Изобретение относится к обувному подошвенному узлу, выполненной с таким обувным подошвенным узлом обуви и к способу изготовления такой обуви.
Необходимости выбирать в качестве альтернативы либо водонепроницаемую, но задерживающую пот, либо пропускающую пот, но пропускающую также воду конструкцию обувной подошвы больше не существует, поскольку имеются конструкции обувной подошвы которые, несмотря на проницаемость для водяного пара, являются водонепроницаемыми, а именно за счет применения перфорированной или снабженной проемами подошвы и расположенного поверх нее не проницаемого для воды и проницаемого для водяного пара функционального слоя, например в виде мембраны. Примеры приведены в документах EP 0275644 A2, EP 0382904 A2, EP 1506723 A2, EP 0858270 B1, DE 10036100 C1, EP 959704 B1, WO 2004/028284 A1, DE 20200408539 U1 и WO 2005/065479 A1.
Поскольку нога человека имеет сильную склонность к потоотделению, то данное изобретение направлено на создание обуви, которая имеет конструкцию подошвы с особенно высокой проницаемостью для водяного пара без сильного уменьшения ее стабильности.
В обуви с подошвой с имеющими небольшой размер проемами, согласно ЕР 0382904 А2, хотя и можно обеспечивать достаточную стабильность конструкции подошвы с помощью обычного жесткого подошвенного материала, однако при этом обеспечивается лишь умеренная проницаемость для водяного пара обувной подошвы.
Конструкции подошвы согласно ЕР 959704 В1, WO 2005/063069 А2 и WO 2004/028284 А1, которые для более высокой проницаемости для водяного пара имеют внешнюю подошву, которая наряду с несколькими отдельными шипами внешней подошвы состоит по существу лишь из окружной рамы для окружения проницаемого для водяного пара материала, который должен защищать находящуюся над ним мембрану от проникновения посторонних тел, таких как мелкие камушки, но который сам не особенно стабилен, не обеспечивают стабилизацию конструкции подошвы, желательную для многих видов обуви. Внешняя подошва в WO 2004/028284 А1 образована из окружной рамы и нескольких шипов внешней подошвы, которые распределены внутри окружной рамы на нижней стороне подошвы.
То же самое относится к конструкциям подошвы согласно DE 20200408539 U1 и WO 2005/065479 A1, в которых в большие по площади проемы внешней подошвы вставлены не проницаемые для воды, проницаемые для водяного пара вставки, которые имеют закрывающую соответствующий проем водонепроницаемую мембрану и под ней служащую для защиты мембраны от вдавливания посторонних тел пластинчатую решетку. Поскольку как мембрана, так и пластинчатая решетка состоят из относительно мягкого материала, так что они едва ли могут способствовать стабилизации конструкции подошвы, стабильность в местах, имеющих большую площадь проемов, ослабляется.
Улучшенная стабилизация конструкции подошвы в спортивной обуви согласно DE 10036100 С1, подошва которой состоит из частей подошвы с большими проемами, достигается тем, что части подошвы расположены на нижней стороне состоящего из прочной на сжатие пластмассы несущего слоя, который в местах, которые лежат над имеющими большую площадь проемами частей подошвы, снабжены решетчатыми отверстиями, и тем самым части подошвы являются проницаемыми для водяного пара. Между несущим слоем и находящейся над ним, снабженной для обеспечения проницаемости для водяного пара сквозными отверстиями внутренней подошвой расположена мембрана, с помощью которой должна обеспечиваться не только водонепроницаемость при проницаемости для водяного пара, но также должно предотвращаться проникновение во внутреннее пространство обуви небольших камушков, которые не могут задерживать решетчатые отверстия несущего слоя. Таким образом, легко повреждаемая за счет механических воздействий мембрана должна обеспечивать защиту, в которой, собственно, она сама нуждается.
Другие решения, например согласно ЕР 1506723 А2 и ЕР 0858270 В1, предусматривают под мембраной защитный слой в качестве защиты мембраны от проникновения проходящих через перфорированную внешнюю подошву посторонних тел, таких как камушки.
В вариантах выполнения согласно ЕР 1506723 А2 мембрана и защитный слой соединены друг с другом посредством точечного склеивания, т.е. с помощью нанесенного в виде точечной матрицы клея. Лишь не покрытая клеем часть поверхности мембраны служит для транспортировки водяного пара. При этом мембрана и защитный слой образуют клеевое соединение, которое либо образует вместе с внешней подошвой подошвенный узел, который как таковой закрепляется на дне голенища обуви, либо образует часть дна голенища, к которой затем следует лишь прикреплять внешнюю подошву.
В другом варианте выполнения согласно ЕР 1506723 А2 внешняя подошва разделена по толщине на две части, оба слоя внешней подошвы снабжены выровненными друг с другом перфорациями относительно небольшого диаметра и защитный слой расположен между обоими слоями внешней подошвы. В готовой обуви мембрана находится на верхней стороне этой внешней подошвы. Поскольку лишь перфорированная часть этой внешней подошвы доступна для прохождения водяного пара, то лишь соответственно небольшая часть поверхности мембраны может обеспечивать прохождение водяного пара. Кроме того, было установлено, что неподвижные объемы воздуха препятствуют транспортировке водяного пара. Такие неподвижные объемы воздуха образуются в перфорациях этой внешней подошвы, и их устранению за счет циркуляции воздуха через внешнюю подошву препятствует защитный слой. К тому, что те части поверхности мембраны, которые лежат вне перфорации внешней подошвы и составляют значительную часть поверхности мембраны, не могут способствовать транспортировке водяного пара, добавляется еще и то, что противоположные перфорации части поверхности мембраны могут лишь ограниченно обеспечивать транспортировку водяного пара.
В настоящее время при изготовлении обуви часто используется разделение труда, при котором один изготовитель производит голенище, а другой изготовитель является ответственным за производство соответствующей внешней подошвы или соответствующего обувного подошвенного узла или же за ее прикрепление к голенищу. Поскольку изготовители подметок обычно имеют меньше оборудования и меньший опыт работы с непроницаемыми для воды, но проницаемыми для водяного пара мембранами, то желательно иметь концепции подошв, в которых обувной подошвенный узел не содержит мембрану, и мембрана образует часть дна голенища, на котором располагается обувной подошвенный узел.
Поэтому задачей данного изобретения является создание обуви, которая имеет конструкцию подошвы с длительной водонепроницаемостью и с особенно высокой проницаемостью для водяного пара при обеспечении возможно более высокой стабильности конструкции обувной подошвы, пригодного для этого обувного подошвенного узла, а также способа изготовления обуви.
Для решения этой задачи в изобретении предлагается обувной подошвенный узел согласно п.1 формулы изобретения, обувь по п.92 и способ изготовления обуви по п.102 формулы изобретения. Модификации этих предметов и способа указаны в соответствующих зависимых пунктах формулы изобретения.
Согласно первому аспекту изобретения предлагается проницаемый для водяного пара обувной подошвенный узел с верхней стороной, который имеет по меньшей мере один проходящий через толщину обувного подошвенного узла проем. Предусмотрен барьерный модуль с образующей по меньшей мере частично верхнюю сторону обувного подошвенного узла верхней стороной и с выполненным в качестве барьера против продавливания посторонних тел проницаемым для водяного пара барьерным материалом, с помощью которого закрывается указанный по меньшей мере один проем проницаемым для водяного пара образом. Барьерный материал снабжен предназначенным для механической стабилизации обувного подошвенного узла стабилизирующим устройством, которое выполнено по меньшей мере с одной стабилизирующей перемычкой, которая расположена по меньшей мере на поверхности барьерного материала и которая пересекает по меньшей мере частично указанный по меньшей мере один проем.
Под барьерным модулем расположена по меньшей мере одна часть внешней подошвы. Выражение «под барьерным модулем» означает, что по меньшей мере одна часть внешней подошвы расположена на поверхности барьерного модуля, которая обращена к опорной поверхности (полу или грунту). Тем самым достигается то, что лишь указанная по меньшей мере одна часть внешней подошвы выполняет функцию хождения или стояния обувного подошвенного узла. Указанная по меньшей мере одна часть внешней подошвы должна быть расположена на барьерном модуле так, что в указанном по меньшей мере одном проеме не находятся части внешней подошвы. Поскольку барьерный модуль не представляет или представляет не в значительной степени соприкасающийся с опорной поверхностью слой в обувном подошвенном узле, то его можно оптимизировать относительно его стабилизирующих свойств, таких как жесткость и крутильная жесткость. По сравнению с этим внешнюю подошву можно оптимизировать относительно функции внешней подошвы, например, можно выбирать материал с небольшим истиранием и высоким сцеплением с опорной поверхностью.
В одном варианте выполнения барьерный материал является волокнистым композиционным материалом по меньшей мере с двумя волокнистыми компонентами, которые отличаются относительно своей температуры плавления. При этом по меньшей мере часть первого волокнистого компонента имеет первую температуру плавления и лежащий ниже нее первый диапазон температур размягчения, и по меньшей мере часть второго волокнистого компонента имеет вторую температуру плавления и лежащий ниже нее второй диапазон температур размягчения. Первая температура плавления и первый диапазон температур размягчения находятся выше второй температуры плавления и второго диапазона температур размягчения. Волокнистый композиционный материал вследствие теплового активирования второй волокнистой части второго волокнистого компонента при лежащей во втором диапазоне температур размягчения температуре склеивающего размягчения термически упрочняется при сохранении проницаемости для водяного пара в термически упрочненной зоне.
Под температурой плавления в области полимерных или, соответственно, волокнистых структур понимается узкий диапазон температур, в котором кристаллические области полимерной или, соответственно, волокнистой структуры плавятся и полимер переходит в жидкое состояние. Этот диапазон лежит над диапазоном температур размягчения и является существенной характеристикой частично кристаллических полимеров. Под диапазоном температур размягчения в области синтетических волокон понимается достигаемый перед достижением точки плавления диапазон температур различной ширины, в котором происходит размягчение, но не плавление.
Это свойство используется в барьерном материале так, что для обоих волокнистых компонентов волокнистого композиционного материала выбирают материалы так, что выполняются соотношения согласно изобретению относительно температур плавления и диапазонов температур размягчения для обоих волокнистых компонентов, и для термического упрочнения выбирают температуру, которая для второго волокнистого компонента представляет температуру склеивающего размягчения, при которой происходит размягчение второго волокнистого компонента, при котором его материал приобретает склеивающее действие, так что по меньшей мере часть волокон второго волокнистого компонента упрочняются друг с другом за счет склеивания настолько, что происходит стабилизация за счет упрочнения волокнистого композиционного материала, которое превышает упрочнение, достигаемое в волокнистом композиционном материале с одинаковыми материалами для обоих волокнистых компонентов посредством чисто механического упрочнения, например посредством упрочнения иглопрокалыванием волокнистого композиционного материала. Температуру склеивающегося размягчения можно также выбирать так, что происходит размягчение волокон второго волокнистого компонента в такой мере, что происходит не только склеивание друг с другом волокон второго волокнистого компонента, но дополнительно частичное или полное обволакивание отдельных мест волокон первого волокнистого компонента размягченным материалом волокон второго волокнистого компонента, т.е. частичное или полное заделывание таких мест волокон первого волокнистого компонента в материал волокон второго волокнистого компонента, за счет чего возникает, соответственно, повышенное стабилизирующее упрочнение волокнистого композиционного материала.
В одном варианте выполнения обувного подошвенного узла согласно изобретению барьерный материал имеет волокнистый композиционный материал с первым волокнистым компонентом и имеющим две волокнистые части вторым волокнистым компонентом, при этом первый волокнистый компонент имеет первую температуру плавления и лежащий ниже нее первый диапазон температур размягчения и вторая волокнистая часть второго волокнистого компонента имеет вторую температуру плавления и лежащий ниже нее второй диапазон температур размягчения, первая температура плавления и первый диапазон температур размягчения находятся выше второй температуры плавления и второго диапазона температур размягчения, первая волокнистая часть второго волокнистого компонента имеет более высокую температуру плавления и более высокую лежащую ниже нее температуру размягчения, чем вторая волокнистая часть, и волокнистый композиционный материал вследствие теплового активирования второй волокнистой части второго волокнистого компонента при лежащей во втором диапазоне температур размягчения температуре склеивающего размягчения термически упрочняется при сохранении проницаемости для водяного пара в термически упрочненной зоне. При этом материалы выбирают так, что выполняются соотношения согласно изобретению относительно температур плавления и диапазонов температур размягчения для обоих волокнистых компонентов и обеих волокнистых частей, и для термического упрочнения выбирают температуру, которая для второй волокнистой части второго волокнистого компонента представляет температуру склеивающего размягчения, при которой происходит размягчение этой волокнистой части второго волокнистого компонента, при которой ее материал проявляет клеящее действие, так что по меньшей мере часть волокон второго волокнистого компонента термически упрочняются посредством склеивания настолько, что происходит упрочняющая стабилизация волокнистого композиционного материала, которая превышает упрочнение, достигаемое в волокнистом композиционном материале с одинаковыми материалами для обоих волокнистых компонентов посредством чисто механического упрочнения, например посредством упрочнения иглопрокалыванием волокнистого композиционного материала.
В еще одном варианте выполнения второй волокнистый компонент с двумя волокнистыми частями с различными температурами плавления и различными диапазонами температур размягчения имеет волокна со структурой с сердечником и оболочкой, в которой сердечник имеет более высокую температуру плавления и более высокий диапазон температур размягчения, чем оболочка, и термическое упрочнение волокнистого композиционного материала происходит посредством подходящего размягчения оболочки.
В другом варианте выполнения второй волокнистый компонент с двумя волокнистыми частями с различными температурами плавления и различными диапазонами температур размягчения имеет волокна со структурой «сторона к стороне», в которой второй волокнистый компонент имеет две проходящие в продольном направлении волокон параллельно друг другу волокнистые части, из которых первая часть имеет более высокую температуру плавления и более высокий диапазон температур размягчения, чем вторая волокнистая часть, и термическое упрочнение волокнистого композиционного материала происходит за счет подходящего размягчения второй волокнистой части.
В этом варианте выполнения температуру склеивающего размягчения можно также выбирать так, что происходит размягчение второй волокнистой части второго волокнистого компонента в такой мере, что происходит не только склеивание друг с другом вторых волокнистых частей второго волокнистого компонента, но и дополнительно частичное или полное обволакивание отдельных мест волокон первого волокнистого компонента размягченным материалом второй волокнистой части второго волокнистого компонента, т.е. частичное или полное заделывание таких мест волокон первого волокнистого компонента в материал второй волокнистой части второго волокнистого компонента, за счет чего возникает, соответственно, повышенное стабилизирующее упрочнение волокнистого композиционного материала. Это справедливо, в частности, также для случая, когда второй волокнистый компонент имеет указанную выше волокнистую структуру «сторона к стороне». Тогда при склеивающем размягчении второй волокнистой части второго волокнистого компонента в указанной выше мере может происходить частичное или полное обволакивание не только отдельных мест волокон первого волокнистого компонента, но также первой волокнистой части второго волокнистого компонента.
За счет дополнительного сжатия волокнистого композиционного материала во время или после склеивающего размягчения второй волокнистой части второго волокнистого компонента можно обеспечивать дополнительное повышение стабилизации, при котором еще более интенсивным становится частичное или полное заделывание волокнистых частей в размягченный материал второй волокнистой части второго волокнистого компонента. С другой стороны, достигаемое за счет использования температуры склеивающего размягчения термическое склеивание следует выбирать так, что обеспечивается достаточная проницаемость для водяного пара волокнистого композиционного материала, т.е. склеивание волокон ограничивается всегда лишь отдельными местами склеивания так, что остается достаточное количество несклеенных мест для транспортировки водяного пара. Выбор температуры склеивающего размягчения можно осуществлять в зависимости от желаемых требований соответствующего практического варианта выполнения, в частности, относительно стабилизирующих свойств и проницаемости для водяного пара.
За счет выбора определенных материалов для обоих волокнистых компонентов и за счет выбора степени термического упрочнения волокнистого композиционного материала можно достигать желаемой стабилизации волокнистого композиционного материала по сравнению с его состоянием перед термическим упрочнением при сохранении проницаемости для водяного пара. За счет термического упрочнения волокнистый композиционный материал достигает прочности, на основании которой он особенно пригоден для применения в качестве стабилизирующего обувной подошвенный узел, проницаемого для водяного пара барьерного материала и тем самым для обуви, подошва которой должна иметь, с одной стороны, хорошую проницаемость для водяного пара и, с другой стороны, хорошую стабильность.
На основе своего термического упрочнения и достигаемой тем самым стабильности такой барьерный материал особенно пригоден для обувного подошвенного узла, который предназначен для получения высокой проницаемости для водяного пара посредством имеющих большую площадь проемов, так что, с одной стороны, необходим барьерный материал для защиты находящейся сверху мембраны от продавливания посторонних тел, таких как камушки, через такой проем вплоть до мембраны и, с другой стороны, необходима дополнительная стабилизация из-за имеющих большую площадь проемов.
В отличие от обычно применяемого в зоне подошвы ваточного волокнистого композиционного материала, который выполнен с одним единственным волокнистым компонентом, который полностью плавится и термически сжимается при попытке термического упрочнения, в таком барьерном материале можно за счет выбора материалов по меньшей мере для двух волокнистых компонентов и за счет выбранных для термического упрочнения параметров использовать степени свободы, с помощью которых можно регулировать степень желаемой стабильности, а также степень проницаемости для водяного пара. За счет размягчения волокнистого компонента с более низкой температурой плавления фиксируются не только волокна этого волокнистого компонента, но также в процессе термического упрочнения происходит фиксация волокон другого волокнистого компонента с более высокой температурой плавления, что приводит к особенно хорошему механическому упрочнению и стабилизации волокнистого композиционного материала. За счет выбора соотношения между волокнами волокнистого компонента с более высокой температурой плавления и волокнами волокнистого компонента с более низкой температурой плавления, а также за счет выбора температуры склеивающего размягчения и тем самым степени размягчения можно регулировать свойства барьерного материала, такие как проницаемость для воздуха, проницаемость для водяного пара и механическая стабильность барьерного материала.
В другом варианте выполнения барьерного материала его волокнистый композиционный материал является текстильным плоским образованием, который может быть тканью, трикотажем, нетканым материалом, войлоком, сеткой или холстом. В еще одном практическом варианте выполнения волокнистый композиционный материал является механически упрочненным нетканым материалом, при этом механическое упрочнение может достигаться за счет иглопрокалывания волокнистого композиционного материала. Для механического упрочнения волокнистого композиционного материала можно также использовать упрочнение посредством водной струи, при котором вместо настоящих игл применяются водные струи для механически упрочняющего спутывания волокон волокнистого композиционного материала.
В еще одном варианте выполнения изобретения первый волокнистый компонент является несущим компонентом, а второй волокнистый компонент является упрочняющим компонентом барьерного материала.
В другом варианте выполнения изобретения, в котором второй волокнистый компонент содержит имеющую более высокую температуру плавления первую волокнистую часть и имеющую более низкую температуру плавления вторую волокнистую часть, первая волокнистая часть второго волокнистого компонента образует дополнительный несущий компонент наряду с первым волокнистым компонентом, при этом вторая волокнистая часть второго волокнистого компонента образует упрочняющий компонент барьерного материала.
Выбор материалов для волокнистых компонентов осуществляется в другом варианте выполнения так, что по меньшей мере часть второго волокнистого компонента и в случае, когда второй волокнистый компонент содержит по меньшей мере одну первую волокнистую часть и одну вторую волокнистую часть, по меньшей мере часть второй волокнистой части второго волокнистого компонента активируется при температуре в диапазоне между 80 и 230°С для склеивающего размягчения.
В еще одном варианте выполнения изобретения второй диапазон температур размягчения лежит между 60 и 220°С.
В частности, с учетом того, что обувь и преимущественно ее конструкция подошвы при изготовлении часто подвергаются воздействию относительно высоких температур, например при приливе внешней подошвы, в одном варианте выполнения изобретения первый волокнистый компонент и при необходимости первая волокнистая часть второго волокнистого компонента являются устойчивыми к плавлению при температуре по меньшей мере 130°С, при этом в практических вариантах выполнения выбирается стойкость к плавлению при температуре по меньшей мере 170°С или даже по меньшей мере 250°С, за счет соответствующего выбора материалов для первого волокнистого компонента и при необходимости для первой волокнистой части второго волокнистого компонента.
Для первого волокнистого компонента и при необходимости первой волокнистой части второго волокнистого компонента подходят такие материалы, как природные волокна, искусственные волокна, металлические волокна, стекловолокно, углеродное волокно и их смеси. В рамках природного волокна пригодным материалом являются кожаные волокна.
В еще одном варианте выполнения изобретения второй волокнистый компонент и при необходимости вторая волокнистая часть второго волокнистого компонента выполнены по меньшей мере с одним искусственным волокном, которое пригодно для термического упрочнения при подходящей температуре.
В другом варианте выполнения изобретения по меньшей мере один из обоих волокнистых компонентов и при необходимости по меньшей мере одна из обеих волокнистых частей второго волокнистого компонента выбраны из группы материалов, содержащей полиолефины, полиамид, сополиамид, вискозу, полиуретан, полиакрил, полибутилентерефталат и их смеси. При этом полиолефин может быть выбран из полиэтилена или полипропилена.
В другом варианте выполнения изобретения первый волокнистый компонент и при необходимости первая часть второго волокнистого компонента выбраны из группы материалов, состоящей из сложного полиэфира или сложного сополиэфира.
В еще одном варианте выполнения изобретения по меньшей мере второй волокнистый компонент и при необходимости вторая волокнистая часть второго волокнистого компонента выполнены по меньшей мере с одним термопластом. Второй волокнистый компонент и при необходимости вторая волокнистая часть второго волокнистого компонента могут быть выбраны из группы материалов, содержащей полиамид, сополиамид, полибутилентерефталат и полиолефины, или же из группы материалов, состоящей из сложного полиэфира или сложного сополиэфира.
Примерами подходящих термопластов являются полиэтилен (РЕ), полиамид (РА), сложный полиэфир (РЕТ), полипропилен (РР) и поливинилхлорид (PVC). Другими подходящими материалами являются резина, термопластичная резина (TR) и полиуретан (PU). Пригодным является также термопластичный полиуретан (TPU), параметры которого (твердость, цвет, эластичность и т.д.) можно регулировать в широких пределах.
