Изобретение относится к области электротехнического оборудования, в частности к изоляционным конструкциям высоковольтных линий электропередач и открытых распределительных устройств, а именно к изоляторам для крепления высоковольтных проводников.
Известен способ изготовления полимерного высоковольтного изолятора (см. патент РФ на изобретение №2338282, Н01В 17/14, 2008), принятый за прототип, заключающийся в том, что стеклотекстолитовый стержень закрепляют одним концом на опорной металлической детали, то есть армируют опорный металлический фланец на стеклотекстолитовом стержне. Затем формируют вокруг стеклотекстолитового стержня изоляционную оболочку с радиальными ребрами из кремнийорганической резины, после этого устанавливают на другой конец стеклотекстолитового стержня изоляционную головку из полимерного материала, имеющую цилиндрическую полость, в которой располагают конец стеклотекстолитового стержня. Полость выполняют с насечками на боковой поверхности для повышения плотности закрепления изоляционной головки на стеклотекстолитовом стержне. На изоляционной головке в продолжение полости для размещения конца стеклотекстолитового стержня выполняют еще одну цилиндрическую полость, которая охватывает наружный диаметр изоляционной оболочки из кремнийорганической резины, и на этом наружном диаметре изоляционной оболочки выполняют, по меньшей мере, одну кольцевую канавку для установки уплотнительного элемента.
Недостатком известного способа является недостаточная механическая прочность сцепления изоляционной головки со стеклотекстолитовым стержнем, что снижает надежность работы полимерного высоковольтного изолятора при расположении его, близком к горизонтальному, и при восприятии ветрового механического воздействия от присоединенного провода на изолятор. Динамическое воздействие от порывов ветра и качания присоединенного провода может расшатать сцепление изоляционной головки со стеклотекстолитовым стержнем несмотря на имеющиеся насечки на боковой поверхности полости изоляционной головки. Кроме того, при таком положении полимерного высоковольтного изолятора и воздействии на него упомянутых динамических сил уплотнение стыка между изоляционной головкой и изоляционной оболочкой в виде уплотнительного элемента в канавке недостаточно надежно герметизирует стык, что может повлечь проникновение влаги в стык и снизить надежность работы изолятора. В совокупности это снижает срок службы полимерного высоковольтного изолятора.
Задачей предлагаемого способа изготовления полимерного высоковольтного изолятора является повышение надежности и срока службы изолятора за счет повышения прочности сцепления изоляционной головки со стеклотекстолитовым стержнем и за счет повышения плотности и адгезии материалов в стыке между изоляционной головкой и изоляционной оболочкой.
Технический результат достигается тем, что в предложенном способе изготовления полимерного высоковольтного изолятора, включающем армирование стеклотекстолитового стержня одним концом в металлический фланец, являющийся опорной деталью изолятора, установку на втором конце стеклотекстолитового стержня изоляционной головки из полимерного материала для расположения и крепления высоковольтных проводов, покрытие стеклотекстолитового стержня изоляционной оболочкой с радиальными ребрами из кремнийорганической резины на промежутке между фланцем и изоляционной головкой, на цилиндрической поверхности стеклотекстолитового стержня на его втором конце в зоне расположения изоляционной головки выполняют выемки, после чего методом литья под давлением формируют на стеклотекстолитовом стержне изоляционную головку, затем армируют на стеклотекстолитовом стержне фланец, на изоляционной головке и цилиндрической части фланца выполняют канавки и на длине, равной расстоянию между канавками плюс 10÷20 мм, выполняют изоляционную оболочку с радиальными ребрами из кремнийорганической резины.
В зоне расположения изоляционной головки выемки выполняют в виде системы лунок, распределенных по окружности стеклотекстолитового стержня.
В зоне расположения изоляционной головки выемку выполняют в виде кольцевой проточки на стеклотекстолитовом стержне.
Сущность предлагаемого способа изготовления полимерного высоковольтного изолятора поясняется фигурами: на фиг.1 представлена реализация способа с применением выемок в виде системы лунок, распределенных по окружности стеклотекстолитового стержня; на фиг.2 - реализация способа с применением выемки в виде кольцевой проточки на стеклотекстолитовом стержне.
На цилиндрической поверхности стеклотекстолитового стержня 1 на его конце, где должна располагаться изоляционная головка 2, выполняют выемки 3 (фиг.1), выполненные в виде системы лунок, распределенных по окружности стеклотекстолитового стержня в зоне расположения изоляционной головки 2. Выемка может быть также выполнена в виде кольцевой проточки 4 (фиг.2) в зоне расположения изоляционной головки.
