Область техники
Изобретение относится к водонепроницаемой обуви (варианты), к мягкой вставке для обуви и способу изготовления водонепроницаемой обуви
Уровень техники
Известно, что предпринимаются значительные усилия по созданию водонепроницаемой и вместе с тем воздухопроницаемой обуви. Предыдущие попытки изготовления такой обуви включали в себя изготовление обуви, состоящей из материалов верха, таких как выделанная кожа, обработанная с целью сделать ее водонепроницаемой, и подошв, изготовленных из резины. При использовании конструкции обуви такого типа возникало несколько проблем. Если материал верха должен был быть выполнен как полностью водонепроницаемый, он должен бы был потерять способность к пропусканию воздуха. Кроме того, область соединения водонепроницаемой подошвы и верха становилась источником протекания, поскольку не имелось никакого эффективного способа сделать область соединения водонепроницаемой.
Альтернативный подход к решению задачи по изготовлению удобной водонепроницаемой обуви предполагает использование в ботинке водонепроницаемой вставки или мягкой вставки. Этот способ является особенно полезным при изготовлении обуви с машинной установкой колодки, известной по существующему уровню техники. Эта водонепроницаемая вставка, если она изготавливается из соответствующих материалов, имеет дополнительное преимущество, состоящее в том, что она является проницаемой для водяного пара во избежание скапливания водяного пара внутри ботинка со временем, когда обувь изнашивается. В области изготовления обуви материалы, которые являются как водонепроницаемыми, так и проницаемыми для водяного пара, часто именуются как «функциональные» материалы. Примером такого функционального материала является материал мембраны из микропористого вспененного политетрафторэтилена, имеющийся в продаже у W.L. Gore and Associates, Inc., Elkton, Md. под торговым наименованием GORE-TEX®. Также были разработаны другие функциональные материалы, хорошо известные в рассматриваемой области.
Другие подходы включают в себя крепление с помощью процесса установки колодки водонепроницаемого и воздухопроницаемого материала подкладки к внутренней стороне верха обуви и герметичное соединение материала подкладки с водонепроницаемой прокладкой или стелькой. Предпринималось множество различных попыток изготовить долговечное водонепроницаемое уплотнение или соединение в области, где материал подкладки соединяется с водонепроницаемой прокладкой или стелькой. Эти попытки имели различные результаты с точки зрения решения поставленных задач.
Первая проблема, с которой часто сталкиваются при изготовлении такой водонепроницаемой и воздухопроницаемой обуви, состоит в том, что вставление подкладки или мягкой вставки часто приводит к неудовлетворительной подгонке к ботинку (т.е. плохой подгонке из-за того, что подкладка вставляется внутрь верха обуви, уже имеющего определенные размеры) и/или неудовлетворительному креплению подкладки или мягкой вставки к материалу верха ботинка, что ведет, помимо прочего, к нежелательному виду внутренней части обуви (т.е. на подкладке имеются складки или она отрывается от верха).
Дополнительная проблема состоит в том, что поскольку для изготовления водонепроницаемого обувного изделия обычно требуются несколько дополнительных слоев, его гибкость может значительно уменьшиться. Другими словами, стандартный водонепроницаемый ботинок по существующему уровню техники имеет намного меньшую гибкость по сравнению с обувью по существующему уровню техники, которая не является водонепроницаемой.
Таким образом, продолжаются исследования применительно к экономичному процессу изготовления водонепроницаемой и воздухопроницаемой обуви, которая является как долговечной, с точки зрения герметичности, так и гибкой.
Раскрытие изобретения
Ниже приводится описание различных конструкций и способов изготовления водонепроницаемой обуви и мягких вставок. Водонепроницаемая обувь включает в себя материал подкладки, имеющий, по меньшей мере, водонепроницаемый и проницаемый для водяного пара функциональный слой и краевой участок периметра и по усмотрению, по меньшей мере, один слой ткани. Во время изготовления материал подкладки крепится к материалу верха. Кроме того, конструкция водонепроницаемой обуви включает в себя стельку, прикрепленную к краевому участку периметра. Кроме того, конструкция водонепроницаемой обуви включает в себя герметизирующую простилку, предназначенную для закрывания материала верха и обеспечения водонепроницаемости обувного изделия. Герметизирующая простилка имеет верхнюю поверхность, и эта верхняя поверхность крепится, по меньшей мере, к участку нижней части краевого участка периметра материала подкладки. Кроме того, по меньшей мере, участок верхней поверхности предназначен для растекания после прикладывания энергии с целью образования водонепроницаемого уплотнения с материалом верха. Кроме того, после сборки конструкции к обуви крепится подошва.
По варианту выполнения герметизирующая простилка включает в себя, по меньшей мере, два слоя, верхний слой 60, имеющий верхнюю поверхность 110, описанную выше, и нижний слой 70. По меньшей мере, один из, по меньшей мере, двух слоев включает в себя полимерный слой, имеющий точку плавления выше точки плавления другого слоя или слоев (например, нижний слой). И, наоборот, по меньшей мере, один из других, по меньшей мере, двух слоев включает в себя полимерный слой, имеющий точку плавления ниже точки плавления другого слоя или слоев (например, нижний слой). Полимерный слой, например, может быть полиуретаном. Следует отметить, что в случае, когда верхний слой имеет точку плавления ниже точки плавления другого слоя или слоев, верхняя поверхность 110 или верхний слой 60 могут быть предназначены для растекания, как описано выше, так же как и другие участки верхнего слоя.
