Область техники, к которой относится изобретение
Настоящее изобретение относится к групповой упаковочной таре для листового материала, а именно для печатной бумаги и бумаги для ксерокопирования, как описано в преамбуле к п.1 формулы изобретения, и к способу изготовления групповой упаковочной тары и оберточных материалов, используемых применительно к групповой упаковочной таре, как описано в преамбуле к п.11 формулы изобретения.
Уровень техники
Согласно известной технологии офисную бумагу, поставляемую в виде листов размером А4, а именно бумагу для ксерокопирования и печатную бумагу, как правило, упаковывают в коробки из гофрированного картона, при этом каждая коробка содержит пять пачек бумаги, завернутых в отдельные бумажные обертки. Каждая пачка бумаги, так называемая упакованная стопка, содержит 500 листов бумаги размером А4. Коробка из гофрированного картона обеспечивает офисной бумаге хорошую защиту во время транспортировки, однако недостатком является ее стоимость и для пустой коробки до ее утилизации или переработки требуется место. Кроме того, коробку, которая имеет крышку, обвязывают тонкой пластиковой лентой, служащей практически также в качестве ручки для подъема и переноски. При использовании пластиковой ленты возникает проблема, связанная с ее утилизацией, к тому же тонкую пластиковую ленту весьма неудобно использовать для переноски тяжелой коробки, содержащей пять упакованных стопок бумаги.
С учетом этих недостатков были разработаны альтернативные технические решения, относящиеся к групповой упаковочной таре для офисной бумаги. Были созданы упаковки, например, с применением различной упаковочной бумаги для обертывания упакованных стопок. При применении этих типов упаковочных материалов возникает необходимость в решении проблемы, связанной с обеспечением достаточной надежности упаковки при возможных воздействиях во время транспортировки и при хранении. Кроме того, упаковка должна защищать бумагу в упакованных стопках от проникновения влаги. Некоторыми из основных прочностных свойств оберточной бумаги являются: сопротивление растяжению, деформация при растяжении и прочность на продавливание. Известны типы бумаги, которые достаточно хорошо удовлетворяют этим критериям прочности, чтобы использоваться в качестве оберточного материала, например, для упаковки сгруппированных стопок бумаги. Однако проблема состоит в том, что эти типы бумаги не обеспечивают достаточной защиты от проникновения влаги. Поэтому в известных технических решениях оберточный материал покрыт пластиковым слоем, который обеспечивает защиту от проникновения влаги. К тому же пластиковый слой еще более повышает прочностные свойства оберточного материала. Пластиковый слой может представлять собой, например, полиэтиленовую, полиэтилентерефталатную или аналогичную пленку, нанесенную на бумагу в отдельном экструдере.
Проблема, связанная с использованием оберточных материалов, покрытых пластиком, состоит в том, что они, из-за содержащегося в них пластика, не столь безвредны для окружающей среды, как оберточные материалы без пластика. Более того, в большинстве стран затраты на переработку покрытой пластиком бумаги, выполняемую по известной технологии, значительно выше, чем затраты на переработку бумаги без пластика. Другая проблема состоит в том, что для нанесения пластикового покрытия требуется отдельный экструдер и отдельная технологическая операция, что увеличивает затраты и требует времени.
Раскрытие изобретения
Задача настоящего изобретения состоит в том, чтобы преодолеть проблемы, описанные выше и для офисной бумаги добиться получения, насколько это возможно, недорогой групповой упаковочной тары при малом использовании пластика или при его полном отсутствии, но которая достаточно хорошо защищает бумажные листы. Кроме того, задача состоит в том, чтобы создать групповую упаковочную тару, которую легко переносить, и в которой вес распределяется равномерно, например, на обе руки. К тому же цель настоящего изобретения состоит в том, чтобы предложить доступный по цене, быстрый и надежный способ изготовления упаковочных материалов для сгруппированных пачек офисной бумаги, так же как и способ изготовления самой групповой упаковочной тары. Групповая упаковочная тара, описанная в изобретении, характеризуется признаками, раскрытыми в отличительной части п.1 формулы изобретения. Аналогично способ, описанный в изобретении, характеризуется признаками, раскрытыми в отличительной части п.11 формулы изобретения. Другие варианты осуществления изобретения характеризуются признаками, раскрытыми в других пунктах формулы изобретения.
Преимущество технического решения согласно изобретению состоит в том, что групповая упаковочная тара согласно изобретению является очень дешевой и быстро изготавливается. Другим преимуществом является то, что упаковочный материал обладает высоким сопротивлением продавливанию и высоким сопротивлением разрыву, благодаря чему групповая упаковочная тара хорошо защищает пачки бумаги, отдельно завернутые в оберточную бумагу и помещенные внутрь. Дополнительное преимущество состоит в том, что групповая упаковочная тара и обертка стопок бумаги, помещенных в тару, может быть изготовлена из одинаковой оберточной бумаги. Другим преимуществом изобретения является то, что облегчается подъем групповой упаковочной тары при возможности использования двух рук с равномерным распределением груза между обеими руками. Благодаря ручкам для подъема и переноски, имеющим удобную форму, или подобным устройствам, вес упаковки не напрягает руки, что наблюдалось ранее при использовании тонких пластиковых лент. Дополнительное преимущество изобретения состоит в том, что упаковочный материал имеется в рулонах, благодаря чему минимизируются отходы производства. Другим преимуществом является то, что оберточный материал содержит очень мало пластика или он вообще отсутствует, вследствие чего оберточный материал является безвредным для окружающей среды и требует небольших затрат при переработке. Другим преимуществом является то, что оберточный материал обладает очень высокой стойкостью к проникновению влаги, даже при отсутствии отдельного пластикового слоя. К тому же при использовании оберток, покрытых соответствующим слоем, швы легко сплавлять термосвариванием или ультразвуком. Другое преимущество изобретения состоит в том, что упаковка снабжена, по меньшей мере, одной отрывной лентой, которая дает возможность легче открывать упаковку. Дополнительное преимущество групповой упаковочной тары, снабженной отрывной лентой, состоит в том, что после ее открытия в дальнейшем пустая упаковочная тара может использоваться как аккуратный пакет для других сложенных упаковок или других материалов, которые должны быть направлены на переработку. Другим преимуществом изобретения является то, что отрывная лента находится на соответствующем расстоянии от конца групповой упаковочной тары, в связи с чем края отдельных пачек внутри групповой упаковочной тары хорошо видны, когда групповая упаковочная тара открыта, благодаря чему пачки легко из нее доставать.
