Устройство измерения линейного размера детали относится к области технологии изготовления деталей различной формы в машиностроительной промышленности.
Изобретение относится к измерительной технике и может быть использовано для измерения в широком диапазоне наружных и внутренних размеров деталей и узлов, где требуется высокая точность измерений.
Известны устройства измерения допуска линейного размера детали, содержащие в конструкции ротаметр. [1] Измерительные приборы в машиностроении. Под ред. Г.Д.Бурду - на и Б.А.Тайца. Машиностроение. М. 1964, с.242, а также оснастка - пробки пневматические для отверстий диаметром от 3 до 160 мм. (ГОСТ 14864-78) и Скобы с отсчетным устройством. (ГОСТ 11098-75).
Недостатками таких устройств являются зависимость от пневматической сети, большие габариты, сложность в настройке, невысокая точность измерения и визуальный отсчет показаний измерения, в который может входить ошибка наблюдения, а при применении пневматических пробок и скоб требуется большая номенклатура.
Известны устройства измерения линейного размера детали с индикацией измерения на электронном табло, например прибор активного контроля для внутришлифовальных станков БВ-4307 фирмы ОАО «НИИизмерения» или аналог - прибор «Унивар» фирмы «Марпосс» (Италия), имеющий сложное преобразование механической величины в электронную с выводом на экран, ограниченный диапазон измерения от 10 до 200 мм и ценой деления шкалы 1 и 10 мкм [www.micron.ru].
Наиболее близким техническим решением, принятым за прототип, является длинномер Аэротест-Р [2] В.М.Мурашов. Пневматический длинномер высокого давления ротаметрического типа (ротаметр) Аэротест-Р // Датчики и системы №12-2005.
Устройство измерения размера детали содержит пневматический индикатор допуска линейного размера детали с информационным выходом и байпас индикатора с расположенным в нем дросселем, подключенные входами питания к линии давления, пневмовыходами к дросселю сброса в атмосферу и измерительному соплу.
Устройство имеет следующие недостатки:
- крупные габариты до 0,5 м и массу до 5 кг;
- необходимость выдерживания вертикальной оси трубки ротаметра в угловых пределах для сохранения заданной точности измерения;
- точность измерения не лучше 0,5…2,5%;
- неразрывная зависимость качества изготовления стеклянной ротаметрической трубки и точности измерения допуска линейного размера;
- строгое соблюдение размера конусности трубки ротаметра, например 1:1000, полученной в результате многолетней отработки технологии литья стекла при ее изготовлении;
- ограниченный минимальный диапазон измерения до 10 мкм;
- ограниченный набор изменения диапазонов измерения 10…400 мкм;
- возможность искажения результатов измерения при наличии на поплавке ротаметра посторонних предметов при достаточной малой массе поплавка равной 0,06 г;
- необходимость поддержания прибора в стерильном состоянии, которая осложняется крупными габаритами;
- необходимость использования в работе большого давления пневмосети, более 2 кг/см2.
Для устранения перечисленных недостатков предлагается устройство измерения размера детали, содержащее пневматический индикатор допуска линейного размера детали с информационным выходом и байпас индикатора с расположенным в нем дросселем, подключенные входами питания к линии давления, выходами - к дросселю сброса в атмосферу и измерительному соплу, в котором индикатор допуска линейного размера детали выполнен в виде преобразователя аналогового сигнала измерения в частотный сигнал импульсов давления, регистрируемый датчиком давления с частотным выходом.
Предложенное устройство имеет следующие преимущества.
Расширенный диапазон измерения допуска размера до 500 мкм, точность измерения может достигать 0,1 мкм, малые габариты индикатора (100×50×50 мм) и масса (до 0,5 кг), возможна автономность по питанию от запасного баллона сжатого воздуха, положение индикатора не зависит от положения в пространстве, энергосберегающие режимы измерения при низком давлении питания до 10 кПа.
Для увеличения линейности выходной частотной характеристики устройства и расширения диапазона измерения размера детали коэффициенты расхода дросселя байпаса и преобразователя аналогового сигнала в частотный имеют близкие значения (отличие до 20%).