В варианте выполнения водонепроницаемый и проницаемый для водяного пара функциональный слой является полимерным материалом мембраны. Пригодные полимерные материалы мембраны включают в себя полиуретан, сложный полиэфир, простой полиэфир, полиамид, полиакрилат, сополимер на основе сложного и простого полиэфиров и сополимер сложного полиэфира с амидами. Кроме того, полимерный материал мембраны может быть микропористым вспененным политетрафторэтиленом.
В варианте выполнения герметизирующая простилка и/или стелька могут растягиваться в направлении обработки и поперек направления обработки.
Ниже также приводится описание мягких вставок для использования внутри водонепроницаемых конструкций. Мягкие вставки включают в себя материал подкладки, имеющий, по меньшей мере, водонепроницаемый и проницаемый для водяного пара функциональный слой и краевой участок периметра и, по усмотрению, по меньшей мере, один тканевый слой. Кроме того, мягкая вставка включает в себя стельку, прикрепленную к краевому участку периметра. Кроме того, предусматривается герметизирующая простилка, предназначенная для обеспечения водонепроницаемости обувного изделия. Герметизирующая простилка имеет верхнюю поверхность, и эта верхняя поверхность крепится, по меньшей мере, к участку нижнего краевого участка периметра материала подкладки. По меньшей мере, участок верхней поверхности предназначен для растекания после прикладывания энергии с целью образования водонепроницаемого уплотнения с верхним материалом.
Ниже также приводится описание способа изготовления водонепроницаемой обуви. Способ включает в себя обеспечение наличия верхнего материала, обеспечение наличия материала подкладки, имеющего, по меньшей мере, водонепроницаемый и проницаемый для водяного пара функциональный слой и открытый нижний участок 210. Способ также включает в себя крепление материала стельки к открытому нижнему участку 210 материала 20 подкладки для образования мягкой вставки и последующего расположения колодки внутри мягкой вставки для образования нижнего участка мягкой вставки, который включает в себя материал 80 стельки и краевой участок 90 материала 20 подкладки. Способ также включает в себя обеспечение наличия герметизирующей простилки 50, имеющей верхний слой 60 и нижний слой 70, прикрепляющий верхний слой 60 герметизирующей простилки 50 к нижнему участку мягкой вставки для закрывания материала стельки и краевого участка периметра и прикладывающий энергию к нижней поверхности герметизирующей простилки для образования водонепроницаемого уплотнения с материалом верха. И, наконец, подошва 100 крепится к нижней поверхности герметизирующей простилки для образования водонепроницаемой обуви.
Краткое описание чертежей
Фиг. 1 - вид в разрезе водонепроницаемой обуви, содержащей герметизирующую простилку;
фиг. 2 - изображение в разобранном виде водонепроницаемой обуви, содержащей герметизирующую простилку;
фиг. 3 - перспективный вид водонепроницаемой обуви, содержащей герметизирующую простилку;
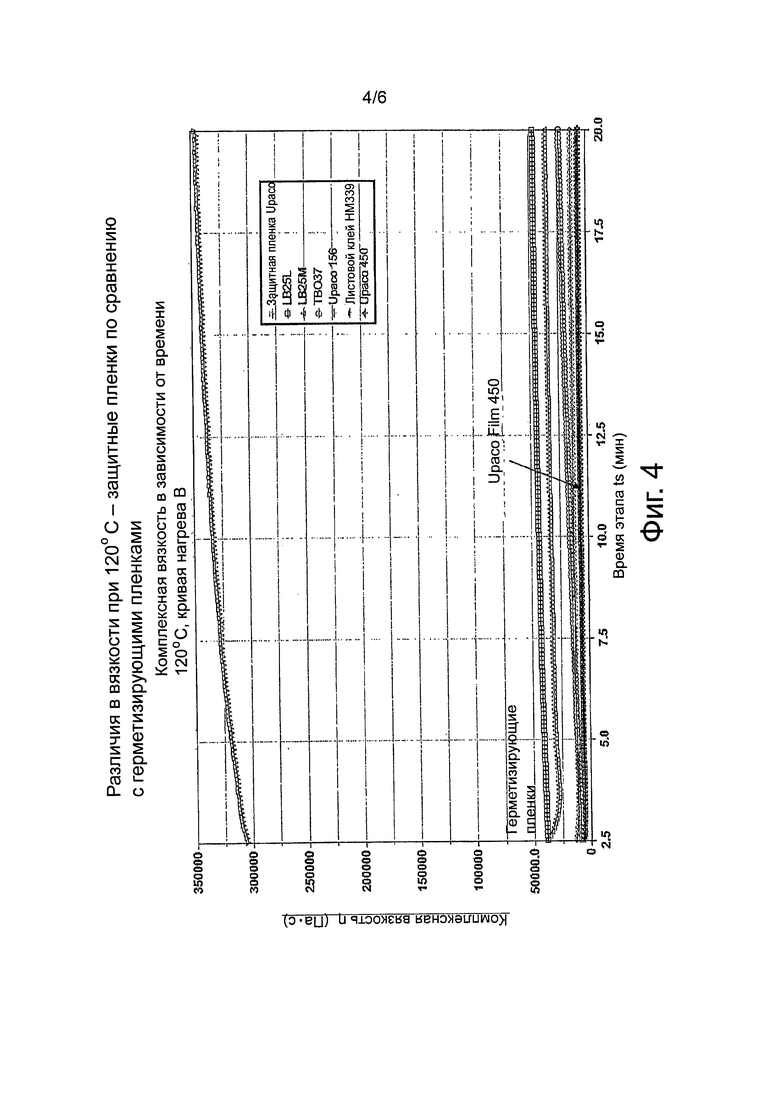
фиг. 4 - различия в вязкости внутри герметизирующей простилки;
фиг. 5 - крепление герметизирующей простилки к мягкой вставке и вставки к верху;
фиг. 6 - различия в вязкости внутри герметизирующей простилки.