Краткое описание чертежей
Ниже приведено детальное описание предпочтительных вариантов осуществления изобретения со ссылкой на чертежи, на которых:
фиг.1 - вид по диагонали сбоку групповой упаковочной тары согласно изобретению;
фиг.2 - вид по диагонали сбоку групповой упаковочной тары, представленной на фиг.1, с удаленной передней частью при использовании отрывной ленты;
фиг.3 - вид по диагонали сбоку групповой упаковочной тары, представленной на фиг.1, до того, как концевые сгибы заклеены;
фиг.4 - вид по диагонали сбоку групповой упаковочной тары согласно одному варианту осуществления изобретения;
фиг.5 - вид по диагонали сбоку, на котором показан способ переноски групповой упаковочной тары, представленной на фиг.1 и 4;
фиг.6 - типичная многослойная структура защитной обертки согласно изобретению, показанная в упрощенном виде при увеличении;
фиг.7 - второй вариант многослойной структуры защитной обертки согласно изобретению, показанный в упрощенном виде при увеличении;
фиг.8 - третий вариант многослойной структуры защитной обертки согласно изобретению, показанный в упрощенном виде при увеличении;
фиг.9 - вид по диагонали сбоку групповой упаковочной тары согласно второму варианту осуществления изобретения;
фиг.10 - вид по диагонали сбоку групповой упаковочной тары согласно третьему варианту осуществления изобретения;
фиг.11 - вид по диагонали сбоку групповой упаковочной тары согласно дополнительному варианту осуществления изобретения; и
фиг.12 - вид по диагонали сбоку групповой упаковочной тары согласно еще одному варианту осуществления изобретения.
Осуществление изобретения
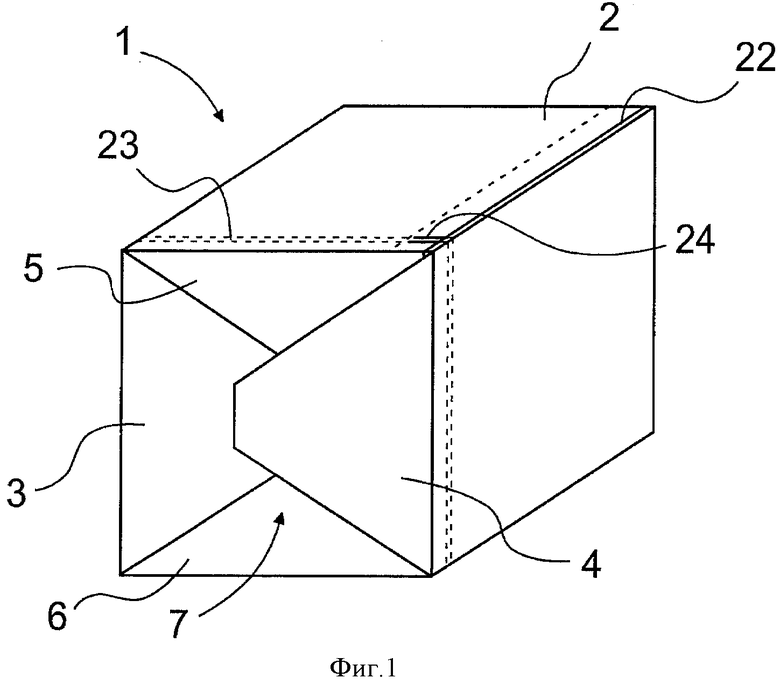
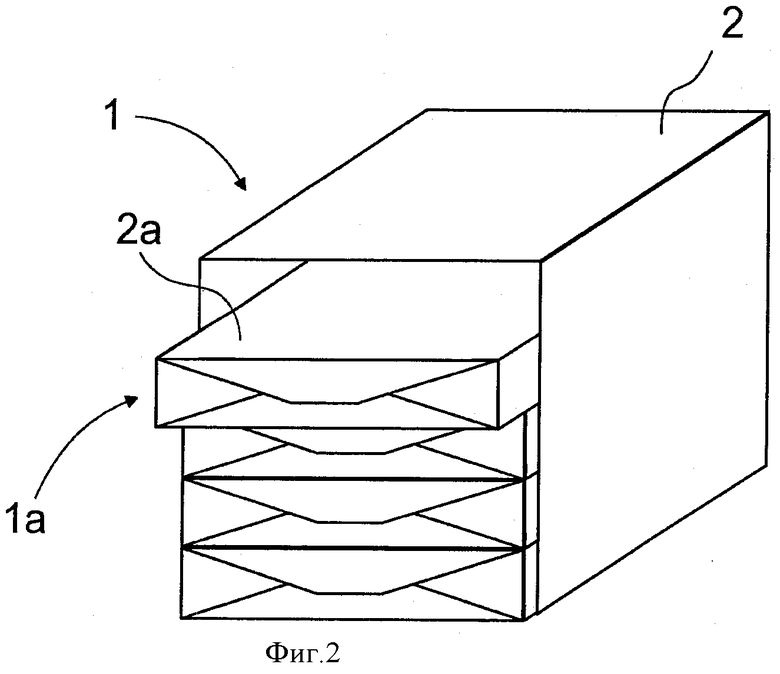
На фиг.1 и 2 представлена групповая упаковочная тара 1 согласно изобретению. Пачки 1а офисной бумаги, например, с габаритами упакованной стопки, содержащие листы бумаги размером А4, упакованы в групповую упаковочную тару 1, которая сформирована из защитной обертки 2, изготовленной из прочного защитного оберточного материала. Каждая пачка 1а бумаги дополнительно завернута в собственную обертку 2а из подобной бумаги. Групповую упаковочную тару изготавливают из рулонной защитной обертки, которую во время упаковки вытягивают непосредственно из рулона и обрезают до определенной длины, после чего комплект, состоящий, например, из пяти горизонтально сложенных отдельных пачек 1а бумаги, обертывают защитной оберткой 2 таким образом, чтобы вершина, основание и обе длинные стороны групповой упаковочной тары формировали непрерывную упаковку, в которой задний конец 22 защитной обертки 2 в достаточной степени перекрывает передний конец обертки, при этом внутреннюю поверхность заднего конца приклеивают к внешней поверхности переднего конца. Невидимый передний конец обертки 2 обозначен на этом и других чертежах пунктирной линией. Задний конец 22 обертки 2 соответственно помещен сверху групповой упаковочной тары, по существу, вблизи одного из ее длинных краев. На каждом конце групповой упаковочной тары имеются, по меньшей мере, наружные сгибы 3 и 4 и внутренние сгибы 5 и 6, причем сгибы, по меньшей мере, частично перекрывают друг друга. Сгибы на концах формируют усиленную защиту концов листов офисной бумаги в упаковке, поскольку даже небольшая случайность может легко привести к повреждению нескольких листов.
В групповой упаковочной таре, показанной на фиг.1, наружные сгибы 3 и 4 на концах групповой упаковочной тары приклеены друг к другу с использованием, например, клея для горячего склеивания, и, по меньшей мере, к внешней поверхности верхнего внутреннего сгиба 5 так, чтобы, по меньшей мере, нижние края внешних сгибов 3 и 4 были отделены от внешних поверхностей внутренних сгибов 5 и 6. Таким образом, открытый снизу зазор 7 для подъема и переноски упаковочной тары оставляют между внешними сгибами 3 и 4 и внутренними сгибами 5 и 6, причем этот зазор может увеличиваться от конца групповой упаковочной тары 1 наружу для того, чтобы человек, поднимающий упаковку, мог поместить несколько пальцев снизу в зазор 7 для подъема и переноски упаковочной тары, при этом нижние края внешних сгибов 3 и 4 служат в качестве опоры.
