Предлагаемое изобретение относится к области цветной металлургии, в частности к способу переработки окисленной никелевой руды, содержащей цветные металлы и железо.
Известен способ (Патент РФ №2324751, С22В 23/02, С22В 4/06) получения жидкого металла при переработке окисленного металлосодержащего природного сырья и техногенных материалов. Способ включает подачу в окислительную зону двухзонной печи в шлаковый расплав шихты, состоящей из исходного сырья, флюсов, жидкого или твердого перерабатываемого шлака, углеродсодержащего материала и кислорода в кислородсодержащем дутье в количествах, необходимых для полного сгорания углерода с максимальным выделением тепла. Затем ведут расплавление шихты с образованием жидкого шлака, поступающего в восстановительную зону, в которую подают углеродсодержащий материал, кислородсодержащее дутье и дополнительные флюсы в количествах, необходимых для восстановления оксидов извлекаемых металлов в металлическую фазу и компенсации тепловых затрат. При этом поддерживают отношение расхода углеродсодержащего материала на тонну извлекаемого металла в окислительной и восстановительной зонах в пределах 0,3-2,5, а удельный расход кислорода в этих зонах в пределах 0,7-3,0. Периодически перед выпуском металлической составляющей продуктов плавки расплав в шлаковом сифоне обогревают электрической дугой на границе шлаковой и металлической фаз до температуры от 1350 до 1500°С, причем перед выпуском металлической составляющей расплав в сифоне отстаивают от 10 до 15 минут при выключенном напряжении на электродах. К недостаткам известного способа следует отнести низкую производительность процесса, высокий удельный расход кислорода и топлива.
В известном аналоге и последующем ближайшем аналоге (прототипе) правильней было бы назвать окислительную зону плавильной, потому что происходящие в этой зоне процессы нельзя, строго говоря, относить к окислительным с точки зрения общепринятой в металлургии терминологии, так как соотношение кислорода и топлива соответствует полному сгоранию последнего с максимальным выделением тепла. Тем не менее, мы сохраняем терминологию, так как используем нижеизложенный способ в качестве прототипа.
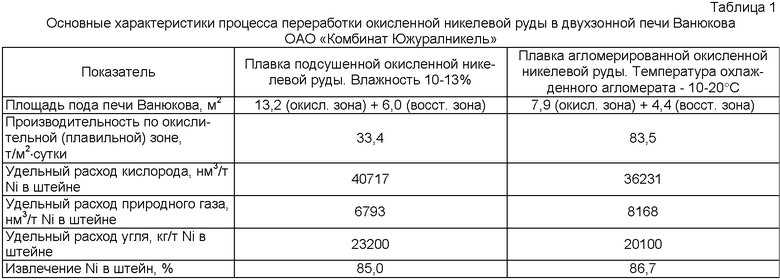
Наиболее близким к предлагаемому изобретению по технической и технологической сущности является способ (Патент РФ №2194781, С22В 23/02, С22В 19/00) получения жидкого металла при переработке окисленного металлосодержащего природного сырья и техногенных материалов (отходов цинксодержащих, медьсодержащих, никельсодержащих, железосодержащих и т.д.). Способ включает подачу в окислительную (плавильную) зону двухзонной печи в шлаковый расплав шихты, состоящей из исходного сырья, флюсов, жидкого или твердого перерабатываемого шлака, углеродсодержащего материала и кислородсодержащего дутья, расплавление шихты с образованием шлака, поступающего в восстановительную зону, в которую подают углеродсодержащий материал, кислородсодержащее дутье и дополнительные флюсы, выпуск продуктов плавки, причем при переработке окисленного сырья в окислительную зону печи подают углеродсодержащий материал и кислород в количествах, необходимых для полного сгорания углерода с максимальным выделением тепла и образования жидкого шлака, а в восстановительную зону углеродсодержащий материал и кислород подают в количествах, необходимых для восстановления оксидов извлекаемых металлов и компенсации тепловых затрат, при этом отношение удельного расхода углеродсодержащего материала на тонну извлекаемого металла в окислительной и восстановительной зонах поддерживают в пределах 0,3-2,5, а отношение удельных расходов кислорода в этих зонах - в пределах 0,7-3,0. Кроме того, отношение количеств кислорода, подаваемых в расплав и в газовую фазу над расплавом в восстановительной зоне, поддерживают в пределах 0,1-0,5. К недостаткам известного способа следует отнести низкую производительность процесса, высокий удельный расход кислорода и топлива. В частности, по способу (Патент РФ №2194781) были проведены промышленные испытания технологий переработки подсушенной окисленной никелевой руды и агломерата в двухзонной печи Ванюкова ОАО «Комбинат Южуралникель». Результаты выполненных испытаний представлены в работах: А.Н.Федоров, А.А.Комков, В.Н.Бруэк и др. Освоение процесса Ванюкова для переработки окисленных никелевых руд на Южноуральском никелевом комбинате // Цветные металлы. 2007. №12. С.33-37; В.И.Костин. Опыт работы печи Ванюкова на ОАО «Комбинат Южуралникель» // Цветные металлы. 2008. №11. С.45-48. Основные технические и технологические характеристики процесса представлены в таблице 1.
Как видно из представленных данных, плавка агломерированной руды более предпочтительна. Наблюдается существенный рост производительности. Также наблюдается в целом снижение энергетических затрат (снижаются расходы кислорода и угля на фоне некоторого роста расхода природного газа).
Задачей изобретения является разработка способа непрерывной переработки окисленной никелевой руды с получением металлического (сульфидного) расплава, например ферроникеля или никелевого штейна.