В еще одном варианте выполнения изобретения обе волокнистые части второго волокнистого компонента состоят из сложного полиэфира, при этом сложный полиэфир второй волокнистой части имеет более низкую температуру плавления, чем сложный полиэфир первой волокнистой части.
В другом варианте выполнения изобретения по меньшей мере второй волокнистый компонент имеет структуру с сердечником и оболочкой, т.е. структуру, в которой материал сердечника волокнистого компонента коаксиально окружен слоем оболочки. При этом имеющая более высокую температуру плавления волокнистая часть образует сердечник, а имеющая более низкую температуру плавления волокнистая часть образует оболочку.
В другом варианте выполнения изобретения второй волокнистый компонент имеет структуру «сторона к стороне», т.е. две проходящие рядом друг с другом в продольном направлении волокон волокнистые части, которые имеют, например, поперечное сечение в виде полукруга, расположены так, что оба волокнистых компонента соединены друг с другом сторона к стороне. При этом одна сторона образует имеющую более высокую температуру плавления первую волокнистую часть, а вторая сторона - имеющую более низкую температуру плавления вторую волокнистую часть второго волокнистого компонента барьерного материала.
В еще одном варианте выполнения изобретения второй волокнистый компонент имеет процентную по массе долю относительно отнесенной к единице площади массы волокнистого композиционного материала в диапазоне от 10 до 90%. В другом варианте выполнения процентная по массе доля второго волокнистого компонента лежит в диапазоне от 10 до 60%. В практическом варианте выполнения процентная по массе доля второго волокнистого компонента составляет примерно 50 или 20%.
В еще одном варианте выполнения изобретения материалы для обоих волокнистых компонентов и при необходимости для обеих волокнистых частей второго волокнистого компонента выбраны так, что их температуры плавления различаются по меньшей мере на 20°С.
Барьерный материал может быть термически упрочнен по всей своей толщине. В зависимости от подлежащих достижению требований, в частности относительно проницаемости для воздуха, проницаемости для водяного пара и стабильности, можно выбирать вариант выполнения, в котором лишь часть толщины барьерного материала термически упрочнена. В другом варианте выполнения изобретения термически упрочненный по меньшей мере в части своей толщины барьерный материал дополнительно прессуется по меньшей мере на одной поверхности посредством давления и температуры с разглаживанием поверхности. Может быть предпочтительным разглаживание обращенной к рабочей поверхности обувного подошвенного узла нижней стороны барьерного материала посредством поверхностного прессования, поскольку в этом случае грязь, проникающая через проемы обувного подошвенного узла вплоть до нижней стороны барьерного материала, меньше прилипает к нему. Одновременно увеличивается стойкость к истиранию барьерного материала.
В другом варианте выполнения изобретения барьерный материал снабжен или обработан одним или несколькими средствами из группы материалов, состоящей из водоотталкивающих средств, грязеотталкивающих средств, маслоотталкивающих средств, антибактериальных средств, противозапаховых средств и их комбинаций.
В другом варианте выполнения барьерный материал обработан с приданием ему водоотталкивающих, грязеотталкивающих, маслоотталкивающих, антибактериальных и/или противозапаховых свойств.
В еще одном варианте выполнения изобретения барьерный материал имеет проницаемость для водяного пара по меньшей мере 4000 г/м2 в течение 24 часов. В практических вариантах выполнения проницаемость для водяного пара выбрана равной по меньшей мере 7000 г/м2 или даже 10000 г/м2 в течение 24 часов.
В другом варианте выполнения изобретения барьерный материал выполнен проницаемым для воды.
В вариантах выполнения изобретения барьерный материал имеет толщину в диапазоне по меньшей мере от 1 мм до 5 мм, при этом в практических вариантах выполнения толщина лежит, в частности, в диапазоне от 1 мм до 2,5 мм или даже в диапазоне от 1 мм до 1,5 мм, при этом специально выбранная толщина зависит от специальной цели применения барьерного материала, а также от того, какими являются желательные гладкость поверхности, проницаемость для воздуха, проницаемость для водяного пара и механическая прочность.
В практическом варианте выполнения изобретения барьерный материал имеет волокнистый композиционный материал по меньшей мере с двумя волокнистыми компонентами, которые отличаются относительно своей температуры плавления и своего диапазона температур размягчения, при этом первый компонент состоит из сложного полиэфира и имеет первую температуру плавления и лежащий ниже нее первый диапазон температур размягчения и по меньшей мере часть второго волокнистого компонента имеет вторую температуру плавления и лежащий ниже нее второй диапазон температур размягчения, при этом первая температура плавления и первый диапазон температур размягчения находятся выше второй температуры плавления и второго диапазона температур размягчения. При этом второй волокнистый компонент имеет структуру с сердечником и оболочкой и образующую сердечник первую волокнистую часть из сложного полиэфира и образующую оболочку вторую волокнистую часть из сложного полиэфира, при этом первая волокнистая часть имеет более высокую вторую температуру плавления и более высокий лежащий ниже нее второй диапазон температур размягчения, чем вторая волокнистая часть. При этом волокнистый композиционный материал вследствие термического активирования второй волокнистой части второго волокнистого компонента при лежащей во втором диапазоне температур размягчения температуре склеивающего размягчения термически упрочняется при сохранении проницаемости для водяного пара в термически упрочненной зоне, и волокнистый композиционный материал является упрочненным посредством иглопрокалывания нетканым материалом, который запрессован по меньшей мере на одной из своих поверхностей с помощью давления и температуры.
В еще одном варианте выполнения изобретения такой барьерный материал получают посредством поверхностного прессования поверхности волокнистого композиционного материала с поверхностным давлением в диапазоне от 1,5 до 4 Н/см2 при температуре нагревательной плиты 230°С в течение 10 с. В практическом варианте выполнения поверхностное прессование поверхности волокнистого композиционного материала осуществляется с поверхностным давлением 3,3 Н/см2 при температуре нагревательной плиты 230°С в течение 10 с.
В одном варианте выполнения изобретения барьерный материал изготавливается с прочностью на прокалывание в диапазоне от 290 до 320 Н, так что он обеспечивает хорошую защиту для находящейся сверху не проницаемой для воды, проницаемой для водяного пара мембраны от прокалывания посторонними телами, такими как мелкие камушки.
Таким образом, такой барьерный материал особенно пригоден для применения в проницаемом для водяного пара обувном подошвенном узле, в качестве проницаемого для водяного пара, стабилизирующего обувной подошвенный узел и защищающего находящуюся сверху мембрану барьерного слоя.
Поэтому выполненный с помощью такого барьерного материала барьерный модуль особенно хорошо пригоден для обувного подошвенного узла согласно изобретению.
Согласно изобретению барьерный материал снабжен по меньшей мере одним стабилизирующим устройством для стабилизации барьерного материала и тем самым обувного подошвенного узла. Это предпочтительно, в частности, тогда, когда сам барьерный материал не выполнен или выполнен недостаточно в качестве стабилизирующего материала, так что барьерный материал получает стабилизацию или дополнительную стабилизацию от стабилизирующего устройства. В этом случае достигается, что к собственной стабильности, которую имеет барьерный материал, например, за счет своего термического упрочнения и, при необходимости, поверхностного прессования, дополняется дополнительная стабилизация, которая целенаправленно вызывается в определенных местах барьерного модуля, в частности в зоне проемов обувного подошвенного узла, которые выполнены с большой площадью для обеспечения высокой проницаемости для водяного пара обувного подошвенного узла.
В последующем речь идет о зоне передней части стопы и зоне средней части стопы обувного подошвенного узла. В ноге человека передняя часть стопы является проходящей от пальцев и подушечек до начала среднего свода продольной зоной стопы, а средняя часть стопы является продольной зоной стопы между подушечками и пяткой. В связи с обувным подошвенным узлом согласно изобретению под зоной передней части стопы и зоной средней части стопы понимается та продольная зона обувного подошвенного узла, над которой при ношении снабженной таким обувным подошвенным узлом обуви проходит передняя часть стопы или, соответственно, средняя часть стопы носящего обувь человека.
В еще одном варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 15% площади зоны передней части стопы обувного подошвенного узла является проницаемой для водяного пара.
В другом варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 25% площади зоны передней части стопы обувного подошвенного узла является проницаемой для водяного пара.
В другом варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 40% площади зоны передней части стопы обувного подошвенного узла является проницаемой для водяного пара.
В еще одном варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 50% площади зоны передней части стопы обувного подошвенного узла является проницаемой для водяного пара.
В еще одном варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 60% площади зоны передней части стопы обувного подошвенного узла является проницаемой для водяного пара.
В другом варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 75% площади зоны передней части стопы обувного подошвенного узла является проницаемой для водяного пара.
В еще одном варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 15% площади зоны средней части стопы обувного подошвенного узла является проницаемой для водяного пара.
В другом варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 25% площади зоны средней части стопы обувного подошвенного узла является проницаемой для водяного пара.
В еще одном варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 40% площади зоны средней части стопы обувного подошвенного узла является проницаемой для водяного пара.
В другом варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 50% площади зоны средней части стопы обувного подошвенного узла является проницаемой для водяного пара.
В еще одном варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 60% площади зоны средней части стопы обувного подошвенного узла является проницаемой для водяного пара.
В другом варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 75% площади зоны средней части стопы обувного подошвенного узла является проницаемой для водяного пара.
Приводящие к указанным выше различным процентным величинам стабилизирующие устройства зоны средней части стопы можно комбинировать с соответствующими отдельными, приводящими к указанным выше различным процентным величинам стабилизирующими устройствами зоны передней части стопы.
В еще одном варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 15% передней половины продольной длины обувного подошвенного узла является проницаемой для водяного пара.
В другом варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 25% передней половины продольной длины обувного подошвенного узла является проницаемой для водяного пара.
В другом варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 40% передней половины продольной длины обувного подошвенного узла является проницаемой для водяного пара.
В еще одном варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 50% передней половины продольной длины обувного подошвенного узла является проницаемой для водяного пара.
В другом варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 60% передней половины продольной длины обувного подошвенного узла является проницаемой для водяного пара.
В еще одном варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 75% передней половины продольной длины обувного подошвенного узла является проницаемой для водяного пара.
В другом варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 15% продольной длины обувного подошвенного узла за вычетом зоны каблука является проницаемой для водяного пара.
В еще одном варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 25% продольной длины обувного подошвенного узла за вычетом зоны каблука является проницаемой для водяного пара.
В еще одном варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 40% продольной длины обувного подошвенного узла за вычетом зоны каблука является проницаемой для водяного пара.
В другом варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 50% продольной длины обувного подошвенного узла за вычетом зоны каблука является проницаемой для водяного пара.
В другом варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 60% продольной длины обувного подошвенного узла за вычетом зоны каблука является проницаемой для водяного пара.
В еще одном варианте выполнения изобретения указанное по меньшей мере одно стабилизирующее устройство выполнено так, что по меньшей мере 75% продольной длины обувного подошвенного узла за вычетом зоны каблука является проницаемой для водяного пара.
Указанные выше процентные числа относятся в связи с проницаемостью для водяного пара к той части всего обувного подошвенного узла, которая соответствует поверхности внутри наружного контура стопы носящего обувь человека, т.е. по существу к той части поверхности обувного подошвенного узла, которая в готовой обуви окружена внутренним периметром обращенного к подошве конца голенища (обращенного к подошве контура голенища). Рант подошвы, который выступает в радиальном направлении наружу за обращенный к подошве контур голенища, т.е. за стопу носящего обувь человека, не должен иметь проницаемость для водяного пара, поскольку там не находится выделяющая пот часть ноги. Поэтому указанные выше процентные числа относятся применительно к зоне передней части стопы к ограниченной длиной передней части стопы части окруженной обращенным к подошве контуром голенища поверхности и применительно к зоне средней части стопы - к ограниченной длиной средней части стопы части окруженной обращенным к подошве контуром голенища поверхности.
Если рассматриваемая обувь является деловой обувью, внешняя подошва которой имеет относительно далеко выступающий за наружную сторону обращенного к подошве контура голенища окружной рант внешней подошвы, который, например, прочно пришит к монтажной раме, которая также проходит вокруг наружной стороны обращенного к подошве контура голенища, то в зоне ранта внешней подошвы нет необходимости в проницаемости для водяного пара, поскольку эта зона находится вне части обувного подошвенного узла, на которую наступает нога, и тем самым в этой зоне не происходит потоотделение. Указанные в предыдущих абзацах процентные числа относятся к обуви, которая не имеют указанного выше типичного для деловой обуви выступающего ранта внешней подошвы. Поскольку эта зона внешней подошвы деловой обуви может составлять около 20% всей площади внешней подошвы, то для деловой обуви можно вычитать примерно 20% от общей площади внешней подошвы, и указанные выше процентные числа проницаемости для водяного пара обувного подошвенного узла относятся к остальным примерно 80% общей площади внешней подошвы.
Стабилизирующее устройство может состоять из одной или нескольких стабилизирующих перемычек, которые расположены, например, на обращенной к внешней подошве нижней стороне барьерного материала. В одном варианте выполнения стабилизирующее устройство снабжено по меньшей мере одним отверстием, которое после изготовления обувного подошвенного узла образует по меньшей мере часть проема и закрыто барьерным материалом.
В другом варианте выполнения изобретения указанные выше в процентах проницаемости для водяного пара обеспечиваются преимущественно в зоне передней части стопы и/или в зоне средней части стопы или даже исключительно в зоне указанного по меньшей мере одного отверстия стабилизирующего устройства.
В еще одном варианте выполнения изобретения барьерный материал в проеме или, соответственно, по меньшей мере в одном из проемов снабжен по меньшей мере одним опорным элементом, который проходит от обращенной к рабочей поверхности стороны барьерного материала вплоть до уровня рабочей поверхности, так что барьерный материал при ходьбе через опорный элемент опирается на опорную поверхность. При этом по меньшей мере одна из стабилизирующих перемычек может быть одновременно выполнена в качестве опорного элемента.
В обувном подошвенном узле, который имеет барьерный модуль и расположенную под ним состоящую из одной части или нескольких частей внешнюю подошву, которые имеют каждая сквозные отверстия для проницаемости для водяного пара, сквозные отверстия внешней подошвы или, соответственно, частей внешней подошвы и барьерного модуля могут иметь одинаковую или различную величину площади. Важно то, что эти сквозные отверстия по меньшей мере частично перекрываются друг с другом, при этом площадь поперечного сечения соответствующего сквозного отверстия барьерного модуля и соответствующего сквозного отверстия внешней подошвы или соответствующей части внешней подошвы образует проем через весь обувной подошвенный узел. При задании определенного размера соответствующего сквозного отверстия внешней подошвы или, соответственно, соответствующей части внешней подошвы, размер проема наибольший, если соответствующее сквозное отверстие барьерного модуля имеет по меньшей мере одинаковую величину и проходит по всему размеру соответствующего сквозного отверстия внешней подошвы или, соответственно, части внешней подошвы или наоборот.
Предусмотрено, что стабилизирующее устройство с указанной по меньшей мере одной стабилизирующей перемычкой не является составной частью указанной по меньшей мере одной части внешней подошвы. То есть что стабилизирующее устройство и, в частности, указанная по меньшей мере одна стабилизирующая перемычка не выполняет функцию внешней подошвы. В частности, стабилизирующее устройство по меньшей мере с одной стабилизирующей перемычкой имеет расстояние до опорной поверхности. Обувной подошвенный узел с его внешней подошвой предназначен для хождения по или стояния на опорной поверхности (полу, грунте). При этом указанная по меньшей мере одна стабилизирующая перемычка находится в обувном подошвенном узле над опорной поверхностью и между стабилизирующей перемычкой и почвой предусмотрено определенное расстояние. В еще одном варианте выполнения расстояние соответствует толщине по меньшей мере одной части внешней подошвы, которая расположена под барьерным модулем.
Исключение из требования, что по меньшей мере одна стабилизирующая перемычка имеет расстояние до опорной поверхности, справедливо тогда, когда стабилизирующая перемычка одновременно выполнена в качестве опорного элемента, который проходит вплоть до опорной поверхности.
В другом варианте выполнения предусмотрено, что часть внешней подошвы имеет первый материал, а стабилизирующее устройство имеет второй материал, который отличается от первого материала, при этом второй материал является более твердым (по Шору), чем первый материал. Под твердостью следует понимать механическое сопротивление, которое оказывает одно тело проникновению другого, более твердого тела.
За счет того, что соответствующий проем обувного подошвенного узла закрыт проницаемым для водяного пара барьерным материалом, обеспечивается проницаемость для водяного пара в указанном по меньшей мере одном проеме обувного подошвенного узла при одновременной защите находящейся сверху мембраны от продавливания посторонних тел, таких как камушки. Поскольку применяемый для барьерного модуля барьерный материал вследствие термического упрочнения и, при необходимости, дополнительного прессования поверхности может быть обеспечен существенно более высокой собственной стабильностью, чем может обеспечивать материал без термического упрочнения и упрочнения поверхности, то барьерный материал барьерного модуля может обеспечивать снабженному проемами обувному подошвенному узлу достаточную стабильность, даже когда один или несколько проемов обувного подошвенного узла для обеспечения высокой проницаемости для водяного пара выполнены с очень большой площадью. Эта собственная стабильность может быть еще увеличена за счет применения указанного выше стабилизирующего устройства, а именно избирательно в особенно нуждающихся в стабилизации зонах обувного подошвенного узла.
Если стабилизирующее устройство снабжено несколькими отверстиями, то они могут быть закрыты либо все одним куском барьерного материала, либо закрыты каждый куском барьерного материала.
Стабилизирующее устройство может быть выполнено в форме подошвы, когда оно должно проходить по всей поверхности обувного подошвенного узла, или же в виде части подошвы, когда оно предусмотрено лишь в части поверхности обувного подошвенного узла.
В другом варианте выполнения стабилизирующее устройство барьерного модуля имеет по меньшей мере одну стабилизирующую раму, стабилизирующую по меньшей мере обувной подошвенный узел, так что обувной подошвенный узел получает дополнительно к стабилизирующему действию барьерного материала согласно изобретению еще дополнительную стабилизацию. Особенно хорошее стабилизирующее действие достигается, когда стабилизирующая рама входит в указанный по меньшей мере один проем или по меньшей мере в один из проемов обувного подошвенного узла так, что там, где стабильность обувного подошвенного узла сначала уменьшается за счет имеющих возможно большую площадь проемов, посредством стабилизирующей рамы обеспечивается, несмотря на это, хорошая стабилизация обувного подошвенного узла.
В другом варианте выполнения барьерного модуля согласно изобретению указанное по меньшей мере одно отверстие стабилизирующего устройства имеет площадь по меньшей мере 1 см2. В практических вариантах выполнения выбирают площадь указанного по меньшей мере одного отверстия по меньшей мере 5 см2, например, в диапазоне 8-15 см2, или же по меньшей мере 10 см2, или даже по меньшей мере 20 см2, или же по меньшей мере 40 см2.
В барьерном модуле согласно изобретению стабилизирующее устройство имеет по меньшей мере одну стабилизирующую перемычку, которая расположена по меньшей мере на одной поверхности барьерного материала и пересекает по меньшей мере частично площадь указанного по меньшей мере одного отверстия. Если стабилизирующее устройство снабжено стабилизирующей рамой, то стабилизирующая перемычка может быть расположена на стабилизирующей раме. Может быть предусмотрено несколько стабилизирующих перемычек, которые образуют решетчатую структуру по меньшей мере на одной поверхности барьерного материала. Такая решетчатая структура обеспечивает особенно хорошую стабилизацию обувного подошвенного узла, с одной стороны, и, кроме того, может предотвращать продавливание больших посторонних тел, таких как большие камни и неровности почвы, до барьерного материала, которые мог бы ощущать пользователь снабженной таким барьерным модулем обуви при наступании.
В еще одном варианте выполнения стабилизирующее устройство барьерного модуля обувного подошвенного узла согласно изобретению выполнено по меньшей мере с одним термопластичным материалом. Для этого можно применять термопластичные материалы уже указанного выше вида.
В одном варианте выполнения изобретения стабилизирующее устройство и барьерный материал соединены друг с другом по меньшей мере частично, например, посредством склеивания, сварки, прилива, заливки, привулканизации и обвулканизации. При приливе или привулканизации происходит преимущественно скрепление между стабилизирующим устройством и барьерным материалом в их противоположных зонах поверхности. При заливке и обвулканизации происходит преимущественно заделывание по периметру барьерного материала со стабилизирующим устройством.
В еще одном варианте выполнения обувной подошвенный узел является водопроницаемым.
Согласно второму аспекту изобретения предлагается обувь с обувным подошвенным узлом согласно изобретению, который может быть выполнен, например, в соответствии с одним или несколькими указанными выше в связи с обувным подошвенным узлом вариантами выполнения. При этом обувь имеет голенище, которое в обращенной к подошве концевой зоне голенища снабжено не проницаемым для воды и проницаемым для водяного пара функциональным слоем дна голенища, при этом обувной подошвенный узел соединен со снабженной функциональным слоем голенища обуви концевой зоной голенища так, что функциональный слой голенища обуви по меньшей мере в зоне указанного по меньшей мере одного проема обувного подошвенного узла не соединен с барьерным материалом.
В этой обуви согласно изобретению расположение функционального слоя голенища обуви на обращенной к подошве концевой зоне голенища и барьерного материала в обувном подошвенном узле согласно изобретению приводит к нескольким преимуществам. С одной стороны, обращение с функциональным слоем голенища обуви при изготовлении переносится в область изготовления голенища и выносится из области изготовления обувного подошвенного узла. Это учитывает сложившуюся практику, что часто изготовители голенища и изготовители обувного подошвенного узла являются различными изготовителями или по меньшей мере относятся к различным областям производства и изготовители голенища имеют больший опыт обращения с материалом функционального слоя и решения связанных с ними проблем, чем изготовители обувной подошвы или изготовители обувного подошвенного узла. С другой стороны, функциональный слой дна голенища и барьерный материал, когда они не расположены в одном соединении, а разделены на узел дна голенища и обувной подошвенный узел, могут удерживаться по существу без соединения друг с другом также после крепления обувного подошвенного узла на нижней концевой зоне голенища, поскольку их позиционирование относительно друг друга в готовой обуви осуществляется посредством крепления обувного подошвенного узла (посредством склеивания или прилива под давлением) на нижнем конце голенища. Удерживание без соединения друг с другом полностью или в значительной степени функционального слоя дна голенища и барьерного материала означает, что между обоими не должно происходить склеивание, которое даже при склеивании посредством нанесенного в растровых точках клея приводило бы к блокировке части активной поверхности функционального слоя относительно проницаемости для водяного пара.