На фиг.1 также видна пунктирная линия, обозначающая отрывную ленту 23, приклеенную к внутренней поверхности защитной обертки 2 до обрезки обертки. Таким образом, отрывная лента 23 имеет, по существу, ту же длину, что и защитная обертка 2 или немного длиннее ее. Отрывную ленту 23 размещают на соответствующем горизонтальном расстоянии от конца групповой упаковочной тары 1. Соответствующее расстояние составляет, например, от 1 см до 4 см, что позволяет видеть концы упакованных стопок 1а бумаги в групповой упаковочной таре 1 соответственно после того, как защитная обертка 2 была открыта, что показано на фиг.2. Это позволяет легче доставать упакованные стопки 1а бумаги из групповой упаковочной тары. Конец отрывной ленты 23 находится на одной линии с концом 22 защитной обертки 2, причем край защитной обертки 2 частично вскрыт, образуя с каждой стороны отрывной ленты 23 соответствующие длинные надрезы 24 вдоль отрывной ленты 23. Это облегчает захват конца отрывной ленты 23 и позволяет распечатать защитную обертку 2 прямо по всей групповой упаковочной таре 1. Материал отрывной ленты 23 может быть различным, но всегда достаточно прочным и, по существу, неэластичным или малоэластичным. Отрывная лента 23, скрытая защитной оберткой 2, показана на фиг.1 пунктирной линией. В то же время на других чертежах, на которых отрывную ленту 23 можно видеть, изображен только конец отрывной ленты, оснащенный надрезами 24.
На фиг.2 показана групповая упаковочная тара 1 согласно изобретению, открытая по отрывной ленте 23, при этом самая верхняя упакованная стопка 1а бумаги удалена, а вторая упакованная стопка 1а бумаги только немного выдвинута из групповой упаковочной тары 1 наружу.
На фиг.3 показано осуществление способа согласно изобретению изготовления групповой упаковочной тары 1 в соответствии с изобретением. Технологический процесс изготовления групповой упаковочной тары может быть начат с того, что изделия, которые совместно должны быть упакованы в групповую упаковочную тару, подготавливают к формированию групповой упаковочной тары, т.е., например, пачки 1а бумаги складывают в штабель из пяти упакованных стопок. Ширина оберточного материала, формирующего защитную обертку 2, согласно изобретению должна быть такой, чтобы на заданную величину она превышала длину пачек 1а бумаги. Оберточный материал, формирующий защитную обертку 2, вытягивают непосредственно из рулона и протаскивают по его ширине под пачками 1а бумаги. Процесс обертывания начинается с того, что пачки 1а бумаги обертывают защитной оберткой 2 таким образом, чтобы, по меньшей мере, на одной из длинных сторон групповой упаковочной тары 1 задний конец защитной обертки перекрывал передний конец защитной обертки. Задний конец защитной обертки оптимально помещают на край между двумя длинными концами, к примеру, на край между верхней стороной и передней стороной, как показано на фиг.3. На чертежах правая сторона групповой упаковочной тары выступает в качестве передней стороны.
После того, как обрезана рулонная защитная обертка заданной длины и обернуты пачки 1а бумаги, формируют концевые сгибы нажатием на верхний внутренний сгиб 5, направляя его вниз относительно конца групповой упаковочной тары 1. Аналогично нижний внутренний сгиб 6 нажатием направляют вверх относительно конца групповой упаковочной тары 1. Когда внутренние сгибы 5 и 6 сформированы нажатием относительно конца групповой упаковочной тары, формируют одновременно наружные сгибы 3 и 4, загибая участки защитной обертки 2, которая по длине превышает длину пачек бумаги на вертикальных концах таким образом, чтобы они накладывались друг на друга, образуя, по существу, два треугольных сгиба. Чтобы обеспечить перекрытие наружных сгибов 3 и 4 в их конечном положении, защитная обертка должна превышать длину пачек бумаги с обеих сторон групповой упаковочной тары более чем на половину ширины пачек бумаги. Длина здесь подразумевается как длина пачек, к примеру, листов А4, а ширина - как ширина пачек. После того, как сгибы сформированы, на каждом конце групповой упаковочной тары 1 приклеивают наружные сгибы 3 и 4, по меньшей мере, к одному из внутренних сгибов 5 и 6 и, в случае необходимости, также друг к другу.
В упаковках, при отсутствии ручки для подъема и переноски, на каждом конце групповой упаковочной тары 1 приклеивают наружные сгибы 3 и 4, чтобы сформировать зазор 7, который позволяет производить подъем и переноску групповой упаковочной тары 1, причем нижний край зазора 7 служит в качестве опоры при подъеме и переноске.
В техническом решении, представленном на фиг.3 используется, по существу, горизонтальный слой клея, служащий в качестве стыковочного шва 8, который наносят на внешнюю поверхность верхнего внутреннего сгиба 5, близко к нижнему краю внутреннего сгиба 5, по существу, по всей ширине сгиба 5. Аналогично используется, по существу, вертикальный слой клея, служащий в качестве стыковочного шва 9, который наносят на внутреннюю поверхность внешнего сгиба 4, близко к внешнему концу сгиба 4. Далее, после нанесения клея, внешний сгиб 3 прижимают к внутренним сгибам 5 и 6, после чего самый верхний внешний сгиб 4 прижимают к внешнему сгибу 3 и внутренним сгибам 5 и 6. В результате чего формируется групповая упаковочная тара 1, показанная на рис.1, в которой на нижнем крае внешних сгибов 3 и 4 оставлен зазор 7 для подъема и переноски групповой упаковочной тары. Благодаря способу склеивания на верхнем крае внешних сгибов 3 и 4 образуется аналогичный зазор для подъема и переноски упаковочной тары, что свидетельствует о возможности также поднять и перенести групповую упаковочную тару, если она перевернута вверх дном.
На фиг.4 представлен другой способ склеивания, также включенный в существо изобретения. В этом техническом решении после того, как загнут внешний сгиб 3, его внутреннюю поверхность приклеивают к внешней поверхности внутреннего сгиба 5 с использованием слоя клея, служащего в качестве стыковочного шва 10, по существу, нанесенного близко и параллельно верхнему краю сгиба 3. Аналогично самый внешний сгиб 4, загнутый над внешним сгибом 3, приклеивают после того, как его загнули, к внешней поверхности внутреннего сгиба 5 и внешнего сгиба 3 с использованием слоя клея, служащего в качестве стыковочного шва 11 и другого слоя клея 12, служащего продолжением предыдущего стыковочного шва. При этом способе склеивания остается зазор 7, образованный только нижними краями внешних сгибов 3 и 4, который используется для подъема и переноски упаковочной тары, в связи с чем групповая упаковочная тара до подъема должна быть правильно установлена.
