Предлагаемое изобретение относится к устройствам для прессования изделий из древесно-волокнистых смесей, в частности заготовок оболочки в виде тонкостенных (5-6 мм) дугообразных в поперечном сечении изделий с полуцилиндрическими поверхностями.
Известно устройство для прессования заготовок оболочки, содержащее установленную на станине пресса матрицу с вогнутой полуцилиндрической поверхностью, смонтированный с нижней стороны траверсы прессующий узел, перемещаемый по вертикали силовым механизмом устройства для взаимодействия с размещенной в матрице заготовкой изделия. При этом прессующий узел выполнен в виде двух шарнирно соединенных между собой дугообразных боковин с закрепленными на них шарнирными опорами для стержней, которые образуют разнесенные вдоль продольной оси заготовки группы, соединенные с траверсой с возможностью изменения общей длины входящих в группу вертикальных стержней (патент RU №2251481, МПК B27N 3/08, опубл. 10.05.2005).
Это устройство не лишено недостатков, заключающихся в следующем.
Поскольку вертикальный стержень выполнен с общим шарниром наклонных стержней в виде эксцентрика, для измерения общей длины стержня шарнир-эксцентрик необходимо поворачивать на 180° при ненагруженном положении прессующего узла, то есть не обеспечивается постепенное плавное изменение длины вертикального стержня. Перерыв процесса сжатия удлиняет рабочее время процесса и ухудшает качество готового изделия.