Методом литья под давлением формируют на стеклотекстолитовом стержне изоляционную головку 2. Изоляционная головка отливается из полимерного материала, например из стеклонаполненного полиамида. Для обеспечения удобства монтажа и крепления высоковольтных проводов на изоляционной головке выполняется шейка 5, и может быть выполнен на торце изоляционной головки элемент в виде разрезной втулки 6.
На другом конце стеклотекстолитового стержня армируют металлический фланец 7. Армировка осуществляется традиционными способами, например посадкой на эпоксидный компаунд или опрессовкой. Для крепления полимерного высоковольтного изолятора на траверсе высоковольтной линии на фланце может быть предусмотрена шпилька 8 (фиг.1) или отверстия 9 (фиг.2) под крепежные болты.
На наружном диаметре цилиндрической части изоляционной головки 2 и на цилиндрической части фланца выполняют кольцевые канавки 10 и 11. На длине, равной расстоянию между канавками L плюс 10÷20 мм, выполняют изоляционную оболочку 12 с радиальными ребрами 13 из кремнийорганической резины. Нанесение изоляционной оболочки 12 с радиальными ребрами 13 может выполняться из кремнийорганической резины, например, методом литья или методом прессования.
Место стыка между выполненной методом литья под давлением изоляционной головкой 2 и стеклотекстолитовым стержнем 1 обладает высокой адгезией и механической прочностью, обеспечиваемыми достаточно совершенным технологическим процессом литья под давлением стеклонаполненного полиамида. Кроме того, заполненные при литье выемки 3 (фиг.1) или 4 (фиг.2) повышают механическую прочность крепления изоляционной головки на стеклотекстолитовом стержне при воздействии горизонтальных динамических ветровых сил от проводов при горизонтальном расположении полимерного высоковольтного изолятора. Повышается прочность крепления изоляционной головки и при воздействии изгибающих сил, например, от веса проводов с гололедом при горизонтальном расположении изолятора, а также при воздействии односторонних сил тяжения проводов в аварийном режиме при обрыве провода. Изоляционная головка прочно удерживается на стеклотекстолитовом стержне, и сдвинуть ее без разрушения практически невозможно. Повышение механической прочности полимерного высоковольтного изолятора в части изоляционная головка - стеклотекстолитовый стержень повышает надежность и срок службы изолятора.
