Заявляемое техническое решение предназначено для обеспечения возможности изготовления с помощью пресс-формы специальной крышки с крючком для бутылки Пэт и обеспечения равномерной тонкостенности всех элементов крышки и крючка. Оно относится к пресс-формам для изготовления крышек для бутылок Пэт для пищевой промышленности.
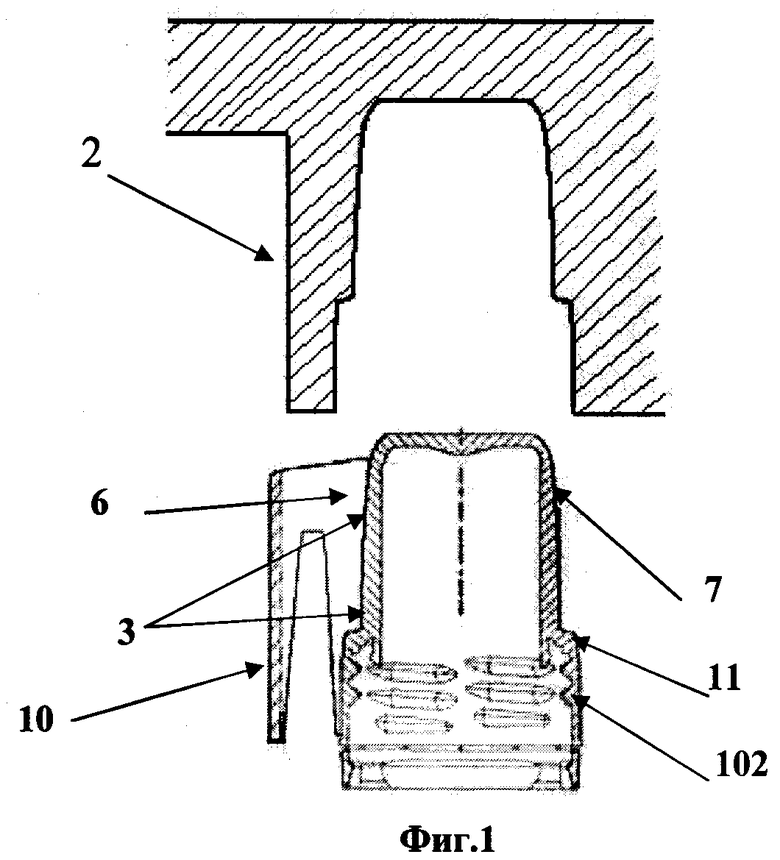
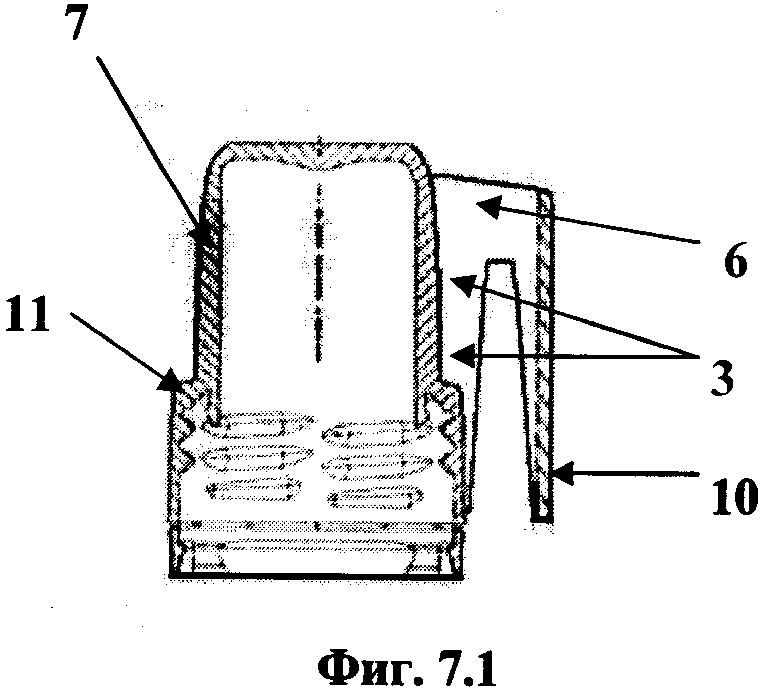
Представленное техническое решение разработано для обеспечения промышленного изготовления новой запатентованной крышки для тары Пэт по патенту РФ №2238895 от 27.10.2004 г. Сущность его заключается в том, чтобы обеспечить во время отливки детали на пластавтомате с помощью пресс-формы методом, когда одна плита пресс-формы накрывает крышку с верхней стороны, а другая подходит с нижней стороны Фиг.1; 13 и проходит во внутрь ее, тонкостенное формирование самой крышки и ее крючка, который закреплен на верхней части (7) Фиг.7.1 крышки, а так же в месте (3) между крышкой и крючком.
Техническим результатом, на достижение которого направленно это изобретение, является обеспечение тонкостенности отливки в месте (3), которое находится под креплением крючка и между крючком и крышкой.
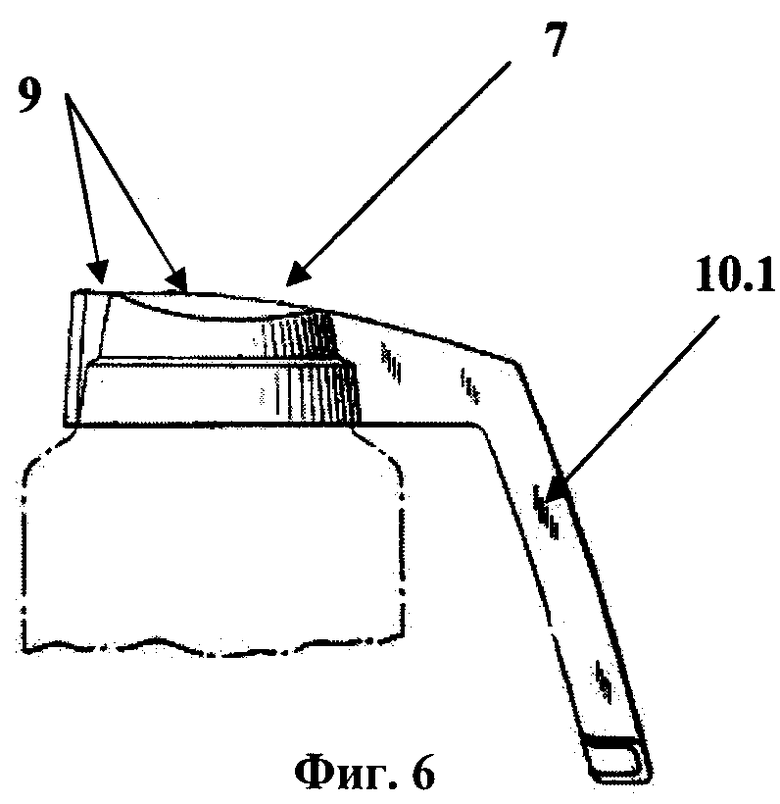
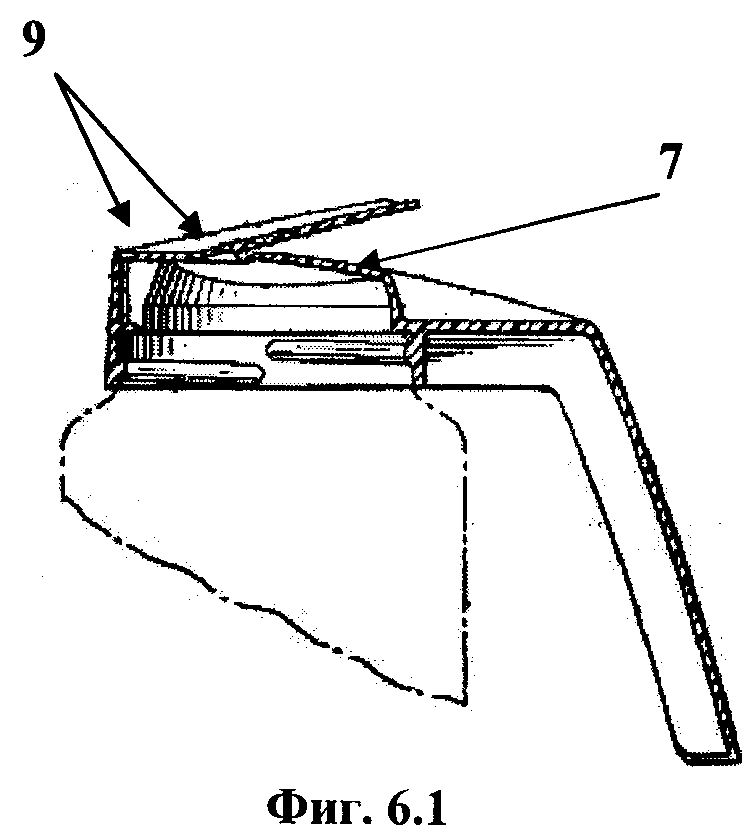
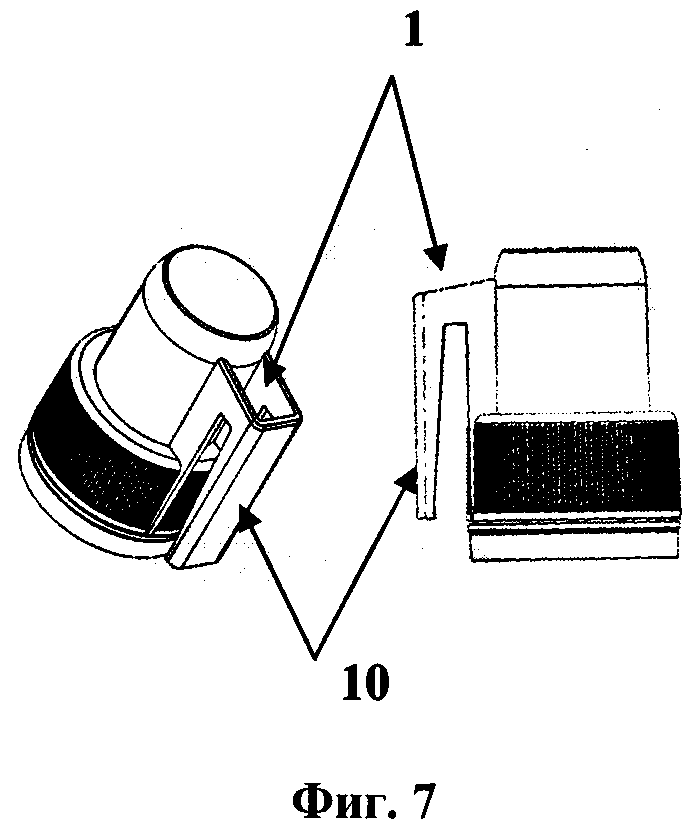
Существуют обычные крышки Фиг.5.1, с помощью которых укупоривают тару (бутыли). Так же известны крышки, на которых размещены дополнительные устройства, например, как в патенте US 3157322 А, это открывающийся клапан (9) Фиг.6; 6.1 для слива жидкости и крючок для удобного удержания тары с помощью руки или, например, как в заявке 2007136807 RU, это крючок (10) Фиг.7; 7.1, который позволяет подвешивать бутыль, что делает ее более удобной в поездке.