Техническим результатом являются увеличение производительности процесса плавки и снижение расходов кислорода и углеродсодержащего топлива по всей технологической цепочке от влажного металлосодержащего сырья до товарного металлосодержащего продукта.
Заявленный технический результат достигается тем, что в способе переработки окисленной никелевой руды, содержащей цветные металлы и железо, включающем подачу в окислительную (плавильную) зону двухзонной печи в шлаковый расплав шихты, состоящей из смеси исходного сырья и флюсов, жидкого или твердого перерабатываемого шлака, углеродсодержащего материала и кислородсодержащего дутья, подаваемых в количествах, необходимых для полного сгорания углерода и водорода с максимальным выделением тепла; расплавление шихты с образованием шлакового расплава, поступающего в восстановительную зону печи, в которую подают кислородсодержащее дутье и углеродсодержащий материал в количествах, необходимых для восстановления извлекаемых металлов в металлическую фазу и компенсации тепловых затрат с помощью дожигания газов восстановительной зоны над расплавом; выпуск продуктов плавки; согласно изобретению перед подачей смеси исходного сырья и флюсов в окислительную (плавильную) зону печи их обжигают и подают с температурой 500-1300°С.
На стадию обжига возможна дополнительная подача углеродсодержащего восстановителя с расходом от 2 до 10% от массы содержащихся в исходной смеси высших оксидов цветных металлов и железа.
В восстановительную зону двухзонной печи совместно с кислородсодержащим дутьем и углеродсодержащим материалом возможна подача серосодержащих материалов с расходом 100-530 кг серы/т извлекаемых из исходной смеси металлов.
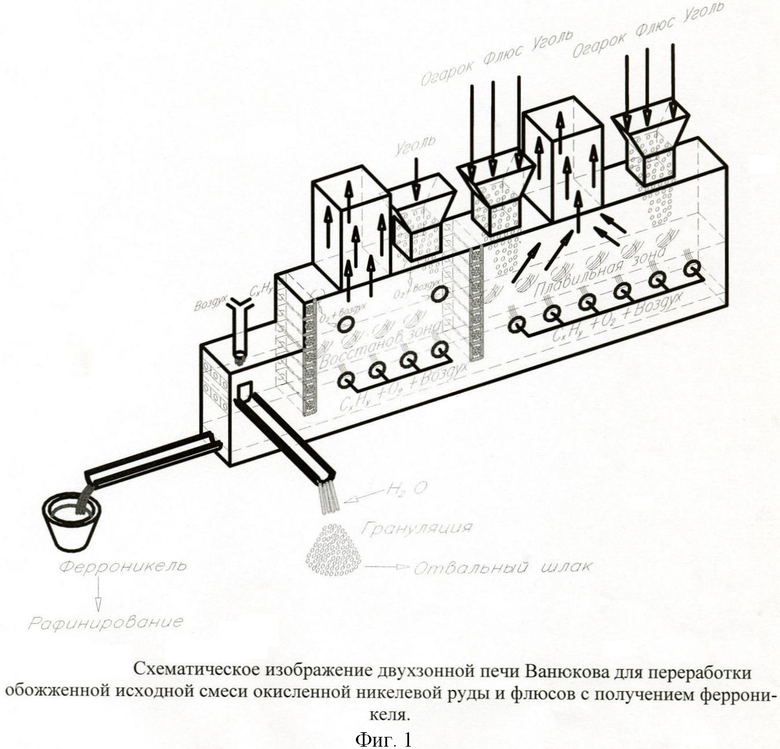
В предлагаемом способе исходное сырье (окисленную никелевую руду) сначала подсушивают, снижая ее влажность до 10-15%. Затем смесь исходного сырья и флюсов (в случае необходимости их использования) прокаливают с целью практически полного удаления физической и кристаллизационной (химической) влаги, разложения карбонатов, сульфатов и прочих подобных соединений. В результате получают огарок, который, не охлаждая, подают в двухзонную печь Ванюкова (см. фиг.1).
Огарок подают с температурой от 500 до 1300°С. Плавка огарка с температурой ниже 500°С приводит к повышенному расходу топлива и кислорода в окислительной (плавильной) зоне печи Ванюкова, так как при этих температурах практически не удаляется химическая влага, не разлагаются карбонаты, сульфаты и прочие соединения. При попытках получения огарка с температурой выше 1300°С происходит оплавление и спекание материала, что нарушает нормальную работу обжиговых печей и препятствует удалению из него кристаллизационной (химической) влаги и разложению карбонатов, сульфатов и прочих соединений.
Обжиг может осуществляться также с небольшими добавками углеродсодержащего восстановителя с целью восстановления высших оксидов цветных металлов и железа до низших. Добавлять восстановитель необходимо только в небольших количествах, так как преследуется цель создания слабовосстановительных условий, при которых происходит только частичное восстановление высших оксидов цветных металлов и железа до низших, в частности Fe3+ до Fe2+, но не происходит их восстановление до металлического состояния. Нижний предел расхода углеродсодержащего восстановителя ограничивается 2% от массы содержащихся в обжигаемой смеси исходного сырья и флюсов высших оксидов цветных металлов и железа, так как расход менее 2% не позволит восстановить сколько-нибудь заметные количества высших оксидов, а верхний предел ограничивается 10%, так как более высокий расход углеродсодержащего восстановителя может приводить к получению металлического сплава. Нецелесообразность получения металлического сплава перед плавкой в печи Ванюкова будет показана ниже.
