Изобретение относится к конструкции форм при производстве льда, в частности к оборудованию для производства града круглой формы, который предназначен для использования в экспериментальных целях, например при имитации попадания града во вход газотурбинного двигателя (ГТД).
Известно устройство для приготовления льда, например генератор гранулированного льда Scotsman фирмы «REFCO Ltd», у которого льдоформа выполнена кубической формы и соответственно изготавливаются ледяные кристаллы некруглой формы (сайт фирмы Refco http://www.Scotman-ice.com.), что не соответствует техническим требованиям авиационных правил РИАТ, часть II, выпуск 14, книга 2, 1979 г. (по содержанию воды, по форме поверхности, по размерам частиц).
Известна также льдоформа, содержащая металлическую емкость, стенки которой наклонены к основанию под тупым углом и которая также не обеспечивает получение ледяных кристаллов круглой формы (а.с. 1097872 по классу F25C 1/00 от 15.06.84 г.).
Наиболее близкой по технической сущности к заявляемой льдоформе является выбранная в качестве прототипа льдоформа, которая содержит корпус с ячейками из низкотемпературного материала (а.с. 1546737 по классу F25C 1/2 от 28.02.90 г.).
Недостатком данного технического решения является получение ледяных кристаллов в виде кубиков и невозможность получение кристаллов в виде круглой формы, что также не соответствует требованиям РИАТ, часть II, выпуск 14, книга 2, 1978 г. (п.14.2).
Целью заявляемого технического решения является создание льдоформы, позволяющей получать ледяные кристаллы в виде круглой формы и с разными по диаметру размерами.
Указанная цель достигается тем, что в льдоформе, содержащей металлическую емкость, в которой установлены сменные кассеты с ячейками, причем кассеты выполнены в виде матриц из низкотеплопроводного материала с полусферическими ячейками, которые соединены между собой металлическими пальцами, при этом между кассетами и матрицами в местах соединения с металлическими пальцами соответственно установлены резиновые прямоугольные и пористо-резиновые прокладки кольцеобразной формы, поджатые установочными винтами, расположенные сбоку емкости, по всем плоскостям сопрягаемых поверхностей матриц для обеспечения зазора для прохода воздуха из сфер при заливке емкости водой, причем внутри емкости на опорной плоскости установлены металлическая и пластиковая прокладка с отверстиями, через которые съемные винты, установленные снизу емкости, контактируют с металлической прокладкой, в зазоре между матрицей и внутренней поверхностью емкости после заливки воды установлена опорная термокомпенсационная пластина, установочные и съемные винты установлены в гайках, расположенных с внешней стороны емкости сбоку и снизу, в качестве материала матриц использован фторопласт, в плоскости разъема матриц в верхней и нижней частях выполнены сопрягаемые между собой клиновидные канавки.
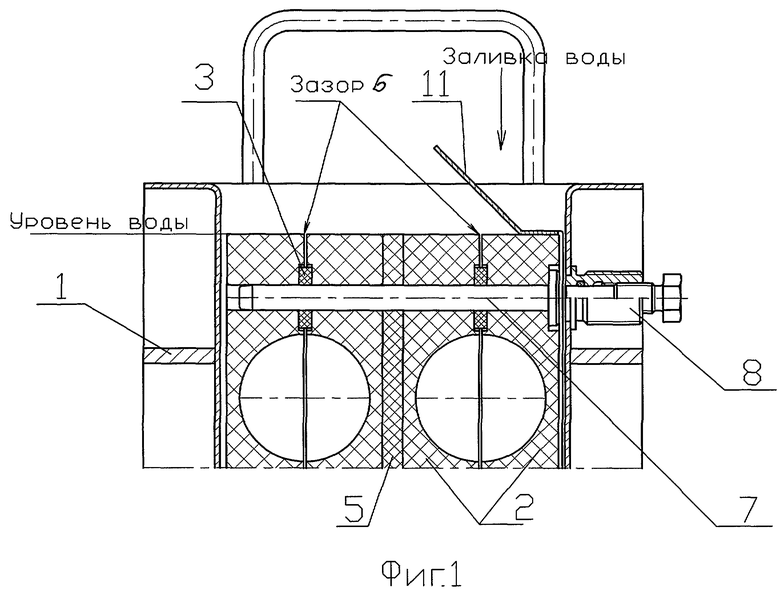
На фиг.1 представлена конструкция верхней части льдоформы перед началом заливки водой.