На фиг.5 представлен способ подъема и переноски групповой упаковочной тары 1, изготовленной согласно вышеупомянутым вариантам, осуществляемый при посредстве нижних краев внешних сгибов 3 и 4, причем зазор 7 для подъема и переноски упаковочной тары позволяет поместить пальцы между внешними сгибами 3 и 4 и внутренними сгибами 5 и 6. Благодаря стыковочным швам 8 и 9 или 10-12 защитная обертка 2 групповой упаковочной тары может выдерживать подъем и переноску упаковки.
На фиг.6-8 представлены некоторые типичные варианты многослойной структуры защитной обертки согласно изобретению. Оберточный материал, формирующий защитную обертку 2 согласно изобретению и обертку 2а пачек 1а бумаги, или, по меньшей мере, одну из этих оберток, должен удовлетворять определенным требованиям, относящимся, по меньшей мере, к защитным свойствам, прочности на продавливание, сопротивлению разрыву, приклеиваемости и пригодности для печатания. Кроме того, оберточный материал, формирующий защитную обертку 2 и/или обертку 2а пачек 1а бумаги, должен защищать содержание упаковки от проникновения влаги. В одном предпочтительном варианте осуществления изобретения защитная обертка 2 и обертка 2а пачек 1а бумаги изготовлены гидрофобными, т.е. обладающими водоотталкивающими свойствами. Таким образом, оберточный материал, формирующий защитную обертку 2 групповой упаковочной тары 1 и материал обертки 2а пачек 1а бумаги может быть, к примеру, сформирован таким образом, что основной слой 19 защитной обертки 2 и основной слой 19а обертки 2а пачек 1а бумаги изготавливают из бумаги, в которую вводят добавку в процессе изготовления в качестве одновременного покрытия в секции покрытия бумагоделательной машины, причем эта добавка, замедляющая поглощение влаги, состоит из пластика, смеси полимеров или аналогичного подходящего материала 20 и вводится в соответствующем количестве, чтобы общая скорость проникновения водяных паров (СПВП) через защитную обертку 2 и обертку 2а, рассчитанная в соответствии со стандартом ИСО 2528:1995 составляла менее, приблизительно, 50 г/м2/сутки, предпочтительно, максимум, приблизительно, 30 г/м2/сутки и, наиболее предпочтительно, максимум 10 г/м2/сутки. Такие полимеры или смеси полимеров, добавленные в процессе изготовления бумаги, являются, например, латексными смесями и различными минеральными смесями.
Согласно одному из вариантов осуществления изобретения оберточный материал, который формирует защитную упаковку 2 и/или обертку 2а пачек 1а бумаги, является гладким, поэтому его легче покрыть пластиком. В этом случае обертки покрывают, по меньшей мере, с одной стороны пластиковой пленкой, используя отдельный экструдер, как в некоторых известных технических решениях. Благодаря гладкости бумаги расход пластика меньше, чем прежде. Для этой цели подходят пластиковые пленки, являющиеся полиэтиленовыми (РЭ) пленками, полиэтилентерефталатными (ПЭТ) пленками и полипропиленовыми (ППР) пленками.
Дополнительный вариант осуществления изобретения является комбинацией двух вариантов, описанных выше. В этом техническом решении оберточный материал для защитной обертки 2 и обертки 2а пачек 1а бумаги состоит из бумаги, к которой во время изготовления в секции покрытия бумагоделательной машины добавляют смесь полимеров или подобный материал, после чего бумагу покрывают пластиковой пленкой в отдельном экструдере.
Конечным результатом каждого из трех вариантов осуществления изобретения, описанных выше, является защитная обертка 2 групповой упаковочной тары 1 и обертка 2а пачек 1а бумаги с общим содержанием пластика, составляющим, по существу, менее 10% от общей массы оберток. Предпочтительно общее содержание пластика в защитной обертке 2 и обертке 2а пачек бумаги составляет максимум, приблизительно, 5% от общей массы оберток. Это делает защитную обертку и обертку стопок бумаги безвредной для окружающей среды и более пригодной для переработки, при уменьшении затрат на переработку.
На фиг.6 представлена многослойная структура в упрощенном виде, с целью демонстрации только основных слоев, одной из защитных оберток 2 и/или оберток 2а пачек 1а бумаги согласно изобретению. При этом толщина слоев показана не в масштабе. Основа обертки 2, 2а сформирована основным слоем 19, 19а бумаги, проще называемым бумажным слоем 19, 19а. В зависимости от типа бумаги бумажный слой 19, 19а может содержать один или более слоев. Для простоты на чертеже показан только один слой. Поверх бумажного слоя 19, 19а имеется слой типографской краски 18, которая нанесена, по меньшей мере, частично на поверхность бумажного слоя 19, 19а. На другой стороне бумажного слоя 19, 19а имеется полимерный слой, добавленный во время производства бумаги как одновременное покрытие, или подобный слой 20, который замедляет проникновение влаги.
На фиг.7 показана многослойная структура, аналогичная структуре, представленной на фиг.6, однако, слой полимера или подобного материала 20, который замедляет проникновение влаги, расположен между слоем типографской краски 18 и бумажным слоем 19. Следовательно, для нанесения печати используется слой 20, который должен подходить для печатания. Помимо всего прочего, по существу, тонкая пластиковая пленка 25, такая как ПЭ, ПЭТ или пленка ППР была нанесена на обертку 2, 2а в экструдере.
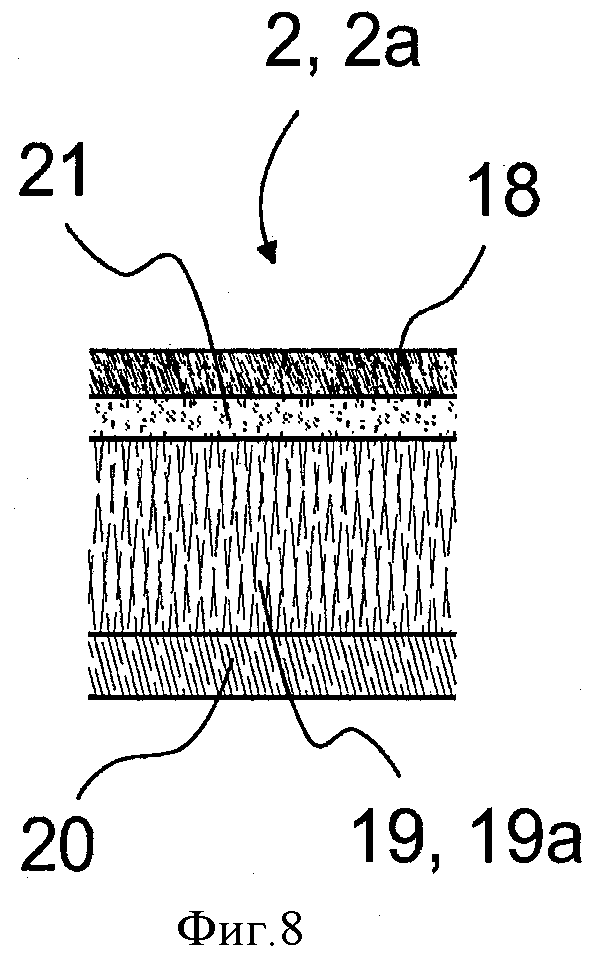
На фиг.8 представлена многослойная структура в упрощенном виде, с целью демонстрации только основных слоев, многослойная структура защитных оберток 2 и/или оберток 2а пачек 1а бумаги согласно третьему варианту осуществления изобретения. При этом толщина слоев показана не в масштабе. Указанная многослойная структура аналогична структуре, представленной на фиг.6. В этой структуре поверхностный слой 21 дополнительно нанесен поверх основного бумажного слоя 19, 19а, причем поверхностный слой может быть наплавлен при использовании нагрева или ультразвука. В данном случае все ранее упомянутые стыковочные швы, для склейки которых использовался отдельный клей, теперь могут быть сплавлены термосвариванием или ультразвуком. Слой типографской краски 18 не должен наноситься на швы, которые будут сплавляться.