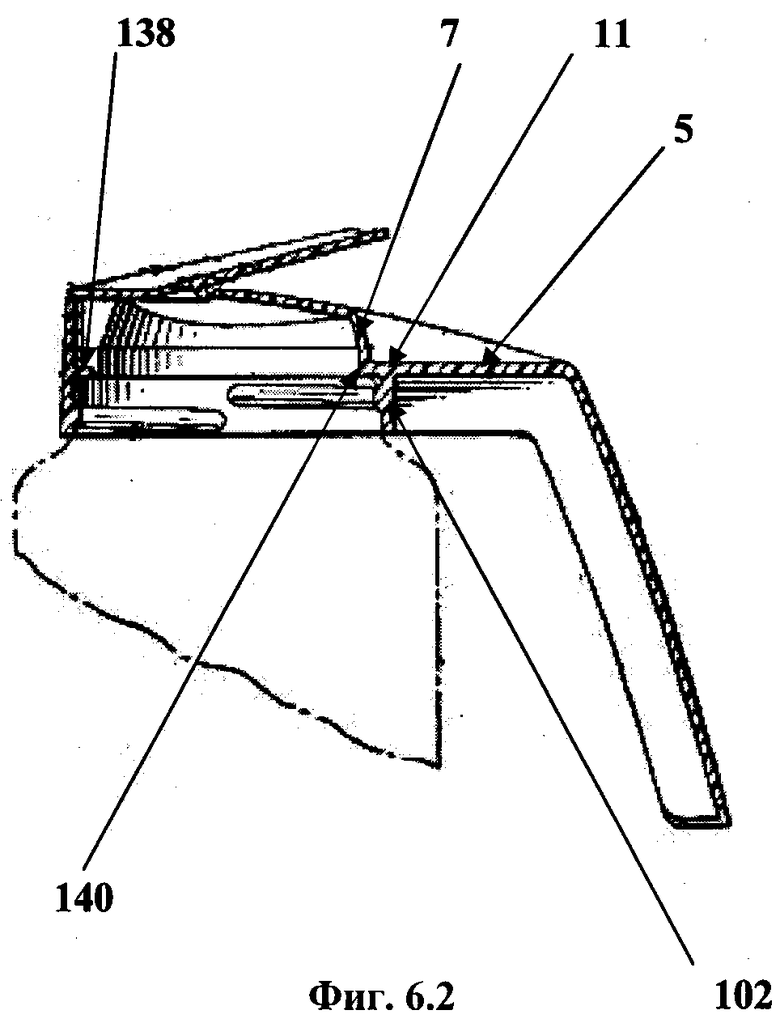
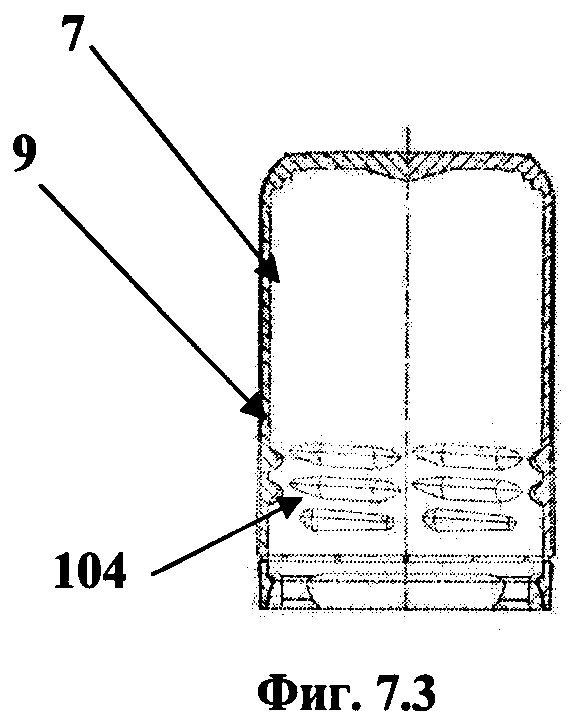
Крышки с дополнительными устройствами, как правило, имеют увеличенную верхнюю часть (7) Фиг.5.2 и устроены таким образом, что для обеспечения герметичности им требуется уплотнительный выступ (140) Фиг.7.2; 6.2; 6.3, который обеспечивает герметичность. Если обычную крышку с верхней камерой сделать без уплотнительного выступа в месте (9) Фиг.7.3, то данная крышка обеспечит худшую герметичность, так как не имея препятствия в виде уплотнительного выступа (140), (138) Фиг.7.2; 6.2; 6.3, жидкость сможет просачиваться через резьбовые каналы (104) Фиг.7.3.
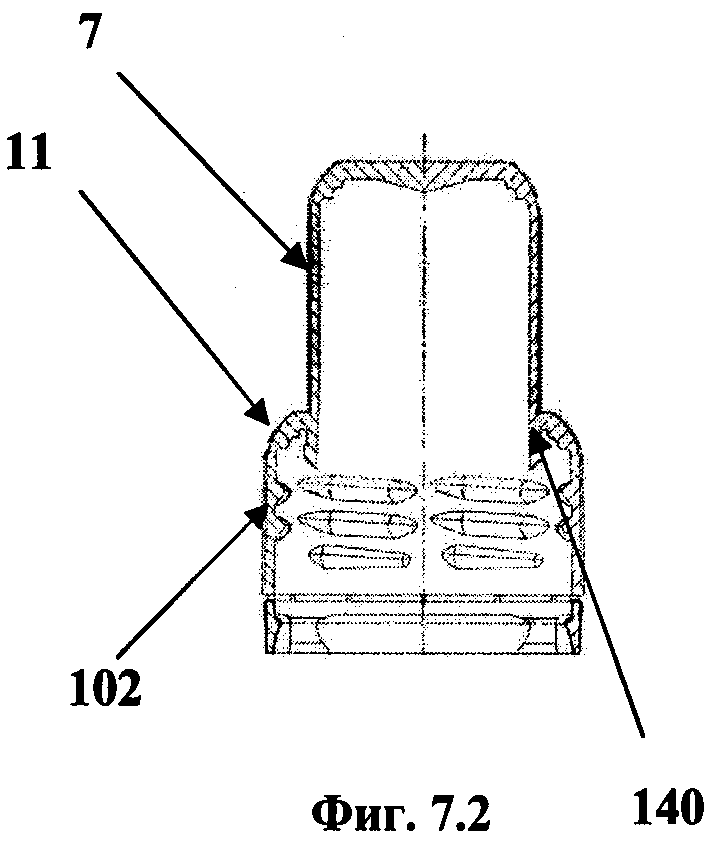
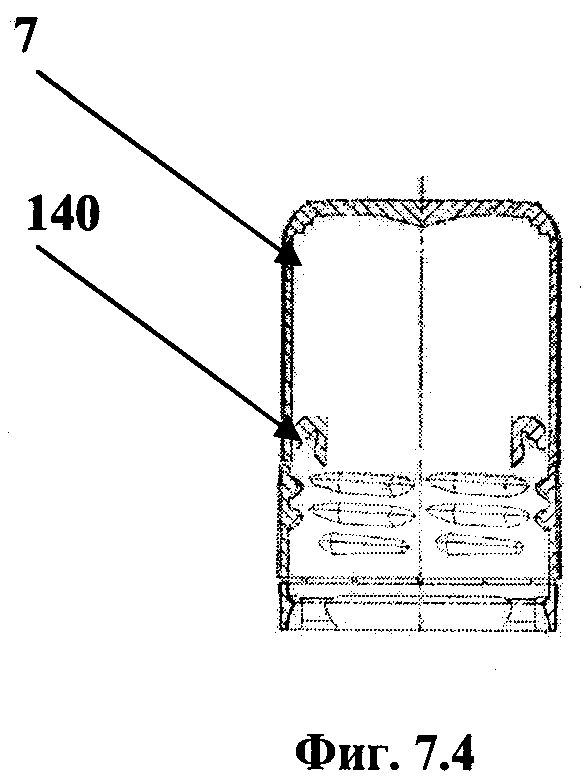
Ввиду особенностей размещения уплотнительного выступа верхняя часть (7) крышки получается уже, чем ее нижняя часть (102) Фиг.7.2. А если не сделать уже верхнюю часть (7) Фиг.7.4 и разместить в ней уплотнительный выступ (140) Фиг.7.4, то он будет выступать из внутренней стенки крышки, не позволяя элементу пресс-формы размыкаться и сформировывать после себя равномерную тонкостенность.