Осуществление изобретения
Настоящее изобретение относится к водонепроницаемой обуви и способам ее изготовления. В этой обуви используется специальная герметизирующая простилка 50, а не традиционная водонепроницаемая прокладка. Герметизирующая простилка 50 включает в себя жидкотекучий полимер в пределах одного или нескольких слоев для исключения необходимости нанесения клея на нижнюю часть мягкой вставки для крепления водонепроницаемой прокладки. Это увеличивает эффективность изготовления за счет снижения производственных расходов.
В этом смысле производственные расходы снижаются по той причине, что для надежного и легкого обеспечения водонепроницаемости ботинка необязательно должны использоваться комбинация штробельный картон/водонепроницаемая прокладка и необходимые клеи. Вместо этого к подкладке и верху присоединяется герметизирующая простилка для создания водонепроницаемого уплотнения за счет использования жидкотекучего герметизирующего полимера, а не традиционной комбинации штробельный картон/водонепроницаемая прокладка.
На фиг. 1-3 показана водонепроницаемая обувь, включающая материал 20 прокладки, имеющий краевой участок 90 периметра. Она также включает в себя стельку 80, прикрепленную к краевому участку 90 периметра. Кроме того, она включает в себя герметизирующую простилку 50. предназначенную для закрывания материала 10 верха и обеспечения водонепроницаемости обувного изделия.
На фиг. 5 материал 20 подкладки имеет открытый верхний участок 200 и открытый нижний участок 210. По усмотрению швы могут быть соединены для образования материала подкладки в форме, в общем, соответствующей верху ботинка. Куски материала подкладки могут быть соединены между собой посредством шитья, сварки, склеивания и т.д. Когда куски подкладки сшиваются между собой, швы могут быть сделаны водонепроницаемыми посредством герметизации швов известными герметизирующими материалами, такими как лента GORE-SEAM® (производства компании W.L. Gore and Associates, Inc.). Другие герметики могут наноситься на швы для обеспечения их водонепроницаемости в том случае, если такие швы в своей основе не являются водонепроницаемыми из-за сварки или склеивания. Материал 20 подкладки включает в себя, по меньшей мере, один слой материала, который является водонепроницаемым и проницаемым для водяного пара (т.е. является функциональным материалом), например является воздухопроницаемой полимерной мембраной. Используемые здесь термины «проницаемый для водяного пара» и «воздухопроницаемый» являются взаимозаменяемыми и означают, что функциональный слой имеет характеристику сопротивления проникновению водяного пара менее 200 м2·Па·Вт-1.
Воздухопроницаемые полимерные мембраны могут быть воздухопроницаемыми посредством пор в мембране или механизма растворение-диффузия. Воздухопроницаемые полимерные мембраны могут выбираться и изготавливаться из полиуретана, сложного полиэфира, простого полиэфира, полиамида, полиакрилата, сополимера простого полиэфира и сополимера на основе сложного и простого полиэфиров и сополимера сложного полиэфира с амидами. По аспекту изобретения водонепроницаемая и проницаемая для водяного пара мембрана является мембраной, изготовленной из микропористого политетрафторэтилена. По другому аспекту изобретения мембрана из микропористого политетрафторэтилена является мембраной из вспененного политетрафторэтилена, которая описана в американских патентах №№3,953,566 и 4,187,390, Gore. Такие мембраны из вспененного политетрафторэтилена имеются в продаже у W.L. Gore and Associates, Inc., Elkton, Md. под торговым наименованием GORE-TEX® fabric.
Материал подкладки будет содержать, по меньшей мере, вышеописанный функциональный материал. По усмотрению он может содержать, по меньшей мере, прикрепленный к нему один другой материал. В этом отношении подкладка может включать в себя функциональный материал 30 и текстильный материал 40, ламинированный или иным образом присоединенный, по меньшей мере, с одной стороны и часто присоединяемый с обеих сторон функционального материала. Ламинирование, в общем, выполняется посредством прерывистого нанесения соответствующего клея. Таким образом, на проницаемость для водяных паров не оказывается значительного влияния. По меньшей мере, один другой материал может быть тканью. Ткань может быть тканым материалом, трикотажным полотном, сеткой, нетканым материалом, фетром и т.д. Ткани могут изготавливаться из натурального волокна, такого как хлопок, или из синтетического волокна, такого как сложные эфиры, полиамиды, полипропилен, полиолефины, или их смесей. По аспекту изобретения ткань ламинируется со стороны функционального материала, которая будет находиться в контакте с материалом верха. По другому аспекту изобретения ткань ламинируется со стороны функционального материала, которая будет обращена внутрь обуви. По еще одному аспекту изобретения ткань ламинируется с обеих сторон функционального материала, тем самым обеспечивая получение трехслойного материала подкладки.
Ниже приводится описание материала 80 стельки. Материал 80 стельки имеет, в общем, форму ступни. Материал стельки может быть любым пригодным материалом, который может крепиться к нижнему участку ламинированного материала подкладки для образования мягкой вставки. Материал стельки может быть тканым или нетканым материалом или этиленвинилацетатом или другим полимерным вспененным материалом. Например, первый материал стельки может быть сложным полиэфиром, нейлоном, полиакрилатом, полиолефином, полиуретаном, поливинилом, хлопком, ацетатным волокном, вискозным волокном, олефином, акрилатом, шерстяной тканью, спандексом, металлизированной тканью и т.д.