В известном устройстве не показано на иллюстрациях, как осуществляется дистанционное управление «силовым механизмом» перемещения траверсы с прессующим узлом, то есть выполнение устройства не отвечает критерию завершенности.
Сущность предлагаемого изобретения состоит в том, что устройство, содержащее установленную на станине матрицу с вогнутой полуцилиндрической поверхностью, прессующий узел, смонтированный на траверсе и перемещаемый по вертикали силовым механизмом устройства, который выполнен в виде двух шарнирно соединенных между собой дугообразных боковин с закрепленными на них шарнирными опорами для стержней, объединенных в группы, включающие составной вертикальный стержень, закрепленный к траверсе, и пару стержней, размещенных наклонно к вертикали и шарнирно соединенных с траверсой. При этом силовой механизм перемещения траверсы с прессующим узлом выполнен в виде двух гидроцилиндров, смонтированных на верхней части металлоконструкции (станины).
Устройство снабжено гидроприводом, включающим гидронасос, трехпозиционный гидрораспределитель, соединенный отдельными трубопроводами с поршневой и штоковой полостями силовых гидроцилиндров, и гидроаккумулятор, соединенный с напорным трубопроводом. В отличие от известных гидропривод выполнен с двухпозиционными гидрораспределителями, один из которых установлен на дополнительном трубопроводе, соединяющем поршневые и штоковые полости упомянутых гидроцилиндров, а другой - на трубопроводе к гидроаккумулятору.
На фиг.1 изображено устройство для прессования, вид по оси прессуемой заготовки;
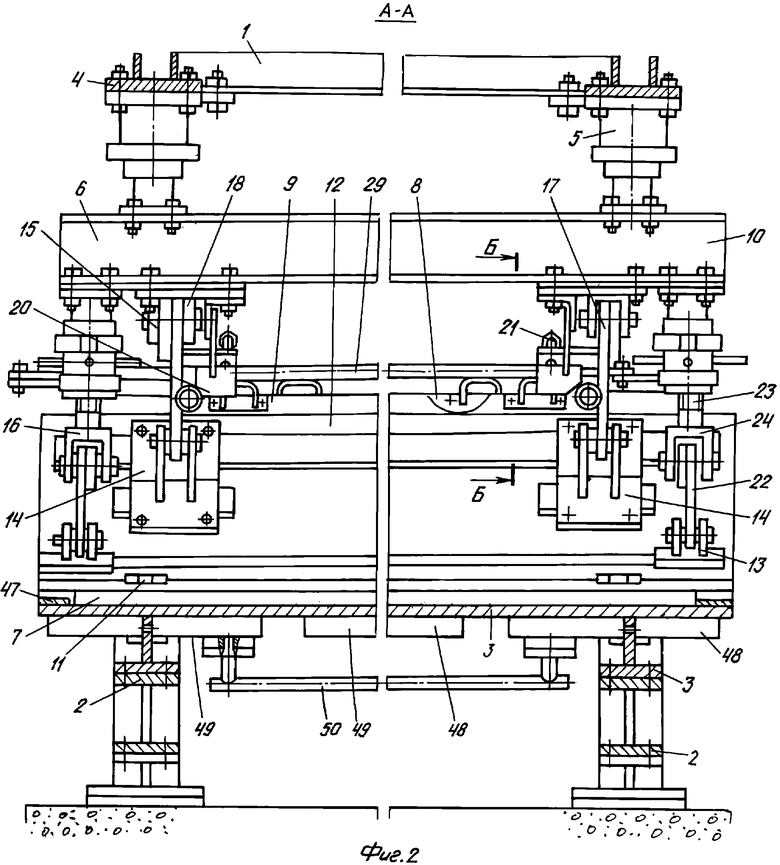
на фиг.2 - разрез А-А на фиг.1;
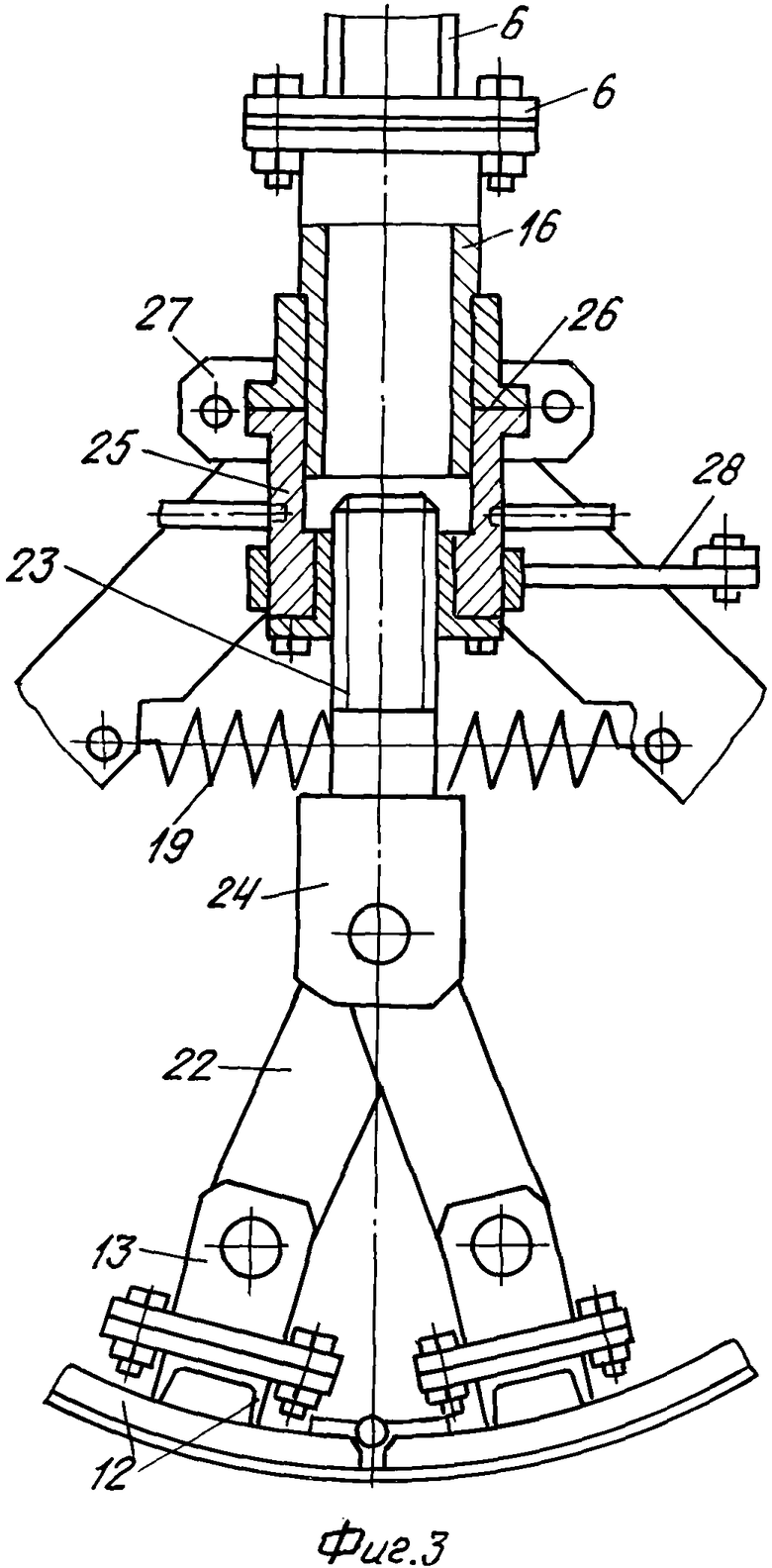
на фиг.3 изображен вертикальный стержень с разрезом в месте винтового сочленения составных частей;
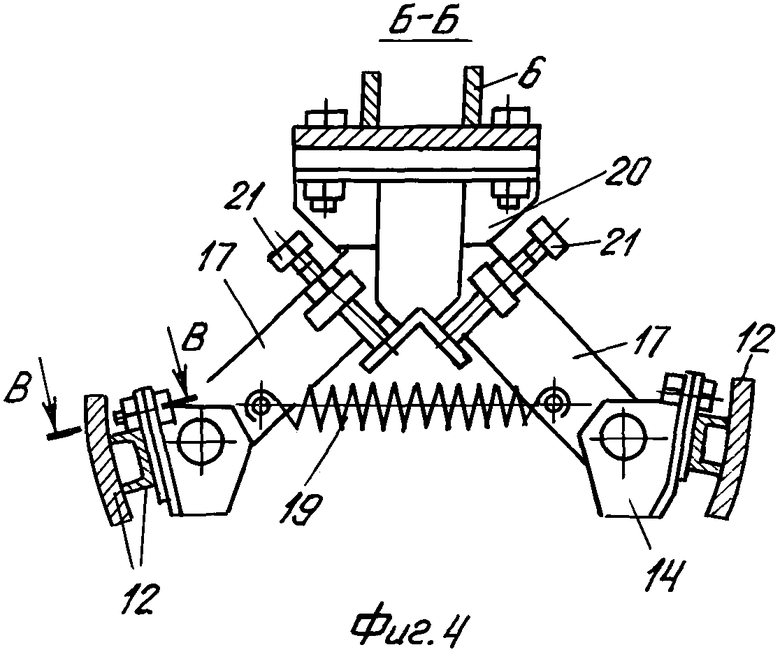
на фиг.4 - разрез Б-Б на фиг.2;
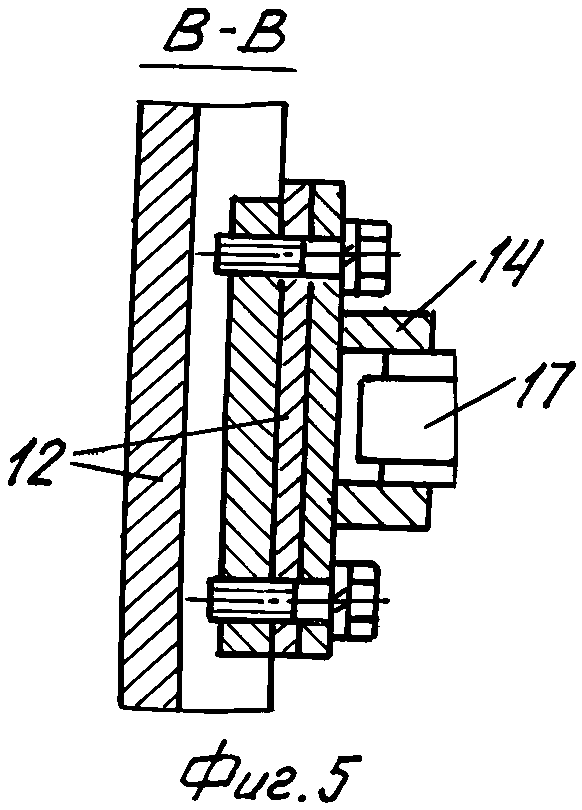
на фиг.5 - разрез В-В на фиг.4;
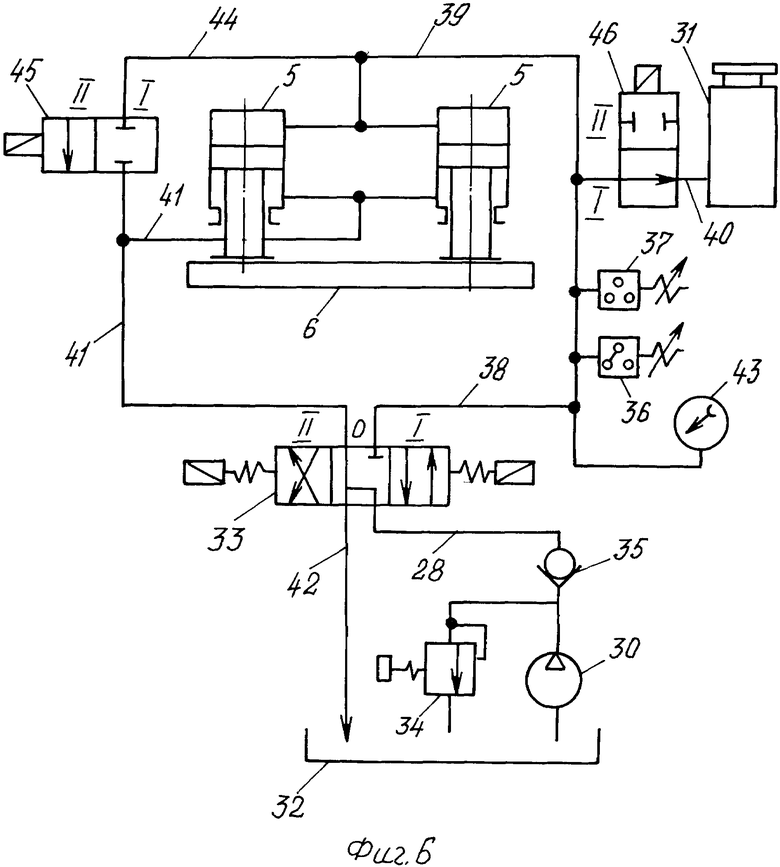
на фиг.6 изображен схематично гидропривод устройства.
Устройство содержит установленную на основании опорную металлоконструкцию 1, на балках 2 которой закреплена матрица 3 с полуцилиндрической рабочей поверхностью. На верхних балках 4 металлоконструкций закреплены силовые гидроцилиндры 5, к штокам которых закреплена траверса 6. В рабочем положении в матрице размещена заготовка прессуемого изделия 7, помещенная в поддоны 8 и 9. Поддоны выполнены в виде