Поэтому, размещая уплотнительный выступ (140), верхнюю часть крышки (7) делают уже, чем ее нижние основание Фиг.7.2; 6.2; 6.3, на которой обычно находится резьбовая часть (102).
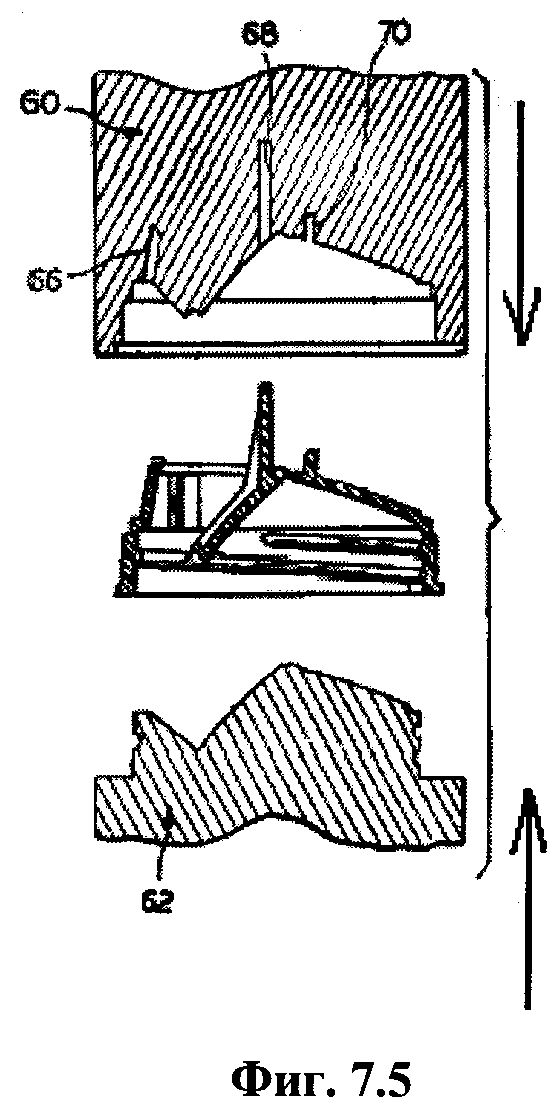
Так же известна схема формообразования крышки, где две плиты пресс-формы движутся навстречу друг другу - одна в одну, например, как в патенте US 3157322 А Фиг.7.5, плита с верхней стороны опускается на крышку и формирует ее верхнюю внешнюю часть, так и в заявке 2007136807 RU Фиг.1; 2; 13 плита опускается с верхней стороны, формируя внешнюю часть крышки.
Такая схема выгодна, так как требует всего две плиты пресс-формы для формирования крышки, которые двигаются в одной плоскости, одна формирует внутреннюю часть крышки, а другая, накрывая ее, формирует наружную часть. Благодаря своей простоте такой метод изготовления крышки имеет самое широкое распространение в отличие, например, от «бокового способа» изготовления крышки, когда уже потребуется три плиты пресс-формы, которые должны двигаться в вертикальной и горизонтальной плоскости, где две плиты, двигаясь с боков крышки с левой и с правой стороны, смыкаются, а в это время третья плита двигается во внутрь смыкающихся боковых плит. Плюс этого «бокового способа» в том, что он может обеспечить формирование крючка на любой части крышки, хоть на нижней и широкой части, хоть на узкой и верхней части крышки, но этот способ ведет к существенному удорожанию самой пресс-формы, увеличению времени сдвигания и смыкания ее плит и уменьшению производительности.
Известный способ в патенте US 3157322 А и заявке 2007136807 RU использует метод формирования крышки, при котором движение плит пресс-формы идет одна в одну Фиг.7.5; 13 и где верхняя часть (7) крышки уже своего нижнего основания (11) Фиг.7.2; 6.2.
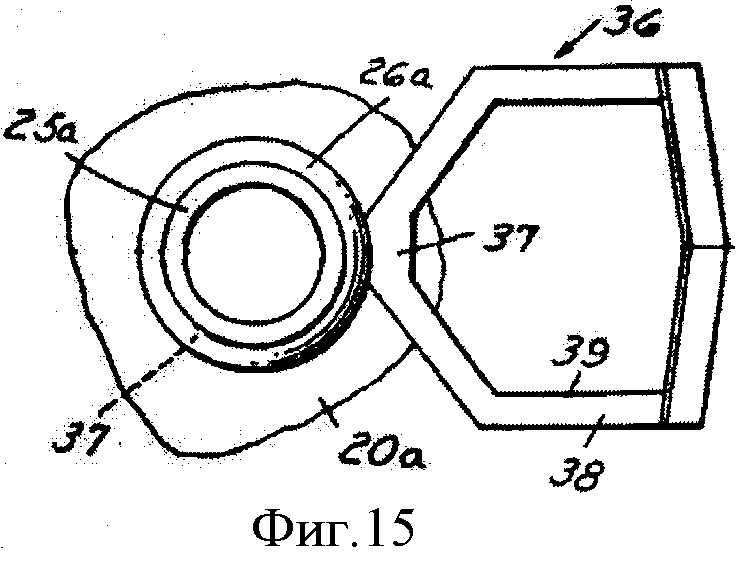
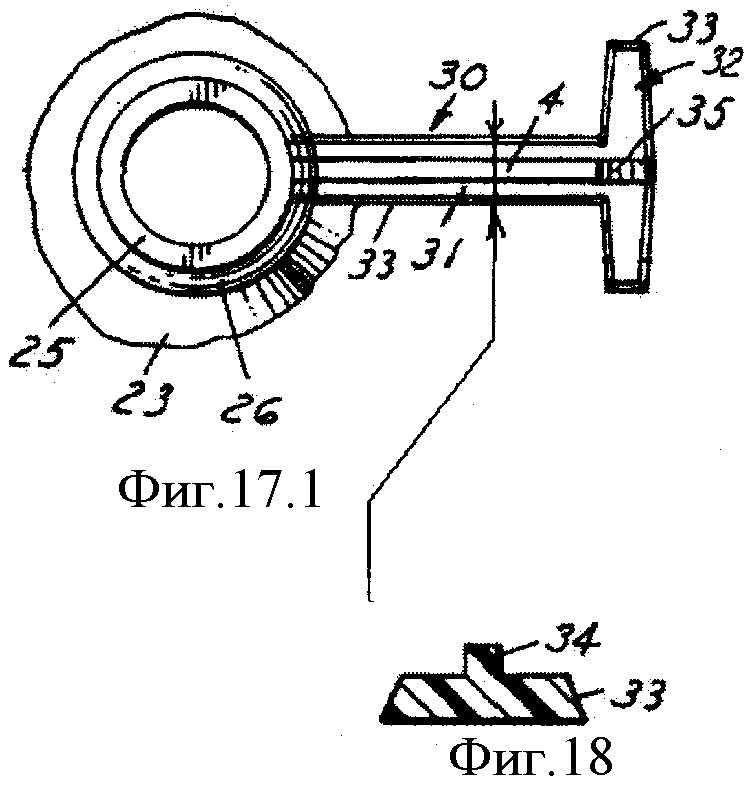
Другой известный способ по заявке ЕР 0764588 А1 формирует т-образную ручку Фиг.17.1 или кольцеобразный крючок Фиг.15 на горловине бутыли, и в случае формирования кольцеобразного крючка формообразующие элементы пресс-формы формируют элементарное большое кольцо, в которое может пройти ладонь руки и таким образом получается ручка-кольцо для переноски тары. Сама ручка-кольцо размещена на бутыли и скреплена с ней.