Материал 80 стельки также может быть изготовлен из растягиваемого материала, изготовленного, по меньшей мере, из одной подложки и, по меньшей мере, одной пленки, в общем, в форме ступни. Подложка может состоять из ряда материалов. Неограничивающие примеры включают в себя сложный полиэфир, нейлон, полиакрилат, полиолефин, полиуретан, поливинил, хлопок, ацетатное волокно, вискозное волокно, олефин, акрилат, шерстяную ткань, спандекс, металлизированную ткань.
По усмотрению пленка может быть включена в состав стельки в качестве ее части. По усмотрению пленка может быть экструдированной пленкой, пленкой ПВХ, резиновой пленкой, неопреновой пленкой или любой другой пленкой, которая может растягиваться в направлении обработки для придания гибкости стельке.
Материал 80 стельки может крепиться к краю 90 периметра материала подкладки с помощью любого пригодного средства. Например, материал стельки может крепиться к краю 90 периметра ламинированного материала посредством сшивания, соединения скобками, ультразвуковой сварки и т.д., при этом предпочтительным является сшивание. После выполнения крепления материала стельки к нижнему участку ламинированного материала подкладки получают мягкую вставку, которая предназначена для надевания на ступню пользователя.
После этого мягкая вставка может быть прикреплена к верху ботинка, показанному на фиг. 5. Для образования верха ботинка может быть использован любой пригодный долговечный материал, например выделанная кожа или ткань. Для крепления мягкой вставки к верху ботинка может быть использовано любое пригодное средство. По аспекту изобретения открытый верхний участок 200 мягкой вставки крепится к участку штаферки или любому другому пригодному участку верха ботинка посредством сшивания.
После крепления мягкой вставки к верху обуви к нижней поверхности конструкции крепится герметизирующая простилка 50. Герметизирующая простилка может включать в себя одинарный слой пленки, два слоя пленки, несколько слоев пленки и/или несколько слоев пленки с тканью. Независимо от конфигурации герметизирующая простилка включает в себя, по меньшей мере, один слой, содержащий жидкотекучий полимер. В качестве неограничивающего примера полимеры включают в себя полиуретан, сополимер на основе сложного и простого полиэфиров, сложный полиэфир или полиамид, но любой полимер, который адаптирован к растеканию в результате прикладывания энергии, например тепла, давления или ультразвуковой энергии.
По варианту выполнения изобретения, предусматривающего герметизирующую простилку с двумя слоями, верхним слоем 60 и нижним слоем 70, верхняя поверхность 110 верхнего слоя 60 будет расположена под стелькой, и верхний слой 60 и нижний слой 70 будут действовать совместно для создания водонепроницаемого уплотнения благодаря различиям в вязкости слоев. Например, после прикладывания энергии к нижнему слою 70 герметизирующей простилки верхний слой 60 будет растекаться и соединяться с краем периметра материала 20 подкладки и верхом 10 для образования водонепроницаемого уплотнения. Как показано на фиг. 4, это связано с тем, что нижний слой будет иметь более высокую точку плавления по сравнению с верхним слоем и будет более вязким по сравнению с верхним слоем. Другими словами, нижний слой будет более стойким к растеканию и будет обеспечивать прочность герметизирующей простилки 50. Например, в варианте выполнения нижний слой будет иметь точку плавления выше примерно 120°С, и верхний слой будет иметь точку плавления ниже примерно 120°С.
По завершении этого этапа крепится подошва с помощью известных стандартных способов.
Настоящая конструкция заметно отличается от существующих конструкций, поскольку она не требует использования традиционной водонепроницаемой прокладки для обеспечения водонепроницаемого уплотнения для конструкции обуви. Кроме того, благодаря меньшему количеству слоев, используемых в этой конструкции, обувь преимущественно приобретает гибкость, которая, как предполагается, ранее была свойственна только обуви, которая не является влагонепроницаемой.
В альтернативном варианте выполнения материал подкладки может быть спроектирован таким образом, что он будет полностью верхним без крепления к отдельному материалу верха. В этом случае герметизирующая простилка крепится к материалу подкладки, как описано выше, при этом прикладывается энергия для активирования жидкотекучего материала в герметизирующей простилке для создания водонепроницаемого уплотнения.
Примеры
Способы испытаний
Испытание на скорость проницаемости водяных паров для всего ботинка
Скорость проницаемости водяных паров для всего ботинка применительно к каждому образцу определялась согласно техническим условиям Министерства обороны на армейскую обувь для умеренных погодных условий. Эти требования являются следующими:
4.5.4 Воздухопроницаемость всего ботинка. Испытание на воздухопроницаемость ботинка должно быть предназначено для измерения скорости проницаемости водяных паров (MVTR) через ботинок за счет различия в концентрации водяного пара между внутренней и наружной средами.
4.5.4.1 Устройство
a. система регулирования внешней испытательной среды должна обеспечивать поддержание температуры 23 (±1)°С и относительной влажности 50±2% на протяжении всего испытания;
b. весы должны определять массу ботинок, наполненных водой с точностью ±0,01 грамма;
c. пакет, содержащий воду, должен быть гибким, так чтобы он мог быть вставлен в ботинок и мог соответствовать внутреннему контуру; он должен быть достаточно тонким, так чтобы складки не образовывали воздушные зазоры; он должен иметь намного большее значение MVTR по сравнению с обувным изделием, подлежащим испытанию, и он должен быть водонепроницаемым, так чтобы с внутренней стороной обувного изделия контактировал только водяной пар, а не вода в виде жидкости;
d. внутренний нагреватель для ботинка должен обеспечивать равномерное регулирование температуры воды в виде жидкости в ботинке до температуры 35 (±1)°С;
e. заглушка для ботинка должна быть непроницаема как для воды в виде жидкости, так и для водяного пара.
