Изобретение относится к технике по способу утилизации низкопотенциальных (низконапорных) углеводородных газов путем их сжатия и подготовки (извлечения примесей) для дальнейшего использования. В качестве низкопотенциальных газов могут утилизироваться отпарные газы с установок регенерации гликолей, газы сепарации нефти, факельные газы и другие газы для использования в качестве топливного газа в котельных или топливного газа для приводов электрогенераторов.
Известен способ утилизации низкопотенциальных газов компримированием водокольцевым вакуум-компрессором, например, авторское свидетельство СССР № 109732, МКИ 6, F04С 19/00, 1957, в котором низконапорный газ сжимают в эксцентрично расположенной в корпусе водяной ванне вращающейся крыльчаткой (ротором), снабженной скользящими пластинами. Вода в этом случае является охлаждающей средой для охлаждения сжатого газа и снятия тепла от трения пластин ротора о стенки корпуса компрессора.
Недостатками этого способа являются:
- насыщение сжимаемого газа водой, используемой в качестве охлаждающей и затворной жидкости;
- необходимость дополнительного процесса осушки газа от влаги для его дальнейшей транспортировки;
- необходимость подачи холодной воды и отвод теплой;
- значительные потери тепловой энергии с охлаждающей водой.
Известно техническое решение (патент США № 3.867.112, кл. 55-32, 1975 г.), в котором частично устранены недостатки по насыщению компримируемого газа водой и по потерям тепла с охлаждающей жидкостью за счет использования в жидкостно-кольцевом компрессоре (смесителе) абсорбента (регенерированного гликоля) вместо воды. Применение жидкостно-кольцевого компрессора как смесителя газа и абсорбента позволяет произвести кроме сжатия газа и его осушку на одной прямоточной ступени контакта.
Недостатками этого способа являются неглубокая осушка газа от воды на одной прямоточной ступени контакта для газов низкого давления при температуре около 30°С и наличие выбросов растворимых газов в атмосферу с водяными парами.
Известен способ утилизации низкопотенциальных углеводородных газов жидкостно-кольцевым компрессором (авторское свидетельство СССР № 747505, МПК В01D 53/14, 1976, «Способ регенерации абсорбента» - прототип), в котором низконапорный газ отбирается вместе с парами воды, охлаждается до конденсации воды, затем сепарируется, сжимается в жидкостно-кольцевом компрессоре, охлаждается, осушается абсорбентом (регенерированным гликолем, который одновременно является затворной жидкостью компрессора), после чего газ дополнительно сепарируется от регенерированного абсорбента и выводится в качестве готового продукта - топливного и отпарного газов.
В указанном способе устранен недостаток по сбросу значительного количества газа с парами воды в атмосферу, при этом газ не насыщается водой, исключены безвозвратные потери тепла от процесса сжатия газа, т.к. тепло используется для частичного нагрева насыщенного абсорбента перед его регенерацией.
Однако процесс осушки газа от влаги на одной прямоточной ступени контакта малоэффективен, так как при этом число ступеней контакта газа с абсорбентом менее одной теоретической тарелки. Эффективность процесса осушки газа низкая из-за контакта сжатого газа на выходе компрессора и в сепараторе с насыщенным абсорбентом.
Задача, на решение которой направлено заявляемое изобретение, заключается в создании эффективного способа утилизации низкопотенциальных газов с обеспечением более глубокой осушки низкопотенциального газа от влаги без увеличения количества единиц технологического оборудования.
Технический результат при осуществлении изобретения достигается тем, что в способе утилизации низкопотенциальных газов, включающем сжатие низкопотенциальных газов с одновременным его контактированием путем введения регенерированного абсорбента в качестве поглотителя примесей, охлаждающей и затворной жидкости, сепарацию сжатого низкопотенциального газа от насыщенного абсорбента, отбор сжатого газа в качестве продукта, отбор насыщенного абсорбента на регенерацию, регенерированный абсорбент используют для дополнительного контактирования в противотоке с отсепарированным сжатым низкопотенциальным газом, а отбор насыщенного абсорбента осуществляют одним потоком после сжатия и контактирования низкопотенциального газа с регенерированным абсорбентом, его сепарирования, дополнительного контактирования в противотоке с регенерированным абсорбентом и последующего сепарирования.