Выполнение изоляционной оболочки 12 из кремнийорганической резины на промежутке от цилиндрической части фланца до изоляционной головки, включая ее цилиндрическую часть, по технологии цельного литья или цельного прессования с соответствующим праймером (грунтовкой) обеспечивает высокую адгезию материалов на этом промежутке. Заполнение кремнийорганической резиной канавок 10 на изоляционной головке и 11 на фланце и продолжение изоляционной оболочки на 5÷10 мм далее от каждой канавки образуют как механические, так и гидравлические замки. Эти замки в совокупности с высокой адгезией материалов противостоят возможным механическим воздействиям по отрыву изоляционной оболочки по ее краям и составляют надежное гидравлическое уплотнение, препятствующее проникновению влаги во внутреннюю область изолятора. Этим повышается надежность полимерного высоковольтного изолятора и его срок службы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНОЙ ЗАЩИТНОЙ ОБОЛОЧКИ КОМПОЗИТНОГО ИЗОЛЯТОРА | 2012 |
|
RU2497216C1 |
| ИЗОЛЯТОР (ВАРИАНТЫ) | 2007 |
|
RU2338282C1 |
| ШТЫРЕВОЙ КРЕМНИЙОРГАНИЧЕСКИЙ ИЗОЛЯТОР И СПОСОБ ЕГО КРЕПЛЕНИЯ НА ТРАВЕРСУ | 2006 |
|
RU2323495C1 |
| ОПОРНЫЙ ПОЛИМЕРНЫЙ ИЗОЛЯТОР | 2007 |
|
RU2329556C1 |
| ПОЛИМЕРНЫЙ ИЗОЛЯТОР | 2006 |
|
RU2303308C1 |
| КРЕМНИЙОРГАНИЧЕСКИЙ ПРОХОДНОЙ ИЗОЛЯТОР | 2006 |
|
RU2319245C1 |
| ПОЛИМЕРНЫЙ ИЗОЛЯТОР | 2006 |
|
RU2320042C1 |
| МОНОБЛОК ДЛЯ КРЕПЛЕНИЯ ПРОВОДОВ И/ИЛИ ОПТИЧЕСКИХ КАБЕЛЕЙ НА СТОЙКЕ ОПОРЫ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧ (ВАРИАНТЫ) | 2007 |
|
RU2343612C1 |
| ОПОРНЫЙ ИЗОЛЯТОР | 2007 |
|
RU2343578C1 |
| ШТЫРЕВОЙ КРЕМНИЙОРГАНИЧЕСКИЙ ИЗОЛЯТОР С ОКОНЦЕВАТЕЛЕМ | 2006 |
|
RU2332740C1 |
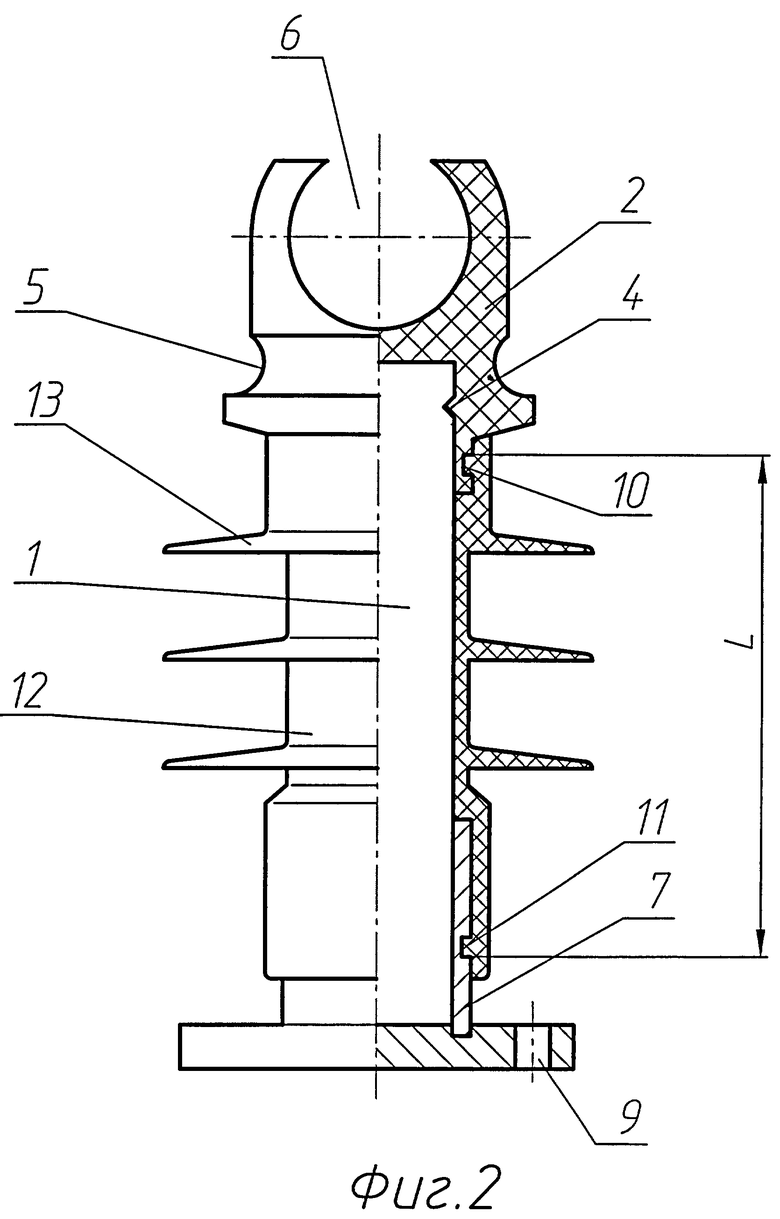
Изобретение относится к области электротехнического оборудования, в частности к изоляционным конструкциям высоковольтных линий электропередач и открытых распределительных устройств, а именно к изоляторам для крепления высоковольтных проводников. Способ изготовления полимерного высоковольтного изолятора включает выполнение на одном конце цилиндрической поверхности стеклотекстолитового стержня 1, выемок 3, и на этом же конце методом литья под давлением формируют полимерную