В одном варианте выполнения обуви согласно изобретению голенище выполнено по меньшей мере с одним материалом голенища, который по меньшей мере в обращенной к подошве концевой зоне голенища имеет водонепроницаемый функциональный слой голенища, при этом между функциональным слоем голенища и функциональным слоем дна голенища существует водонепроницаемая герметизация. Таким образом, создается обувь, в которой нога как в зоне голенища, так и в зоне дна голенища, а также в местах перехода между ними герметизирована от воды, при сохранении проницаемости для водяного пара как в зоне голенища, так и в зоне дна голенища.
В еще одном варианте выполнения обуви согласно изобретению функциональный слой дна голенища снабжен проницаемой для водяного пара монтажной подошвой голенища, при этом функциональный слой дна голенища может быть частью многослойного слоистого материала. Сама монтажная подошва голенища может быть также образована выполненным со слоистым материалом функциональным слоем дна голенища. Функциональный слой дна голенища и при необходимости функциональный слой голенища могут быть образованы не проницаемым для воды, проницаемым для водяного пара покрытием или не проницаемой для воды, проницаемой для водяного пара мембраной, которая является микропористой мембраной или не имеющей поры мембраной. В одном варианте выполнения изобретения мембрана имеет вытянутый политетрафторэтилен (еPTFE).
Подходящими материалами для не проницаемого для воды, проницаемого для водяного пара функционального слоя является, в частности, полиуретан, полипропилен и полимеры сложных эфиров, включая простые полиэфиры сложных эфиров и их слоистые материалы, описание которых приведено в публикациях US-A-4725418 и US-A-4493870. Однако особенно предпочтительным является вытянутый политетрафторэтилен (еPTFE), описание которого приведено в публикациях US-A-3953566, а также US-A-4187390, и вытянутый политетрафторэтилен, который снабжен гидрофильными пропитывающими средствами и/или гидрофильными слоями (смотри, например, публикацию US-A-4194041). Под микропористым функциональным слоем понимается функциональный слой, средняя величина пор которого лежит между примерно 0,2 мкм и примерно 0,3 мкм. Величину пор можно измерять с помощью прибора «Coulter Porometer™», который изготавливается фирмой «Coulter Electronics, Inc.», г.Хайалиа, Флорида, США.
Согласно третьему аспекту изобретения предлагается способ изготовления обуви, которая наряду с проницаемым для водяного пара обувным подошвенным узлом согласно изобретению, например, в соответствии с одним или несколькими указанными выше вариантами выполнения обувного подошвенного узла имеет голенище, которое в обращенной к подошве концевой зоне голенища снабжено не проницаемым для воды и проницаемым для водяного пара функциональным слоем дна голенища. В этом способе сначала изготавливают обувной подошвенный узел и голенище. Голенище в обращенной к подошве концевой зоне голенища снабжено не проницаемым для воды и проницаемым для водяного пара функциональным слоем дна голенища. Обувной подошвенный узел и снабженную на обращенной к подошве стороне функциональным слоем дна голенища концевую зону голенища соединяют друг с другом так, что функциональный слой дна голенища по меньшей мере в зоне указанного по меньшей мере одного проема остается несоединенным с барьерным материалом. Это приводит к указанным выше преимуществам.
В одном варианте выполнения этого способа обращенную к подошве концевую зону голенища закрывают функциональным слоем дна голенища. В случае, когда голенище снабжено функциональным слоем голенища, между функциональным слоем голенища и функциональным слоем дна голенища создают водонепроницаемое соединение. Это приводит к созданию со всех сторон не проницаемой для воды и проницаемой для водяного пара обуви.
Ниже приводится подробное пояснение изобретения, аспектов изобретения и преимуществ изобретения на основании вариантов выполнения и со ссылками на прилагаемые чертежи, на которых схематично изображено:
фиг.1 - упрочненный механически посредством иглопрокалывания нетканый материал;
фиг.2 - нетканый материал согласно фиг.1 после термического упрочнения;
фиг.2а - часть зоны IIa термически упрочненного нетканого материала согласно фиг.2, в сильно увеличенном масштабе;
фиг.2b - часть показанной на фиг.2а зоны IIa термически упрочненного нетканого материала согласно фиг.2, в еще больше увеличенном масштабе;
фиг.3 - термически упрочненный нетканый материал, показанный на фиг.2, после дополнительного термического прессования поверхности;
фиг.4 - обувной подошвенный узел еще без барьерного материала с проходящим через толщину обувного подошвенного узла проемом;
фиг.5 - первый пример барьерного модуля с имеющим перемычки стабилизирующим устройством и размещенным в нем барьерным материалом;
фиг.6 - другой пример барьерного модуля с имеющим одну перемычку стабилизирующим устройством и барьерным материалом;
фиг.7 - другой пример барьерного модуля со стабилизирующим устройством в виде по меньшей мере одной перемычки;
фиг.8 - другой пример барьерного модуля с имеющим одну перемычку стабилизирующим устройством и барьерным материалом;
фиг.9 - показанный на фиг.4 обувной подошвенный узел с барьерным материалом и имеющим одну перемычку стабилизирующим устройством;
фиг.10 - стабилизирующие перемычки, которые расположены на нижней стороне барьерного материала;
фиг.11 - стабилизирующая решетка, которая расположена на нижней стороне барьерного материала;
фиг.12 - ботинок, снабженный подошвенным узлом согласно изобретению, на перспективном виде снизу;
фиг.13а - показанный на фиг.12 ботинок, однако перед установкой обувного подошвенного узла согласно изобретению на дне голенища ботинка;
фиг.13b - показанный на фиг.12 ботинок, который снабжен другим примером подошвенного узла согласно изобретению;
фиг.14 - показанный на фиг.13а обувной подошвенный узел, в перспективе;
фиг.15 - показанный на фиг.14 обувной подошвенный узел, на разнесенном перспективном виде сверху;
фиг.16 - показанные на фиг.15 части обувного подошвенного узла, на перспективном виде снизу;
фиг.17 - зона передней части стопы и зона средней части стопы показанного на фиг.16 барьерного модуля, на перспективном виде сверху, при этом части стабилизирующего устройства и части барьерного материала изображены отдельно друг от друга;
фиг.18 - модификация показанной на фиг.17 зоны передней части стопы барьерного модуля, на перспективном виде снизу, при этом лишь средняя зона этой части барьерного модуля покрыта барьерным материалом и образованы две боковые части без сквозных отверстий;
фиг.19 - показанная на фиг.18 часть барьерного модуля, при этом соответствующая часть стабилизирующего устройства и соответствующая часть барьерного материала изображены отдельно друг от друга;
фиг.20 - разрез зоны передней части стопы закрытого со стороны дна голенища, согласно первому варианту выполнения, с еще не установленным на дне голенища обувным подошвенным узлом;
фиг.21 - другой пример барьерного модуля с барьерным материалом и стабилизирующей перемычкой при избирательном соединении с находящимся сверху дном голенища;
фиг.22 - часть показанной на фиг.20 конструкции ботинка с приклеенным подошвенным узлом, в увеличенном масштабе;
фиг.23 - часть показанной на фиг.20 конструкции ботинка с прилитым подошвенным узлом, в увеличенном масштабе;
фиг.24 - конструкция ботинка, аналогичная показанной на фиг.20, но с по-другому выполненным дном голенища, с еще отделенным от голенища обувным подошвенным узлом;
фиг.25 - часть показанной на фиг.24 конструкции ботинка, в увеличенном масштабе;
фиг.26 - подошвенный узел согласно другому варианту выполнения;
фиг.27 - обувной подошвенный узел согласно другому варианту выполнения.
Сначала ниже поясняется вариант выполнения особенного пригодного для обувного подошвенного узла согласно изобретению барьерного материала со ссылками на фиг.1-3. Затем следуют пояснения вариантов выполнения барьерного модуля согласно изобретению со ссылками на фиг.4-11. Затем поясняются со ссылками на фиг.12-27 варианты выполнения обуви согласно изобретению и обувных подошвенных узлов согласно изобретению.
Показанный на фиг.1-3 вариант выполнения барьерного материала согласно изобретению состоит из волокнистого композиционного материала 1 в виде термически упрочненного и дополнительно термически упрочненного по поверхности нетканого материала. Этот волокнистый композиционный материал 1 состоит из двух волокнистых компонентов 2, 3, которые выполнены каждый с волокнами из сложного полиэфира. При этом первый волокнистый компонент 2, который служит в качестве несущего компонента волокнистого композиционного материала 1, имеет более высокую температуру плавления, чем второй волокнистый компонент 3, который служит в качестве упрочняющего компонента. Для обеспечения температурной стабильности всего волокнистого композиционного материала 1 по меньшей мере при 180°С, а именно, с учетом того, что обувь во время изготовления может подвергаться воздействию относительно высоких температур, например, при приливе внешней подошвы, в данном варианте выполнения для обоих волокнистых компонентов используются полиэфирные волокна с превышающей 180°С температурой плавления. Имеются различные варианты сложного полиэфира, которые имеют различные температуры плавления и соответствующие лежащие ниже нее температуры размягчения. В рассматриваемом варианте выполнения барьерного материала согласно изобретению для первого компонента выбран сложный полиэфир с температурой плавления около 230°С, в то время как по меньшей мере для одной волокнистой части второго волокнистого компонента 3 выбран сложный полиэфир с температурой плавления около 200°С. В варианте выполнения, в котором второй волокнистый компонент имеет две волокнистые части в виде волокнистой структуры с сердечником и оболочкой, сердечник 4 этого волокнистого компонента состоит из сложного полиэфира с температурой размягчения около 230°С, а оболочка этого волокнистого компонента состоит из сложного полиэфира с температурой склеивающего размягчения около 200°С (см. фиг.2b). Такой волокнистый компонент с двумя волокнистыми частями с различной температурой плавления обозначается кратко “Bico” (двухкомпонентное волокно). В последующем применяется также это сокращение.
В рассматриваемом варианте выполнения волокна обоих волокнистых компонентов являются штапельными волокнами с указанными выше специальными свойствами. Относительно всего отнесенного к единице площади веса волокнистого композиционного материала 1 около 400 г/м2, доля веса первого волокнистого компонента составляет около 50%. В соответствии с этим, доля веса второго волокнистого компонента также составляет около 50% относительно общего веса волокнистого композиционного материала 1. Тонкость первого волокнистого компонента составляет около 6,7 дтекс, в то время как выполненный в виде Bico второй волокнистый компонент 3 имеет более высокую тонкость 4,4 дтекс.
Для изготовления такого барьерного материала сначала смешивают имеющиеся в виде штапельных волокон волокнистые компоненты. После этого укладывают друг на друга множество отдельных слоев этой смеси штапельных волокон в виде множества отдельных слоев нетканого материала до достижения для волокнистого композиционного материала 1 желаемого веса на единицу площади, за счет чего получают пакет нетканого материала. Этот пакет нетканого материала имеет лишь очень небольшую механическую стабильность и поэтому должен пройти через некоторые процессы упрочнения.
Сначала выполняют механическое упрочнение пакета нетканого материала посредством иглопрокалывания с помощью игольной технологии, при этом расположенные в игольной матрице иглы пронизывают пакет нетканого материала перпендикулярно плоскости пакета нетканого материала. За счет этого происходит переориентация волокон пакета нетканого материала из их первоначального положения в пакете нетканого материала, за счет чего происходит скручивание волокон и более стабильное механическое построение пакета нетканого материала. Механически упрочненный посредством такого иглопрокалывания нетканый материал показан схематично на фиг.1.
За счет процесса иглопрокалывания уже уменьшается толщина пакета нетканого материала по сравнению с первоначальной толщиной пакета нетканого материала до иглопрокалывания. Однако полученная посредством иглопрокалывания конструкция еще не является стабильной, поскольку происходит чисто механическое трехмерное сцепление штапельных волокон, которые под нагрузкой могут снова расцепляться.
Для достижения устойчивой стабильности, а именно стабилизирующего свойства для применения в обуви, осуществляют дальнейшую обработку волокнистого композиционного материала согласно изобретению. При этом используют тепловую энергию и давление. В этом процессе используют предпочтительный состав волокнистой смеси, при этом для термического упрочнения выбирают такую температуру, которая лежит по меньшей мере в диапазоне температуры склеивающего размягчения плавящейся при более низкой температуре оболочки волокнистого компонента в виде сердечника и оболочки типа Bico, с целью размягчения ее в вязкое состояние настолько, что волокнистые части первого волокнистого компонента, которые находятся вблизи размягченной массы оболочки соответствующего волокнистого компонента типа Bico, могут быть частично заключены в эту вязкую массу. За счет этого оба волокнистых компонента прочно соединяются друг с другом, без изменения принципиальной конструкции и структуры нетканого материала. Тем самым можно дальше использовать предпочтительные свойства этого нетканого материала, в частности их хорошую проницаемость для водяного пара в комбинации со свойством долговременной механической стабильности.
Такой термически упрочненный нетканый материал схематично показан на фиг.2, при этом на фиг.2а показан подробный вид части нетканого материала в сильно увеличенном масштабе, в которой клеевые соединительные точки между отдельными волокнами показаны в виде черных пятен, а на фиг.2b эта часть показана в еще больше увеличенном масштабе.
Дополнительно к термическому упрочнению нетканого материала можно выполнять термическое поверхностное упрочнение по меньшей мере на одной поверхности нетканого материала посредством воздействия на эту поверхность нетканого материала одновременно давления и температуры, например, с помощью нагреваемых прессовочных плит или валиков. Результатом является еще более сильное упрочнение, чем в остальном объеме нетканого материала, и разглаживание термически прессованной поверхности.
Упрочненный сначала механически посредством иглопрокалывания, затем термически упрочненный и, наконец, термически упрочненный по своей поверхности нетканый материал схематично показан на фиг.3.
В прилагаемой сравнительной таблице приведено сравнение различных видов материала, включая барьерный материал согласно изобретению относительно некоторых параметров. При этом рассматриваются фибриллированная подошвенная кожа, два обработанных лишь посредством иглопрокалывания нетканых материала, упрочненный иглопрокалыванием и термически упрочненный нетканый материал и, наконец, упрочненный иглопрокалыванием, термически упрочненный и термически упрочненный по поверхности нетканый материал, при этом эти материалы в сравнительной таблице для упрощения последующего пояснения сравнительной таблицы обозначены номерами 1-5.
Величины продольного удлинения и величины поперечного удлинения показывают, насколько процентов удлиняется соответствующий материал при приложении силы растяжения 50Н, 100 Н и, соответственно, 150 Н. Чем меньше это продольное и, соответственно, поперечное удлинение, тем стабильнее материал и тем лучше он пригоден в качестве барьерного материала. Если соответствующий материал применяется в качестве барьерного материала для защиты мембраны от продавливания посторонних тел, таких как камушки, то важной является прочность на прокалывание. Значение для применения соответствующего материала в обувном подошвенном узле имеет также стойкость к истиранию, названная в сравнительной таблице абразией.
Из сравнительной таблицы следует, что фибрилированная подошвенная кожа, хотя и имеет высокую прочность на разрыв, относительно хорошую стойкость к силам растяжения и высокую прочность на прокалывание, однако имеет лишь среднюю прочность к истиранию при мокрых пробах и, в частности, довольно посредственную проницаемость для водяного пара.
Упрочненные лишь посредством иглопрокалывания нетканые материалы (материал 2 и материал 3), хотя и являются относительно легкими и имеют по сравнению с кожей высокое значение проницаемости для водяного пара, однако имеют относительно сил растяжения относительно небольшое сопротивление удлинению, имеют лишь небольшую прочность к прокалыванию и лишь посредственную стойкость к истиранию.
Упрочненный иглопрокалыванием и термически упрочненный нетканый материал (материал 4) имеет при небольшой толщине более высокий отнесенный к единице поверхности вес, чем материалы 2 и 3, и тем самым более компактен. Проницаемость для водяного пара материала 4 выше, чем у материала 2, и примерно одинакова с материалом 3, однако почти в три раза выше, чем у кожи в соответствии с материалом 1. Сопротивления продольному и поперечному удлинению материала 4 значительно выше, чем у упрочненных лишь иглопрокалыванием нетканых материалов 2 и 3, и продольная и поперечная нагрузка вплоть до разрыва значительно выше, чем у материалов 2 и 3. Существенно выше, чем у материалов 2 и 3, имеет материал 4 также прочность на прокалывание и стойкость к истиранию.
Материал 5, т.е. упрочненный иглопрокалыванием, термически упрочненный и термически прессованный по поверхности нетканый материал, имеет за счет термического прессования поверхности при равном весе единицы поверхности меньшую толщину, чем материал 4, т.е. меньше увеличивает вес обувного подошвенного узла. Проницаемость для водяного пара материала 5 еще выше, чем у материала 4. Относительно сопротивления растяжению материал 5 и материал 4 также лучше, поскольку при применяемых силах продольного и поперечного растяжения от 50 Н до 150 Н не проявляют удлинения. Прочность на разрыв относительно продольной нагрузки выше и относительно поперечной нагрузки ниже, чем у материала 4. Прочность на прокалывание несколько ниже, чем у материала 4, что объясняется меньшей толщиной материала 5. Особое преимущество по сравнению со всеми материалами 1-4 имеет материал 5 относительно прочности на истирание.
Таким образом, сравнительная таблица показывает, что тогда, когда для барьерного материала важными являются высокая проницаемость для водяного пара, высокое постоянство формы и тем самым стабилизирующее действие и высокая прочность на истирание, то особенно хорошо пригодным является материал 4, в частности материал 5.
В случае материала 5, упрочненный иглопрокалыванием и термически упрочненный нетканый материал, который уже имеет очень хорошую стабилизацию, подвергают затем в одном варианте выполнения еще гидрофобной обработке, например, с помощью процесса погружения в вызывающую гидрофобность жидкость с целью минимизации всасывающего действия нетканого материала. После гидрофобной ванны нетканый материал сушат при воздействии тепла, при этом дополнительно улучшаются гидрофобные свойства выполненной обработки. После процесса сушки нетканый материал пропускают через калибровочный механизм, при этом устанавливается окончательная толщина, равная, например, 1,5 мм.
Для получения особенно гладкой поверхности на нетканый материал затем воздействуют еще раз температурой и давлением с целью расплавления способных к плавлению волокнистых частей, а именно в оболочке 5 второго волокнистого компонента типа Bico, на поверхности нетканого материала и одновременно прижимания с помощью прикладываемого давления к очень гладкой поверхности. Это осуществляется с помощью подходящих каландров или с помощью нагреваемого пресса, при этом между нетканым материалом и нагреваемой плитой пресса можно располагать разделительный материал, который может быть, например, силиконовой бумагой или тефлоном.
Разглаживание поверхности посредством термического поверхностного прессования выполняют в зависимости от желаемых свойств барьерного материала лишь на одной поверхности или на обеих поверхностях нетканого материала.
Как уже следует из сравнительной таблицы, изготовленный таким образом нетканый материал имеет высокую стабильность к нагрузке на разрыв и хорошую прочность на прокалывание, что является важным при применении барьерного материала в качестве барьерного материала для защиты мембраны.
Указанный выше материал 5 представляет первый пример выполнения барьерного материала согласно изобретению, в котором оба волокнистых компонента состоят из сложного полиэфира, оба волокнистых компонента имеют процентную долю по весу во всем волокнистом композиционном материале 50% и второй волокнистый компонент является волокном из сложного полиэфира с сердечником и оболочкой типа Bico.
Ниже коротко рассматриваются еще другие примеры выполнения барьерного материала согласно изобретению.
Пример выполнения 2:
Барьерный материал, в котором оба волокнистых компонента состоят из сложного полиэфира и имеют процентную долю по весу во всем волокнистом композиционном материале 50% и второй волокнистый компонент 3 является волокном типа Bico из сложного полиэфира с расположением сторона к стороне.
За исключением специальной структуры Bico, барьерный материал согласно второму варианту выполнения изготавливается тем же способом и имеет одинаковые свойства с барьерным материалом согласно первому примеру выполнения со структурой Bico с сердечником и оболочкой.
Пример выполнения 3:
Барьерный материал, в котором оба волокнистых компонента имеют процентную долю по весу во всем волокнистом композиционном материале 50% и первый волокнистый компонент 2 состоит из сложного полиэфира, а второй волокнистый компонент 3 - из полипропилена.
В этом примере выполнения применяется второй волокнистый компонент 3 не со структурой Bico, а в виде однокомпонентного волокна. Для изготовления волокнистого компонента 1 применяют лишь два волокнистых компонента с различными температурами плавления. В этом случае волокно из сложного полиэфира (с температурой плавления около 230°С) с долей по весу 50% представляет несущий компонент, в то время как полипропиленовое волокно с долей по весу также 50% имеет более низкую температуру плавления около 130°С и тем самым представляет способный к склеиванию упрочняющий компонент. В остальном процесс изготовления проходит, как в первом примере выполнения. По сравнению со вторым примером выполнения нетканый материал согласно третьему примеру выполнения имеет более низкую термическую стабильность, однако его можно изготавливать также с применением более низких температур.
Пример выполнения 4:
Барьерный материал с долей 80% сложного полиэфира в качестве первого волокнистого компонента и сложным полиэфиром со структурой Bico с сердечником и оболочкой в качестве второго волокнистого компонента.
В этом примере выполнения процесс изготовления проходит так же, как в первом примере выполнения, однако с тем отличием, что доля образующего упрочняющий компонент второго волокнистого компонента изменена. Его доля по весу составляет лишь 20% по отношению к 80% веса, который образован имеющим более высокую температуру плавления первым волокнистым компонентом. За счет уменьшения доли упрочняющего компонента уменьшается стабилизирующее действие полученного барьерного материала. Это может быть предпочтительным, когда требуется нетканый материал с высокой механической носкостью в комбинации с высокой гибкостью. Температурная стойкость этого нетканого материала соответствует первому примеру выполнения.