Насыщенный и нагретый абсорбент подают на регенерацию двумя потоками: первый поток после сжатия, очистки и осушки сжатого низконапорного газа, второй поток после очистки и осушки основного газа высокого давления.
Насыщенный абсорбент подают в зоны регенерации с температурами, которые соответствуют температурам потоков регенерируемого абсорбента.
Сжатый и осушенный низконапорный газ нагревают на (20-40)°С выше температуры конденсации жидких углеводородов.
Авторам и заявителям не известны способы утилизации низкопотенциальных газов, в которых бы поставленная задача решалась подобным образом.
На чертеже представлена технологическая схема утилизации низкопотенциальных газов для реализации предлагаемого способа.
Технологическая схема утилизации низкопотенциальных газов (газов отпарки с установки регенерации абсорбента - гликоля) включает блок компримирования и очистки низкопотенциального газа 1, состоящий из жидкостно-кольцевого компрессора 2 и абсорбера-сепаратора 3, блок регенерации абсорбента 4 и блок абсорбционной очистки газа высокого давления от примесей 5.
Способ утилизации низкопотенциальных газов включает процесс сжатия (компримирования) низкопотенциального газа жидкостью в жидкостно-кольцевом компрессоре 2, для этого в жидкостно-кольцевой компрессор 2 подают низкопотенциальный (отпарной) газ с блока регенерации абсорбента 4 по линии 6 и регенерированный абсорбент (регенерированный гликоль или регенерированный амин) по линии 7.
Регенерированный абсорбент, поступающий по линии 7 в жидкостно-кольцевой компрессор 2, выполняет функции:
- поглотителя примесей из газа (воды или кислых компонентов - H2S, СO2);
- уплотнительной жидкости (между ротором и корпусом жидкостно-кольцевого компрессора);
- охлаждающей жидкости для снятия тепла от сжатия низкопотенциальных газов и тепла от трения ротора о стенки корпуса жидкостно-кольцевого компрессора 2.
После контакта регенерированного абсорбента с сырым потоком низкопотенциального газа в жидкостно-кольцевом компрессоре 2 сжатый низконапорный газ подают по линии 8 в нижнюю часть абсорбера-сепаратора 3, где за счет сил гравитации в корпусе и на сепарационной секции 9 отделяют от сжатого газа жидкость. Отсепарированный сжатый низконапорный газ из сепарационной секции 9 абсорбера-сепаратора 3 подают на массообменную секцию 10 для дополнительного извлечения примесей в противоток с регенерированным абсорбентом. Регенерированный абсорбент подают на массообменную секцию 10 абсорбера-сепаратора 3 с блока регенерации абсорбента 4 по линии 11. После извлечения примесей сжатый низконапорный газ подают на секцию окончательной сепарации газа 12 абсорбера-сепаратора 3 для отделения от капель регенерированного абсорбента. Очищенный и осушенный низконапорный газ по линии 13 отбирают в виде готового продукта. Насыщенный и частично нагретый абсорбент из жидкостно-кольцевого компрессора 2 по линии 14 подают в кубовую часть абсорбера-сепаратора 3, где он объединяется с насыщенным абсорбентом, поступающим из сепарационной секции 9, массообменной секции 10, сепарационной секции 12 абсорбера-сепаратора 3. Затем насыщенный адсорбент из нижней части абсорбера-сепаратора 3 регулятором уровня 15 по линии 16 через клапан 17 направляют в колонну 18 блока регенерации абсорбента 4.
Сжатый и очищенный низкопотенциальный газ в виде готового продукта по линии 13 направляют в блок регенерации абсорбента 4: по линии 19 в испаритель 20 в качестве топливного газа и по линии 21 в отпарную колонну 22 в качестве отпарного газа после предварительного нагрева в испарителе 20.
