Настоящее изобретение относится к способу изготовления ценной бумаги, предназначенной для ценных или защитных документов и содержащей по меньшей мере одно сквозное отверстие, имеющее характерные неровности на краевом участке. Настоящее изобретение дополнительно относится к отливной форме для изготовления такой ценной бумаги и формовочному элементу для использования в такой отливной форме.
Для защиты ценные бумаги или ценные документы часто снабжают различными аутентификационными признаками, позволяющими установить подлинность ценной бумаги или ценного документа и одновременно служащими в качестве защиты от несанкционированного воспроизведения.
В контексте настоящего изобретения термин "ценная бумага" относится к незапечатанной бумаге, находящейся обычно в квазибесконечной форме и позднее подвергающейся дальнейшей обработке. Термин "ценный документ" относится к документу, готовому для использования по назначению. В целях настоящего изобретения ценными документами являются, в частности, банкноты, акции, облигации, сертификаты, ваучеры, чеки, ценные входные билеты и другие бумаги, для которых существует риск подделки, например паспорта и другие идентификационные документы, а также средства защиты продукции, например этикетки, печати, упаковка и подобные им. В дальнейшем упрощенное понятие "ценная бумага" или "ценный документ" включает все такие документы и средства защиты продукции.
В публикации WO 95/10420 раскрыт ценный документ, в котором после его изготовления сквозное отверстие пробито таким образом, что оно, по существу, закрыто с одной стороны кроющей пленкой, перекрывающей отверстие со всех сторон. Кроющая пленка является прозрачной, по меньшей мере, на фрагменте участка, так что, когда производится попытка копирования ценного документа, проступает фон, который, соответственно, передается копировальным аппаратом. Таким образом, подделки могут быть легко обнаружены. Однако отверстие, выполненное посредством пробивания, аналогично может быть выполнено и мошенником. Хотя цветная копия подлинного ценного документа больше уже не будет иметь прозрачного участка, аналогично подлинному ценному документу этот участок может быть впоследствии пробит и снова покрыт подходящей кроющей пленкой. Такие подделки трудно обнаружить.
Для преодоления этого в публикации WO 03/054297 рекомендовано выполнять сквозное отверстие уже в процессе изготовления бумаги. Такое отверстие, выполненное при формировании листа, имеет на краевом участке характерные неровности, которые невозможно впоследствии изготовить на бумаге в законченной форме. Неровности распознаются, в частности, по отсутствию резко отрезанного края или по нерегулярному наносу волокон на краевом участке и по отдельным волокнам, выдающимся внутрь отверстия. Отверстия, выполненные таким образом, обладают такой же высокой степенью защиты, что и водяной знак, нанесенный при изготовлении бумаги, или защитная нить, внедренная при изготовлении бумаги.
Однако такие отверстия, выполненные при изготовлении бумаги, часто варьируются по своему качеству, и их нелегко воспроизводить. В некоторой степени также существует опасность, что скопления волокон частично закроют отверстие.
На основании этого целью настоящего изобретения является создание в общем виде способа, в котором устранены недостатки, присущие уровню техники. В частности, способ должен обеспечивать сочетание высокой степени защиты от подделки отверстий, выполненных при изготовлении бумаги, с высокой гарантией их воспроизводимости при изготовлении.
Этой цели достигают посредством признаков, раскрытых в независимых пунктах формулы изобретения. Варианты развития являются предметом зависимых пунктов формулы.
Согласно настоящему изобретению в способе упомянутого выше типа на отливной форме формируют бумажное полотно, имеющее тонкие участки в форме контура требуемой формы по меньшей мере одного сквозного отверстия, и
после формирования листа, когда с бумажного полотна удаляют воду, участок, ограниченный тонкими участками, удаляют с бумажного полотна посредством возникающих внешних сил.