Плавку и восстановление горячего огарка ведут в две стадии, каждую из которых осуществляют в отдельной зоне печи. На первой стадии осуществляется процесс плавки горячего огарка с получением гомогенного шлакового расплава, на второй стадии - его восстановительное (восстановительно-сульфидирующее) обеднение. Процесс осуществляется непрерывно, продукты плавки: шлак и металлический (сульфидный расплав) выпускаются непрерывно.
В окислительную (плавильную) зону подают горячий огарок, представляющий собой обожженную смесь исходного сырья и флюсов, твердый уголь, кислородсодержащее дутье (смесь технологического кислорода и воздуха) и углеродсодержащее топливо. При этом соотношение кислород, твердый уголь и углеродсодержащее топливо подают в количествах, необходимых для полного сгорания углерода и водорода с максимальным выделением тепла. В результате сжигания угля и топлива происходит расплавление огарка с образованием шлакового расплава.
На восстановительной стадии реализуется процесс восстановления шлакового расплава, поступающего из окислительной (плавильной) зоны, газовой смесью, состоящей из кислородсодержащего дутья и углеродсодержащего топлива, при дополнительной загрузке твердого угля. При этом соотношение кислорода, углеродсодержащего топлива и угля подбирают таким образом, чтобы обеспечить требуемое извлечение в конечный продукт плавки цветных металлов и железа. Отходящие газы восстановительной зоны печи, содержащие в своем составе СО и Н2, дожигаются над расплавом кислородно-воздушной смесью, что создает условия для частичного возврата тепла расплаву и обеспечения теплового баланса восстановительной зоны печи.
При необходимости получения в качестве конечного продукта не металлического, а сульфидного расплава (штейна) в восстановительную зону совместно с кислородсодержащим дутьем и углеродсодержащим материалом подают серосодержащие материалы с расходом 100-530 кг серы/т извлекаемых из исходного сырья и флюсов металлов. В качестве серосодержащих материалов могут быть использованы: элементная сера, колчедан, пирит, гипс, сульфид кальция, низкосортный штейн и прочие сульфидизаторы. Нижний предел расхода серосодержащего материала ограничивается необходимостью получения сульфидного полупродукта, легко поддающегося измельчению, что соответствует концентрации серы в нем ~7%. Последующая переработка штейна или полученного из него при конвертировании файнштейна осуществляется, как правило, гидрометаллургическими способами или путем окислительного обжига в печах кипящего слоя. В любом случае полученный файнштейн для дальнейшей переработки необходимо подвергать измельчению. Верхний предел ограничивается из соображений недопустимости получения штейна с концентрацией серы, близкой к ее стехиометрическому содержанию в низших сульфидах (например, FeS, Cu2S, Ni3S2, CoS и др.). Чрезмерно высокая концентрация серы в штейне приводит к резкому снижению степени усвоения серы расплавом и, следовательно, к повышенному переходу серы в бедные трудноутилизируемые отходящие газы.
Доказательство целесообразности плавки в печи Ванюкова именно обожженной горячей смеси исходного сырья и флюсов рассмотрим на конкретном примере.
Пример 1
Эффективность предлагаемого способа покажем на примере сравнения основных расходных показателей технологии переработки окисленной никелевой руды с получением ферроникеля при различных вариантах подготовки исходного сырья к плавке в двухзонной печи Ванюкова.
В качестве исходного сырья рассматривается окисленная никелевая руда Кимперсайского месторождения. Состав руды, % масс.: Ni - 0,90; Со - 0,076; Fe - 15,0; SiO2 - 53,2; MgO - 6,5; Al2O3 - 1,8; CaO - 0,9; Cr2O3 - 1,2. Потери массы руды при прокаливании (химическая влага) - 11,1%. Содержание Н2О (физическая влага) - 25%. В качестве флюса используется известняк, % масс.: СаСО3 - 95,5; MgO - 3,2; SiO2 - 0,2; Fe - 0,8%. В качестве топлива - природный газ, содержащий 94,2% СН4. В качестве восстановителя используется уголь, содержащий, % масс.: С - 69,7; Н - 3,0; S - 0,3; зола (SiO2, Al2O3, Fe2O3, CaO, MgO) - 27%.
Необходимые исходные данные для выполнения сравнительного анализа основных расходных показателей были получены в результате проведения опытных испытаний на печи Ванюкова ООО «Институт Гипроникель» площадью пода 0,4 м2 с использованием в качестве исходного сырья окисленной никелевой руды Кимперсайского месторождения. Испытания показали возможность получения качественного чернового ферроникеля при высоком уровне извлечения никеля. Получен ферроникель, содержащий, %: Ni - 20,1; С - 0,065; Si - 0,5; Cr - 0,06; S - 0,6; P - 0,16. Содержание в шлаке, %: Ni - 0,1. Извлечение Ni в ферроникель - 90,3%. Результаты испытаний были положены в основу расчетов материального и теплового балансов процесса получения ферроникеля в двухзонной печи Ванюкова для случая реализации в промышленном масштабе.
Вне зависимости от выбранного варианта подготовки окисленной никелевой руды и флюса к плавке на первом этапе необходима операция сушки руды, в результате которой влажность руды должна быть снижена с 25 до 15%. Получение руды с влажностью менее 15% нецелесообразно вследствие увеличения пылевыноса при ее дальнейшей переработке. Процесс сушки осуществляется, как правило, во вращающихся сушильных барабанах. В качестве топлива может быть использован природный газ, мазут, пылеуголь или другие виды топлива. Поскольку все нижепредставленные данные будут относиться к переработке руд Кимперсайского месторождения, выбираем в качестве топлива доступный для данного региона природный газ. Расчеты теплового баланса операции сушки руды показали, что расход природного газа составляет 10,3 нм3/т перерабатываемой руды с исходным содержанием H2O (физическая влага) - 25%.