На основании фиг.4-11 ниже приводится описание некоторых примеров выполнения обувного подошвенного узла и, соответственно, барьерного модуля или их деталей.
На фиг.4 показан частичный поперечный разрез обувного подошвенного узла 21 с лежащей внизу внешней подошвой 23 и находящимся над ней стабилизирующим устройством 25 перед снабжением этого обувного подошвенного узла 21 барьерным материалом. Внешняя подошва 23 и стабилизирующее устройство 25 имеют каждое сквозные отверстия 27 и, соответственно, 29, которые совместно образуют проем 31 через всю толщину обувного подошвенного узла 21. Таким образом, проем 31 образован площадью сечения обоих сквозных отверстий 27 и 29. Для завершения этого обувного подошвенного узла 21 в сквозное отверстие 29 затем вкладывают еще барьерный материал 33 (не изображен на фиг.4) или располагают над ним.
На фиг.5 показан пример барьерного модуля 35 с куском барьерного материала 33, который окружен стабилизирующим устройством 25.
В одном варианте выполнения стабилизирующее устройство отлито вокруг куска барьерного материала 33 или прилито к нему так, что материал стабилизирующего устройства 25 проникает в волокнистую структуру барьерного материала 33 и там затвердевает и образует прочное соединение.
В качестве материала для отливки вокруг стабилизирующего устройства или, соответственно, приливки к стабилизирующему устройству пригоден, например, термопластичный полиуретан (TPU), который приводит к очень хорошему охвату барьерного материала и очень хорошо соединяется с ним.
В другом варианте выполнения барьерный материал 33 приклеен к стабилизирующему устройству 25. Стабилизирующее устройство 25 предпочтительно имеет по меньшей мере одну стабилизирующую раму, стабилизирующую по меньшей мере обувной подошвенный узел 21 и по меньшей мере одну стабилизирующую перемычку 37, которая расположена на поверхности барьерного материала 33. По меньшей мере, одна стабилизирующая перемычка 37 предпочтительно расположена на нижней стороне барьерного материала 33, которая обращена к внешней подошве.
На фиг.6 показан барьерный модуль 35, в котором кусок барьерного материала 33 охвачен стабилизирующим устройством 25 в том смысле, что краевая зона барьерного материала 33 не только окружена стабилизирующим устройством 25, но также перекрыта на обеих поверхностях.
На фиг.7 показан барьерный модуль 35, в котором кусок барьерного материала 33 охвачен стабилизирующим устройством 25 в виде по меньшей мере одной стабилизирующей перемычки 37. Стабилизирующая перемычка 37 расположена по меньшей мере на одной поверхности барьерного материала 33, предпочтительно на нижней, обращенной к внешней подошве 23 поверхности.
На фиг.8 показан барьерный модуль 35, в котором кусок барьерного материала 33 снабжен стабилизирующим устройством 25 так, что барьерный материал 33 нанесен по меньшей мере на одну поверхность стабилизирующего устройства 25. При этом барьерный материал 33 перекрывает сквозное отверстие 29. Стабилизирующая перемычка 37 расположена внутри сквозного отверстия 29 стабилизирующего устройства 25.
На фиг.9 показан обувной подошвенный узел 21 согласно фиг.4, который над внешней подошвой 23 имеет барьерный модуль согласно фиг.5, при этом показана лишь одна стабилизирующая перемычка 37.
Для всех указанных выше вариантов выполнения, согласно фиг.4-9, общим является то, что соединительный материал при приливе, заливке или склеивании между барьерным материалом 33 и стабилизирующим устройством 25 прилипает не только к подлежащим соединению поверхностям, но также проникает в волокнистую структуру и там затвердевает. Тем самым волокнистая структура дополнительно усиливается в зоне ее соединения.
На фиг.10 и 11 показаны еще два варианта выполнения стабилизирующего рисунка выполненных на поверхности барьерного материала 33 стабилизирующих перемычек 37. В то время как в показанном на фиг.10 случае на круговой поверхности 43, например, нижней стороны барьерного материала 33, которая соответствует одному проему обувного подошвенного узла 21, расположены три отдельные перемычки 37а, 37b и 37с в Т-образной конфигурации относительно друг друга, например, за счет приклеивания на нижней стороне барьерного материала, то в показанном на фиг.11 случае предусмотрено стабилизирующее устройство 37 в виде стабилизирующей решетки 37d.
Ниже приводится пояснение вариантов выполнения обуви согласно изобретению со ссылками на фиг.12-27, при этом рассматриваются также ее отдельные компоненты, в частности, во взаимосвязи с соответствующим обувным подошвенным узлом.
На фиг.12 показан на перспективном виде снизу пример выполнения ботинка 101 согласно изобретению с голенищем 103 и обувным подошвенным узлом 105 согласно изобретению. Ботинок 101 имеет зону 107 передней части стопы, зону 109 средней части стопы, зону 111 пятки и отверстие 113 для ввода стопы. Обувной подошвенный узел 105 имеет на своей нижней стороне состоящую из нескольких частей внешнюю подошву 117 (подметку), которая имеет часть 117а внешней подошвы в зоне пятки, часть 117b внешней подошвы в зоне подушечек стопы и часть 117с внешней подошвы в зоне пальцев обувного подошвенного узла 105. Эти части внешней подошвы 117 закреплены на нижней стороне стабилизирующего устройства 119, которое имеет зону 119а пятки, зону 119b средней части стопы и зону 119с передней части стопы. Подробное описание обувного подошвенного узла 105 приводится ниже со ссылками на следующие фигуры.
Другими составляющими частями обувного подошвенного узла 105 могут быть демпфирующие подошвенные части 121а и 121b, которые выполнены в зоне 111 пятки и в зоне 107 передней части стопы на верхней стороне стабилизирующего устройства 119. Внешняя подошва 117 и стабилизирующее устройство 119 имеют сквозные отверстия, которые образуют проемы через обувной подошвенный узел. Эти проемы закрыты частями 33а-33d барьерного материала 33 непроницаемым для воды образом.
На фиг.13а показан ботинок 101, согласно фиг.12, в стадии изготовления, в которой голенище 103 и обувной подошвенный узел 105 еще отделены друг от друга. Голенище 103 на своей обращенной к подошве нижней концевой зоне снабжено дном 221 голенища, которое имеет не проницаемый для воды, проницаемый для водяного пара функциональный слой дна голенища, который может представлять не проницаемую для воды, проницаемую для водяного пара мембрану. Функциональный слой предпочтительно является составляющей частью многослойного слоистого материала функционального слоя, который наряду с функциональным слоем имеет по меньшей мере один защитный слой, например текстильную подкладку в качестве защиты при обработке. Дополнительно к этому дно 115 голенища может быть снабжено монтажной подошвой голенища. Однако слоистый материал функционального слоя может также выполнять функции монтажной подошвы голенища. Кроме того, обувной подошвенный узел имеет уже упомянутые применительно к фиг.8 проемы 31, которые закрыты частями 33а-33d барьерного материала. Перемычки 37 изображены внутри окружной кромки соответствующих проемов. В другом варианте выполнения может быть предусмотрено три проема, или два проема, или один проем. В другом варианте выполнения может быть предусмотрено более четырех проемов. Обувной подошвенный узел 105 может быть закреплен на обращенном к подошве конце голенища посредством прилива или приклеивания с образованием состояния, показанного на фиг.12. Подробное пояснение функционального слоя, а также его слоистого материала, и соединения с монтажной подошвой будет приведено ниже со ссылками на фиг.20-25.
На фиг.13b показана та же конструкция ботинка, что и на фиг.13а, с тем отличием, что ботинок на фиг.13а имеет четыре проема 31, в то время как ботинок на фиг.13b снабжен двумя проемами 31. Можно видеть, что перемычки 37 расположены внутри окружной кромки соответствующего проема 31 и не образуют ограничение проема 31. Площадь проема определяется за вычетом общей площади пересекающих его перемычек, поскольку эта площадь перемычек блокирует транспортировку водяного пара.
На фиг.14 показан обувной подошвенный узел 105 с отстоящей от внешней подошвы 117 верхней стороной. На отстоящей от внешней подошвы 117 верхней стороне стабилизирующее устройство 119 в своей средней зоне 119b и в своей зоне 119с передней части стопы покрыто несколькими кусками 33а, 33b, 33c и 33d барьерного материала 33, посредством которых закрываются не изображенные на фиг.14 проемы обувного подошвенного узла 105. В зоне пятки и в зоне передней части стопы обувного подошвенного узла 105 на верхней стороне стабилизирующего устройства 119 выполнена соответствующая демпфирующая подошвенная часть 121а и, соответственно, 121b, которые в зоне пятки расположены по существу по всей поверхности, а в зоне передней части стопы в выемках там, где находятся части 33b, 33c и 33d барьерного материала.
Поскольку части внешней подошвы 117, стабилизирующее устройство 119 и демпфирующие подошвенные части 121а и 121b имеют различные функции внутри обувного подошвенного узла, то они целесообразно выполнены также из различных материалов. Части внешней подошвы, которые должны иметь хорошую прочность на истирание, состоят, например, из пригодного в качестве материала внешней подошвы термопластичного полиуретана (TPU) или резины. Термопластичный полиуретан является родовым понятием для множества различных полиуретанов, которые могут иметь различные свойства. Для внешней подошвы может быть выбран термопластичный полиуретан с высокой стабильностью и небольшим скольжением. Демпфирующие подошвенные части 121а и 121b, которые должны обеспечивать для пользователя ботинка демпфирование ударов, состоят из соответствующего эластичного податливого материала, например этиленвинилацетата (EVA) или полиуретана (PU). Стабилизирующее устройство 119, которое служит в качестве держателя для не связанных друг с другом частей 117а, 117b, 117с внешней подошвы и для также не связанных друг с другом демпфирующих подошвенных частей 121а, 121b и в качестве стабилизирующего элемента для всего обувного подошвенного узла 105 и должно иметь соответствующую эластичную жесткость, состоит, например, по меньшей мере из одного термопластичного материала. Примерами подходящих термопластов являются полиэтилен (РЕ), полиамид (РА), сложный полиэфир (РЕТ), полипропилен (РР) и поливинилхлорид (PVC). Другими подходящими материалами являются резина, термопластичная резина (TR) и полиуретан (PU). Пригодным является также термопластичный полиуретан (TPU).
Показанный на фиг.14 обувной подошвенный узел показан на фиг.15 на разнесенном перспективном виде, т.е. изображен с отделенными друг от друга отдельными частями обувного подошвенного узла 105, за исключением частей 33а, 33b, 33с и 33d барьерного материала, которые показаны как уже расположенные на частях 119а и 119b стабилизирующего устройства. В показанном на фиг.15 варианте выполнения стабилизирующее устройство 119 имеет свои части 119а, 119b и 119c в виде сначала отдельных частей, которые в ходе монтажа обувного подошвенного узла 105 соединяются друг с другом с образованием стабилизирующего устройства 119, что осуществляется посредством сварки или склеивания друг с другом трех частей стабилизирующего устройства. Как будет еще пояснено применительно к фиг.16, внутри частей стабилизирующего устройства находятся отверстия, которые вместе с отверстиями 123а, 123b и 123с в частях 117а, 117b и соответственно 117с внешней подошвы образуют проемы 31 указанного применительно к фиг.4 вида и закрыты частями 33а-33d барьерного материала проницаемым для водяного пара образом. Сквозное отверстие 125 в пяточной части 119а стабилизирующего устройства 119 не закрыто барьерным материалом 33, а закрыто по всей поверхности демпфирующей подошвенной частью 121а. За счет этого обеспечивается лучшее демпфирующее действие обувного подошвенного узла 105 в пяточной зоне ботинка, где требуется меньший отвод пота, поскольку пот образуется преимущественно в зоне передней части стопы и средней части стопы, а не в пяточной зоне.
Демпфирующая подошвенная часть 121b снабжена сквозными отверстиями 127а, 127b и 127с, которые имеют такие размеры, что охватывающие части 33b, 33с, 33d барьерного материала ограничительные кромки 129а, 129b, соответственно 129с части 119с стабилизирующего устройства могут размещаться в сквозных отверстиях 127а, 127b и соответственно 127с.
В другом варианте выполнения не предусмотрено применение демпфирующей подошвенной части 121. В этом случае части 119а, 119b и 119с стабилизирующего устройства имеют плоскую поверхность без ограничительной кромки 129а, 129b, 129с, так что барьерный материал 33 располагается заподлицо с поверхностью стабилизирующего устройства в его отверстиях. Обувной подошвенный узел образован лишь барьерным модулем, выполненным из барьерного материала 33 и стабилизирующего устройства 119, и внешней подошвы.
Показанные на фиг.15 на разнесенном перспективном виде сверху части обувного подошвенного узла 105 показаны на фиг.16 также в разнесенном положении, но на виде снизу. При этом можно видеть, что части 117а-117с внешней подошвы снабжены обычным профилем внешней подошвы для уменьшения опасности скольжения. Кроме того, нижние стороны частей 119а-119с стабилизирующего устройства имеют несколько шишкообразных выступов 131, которые служат для размещения в показанных на фиг.15 соответствующих углублениях в верхней стороне частей 117а, 117b и 117с внешней подошвы для соединения в правильном положении частей 117а-117с внешней подошвы с соответствующими частями 119а-119с стабилизирующего устройства. Кроме того, на фиг.16 показаны отверстия 135а, 135b, 135с и 135d в частях 119b и 119с стабилизирующего устройства, которые закрыты соответствующей частью 33а, 33b, 33с и соответственно 33d барьерного материала проницаемым для водяного пара образом, за счет чего закрываются проницаемым для водяного пара образом проемы 31 (смотри фиг.4) обувного подошвенного узла 105. В одном варианте выполнения части барьерного материала расположены так, что их гладкая поверхность направлена к внешней подошве. Отверстия 135а-135d покрыты каждое стабилизирующей решеткой 137а, 137b, 137с и соответственно 137d, которые образуют каждая стабилизирующую структуру в зоне соответствующего отверстия стабилизирующего устройства 119. Кроме того, стабилизирующие решетки 137а-137d противодействуют проникновению крупных посторонних предметов вплоть до барьерного материала 33 или еще дальше, что может неприятно ощущать пользователь ботинка.
Следует еще отметить предусмотренные на осевых концах части 119b стабилизирующего устройства на стороне средней части стопы соединительные элементы 139, которые при сборке стабилизирующего устройства 119 из трех частей 119а-119с стабилизирующего устройства на противоположных внешней подошве верхних сторонах частей 119а и 119с стабилизирующего устройства накладываются друг на друга и там закрепляются, например, посредством сварки или склеивания.
На фиг.17 показаны в увеличенном по сравнению с фиг.16 масштабе обе части 119а и 119b стабилизирующего устройства перед их скреплением друг с другом, при этом можно особенно хорошо видеть отверстия 135b-135d расположенной на стороне передней части стопы части 119с стабилизирующего устройства и находящиеся в них структуры стабилизирующих решеток. Можно также видеть, что средняя часть 119b стабилизирующего устройства имеет на продольных сторонах отогнутые вверх части рамы и решетки. Подлежащий наложению на часть 119b стабилизирующего устройства кусок 33а барьерного материала снабжен на своих продольных сторонах соответствующими отогнутыми вверх боковыми крыльями 141. За счет этих отогнутых вверх частей как части 119b стабилизирующего устройства, так и куска 33а барьерного материала достигается согласование с формой боковых поверхностей средней части стопы. Остальные части 33b-33d барьерного материала являются по существу плоскими в соответствии по существу с плоским выполнением расположенной на стороне передней части стопы части 119с стабилизирующего устройства.
В целом можно добавить, что указанное по меньшей мере одно отверстие 135а-135d частей 119b и 119с стабилизирующего устройства ограничено рамой 147 стабилизирующего устройства 119, а не имеющимися в отверстиях 135а-135d перемычками 37. Показанные на фиг.17 ограничительные кромки 129а-129с представляют в этом варианте выполнения часть соответствующей рамы 147.
Кроме того, можно вместо нескольких частей 33b, 33c, 33d барьерного материала применять цельную часть барьерного материала. Опорные выступы 150 и/или ограничительные кромки 129а-129с должны быть выполнены соответствующим образом.
Другая модификация предусмотренной для зоны средней части стопы части барьерного модуля с частью 119b стабилизирующего устройства и частью 33а барьерного материала показана на фиг.18 и 19, а именно на фиг.18 в готовом смонтированном состоянии, в то время как на фиг.19 эти обе части еще отделены друг от друга. В отличие от варианта выполнения, показанного на фиг.17, в модификации согласно фиг.18 и 19 предусмотренная для зоны средней части стопы часть 119b стабилизирующего устройства снабжена лишь в средней зоне отверстием и находящейся в нем стабилизирующей решеткой 137а, в то время как обе крыльевые части 143 на продольных сторонах части 119b стабилизирующего устройства выполнены сплошными, т.е. не имеют отверстия, а лишь снабжены на своей нижней стороне стабилизирующими ребрами 145. В соответствии с этим предусмотренный для этой части барьерного модуля кусок 33а барьерного материала является более узким, чем в показанном на фиг.17 варианте выполнения, поскольку не требуются боковые крылья, показанные на фиг.17.
В то время как со ссылками на фиг.12-19 были пояснены варианты выполнения обувного подошвенного узла 105 согласно изобретению, ниже приводится пояснение со ссылками на фиг.20-27 вариантов выполнения и деталей обуви согласно изобретению, которая выполнена с применением обувного подошвенного узла согласно изобретению. При этом на фиг.20, 22 и 23 показан вариант выполнения обуви согласно изобретению, в котором дно голенища имеет монтажную подошву голенища и дополнительно слоистый материал 237 функционального слоя, в то время как на фиг.24 и 25 показан вариант выполнения обуви согласно изобретению, в котором слоистый материал 237 функционального слоя дна голенища одновременно выполняет функцию монтажной подошвы 233 голенища. На фиг.26 показан другой вариант выполнения обувного подошвенного узла 105.
В обоих показанных на фиг.20-25 вариантах выполнения ботинок 101 имеет в соответствии с фиг.12 и 13а-b голенище 103, которое имеет находящийся снаружи слой 211 верхнего материала, находящийся внутри подкладочный слой 213 и находящийся между ними не проницаемый для воды, проницаемый для водяного пара функциональный слой 215 голенища, например, в виде мембраны. Функциональный слой 215 голенища может быть в соединении с подкладочным слоем 213 двухслойным слоистым материалом или трехслойным слоистым материалом, при этом функциональный слой 215 голенища заделан между подкладочным слоем 213 и текстильной подкладкой 214. Верхний конец 217 голенища в зависимости от того, лежит ли плоскость показанного на фиг.20 и 24 поперечного разреза в зоне передней части стопы или в зоне средней части стопы, является закрытым или соответственно открытым к отверстию 113 для ввода стопы (смотри фиг.12). В обращенной к подошве концевой зоне 219 голенище 103 снабжено дном 221 голенища, которым закрывается обращенный к подошве нижний конец голенища 103. Дно 221 голенища имеет монтажную подошву 233 голенища, которая соединена с обращенной к подошве концевой зоной 219 голенища, что осуществляется в показанных на фиг.20-25 вариантах выполнения с помощью развернутого шва 235.
В случае варианта выполнения, показанного на фиг.20, 22 и 23, дополнительно к монтажной подошве 233 голенища предусмотрен слоистый материал 237 функционального слоя дна голенища, который расположен под монтажной подошвой 233 голенища и выходит за периметр монтажной подошвы 233 голенища вплоть до обращенной к подошве концевой зоны 219 голенища. Слоистый материал 237 функционального слоя дна голенища может быть трехслойным слоистым материалом, при этом функциональный слой 247 дна голенища заделан между текстильной подкладкой и другим текстильным слоем. Функциональный слой 247 дна голенища может быть также снабжен лишь текстильной подкладкой. В обращенной к подошве концевой зоне 219 голенища слой 211 верхнего материала короче функционального слоя 215 голенища, так что там образуется выступ функционального слоя 215 голенища относительно слоя 211 верхнего материала и там обращенная наружу поверхность функционального слоя 215 голенища лежит свободно. В основном для механической разгрузки от растяжения выступа функционального слоя 215 голенища между обращенным к подошве концом 238 слоя 211 верхнего материала и обращенным к подошве концом 239 функционального слоя 215 голенища расположена сеточная лента 241 или другой проницаемый для уплотнительного материала материал, продольная сторона которого, удаленная от развернутого шва 235, соединена с помощью шва 243 с обращенным к подошве концом 238 слоя 211 верхнего материала, но не с функциональным слоем 215 голенища, а обращенная к развернутому шву 235 продольная сторона которого соединена с помощью развернутого шва 235 с обращенным к подошве концом 239 функционального слоя 215 голенища и с монтажной подошвой 233 голенища. Сетчатая лента 241 состоит предпочтительно из многонитевого материала, так что она не имеет проводимости для воды. Сеточную ленту предпочтительно применяют для прилитой подошвы. Если обувной подошвенный узел закрепляют на голенище с помощью клея, то вместо сеточной ленты обращенный к подошве конец 238 слоя 211 верхнего материала можно прикреплять посредством стяжного клея 249 к слоистому материалу функционального слоя голенища (смотри фиг.22). В зоне 245 периметра, в которой слоистый материал 237 функционального слоя дна голенища выходит за периметр монтажной подошвы 233 голенища, между слоистым материалом 237 функционального слоя дна голенища и обращенным к подошве концом 239 функционального слоя 215 голенища расположен уплотнительный материал 248, посредством которого создается водонепроницаемое соединение между обращенным к подошве концом 239 функционального слоя 215 голенища и зоной 245 периметра слоистого материала 237 функционального слоя дна голенища, при этом это уплотнение действует через сеточную ленту 241.
Показанное на фиг.20, 23-25 решение с сеточной лентой служит для предотвращения попадания воды, которая стекает или сползает вниз по слою 211 верхнего материала, к развернутому шву 235 и от него во внутреннее пространство ботинка. Это предотвращается за счет того, что обращенный к подошве конец 238 слоя 211 верхнего материала заканчивается на расстоянии от обращенного к подошве конца 239 функционального слоя 215 голенища, который перекрыт не проводящей воду сеточной лентой 241, и в зоне выступа функционального слоя 215 голенища предусмотрен уплотнительный материал 248. Решение с сеточной лентой само по себе известно из ЕР 0298360 В1.