тонкостенных металлических листов, изогнутых по дуге окружности на 180°. Верхний поддон 9 выполнен с ослабленным продольным сечением, расположенным в вертикальной плоскости симметрии поддона, которое достигается прорезкой щелей, равномерно разнесенных вдоль поддона (не показано).
Устройство оснащено прессующим шарнирно-стержневым узлом 10, рабочая поверхность которого взаимодействует при прессовании с поверхностью поддона 9. Этот узел выполнен в виде соединенных между собой шарнирами 11 дугообразных боковин 12, образующих на конечной стадии прессования полуцилиндрическую выпуклую поверхность. На каждой из боковин закреплены шарнирные опоры 13 и 14 для стержней. Стержни узла 10 образуют разнесенные вдоль траверсы группы 15, каждая из которых включает один вертикальный стержень 16 и пару стержней 17, сочлененных общим шарниром закрепленной на траверсе опоры 18 и расположенных под углом между собой, приблизительно 90°. На стержнях 17 закреплены концы пружины 19, сближающей верхние кромки боковин к вертикальной плоскости симметрии прессующего узла. Симметричность расположения боковин узла в нерабочем положении обеспечивается закрепленным на каждой опоре 18 упором 20, с которым взаимодействуют смонтированные на стержнях 17 пары регулируемых винтовых упоров 21.