Переработка руды с влажностью 15% может быть осуществлена по различным вариантам.
1. Плавка руды с влажностью 15% и известняка с влажностью 5% в двухзонной печи Ванюкова с получением ферроникеля.
2. Прокалка руды и известняка в трубчатых вращающихся печах с полной диссоциацией СаСО3 и удалением всех видов H2O (физической и химической). Полученный огарок охлаждают (принята температура 25°С) и перерабатывают в двухзонной печи Ванюкова с получением ферроникеля.
3. Прокалка руды и известняка в трубчатых вращающихся печах с полной диссоциацией СаСО3 и удалением всех видов H2O (физической и химической). Полученный огарок в горячем виде (температура - 900°С) перерабатывают в двухзонной печи Ванюкова с получением ферроникеля.
4. Восстановительный обжиг руды и известняка в трубчатых вращающихся печах с полной диссоциацией СаСО3, удалением всех видов Н2О (физической и химической) и частичным восстановлением оксидно-силикатных форм железа и никеля до металлического состояния. Частично восстановленный огарок (степень восстановления Fe→Femet - 0,5%; Ni→Nimet - 79%; соотношение Fe3+/Fe2+ - 90/10) перерабатывают в однозонной печи Ванюкова с получением ферроникеля.
5. Восстановительный обжиг руды и известняка в трубчатых вращающихся печах с полной диссоциацией СаСО3, удалением всех видов H2O (физической и химической) и необходимой степенью восстановления оксидно-силикатных форм железа к никеля до металлического состояния для получения 20%-ного ферроникеля. Восстановленный огарок (степень восстановления Fe→Femet - 21%; Ni→Nimet - 99%; соотношение Fe3+/Fe2+ - 93/7) перерабатывают в однозонной печи Ванюкова с получением ферроникеля.
Выполним расчеты основных показателей по пяти вышеуказанным вариантам. Начальные условия для расчета были следующие:
- количество перерабатываемой руды с содержанием H2O - 25% - 1467000 т/год;
- количество никеля в 20%-ном ферроникеле - 11480 т /год;
- извлечение никеля в ферроникель - 90,3%;
- расход известняка (сух. вес) - 20% от массы сухой руды. Состав известняка представлен выше, содержание H2O - 5%;
- природный газ используется в качестве топлива для отопления печей сушки (варианты 1-5), печей обжига (варианты - 2-5), печи Ванюкова (варианты 1-5). Калорийность природного газа - 34543 кДж/нм3;
- уголь используется в качестве восстановителя при обжиге смеси руды и известняка (варианты 4, 5), в качестве частичной замены природного газа в окислительной (плавильной) зоне печи Ванюкова (варианты 1-3), в качестве восстановителя во второй зоне печи Ванюкова (варианты 1-3) или однозонной печи (варианты 4, 5). Состав угля представлен выше, содержание Н2О - 5%, калорийность угля - 23419 кДж/кг;