Отпарной, насыщенный примесями газ из колонны регенерации 18 блока регенерации 4 отбирают по линии 23, охлаждают в воздушном холодильнике 24 до конденсации водной фазы, а затем газожидкостную смесь по линии 25 направляют в емкость 26 для разделения на водную фазу, которую отбирают по линии 27, и низкопотенциальный газ, который отбирают по линии 6 в жидкостно-кольцевой компрессор 2 блока компримирования и очистки низкопотенциального газа 1.
Регенерированный абсорбент из блока регенерации 4 отбирают насосом 28 на воздушный холодильник 29, откуда подают по линии 7 на жидкостно-кольцевой компрессор 2, по линии 11 в абсорбер-сепаратор 3 блока компримирования и очистки низкопотенциального газа 1 и по линии 30 в блок абсорбера высокого давления 31 блока абсорбционной очистки газа высокого давления от примесей 5.
Сырой углеводородный газ высокого давления (из скважины) по линии 32 подают в абсорбер 31 блока абсорбционной очистки газа высокого давления от примесей 5, в котором в противотоке извлекают примеси регенерированным абсорбентом, поступающим по линии 30. Осушенный газ высокого давления отбирают из абсорбера 31 по линии 33 и направляют потребителю (в газопровод) по линии 34 и на подпитку очищенного и сжатого низкопотенциального газа по линии 35. Насыщенный абсорбент с нижней части из абсорбера 31 по линии 36 поступает в колонну регенерации 18 блока регенерации абсорбента 4.
Для снижения энергозатрат на испарителе 20 и повышения концентрации регенерированного абсорбента насыщенный абсорбент подают в колонну регенерации 18 в зоны с температурами, которые соответствуют температурам потоков регенерируемого абсорбента.
Для обеспечения нормативных требований по исключению выпадения жидких углеводородов из сжатого низкопотенциального газа при транспортировке его до потребителя в холодный период года сжатый и осушенный низконапорный газ нагревают на (20-40)°С выше температуры конденсации жидких углеводородов.
Технологическая схема утилизации низкопотенциальных газов может быть применена для утилизации газов последней ступени сепарации нефти или факельных газов, для использования в качестве топливного газа, для получения тепла при сжигании с атмосферным воздухом или в качестве топлива поршневых или турбинных приводов, при этом она включает блок компримирования и очистки низкопотенциального газа на базе жидкостно-кольцевого компрессора, абсорбера-сепаратора и блока регенерации абсорбента, который может работать, как приведено на чертеже, как с отпарным газом, так и при атмосферном давлении или с вакуумом без отпарного газа (на чертеже эти варианты не показаны).
ПРИМЕР
Сырой низкопотенциальный газ (поток по линии 6 на чертеже), состоящий из компонентов, концентрация которых в массовых процентах (мас.%): N2 - 1,0; СO2 - 0,5; СН4 - 69,1; С2Н6 - 4,2; C3H8 - 7,8; С4Н10 - 7,3; C5H12 - 2,5; С6+ - 3,6; Н2О - 4,0, с давлением абс. 0,11 МПа, 30°С, в количестве 858 кг/ч, с влагосодержанием ~30 г/м3 газа подают на жидкостно-кольцевой компрессор 2, где газ сжимают до давления 0,3 МПа и предварительно осушают до влагосодержания 7 г/м 3 - точки росы по влаге плюс 20°С при контакте с регенерированным раствором - вариант процесса по технологической схеме, изображенной на чертеже. Окончательную осушку сжатого газа осуществляют в абсорбере-сепараторе 3 при противоточном контакте с регенерированным ТЭГом, концентрацией 99,8 мас.% в количестве 860 кг/ч, с температурой 40°С и обеспечивают температуру точки росы по влаге-воде минус 17°С.
Для транспортировки газа потребителю (по линии 34) и исключения выпадения из него жидкости газ может нагреваться до (60-80)°С в теплообменнике горячим потоком регенерированного абсорбента (на чертеже теплообменник не показан).