4.5.4.2 Порядок испытания
a. поместить ботинок в испытательную среду;
b. вставить удерживающий пакет в отверстие ботинка и наполнить его водой высотой 12,5 см (5 дюймов), измеренной от внутренней стороны подошвы;
c. вставить нагреватель воды и уплотнить отверстие заглушкой для ботинка;
d. нагреть воду в ботинке до 35°С;
e. взвесить образец ботинка и записать массу как Wi;
f. поддерживать температуру в ботинке после взвешивания в течение как минимум 6 часов;
g. через 6 часов повторно взвесить образец ботинка, записать массу как Wf и продолжительность испытания как Td;
h. подсчитать MVTR для всего ботинка в г/ч из приведенного ниже равенства:
MVTR=(Wi-Wf)/Td
4.5.4.3 Способ проверки. Каждый ботинок должен быть испытан согласно способу, описанному в п. 4.5.4.2. Среднее значение MVTR для всего ботинка, взятое по результатам испытаний 5 ботинок, должно быть больше 3,5 г/ч.
Испытание на водонепроницаемость в центрифуге
Водонепроницаемость каждого образца была определена с помощью испытания в центрифуге, описанного в американском патенте №5,329,807, права на который переданы компании W.L. Gore and Associates, Inc. и который полностью включен сюда посредством ссылки. Испытания в центрифуге выполнялись в течение 30 минут.
Испытание на гибкость
Испытание на гибкость каждого образца выполнялось согласно испытанию на гибкость Международной ассоциации спортивного инжиниринга, описанному в статье, озаглавленной «Разработка и количественное представление показателей надежности нового устройства для измерения жесткости при изгибании обуви».
Испытание на вязкость
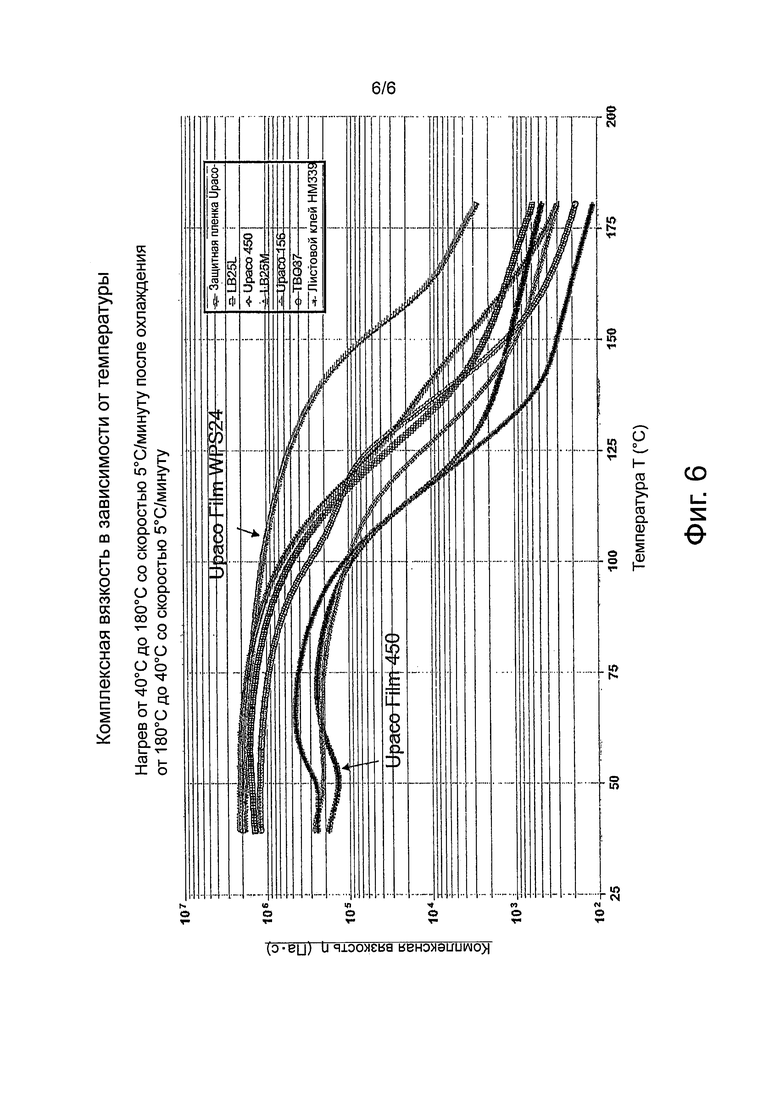
Была измерена вязкость различных образцов, пригодных для использования в герметизирующей простилке. Эти образцы включали в себя полиуретановую защитную пленку, пригодную для использования в нижнем слое герметизирующей простилки, и она включает в себя полиуретановые герметизирующие пленки, пригодные для использования в верхнем слое герметизирующей простилки. Защитная пленка имеется в продаже у компании Worthen Industries, Richmond, VA, номер по каталогу WSP24. Кроме того, у компании Worthen Industries, Richmond, VA имеются в продаже две герметизирующие пленки. Эти герметизирующие пленки представляют собой пленки Upaco 156 и Upaco 450, известные как пленки с номерами по каталогу Film 450 и Film 156. Кроме того, полиуретановые герметизирующие пленки, именуемые как LB25L, LB25M, ТВ037 и НМ 339, имеются в продаже у компании W.L. Gore and Associates, Inc. in Elkton, MD.