- температура шлака - 1600°С;
- температура ферроникеля - 1530°С;
- обогащение дутья кислородом в печи Ванюкова - 90%;
- средний тепловой поток на кессоны плавильной зоны - 410 МДж/м2·час;
- средний тепловой поток на кессоны восстановительной зоны - 376 МДж/м2·час.
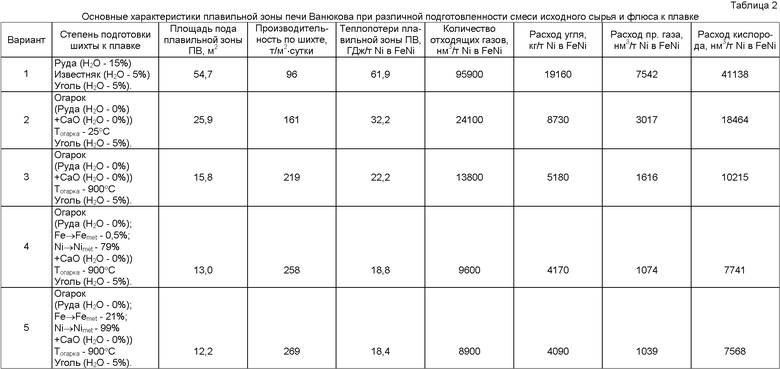
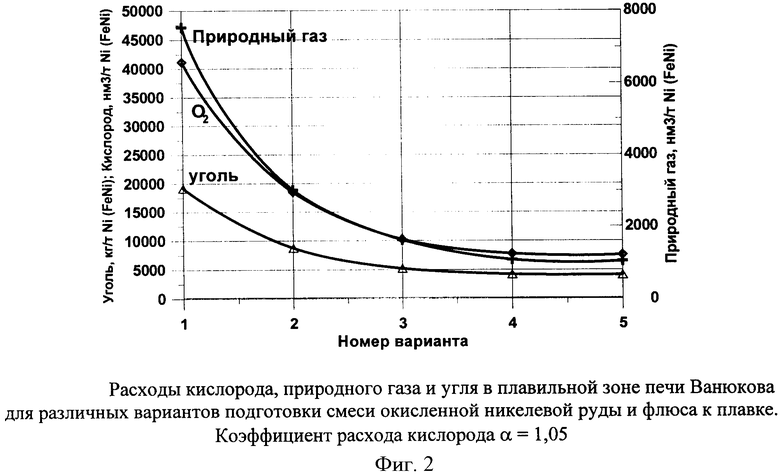
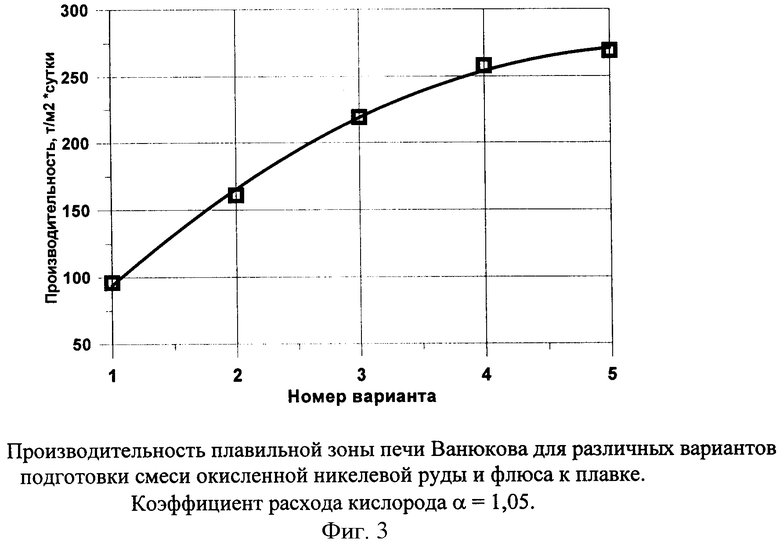
Результаты расчета основных показателей процесса плавки исходного сырья и флюса разной степени подготовленности в окислительной (плавильной) зоне печи Ванюкова представлены в таблице 2 и на фиг.2, 3. Как видно из представленных данных, наиболее резкое снижение основных энергетических параметров и наиболее резкое увеличение производительности плавильной зоны наблюдаются при переходе от плавки сырой руды к плавке обожженной смеси исходного сырья и флюса, не подвергавшейся предварительному восстановлению. Если смесь исходного сырья и флюса дополнительно подвергать предварительному восстановлению (варианты 4 и 5), то энергетические затраты продолжают снижаться, но это уже происходит в значительно меньшей степени.
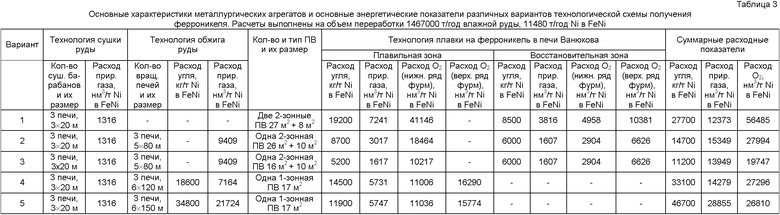
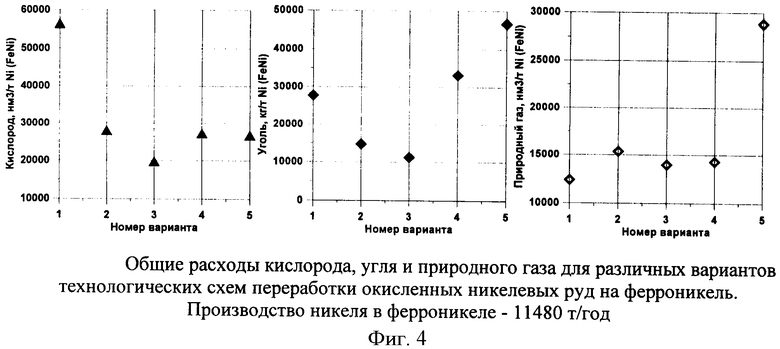
Однако следует помнить, что на реализацию процесса обжига и, особенно, на реализацию восстановительного обжига требуются затраты топлива (не обязательно только использование технологического кислорода). Поэтому больший интерес представляет сравнение общих энергетических затрат на реализацию того или иного варианта технологической схемы. Результаты такого сравнения представлены ниже (см. табл.3 и фиг.4).
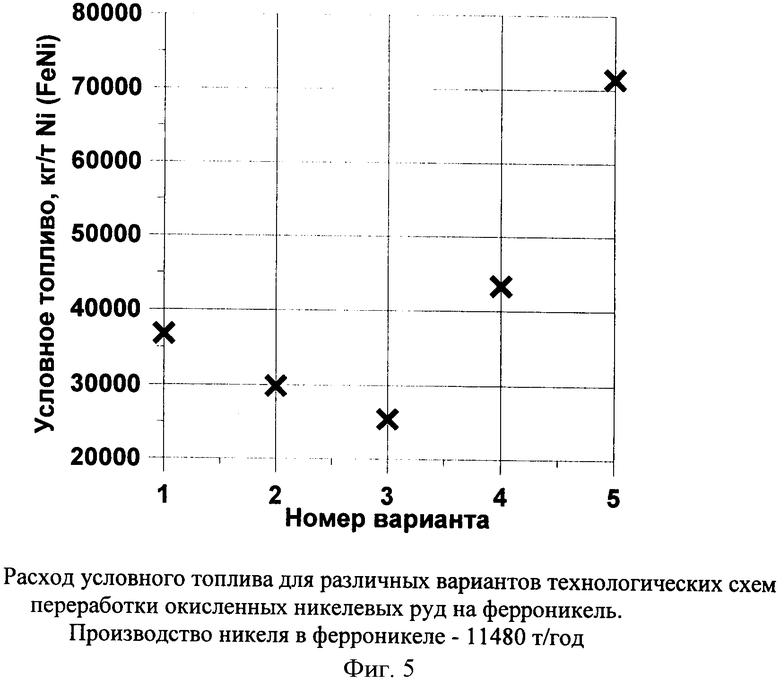
Как видно из представленных данных, наименьшими энергетическими затратами характеризуется вариант 3, в котором предполагается проведение предварительного невосстановительного обжига смеси исходного сырья и флюса с последующей плавкой горячего огарка в двухзонной печи Ванюкова. Практически по всем энергетическим затратам этот вариант оказывается наиболее предпочтительным. Не является минимальным по этому варианту только расход природного газа, но, как видно из фиг.4, его расход выше всего на 13%, чем в варианте 1, где расход природного газа наименьший. Сопоставление общих расходов угля и природного газа, пересчитанных в единицы условного топлива, делает окончательно очевидными преимущества варианта 3 как варианта с наименьшими энергетическими затратами (см. фиг.5).