Вместо решения с сеточной лентой можно применять все известные в обувной промышленности технологии соединения для предпочтительно водонепроницаемого соединения голенища с внешней подошвой. Показанные решение с сетчатой лентой и решение со стяжкой согласно фиг.22 являются примерами выполнения.
Показанная на фиг.24 конструкция голенища совпадает с показанной на фиг.20 конструкцией голенища, за исключением того, что там не предусмотрена отдельная монтажная подошва 233 голенища, и слоистый материал 237 функционального слоя дна голенища одновременно выполняет функцию монтажной подошвы 233 голенища. В соответствии с этим периметр слоистого материала 237 функционального слоя дна голенища показанного на фиг.24 варианта выполнения соединен с помощью развернутого шва 235 с обращенным к подошве концом 239 функционального слоя 215 голенища, и уплотнительный материал 248 нанесен в зоне этого развернутого шва 235 так, что переход между обращенным к подошве концом 239 функционального слоя 215 голенища и периферийной зоной слоистого материала 237 функционального слоя дна голенища в целом герметизируется, включая развернутый шов 235.
В обоих показанных на фиг.20 и 24 вариантах выполнения можно применять одинаково выполненный обувной подошвенный узел 105, который показан на обеих фигурах. Поскольку на фиг.20 и 24 показаны разрезы ботинка 101 в зоне передней части стопы, то показанные на фигурах разрезы являются разрезом зоны передней части стопы обувного подошвенного узла 105, т.е. разрезом по проходящей поперек линии разреза через предназначенные для зоны передней части стопы части 119с стабилизирующего устройства с вложенным в ее отверстие 135с куском 33с барьерного материала.
В соответствии с этим разрез обувного подошвенного узла 105 показывает часть 119с стабилизирующего устройства с ее отверстием 135с, перекрывающую это отверстие перемычку соответствующей стабилизирующей решетки 137с, отогнутый вверх ограничительный край 129b, вложенный в этот ограничительный край 129b кусок 33с барьерного материала, демпфирующую подошвенную часть 121b на верхней стороне части 119b стабилизирующего устройства и часть 117b внешней подошвы на нижней стороне части 119b стабилизирующего устройства. В этом отношении оба показанных на фиг.20 и 24 варианта выполнения совпадают.
На фиг.21 показан пример выполнения барьерного модуля 35, в котором кусок барьерного материала 33 снабжен на своей нижней стороне по меньшей мере одной стабилизирующей перемычкой 37. При этом на противоположной стабилизирующей перемычке 37 зоне поверхности барьерного материала 33 нанесен клей 39, с помощью которого барьерный материал 33 соединяется с не проницаемым для воды, проницаемым для водяного пара дном 221 голенища, которое находится снаружи обувного подошвенного узла над барьерным модулем 35. При этом клей 39 нанесен так, что дно 221 голенища остается не соединенным с барьерным материалом 33 везде там, где на нижней стороне барьерного материала 33 не находится материал стабилизирующей перемычки 37. Таким образом, обеспечивается, что функция проницаемости для водяного пара дна 115 голенища нарушается клеем 39 лишь там, где барьерный материал 33 на основе расположения стабилизирующей перемычки 37 и без того не допускает транспортировку водяного пара.
В то время как на фиг.20 и 24 соответствующий обувной подошвенный узел 105 показан еще отдельно от соответствующего голенища 103, на фиг.22, 23 и 25 показаны части этих обоих вариантов выполнения с приставленным к нижней стороне голенища обувным подошвенным узлом 105. На этих увеличенных изображениях функциональный слой 247 дна голенища слоистого материала 237 функционального слоя дна голенища во всех вариантах выполнения является предпочтительно микропористым функциональным слоем, например, из растянутого политетрафторэтилена (еРТFE). Однако, как указывалось выше, можно использовать также другие материалы для функционального слоя.
На этих фиг.22, 23 и 25 можно в увеличенном масштабе особенно хорошо видеть образованное с помощью уплотнительного материала 248 водонепроницаемое соединение между перекрывающими друг друга противоположными концами функционального слоя 215 голенища и функционального слоя 247 дна голенища. Кроме того, четче, чем на фиг.20 и 24, можно видеть включение одной продольной стороны сетчатой ленты в развернутый шов 235.
На фиг.22 показан вариант выполнения, в котором обувной подошвенный узел 105 согласно изобретению закреплен посредством крепежного клея 250 на дне голенища. Слоистый материал 216 функционального слоя голенища является трехслойным композиционным материалом с текстильным слоем 214, функциональным слоем 215 голенища и подкладочным слоем 213. Обращенный к подошве конец 238 слоя 211 верхнего материала закреплен на слоистом материале 216 функционального слоя голенища посредством стяжного клея 249.
Крепежный клей 250 нанесен плоско на поверхность обувного подошвенного узла, за исключением проемов 135с и расположенного в зоне проемов 135с барьерного материала 33с. При креплении обувного подошвенного узла на дне 221 голенища крепежный клей 250 проникает до слоистого материала 216 функционального слоя голенища и частично в него, а также к краевым зонам слоистого материала 237 функционального слоя дна голенища и частично в них.
На фиг.23 показана конструкция голенища согласно фиг.20 с прилитым обувным подошвенным узлом. При этом трехслойный слоистый материал 237 функционального слоя дна голенища так закреплен на монтажной подошве 233 голенища, что текстильная подкладка 246 обращена к обувному подошвенному узлу. Это является предпочтительным, поскольку литейный материал 260 подошвы может легче проникать в тонкую текстильную подкладку и там закрепляться с образованием прочного соединения с функциональным слоем 237 дна голенища.
Барьерный модуль по меньшей мере с одним отверстием 135с и по меньшей мере с одним куском 33с барьерного материала изготавливают заранее и вкладывают перед процессом прилива (впрыскивания) в литейную форму. Подошвенный литейный материал 260 приливают соответствующим образом к дну голенища, при этом он проникает через сетчатую ленту 241 до слоистого материала 216 функционального слоя голенища.
На фиг.25 показана в увеличенном масштабе часть фиг.24. Обувной подошвенный узел 105 содержит другой вариант выполнения барьерного модуля 35 согласно изобретению. Стабилизирующее устройство 119с образует часть обувного подошвенного узла 105 и проходит здесь не до наружного периметра обувного подошвенного узла 105. Через отверстие 135 кусок 33с барьерного материала установлен так, что материал 33с прилегает к периферийному, полностью плоско выполненному ограничительному краю 130 отверстия 135.
Обувной подошвенный узел 105 может быть закреплен на дне 221 голенища посредством крепежного клея 250 или прилит посредством подошвенного литейного материала 260 (как изображено).
На фиг.25 также отчетливо показано, что в варианте выполнения, в котором слоистый материал 237 функционального слоя дна голенища одновременно выполняет функцию монтажной подошвы 233 голенища, слоистый материал лежит непосредственно над противоположной верхней стороной куска 33с барьерного материала, что является особенно предпочтительным, поскольку в этом случае между слоистым материалом 237 функционального слоя дна голенища и куском 33с барьерного материала не может образовываться воздушная подушка, которая могла бы мешать транспортировке водяного пара, и кусок 33с барьерного материала и в особенности функциональный слой 247 дна голенища находятся особенно близко к стопе пользователя такого ботинка, что облегчает транспортировку водяного пара, которая определяется, среди прочего, перепадом температур между внутренним пространством ботинка и наружным пространством ботинка.
На фиг.26 показан другой вариант выполнения обувного подошвенного узла согласно изобретению. На перспективном виде показано несколько отверстий 135 в стабилизирующем устройстве 119, которые расположены от зоны пальцев до зоны пятки обувного подошвенного узла. Таким образом, барьерный материал 33 присутствует также в зоне пятки. Внешнюю подошву образуют части 117 внешней подошвы.
На фиг.27 показан другой вариант выполнения обувного подошвенного узла согласно изобретению в поперечном разрезе. Обувной подошвенный узел этого варианта выполнения весьма схож с показанным на фиг.24 подошвенным узлом. Обувной подошвенный узел 105 согласно фиг.27 имеет внешнюю подошву, при этом на этой фигуре показан поперечный разрез зоны подушечек стопы обувного подошвенного узла 105 и тем самым поперечный разрез соответствующей части 117b внешней подошвы. Однако идея согласно фиг.27 справедлива также для других зон обувного подошвенного узла 105, т.е. также для его части средней части стопы и его пяточной части. Часть 117b внешней подошвы имеет рабочую поверхность 153, которая при ходьбе соприкасается с почвой. В разрезе обувного подошвенного узла 105 на фиг.27 показана часть 119с стабилизирующего устройства с отверстием 135с, его отогнутый вверх ограничительный край 129b, вложенный в ограничительный край 129b кусок 33с барьерного материала, демпфирующая подошвенная часть 121b на верхней стороне части 119с стабилизирующего устройства и часть 117b внешней подошвы на нижней стороне части 119с стабилизирующего устройства. На нижней стороне куска 33с барьерного материала расположен опорный элемент 151. Он проходит от обращенной к рабочей поверхности стороны барьерного материала 33 вплоть до уровня рабочей поверхности 153, так что барьерный материал 33 при ходьбе опирается через опорный элемент 151 на опорную поверхность. То есть на фиг.27 нижний свободный конец опорного элемента 151 при установке снабженного этим подошвенным узлом ботинка на поверхность соприкасается с этой поверхностью. За счет этой опоры с помощью опорного элемента 151 при ходьбе по такой поверхности кусок 33с барьерного материала по существу удерживается в своем показанном на фиг.27 положении, так что предотвращается его прогибание под весом пользователя ботинка. В отверстии 135с может быть расположено несколько опорных элементов 151 для повышения опорного действия для куска 33с барьерного материала и обеспечения его равномерности по площади.
Опорная функция может быть также сохранена за счет того, что показанная на фиг.24 стабилизирующая перемычка 137с одновременно выполнена в качестве опорного элемента 151, за счет того что стабилизирующая перемычка 137с заканчивается не на расстоянии от служащей в качестве рабочей поверхности нижней стороны части 117b внешней подошвы, а продлена до уровня этой нижней стороны. За счет этого стабилизирующая перемычка 137с выполняет двойную функцию стабилизации и опоры куска 33с барьерного материала. Например, показанные на фиг.10 стабилизирующие перемычки 37с и показанные на фиг.11 стабилизирующие решетки 37d могут быть выполнены полностью или частично в качестве опорных элементов 151.
С помощью конструкции подошвы согласно изобретению достигается большая величина проницаемости для водяного пара, поскольку, с одной стороны, предусмотрены имеющие большую площадь проемы в обувном подошвенном узле 105 и они закрыты материалом с высокой проницаемостью для водяного пара и поскольку, кроме того, по меньшей мере в зоне проемов не существует препятствующего обмену водяным паром соединения между проницаемым для водяного пара барьерным материалом 33 и функциональным слоем 247 дна голенища, и такое соединение имеется самое большее в зонах вне проемов обувного подошвенного узла 105, которые не участвуют активно в обмене водяным паром, как, например, в зонах ранта обувного подошвенного узла 105. Кроме того, в конструкции согласно изобретению функциональный слой 247 дна голенища расположен вплотную к ноге, что приводит к ускоренному отводу водяного пара.
Слоистый материал 237 функционального слоя дна голенища может быть многослойным слоистым материалом с двумя, тремя или еще больше слоями. В нем содержится по меньшей мере один функциональный слой по меньшей мере с одной текстильной опорой для функционального слоя, при этом функциональный слой может быть образован не проницаемой для воды, проницаемой для водяного пара мембраной 247, которая предпочтительно является микропористой.
Методы испытаний
Толщина
Толщину барьерного материала согласно изобретению измеряют в соответствии с DIN ISO 5084 (10/1996).
Прочность на прокалывание
Прочность на прокалывание текстильного плоского материала можно измерять в соответствии с применяемым в ЕМРА (Исследовательский институт проверки материалов Швейцарии) методом измерения с применением испытательного прибора в виде машины для испытания на растяжение фирмы Instron (модель 4465). Посредством штампа вырубают круглый кусок текстиля диаметром 13 см и закрепляют на опорной плите, в которой находятся 17 отверстий. Пуансон, на котором закреплены 17 шипообразных игл (швейные иглы типа 110/18), опускают со скоростью 1000 мм/мин настолько, что иглы через кусок текстиля входят в отверстия опорной плиты. Усилие для прокалывания куска текстиля измеряют с помощью датчика (датчика силы). Результат получают из измерения трех образцов.
Водонепроницаемый функциональный слой/барьерный модуль
В качестве «водонепроницаемого» рассматривается функциональный слой, при необходимости включая предусмотренные на функциональном слое швы, который обеспечивает входное давление воды, равное по меньшей мере 1×104 Па. Предпочтительно материал функционального слоя обеспечивает входное давление воды свыше 1×105 Па. При этом входное давление воды следует измерять с помощью испытательного способа, в котором дистиллированную воду с температурой 20±2°С подают на образец функционального слоя площадью 100 см2 с увеличивающимся давлением. Увеличение давления воды составляет 60±3 см водного столба. В этом случае входное давление воды соответствует давлению, при котором вода в первый раз появляется на другой стороне образца. Подробности способа приведены в стандарте ISO 0811 1981 года.
Водонепроницаемый ботинок
Водонепроницаемость ботинка можно определять, например, с помощью центробежного устройства указанного в US-А-5329807 вида.
Проницаемость для водяного пара барьерного материала
Величины проницаемости для водяного пара барьерного материала согласно изобретению можно измерять, например, с помощью так называемого стаканного способа в соответствии с DIN EN ISO 15496 (09/2004).
Проницаемость для водяного пара функционального слоя
Функциональный слой считается проницаемым для водяного пара, когда коэффициент проницаемости для водяного пара Ret составляет ниже 150 м2×Па×Вт-1. Проницаемость для водяного пара определяют с помощью кожной модели Хоэнштайна. Этот метод испытания описан в DIN EN 31092 (02/94), соответственно, ISO 11092 (1993).
Проницаемость для водяного пара конструкции обувного низа согласно изобретению
В одном варианте выполнения обуви согласно изобретению с конструкцией обувного низа, которая содержит обувной подошвенный узел и находящийся над ним функциональный слой дна голенища или слоистый материал функционального слоя дна голенища, конструкция обувного низа имеет проницаемость для водяного пара (MVTR) в диапазоне от 0,4 до 3 г/ч или в диапазоне от 0,8 до 1,5 г/ч и в практическом варианте выполнения составляет 1 г/ч.
Величину проницаемости для водяного пара конструкции обувного низа можно определять с помощью указанного в ЕР 0396716 В1 измерительного метода, который предназначен для измерения проницаемости для водяного пара всего ботинка. Для измерения проницаемости для водяного пара лишь конструкции обувного низа можно также использовать измерительный метод согласно ЕР 0396716 В1, посредством измерения показанной на фиг.1 в ЕР 0396716 В1 измерительной системы по двум следующим друг за другом измерительным сценариям, а именно сначала ботинка с проницаемой для водяного пара конструкцией обувного низа, а затем такого же ботинка с непроницаемой для водяного пара конструкцией обувного низа. Из разницы между обоими измеренными значениями можно определять долю проницаемости для водяного пара, которая обуславливается проницаемостью для водяного пара проницаемой для водяного пара конструкции обувного низа.
При каждом измерительном сценарии с применением измерительного метода согласно ЕР 0396716 В1 выполняют следующие стадии:
а) кондиционируют ботинок посредством оставления его в климатизированном помещении (23°С, относительная влажность воздуха 50%) в течение по меньшей мере 12 часов;
b) удаляют стельку;
с) обшивают ботинок согласованным с внутренним пространством ботинка не проницаемым для воды, проницаемым для водяного пара обшивочным материалом, который в зоне отверстия для введения ноги ботинка можно закрывать водонепроницаемо и непроницаемо для водяного пара с помощью водонепроницаемой, непроницаемой для водяного пара уплотнительной заглушки (например, из плексигласа и с надуваемой манжетой);
d) заполняют воду в обшивочный материал и закрывают отверстия для ввода ноги ботинка уплотнительной заглушкой;
е) предварительно кондиционируют заполненный водой ботинок посредством оставления его в покое в течение заданного периода времени (3 часа), при этом температура воды удерживается постоянной при 35°С. Климат окружающего помещения также удерживается постоянным при температуре 23°С и относительной влажности воздуха 50%. Во время испытания ботинок обдувают спереди вентилятором со средней скоростью ветра по меньшей мере 2-3 м/с (для разрушения образующегося вокруг стоящего ботинка неподвижного слоя воздуха, который может вызывать значительное сопротивление выходу водяного пара);
f) повторно взвешивают герметизированный уплотнительной заглушкой и заполненный водой ботинок после предварительного кондиционирования (с получением веса м2 в граммах);
g) повторно выдерживают в покое для выполнения собственно фазы испытания в течение 3 часов в тех же условиях, что и в стадии е);
h) повторно взвешивают герметизированный, заполненный водой ботинок (с получением веса м3 в граммах) после фазы испытания в течение 3 часов;
i) определяют проницаемость для водяного пара ботинка из покинувшего ботинок во время фазы испытания в течение 3 часов количества водяного пара (м2-м3)(в г) в соответствии с формулой М = (м2-м3)/3 (в г/ч).
После выполнения обоих измерительных сценариев, в которых измеряют величины проницаемости для водяного пара, с одной стороны, для всего ботинка с проницаемой для водяного пара конструкцией обувного низа (величина А) и, с другой стороны, для всего ботинка с непроницаемой для водяного пара конструкцией обувного низа (величина В), определяют величину проницаемости для водяного пара лишь для проницаемой для водяного пара конструкции обувного низа из разницы А-В.
Важно во время измерения проницаемости для водяного пара ботинка с проницаемой для водяного пара конструкцией обувного низа исключить установку ботинка и, соответственно, его подошвы непосредственно на закрытой основе. Это можно осуществлять посредством поднимания ботинка или посредством установки ботинка на решетчатую конструкцию, так чтобы поток вентиляционного воздуха мог проходить также под внешней подошвой.
Для каждой измерительной конструкции целесообразно для каждого определенного ботинка выполнять повторные измерения и выводить из них средние значения для лучшей оценки разброса измерений. Для каждого ботинка с одной измерительной конструкцией необходимо выполнять по меньшей мере два измерения. При всех измерениях необходимо исходить из естественного отклонения результатов измерения в ±0,2 г/ч от действительной величины, например 1 г/ч. Таким образом, в этом примере можно для одного и того же ботинка получать величины измерения между 0,8 и 1,2 г/ч. Обуславливающие эти отклонения факторы могут исходить, например, от выполняющего испытания человека или из качества герметизации на верхнем крае голенища. За счет усреднения нескольких отдельных измерительных величин для одного и того же ботинка можно получать более точную действительную величину.
Все величины проницаемости для водяного пара конструкции обувного низа основываются на нормально зашнурованном мужском ботинке размера 43 (французский размер), при этом это указание размера не является нормированным и ботинки различных изготовителей могут отличаться друг от друга.
Для измерительных сценариев имеются в принципе две возможности:
1. Измерение ботинок с проницаемым для водяного пара голенищем, имеющих
1.1 проницаемую для водяного пара конструкцию обувного низа;
1.2 непроницаемую для водяного пара конструкцию обувного низа.
2. Измерение ботинок с непроницаемым для водяного пара голенищем, имеющих
2.1 проницаемую для водяного пара конструкцию обувного низа;
2.2 непроницаемую для водяного пара конструкцию обувного низа.
Растяжение и прочность на разрыв
Испытания на растяжение и прочность на разрыв проводились в соответствии с DIN EN ISO 13934-1 (04/1999). При этом были взяты 3 образца вместо 5 для каждого направления. Расстояние между зажимными губками составляло 100 м для каждого образца.
Истирание
Для определения значений прочности на истирание, приведенных в сравнительной таблице, применялись два метода измерения. С одной стороны, проводились испытания с помощью теста на абразию Мартиндейла (в таблице «Абразия на наждаке»), в котором в соответствии со стандартом DIN EN ISO 124947-1; -2 (04/1999) подлежащий испытанию образец трется о наждачную бумагу. При этом были допущены три отклонения от стандарта: во-первых, в держатель образца зажимали наждачную бумагу с размером зерна 180, а также стандартный пенопласт. Во-вторых, на испытательном столе зажимали стандартный войлок, а также испытываемый образец. В-третьих, образец проверяли через каждые 700 проходов и заменяли наждачную бумагу. С другой стороны, определяли стойкость на истирание для мокрых образцов (в таблице «Абразия мокрая») в соответствии со стандартом DIN EN ISO 124947-1; -2; -4; с отклонением от стандарта в том, что испытательный стол со стандартным войлоком и стандартной шерстью насыщали дистиллированной водой каждые 12800 проходов.
При испытаниях на абразию выполняли движения трения в соответствии с фигурами Лиссажу. Фигуры Лиссажу представляют периодически повторяющееся при соответствующем выборе соотношений участвующих частот общее изображение, которое составляется из смещенных относительно друг друга отдельных фигур. Прохождение через одну из этих отдельных фигур в связи с испытанием на истирание называется одним проходом. Для всех материалов 1-5 измеряли, после какого числа проходов в соответствующем материале образуются дыры, т.е. соответствующий материал протирается насквозь. В сравнительной таблице указаны для каждого материала два числа проходов, которые получены для одного и того же материала в двух испытаниях на истирание.
Твердость
Испытание на твердость по шкале Шора А и по шкале Шора D (DIN 53505, ISO 7619-1, DIN EN ISO 868).
Принцип
Под твердостью по шкале Шора понимается сопротивление проникновению тела определенной формы под действием заданной упругой силы. Твердость по шкале Шора является разницей между числом 100 и поделенной на цену деления шкалы 0,025 глубины проникновения тела в мм под действием испытательного усилия.
При испытании по шкале Шора А применяют в качестве тела проникновения усеченный конус с углом раскрыва 35°, а по шкале Шора D - с углом раскрыва 30° и радиусом на вершине 0,1 мм. Проникающее тело состоит из полированной закаленной стали.
