к силовым гидроцилиндрам и трубопровод 39 от гидроцилиндров к гидрораспределителю 31.
Гидропривод выполнен с пневмогидроаккумулятором 40 и двухступенчатым усилителем давления рабочей жидкости 41, которые соединены трубопроводами 42, 43, 44 и 45 с напорным трубопроводом 38, и трубопроводом 46, которым усилитель 41 соединяется с баком. Трубопроводы 38, 42 и 43 оснащены установленными на них обратными клапанами 47, 48 и 49.
Пневмогидроаккумулятор 40 соединен трубопроводом 50 с дополнительным трехпозиционным гидраспределителем 51, управляющим работой вспомогательного гидроцилиндра 22.
Гидропривод выполнен с трубопроводами 52 и 53, соединяющими напорный трубопровод 38 с трехпозиционным гидраспределителем 31, и с трубопроводом 54, соединяющим пневмогидроаккумулятор 40 с входным трубопроводом 33 гидронасоса 29.
Гидропривод выполнен с двухпозиционными гидраспределителями 55, 56, 57, 58, 59, 60, 61 и 62, установленными соответственно на трубопроводах 38, 42, 44, 45, 52, 53, 54 и 46.
Гидропривод оснащен гидроаккулятором 63, подключенным трубопроводом 64 к первой ступени усилителя давления 41. Гидроаккумулятор выполнен с помещенными в нем измельченными упругими элементами (резиновыми).
Пневмогидроаккумулятор 40 подключен пневмопроводом 65 к компрессору (не показано), и на нем установлены краны 67 и 68 с дистанционным управлением.
Аккумуляторы 40 и 63 выполнены с установленными на трубопроводах 64 и 65 манометрами 69 и 70.
Для автоматизированного управления гидрораспределителями на различных этапах процесса прессования гидропривод выполнен с регулируемыми реле давления рабочей жидкости 71 и 72, установленными на трубопроводах 42 и 46.
Устройство для прессования работает следующим образом.
В исходном положении перед прессованием траверса с прессующим узлом располагается в крайнем верхнем положении, пакет поддонов с заготовкой изделия располагается на поверхности матрицы в положении, при котором продольная ось симметрии пакета совпадает с вертикальной плоскостью симметрии прессующего узла. Вертикальные стержни 16 удлинены до необходимого размера, определяемого по результатам пробного прессования. Изменение длины стержней осуществляется поворотом корпусов 19 с помощью гидроцилиндра 22 до взаимодействия упоров, закрепленных на траверсе 7 и стержне 26 узла 24 (не показано).
Прессование на первом этапе осуществляется при низком давлении рабочей жидкости, которая поступает из бака 32 с помощью насоса 29 через включенный в позицию I гидрораспределитель 31 в напорный трубопровод 38 и далее в поршневые полости гидроцилиндров 5 и 6. Из штоковых полостей гидроцилиндров 5 рабочая жидкость вытесняется по трубопроводу 39 и 35 в бак 32. В этот период сжатию подвергается в большей степени центральная часть заготовки, что обеспечивается конфигурацией рабочей поверхности боковинами прессующего узла в виде овала. При достижении давления рабочей жидкости, соответствующего настройке реле 71, осуществляется автоматическое переключение гидрораспределителя 31 в среднюю нулевую позицию. По сигналу на пульте оператор с помощью гидрораспределителя 51 и гидроцилиндра 22 уменьшает длину вертикальных стержней и повторно переключает гидрораспределитель 31 в позицию I. При этом сжатию (уплотнению) подвергаются только боковые части заготовки, поскольку сжимающее усилие на заготовку передается в основном через пары стержней 17.
После повторного срабатывания реле давления 71 и переключения в нулевую позицию гидрораспределителя 31 оператор производит повторное удлинение стержней 16, и дальнейший процесс прессования заготовки протекает, как было изложено выше, но при более высоком давлении рабочей жидкости, создаваемом гидронасосом 29. На этом промежуточном этапе прессования рабочая жидкость поступает из пневмогидроаккумулятора 40 по трубопроводу 54 под давлением, и на выходе из гидронасоса максимальное давление ограничено настройкой предохранительного клапана 30. Одновременно с поступлением рабочей жидкости в гидроцилиндры 5 и 6 осуществляется ее поступление в гидроаккулятор 63 по трубопроводам 42, 43 и 64.