Рассмотрим причины большей эффективности предлагаемого изобретения (вариант 3) по сравнению с вариантами 1 и 2.
В варианте 1 по сравнению с вариантом 3 на плавку поступает смесь исходного сырья и флюса с высоким содержанием физической, химической влаги и карбоната кальция. Совмещение процессов удаления влаги, диссоциации карбонатов, нагрева, расплавления и доведения температуры расплава до 1600°С в плавильной зоне печи с интенсивным кессонированным охлаждением приводит к ее низкой производительности. Поэтому из-за ограниченного количества дутья, которое может быть подано через каждую фурму печи, и естественных ограничений по интенсивности дутья необходимо для переработки определенного количества сырья иметь значительную площадь плавильной зоны и, следовательно, значительный расход кислорода, а значит, и топлива (соотношение между топливом и кислородом остается строго фиксированным). При этом даже на относительно небольшой объем выпускаемого ферроникеля (см. выше) площадь плавильной зоны получается чрезмерной (54,7 м2), что вызывает необходимость строительства уже не одной, а двух двухзонных печей. Поскольку процессы удаления физической, химической влаги и разложения карбонатов происходят при существенно более низких температурах, чем температуры плавки, и аппаратурное оформление процесса обжига не требует наличия в конструкциях печей кессонированных элементов, целесообразно разделить процессы прокалки и диссоциации с процессом плавки. Целесообразность разделения процессов логически вытекает из максимальной эффективности использования каждого из металлургических агрегатов: процессы прокалки и диссоциации протекают в обжиговой печи, для которой характерны низкие тепловые потери, а процессы плавки и восстановления осуществляются в печи барботажного типа, для которой характерны высокие скорости расплавления, гомогенизации расплава, восстановления оксидов металлов и разделения продуктов плавки.
Как видно из результатов вышепредставленных расчетов (см. фиг.4 и 5), разделение процессов прокалки и диссоциации от процесса плавки энергетически более выгодно: расходы кислорода и топлива снижаются.
Несмотря на то что в процессе обжига мы используем природный газ, в целом его расход на всю технологическую цепочку увеличивается менее значительно, чем снижаются расходы кислорода и угля. Если природный газ и уголь пересчитать на условное топливо, то преимущества варианта 3 становятся окончательно очевидными (см. фиг.5).
Подобная закономерность подтверждается и сравнением показателей, достигнутых на промышленной двухзонной печи Ванюкова ОАО «Комбинат Южуралникель». Однако снижение расходов кислорода и угля при плавке агломерированной руды по сравнению с плавкой подсушенной руды менее значительно (см. табл.1), чем в рассмотренных нами вариантах по следующим причинам:
1. При снижении площади пода плавильной зоны печи Ванюкова ниже 10 м2 непропорционально возрастают теплопотери.
2. Известняк не подвергался предварительному обжигу.
В рассматриваемом нами примере в варианте 2 по сравнению с предлагаемым изобретением (вариант 3) хуже все основные показатели процесса, что вполне очевидно, так как целесообразней горячий огарок не охлаждать, а сразу подавать на плавку.
В качестве дальнейшего улучшения показателей по предлагаемому изобретению является способ, предусматривающий на стадии предварительного обжига смеси исходного сырья и флюса восстановление высших оксидов цветных металлов и железа до низших. Речь идет, прежде всего, о восстановлении Fe3+ до Fe2+. Это, во-первых, снижает содержание Fe3+ в шлаковом расплаве плавильной зоны, и, следовательно, снижается вероятность гетерогенизации шлака за счет образования магнетита. Во-вторых, снижаются расходы кислорода, топлива и восстановителя в восстановительной зоне печи, имеющей напряженный тепловой баланс.
Следует еще раз подчеркнуть, что усовершенствование предлагаемого изобретения может идти только по пути создания слабовосстановительных условий, при которых происходит только частичное восстановление Fe3+ до Fe2+, но практически не происходит восстановление оксидов цветных металлов и железа до металлического состояния. В противном случае энергетические затраты снова начинают увеличиваться.