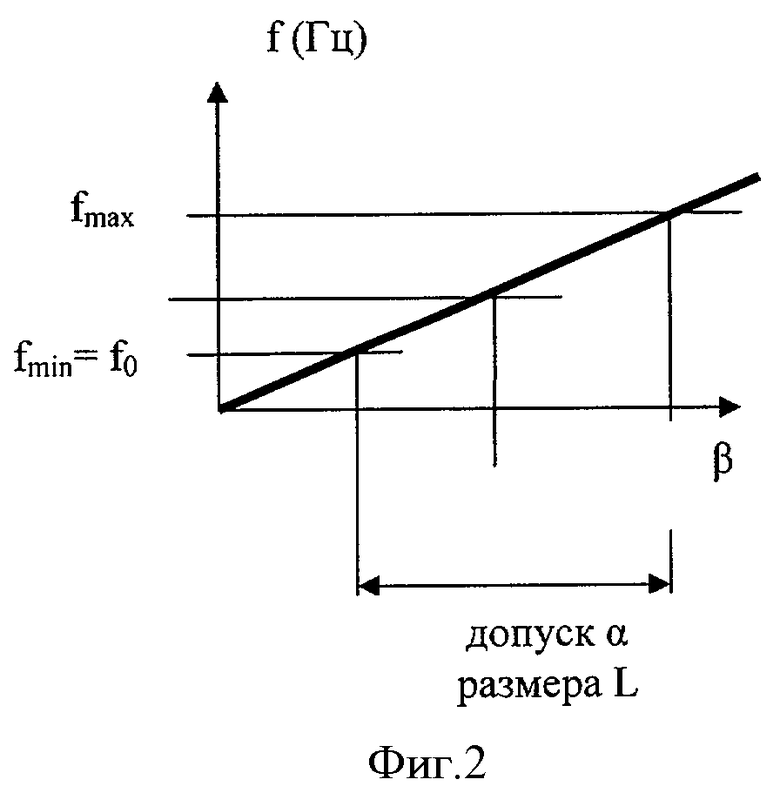
Предложенное устройство представлено на фиг.1, на которой обозначено 1 - пневматический индикатор допуска линейного размера детали, он же преобразователь аналогового сигнала давления в частотный, он же струйный генератор, 2 - информационный выход в виде частотного сигнала, 3 - байпас индикатора, 4 - дроссель байпаса, 5 - канал питания индикатора, 6 - вход в байпас, 7 - линия стабилизированного давления питания устройства, 8 - выход индикатора, 9 - выход байпаса, 10 - дроссель сброса в атмосферу, 11 - измерительное сопло, 12 - частотный выход индикатора, 13 - датчик давления с информационным частотным выходом, 14 - вход питания струйного генератора, 15 - выход (слив) струйного генератора (индикатора, преобразователя), 16 - контролируемая деталь с размером L и его допуском α.
На фиг.2 изображена типовая характеристика устройства, на которой показана зависимость частоты выходного сигнала f (Гц) от изменения размера детали в пределах допуска α (например, мкм) или выходящего за его рамки.
Принцип действия устройства основан на изменении расхода воздуха, проходящего через измерительный зазор β между измерительным соплом (например, его срезом) и поверхностью контролируемой детали. При измерении контролируемого размера изменяется величина измерительного зазора и расход воздуха через него, а также показания частоты выходного сигнала индикатора. В качестве индикатора используется преобразователь расхода воздуха в частоту сигналов давления, например, струйный генератор, у которого частота колебаний струи в камере взаимодействия генератора прямо пропорциональна расходу воздуха через сопло питания.
Струйный генератор обладает свойством пропорционального увеличения частоты с увеличением расхода воздуха, что позволяет, увеличивая давление или расход воздуха в линии питания струйного генератора, увеличить частоту и, следовательно, количество импульсов N на 1 деление измеряемого размера, например, N/мм или N/мкм. Увеличенное значение частоты соответствует более меньшим линейным значениям размера контролируемой детали. Таким образом, увеличивается цена деления сигнала частоты и точность отсчета размера контролируемой детали. В процессе работы частота f выходного сигнала с увеличением измерительного зазора β будет увеличиваться.
Устройство работает следующим образом. Воздух из пневмосети через линию стабилизированного питания 7 поступает в канал 5 питания струйного генератора (индикатора), попадает через сопло 14 питания в камеру взаимодействия генератора и проходит через камеру слива 15 на выход 8 к измерительному соплу 11 и выходит в атмосферу через измерительный зазор β.
При изменении размера L контролируемой детали 16 изменяется расход воздуха, протекающего через измерительный зазор β и струйный генератор 1, в результате чего фиксируется выходная частота f, которая соответствует величине допуска α контролируемого размера L. С помощью дросселей 4 и 10, а также давлением (расходом) в линии 7 производится регулировка соответственно чувствительности и положения «0» на шкале выходного сигнала по частоте f0. Увеличение проходного сечения дросселя 4 увеличивает расход воздуха параллельно струйному генератору 1. В результате чувствительность индикатора 1 уменьшается и величины частот fmin и fmax, соответствующие границам допуска (нижняя и верхняя), сближаются, т.е. уменьшается число импульсов (разница частот fmax-fmin) между ними. При регулировании дросселя 10 часть воздуха сбрасывается в атмосферу параллельно измерительному соплу 11, что позволяет сместить границы рассортировки контролируемого размера, не меняя чувствительности между границами допуска α.