Вертикальный стержень закреплен на траверсе и сочленен с шарнирными опорами 13 боковин парой стержней 22, размещенных наклонно с центральным углом между стержнями, приблизительно 20 градусов. Стержень 16 выполнен составным, верхняя и нижняя части которого соединены между собой винтовым сочленением. Это сочленение выполнено в виде винтовой пары стержня 23 с винтовой нарезкой, несущего опору 24 общего шарнира стержней 22, и корпуса 25 с внутренней винтовой нарезкой. Корпус 25 и верхняя часть стержня 16 выполнены с буртиками 26 и сочленены между собой с помощью разъемного кольцеобразного корпуса (хомута) 27.
Для увеличения «шага» винтовой пары нарезка может быть выполнена двух- или трехзаходной.
Для обеспечения одновременного поворота корпусов 25 они выполнены с закрепленными на них рычагами 28, которые шарнирно соединены между собой горизонтально расположенным стержнем 29.
Устройство снабжено гидроприводом, включающим гидронасос высокого давления 30, гидроаккумулятор 31 и бак 32 для перекачиваемой рабочей жидкости.
Система трубопроводов гидропривода оснащена трехпозиционным гидрораспределителем 33, предохранительным клапаном 34, обратным клапаном 35, регулируемыми реле давления рабочей жидкости 36 и 37, установленными на напорном трубопроводе 38-39, трубопроводами 40-42 и манометром 43.
Гидропривод выполнен с дополнительным трубопроводом 44, соединяющим поршневые полости силовых гидроцилиндров с трубопроводом 41, который соединен со штоковыми полостями гидроцилиндров и с гидрораспределителем 33. На трубопроводе 44 установлен двухпозиционный гидрораспределитель 45, а на трубопроводе 40, соединяющем напорный трубопровод 38 с гидроаккулятором, установлен двухпозиционный гидрораспределитель 46.
Гидроаккумулятор 31 по выполняемой функции аналогичен гидроаккумуляторам пружинного типа, но менее трудоемкий при изготовлении.
Устройство для прессования заготовок оболочки работает следующим образом.
В исходном положении перед прессованием траверса с прессующим узлом располагается в крайнем верхнем положении, пакет поддонов с заготовкой изделия установлен в матрицу между упорами 47, закрепленными на рабочей поверхности матрицы, примыкающей к ее торцам. Вертикальные стержни максимально удлинены поворотом корпусов 25, до контактирования стержня 29 с одним из корпусов. Трехпозиционный гидрораспределитель 33 находится в средней («0») позиции, при которой возможно включение гидронасоса без нагрузки. После включения гидронасоса и переключения гидрораспределителя 33 в позицию I рабочая жидкость по трубопроводам 38 и 39 поступает в поршневые полости гидроцилиндров, а из штоковых полостей вытесняется по трубопроводам 41 и 42 в бак. Прессующий узел начинает взаимодействовать с верхним поддоном 9 и заготовкой плавно возрастающим усилием, заряжая одновременно гидроаккумулятор 31. На начальном этапе сжатию подвергается центральная часть заготовки, поскольку сжимающее усилие передается только стержнями 22, входящими в состав вертикальных стержней. При достижении давления рабочей жидкости в напорном трубопроводе (и поршневых полостях гидроцилиндров) величины, на которую настроено реле давления 36, осуществляется автоматическое переключение гидрораспределителя 33 в среднюю позицию.
Гидрораспределители 45 и 46 остаются включенными в позиции I, что обеспечивается вышеупомянутым реле времени, настроенным, например, на выдержку в течение 30 секунд. Если давление рабочей жидкости снизится до истечения 30 секунд до давления, на которое настроено реле 37, осуществится автоматическое переключение гидрораспределителя 33 в позицию I, и рабочая жидкость будет подаваться гидронасосом в гидроаккумулятор до повторного срабатывания реле давления 36. Если давление рабочей жидкости в напорном трубопроводе стабилизируется, то по истечении 30 секунд после срабатывания реле 36 осуществится помимо автоматического переключения гидрораспределителя 33 в среднюю позицию переключение во II позицию гидрораспределителей 45 и 46.