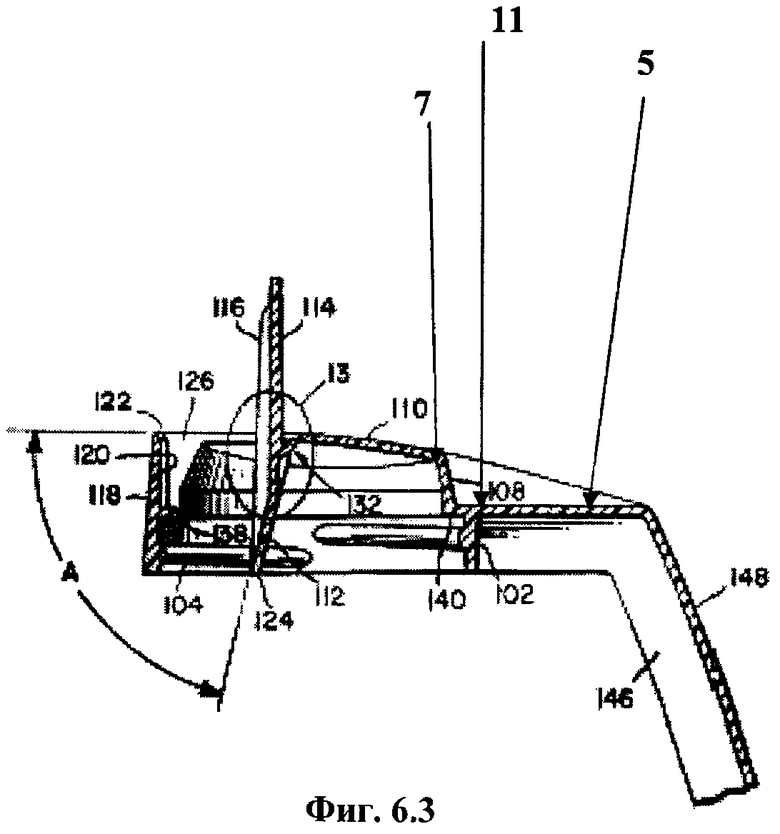
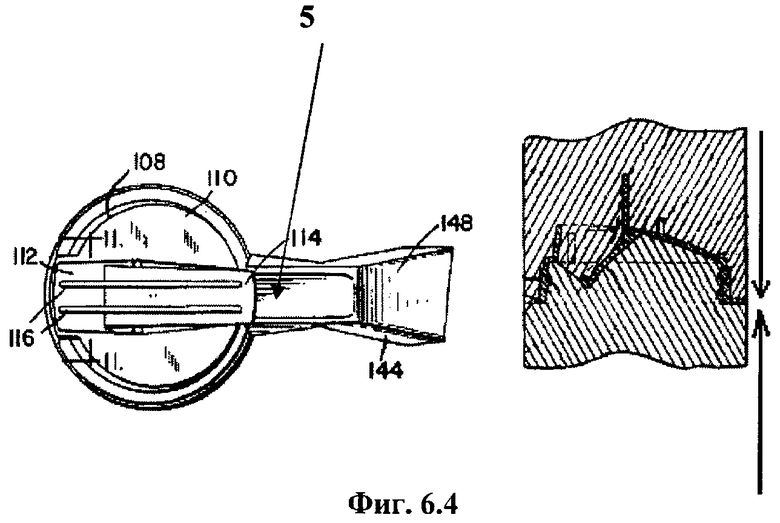
Известный аналог способ по патенту US 3157322 А может сформировывать крючок только на нижней, более широкой части крышки, в том месте, где находится резьбовая часть (102), Фиг.6.2; 6.3, и где нижняя плита пресс-формы подходит к верхней, на уровне выступающего широкого основания крышки (11), образуя между собой зазор, в котором формируется горизонтальное тело крючка (5) Фиг.6.2; 6.3; 6.4.
А отличие способа по заявке 2007136807 RU от прототипа в том, что он может формировать крючок как на широкой нижней части крышки, так и на верхней части крышки (7), Фиг.7.1, при этом используя тот же метод формирования, где одна плита пресс-формы идет сверху на крышку и формирует ее наружную часть, а другая плита идет во внутрь крышки и формирует ее внутреннюю часть.
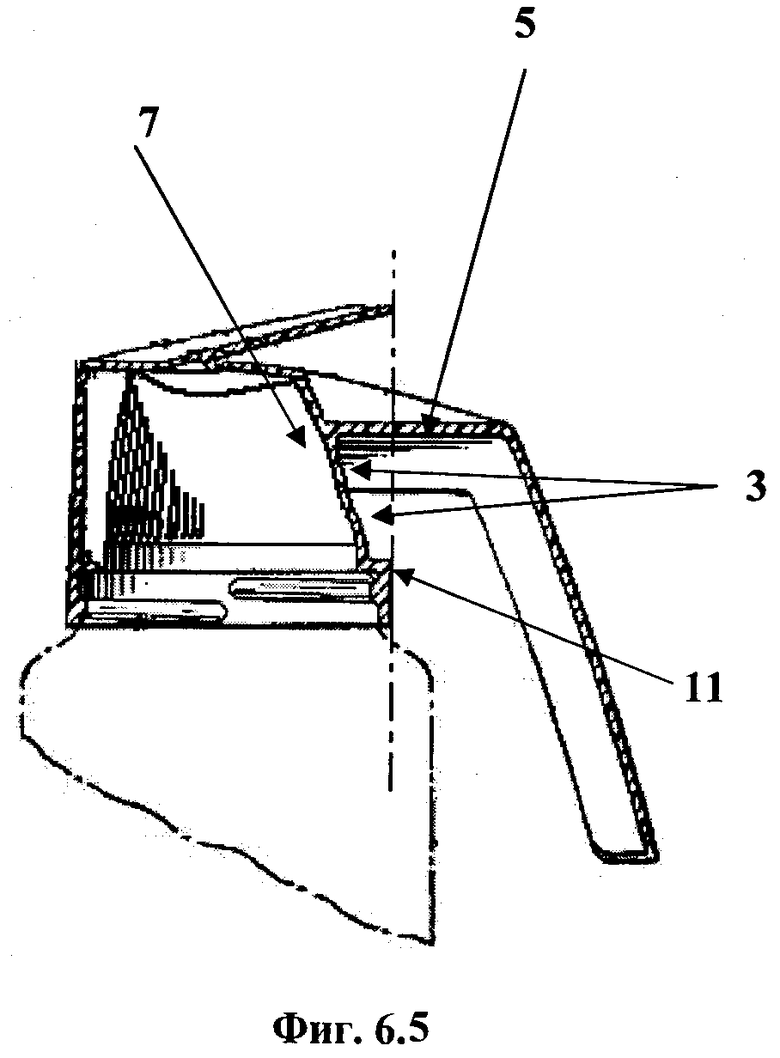
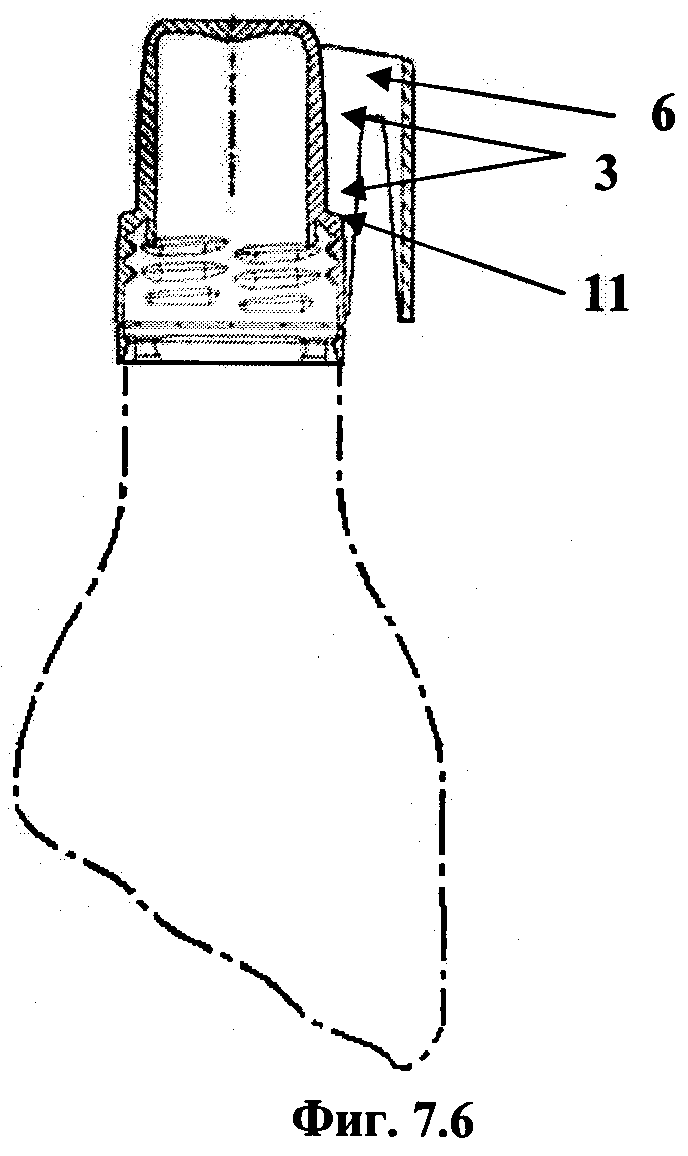
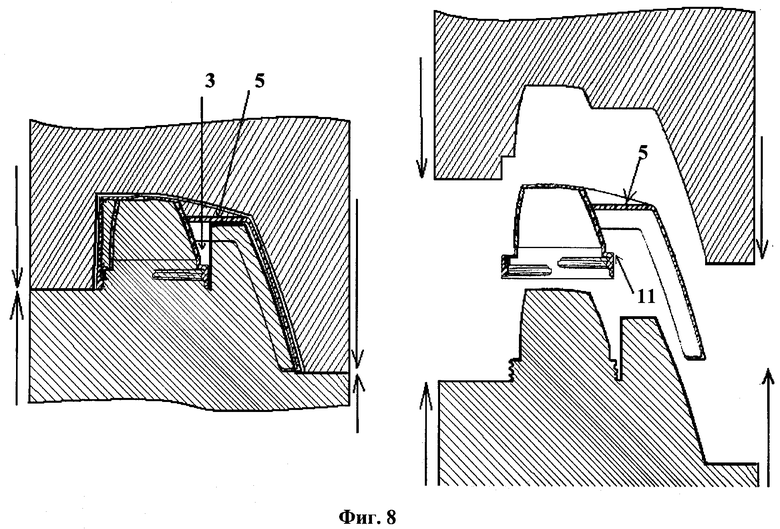
Так если крючок, известный по патенту US 3157322 А, разместить на верхней части (7) крышки Фиг.6.5 в то место, где находится крючок по заявке 2007136807 RU Фиг.7.6, то по способу, описанному в патенте US 3157322 А, формообразующий элемент пресс-формы не сможет пройти в «углубленное» место (3), которое находится под местом крепления крючка к крышке (6) и между более широкой нижней частью крышки (11), так как с верхней стороны этому препятствует горизонтальное тело крючка (5) Фиг.8; 6.3, а с нижней стороны крышки заходу формообразующего элемента пресс-формы в «углубленное» место (3) помешает более широкое, выступающее нижнее основание крышки (11) Фиг.8; 6.5.