Как видно из таблицы 3 и фиг.4, 5 варианты 4 и 5, в которых происходит восстановление оксидов до металлического состояния, оказались менее энергетически выгодными, чем вариант 3. Здесь можно назвать две основные причины. Во-первых, как показали расчеты теплового баланса, совмещение операций плавки и восстановления в печи Ванюкова энергетически не оправданы. Как видно из таблицы 3, суммарный расход на обе зоны печи Ванюкова в варианте 3 угля (11200 кг/т Ni), природного газа (3224 нм3/т Ni) и кислорода (14728 нм3/т Ni) даже ниже, чем на однозонные печи в вариантах 4 и 5. Во-вторых, в вариантах 4 и 5 по сравнению с вариантом 3 прибавляются расходы угля и природного газа, необходимые для предварительного восстановления смеси исходного сырья и флюса на стадии обжига. Особенно значительные затраты угля необходимы в варианте 5, в котором ставилась задача получения огарка с требуемой для получения 20%-ного ферроникеля степенью восстановления железа (~ 21%). Такое глубокое восстановление исходного сырья требует значительных энергетических затрат на стадии обжига, которые могут быть оправданы в случае последующей плавки огарка в электропечах, но не оправданы в случае последующей плавки огарка в печах с кислородным дутьем, где для предотвращения процессов обратного окисления железа и никеля необходимо вести плавку в сильно восстановительных условиях. Следовательно, несмотря на большую простоту конструкции однозонной печи Ванюкова по сравнению с двухзонной печью использование однозонной печи для получения ферроникеля вряд ли можно признать целесообразным, и, следовательно, способ по предлагаемому изобретению предпочтительней выглядит и в сравнении с вариантами, предусматривающими восстановление оксидов металлов до металлического состояния перед плавкой в печи Ванюкова.
Пример 2
В данном примере рассмотрен способ получения штейна при переработке окисленной никелевой руды с различным расходом сульфидизатора. Исходным сырьем служила смесь окисленных никелевых руд Черемшанского, Серовского и Кимперсайского месторождений следующего состава: Ni - 0,91; Со - 0,073; Fe - 18,6; SiO2 - 48,4; MgO - 13,5; Al2O3 - 3,9; CaO - 2,7; Cr2O3 - 0,5. Потери массы руды при прокаливании (химическая влага) - 9,0. Содержание Н2О (физическая влага) - 10%. В качестве флюса использовали известняк, % масс.: СаСО3 - 95,5; MgO - 3,2; SiO2 - 0,2; Fe - 0,8%. В качестве топлива - природный газ, содержащий 94,2% СН4. В качестве восстановителя использовали уголь, содержащий, % масс.: С - 69,7; Н - 3,0; S - 0,3; зола (SiO2, Al2O3, Fe2O3, CaO, MgO) - 27%. В качестве сульфидизатора использовали колчедан с содержанием: Fe - 39,7; S - 41,8.
Испытания проводили на опытных установках ООО «Институт Гипроникель». Обжиг смеси исходного сырья и флюса осуществляли на трубчатой вращающейся печи габаритными размерами 5,0×0,5 м производительностью до 200 кг/час по перерабатываемой шихте. Полученный огарок температурой 600-700°С плавили в печи Ванюкова площадью пода 0,4 м2.
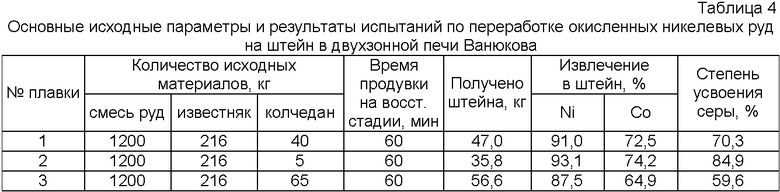
Исходные данные, основные показатели и составы полученных продуктов плавки представлены в таблицах 4 и 5.
Приведем примеры расчета расхода серы на 1 т извлекаемых металлов для выполненных экспериментальных исследований. В качестве сульфидизатора использовали колчедан с содержанием S - 41,8% масс.
Пример 2.1 (плавка №1 в табл.4 и 5)
Количество загруженного колчедана составило 40 кг
Следовательно, расход серы составил 40·0,418=16,72 кг
Количество полученного штейна - 47,0 кг
Количество металлов в штейне: 47,0·(0,19+0,527+0,0121)=34,27 кг. При данном расчете извлеченными считаются не только металлы, восстановленные из шлакового расплава, но и металлы, перешедшие в штейн вместе с сульфидизатором.
Тогда расход серы на единицу массы извлекаемых металлов составит: 16,72/34,27=488 кг/т металлов.
Пример 2.2 (плавка №2 в табл.4 и 5)
Количество загруженного колчедана составило 5 кг
Следовательно, расход серы составил 5·0,418=2,09 кг
Количество полученного штейна - 35,8 кг
Количество металлов в штейне 35,8·(0,636+0,284+0,018)=33,6 кг
Тогда расход серы на единицу массы извлекаемых металлов составит: 2,09/33,6=62 кг/т металлов.
Полученный штейн является сильно металлизированным, содержит 4,9% и не является пригодным для получения качественного по содержанию серы файнштейна или переработки гидрометаллургическими способами из-за невозможности его качественного измельчения.
Пример 2.3 (плавка №3 в табл.4 и 5)
Количество загруженного колчедана составило 65 кг
Следовательно, расход серы составил 65·0,418=27,2 кг
Количество полученного штейна - 56,6 кг
Количество металлов в штейне 56,6·(0,514+0,169+0,0101)=39,2 кг
Тогда расход серы на единицу массы извлекаемых металлов составит: 27,2/39,2=694 кг/т металлов.