Результаты испытаний, представленные на фиг. 4 и 6, показывают заметное различие в вязкости между полимерами, пригодными для использования в верхнем слое герметизирующей простилки и нижнем слое.
Образец каждого полиуретана был подвергнут сушке при 70°С в вакуумной печи под вакуумом приблизительно 28′′ Hg в течение приблизительно 24 часов (LB25L, LB25M, TBO37) или 65 часов (Upaco 156 и 450, НМ339 и защитная пленка WPS24). Осушенные образцы затем были сжаты в пластинах размерами приблизительно 75 мм × 75 мм × 1,5 мм в прессе при 130°С (LB25L), 130°С или 140°С (LB25M), 125°С, или 130°С (ТВ037), или 120°С (Upaco 156 и 450, НМ339, и защитная пленка WPS24); затем пластины хранились в атмосфере осушенного азота.
Каждый образец был испытан на вискозиметре ТА Instruments Ares G2, который имеется в продаже у компании ТА Instruments, New Castle, Delaware, с помощью параллельных пластин из стального листа диаметром 25 мм в атмосфере азота. К каждой из параллельных пластин была прикреплена термопара; считывание с этих термопар использовалось для измерения и регулирования температуры образцов. Пластины вискозиметра были установлены на ноль при 160°С. Перед прикладыванием нагрузки к каждому образцу печь вискозиметра и испытательное приспособление были предварительно нагреты до 160°С. Для испытания на вискозиметре, выполняемого во время этого исследования, пластина образца была удалена из атмосферы осушенного азота, из пластины образца посредством пробивки был изготовлен диск 26 мм и оставшаяся часть пластины образца была возвращена в атмосферу осушенного азота. Затем была открыта печь вискозиметра, диск 26 мм был максимально быстро загружен в испытательное устройство при температуре 160°С и печь вискозиметра была закрыта. Затем образец выдерживался в течение одной минуты для выравнивания температуры образца при 160°С. Затем верхняя параллельная пластина опускалась со скоростью 0,02 мм/с до тех пор, пока не была получена толщина образца 1,25 мм. Затем печь вискозиметра была открыта, излишний материал образца был обрезан по испытательному устройству, и печь вискозиметра была закрыта. Затем образец был выдержан в течение приблизительно одной минуты перед началом эксперимента, так чтобы температура образца снова выровнялась при 160°С. После начала эксперимента вискозиметр линейно изменял температуру образца до начальной температуры испытаний 180°С в течение приблизительно одной минуты. Начальная температура испытаний 180°С использовалась для (i) достаточного расплавления образца и обеспечения надлежащего соединения образца с испытательными пластинами вискозиметра и (ii) исключения кристаллического состояния образца (и, таким образом, аннулирования изменений температуры образца). Что касается колебаний температур, образец выдерживался при 180°С в течение тридцати секунд перед инициированием деформации образца, выполняющего синусоидальные колебания, и выводом на температурный режим. Для всех других испытаний деформация образца, выполняющего синусоидальные колебания, была инициирована сразу после того, как температура образца достигала начальной температуры испытания 180°С. Во время каждого эксперимента вискозиметр регистрировал один из результатов приблизительно каждые шесть секунд. Для всех экспериментов использовалось поправочное значение 2,34 мкм/°С применительно к коэффициенту теплового расширения с учетом зазора в вискозиметре (т.е. толщины образца). Параметры испытания были следующими:
атмосфера азота;
диаметр образца: 25 мм;
толщина образца: 1,25 мм по номиналу;
деформирование во время колебаний: 5% по номиналу;
частота колебаний: 2 радиана/секунду по стандарту, 0,1-628 рад/с во время качаний частоты;
диапазон регулирования осевого усилия: 5 г±10 г;
параметры регулирования деформации: диапазон деформаций 0,01-5,0%, диапазон моментов 2,0-1000 г·см (колебания температуры), 2,0-200 г·см (все другие испытания).
Для каждого испытания на колебание температуры температура образца линейно изменялась от 180°С до 40°С со скоростью 5°С/мин, затем от 40°С до 180°С со скоростью 5°С/минуту. На фиг. 6 представлены графики зависимости комплексной вязкости от температуры для каждого полиуретана, изученного во время этого исследования, при охлаждении от 180°С до 40°С со скоростью 5°С/мин и нагреве от 40°С до 180°С со скоростью 5°С/мин после охлаждения от 180°С до 40°С со скоростью 5°С/мин.
Пример 1
Водонепроницаемая обувь была изготовлена с использованием материала верха, имеющегося в продаже у компании God Speed, DONGGUAN CITY, Китай, номер по каталогу GS14-721 Mesh non-wicking. Материалы верха были сшиты вместе для образования верха водонепроницаемой обуви. Затем были изготовлены материалы подкладки. Материалы подкладки были изготовлены из вспененного политетрафторэтилена и ткани, номер по каталогу КВНХ 600А, имеющейся в продаже у компании W.L. Gore and Associates, Inc, Elkton, Md. Части подкладки были сшиты между собой для образования частичной мягкой вставки. Материал стельки, сложный полиэфир 0,8 мм, имеющийся в продаже у компании Jiu Run, DONGGUAN CITY, Китай, номер по каталогу J018, был прикреплен к нижней части частичной мягкой вставки для образования конструкции мягкой вставки.
Затем мягкая вставка была соединена с верхом посредством сживания мягкой вставки с верхом на участке штаферки верха.