Вместе с этим размеры крючка по патенту US 3157322 А значительно выходят за пределы крышки (148) Фиг.6.3, что не будет способствовать накручиванию на существующих линиях розлива, так как крышка с таким большим крючком значительно выходит за габариты обычной крышки, а значит, и за стандартные головки накручивания и оборудования, которые применяются на стандартных линиях розлива, что создает трудности по быстрому внедрению на стандартных линиях розлива и потребует значительные переделки оборудования.
Другой аналог по заявке ЕР 0764588 А1 использует прохождение формообразующих элементов пресс-формы сквозь отверстие в верхней части крючка (39) Фиг.15, и это отверстие является самим кольцеобразным крючком для переноски за него тары.
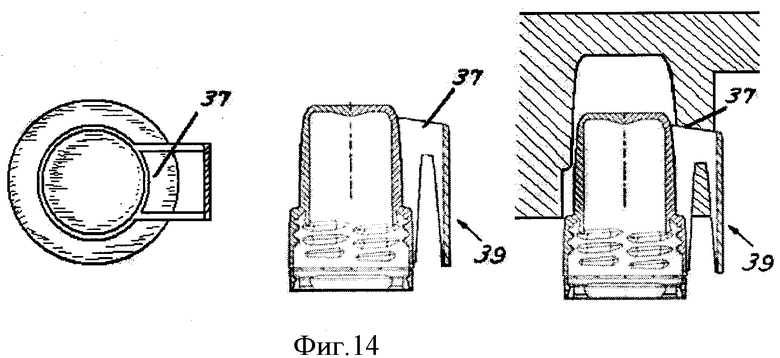
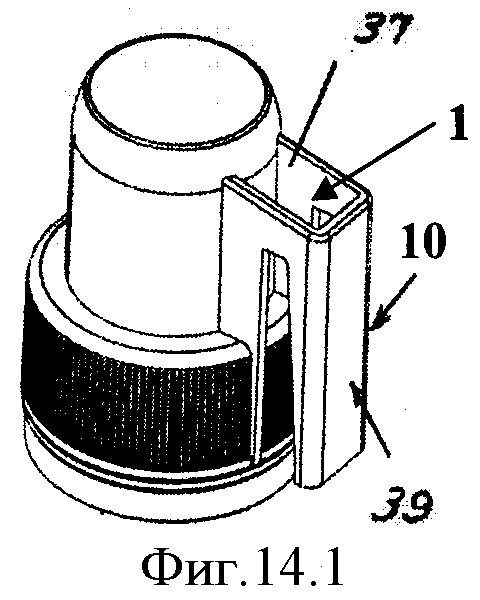
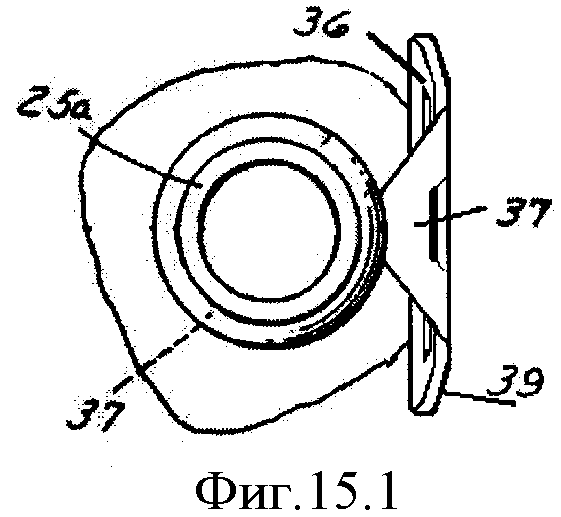
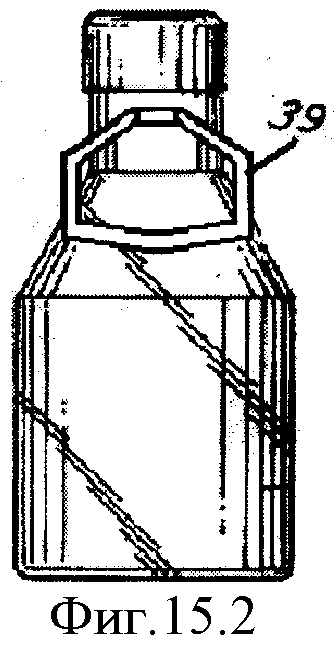
Если этот кольцеобразный крючок повернуть вертикально вниз Фиг.15.1; 15.2, в то положение, в котором находится крючок по заявке 2007136807 RU Фиг.14, то мы увидим, что отверстие (39) будет находиться уже сбоку от бутыли Фиг.15.1; 15.2 в отличие от заявки 2007136807 RU Фиг.14.1, где отверстие (1) по-прежнему находится в верхней части, а место, где могло бы находиться отверстие (39), находится сбоку на крючке (10). Отличие заявки 2007136807 RU в том, что у нее отверстие (1) находится в узле крепления (37) Фиг.14.1 в том месте, где расположен на Фиг.15 узел крепления (37) кольцеобразного крючка к бутылке по заявке ЕР 0764588 А1 и в месте крепления (37) кольцеобразного крючка к бутылке, отсутствует отверстие.
Это говорит о том, что отверстия в обеих заявках находятся в разных местах, кроме того, они выполняют разные функции. Так, в заявке 2007136807 RU отверстие служит для пропуска формообразующего элемента пресс-формы под крючок в место (3) при применении метода вертикального формирования крышки, когда плита опускается с верхней стороны на крышку и отверстие служит для обеспечения технологии тонкостенного формирования изделия в месте крепления крючка к крышке (6).
А отверстие по заявке ЕР 0764588 А1 служит для образования элементарного кольцеобразного крючка для последующей переноски за него тары и данное отверстие не принимает участия в организации процесса тонкостенного формирования в месте крепления кольцеобразного крючка к бутыли (37) Фиг.15.
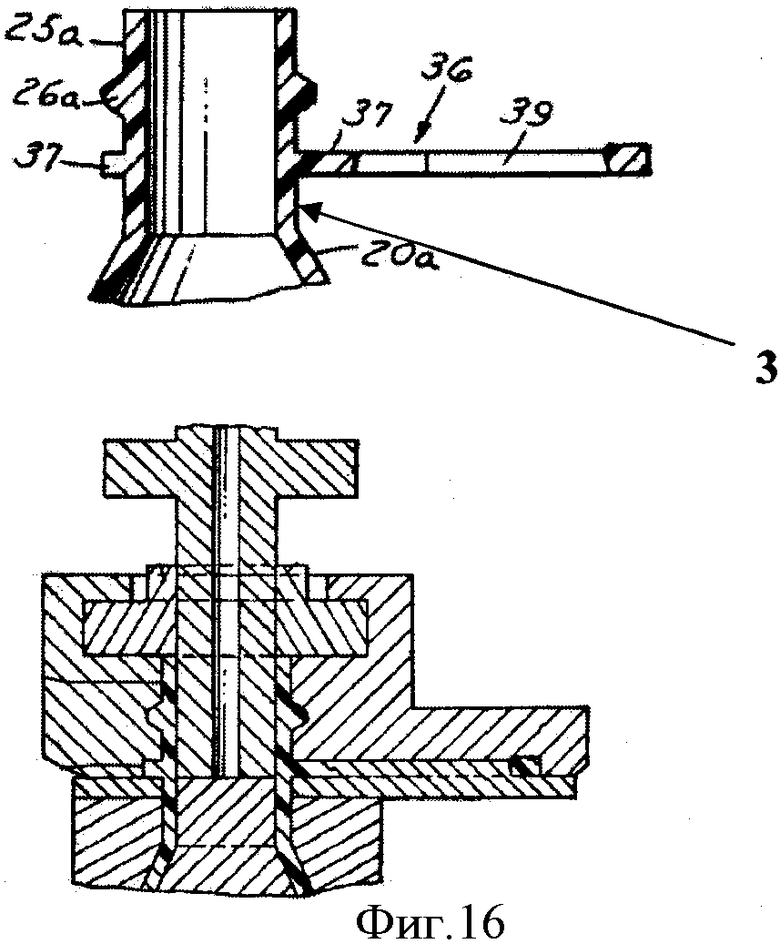
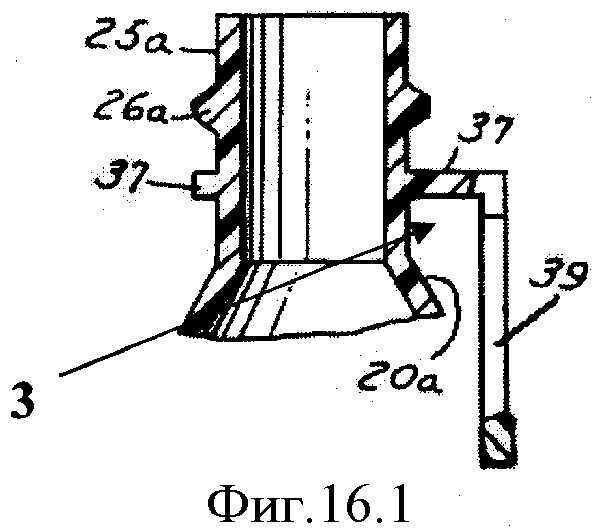
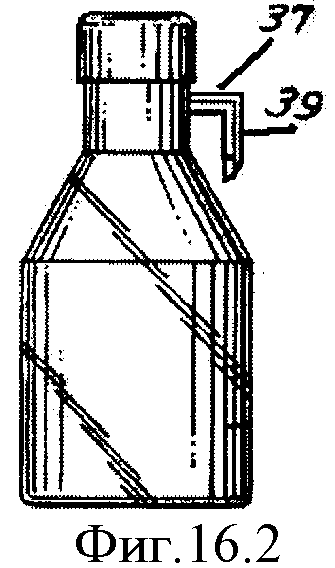
На Фиг.16 изображен кольцеобразный крючок по заявке ЕР 0764588 А1 и бутыль в разрезе, где показано «цельное» место крепления (37) кольцеобразного крючка к бутыли и которое не содержит в себе отверстие, а само отверстие (39) находится в стороне. Для наглядности на Фиг.16.1 изображен тот же кольцеобразный крючок, но уже специально направленный вниз, по подобию крючка по заявке 2007136807 RU, и в этом случае так же в месте (37) отсутствует отверстие для прохода с верхней стороны формообразующего элемента в место под креплением кольцеобразного крючка к бутыли (37) и между расширяющимся горлышком бутыли (20а).