Полученный штейн содержит избыточное количество серы. Степень усвоения серы снизилась до 59,4%, что создает сложности с утилизацией диоксида серы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ СЫРЬЯ, СОДЕРЖАЩЕГО ЦВЕТНЫЕ МЕТАЛЛЫ И ЖЕЛЕЗО | 2000 |
|
RU2194781C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ОКИСЛЕННЫХ РУДНЫХ МАТЕРИАЛОВ, СОДЕРЖАЩИХ ЖЕЛЕЗО, НИКЕЛЬ И КОБАЛЬТ | 2011 |
|
RU2463368C2 |
| СПОСОБ ВЫПЛАВКИ ФЕРРОНИКЕЛЯ ИЗ ОКИСЛЕННЫХ НИКЕЛЕВЫХ РУД И ПРОДУКТОВ ИХ ОБОГАЩЕНИЯ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2336355C2 |
| СПОСОБ ПЕРЕРАБОТКИ СЫРЬЯ, СОДЕРЖАЩЕГО ЦВЕТНЫЕ МЕТАЛЛЫ И ЖЕЛЕЗО | 2006 |
|
RU2324751C2 |
| СПОСОБ ПЕРЕРАБОТКИ ОКИСЛЕННЫХ НИКЕЛЕВЫХ РУД | 2015 |
|
RU2624880C2 |
| СПОСОБ ПЕРЕРАБОТКИ ЖЕЛЕЗОСОДЕРЖАЩИХ МАТЕРИАЛОВ В ДВУХЗОННОЙ ПЕЧИ | 2013 |
|
RU2541239C1 |
| СПОСОБ ПИРОМЕТАЛЛУРГИЧЕСКОЙ ПЕРЕРАБОТКИ ЖЕЛЕЗОСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2013 |
|
RU2542050C1 |
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ МЕДНО-НИКЕЛЕВЫХ КОНЦЕНТРАТОВ | 2004 |
|
RU2255996C1 |
| ПЕЧЬ ВАНЮКОВА ДЛЯ ПЛАВКИ МАТЕРИАЛОВ, СОДЕРЖАЩИХ ЦВЕТНЫЕ И ЧЕРНЫЕ МЕТАЛЛЫ | 2006 |
|
RU2336478C2 |
| СПОСОБ ПЕРЕРАБОТКИ МЕДНЫХ СУЛЬФИДНЫХ МАТЕРИАЛОВ НА ЧЕРНОВУЮ МЕДЬ | 2008 |
|
RU2359046C1 |
Изобретение относится к способу переработки окисленной никелевой руды, содержащей цветные металлы и железо. Способ переработки включает подачу в окислительную (плавильную) зону двухзонной печи в шлаковый расплав шихты. При этом шихта состоит из исходного сырья и флюсов, жидкого или твердого перерабатываемого шлака, углеродсодержащего материала и кислородсодержащего дутья, подаваемых в количествах, необходимых для полного сгорания углерода и водорода с максимальным выделением тепла. Перед подачей смеси исходного сырья и флюсов в окислительную (плавильную) зону печи их смесь предварительно обжигают и подают с температурой 500-1300°С. Расплавление шихты проводят с образованием шлакового расплава, поступающего в восстановительную зону печи, в которую подают кислородсодержащее дутье и углеродсодержащий материал. Причем их подают в количествах, необходимых для восстановления извлекаемых металлов в металлическую фазу и компенсации тепловых затрат с помощью дожигания газов восстановительной зоны над расплавом, и проводят выпуск продуктов плавки. Техническим результатом являются увеличение производительности процесса плавки и снижение расходов кислорода и углеродсодержащего материала. 2 з.п. ф-лы, 4 табл., 5 ил.
1. Способ переработки окисленной никелевой руды, содержащей цветные металлы и железо, включающий подачу в окислительную - плавильную зону двухзонной печи в шлаковый расплав шихты, состоящей из исходного сырья и флюсов, жидкого или твердого перерабатываемого шлака, углеродсодержащего материала и кислородсодержащего дутья, подаваемых в количествах, необходимых для полного сгорания углерода и водорода с максимальным выделением тепла, расплавление шихты с образованием шлакового расплава, поступающего в восстановительную зону печи, в которую подают кислородсодержащее дутье и углеродсодержащий материал в количествах, необходимых для восстановления извлекаемых металлов в металлическую фазу и компенсации тепловых затрат с помощью дожигания газов восстановительной зоны над расплавом, выпуск продуктов плавки, отличающийся тем, что перед подачей исходного сырья и флюсов в окислительную - плавильную зону печи их смесь предварительно обжигают и подают с температурой 500-1300°С.
2. Способ по п.1, отличающийся тем, что на стадию предварительного обжига смеси исходного сырья и флюсов подают углеродсодержащий материал в количестве 2-10% от массы высших оксидов цветных металлов и железа, содержащихся в обжигаемой шихте.
3. Способ по п.1, отличающийся тем, что в восстановительную зону двухзонной печи совместно с кислородсодержащим дутьем и углеродсодержащим материалом подают серосодержащий материал с расходом 100-530 кг серы/т извлекаемых из исходного сырья металлов.
| СПОСОБ ПЕРЕРАБОТКИ СЫРЬЯ, СОДЕРЖАЩЕГО ЦВЕТНЫЕ МЕТАЛЛЫ И ЖЕЛЕЗО | 2000 |
|
RU2194781C2 |
| СПОСОБ ПЕРЕРАБОТКИ СЫРЬЯ, СОДЕРЖАЩЕГО ЦВЕТНЫЕ МЕТАЛЛЫ И ЖЕЛЕЗО | 2006 |
|
RU2324751C2 |
| US 4139371 A, 13.02.1979 | |||
| УСТАНОВКА ДЛЯ ОПРЕДЕЛЕНИЯ СТРУКТУРНО- МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК МАТЕРИАЛОВ | 0 |
|
SU168927A1 |
| US 4252560 A, 24.02.1981. | |||