Затем двухслойная герметизирующая простилка была пришита к нижней части верха для образования закрытого верха и образования частичной конструкции ботинка. Первый слой герметизирующей простилки был изготовлен из полиуретана Upaco, номер по каталогу WPS24, и имел точку плавления примерно 160-170°С. Второй слой герметизирующей простилки был изготовлен из полиуретана Upaco Film 450 и имел точку плавления 85-125°С.
Затем обувная колодка, известная по существующему уровню техники, была помещена внутрь частичной конструкции обуви. Герметизирующая простилка затем была нагрета и помещена в гидравлический подошвенный пресс для перемещения жидкотекучего полиуретана в нижнюю часть мягкой вставки, включая сюда область края периметра, для образования водонепроницаемого уплотнения. Гидравлическая система подошвенного пресса была отрегулирована на создание давления 40 кг/см2 и имела силиконовую подушку, соответствующую форме нижней части верха. Подошвенный пресс был приведен в действие.
И, наконец, подошва 100, изготовленная из резины, которая имеется в продаже у компании Zhanhui, DONGGUAN CITY, Китай, номер по каталогу MRS-865-1, была прикреплена к нижней части верха с помощью клея, который имеется в продаже у компании Nanpao, Huang Jiang Town, Китай, номер по каталогу WA17 Adhesive Cement Glue.
Конструкция обуви была испытана с помощью испытания на скорость проницаемости водяных паров для всего ботинка, описанного выше, и имеет воздухопроницаемость 7,4/г/м2/ч.
Конструкция обуви была испытана на водонепроницаемость согласно испытанию на водонепроницаемость, описанному выше. Конструкция обуви успешно прошла это испытание.
Затем обувь была испытана на гибкость согласно испытанию на гибкость, описанному выше. Результаты испытания показали среднюю жесткость 0,0699993989 Н·м/°, которая схожа со средней жесткостью, указанной ниже в Сравнительном примере 1, где ботинок не является водонепроницаемым ботинком. И наоборот, водонепроницаемый ботинок, описанный ниже в Сравнительном примере 2, был значительно более жестким по сравнению с ботинком, описанным в Сравнительном примере 1. Это показывает, что рассматриваемая конструкция имеет высокую гибкость, в то же время поддерживая воздухопроницаемость и водонепроницаемость.
Сравнительный пример 1
Обувь, которая не является водонепроницаемой, была изготовлена из материала верха, который имеется в продаже у компании God Speed, DONGGUAN CITY, Китай, номер по каталогу GS14-721 Mesh non-wicking. Материалы верха были сшиты вместе для образования верха обуви, которая не является водонепроницаемой. Затем были изготовлены материалы подкладки. Материалы подкладки были выполнены из ткани, номер по каталогу GS11-C + 2 мм пена + 20 граммов Tricot, имеющейся в продаже у компании Godspeed Industrial Group, Dongguan, Китай. Подкладка изготовлена с помощью сшивания.
Затем подкладка была соединена с верхом за счет сшивания подкладки с верхом на участке штаферки верха.
Затем штробельный картон плотностью 180 г/м2 Vidona Strobel, имеющийся в продаже у компании Jinjiang Chenxu Shoes Material Trade Co., Ltd, Jinjiang City, Fujian Province, Китай, был пришит к нижней части верха для образования закрытого верха. Затем обувная колодка, известная по существующему уровню техники, была помещена внутрь частичной конструкции обуви.
И, наконец, подошва, изготовленная из резины, которая имеется в продаже у компании Zhanhui, DONGGUAN CITY, Китай, номер по каталогу MRS-865-1, была прикреплена к нижней части верха с помощью клея, который имеется в продаже у компании Nanpao, Huang Jiang Town, Китай, номер по каталогу WA17 Adhesive Cement Glue.
Обувь была проверена на гибкость согласно испытанию, описанному выше. Результаты испытаний показали среднюю жесткость 0,0697304555 Н·м/°.
Сравнительный пример 2
Водонепроницаемая обувь была изготовлена, по существу, согласно описанию из американского патента №6,935,053, права на который переданы компании W.L. Gore and Associates, Inc. и который полностью включен сюда посредством ссылки. Обувь была проверена на гибкость согласно испытанию, описанному выше. Результаты испытаний показали среднюю жесткость 0,082768711 Н·м/°.




Приводится описание водонепроницаемой обуви, имеющей материал подкладки, стельку и герметизирующую простилку. Герметизирующая простилка включает в себя один или несколько слоев, содержащих жидкотекучий полимер, предназначенный для растекания после прикладывания энергии с целью получения водонепроницаемого уплотнения. 4 н. и 21 з.п. ф-лы, 6 ил., 3 пр. 
1. Водонепроницаемая обувь, содержащая:
материал подкладки, содержащий, по меньшей мере, водонепроницаемый и проницаемый для водяного пара функциональный слой и краевой участок периметра, при этом материал подкладки крепится к материалу верха;
стельку, прикрепленную к краевому участку периметра; и
герметизирующую простилку, предназначенную для закрывания материала верха и обеспечения водонепроницаемости обувного изделия, при этом вышеуказанная герметизирующая прокладка содержит верхнюю поверхность, и эта верхняя поверхность крепится, по меньшей мере, к участку нижнего краевого участка периметра материала подкладки и, кроме того, по меньшей мере, участок верхней поверхности предназначен для растекания после прикладывания энергии для образования водонепроницаемого уплотнения с материалом верха.
2. Обувь по п. 1, в которой герметизирующая простилка содержит по меньшей мере два слоя.
3. Обувь по п. 2, в которой по меньшей мере один из по меньшей мере двух слоев содержит полимерный слой, имеющий точку плавления выше точки плавления другого слоя или слоев.