Во всех многослойных структурах, которые упоминались выше в вариантах осуществления изобретения, и всех других многослойных структурах согласно изобретению, не показанных на прилагаемых чертежах, материалы и толщина слоев обертки подобраны так, чтобы общее содержание пластика в различных слоях защитной обертки 2 и обертки 2а пачек 1а бумаги составляло максимум 10% от общей массы, и предпочтительно составляло максимум, приблизительно, 5%.
Расположение слоев и в том числе толщину защитной обертки 2 и обертки 2а пачек 1а бумаги можно изменять, чтобы добиться требуемой защиты пачек бумаги внутри групповой упаковочной тары 1 от ударов и воздействия извне. Толщина защитной обертки 2, по меньшей мере, должна быть такой, чтобы вес обертки находился в диапазоне от 60 г/м2 до 250 г/м2. В зависимости от оберточного материала подходящий диапазон толщины обертки, выраженный в весовых единицах, составляет от 80 г/м2 до 160 г/м2. Соответственно обертка может иметь такую толщину, при которой вес обертки находится в диапазоне от 120 г/м2 до 150 г/м2.
Для того чтобы защитная обертка 2 могла выдерживать подъем и переноску групповой упаковочной тары, материал обертки должен иметь подходящую прочность на продавливание, а также сопротивление разрыву, по меньшей мере, 1200 мн, предпочтительно даже выше. Соответственно липкость клея должна составлять, по меньшей мере, 15 единиц по Деннисону или более.
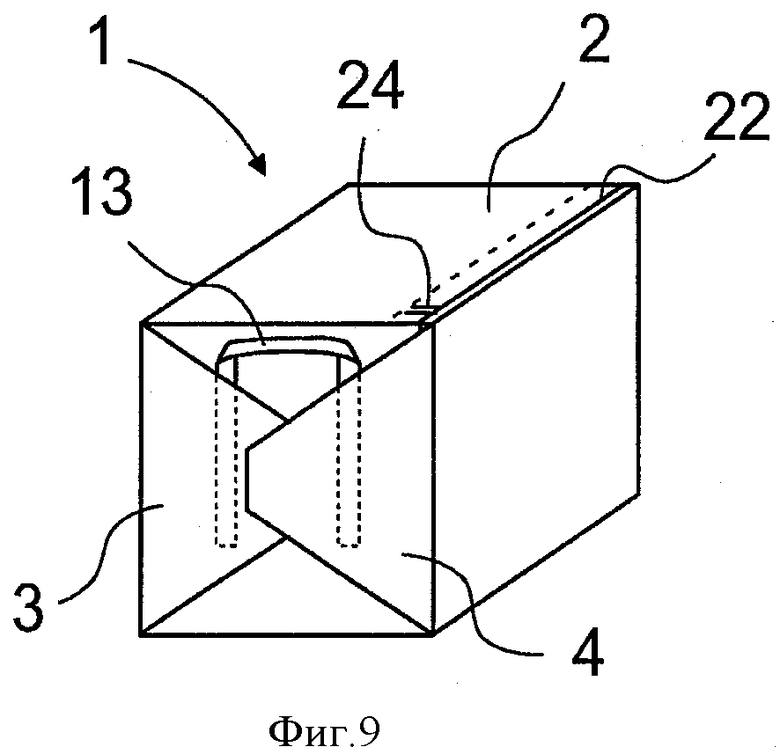
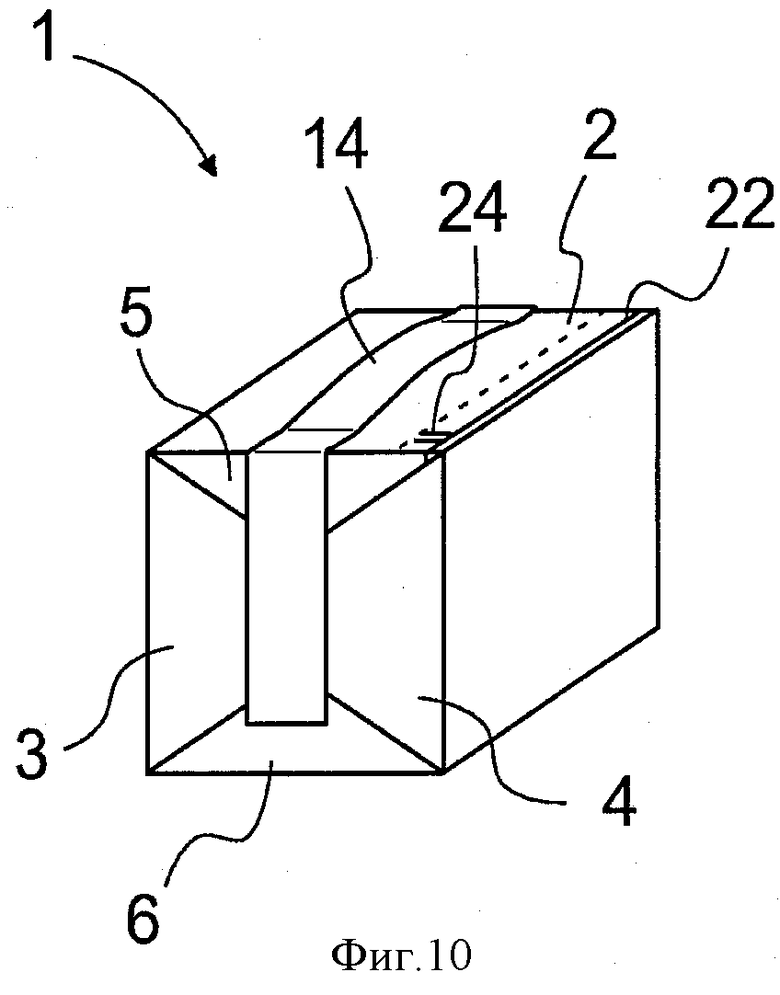
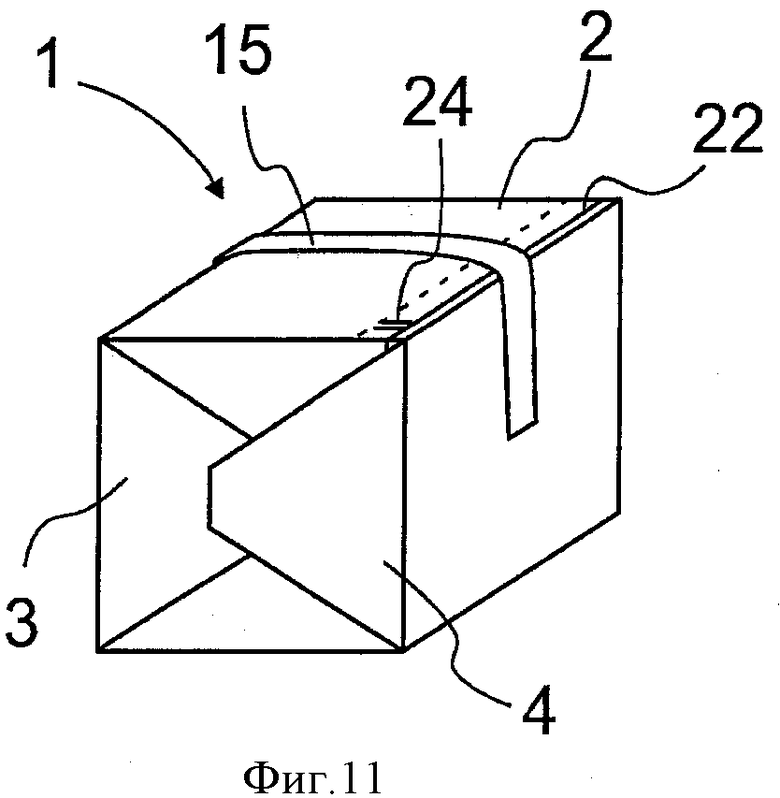
На фиг.9-12 представлены различные варианты ручек для подъема и переноски групповой упаковочной тары 1 согласно изобретению. Наряду с тем, что групповую упаковочную тару можно поднять за концы упаковки, используя две руки, как описано выше, иногда легче обращаться с упаковкой, применяя специально изготовленные ручки для подъема и переноски. Иной раз также возникает необходимость в переноске упаковки только одной рукой.
На фиг.9 показана групповая упаковочная тара 1 согласно изобретению, имеющая на каждом конце упаковки отдельную ручку 13 для подъема и переноски. Усиленная соответствующим образом ручка 13 в виде ленты приклеена на каждом конце упаковки между внешними сгибами 3 и 4 и внутренними сгибами 5 и 6.
Аналогично на фиг.10 показана групповая упаковочная тара 1 согласно изобретению, имеющая наверху упаковки отдельную ручку 14 для подъема и переноски. Ручка 14, изготовленная, например, из армированной фиброволокнами многослойной бумаги, концами приклеена к каждому концу групповой упаковочной тары 1, например, так, что слой клея наносился между внутренней частью ручки и всеми концевыми сгибами 3-6 упаковки. Кроме того, небольшой участок ручки 14 может быть приклеен к верхней части групповой упаковочной тары 1 на концах упаковки. Таким образом, создается надежная и удобная в использовании ручка для подъема и переноски групповой упаковочной тары.
На фиг.11 представлен вариант ручки, подобной той, которая показана на фиг.10, однако, в этом варианте осуществления изобретения ручка 15 для подъема и переноски в виде ленты размещена в поперечном направлении групповой упаковочной тары 1 и концами приклеена к сторонам упаковки. Для повышения надежности небольшой участок ручки 15 может быть приклеен к обертке наверху упаковки, начиная от верхних краев упаковки.
Ручки 14, 15 для подъема и переноски, изображенные на фиг.10 и 11, также могут охватывать всю групповую упаковочную тару 1, будучи приклеенными, например, на нижней части упаковки, чтобы они не пропали из виду. В данном случае ручка для подъема и переноски к тому же еще и поддерживает груз, благодаря чему оберточный материал, который формирует защитную обертку 2, может быть более тонким, чем материал, используемый в технических решениях, согласно которым ручку приклеивают к обертке, или согласно которым подъем упаковки производится с помощью концевых сгибов обертки.