В колонну регенерации 18 блока регенерации абсорбента 4 по линии 36 подают и насыщенный раствор абсорбента из абсорбера 31 в количестве 22500 кг/ч.
Предложенный способ утилизации низкопотенциальных газов позволил добиться повышения эффективности подготовки низконапорных газов путем снижения температуры точки росы газа по влаге до равновесного состояния при контакте в противотоке с регенерированным абсорбентом на нескольких теоретических тарелках. Эффективность подготовки низконапорных газов повышена и за счет снижения температуры контакта низконапорного газа в абсорбере-сепараторе по сравнению с температурой контакта в жидкостно-кольцевом компрессоре, где температура сжатого газа максимальная.
Совмещение процессов контакта и сепарации газа в одном аппарате (абсорбере-сепараторе) позволило повысить процесс подготовки низконапорного газа без увеличения числа единиц технологического оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УТИЛИЗАЦИИ НИЗКОПОТЕНЦИАЛЬНЫХ УГЛЕВОДОРОДНЫХ ГАЗОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2386867C1 |
| СПОСОБ ПОДГОТОВКИ УГЛЕВОДОРОДНОГО ГАЗА | 2011 |
|
RU2460759C1 |
| СПОСОБ СЕПАРАЦИИ ГАЗА ОТ ПРИМЕСЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567317C1 |
| СПОСОБ УТИЛИЗАЦИИ НИЗКОПОТЕНЦИАЛЬНЫХ ГАЗОВ | 2010 |
|
RU2435990C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ МОКРОЙ ОЧИСТКИ ГАЗОВ | 2014 |
|
RU2571766C1 |
| СЕПАРАТОР ГАЗА С ПРОМЫВКОЙ | 2013 |
|
RU2540567C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ПОДГОТОВКИ УГЛЕВОДОРОДНОГО ГАЗА | 2010 |
|
RU2439452C1 |
| СПОСОБ КОАЛЕСЦЕНЦИИ КАПЕЛЬ ЖИДКОСТИ В ПОТОКЕ ГАЗА | 2011 |
|
RU2480269C1 |
| СПОСОБ ИСCЛЕДОВАНИЯ ГАЗОВЫХ И ГАЗОКОНДЕНСАТНЫХ СКВАЖИН | 2013 |
|
RU2532815C2 |
| СПОСОБ ГАЗОДИНАМИЧЕСКОЙ СЕПАРАЦИИ | 2015 |
|
RU2606427C2 |
Изобретение предназначено для утилизации низкопотенциальных (низконапорных) углеводородных газов путем их сжатия и подготовки (извлечения примесей) для дальнейшего использования. Способ включает сжатие низкопотенциального газа с одновременным его контактированием путем введения регенерированного абсорбента в качестве поглотителя примесей, охлаждающей и затворной жидкости, сепарацию сжатого низкопотенциального газа от насыщенного абсорбента, отбор сжатого газа в качестве продукта, отбор насыщенного абсорбента на регенерацию, использование регенерированного абсорбента для дополнительного контактирования в противотоке с отсепарированным сжатым низкопотенциальным