4. Обувь по п. 2, в которой по меньшей мере один из по меньшей мере двух слоев содержит полимерный слой, имеющий точку плавления ниже точки плавления другого слоя или слоев.
5. Обувь по п. 1, в которой водонепроницаемый и проницаемый для водяного пара функциональный слой содержит полимерный материал мембраны.
6. Обувь по п. 5, в которой полимерный материал мембраны выбирается из группы, содержащей полиуретан, сложный полиэфир, простой полиэфир, полиамид, полиакрилат, сополимер на основе сложного и простого полиэфиров и сополимер сложного полиэфира с амидом.
7. Обувь по п. 5, в которой полимерный материал мембраны содержит микропористый вспененный политетрафторэтилен.
8. Обувь по п. 3, в которой полимерный слой является полиуретаном.
9. Обувь по п. 4, в которой полимерный слой является полиуретаном.
10. Обувь по п. 1, в которой материал подкладки содержит по меньшей мере один водонепроницаемый и проницаемый для водяного пара функциональный слой и по меньшей мере один тканевый слой.
11. Обувь по п. 1, в которой к обуви крепится подошва.
12. Обувь по п. 1, в которой герметизирующая простилка является растягивающейся.
13. Обувь по п. 1, в которой стелька является растягивающейся.
14. Водонепроницаемая обувь, содержащая:
материал подкладки, содержащий, по меньшей мере, водонепроницаемый и проницаемый для водяного пара функциональный слой и тканевый слой, при этом материал подкладки также крепится к материалу верха и содержит краевой участок периметра;
стельку, прикрепленную к краевому участку периметра; и
герметизирующую простилку, предназначенную для закрывания материала верха и обеспечения водонепроницаемости обувного изделия, при этом вышеуказанная герметизирующая простилка содержит первый слой с верхней поверхностью, и верхняя поверхность крепится, по меньшей мере, к участку нижнего краевого участка периметра материала подкладки, кроме того, по меньшей мере, участок верхней поверхности предназначен для растекания после прикладывания энергии для образования водонепроницаемого уплотнения с материалом верха, и соответствующий второй слой имеет точку плавления выше точки плавления первого слоя.
15. Мягкая вставка для использования внутри водонепроницаемой обуви, содержащая:
материал подкладки, содержащий, по меньшей мере, водонепроницаемый и проницаемый для водяного пара функциональный слой и краевой участок периметра;
стельку, прикрепленную к краевому участку периметра; и
герметизирующую простилку, при этом вышеуказанная герметизирующая простилка содержит верхнюю поверхность, и верхняя поверхность крепится, по меньшей мере, к участку нижнего краевого участка периметра материала подкладки и, кроме того, по меньшей мере, участок верхней поверхности предназначен для растекания после прикладывания энергии.
16. Вставка по п. 15, в которой материал подкладки также содержит ткань.
17. Вставка по п. 15, в которой герметизирующая простилка содержит по меньшей мере два слоя.
18. Вставка по п. 17, в которой по меньшей мере один из по меньшей мере двух слоев содержит полимерный слой, имеющий точку плавления выше точки плавления другого слоя или слоев.
19. Вставка по п. 17, в которой по меньшей мере один из по меньшей мере двух слоев содержит полимерный слой, имеющий точку плавления ниже точки плавления другого слоя или слоев.
20. Вставка по п. 15, в которой водонепроницаемый и проницаемый для водяного пара функциональный слой содержит полимерный материал мембраны.
21. Вставка по п. 20, в которой полимерный материал мембраны выбирается из группы, состоящей из полиуретана, сложного полиэфира, простого полиэфира, полиамида, полиакрилата, сополимера на основе сложного и простого полиэфиров и сополимера сложного полиэфира с амидом.
22. Вставка по п. 20, в которой полимерный материал мембраны содержит микропористый вспененный политетрафторэтилен.
23. Вставка по п. 18, в которой полимерный слой является полиуретаном.
24. Вставка по п. 19, в которой полимерный слой является полиуретаном.
25. Способ изготовления водонепроницаемой обуви, содержащий следующие этапы:
обеспечение наличия материала верха;
обеспечение наличия материала подкладки, содержащего, по меньшей мере, водонепроницаемый и проницаемый для водяного пара функциональный слой и нижний участок, который не является водонепроницаемым;
крепление материала стельки к нижнему участку, который не является водонепроницаемым, ламинированного материала подкладки для образования мягкой вставки;
размещение колодки внутри мягкой вставки для образования нижнего участка мягкой вставки, который включает в себя материал стельки и краевой участок периметра ламинированного материала подкладки;
обеспечение наличия герметизирующей простилки, содержащей верхнюю поверхность и нижнюю поверхность, при этом, по меньшей мере, участок верхней поверхности предназначен для растекания после прикладывания энергии для образования водонепроницаемого уплотнения с материалом верха;
крепление верхней поверхности герметизирующего ламината к нижнему участку мягкой вставки, при этом герметизирующий ламинат закрывает поверхность первого материала стельки и, по меньшей мере, участок краевого участка периметра для образования водонепроницаемой мягкой вставки;
прикладывание энергии к герметизирующему ламинату у нижней поверхности для образования водонепроницаемого уплотнения с водонепроницаемым и проницаемым для водяного пара функциональным слоем; и
крепление подошвы к нижней поверхности для образования водонепроницаемой обуви.
| Торцовое уплотнение | 1984 |
|
SU1195100A1 |
| КОНСТРУКЦИЯ НИЗА ОБУВИ | 2005 |
|
RU2310355C2 |
| Юфтевый прикройный сапог и способ его жирования | 1954 |
|
SU99773A1 |