На фиг.12 представлен вариант ручки для подъема и переноски, в котором ручка 16 в виде ленты размещена в поперечном направлении групповой упаковочной тары 1 и концами приклеена наверху упаковки. Крепление ручки усиливает накладная планка 17, причем накладная планка в середине имеет отверстие, чтобы смогла пройти ручка 16 для подъема и переноски. Усиливающая накладная планка 17 приклеена наверху групповой упаковочной тары так, чтобы покрывать концы ручки 16.
Для специалистов в данной области техники очевидно, что изобретение не ограничивается примером, представленным выше, но могут вноситься изменения, не выходя за рамки пунктов формулы изобретения, прилагаемых ниже. Соответственно защитная обертка для изготовления групповой упаковочной тары может представлять собой готовые листы, а не вытягиваться из рулона.
Более того, для специалистов в данной области техники очевидно, что формирование групповой упаковочной тары с использованием защитной обертки можно осуществлять многими различными способами, например можно приклеивать сгибы на концах упаковки.
Для специалистов в данной области техники очевидно, что к групповой упаковочной таре согласно изобретению могут быть прикреплены разнообразные ручки для подъема и переноски, отличные от представленных выше. Всю групповую упаковочную тару может охватывать, например, специальная, усиленная бумажная лента, которая используется подобно применяемым обычно пластиковым лентам. К тому же, благодаря ширине бумажной ленты, групповая упаковочная тара более удобна в обращении. Согласно этому техническому решению возможно использование более тонкой и менее прочной защитной обертки, чем в вышеупомянутых технических решениях, в связи с тем, что сама обертка не несет никакой нагрузки при подъеме и переноске групповой упаковочной тары. Ручка для подъема и переноски может быть бумажной и/или пластиковой.
Более того, для специалистов в данной области техники очевидно, что в качестве обертки могут использоваться другие виды защитных структур, взамен тех, которые упомянуты выше. Например, обертки, выполненные из нетканого полотна или других подобных тонких защитных материалов, могут использоваться в техническом решении согласно изобретению.
Более того, для специалистов в данной области техники очевидно, что групповая упаковочная тара согласно изобретению подходит для многих других типов упаковок, отличающихся от групповой упаковочной тары, предназначенной для пяти отдельных пачек бумаги. Например, от 2 до 5 пачек бумаги можно упаковать вместе в одну групповую упаковочную тару.
Для специалистов в данной области техники очевидно, что толщина и вес бумаги, используемой для защитной обертки, могут отличаться от упомянутых выше.
Более того, для специалистов в данной области техники очевидно, что взамен бумажной защитной обертки, групповая упаковочная тара может быть изготовлена из защитной обертки, представляющей собой гофрированный картон или аналогичный материал. В этом случае защитную обертку и обертку пачек бумаги подбирают с учетом скорости проникновения водяных паров, чтобы эти обертки вместе формировали соответствующий барьер.
Для специалистов в данной области техники очевидно, что в оберточных материалах не должен содержаться пластик, если в основной бумажный слой во время производства бумаги добавлены вещества, которые делают оберточный материал достаточно гидрофобным.