Настоящее изобретение основано на идее, что отверстия с неровными краями выполняют не посредством полного выбирания волокон бумажной массы уже при формировании листа, а, скорее, при формировании листа образуют сперва только контур требуемой формы отверстия в форме тонких участков в бумажном полотне. Тогда на этих участках бумажное полотно имеет довольно низкую первоначальную прочность, так что посредством тонких участков в бумажное полотно вводятся заданные точки разрыва, благодаря которым ограниченный участок может быть удален с все еще мокрого бумажного полотна на последующем шаге удаления воды.
По сравнению с традиционными способами, в которых необходимые отверстия выполняют посредством полного выбирания волокон бумажной массы, предложенный здесь способ меньше связан с вариациями при формировании листа и с изменениями формы отверстия благодаря гибкости все еще мокрых волокон бумажной массы, так что необходимые отверстия могут быть выполнены контролируемыми и воспроизводимыми. С помощью этого способа могут быть выполнены, в частности, отверстия с неровными краями, имеющие контуры сложной формы.
В предпочтительном варианте реализации способа согласно настоящему изобретению бумажное полотно формируют на отливной форме, снабженной нанесенными формовочными элементами в форме линий, которые при формировании листа приводят к образованию в бумажном полотне тонких участков. Здесь формовочные элементы в форме линий предпочтительно образуют по существу замкнутую кривую. Здесь "по существу замкнутая" означает, что кривая, образованная формовочными элементами, может быть полностью замкнута или может также включать отдельные фрагменты кривой, имеющие малые промежуточные перегородки, лежащие между ними, при которых удаление участка, окруженного фрагментами кривой, не затруднено. Аналогичным образом также отдельные фрагменты кривой могут оставаться полностью свободными от волокон, причем участок, окруженный тонкими участками и свободными от волокон участками, будет все еще соединен с мокрым бумажным полотном и согласно настоящему изобретению удален с бумажного полотна на шаге удаления воды.
Формовочные элементы предпочтительно образованы металлическими или пластиковыми формовочными сегментами в форме линий, нанесенными на отливную форму. Формовочные сегменты могут, например, быть напаяны, приварены или приклеены к отливной форме.
В другом, также предпочтительном, варианте формовочные элементы образованы заливочной массой в форме линий, жестко связанной с отливной формой. В частности, в качестве заливочной массы можно использовать вещества, которые можно наносить на отливную форму в вязком состоянии и которые жестко связываются с отливной формой после активного или пассивного процесса отвердевания.
Например, заливочная масса может быть образована связующим материалом на основе эпоксидной смолы, термоотверждаемой паяльной пастой или УФ-отверждаемым связующим материалом. В предпочтительном варианте реализации УФ-отверждаемый связующий материал первоначально наносят на большую площадь бумажного материала и затем, с помощью маски, обрабатывают с помощью УФ-излучения и отверждают на требуемых участках. Незастывшую часть связующего материала вымывают, так что образуется формовочный элемент, содержащий УФ-отвердевшую заливочную массу требуемой формы. Другие предпочтительные варианты реализации подробно описаны в публикации WO 03/025281, материалы которой в этой связи включены в настоящую заявку в качестве ссылки.
Для обеспечения надежного и воспроизводимого удаления окруженного участка формовочные элементы в форме линий предпочтительно имеют толщину линий в пределах от 0,3 мм до 5 мм, в частности предпочтительно в пределах от 0,5 мм до 3 мм. Высота формовочных элементов в форме линий лежит предпочтительно в пределах от 0,5 мм до 2 мм и, в частности, в пределах от 0,8 мм до 1,5 мм. Следует понимать, что оптимальные величины для толщины и высоты линий могут быть определены путем сравнительных испытаний в зависимости от требуемой неровности формы краев, размера узора или свойств бумажной массы.
Согласно предпочтительному варианту реализации формовочные элементы в форме линий и, следовательно, выполняемое отверстие, образуют фигуру, имеющую сложный контур, в частности графический узор, например узор в форме цветка, или листа, или более сложной геометрической формы, например многоконечной звезды.