изоляционную головку 2. На другом конце стеклотекстолитового стержня армируют металлический фланец. На цилиндрических частях изоляционной головки и фланца выполняют кольцевые канавки. На длине L, равной расстоянию между канавками плюс 10-20 мм, выполняют изоляционную оболочку 12 с радиальными ребрами 13 из кремнийорганической резины. Обеспечивается повышение надежности и срока службы полимерного высоковольтного изолятора. 2 з.п. ф-лы, 2 ил.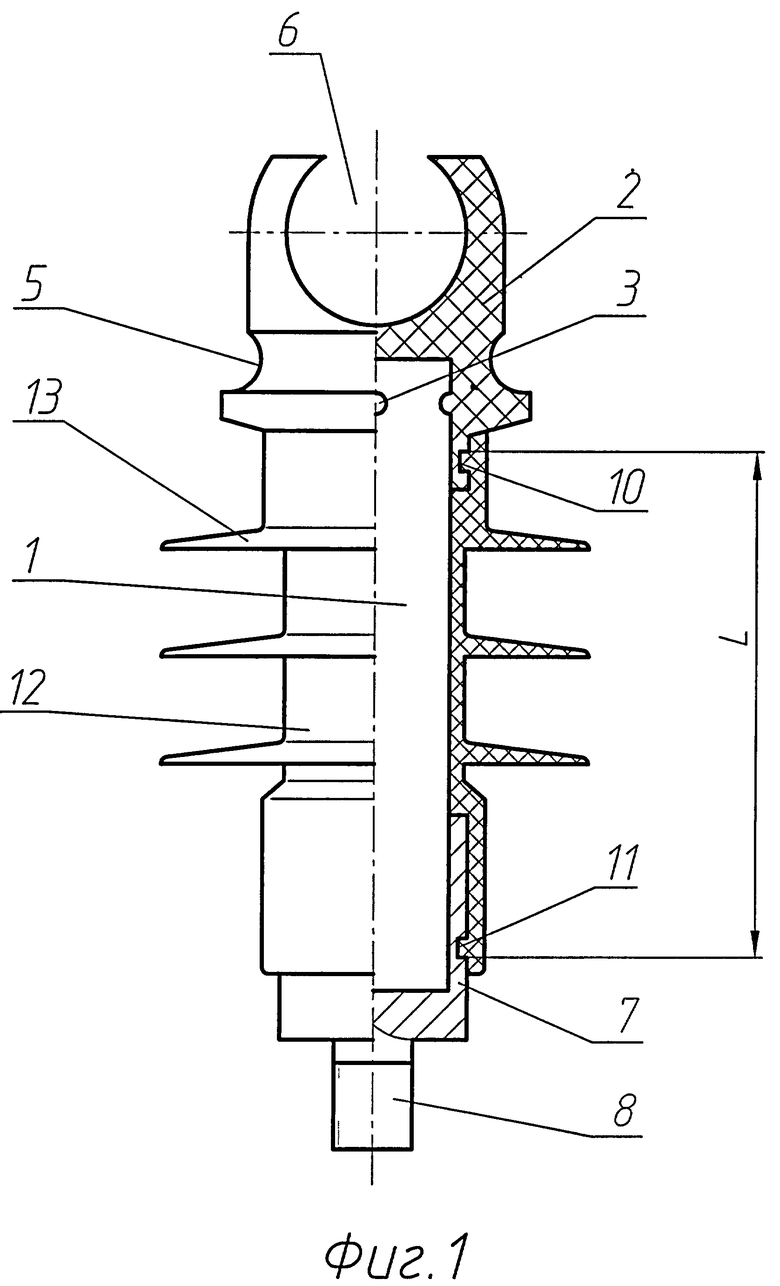
1. Способ изготовления полимерного высоковольтного изолятора, включающий армирование стеклотекстолитового стержня одним концом в металлический фланец, являющийся опорной деталью изолятора, установку на втором конце стеклопластикового стержня изоляционной головки из полимерного материала для расположения и крепления высоковольтных проводов, покрытие стеклотекстолитового стержня изоляционной оболочкой с радиальными ребрами из кремнийорганической резины на промежутке между фланцем и изоляционной головкой, отличающийся тем, что на цилиндрической поверхности стеклотекстолитового стержня на его втором конце в зоне расположения изоляционной головки выполняют выемки, после чего методом литья под давлением формируют на стеклотекстолитовом стержне изоляционную головку, затем армируют на стеклотекстолитовом стержне фланец, на изоляционной головке и цилиндрической части фланца выполняют кольцевые канавки и на длине, равной расстоянию между канавками плюс 10-20 мм, выполняют изоляционную оболочку с радиальными ребрами из кремнийорганической резины.
2. Способ изготовления полимерного высоковольтного изолятора по п.1, отличающийся тем, что в зоне расположения изоляционной головки выемки выполняют в виде системы лунок, распределенных по окружности стеклотекстолитового стержня.
3. Способ изготовления полимерного высоковольтного изолятора по п.1, отличающийся тем, что в зоне расположения изоляционной головки выемку выполняют в виде кольцевой проточки на стеклотекстолитовом стержне.
| ШТЫРЕВОЙ КРЕМНИЙОРГАНИЧЕСКИЙ ИЗОЛЯТОР И СПОСОБ ЕГО КРЕПЛЕНИЯ НА ТРАВЕРСУ | 2006 |
|
RU2323495C1 |
| СИГНАЛЬНОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАБОТЫ ВЕНТИЛЯТОРА | 1929 |
|
SU16566A1 |
| ЛИНЕЙНЫЙ ПОЛИМЕРНЫЙ ИЗОЛЯТОР | 2000 |
|
RU2170465C1 |
| JP 2005079044 A, 24.03.2005. | |||