На рис.2 показано соответствие линейного размера L контролируемой детали 16, который лежит в пределах его допуска α, выраженного частотой f струйного генератора при определенной настройке давления в линии питания 7 и дросселей 4 и 10. Изменение размера L приводит к изменению частоты f, величина которого фиксируется в процессе обработки детали или в его конце. Выражение величины допуска α линейного размера детали в виде границ диапазона значений частот fmax-fmin упрощает визуальный отсчет отклонения при контроле готового изделия и в процессе его обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматическое устройство для линейных измерений | 1980 |
|
SU894358A1 |
| РАСХОДОМЕР ГАЗА | 2009 |
|
RU2396516C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ВЯЗКОСТИ | 2002 |
|
RU2241975C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПОВЕРХНОСТНОГО НАТЯЖЕНИЯ ЖИДКОСТИ | 1997 |
|
RU2135981C1 |
| СПОСОБ ПРЕОБРАЗОВАНИЯ НЕПРЕРЫВНОГО СИГНАЛА В ЧАСТОТУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2413269C2 |
| СЧЕТЧИК-РАСХОДОМЕР | 2009 |
|
RU2396517C1 |
| Пневматическое устройство для линейных измерений | 1990 |
|
SU1755046A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И МНОГОДИАПАЗОННОЙ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2077962C1 |
| Трехосный измеритель воздушной скорости | 2020 |
|
RU2762539C1 |
| СЧЕТЧИК-РАСХОДОМЕР ГАЗА | 2011 |
|
RU2492426C1 |
Изобретение относится к измерительной технике и может быть использовано для измерения в широком диапазоне наружных и внутренних размеров деталей и узлов, где требуется высокая точность измерений. Устройство измерения размера детали содержит пневматический измеритель допуска линейного размера детали с информационным выходом и байпас измерителя с расположенным в нем дросселем, подключенные входами питания к линии давления, выходами - к дросселю сброса в атмосферу и измерительному соплу. При этом измеритель допуска линейного размера детали выполнен в виде струйного преобразователя аналогового сигнала измерения в частотный сигнал импульсов давления, изменяющийся в зависимости от размера контролируемой детали, регистрируемый датчиком давления с частотным выходом. Технический результат - повышение точности измерения. 2 ил.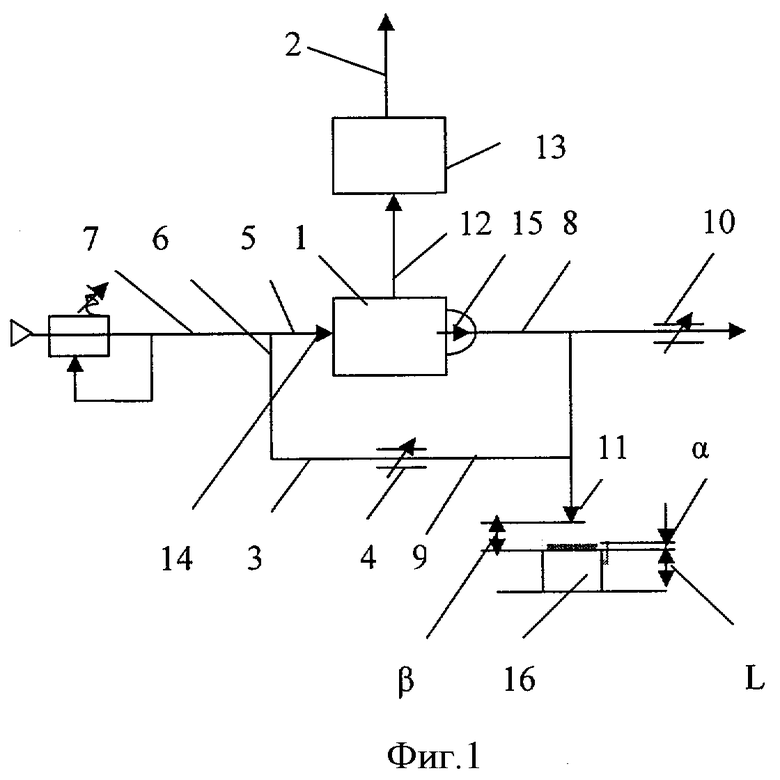
Устройство измерения размера детали, содержащее пневматический измеритель допуска линейного размера детали с информационным выходом и байпас измерителя с расположенным в нем дросселем, подключенные входами питания к линии давления, выходами - к дросселю сброса в атмосферу и измерительному соплу, отличающееся тем, что измеритель допуска линейного размера детали выполнен в виде струйного преобразователя аналогового сигнала измерения в частотный сигнал импульсов давления, изменяющийся в зависимости от размера контролируемой детали, регистрируемый датчиком давления с частотным выходом.
| Мурашов В.М | |||
| Пневматический длинномер высокого давления ротаметрического тира (ротаметр) Аэротест-Р, Датчики и системы, №12, 2005, с.56-62 | |||
| Пневматическое устройство для линейных измерений | 1990 |
|
SU1755046A1 |
| Струйный преобразователь линейного размера | 1973 |
|
SU466379A1 |
| Пневматическое устройство для линейных измерений | 1981 |
|
SU1002834A2 |
| Струйный преобразователь линейных размеров | 1985 |
|
SU1245880A1 |
| Высоцкий А.В., Курочкин А.П | |||
| Пневматические средства измерений линейных размеров в машиностроении | |||
| - М., 1979. | |||