Для специалистов в данной области техники очевидно, что количество защитных слоев, которыми обернуты листы бумаги в пачках, может быть больше двух вышеупомянутых слоев, сформированных обертками пачек бумаги и защитной оберткой групповой упаковочной тары или коробки. Например, может быть три, четыре или больше защитных слоев. Но достаточно и единственного защитного слоя, если его прочность и гидрофобность достаточно высоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ЛИСТОВОГО МАТЕРИАЛА, НАПРИМЕР БУМАГИ | 2007 |
|
RU2430870C2 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ТАБАЧНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023638C1 |
| ТАРА С ВНУТРЕННЕЙ УПАКОВКОЙ | 2016 |
|
RU2719232C2 |
| УПАКОВКА ДЛЯ СЪЕДОБНЫХ ИЗДЕЛИЙ И СПОСОБ УПАКОВКИ | 2010 |
|
RU2568098C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ПАЧКИ, СОДЕРЖАЩЕЙ СТОПКУ АБСОРБИРУЮЩЕГО БУМАЖНОГО МАТЕРИАЛА САЛФЕТОК И УПАКОВКУ | 2015 |
|
RU2670170C1 |
| МНОГОСЛОЙНЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ, ИЗГОТОВЛЕННЫЕ ИЗ НЕГО УПАКОВОЧНЫЕ КОНТЕЙНЕРЫ И СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО МАТЕРИАЛА | 2016 |
|
RU2730526C2 |
| ОТДЕЛЬНАЯ УПАКОВКА ДЛЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ С КРЕПЕЖНЫМИ ЯЗЫЧКАМИ | 1996 |
|
RU2192232C2 |
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ ПАЧЕК В БЛОКИ | 1992 |
|
RU2084380C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГРУППОВЫХ УПАКОВОК И ГРУППОВАЯ УПАКОВКА | 2009 |
|
RU2496695C2 |
| АРОМАТИЗИРОВАННАЯ СИГАРЕТНАЯ ПАЧКА И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОЙ ПАЧКИ | 2009 |
|
RU2531726C2 |






Групповая упаковочная тара для листового материала, содержащего несколько пачек бумаги, обернутых в свою собственную обертку, которые помещены в общую защитную обертку, и в которой пластик, смесь полимеров или другой подходящий материал, замедляющий проникновение влаги, добавлен, по меньшей мере, к основному бумажному слою обертки. Причем групповая упаковочная тара включает материал защитной обертки и материал обертки, используемой для пачек бумаги, которые изготовлены с добавлением к обоим оберточным материалам пластика, смеси полимеров или другого подходящего материала в таком количестве, чтобы скорость проникновения водяных паров через защитную обертку и обертку в совокупности составляла менее, приблизительно, 50 г/м2/сутки, при расчете в соответствии со стандартом ИСО 2528:1995. Группа изобретений также относится к способу изготовления защитной обертки для групповой упаковочной тары. Заявленная группа изобретений направлена на создание недорогой групповой упаковочной тары, которая обеспечивает хорошую защиту листов и является удобной в переноске. 3 н. и 20 з.п. ф-лы, 12 ил.
1. Групповая упаковочная тара (1) для листового материала, такого как печатная бумага и бумага для ксерокопирования, в которой несколько пачек (1а) бумаги, обернутых в свою собственную обертку (2а), состоящую, по меньшей мере, из одного основного бумажного слоя (19а), помещены в общую защитную обертку (2), и в которой пластик, смесь полимеров или другой подходящий материал, замедляющий проникновение влаги, добавлен, по меньшей мере, к основному бумажному слою (19а) обертки (2а), отличающаяся тем, что материал защитной обертки (2) и материал обертки (2а), используемой для пачек (1а) бумаги, изготовлены с добавлением к обоим оберточным материалам пластика, смеси полимеров или другого подходящего материала в таком количестве, чтобы скорость проникновения водяных паров (СПВП) через защитную обертку (2) и обертку (2а) в совокупности составляла менее, приблизительно, 50 г/м2/сутки, при расчете в соответствии со Стандартом ИСО 2528:1995.
2. Групповая упаковочная тара (1) по п.1, отличающаяся тем, что суммарная скорость проникновения водяных паров (СПВП) через защитную обертку (2) и обертку (2а), при расчете в соответствии со Стандартом ИСО 2528:1995, составляет максимум приблизительно 30 г/м2/сутки и, предпочтительно, максимум приблизительно 10 г/м2/сутки.
3. Групповая упаковочная тара (1) по п.1, отличающаяся тем, что максимальное содержание пластика в защитной обертке (2) и обертке (2а) составляет приблизительно пять процентов от их собственной общей массы.
4. Групповая упаковочная тара (1) по п.2, отличающаяся тем, что защитная обертка (2) состоит, по существу, из бумагоподобного и гибкого оберточного материала, аналогичного материалу оберток (2а) пачек (1а) бумаги.
5. Групповая упаковочная тара (1) по п.1, отличающаяся тем, что пластик, смесь полимеров или другой подобный материал, который замедляет проникновение влаги, добавлен, по меньшей мере, к обертке (2а) пачек (1а) бумаги при проведении одновременного технологического процесса производства обертки (2а) в бумагоделательной машине.
6. Групповая упаковочная тара (1) по п.2, отличающаяся тем, что оберточный материал, который формирует защитную обертку (2) групповой упаковочной тары (1), вытягивают непосредственно из рулона и им обертывают, по меньшей мере, один раз групповую упаковочную тару (1), охватывая длинные стороны, и отличающаяся тем, что на внутренней поверхности защитной обертки, по меньшей мере, вблизи одного конца групповой упаковочной тары (1) имеется отрывная лента (23), размещенная продольно на всем протяжении защитной обертки, и, по существу, той же длины, что и защитная обертка.
7. Групповая упаковочная тара (1) по п.2, отличающаяся тем, что на концах групповой упаковочной тары (1) загибают края защитной обертки упаковки, создавая сгибы (3-6) так, чтобы, по меньшей мере, один внешний сгиб (3, 4) был прикреплен к одному внутреннему сгибу (5, 6).
8. Групповая упаковочная тара (1) по п.2, отличающаяся тем, что зазор (7) для подъема и переноски упаковочной тары сформирован между внешними сгибами (3, 4) и внутренними сгибами (5, 6), и отличающаяся тем, что нижние края внешних сгибов (3, 4) предназначены служить в качестве опоры при подъеме и переноске.
9. Групповая упаковочная тара (1) по любому из пп.1-8, отличающаяся тем, что, по меньшей мере, одна ручка (13, 14, 15, 16) для подъема и переноски прикреплена к защитной обертке (2) групповой упаковочной тары (1).