На заключительном этапе прессования оператор включает в работу двухступенчатый усилитель давления 41. Рабочая жидкость при этом по трубопроводам 42 и 43 поступает в первую ступень усилителя давления и вытесняется из второй ступени по трубопроводу 45 в напорный трубопровод 38 и далее в гидроцилиндры 5 и 6. При этом гидрораспределитель 31 включен в позицию I, а гидрораспределитель 55 - в позицию II.
Несмотря на уменьшение объема рабочей жидкости в пневмогидроаккумуляторе 40 на втором и заключительном этапах прессования, давление сжатого воздуха, измеряемое манометром 69, остается постоянным, что обеспечивается установленной на пневмопроводе 65 регулирующей аппаратурой (не показано).
Максимальное давление рабочей жидкости после усилителя давления выражается формулой
Р2ст.=P1ст.∗D2/d2,
где P1ст. - давление рабочей жидкости в первой ступени;
Р2ст. - давление рабочей жидкости во второй ступени.
На заключительном этапе прессования не требуется регулировать длину вертикальных стержней 16, так как после контактирования нижней части боковин с упорами 73 (фиг.1) дальнейшему уплотнению (утонению) будут подвержены боковые части заготовки от действия пар стержней 17.
После выдержки изделия под давлением, при отключенном гидронасосе 29, в течение времени, установленного технологией, осуществляют нерабочий ход прессующего узла путем снижения давления в системе при помощи дросселя 74 и переключения гидрораспределителя 31 в позицию II. Рабочая жидкость при этом поступает по трубопроводу 39 в штоковые полости гидроцилиндров 5 и вытесняется из верхних полостей всех трех гидроцилиндров по трубопроводу 53 через открытый гидрораспределитель 60 в бак. Гидрораспределитель 55 при этом переключен в позицию II. Одновременно с подъемом траверсы осуществляется обратный нерабочий ход плунжера усилителя давления 41 переключением гидрораспределителей 58 и 59 в позицию II. Рабочая жидкость при этом поступает по трубопроводам 52 и 45 во вторую ступень (полость) усилителя давления и вытесняется из первой ступени по трубопроводам 46 и 35 в бак. Кран 66 при этом закрыт.
После удаления из матрицы пакета поддонов с изделием в нее устанавливают очередной пакет и оператор осуществляет заполнение пневмогидроаккумулятора 40 рабочей жидкостью до необходимого уровня. Используя переносной пульт управления, переключают гидрораспределитель 31 в позицию I, а гидрораспределители 55 и 57 - в позицию II, обеспечивая подачу рабочей жидкости из бака 32 по трубопроводам 38 и 44. Отключение подачи осуществляют при достижении необходимого уровня жидкости по показаниям установленного на аккумуляторе уровнемера (не показано).
(Переносной пульт управления целесообразно использовать и при управлении работой вспомогательного гидроцилиндра 22 для изменения длины вертикальных стержней 16 на первом и втором этапах прессования, визуально контролируя работу прессующего узла).
Таким образом, устройство позволяет уменьшить энергозатраты процесса и повысить надежность работы оборудования, так как использование усилителя давления (вместо гидронасоса высокого давления с вращающимися элементами конструкции) обеспечивает высокий КПД и практически отсутствие износа деталей. Кроме этого снижаются трудозатраты, обеспечивается высокая производительность и качество прессуемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК ОБОЛОЧКИ | 2007 |
|
RU2340445C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК ОБОЛОЧКИ | 2009 |
|
RU2380223C1 |
| СТАНОК ДЛЯ РАСКАЛЫВАНИЯ ДРЕВЕСИНЫ | 2008 |
|
RU2365495C1 |
| СТАНОК ДЛЯ РАСКАЛЫВАНИЯ ДРЕВЕСИНЫ | 2011 |
|
RU2479423C1 |
| СТАНОК ДЛЯ РАСКАЛЫВАНИЯ ДРЕВЕСИНЫ | 2005 |
|
RU2283221C1 |
| СТАНОК ДЛЯ РАСКАЛЫВАНИЯ ДРЕВЕСИНЫ | 2014 |
|
RU2567161C2 |
| Гидропривод погрузчика | 1981 |
|
SU992420A1 |
| Гидропривод стрелы экскаватора | 1981 |
|
SU985212A1 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД ВЫСОКОГО ДАВЛЕНИЯ | 2013 |
|
RU2536020C1 |
| Гидропривод одноковшового фронтального погрузчика | 1985 |
|
SU1331969A1 |