Отливная форма является, в частности, предпочтительно отливной формой для круглосеточной отливной машины.
Тонкие участки выполняют при формировании листа предпочтительно имеющими только несколько волокон, лежащих поверх друг друга. Это обеспечивает, что после удаления бумажного полотна из формы, с одной стороны, образованные контуры не могут сместиться, но, с другой стороны, прочность тонких участков будет чрезвычайно низкая, так что на последующем шаге удаления воды они выполняют роль заранее заданных точек разрыва.
По меньшей мере одно отверстие предпочтительно покрыто по меньшей мере с одной стороны ценной бумаги элементом пленки. В некоторых вариантах отверстие покрыто пленкой даже с обеих сторон.
Хотя способ согласно настоящему изобретению описан выше для бумажной основы, он подходит для всех видов основ, для которых формирование листа осуществляют из натуральных или синтетических волокнистых материалов водным образом, например из хлопкового очеса, целлюлозы, волокон из органических или неорганических пластиков и их смесей.
Дополнительно примеры реализации и преимущества настоящего изобретения пояснены далее со ссылками на чертежи, на которых масштабы и пропорции для облегчения понимания не соблюдены.
На чертежах представлены:
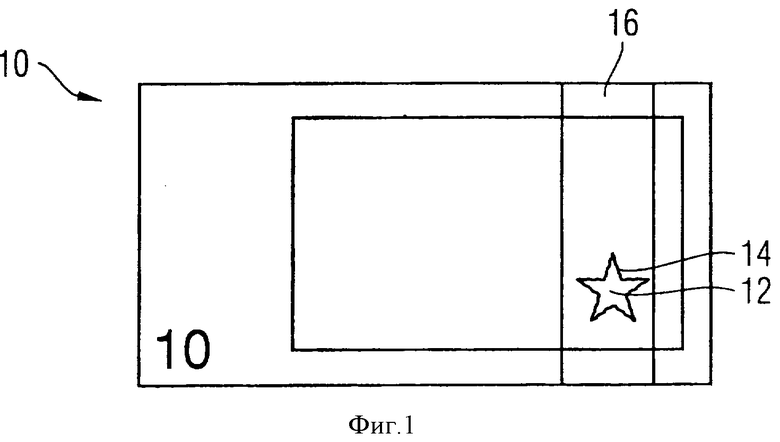
на фиг.1 - схематическое изображение банкноты, содержащей ценную бумагу согласно примеру реализации настоящего изобретения,
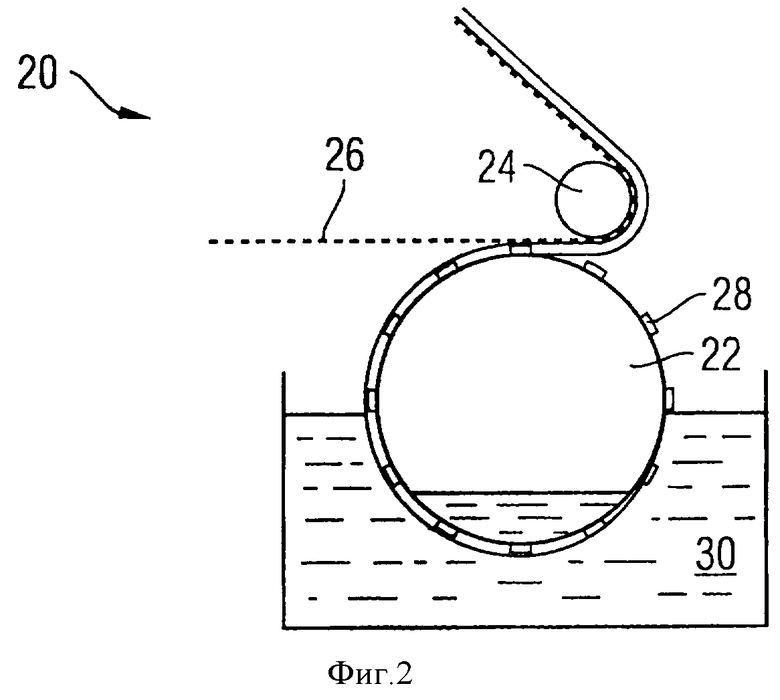
на фиг.2 - фрагмент бумагоделательной машины для изготовления ценной бумаги согласно настоящему изобретению,
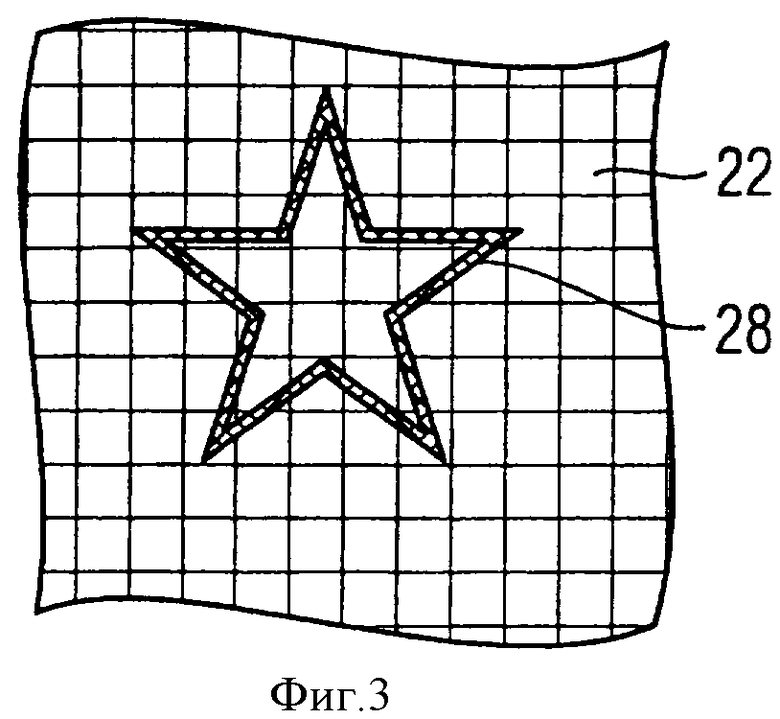
на фиг.3 - вид сверху фрагмента отливной формы бумагоделательной машины по фиг.2, снабженной металлическим формовочным элементом, напаянным на нее,
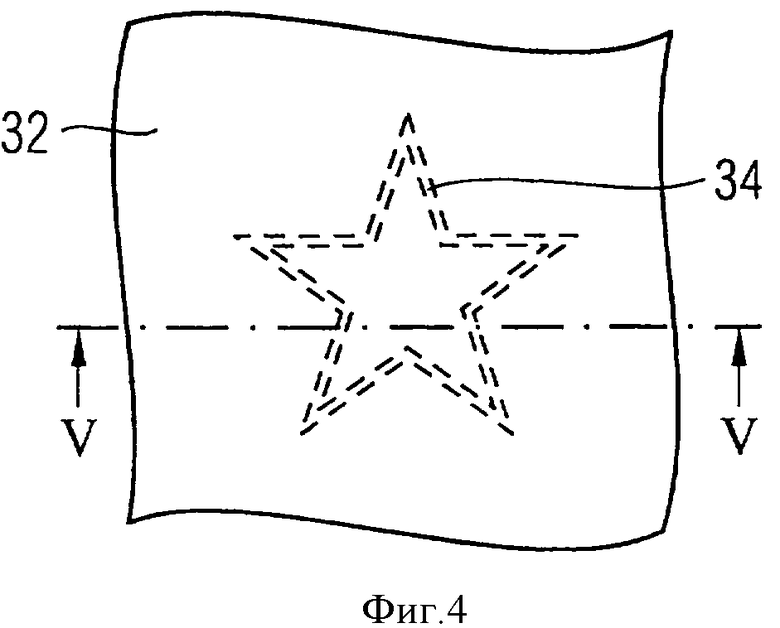
на фиг.4 - вид сверху бумажного полотна, снятого с отливной формы и, с помощью металлического формовочного сегмента фиг.3, снабженного тонкими участками,
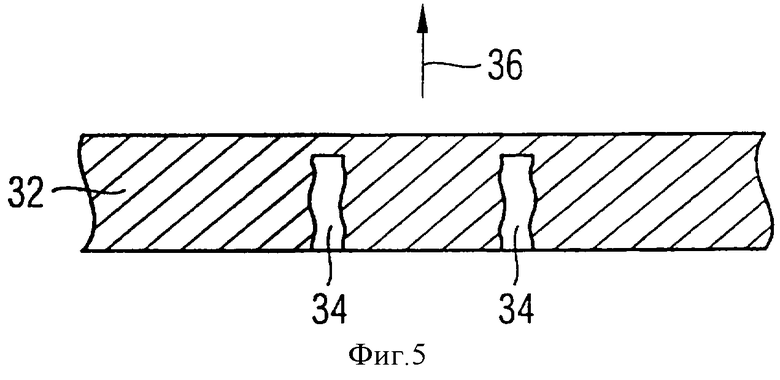
на фиг.5 - поперечное сечение бумажного полотна по фиг.4 вдоль прямой V-V,
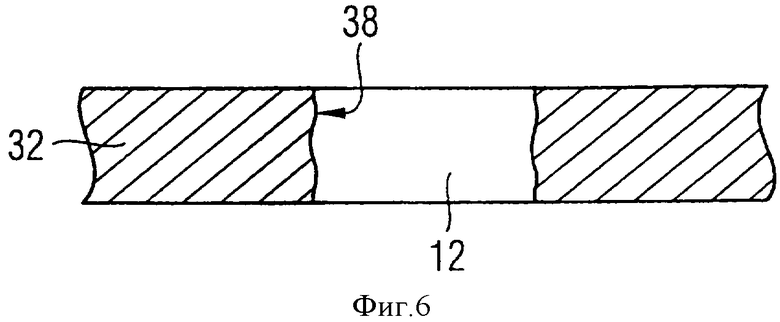
на фиг.6 поперечное сечение бумажного полотна фиг.5 после отделения участка, ограниченного тонкими участками.
Изобретение теперь будет пояснено на примере ценной бумаги для банкноты. Для этого на фиг.1 представлено схематическое изображение банкноты 10, имеющей сквозное отверстие 12, покрытое прозрачной полоской 16 пленки. Здесь сквозное отверстие 12 было выполнено при изготовлении ценной бумаги, используемой для банкноты 10, и имеет волокнистый, неровный краевой участок 14. Такой краевой участок 14 является характерным для отверстия, изготовленного уже при формировании листа, и не может быть выполнен впоследствии путем пробивания или разрезания бумаги.
Согласно настоящему изобретению для обеспечения возможности воспроизводимо изготавливать такие отверстия 12, имеющие контуры более сложной формы, например, узор в форме звезды, представленный на фиг.1, используется следующая процедура.
На фиг.2 сперва представлен фрагмент круглосеточной бумагоделательной машины 20, используемой для изготовления ценной бумаги. На фиг.3 представлен вид сверху фрагмента отливного цилиндра 22 бумагоделательной машины 20. Круглосеточная бумагоделательная машина 20 содержит, дополнительно к отливному цилиндру 22, подбирающий вал 24, на котором натянуто подбирающее сукно 26. Для выполнения отверстий 12 на отливной цилиндр 22 напаяны металлические формовочные сегменты 28 в форме линий, образующие замкнутую кривую, имеющую форму контура подлежащих выполнению отверстий, например узора 12 звезды фиг.1.