На Фиг.16; 16.1 видно, что отверстие в виде кольца (39) не принимает участия для осуществления прохода элемента пресс-формы с верхней стороны в место крепления кольцеобразного крючка к бутыли и место, которое находится в месте (3), а также между (37) и (20а).
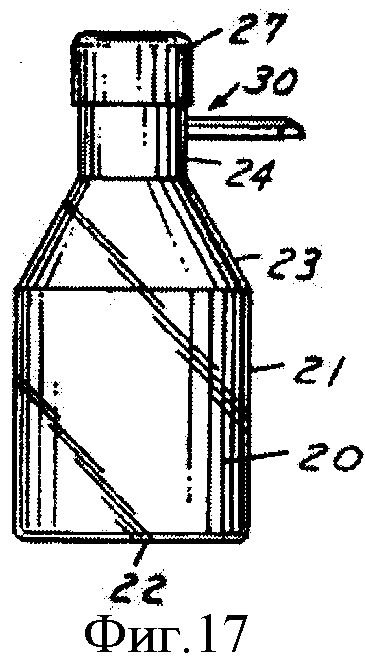
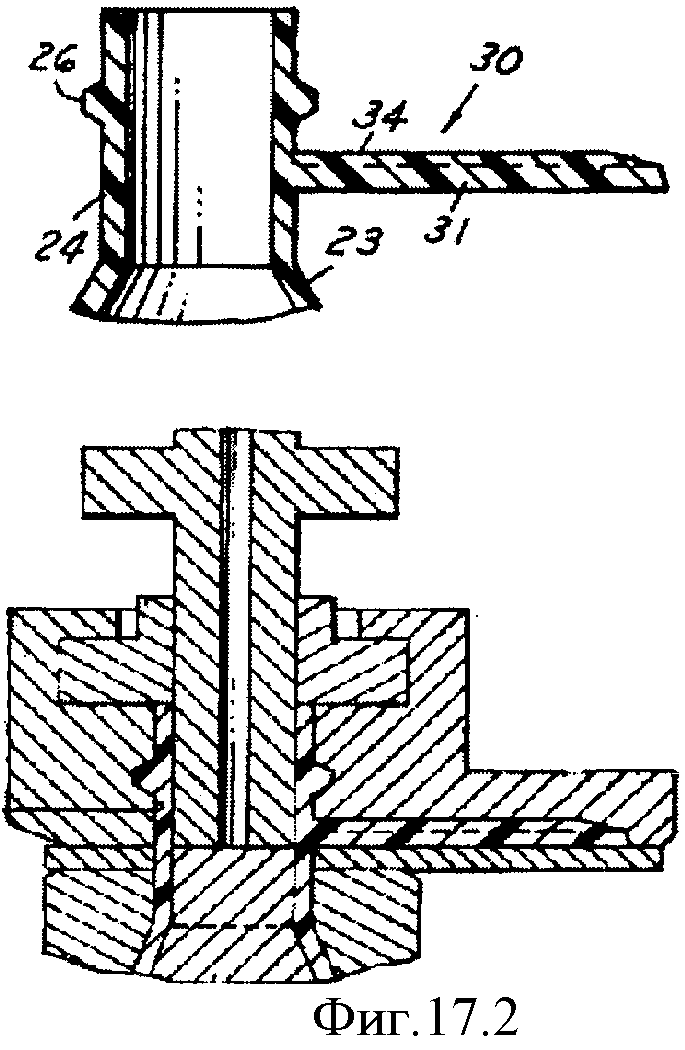
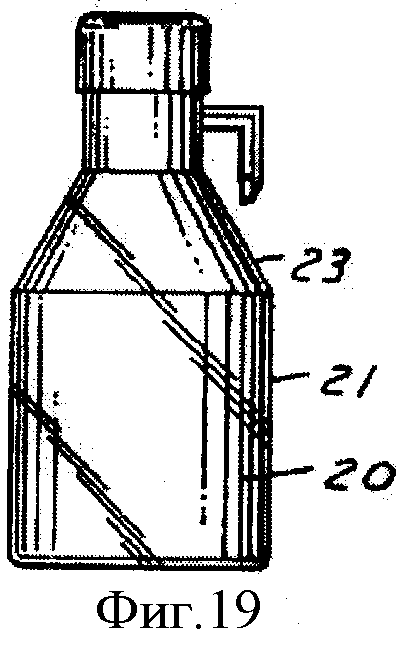
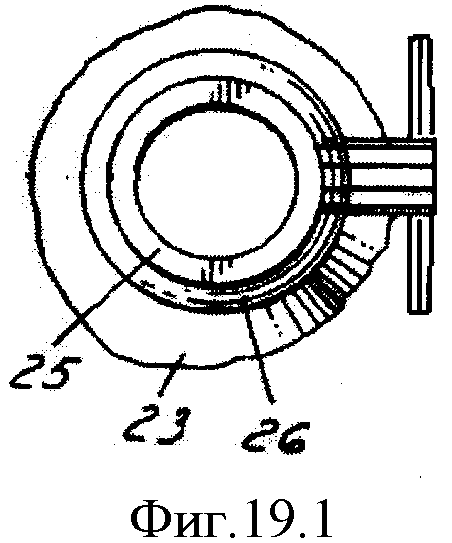
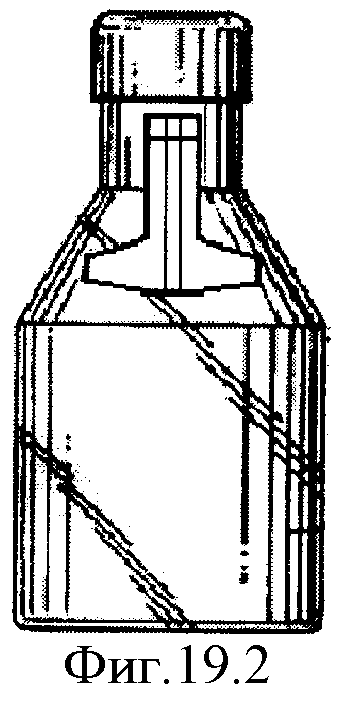
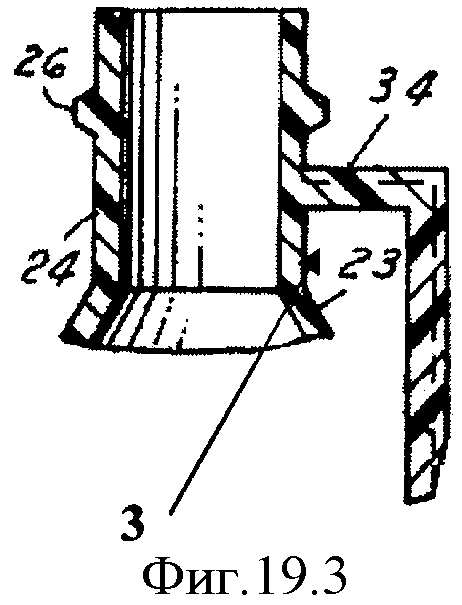
На Фиг.17; 17.1; 17.2 изображена бутыль с т-образной ручкой, по заявке ЕР 0764588 А1, у которой место крепления (30; 34) цельное и не имеет отверстия, что видно из его поперечного разреза Фиг.18, На Фиг.19; 19.1; 19,2; 19.3 т-образная ручка направлена вниз, по подобию крючка в заявке 2007136807 RU. На Фиг.19.3 видно, что формообразующий элемент пресс-формы не сможет пройти с верхней или нижней стороны в место (3), между (34) и (23) при использовании метода формирования, где пресс-форма движется сверху и снизу.