газом, осуществление отбора насыщенного абсорбента одним потоком. Насыщенный и нагретый абсорбент подают на регенерацию двумя потоками: первый поток после сжатия, очистки и осушки сжатого низконапорного газа, второй поток после очистки и осушки основного газа высокого давления. Температуры потоков регенерируемого абсорбента соответствуют температурам подачи насыщенного абсорбента. Осуществляют нагревание сжатого и осушенного низконапорного газа на (20-40)°С выше температуры конденсации жидких углеводородов. Технический результат: повышение эффективности утилизации низконапорных газов с более глубокой осушкой без увеличения числа единиц технологического оборудования. 3 з.п. ф-лы, 1 ил.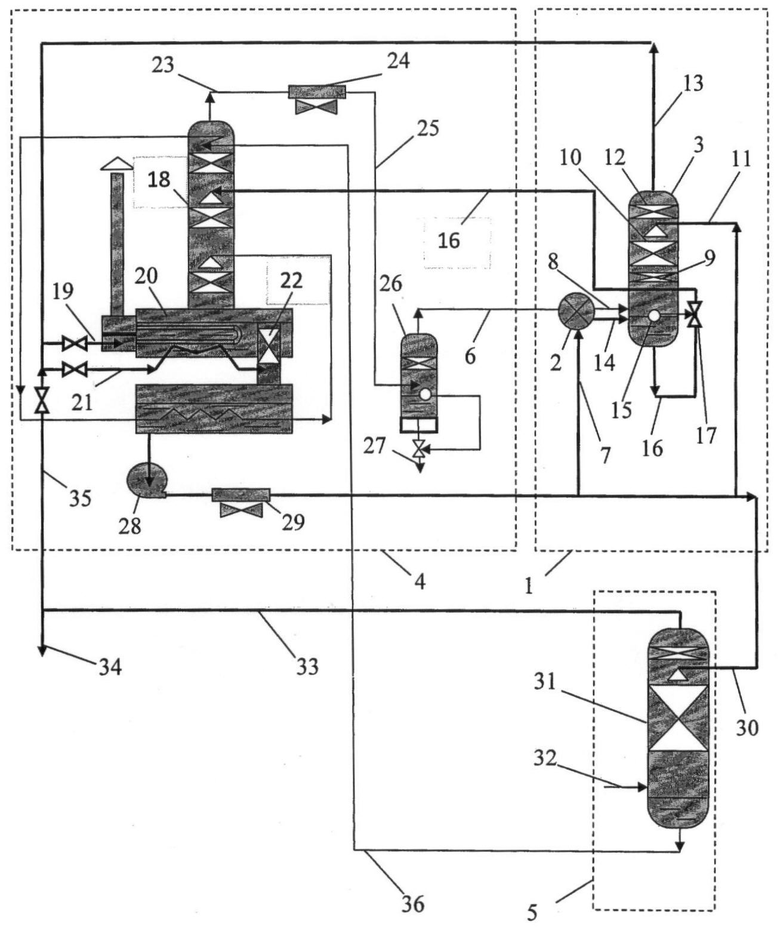
1. Способ утилизации низкопотенциальных газов, включающий сжатие низкопотенциального газа с одновременным его контактированием путем введения регенерированного абсорбента в качестве поглотителя примесей, охлаждающей и затворной жидкости, сепарацию сжатого низкопотенциального газа от насыщенного абсорбента, отбор сжатого газа в качестве продукта, отбор насыщенного абсорбента на регенерацию, отличающийся тем, что регенерированный абсорбент используют для дополнительного контактирования в противотоке с отсепарированным сжатым низкопотенциальным газом, а отбор насыщенного абсорбента осуществляют одним потоком после сжатия и контактирования низкопотенциального газа с регенерированным абсорбентом, его сепарирования, дополнительного контактирования в противотоке с регенерированным абсорбентом и последующего сепарирования.
2. Способ утилизации низкопотенциальных газов по п.1, отличающийся тем, что насыщенный и нагретый абсорбент подают на регенерацию двумя потоками: первый поток после сжатия, очистки и осушки сжатого низконапорного газа, второй поток после очистки и осушки основного газа высокого давления.
3. Способ утилизации низкопотенциальных газов по п.1, отличающийся тем, что насыщенный абсорбент подают в зоны регенерации с температурами, которые соответствуют температурам потоков регенерируемого абсорбента.
4. Способ утилизации низкопотенциальных газов по п.1, отличающийся тем, что сжатый и осушенный низконапорный газ нагревают на 20-40°С выше температуры конденсации жидких углеводородов.
| Способ регенерации абсорбента | 1976 |
|
SU747505A1 |
| US 3867112 А, 18.02.1975 | |||
| ПЕРЕДНИЙ ЦЕНТР ГОЛОВКИ УТОЧНО-ПЕРЕМОТОЧНОГОАВТОМАТА | 0 |
|
SU218032A1 |
| ЕР 1900415 А1, 19.03.2008. | |||