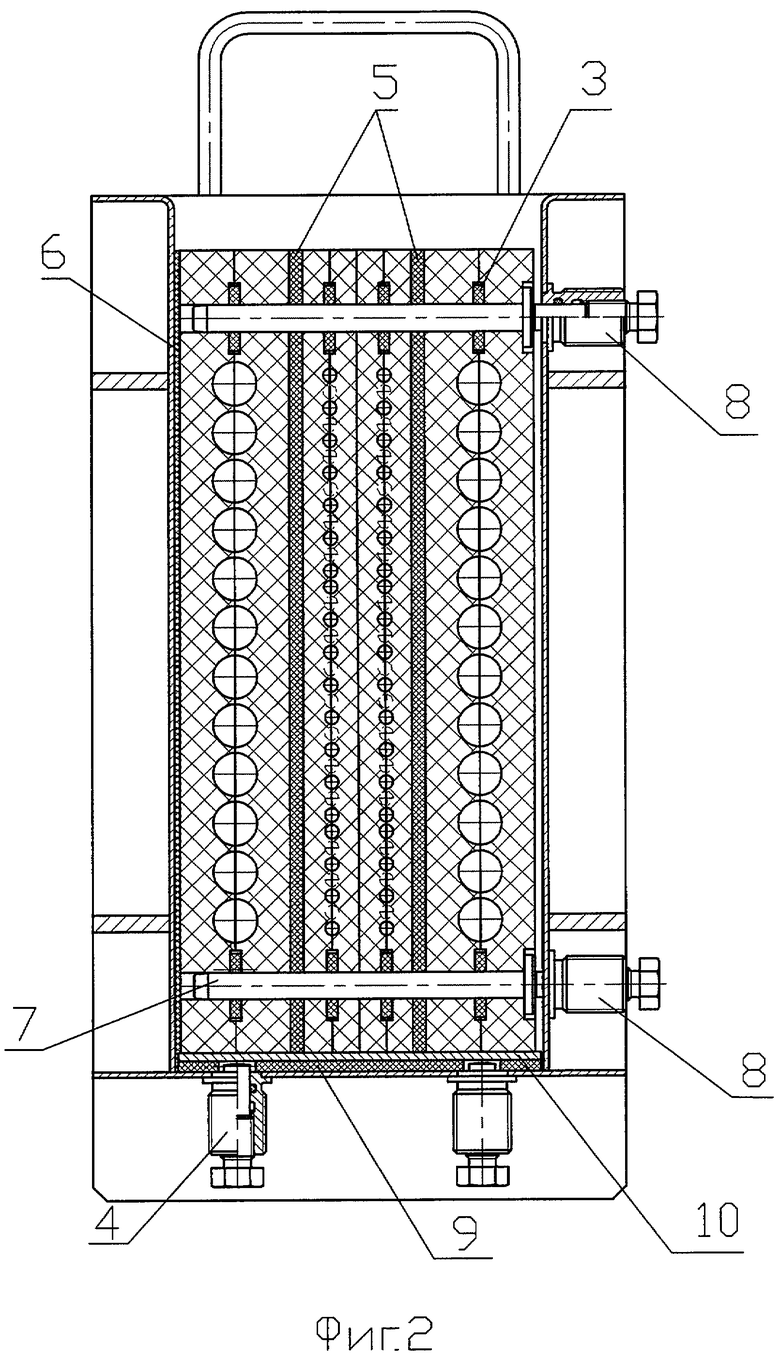
На фиг.2 представлен поперечный разрез льдоформы, готовой к замораживанию с различными по диаметру ячейками для получения града.