Когда отливной цилиндр 22 погружают в бумажную массу 30, формирование листа на участке металлических формовочных сегментов 28 будет локально затруднено. Таким образом, в бумажном полотне 32 образуются, как видно на виде сверху образованного бумажного полотна 32 на фиг.4 и на поперечном сечении на фиг.5, тонкие участки 34 в форме металлических формовочных сегментов 28, имеющие, следовательно, требуемую форму контура.
Здесь высоту металлических формовочных сегментов 28 в форме линий выбирают таким образом, что на тонких участках 34 после формирования листа только несколько волокон лежат поверх друг друга, но в бумажном полотне сквозное отверстие не образовано. Следовательно, на тонких участках 34 бумажное полотно имеет довольно низкую первоначальную прочность, так что тонкие участки 34 образуют заранее заданные точки разрыва. С другой стороны, бумажное полотно является непрерывным также на тонких участках 34, так что образованный ими контур не смещается после отделения все еще мокрого бумажного полотна от отливного цилиндра 22.
После формирования листа в прессовой части из бумажного полотна 32 удаляют воду. Во время этого процесса перпендикулярно протяженности бумажного полотна (стрелка 36) действуют силы, снимающие со все еще мокрого бумажного полотна внутренний участок, ограниченный тонкими участками 34, действующими в качестве заранее заданных точек разрыва. Образуется сквозное отверстие 12, имеющее характерные краевые неровности 38 (фиг.6), форма которого определяется очертаниями контура, образованного тонкими участками 34, и следовательно, формой металлических формовочных сегментов 28.
Таким образом, контур отверстия 12 выполнен с возможностью воспроизведения на движущемся вперед бумажном полотне без негативного влияния отклонений при формировании листа и присущей мокрым волокнам бумажной массы гибкости.
В примере реализации на фиг.3 металлические формовочные сегменты 28 имеют толщину линий 2 мм и высоту 1 мм. Следует понимать, что, в зависимости от требуемой неровности формы краев, размера узора или свойств бумажной массы, для толщины линий или высоты формовочных сегментов также могут быть использованы другие величины. Формовочные сегменты 28 могут также быть выполнены не из металла, а из твердого пластика или они могут быть образованы заливочной массой, нанесенной на форму в вязком состоянии и впоследствии отвердевшей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПОЛНЕНИЯ СКВОЗНОГО ОТВЕРСТИЯ В МНОГОСЛОЙНОЙ ЗАЩИЩЕННОЙ БУМАГЕ | 2010 |
|
RU2433217C1 |
| МНОГОСЛОЙНАЯ ЗАЩИЩЕННАЯ БУМАГА | 2006 |
|
RU2401208C2 |
| ЦЕННАЯ БУМАГА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2408466C2 |
| ЗАЩИЩЕННАЯ ОТ ПОДДЕЛКИ БУМАГА, А ТАКЖЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2401747C2 |
| ЗАЩИЩЕННАЯ ОТ ПОДДЕЛКИ БУМАГА, А ТАКЖЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2002 |
|
RU2315832C2 |
| ЦЕННЫЙ ДОКУМЕНТ С ЛОКАЛЬНЫМ УПРОЧНЕНИЕМ, ЗАЩИЩЕННАЯ ОТ ПОДДЕЛКИ БУМАГА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И СООТВЕТСТВУЮЩИЕ СПОСОБЫ | 2002 |
|
RU2317898C2 |
| НОСИТЕЛЬ ДАННЫХ С ВИДИМЫМ НАСКВОЗЬ УЧАСТКОМ | 2009 |
|
RU2508203C2 |
| ЭЛЕМЕНТ ЗАЩИТЫ С УЗОРОМ, ВЫПОЛНЕННЫМ СПОСОБОМ ГЛУБОКОЙ ПЕЧАТИ | 2007 |
|
RU2417899C2 |
| СПОСОБ ПОВЕРХНОСТНОГО НАНЕСЕНИЯ ЗАЩИТНОГО УСТРОЙСТВА НАД ПЕРФОРАЦИЕЙ, ВЫПОЛНЕННОЙ БУМАГОДЕЛАТЕЛЬНОЙ МАШИНОЙ | 2018 |
|
RU2774535C2 |
| БАЗОВАЯ ОСНОВА ДЛЯ БАНКНОТЫ ИЗ МНОГОСЛОЙНОЙ ПЛЕНКИ | 2012 |