Этим переключением обеспечивается прекращение передачи сжимающего усилия на заготовку через вертикальные стержни и сохранение накопленной энергии в гидроаккумуляторе, отключенном от напорного трубопровода гидрораспределителем 46.
Для сжатия боковых частей заготовки осуществляют уменьшение длины вертикальных стержней поворотом корпусов 25 и включение гидрораспределителей 45 и 46 в позицию I. Это включение (при укороченных вертикальных стержнях) обеспечивает сжатие заготовки парами стержней 17, которые через боковины 12 сжимают боковые части заготовки в большей мере, чем центральную ее часть, которая была сжата на предыдущем этапе прессования.
При снижении давления рабочей жидкости в трубопроводе 39 до величины, на которую настроено реле давления 37, автоматически осуществляется переключение гидрораспределителя 33 в I позицию, и сжатие боковых частей заготовки продолжается до выравнивания толщины в центральной и боковых частях.
Для продолжения процесса включают повторно гидрораспределители 45 и 46 во II позицию, а гидрораспределитель 33 в среднюю позицию, осуществляют удлинение вертикальных стержней поворотом корпусов 25 и настраивают реле 36 на максимальное давление рабочей жидкости по показаниям манометра 43. Дальнейшее сжатие заготовки при максимальном давлении рабочей жидкости осуществляется, как было изложено выше. На заключительном этапе прессования центральные и боковые части боковин соприкасаются со всеми упорами 47, что указывает на достижение требуемой толщины стенки изделия по всей полуцилиндрической поверхности.
Для ускорения отвердения заготовки осуществляют ее нагрев путем нагрева по меньшей мере рабочей поверхности матрицы подачей в полости 48, например, водяного пара под небольшим давлением. (Полости образованы герметичной электросваркой наружной выпуклой поверхности матрицы с дугообразными «корытного» профиля корпусами 49, соединенными между собой трубопроводом 50).
После подъема траверсы с прессующим узлом в нерабочее положение, которое осуществляется переключением гидрораспределителя 33 во II позицию, и удаления из матрицы пакета поддонов в нее устанавливают очередной пакет поддонов с заготовкой и производят прессование, как было изложено выше.
Таким образом устройство позволяет уменьшить трудозатраты, энергозатраты процесса и повысить производительность, обеспечивая при этом высокое качество изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК ОБОЛОЧКИ | 2009 |
|
RU2394679C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК ОБОЛОЧКИ | 2009 |
|
RU2380223C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК ОБОЛОЧКИ | 2002 |
|
RU2251481C2 |
| СТАНОК ДЛЯ РАСКАЛЫВАНИЯ ДРЕВЕСИНЫ | 2008 |
|
RU2365495C1 |