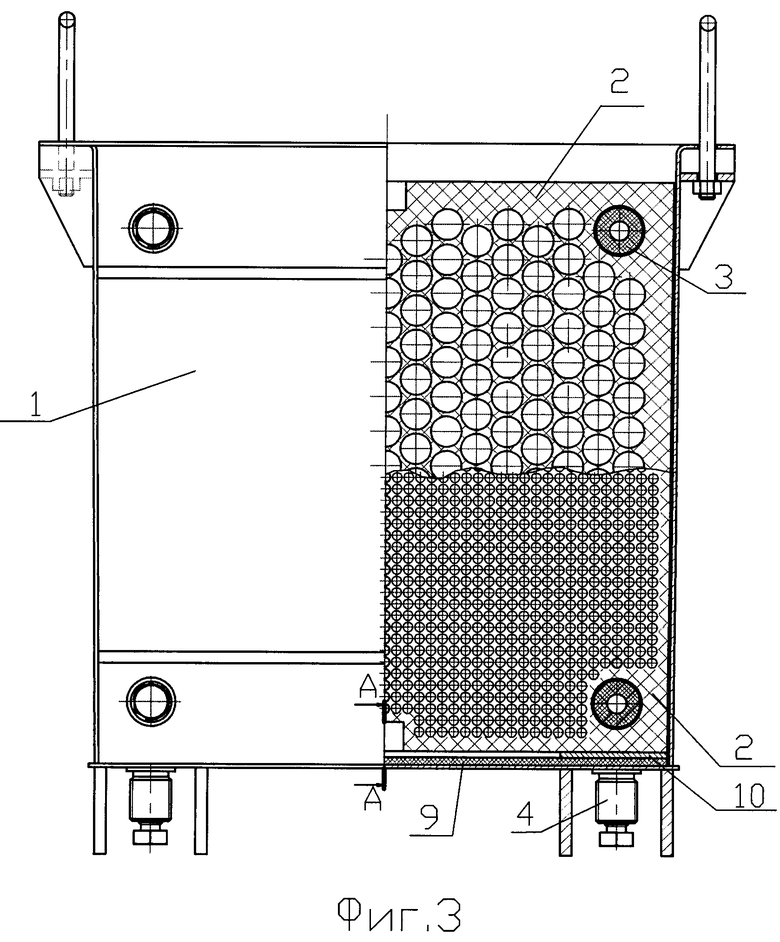
На фиг.3 представлен вид льдоформы спереди с сечением по плоскости разъема кассет с различными по размеру ячейками.
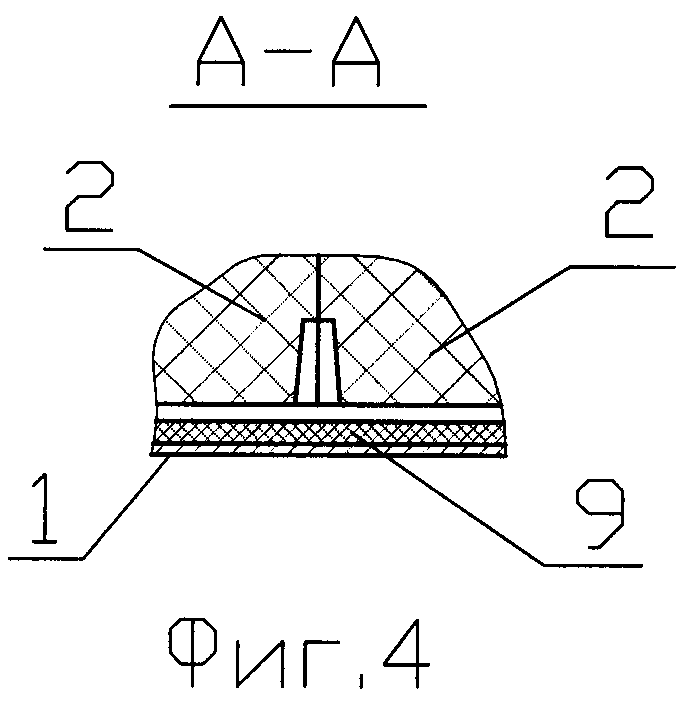
На фиг.4 представлено сечение А-А в плоскости разъема нижней части матрицы.