Изобретение относится к деревообрабатывающей промышленности, а именно к оборудованию для прессования из древесно-волокнистых смесей тонкостенных дугообразных в поперечном сечении изделий с полуцилиндрическими поверхностями. Устройство содержит установленную на станине матрицу и смонтированный на траверсе прессующий узел, перемещаемый по вертикали силовым механизмом устройства и взаимодействующим с размещенной в матрице заготовкой изделия. При этом прессующий узел выполнен в виде двух шарнирно соединенных между собой дугообразных боковин с закрепленными на них шарнирными опорами для стержней, образующих разнесенные вдоль продольной оси заготовки группы. Каждая из групп выполнена из элементов составного вертикального стержня, закрепленного на траверсе и шарнирно соединенного с боковинами парой стержней, и пары наклонных к вертикали стержней, шарнирно сочлененных с траверсой и боковинами. Составные элементы вертикальных стержней соединены между собой винтовым сочленением с возможностью изменения общей длины стержней. Устройство снабжено гидроприводом, включающим соединенные с траверсой силовые гидроцилиндры, трубопроводы, напорный трубопровод к силовым гидроцилиндрам, бак для перекачиваемой рабочей жидкости, обратные клапаны, гидроаккумулятор, гидронасос и систему трубопроводов с аппаратурой управления работой силовых гидроцилиндров. Гидропривод выполнен с пневмогидроаккумулятором, соединенным пневмопроводом с компрессором, и двухступенчатым усилителем давления рабочей жидкости, которые соединены трубопроводами с гидронасосом, напорным трубопроводом к силовым гидроцилиндрам и с гидроаккулятором. Для полуавтоматизированного управления работой элементов устройства при различных режимах процесса прессования трубопроводы выполнены с установленными на них двухпозиционными гидрораспределителями и реле давления рабочей жидкости. Устройство выполнено со смонтированным на траверсе прессующего узла вспомогательным гидроцилиндром, который соединен трубопроводами с дополнительным трехпозиционным гидрораспределителем и пневмогидроаккумулятором, для дистанционного управления механизмом изменения длины вертикальных стержней прессующего узла. Устройство обеспечивает уменьшение трудозатрат, энергопотребления и повышение производительности с получением изделий высокого качества. 1 з.п. ф-лы, 4 ил.
1. Устройство для прессования заготовок оболочки, содержащее установленную на станине пресса матрицу с вогнутой полуцилиндрической рабочей поверхностью, смонтированный с нижней стороны траверсы прессующий узел, перемещаемый в направляющих по вертикали силовым механизмом устройства и взаимодействующий с размещенной в матрице заготовкой изделия, при этом прессующий узел выполнен в виде двух шарнирно соединенных между собой дугообразных боковин с закрепленными на них шарнирными опорами для стержней, образующих разнесенные вдоль продольной оси заготовки группы, каждая из которых выполнена из вертикального стержня, закрепленного на траверсе, и шарнирно соединенного с боковинами парой стержней, и пары наклонных к вертикали стержней, шарнирно сочлененных с траверсой и с боковинами, при этом составные элементы вертикальных стержней соединены между собой винтовым сочленением с возможностью изменения общей длины стержней, отличающееся тем, что оно снабжено гидроприводом, включающим силовые гидроцилиндры, трубопроводы, напорный трубопровод к силовым гидроцилиндрам, бак для перекачиваемой рабочей жидкости, обратные клапаны, гидронасос, трехпозиционный гидрораспределитель и гидроаккумулятор, при этом гидропривод выполнен с пневмогидроаккумулятором, соединенным пневмопроводом с компрессором, и двухступенчатым усилителем давления рабочей жидкости, которые соединены трубопроводами с гидронасосом, с напорным трубопроводом к силовым гидроцилиндрам и с гидроаккумулятором, а для полуавтоматизированного управления работой устройства при различных режимах прессования трубопроводы выполнены с установленными на них двухпозиционными гидрораспределителями, управляемыми дистанционно, и с установленными на трубопроводах реле давления перекачиваемой рабочей жидкости.
2. Устройство по п.1, отличающееся тем, что гидропривод выполнен с установленным на траверсе прессующего узла вспомогательным гидроцилиндром, соединенным трубопроводом с пневмогидроаккумулятором и с дополнительным трехпозиционным гидрораспределителем, для дистанционного управления механизмом изменения длины вертикальных стержней прессующего узла.
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК ОБОЛОЧКИ | 2002 |
|
RU2251481C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК ОБОЛОЧКИ | 2007 |
|
RU2340445C1 |
| Устройство для прессования древесного ковра | 1988 |
|
SU1595641A1 |
| Пресс-форма для изготовления гнутоклееных изделий | 1988 |
|
SU1599189A1 |
| DE 3914112 A1, 31.10.1990. | |||