| СТАНОК ДЛЯ РАСКАЛЫВАНИЯ ДРЕВЕСИНЫ | 2011 |
|
RU2479423C1 |
| СТАНОК ДЛЯ РАСКАЛЫВАНИЯ ДРЕВЕСИНЫ | 2005 |
|
RU2283221C1 |
| СТАНОК ДЛЯ РАСКАЛЫВАНИЯ ДРЕВЕСИНЫ | 2014 |
|
RU2567161C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ КОРНЕВОЙ МАССЫ, В ЧАСТНОСТИ РАСТИТЕЛЬНЫХ ВОЛОКОН СОЛОДКИ | 2000 |
|
RU2199851C2 |
| Устройство для обработки длинномерного материала | 1988 |
|
SU1637910A1 |
| ГИДРОМЕХАНИЧЕСКОЕ СЛЕДЯЩЕЕ УСТРОЙСТВО СЕЛЬСКОХОЗЯЙСТВЕННОЙ МАШИНЫ | 2007 |
|
RU2372216C2 |
Изобретение относится к деревообрабатывающей промышленности, а именно к оборудованию для прессования из древесно-волокнистых смесей тонкостенных дугообразных в поперечном сечении изделий с полуцилиндрическими поверхностями. Устройство содержит установленную на станине матрицу и смонтированный на траверсе прессующий узел, перемещаемый по вертикали силовым механизмом устройства и взаимодействующим с размещенной в матрице заготовкой изделия. Прессующий узел выполнен в виде двух шарнирно соединенных между собой дугообразных боковин с закрепленными на них шарнирными опорами для стержней, образующих разнесенные вдоль продольной оси заготовки группы, каждая из которых выполнена из элементов составного вертикального стержня, закрепленного на траверсе и шарнирно соединенного с боковинами парой стержней, и пары наклонных к вертикали стержней, шарнирно сочлененных с траверсой и боковинами. Составные элементы вертикальных стержней соединены между собой винтовым сочленением с возможностью изменения общей длины стержней. Устройство имеет гидропривод, включающий соединенные с траверсой силовые гидроцилиндры, трубопроводы, напорный трубопровод, бак для перекачивания рабочей жидкости, манометр, гидронасос высокого давления перекачиваемой рабочей жидкости, систему трубопроводов с аппаратурой управления работой силовых гидроцилиндров. Гидропривод выполнен с двумя двухпозиционными гидрораспределителями, один из которых установлен на дополнительном трубопроводе, соединяющем поршневые и штоковые полости силовых гидроцилиндров. При этом напорный трубопровод выполнен с установленными на нем регулируемыми реле давления для автоматического переключения элементов гидропривода на различные режимы работы. Устройство обеспечивает уменьшение трудозатрат, энергозатрат процесса прессования и повышение производительности с получением при этом изделий высокого качества. 1 з.п. ф-лы, 6 ил.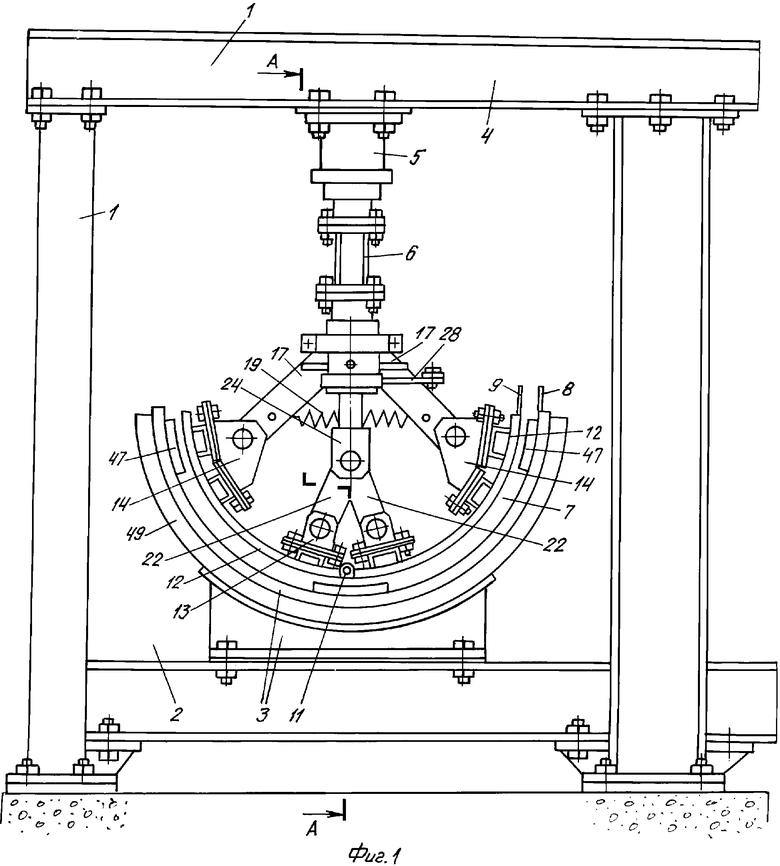
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК ОБОЛОЧКИ | 2002 |
|
RU2251481C2 |
| Устройство для прессования древесного ковра | 1988 |
|
SU1595641A1 |
| Пресс-форма для изготовления гнутоклееных изделий | 1988 |
|
SU1599189A1 |
| DE 3914112 А1, 31.10.1990. | |||