Льдоформа, например для приготовления града диаметром 5, 6, 50 мм состоит из контейнера 1 прямоугольной формы объемом 12 л, изготовленного из нержавеющей стали, толщиной 2 мм. Внутри контейнера 1 размещена на опорной нижней плоскости пластиковая прокладка 9 с отверстиями для прохода съемных винтов 4, которые установлены в гайках снизу емкости. Винты 4 контактируют попарно с металлическими двумя прокладками 10. После их установа на них устанавливают собранные в пакет кассеты, каждая из которых состоит из двух матриц 2, изготовленных из низкотеплопроводного материала, в данном случае - фторопласта. В каждой матрице выполнены полусферы, соответствующие диаметру приготовляемого града.
Кассеты, в свою очередь, набираются в пакет согласно требуемого варианта сборки и соединяются четырьмя пальцами 7.
Между матрицами 2 установлены кольцеобразные прокладки 3, выполненные из пористой резины и обеспечивающие гарантированный зазор для выхода воздуха из сфер при заливке воды. Между кассетами установлены резиновые прокладки 5, служащие для компенсации линейного расширения ледяных сфер в процессе замораживания. В контейнер 1 также устанавливается после заливки воды технологическая опорная термокомпенсационная пластина 6, изготовленная из фторопласта. После установки технологической опорной термокомпенсационной пластины 6 пакет кассет равномерно сжимается с помощью винтов 8, установленных на боковой стенке емкости. Далее контейнер помещают в холодильник, где и происходит процесс замерзания воды. Объем града, необходимый для проведения одного испытания, получают за несколько циклов заморозки.
Для вынимания кассет на днище льдоформы предусмотрены отжимные винты 4. Для разборки кассет после замороживания льдоформы и их выемки предусмотрены прямоугольные фаски, расположенные внизу и вверху кассеты.
Град круглой формы в льдоформе получают следующим образом. В контейнер 1 из нержавеющей стали, в котором установлены на опорной нижней поверхности две прокладки, устанавливают кассеты, каждая из которых состоит из двух матриц 2, изготовленных из низкотеплопроводного материала, например из фторопласта. В каждой матрице выполнены полусферы, соответствующие диаметру приготовляемого града.
Кассеты, в свою очередь, набираются в пакет согласно требуемому варианту сборки и соединяются четырьмя пальцами 7. Между матрицами 2 устанавливают кольцеобразные прокладки 3, выполненные из пористой резины и обеспечивающие гарантированный зазор для выхода воздуха из сфер при заливке воды. Между кассетами на пальцах также устанавливают резиновые прямоугольные прокладки 5, служащие для компенсации линейного расширения ледяных сфер в процессе замораживания. До залива емкости водой подводят установочные винты до соприкосновения с металлическими пальцами и проверяют щупом зазоры между кассетами и внутренней боковой поверхностью емкости и последней к ней кассеты. После заполнения емкости контейнера дистиллированной водой в зазор между матрицей и внутренней поверхностью емкости устанавливается опорная термокомпенсационная пластина из листового фторопласта 6, после чего пакет кассет равномерно сжимается винтами 8, установленными на боковой стенке льдоформы 1 и выбирается зазор Б, а затем снова поджимается на 1/2 оборота. После этого льдоформа 1 помещается в холодильную установку (с температурой -25°С). Для изъятия из льдоформы 1 кассет с готовым льдом отжимаются установочные винты 8, подогревается наружная поверхность льдоформы теплым воздухом, обстукивается резиновым молотком и сдвигается весь пакет с места съемными винтами 4, установленные на днище съемные винты 4 через отверстия в прокладке 9 соприкасаются с железными прокладками 10, и с незначительным усилием сдвигает с места весь пакет с кассетами и весь пакет вытаскивается из емкости. Для разборки пакета устанавливают специальный инструмент в клиновидные пазы, находящиеся вверху и внизу кассет, и разъединяют матрицы, а изготовленный град ссыпают в отдельный бункер, где град хранится при температуре -15°С. Процесс приготовления необходимого для проведения испытаний количества града состоит из нескольких циклов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Льдогенератор | 1990 |