Формула измерения
HS = 100 - h/0,025
F = 550 + 75HSA
F = 445HSD,
где h в мм, F в мН.
Область применения
Из-за различного разрешения обоих способов определения твердости по шкале Шора в различных диапазонах твердости целесообразно испытывать материалы с твердостью по шкале Шора А более 80 по шкале D, а материалы с твердостью по шкале Шора D меньше 30 - по шкале А.
Определения
Барьерный материал
Материал, который обеспечивает ботинку и, соответственно, имеющимся в ботинке частям и материалам, таким как верхний материал, подошва, мембрана, механическую защиту и сопротивление деформации, а также от проникновения внешних предметов/посторонних тел/объектов, например, через подошву, при сохранении большой величины транспортировки водяного пара, т.е. высокого климатического комфорта в ботинке. Механическая защита и сопротивление деформации основываются в основном на небольшом растяжении барьерного материала.
Волокнистый композиционный материал
Родовое понятие для соединения волокон любого вида. Сюда попадают кожа, состоящие из металлических волокон ватки или сплетения, при необходимости также в смеси с текстильными волокнами, а также пряжи и изготовленные из пряжи текстили (плоские образования).
Волокнистый композиционный материал должен иметь по меньшей мере два волокнистых компонента. Эти компоненты могут быть волокнами (например, штапельными волокнами), нитями, волокнистыми элементами, пряжей, шнуром и т.п. Каждый волокнистый компонент состоит либо из одного материала, либо содержит по меньшей мере две части из различных материалов, при этом одна волокнистая часть плавится/размягчается при более низкой температуре, чем другая волокнистая часть (Bico). Такие волокна типа Bico могут иметь структуру с сердечником и оболочкой, в данном случае волокнистая часть сердечника окружена волокнистой частью оболочки, структуру «сторона к стороне» или структуру «остров в море». Такие процессы и машины для них предлагает фирма «Rieter Ingolstadt», Германия и/или фирма «Schalfhorst», г. Менхенгладбах, Германия.
Волокна могут быть просто скрученными, многонитевыми или множеством разорванных волокон со скрученными друг с другом распущенными концами.
Волокнистые компоненты могут быть распределены равномерно или неравномерно в волокнистом композиционном материале.
Весь волокнистый композиционный материал должен быть стабильным при температуре по меньшей мере 180°С.
Однообразная и гладкая поверхность по меньшей мере на одной стороне волокнистого компонента достигается с помощью температуры и давления. Эта гладкая поверхность обращена вниз к полу/земле/грунту, за счет чего достигается лучшее отскакивание или более простое отталкивание от гладкой поверхности частиц/посторонних тел.
Свойства поверхности и, соответственно, всей структуры волокнистого компонента и, соответственно, барьерного материала зависят от выбранных волокон, температуры и давления и периода времени, в течение которого волокнистый композиционный материал подвергается воздействию температуры и давления.
Нетканый материал
В данном случае волокна укладывают на транспортировочную ленту и перепутывают.
Холст
Конструкция в виде рыболовной сетки или решета из волокон. Смотри ЕР 1294656 (Dupont).
Войлок
Шерстяные волокна, которые раскрыты и сцеплены за счет механического воздействия.
Ткань
Изготовленное с основными и уточными нитями плоское образование.
Ткань и трикотаж
Созданное из петель плоское образование.
Температура плавления
Температурой плавления является температура, при которой волокнистый компонент или волокнистая часть становится жидкой. Под температурой плавления в области полимерных, соответственно, волокнистых структур понимается узкий диапазон температур, в котором кристаллические зоны полимерной и, соответственно, волокнистой структуры плавятся и полимер переходит в жидкое состояние. Оно лежит выше диапазона температур размягчения и является существенной характеристикой частично кристаллических полимеров. Плавление означает изменение агрегатного состояния волокон или, соответственно, части волокон при характеристической температуре из твердого в вязкое/текучее.
Диапазон температур размягчения
Второй волокнистый компонент, соответственно, вторая волокнистая часть должна становиться мягкой/пластичной, но не жидкой. То есть применяемая температура размягчения лежит ниже температуры плавления, при которой компонент или часть растекается. Волокнистый компонент или его части предпочтительно размягчаются так, что более стабильный относительно температуры волокнистый компонент заделывается или, соответственно, вплетается в размягченные части.
Первый диапазон температур размягчения первого волокнистого компонента лежит выше второго диапазона температур размягчения второго волокнистого компонента или, соответственно, второй волокнистой части второго волокнистого компонента. Нижняя граница первого диапазона температур размягчения может лежать ниже верхней границы второго диапазона температур размягчения.
Температура склеивающегося размягчения
Температура, при которой происходит размягчение второго волокнистого компонента или второй волокнистой части, при котором материал получает склеивающее свойство, так что по меньшей мере часть волокон второго волокнистого компонента термически упрочняются друг с другом за счет склеивания настолько, что происходит стабилизирующее упрочнение волокнистого композиционного материала, превышающее упрочнение, которое получают в волокнистом композиционном материале с теми же материалами для обоих волокнистых компонентов посредством чисто механического упрочнения, например упрочнения посредством иглопрокалывания волокнистого композиционного материала. Температуру склеивающегося размягчения можно также выбирать так, что размягчение волокон второго волокнистого компонента происходит в такой мере, что обеспечивается склеивание друг с другом не только волокон второго волокнистого компонента, но также дополнительно частичное или полное обволакивание отдельных мест волокон первого волокнистого компонента размягченным материалом волокон второго волокнистого компонента, т.е. частичное или полное заделывание этих мест волокон первого волокнистого компонента в материал волокон второго волокнистого компонента, так что возникает, соответственно, высокое стабилизирующее упрочнение волокнистого композиционного материала.
Температурная стабильность
Если стабилизирующее устройство приливают, то барьерный материал должен быть стабильным при температуре литья. То же справедливо для прилива (при температуре около 170-180°С) или, соответственно, привулканизации подошвы. Если стабилизирующее устройство приливают, то барьерный материал должен иметь такую структуру, что стабилизирующее устройство может по меньшей мере проникать в структуру барьерного материала и, соответственно, при необходимости проникать через нее.
Функциональный слой/мембрана
Функциональный слой дна голенища и при необходимости функциональный слой голенища могут быть образованы с помощью не проницаемого для воды, проницаемого для водяного пара покрытия или с помощью не проницаемой для воды, проницаемой для водяного пара мембраны, которая может быть микропористой мембраной или же не имеющей пор мембраной. В одном варианте выполнения изобретения мембрана содержит вытянутый политетрафторуретан (ePTFE).
Пригодными материалами для не проницаемого для воды, проницаемого для водяного пара функционального слоя является, в частности полиуретан, полипропилен и сложный полиэфир, включая сложный эфир простого полиэфира и их слоистые материалы, которые описаны в US-A-4725418 и US-A-4493870. Однако особенно предпочтительным является вытянутый микропористый политетрафторэтилен (ePTFU), как описано, например, в US-A-3953566, а также US-A-4187390, и вытянутый политетрафторэтилен, который снабжен гидрофильным пропитывающим средством и/или гидрофильными слоями, смотри, например, US-A-4194041. Под микропористым функциональным слоем понимается функциональный слой, средняя величина пор которого составляет между примерно 0,2 мкм и примерно 0,3 мкм.
Величину пор можно измерять с помощью прибора «Coulter Porometer™», который изготавливается фирмой «Coulter Electronics, Inc.», г. Хайалиа, Флорида, США.
Барьерный модуль
Барьерный модуль образован с помощью барьерного материала и при необходимости с помощью стабилизирующего устройства в виде по меньшей мере одной перемычки и/или рамы. Барьерный модуль может быть предварительно изготовленным элементом.
Обувной подошвенный узел
Обувной подошвенный узел состоит из барьерного материала и по меньшей мере одного стабилизирующего устройства и/или по меньшей мере одной внешней подошвы, а также при необходимости других слоев подошвы, при этом барьерный материал закрывает проходящий через толщину обувного подошвенного узла проем.
Проем
Проем является зоной обувного подошвенного узла, через которую возможна транспортировка водяного пара. Внешняя подошва и обувной подошвенный узел имеют соответствующие сквозные отверстия, которые совместно образуют проем через всю толщину обувного подошвенного узла. Таким образом, проем образуется поверхностями разреза обоих сквозных отверстий. Возможно имеющиеся перемычки расположены внутри периферийной кромки соответствующего проема и не создают ограничение проема. Площадь проема определяется за вычетом площади всех пересекающих его перемычек, поскольку поверхность перемычки блокирует транспортировку водяного пара и тем самым не является площадью проема.
Стабилизирующее устройство
Стабилизирующее устройство действует в качестве дополнительной стабилизации барьерного материала, выполнено и расположено на барьерным материале так, что проницаемость для водяного пара барьерного материала если вообще уменьшается, то лишь незначительно. Это достигается тем, что лишь небольшая поверхность барьерного материала покрывается барьерным материалом. Стабилизирующее устройство предпочтительно обращено вниз к грунту. Стабилизирующее устройство выполняет прежде всего не защитную функцию, а служит для стабилизации.
Отверстие стабилизирующего устройства
По меньшей мере одно отверстие стабилизирующего устройства ограничено по меньшей мере его одной рамой. Площадь отверстия определяется за вычетом всех пересекающих его перемычек.
Ботинок
Обувь, состоящая из обувного подошвенного узла и закрытой верхней части (голенища).
Обувной низ
Обувной низ охватывает все слои под ногой.
Термическое активирование
Термическое активирование происходит вследствие воздействия на волокнистый композиционный материал энергией, которая приводит к повышению температуры материала до диапазона температур размягчения.
Проницаемый для воды обувной подошвенный узел
Испытывается обувной подошвенный узел с помощью центробежного устройства указанного в US-A-5329807 вида. Перед испытанием необходимо обеспечить проницаемость для воды возможно присутствующего функционального слоя дна голенища. Обувной подошвенный узел считается проницаемым для воды, когда не выдерживается это испытание. При необходимости испытание проводят с окрашенной жидкостью для маркировки пути жидкости через обувной подошвенный узел.
Слоистый материал
Слоистый материал является соединением из не проницаемого для воды, проницаемого для водяного пара функционального слоя по меньшей мере с одним текстильным слоем. По меньшей мере один текстильный слой называемый также подкладкой, служит главным образом для защиты функционального слоя во время его обработки. В этом случае имеется двухслойных слоистый материал. Трехслойный слоистый материал состоит из не проницаемого для воды, проницаемого для водяного пара функционального слоя, который заделан между двумя текстильными слоями, при этом между этими слоями точечно нанесен клей.
Водонепроницаемый функциональный слой/барьерный модуль
Функциональный слой включая, при необходимости, предусмотренные на функциональном слое швы, считается водонепроницаемым, когда он обеспечивает входное давление воды, равное по меньшей мере 1×104 Па.
Верхняя сторона обувного подошвенного узла
Под верхней стороной обувного подошвенного узла понимается поверхность обувного подошвенного узла, которая лежит напротив дна голенища.
Внешняя подошва
Внешняя подошва (подметка) является частью обувного подошвенного узла, которая соприкасается с опорной поверхностью (полом, грунтом) и, соответственно, обеспечивает основной контакт с опорной поверхностью.
Перечень позиций
1 Волокнистый композиционный материал
2 Первый волокнистый компонент
2 Второй волокнистый компонент
4 Сердечник
5 Оболочка
6 Соединение
21 Обувной подошвенный узел
23 Внешняя подошва
25 Стабилизирующее обувь устройство
27 Отверстие внешней подошвы
29 Отверстие стабилизирующего устройства
31 Проем
33 Барьерный материал
33a Барьерный материал
33b Барьерный материал
33c Барьерный материал
33d Барьерный материал
35 Барьерный модуль
37 Стабилизирующая перемычка
37a Отдельная перемычка
37b Отдельная перемычка
37c Отдельная перемычка
37d Стабилизирующая решетка
39 Клей
43 Круговая поверхность
101 Ботинок
103 Голенище
105 Обувной подошвенный узел
107 Зона передней части стопы
109 Зона средней части стопы
111 Зона пятки
113 Отверстие для введения ноги
115 Дно голенища
117 Состоящая из нескольких частей внешняя подошва
117а Зона пятки составной внешней подошвы
117b Зона подушечек стопы составной внешней подошвы
117c Зона пальцев составной внешней подошвы
119 Стабилизирующее устройство
119а Зона пятки
119b Зона передней части стопы
119с Зона средней части стопы
121 Демпфирующая подошву часть
121а Зона пятки демпфирующей подошву части
121b Зона средней части стопы демпфирующей подошву части
123 Отверстия внешней подошвы:
123а Зона пятки
123b Зона передней части стопы
123с Зона средней части стопы
125 Сквозное отверстие в зоне 119а пятки стабилизирующего устройства
127 Отверстия демпфирующей подошву части:
127а Зона пятки
127b Зона передней части стопы
127с Зона средней части стопы
129 Ограничительная кромка барьерного устройства:
129а Зона средней части стопы
129b Зона передней части стопы
129с Зона передней части стопы
131 Выступы
133 Углубления
135 Отверстия стабилизирующего устройства:
135а Зона средней части стопы
135b Зона передней части стопы
135с Зона передней части стопы
135d Зона передней части стопы
137 Стабилизирующая решетка:
137а Зона средней части стопы
137b Зона передней части стопы
137с Зона передней части стопы
137d Зона передней части стопы
139 Соединительный элемент
141 Боковое крыло
143 Крыльевые части стабилизирующего устройства
145 Стабилизирующее ребро
147 Рама стабилизирующего устройства
150 Опорный выступ
151 Опорный элемент
153 Рабочая поверхность
211 Слой верхнего материала
213 Подкладочный слой
214 Текстильный слой
215 Функциональный слой голенища
216 Слоистый материал функционального слоя голенища
217 Верхний конец голенища
219 Обращенная к подошве концевая зона голенища
221 Дно голенища
233 Монтажная подошва голенища
235 Развернутый шов
237 Слоистый материал функционального слоя дна голенища
238 Обращенный к подошве конец слоя верхнего материала
239 Обращенный к подошве конец функционального слоя голенища
241 Сетчатая лента
243 Первый шов
244 Текстильный слой
245 Периферийная зона
246 Текстильная подкладка
247 Мембрана
248 Уплотнительный материал
249 Затяжной клей
250 Крепежный клей
260 Материал для отливки подошвы
Сравнительная таблица
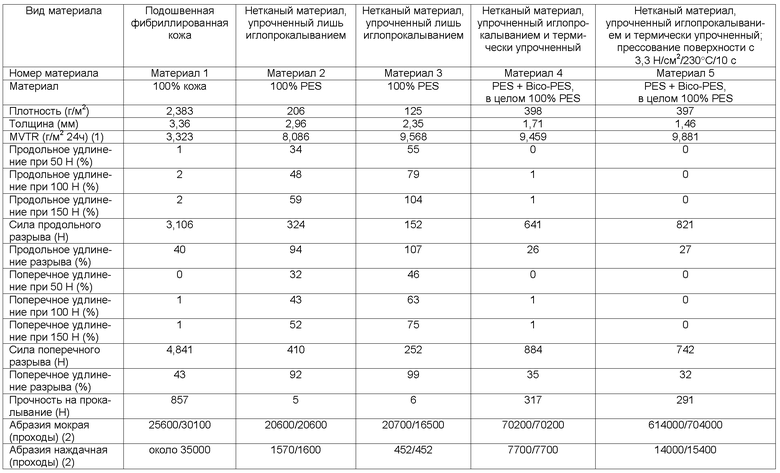
(1) DIN EN ISO 15496 (09/2004)
(2) DIN EN ISO 12947-1; -2 (04/1999)
Мужской ботинок размера 42/43 (франц.)
Все ботинки выполнены идентично, т.е. отклонение лишь за счет естественных отклонений материалов (кожи, текстиля и т.д.).
Голенище может быть выполнено водонепроницаемым.
Постоянное количество воды во всех ботинках.
Стельки при испытаниях удалены.
Конструкции низа обуви №2 и 3 аналогичны, в №1 закрыта лишь внешняя подошва, т.е. она не имеет отверстий.