Из этого очевидно, что отверстие (1) по заявке 2007136807 RU, расположенное в месте крепления крючка к крышке (6), имеет технологическое предназначение, обеспечивая проход элементов пресс-формы в место крепления крючка к крышке (6) и в месте (3), которое расположено под крючком и крышкой и не является аналогом заявки ЕР 0764588 А1, где элементарное отверстие в кольцеобразном крючке расположено в стороне от своего места крепления к бутыли (37) и не принимает участия в обеспечении прохода элемента пресс-формы через себя, для обеспечения формирования в каком-либо дополнительном месте.
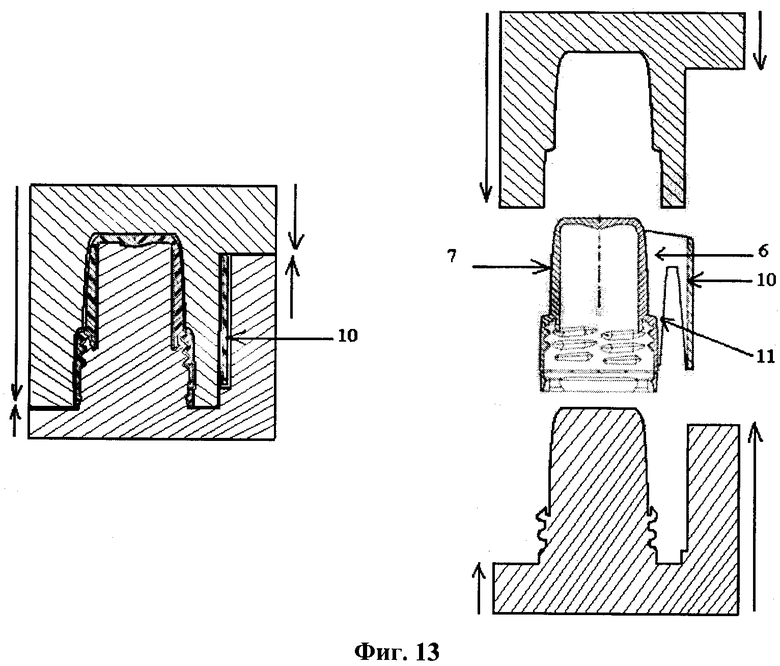
Указанные недостатки устраняются тем, что формообразующий элемент пресс-формы (2) Фиг.13 может формировать часть крышки, которая расположена в месте крепления крючка к крышке (6) путем прохода с верхней стороны, через технологическое отверстие (1) в верхней части крючка (10) Фиг.13, обеспечивая тем самым формирование тонкостенности материала в месте крепления крючка к крышке.
Формирование крючка на верхней части крышки с помощью более дешевого способа, когда две плиты пресс-формы движутся навстречу друг другу, одна с верхней стороны крышки, имеет сложности, так как при этом появляется затененное место (3), в которое не может пройти элемент пресс-формы.
В способе по заявке 2007136807 RU это достигается за счет того, что проникновение формообразующего элемента пресс-формы (2) в место (3) происходит сквозь место крепления крючка к крышке (6), через специальное технологическое отверстие (1) Фиг.7; 3, которое размещено в месте крепления крючка к крышке (6).
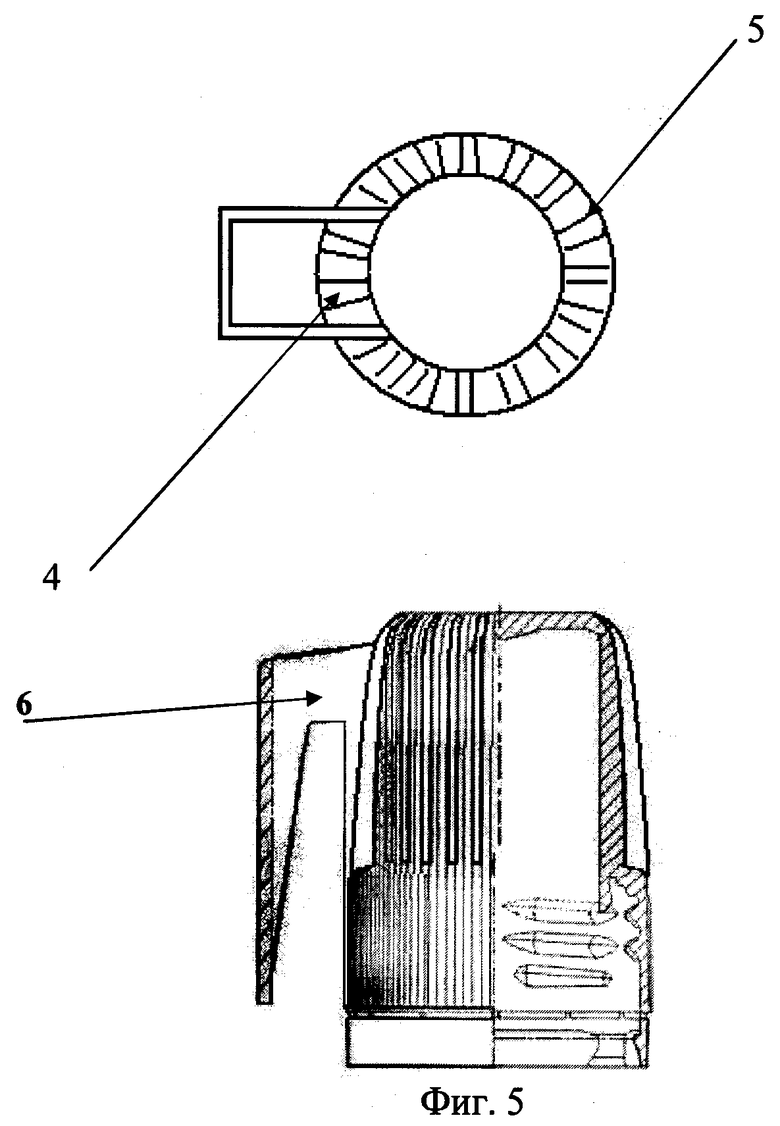
Для удобства откручивания крышка может быть снабжена по окружности дополнительными ребрами 5, Фиг.5, данный способ будет позволять сформировывать их в месте 3, между крючком и крышкой Фиг.5, что позволит обеспечивать гармоничность и завершенность для всей конструкции крышки.
Способ по заявке 2007136807 RU дает возможность создания компактного крючка на верхней части крышки, используя метод, когда плита пресс-формы движется на крышку, накрывая ее со стороны верхней части крышки и крючка. При этом в отличие от аналога US 3157322 А крючок получается более компактным по габаритам и легче на 70%, что дает существенную экономию материала.
Кроме того, крючок компактный и практически не выходит за пределы своего стандартного нижнего основания, что существенно упрощает подгонку оборудования для накручивания такой новой крышки на стандартных линиях розлива, на которых применяются для укупорки тары стандартные крышки.
На Фиг.1 изображена крышка с верхней частью (7), крючок (10), формообразующий элемент пресс-формы (2), место крепления крючка к крышке (6), широкое нижнее основание (11) с резьбовой частью (102), место (3), которое находится между крышкой и крючком.
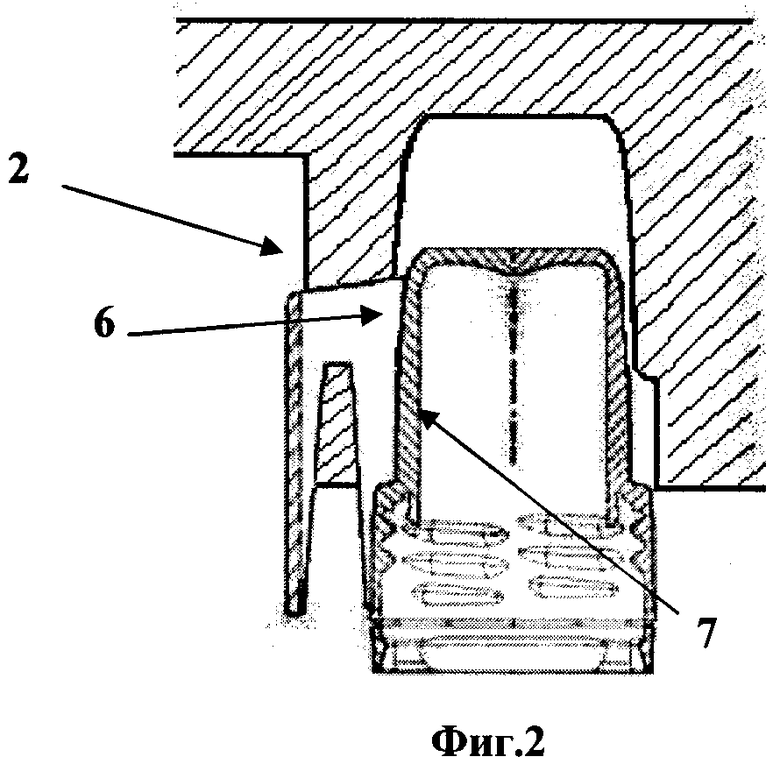
На Фиг.2 изображен формообразующий элемент пресс-формы (2), который проходит с верхней стороны, сквозь место крепления крючка к крышке (6), расположенный на верхней части (7) крышки.