|
SU1763818A1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ЛЬДОГЕНЕРАТОР | 2002 |
|
RU2225969C1 |
| ЛЬДОФОРМА | 1993 |
|
RU2084783C1 |
| Автомобильный термоэлектрический льдогенератор | 1990 |
|
SU1723415A1 |
| Термоэлектрический льдогенератор | 1990 |
|
SU1753213A1 |
| Способ заготовки блоков льда | 1989 |
|
SU1707460A1 |
| Льдогенератор | 1990 |
|
SU1760267A1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ЛЬДОГЕНЕРАТОР | 2004 |
|
RU2256128C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ПЕРЕРАБОТКИ ЖИДКИХ РАДИОАКТИВНЫХ ОТХОДОВ ВЫМОРАЖИВАНИЕМ С ПОЛУЧЕНИЕМ ОЧИЩЕННОЙ ВОДЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2171509C2 |
| ОПТИМАЛЬНАЯ ГИДРОИЗОЛЯЦИЯ ЗАПОРНОГО ОРГАНА СМЕСИТЕЛЬНОГО БЛОКА В УСТРОЙСТВАХ ДЛЯ РЕГУЛИРОВАНИЯ РАСХОДА ВОДЫ И ЕЕ ТЕМПЕРАТУРЫ | 1997 |
|
RU2126109C1 |
Изобретение относится к оборудованию для производства града круглой формы. Льдоформа содержит металлическую емкость, в которой установлены сменные кассеты с ячейками. Кассеты выполнены в виде матриц из низкотеплопроводного материала с полусферическими ячейками, которые соединены между собой металлическими пальцами. Между кассетами и матрицами установлены резиновые прямоугольные и пористо-резиновые прокладки кольцеобразной формы. Прокладки поджаты установочными винтами. Винты расположены сбоку емкости по всем плоскостям сопрягаемых поверхностей матриц для прохода воздуха из сфер при заливке емкости водой. Внутри емкости установлены металлическая и пластиковая прокладка с отверстиями, через которые съемные винты, установленные снизу емкости, контактируют с металлической прокладкой. Между матрицей и внутренней поверхностью емкости после заливки воды установлена опорная термокомпенсационная пластина. Установочные и съемные винты установлены в гайках, расположенных с внешней стороны емкости сбоку и снизу. Материалом матриц служит фторопласт. Выполнение льдоформы такой конструкции позволяет получать ледяные кристаллы в виде круглой формы и с разными по диаметру размерами. 4 з.п. ф-лы, 4 ил.
1. Льдоформа, содержащая металлическую емкость, в которой установлены сменные кассеты с ячейками, отличающаяся тем, что кассеты выполнены в виде матриц из низкотеплопроводного материала с полусферическими ячейками, которые соединены между собой металлическими пальцами, при этом между кассетами и матрицами в местах соединения с металлическими пальцами соответственно установлены резиновые прямоугольные и пористые резиновые прокладки кольцеобразной формы, поджатые установочными винтами, расположенные сбоку емкости, по всем плоскостям сопрягаемых поверхностей матриц для обеспечения зазора для прохода воздуха из сфер при заливке емкости водой, причем внутри емкости на опорной плоскости установлены металлическая и пластиковая прокладки с отверстиями, через которые съемные винты, установленные снизу емкости, контактируют с металлической прокладкой.
2. Льдоформа по п.1, отличающаяся тем, что в зазоре между матрицей и внутренней поверхностью емкости после заливки воды установлена опорная термокомпенсационная пластина.
3. Льдоформа по п.1, отличающаяся тем, что установочные и съемные винты установлены в гайках, расположенных с внешней стороны емкости сбоку и снизу.
4. Льдоформа по п.1 или 2, отличающаяся тем, что в качестве материала матриц использован фторопласт.
5. Льдоформа по п.1, отличающаяся тем, что в плоскости разъема матриц в верхней и нижней частях выполнены сопрягаемые между собой клиновидные канавки.
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ЛЬДОГЕНЕРАТОР | 2002 |
|
RU2225969C1 |
| Льдогенератор | 1982 |
|
SU1093880A2 |
| САМОБЛОКИРУЮЩИЙСЯ ДИФФЕРЕНЦИАЛ | 2003 |
|
RU2238459C1 |
| KR 100255951 B1, 01.05.2000 | |||
| WO 2007094542 A1, 23.08.2007 | |||
| US 6067806 A, 30.05.2000. | |||