10. Групповая упаковочная тара (1) для листового материала, такого как печатная бумага и бумага для ксерокопирования, в которой несколько пачек (1a) бумаги, обернутых в свою собственную обертку (2а), состоящую, по меньшей мере, из одного основного бумажного слоя (19а), помещены в общую защитную обертку (2), состоящую, по меньшей мере, из одного основного бумажного слоя (19), и в которой пластик, смесь полимеров или другой подходящий материал, замедляющий проникновение влаги, добавлен, по меньшей мере, к основному бумажному слою (19а) обертки (2а), отличающаяся тем, что материал защитной обертки (2) и материал обертки (2а), используемой для пачек (1а) бумаги, изготовлен с добавлением к основным бумажным слоям (19, 19а) обоих оберточных материалов пластика, смеси полимеров или другого подходящего материала в таком количестве, чтобы скорость проникновения водяных паров (СПВП) через защитную обертку (2) и обертку (2а) в совокупности составляла менее приблизительно 50 г/м2/сутки, при расчете в соответствии со Стандартом ИСО 2528:1995.
11. Групповая упаковочная тара (1) по п.10, отличающаяся тем, что суммарная скорость проникновения водяных паров (СПВП) через защитную обертку (2) и обертку (2а), при расчете в соответствии со Стандартом ИСО 2528:1995, составляет максимум приблизительно 30 г/м2/сутки и, предпочтительно, максимум приблизительно 10 г/м2/сутки.
12. Групповая упаковочная тара (1) по п.10, отличающаяся тем, что максимальное содержание пластика в защитной обертке (2) и обертке (2а) составляет приблизительно пять процентов от их собственной общей массы.
13. Групповая упаковочная тара (1) по п.10, отличающаяся тем, что защитная обертка (2) состоит, по существу, из бумагоподобного и гибкого оберточного материала, аналогичного материалу оберток (2а) пачек (1а) бумаги.
14. Групповая упаковочная тара (1) по п.10, отличающаяся тем, что пластик, смесь полимеров или другой подобный материал, который замедляет проникновение влага, добавлен, по меньшей мере, к обертке (2а) пачек (1а) бумаги при проведении одновременного технологического процесса производства обертки (2а) в бумагоделательной машине.
15. Групповая упаковочная тара (1) по п.10, отличающаяся тем, что оберточный материал, который формирует защитную обертку (2) групповой упаковочной тары (1), вытягивают непосредственно из рулона и им обертывают, по меньшей мере, один раз групповую упаковочную тару (1), охватывая длинные стороны, и отличающаяся тем, что на внутренней поверхности защитной обертки, по меньшей мере, вблизи одного конца групповой упаковочной тары (1) имеется отрывная лента (23), размещенная продольно на всем протяжении защитной обертки, и, по существу, той же длины, что и защитная обертка.
16. Групповая упаковочная тара (1) по п.10, отличающаяся тем, что на концах групповой упаковочной тары (1) загибают края защитной обертки упаковки, создавая сгибы (3-6) так, чтобы, по меньшей мере, один внешний сгиб (3, 4) был прикреплен к одному внутреннему сгибу (5, 6).
17. Групповая упаковочная тара (1) по п.10, отличающаяся тем, что зазор (7) для подъема и переноски упаковочной тары сформирован между внешними сгибами (3, 4) и внутренними сгибами (5, 6), и отличающаяся тем, что нижние края внешних сгибов (3, 4) предназначены служить в качестве опоры при подъеме и переноске.
18. Групповая упаковочная тара (1) по любому из пп.10-17, отличающаяся тем, что, по меньшей мере, одна ручка (13, 14, 15, 16) для подъема и переноски прикреплена к защитной обертке (2) групповой упаковочной тары (1).
19. Способ изготовления защитной обертки (2) групповой упаковочной тары (1) для листового материала, такого как печатная бумага и бумага для ксерокопирования, и/или обертки (2а) для пачек (1а) бумаги, которые должны быть упакованы в групповую упаковочную тару (1), отличающийся тем, что при изготовлении материала защитной обертки (2) и/или материала обертки (2а) в бумагоделательной машине с использованием одновременного технологического процесса к основному бумажному слою (19, 19а) оберточного материала добавляют пластик, смесь полимеров или другой подходящий материал в соответствующем количестве, чтобы суммарная скорость проникновения водяных паров (СПВП) через защитную обертку (2) и обертку (2а) пачек бумаги в готовой групповой упаковочной таре (1) составляла менее приблизительно 50 г/м2/сутки, при расчете в соответствии со Стандартом ИСО 2528:1995.
20. Способ по п.19, отличающийся тем, что при изготовлении материала защитной обертки (2) и/или материала обертки (2а) в бумагоделательной машине с использованием одновременной технологии к основному бумажному слою (19, 19а) оберточного материала добавляют пластик, смесь полимеров или другой подходящий материал в соответствующем количестве, чтобы суммарная скорость проникновения водяных паров (СПВП) через защитную обертку (2) и обертку (2а) пачек бумаги в готовой групповой упаковочной таре (1) составляла максимум приблизительно 30 г/м2/сутки, предпочтительно, максимум приблизительно 10 г/м2/сутки.
21. Способ по п.19, отличающийся тем, что при изготовлении материала защитной обертки (2) и/или материала обертки (2а) в бумагоделательной машине с использованием одновременной технологии к основному бумажному слою (19, 19а) оберточного материала добавляют пластик, смесь полимеров или другой подходящий материал в соответствующем количестве, и отличающийся тем, что максимальное содержание пластика в оберточных материалах (2, 2а) составляет приблизительно пять процентов от их общей массы.
22. Способ по любому из пп.19-21, отличающийся тем, что групповую упаковочную тару формируют из достаточно прочного и надежного рулонного оберточного материала, который в начале процесса упаковки обрезают до определенной длины для формирования защитной обертки (2) и располагают центрально по ширине поверх пачек бумаги, которые должны быть упакованы, и отличающийся тем, что сначала пачки офисной бумаги (1а) обертывают защитной оберткой, после чего формируют концевые сгибы обертки нажатием на внутренние сгибы (5, 6) на концах групповой упаковочной тары (1), которые образованы концевыми поверхностями пачек бумаги, и формируют наружные сгибы (3, 4), загибая участки защитной обертки, которая по длине превышает длину пачек бумаги на вертикальных концах, таким образом, чтобы сформировать, по существу, два треугольных сгиба, и отличающийся тем, что после того, как сгибы сформированы, наружные сгибы (3, 4) прикрепляют на концах групповой упаковочной тары (1), по меньшей мере, к одному из внутренних сгибов (5, 6) и, в случае необходимости, также друг к другу.
23. Способ по п.22, отличающийся тем, что групповую упаковочную тару (1) изготавливают из достаточно прочного и надежного рулонного оберточного материала, который формирует защитную обертку (2), при этом оберточный материал вытягивают непосредственно из рулона и обертывают офисную бумагу, и отличающийся тем, что сгибы (3, 4) на концах групповой упаковочной тары формируют опоры, которые служат в качестве ручек для подъема и переноски.
| WO 2005108236 A1, 17.11.2005 | |||
| US 3399762 A, 03.09.1968 | |||
| US 3278019 A, 11.10.1966 | |||
| DE 8429093 U1, 03.01.1985. |