№
MVTR=(м2-м3)/дл.теста (г/ч)
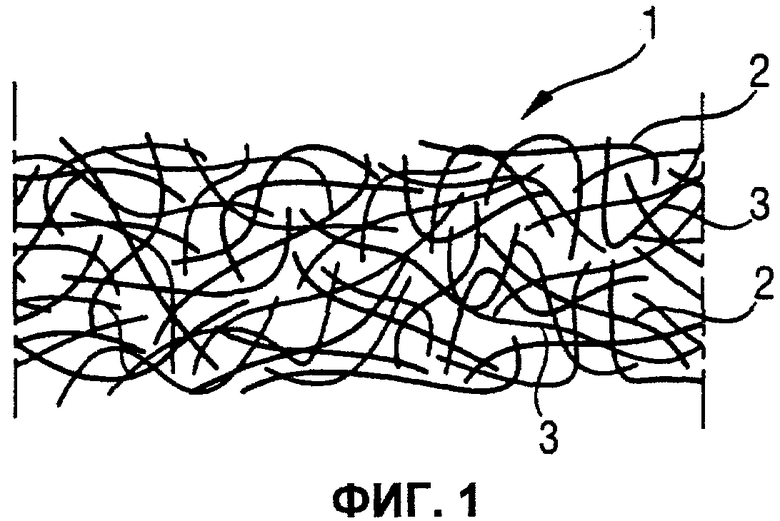
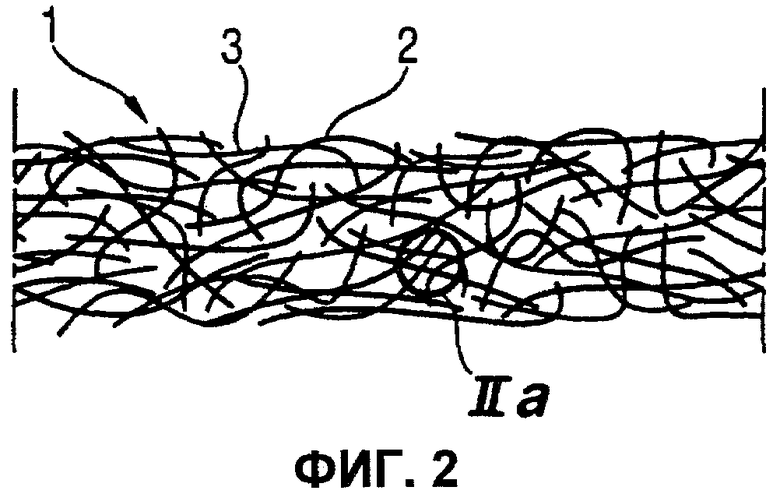
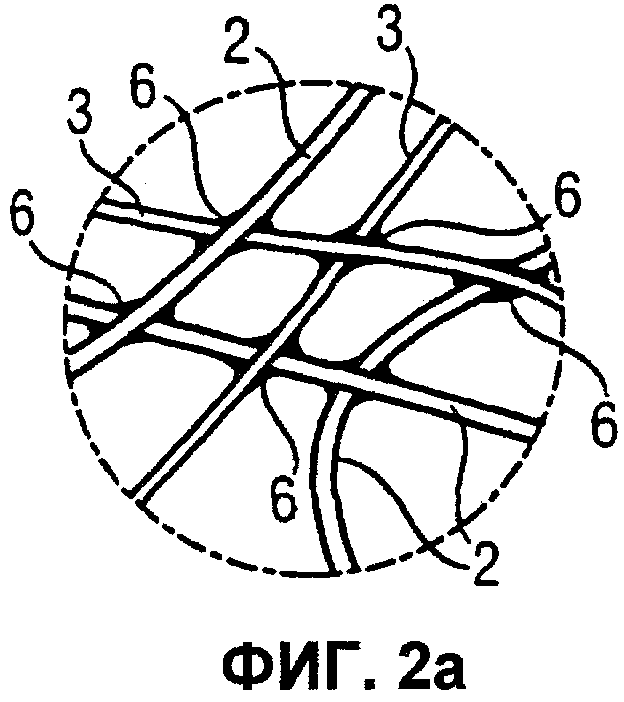
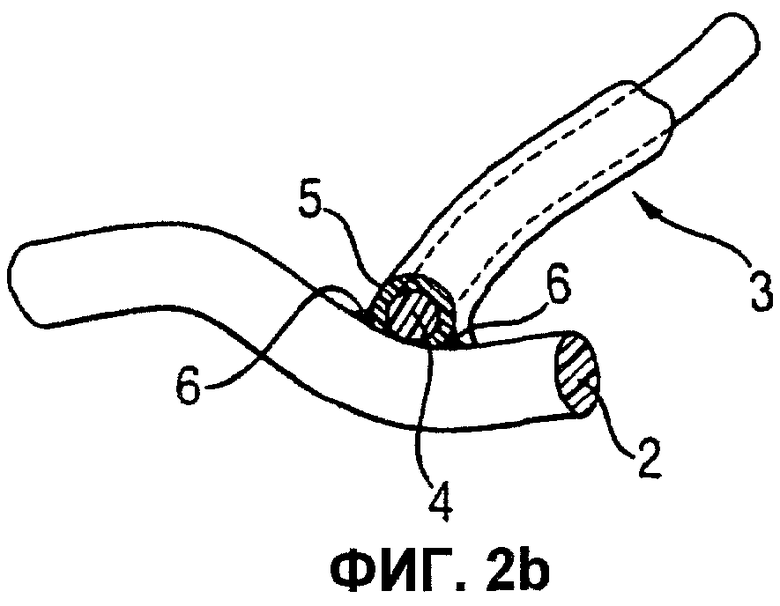
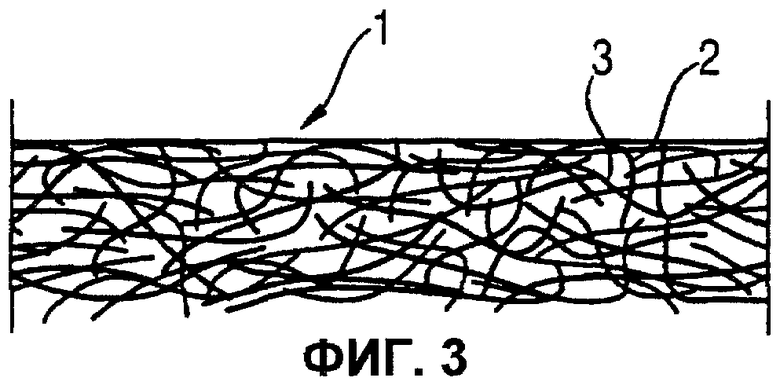
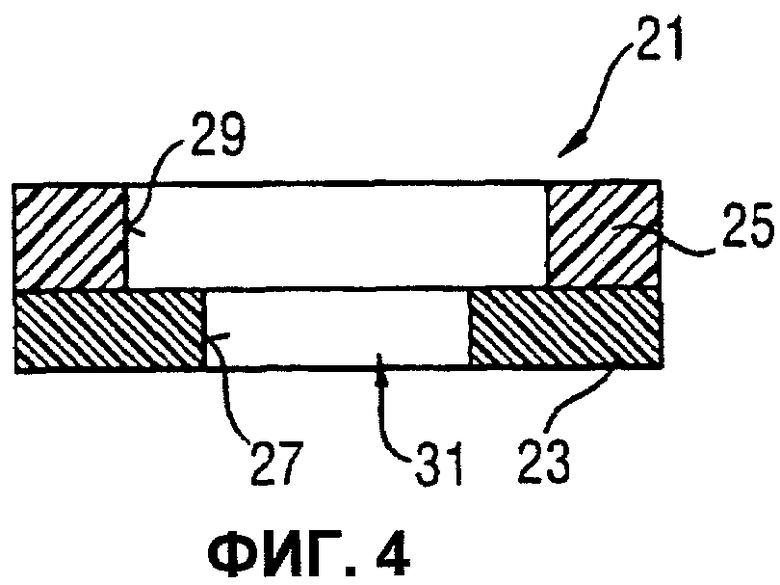
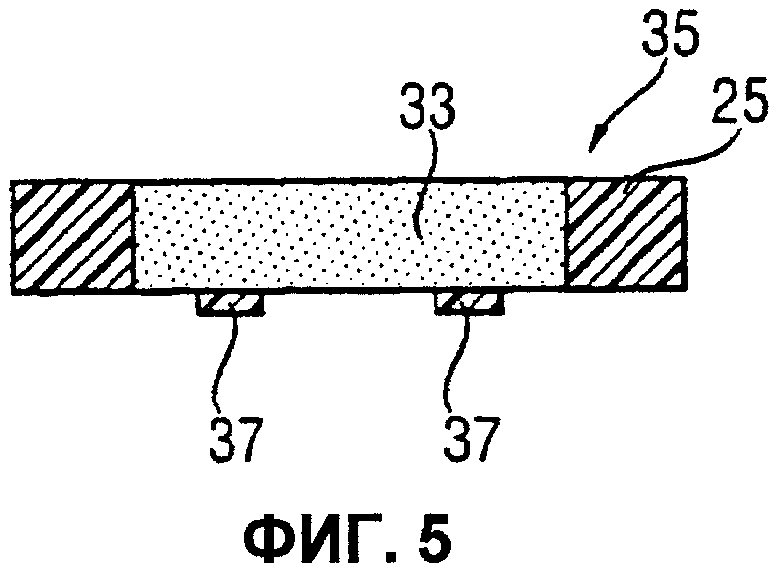
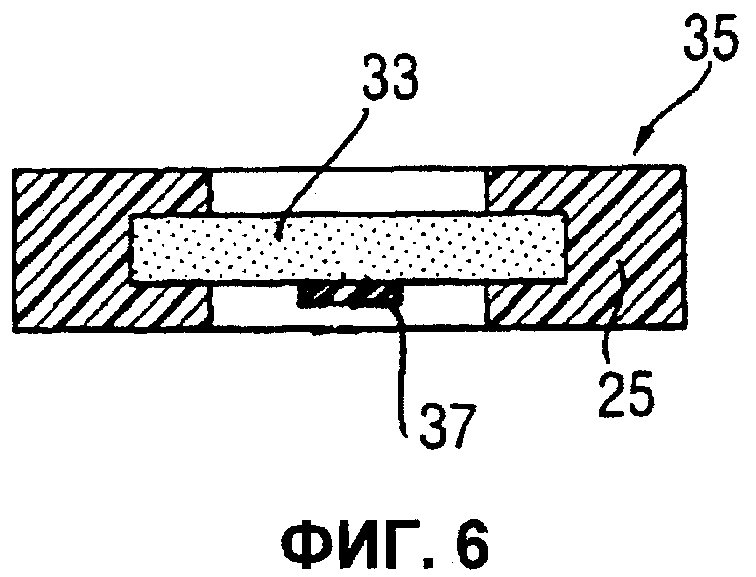
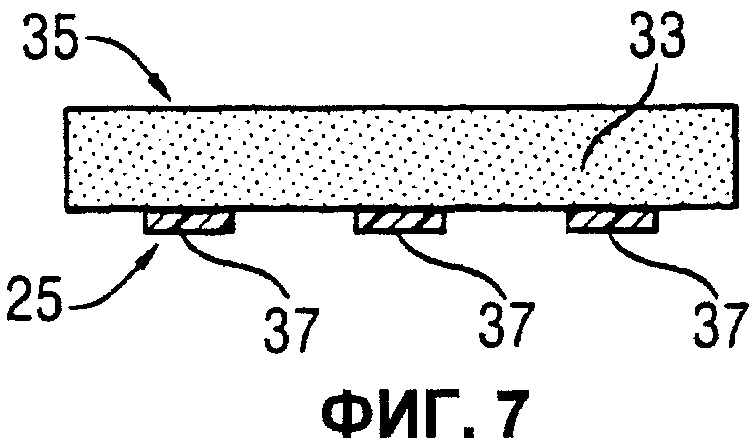
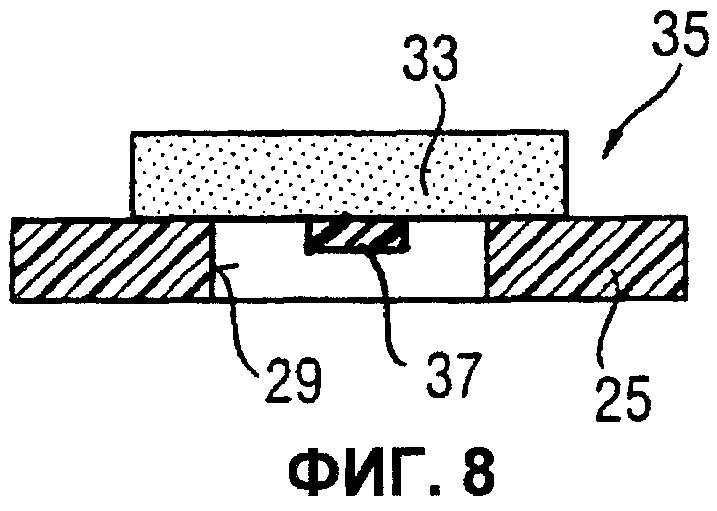
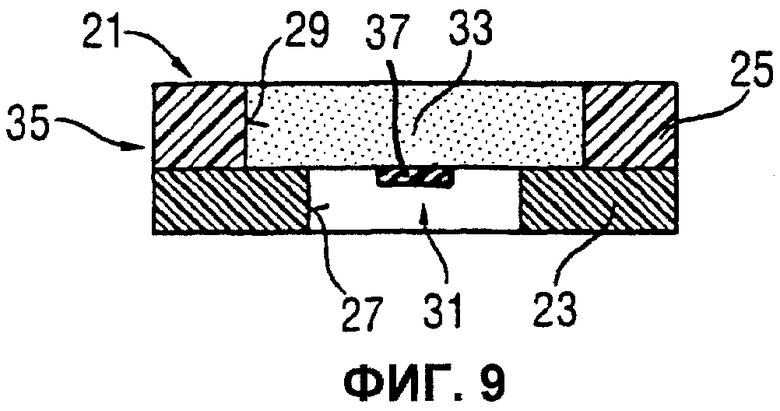
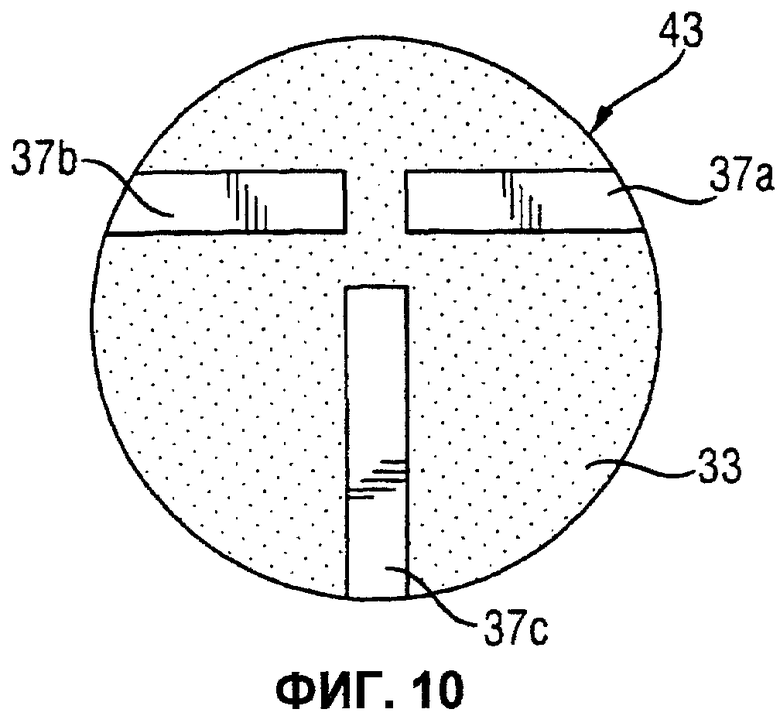
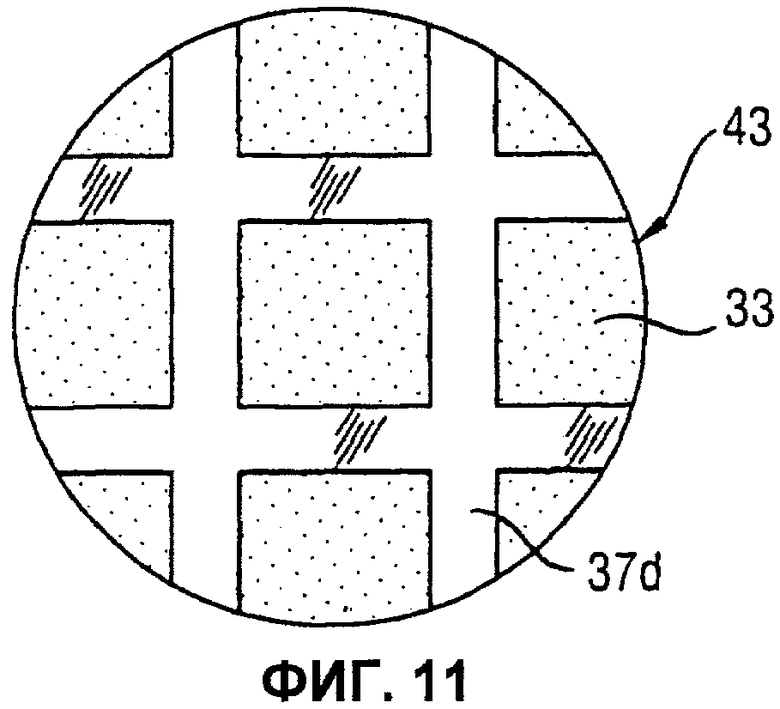
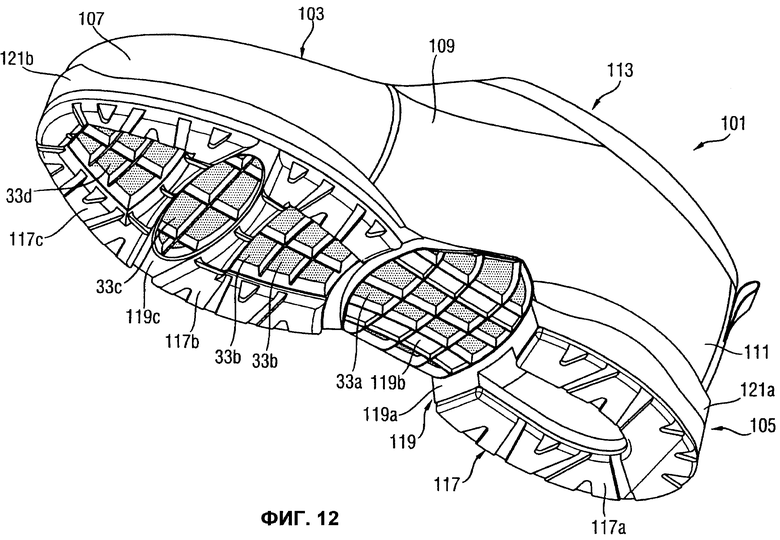
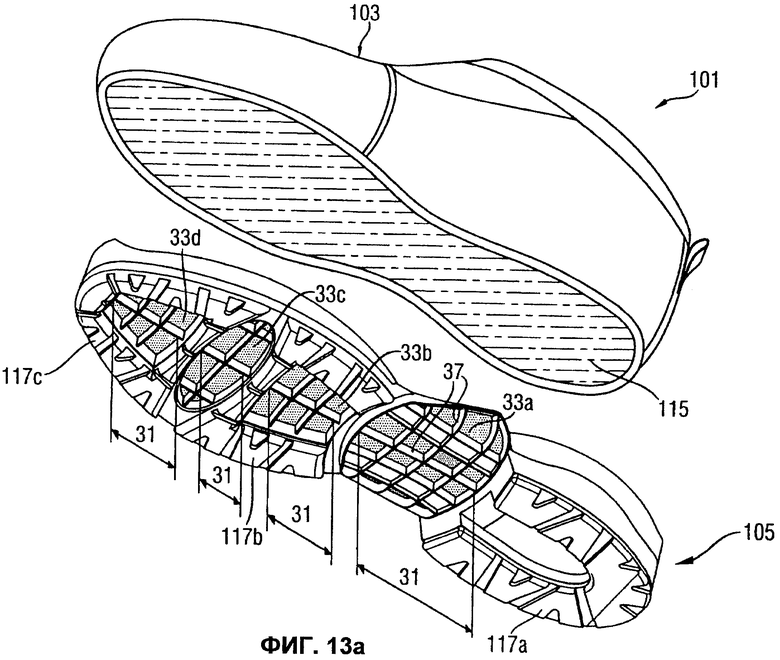
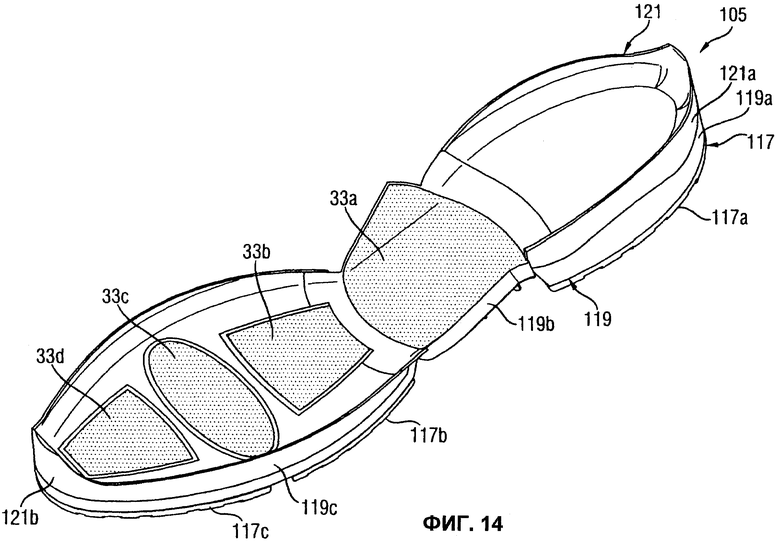
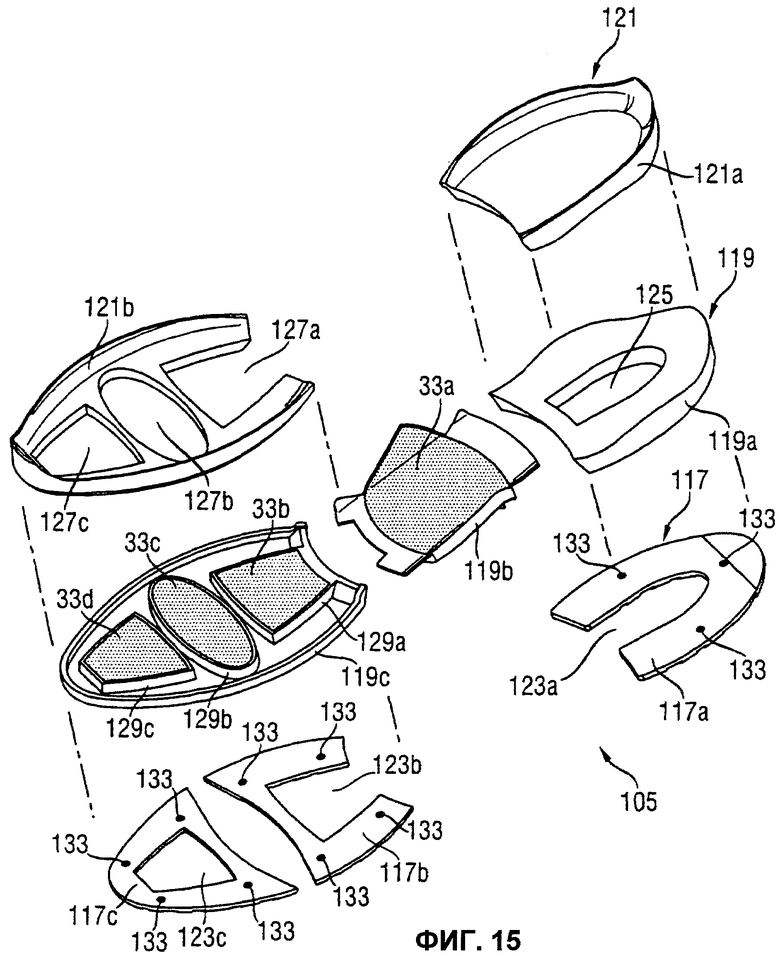
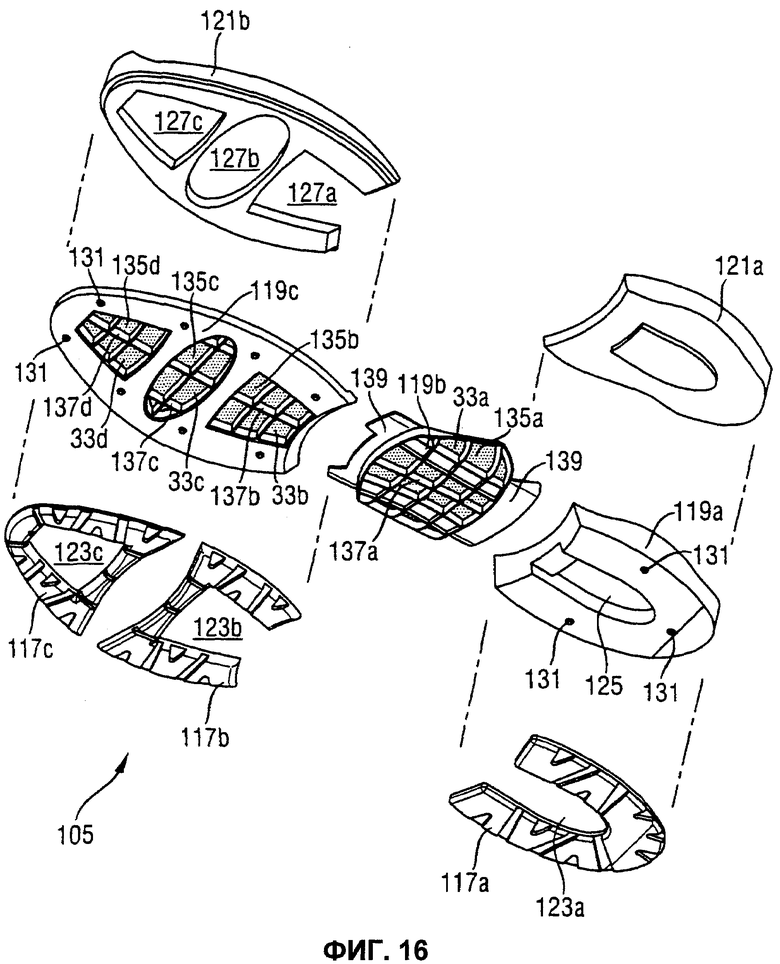
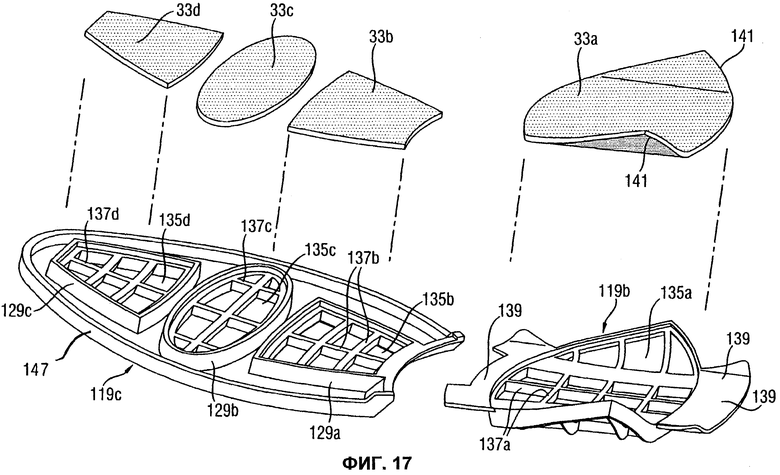
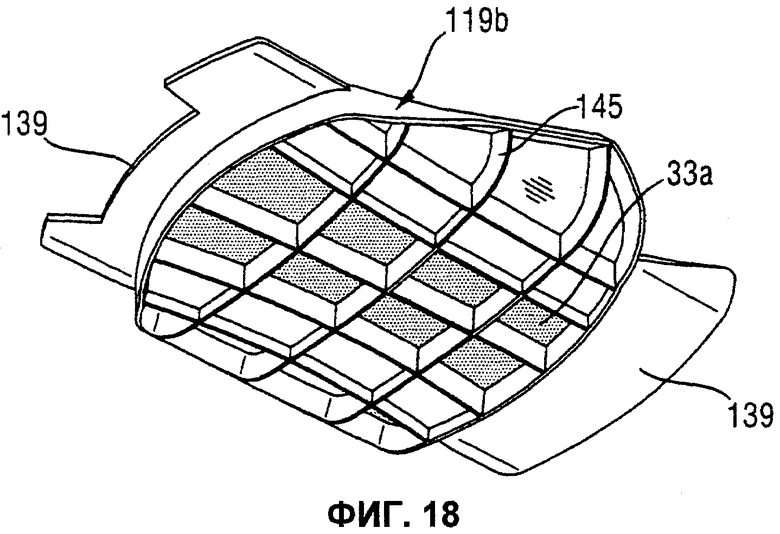
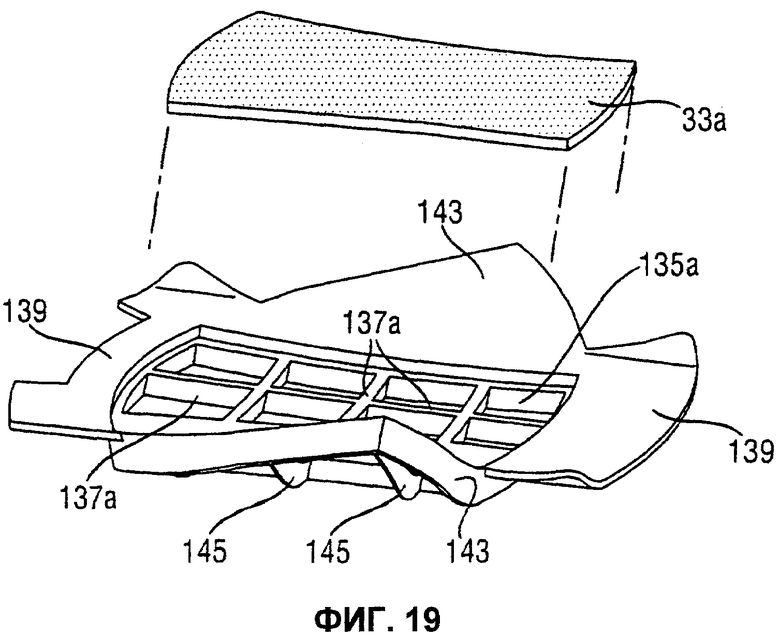
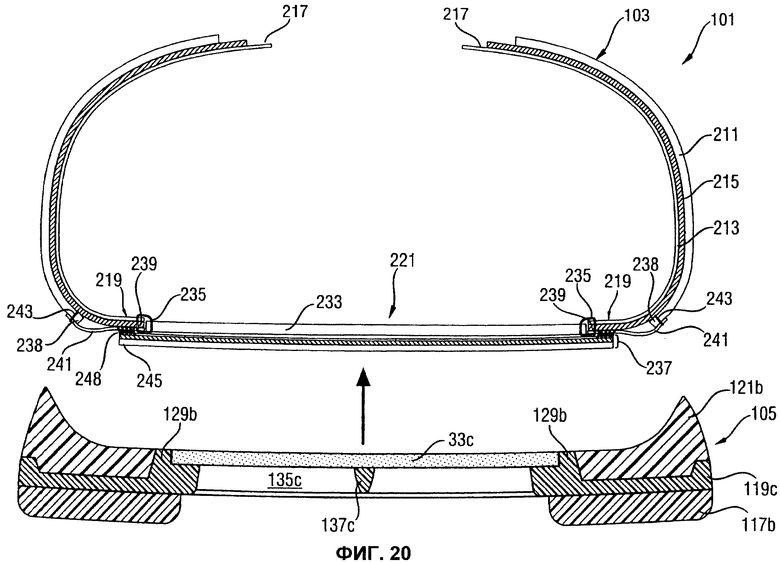
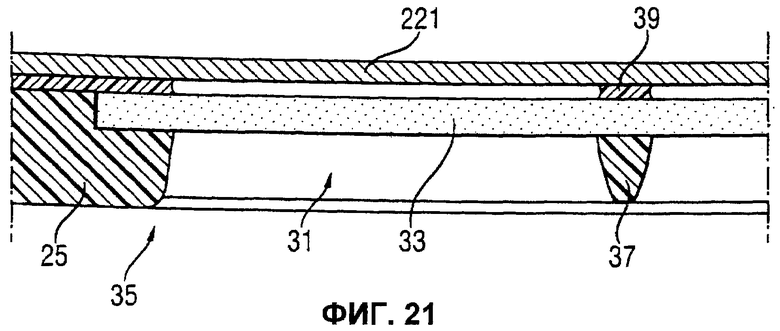
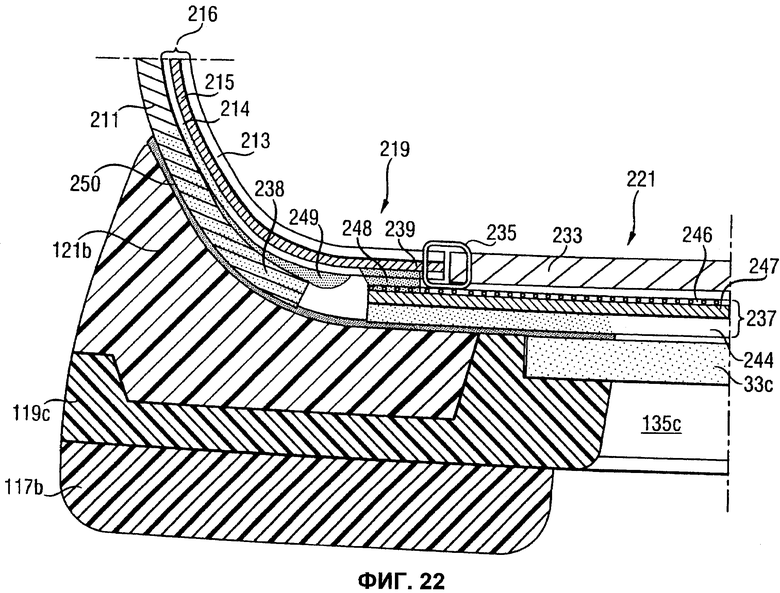
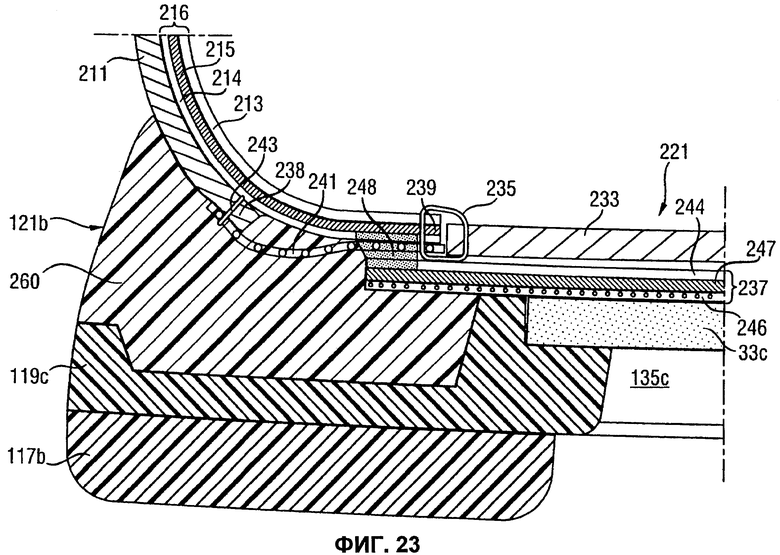
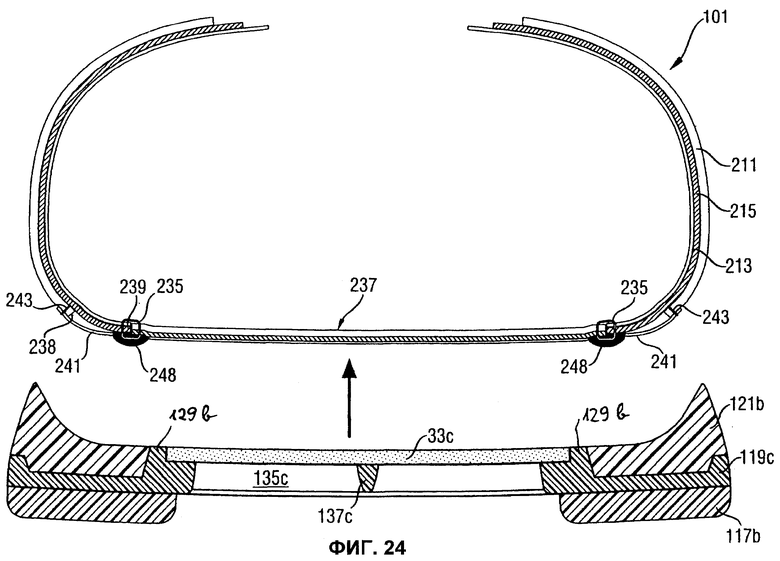
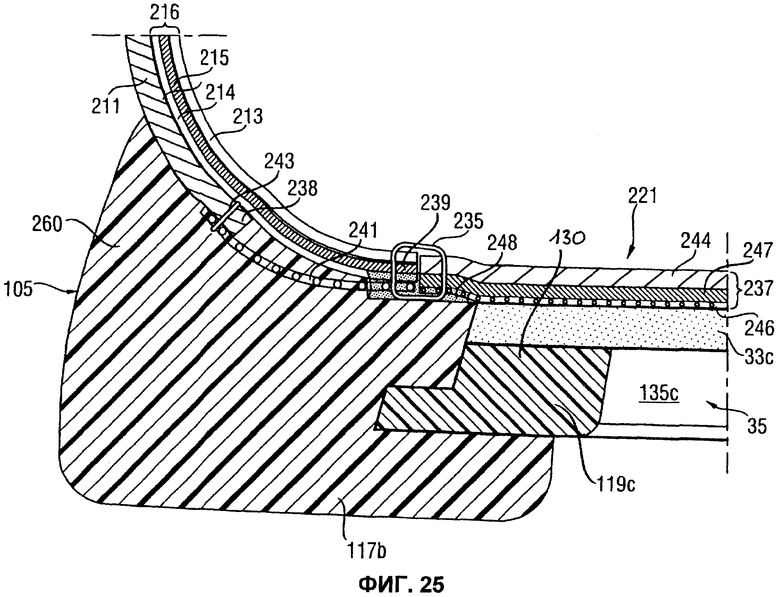
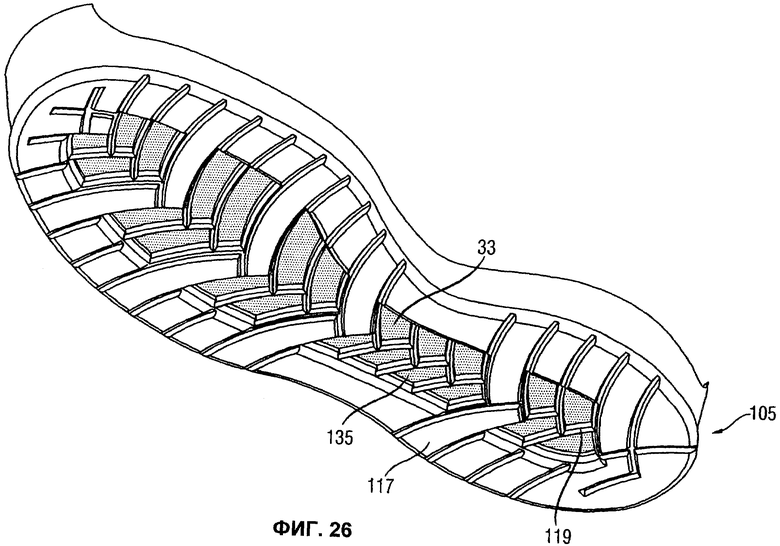
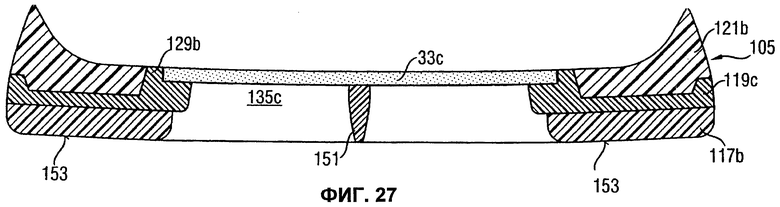
Проницаемый для водяного пара обувной подошвенный узел (105) с верхней стороной, имеющий по меньшей мере один проходящий через толщину обувного подошвенного узла проем (31) и барьерный модуль с образующей по меньшей мере частично верхнюю сторону обувного подошвенного узла (105) верхней стороной и с выполненным в качестве барьера против продавливания посторонних тел проницаемым для водяного пара барьерным материалом (33). С помощью последнего закрывается по меньшей мере один проем (31) проницаемым для водяного пара образом. Также имеется предназначенное для механической стабилизации обувного подошвенного узла (105) стабилизирующее устройство, которым снабжен барьерный материал (33) и которое выполнено по меньшей мере с одной стабилизирующей перемычкой (37). Перемычка расположена по меньшей мере на одной поверхности барьерного материала (33) и пересекает по меньшей мере частично по меньшей мере один проем (31) и по меньшей мере одну расположенную под барьерным модулем часть (117) внешней подошвы. Способ изготовления обуви с проницаемым для водяного пара обувным подошвенным узлом (105), в котором: а) изготавливают обувной подошвенный узел (105) и голенище (103); b) снабжают голенище (103) в обращенной к подошве концевой зоне голенища не проницаемым для воды и проницаемым для водяного пара функциональным слоем дна голенища; с) соединяют друг с другом обувной подошвенный узел (105) и снабженную функциональным слоем дна голенища, обращенную к подошве концевую зону голенища так, что функциональный слой дна голенища по меньшей мере в зоне по меньшей мере одного проема (31) остается не соединенным с барьерным материалом (33). Технический результат, который достигается при использовании обувного подошвенного узла заключается в том, чтобы обеспечить длительную водонепроницаемость и высокую проницаемость для водяного пара для достижения возможно более высокой стабильности обувной подошвы и самой обуви с таким обувным подошвенным узлом. 3 н. и 12 з.п. ф-лы, 30 ил., 2 табл.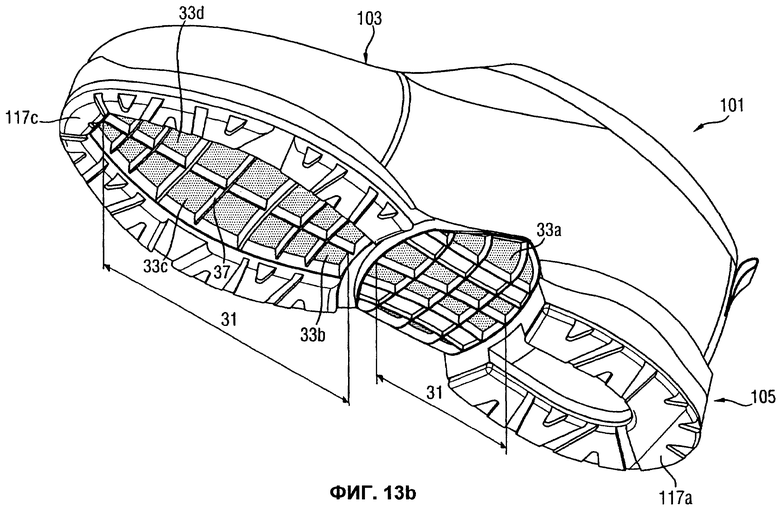
1. Проницаемый для водяного пара обувной подошвенный узел (105) с верхней стороной (50), содержащий:
по меньшей мере один проходящий через толщину обувного подошвенного узла проем (31);
барьерный модуль (35) с образующей по меньшей мере частично верхнюю сторону (50) обувного подошвенного узла (105) верхней стороной и с выполненным в качестве барьера против продавливания посторонних тел, проницаемым для водяного пара барьерным материалом (33), посредством которого закрыт указанный по меньшей мере один проем (31) проницаемым для водяного пара образом;
предназначенное для механической стабилизации обувного подошвенного узла (105) стабилизирующее устройство (25), которым снабжен барьерный материал (33) и которое выполнено по меньшей мере с одной стабилизирующей перемычкой (37), расположенной по меньшей мере на одной поверхности барьерного материала (33) и пересекающей по меньшей мере частично указанный по меньшей мере один проем (31);
и по меньшей мере одну расположенную под барьерным модулем (35) часть (117) внешней подошвы.
2. Обувной подошвенный узел (105) по п.1, в котором барьерный модуль (35) содержит несколько стабилизирующих перемычек (37), образующих решетчатую структуру.
3. Обувной подошвенный узел (105) по п.1 или 2, в котором часть внешней подошвы содержит первый материал, а стабилизирующее устройство содержит второй материал, который отличается от первого материала, при этом второй материал имеет твердость (по Шору), превышающую твердость первого материала.
4. Обувной подошвенный узел (105) по п. 1, в котором барьерный материал (33) выполнен в виде волокнистого композиционного материала.
5. Обувной подошвенный узел (105) по п.1, в котором стабилизирующее устройство (25) имеет по меньшей мере одну стабилизирующую раму (147), стабилизирующую по меньшей мере обувной подошвенный узел (105).