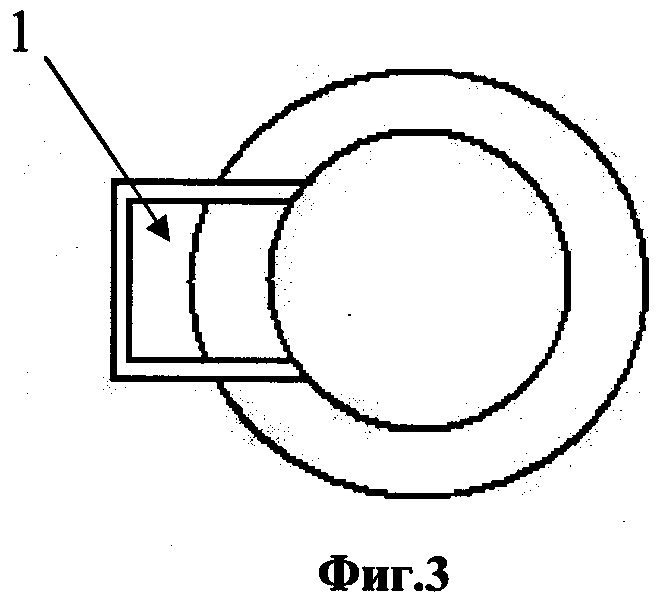
На Фиг.3 изображена крышка с крючком, вид сверху, и технологическое отверстие (1) в месте крепления крючка к крышке.
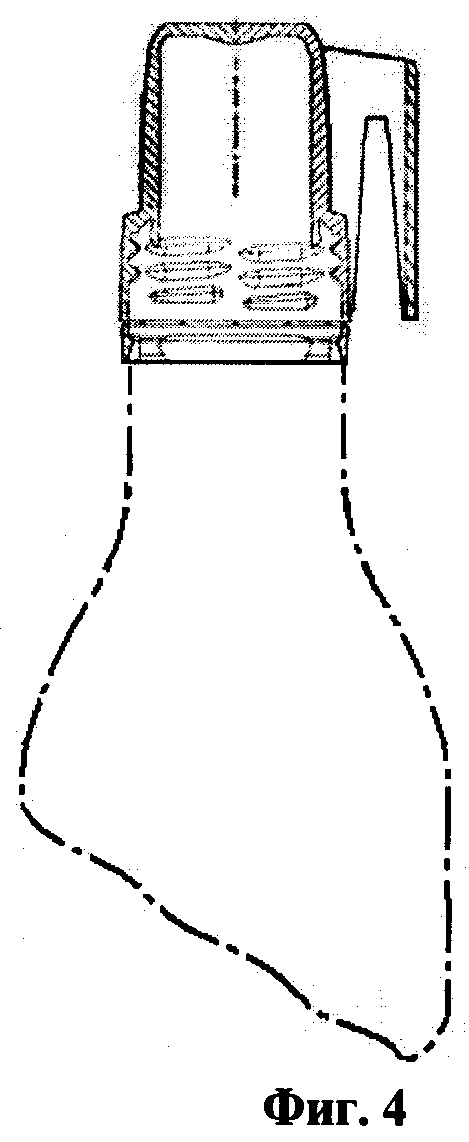
На Фиг.4 изображена бутыль и крышка с крючком по заявке 2007136807 RU.
На Фиг.5 изображена крышка, ребра (4), место (3), которое находится между крышкой и крючком.
На Фиг.5.1 изображены обычные крышки.
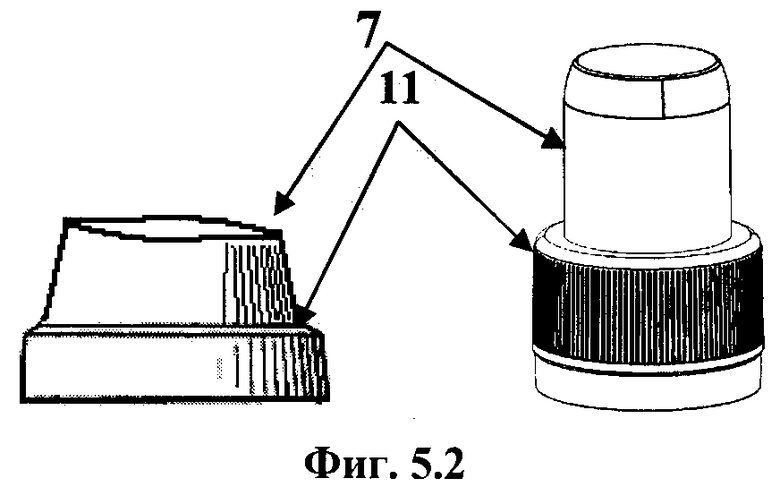
На Фиг.5.2 изображены крышки, у которых увеличена верхняя часть (7) и которые имеют более широкое нижнее основание (11).
На Фиг.6 изображена крышка по патенту US 3157322 А, сливной клапан (9), верхняя часть (7), ручка (10.1).
На Фиг.7 изображена крышка по заявке 2007136807 RU, отверстие (1) в месте крепления крючка к крышке, крючок (10).
На Фиг.6.1 изображена крышка в разрезе по патенту US 3157322 А, верхняя часть (7), сливной клапан (9).
На Фиг.7.1 изображена крышка по заявке 2007136807 RU, верхняя часть (7), место крепления крючка к крышке (6), место (3), которое находится между крышкой и крючком, крючок (10), широкое нижнее основание крышки (11).
На Фиг.6.2 изображена крышка, выступ для герметичности (138; 140), резьбовая часть крышки (102), широкое нижнее основание крышки (11), горизонтальное тело крючка (5), верхняя камера (7).
На Фиг.7.2 изображена крышка с верхней частью (7), резьбовой частью (102), с широким нижним основанием (11), уплотнительным выступом (140).
На Фиг.7.3 изображена крышка, у которой верхняя часть (7) имеет одинаковую ширину с нижним основанием крышки, место (9), в котором можно разместить уплотнительный выступ, резьбовые каналы (104).
На Фиг.7.4 изображена крышка, у которой верхняя часть (7) имеет одинаковую ширину с нижним основанием крышки, внутри размещен уплотнительный выступ (140).
На Фиг.6.3 изображена крышка по патенту US 3157322 А, верхняя часть (7), нижнее основание крышки (11), горизонтальное тело крючка (5), ручка крючка (148).
На Фиг.6.4 изображена крышка, вид сверху, по патенту US 3157322 А, горизонтальное тело крючка (5).
На Фиг.7.5 изображена пресс-форма в разрезе по патенту US 3157322 А.
На Фиг.6.5 изображена крышка по патенту US 3157322 А, у которой крючок размещен на верхней камере (7), место (3), которое находится между крышкой и крючком, широкое нижнее основание крышки (11), горизонтальное тело крючка (5).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЮЧКА НА КРЫШКЕ, УМЕНЬШАЮЩИЙ ЕГО ВЕС | 2009 |
|
RU2481190C2 |
| СПОСОБ УКРЕПЛЕНИЯ УВЕЛИЧЕННОЙ КАМЕРЫ КРЫШКИ ПЭТ | 2008 |
|
RU2472683C2 |
| ТРУБКА И ФИКСАТОР ДЛЯ ТРУБКИ | 2002 |
|
RU2246433C1 |
| БУТЫЛКА, ТРУБКА, ФИКСАТОР ДЛЯ ТРУБКИ И КРЫШКА | 2002 |
|
RU2238895C1 |
| ПЛАСТИНА ДЛЯ РЫБОЛОВНОГО КРЮЧКА И РЫБОЛОВНЫЙ КРЮЧОК (ВАРИАНТЫ) | 2008 |
|
RU2383134C2 |
| СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО, ЯЩИК И ЗАЖИМ | 2001 |
|
RU2263058C2 |
| КОМПЛЕКТ ТЕХНИЧЕСКИХ СРЕДСТВ ПУЛЕУЛАВЛИВАНИЯ | 2016 |
|
RU2616291C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 2014 |
|
RU2556921C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КУМУЛЯТИВНЫХ ЗАРЯДОВ | 2009 |
|
RU2389968C1 |
| ПЛАТФОРМА ДЛЯ СТРЕЛКОВОГО ОРУЖИЯ | 2019 |
|
RU2721810C1 |
Способ изготовления крючка на крышке для бутылки Пэт включает формирование крючка в пресс-форме, при этом формообразующий элемент пресс-формы проходит через технологическое отверстие в верхней части крючка, обеспечивая тем самым формирование тонкостенности материала в месте крепления крючка к крышке. Изобретение направлено на получение нового способа изготовления крючка на крышке для бутылки Пэт, с помощью которого разработана технология тонкостенного формирования изделия в месте крепления крючка к крышке. 1 з.п. ф-лы, 19 ил.
1. Способ изготовления крючка на крышке для бутылки Пэт, включающий формирование крючка в пресс-форме, отличающийся тем, что формообразующий элемент пресс-формы проходит через технологическое отверстие в верхней части крючка, обеспечивая тем самым формирование тонкостенности материала в месте крепления крючка к крышке.
2. Способ по п.1, отличающийся тем, что при помощи формообразующего элемента пресс-формы по окружности крышки формируют ребра.
| US 3157322 А, 17.11.1964 | |||
| ЕР 0764588 A1, 26.03.1997 | |||
| CN 2913225 Y, 20.06.2007 | |||
| US 3537676 A, 03.11.1970. |