6. Обувной подошвенный узел (105) по п.1, в котором барьерный материал (33) имеет волокнистый композиционный материал по меньшей мере с двумя волокнистыми компонентами, которые отличаются температурой плавления,
при этом по меньшей мере часть первого волокнистого компонента имеет первую температуру плавления и лежащий ниже нее первый диапазон температур размягчения, и по меньшей мере одна часть второго волокнистого компонента имеет вторую температуру плавления и лежащий ниже нее второй диапазон температур размягчения, и первая температура плавления и первый диапазон температур размягчения находятся выше второй температуры плавления и второго диапазона температур размягчения;
и при этом волокнистый композиционный материал вследствие термического активирования второго волокнистого компонента при лежащей во втором диапазоне температур размягчения температуре склеивающего размягчения термически упрочнен при сохранении проницаемости для водяного пара в термически упрочненной зоне.
7. Обувной подошвенный узел (105) по п.6, в волокнистом композиционном материале которого по меньшей мере второй волокнистый компонент содержит по меньшей мере одну первую волокнистую часть и одну вторую волокнистую часть, при этом первая волокнистая часть имеет более высокую температуру плавления и более высокий диапазон температур размягчения, чем вторая волокнистая часть.
8. Обувной подошвенный узел (105) по п.6 или 7, в котором волокнистый композиционный материал является текстильным плоским образованием, в частности, в виде ткани, трикотажа, пряжи, войлока, сетки, холста или нетканого материала, последнее, в частности, в виде механически упрочненного нетканого материала, например упрочненного иглопрокалыванием нетканого материала.
9. Обувной подошвенный узел (105) по п.6 или 7, в котором барьерный материал (33) термически упрочнен по меньшей мере на части своей толщины.
10. Обувной подошвенный узел (105) по п.6 или 7, в котором барьерный материал (33) термически упрочнен по меньшей мере на части своей толщины и по меньшей мере по одной поверхности спрессован посредством давления и температуры с разглаживанием поверхности.
11. Обувной подошвенный узел (105) по п.1, содержащий рабочую поверхность (153), в котором барьерный материал (33) снабжен в проеме или, соответственно, по меньшей мере в одном из проемов (33а, 33b, 33с) по меньшей мере одним опорным элементом (151), проходящим от обращенной к рабочей поверхности стороны барьерного материала (33) вплоть до уровня рабочей поверхности (153) так, что барьерный материал (33) при ходьбе опирается через опорный элемент (151) на опорную поверхность.
12. Обувной подошвенный узел (105) по п. 11, в котором по меньшей мере одна из стабилизирующих перемычек (37) выполнена одновременно в качестве опорного элемента (151).
13. Обувь с обувным подошвенным узлом (105) по любому из пп.1-12, содержащая голенище (103), которое в обращенной к подошве зоне (219) голенища снабжено не проницаемым для воды и проницаемым для водяного пара функциональным слоем (247) дна голенища, при этом обувной подошвенный узел (105) соединен со снабженной функциональным слоем (247) дна голенища концевой зоной (219) голенища так, что функциональный слой (247) дна голенища по меньшей мере в зоне указанного по меньшей мере одного проема (31) не соединен с барьерным материалом (33).
14. Обувь по п.13, в которой голенище (103) выполнено по меньшей мере с одним материалом голенища, при этом материал голенища по меньшей мере в обращенной к подошве концевой зоне (219) голенища имеет не проницаемый для воды, предпочтительно также проницаемый для водяного пара функциональный слой (215) голенища, и при этом между функциональным слоем (215) голенища и функциональным слоем (247) дна голенища существует водонепроницаемая герметизация.
15. Способ изготовления обуви с проницаемым для водяного пара обувным подошвенным узлом (105) по любому из пп.1-14 и голенищем (103), которое в обращенной к подошве концевой зоне (219) голенища снабжено не проницаемым для воды и проницаемым для водяного пара функциональным слоем (247) дна голенища, при котором осуществляют следующие стадии:
a) изготавливают обувной подошвенный узел (105) и голенище (103);
b) снабжают голенище (103) в обращенной к подошве концевой зоне (219) голенища не проницаемым для воды и проницаемым для водяного пара функциональным слоем (247) дна голенища;
c) соединяют друг с другом обувной подошвенный узел (105) и снабженную функциональным слоем (247) дна голенища, обращенную к подошве концевую зону (219) голенища так, что функциональный слой (247) дна голенища по меньшей мере в зоне указанного по меньшей мере одного проема (31) остается не соединенным с барьерным материалом (33).
| WO 2005063069 A2, 14.07.2005 | |||
| WO 2006010578 A1, 02.02 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| WO 2004028284 A1, 08.04.2004 | |||
| ВОДОНЕПРОНИЦАЕМАЯ ПАРОПРОНИЦАЕМАЯ ПОДМЕТКА ДЛЯ ОБУВИ | 2001 |
|
RU2254793C2 |