|
RU2615627C2 |
Изобретение относится к способу изготовления ценной бумаги, предназначенной для ценных или защитных документов, а также к отливной форме и формовочному элементу. Ценная бумага содержит по меньшей мере одно сквозное отверстие, имеющее характерные неровности на краевом участке. Бумажное полотно, имеющее тонкие участки в форме контура требуемой формы по меньшей мере одного сквозного отверстия, формируют на отливной форме. После формирования листа из бумажного полотна удаляют воду, причем участок, ограниченный тонкими участками, удаляют с бумажного полотна посредством внешних сил. Предложенный способ изготовления ценной бумаги сочетает в себе высокую степень защиты от подделки отверстий, выполненных при изготовлении бумаги, с высокой гарантией их воспроизводимости при изготовлении. 3 н. 18 з.п. ф-лы, 6 ил.
1. Способ изготовления ценной бумаги для ценных или защитных документов, содержащей по меньшей мере одно сквозное отверстие, имеющее характерные неровности на краевом участке, отличающийся тем, что на отливной форме формируют бумажное полотно, имеющее тонкие участки в форме контура требуемой формы по меньшей мере одного сквозного отверстия, и после формирования листа, когда из бумажного полотна удаляют воду, участок, ограниченный тонкими участками, удаляют с бумажного полотна посредством внешних сил.
2. Способ по п.1, отличающийся тем, что бумажное полотно формируют на отливной форме, снабженной нанесенными формовочными элементами в форме линий, которые при формировании листа приводят к образованию в бумажном полотне тонких участков.
3. Способ по п.2, отличающийся тем, что формовочные элементы в форме линий образуют, по существу, замкнутую кривую.
4. Способ по п.2, отличающийся тем, что формовочные элементы образованы металлическими или пластиковыми формовочными сегментами в форме линий, нанесенными на отливную форму.
5. Способ по п.2, отличающийся тем, что формовочные элементы образованы заливочной массой в форме линий, жестко связанной с отливной формой.
6. Способ по п.1, отличающийся тем, что при формировании листа выполняют тонкие участки, имеющие только несколько волокон, лежащих поверх друг друга.
7. Способ по п.1, отличающийся тем, что по меньшей мере одно сквозное отверстие выполняют имеющим сложный контур, в частности, в форме графического узора.
8. Способ по п.1, отличающийся тем, что по меньшей мере одно сквозное отверстие покрывают с одной или с обеих сторон ценной бумаги куском пленки.
9. Отливная форма для изготовления ценной бумаги, содержащей по меньшей мере одно сквозное отверстие, имеющее характерные неровности на краевом участке, отличающаяся тем, что отливная форма снабжена формовочным элементом в форме линий, имеющим контур в форме по меньшей мере одного сквозного отверстия.
10. Отливная форма по п.9, отличающаяся тем, что формовочные элементы в форме линий образуют, по существу, замкнутую кривую.
11. Отливная форма по п.9, отличающаяся тем, что формовочные элементы образованы металлическими или пластиковыми формовочными сегментами в форме линий, нанесенными на отливную форму.
12. Отливная форма по п.9, отличающаяся тем, что формовочные элементы образованы заливочной массой в форме линий, жестко связанной с отливной формой.
13. Отливная форма по п.12, отличающаяся тем, что заливочная масса образована связующим материалом на основе эпоксидной смолы, термоотверждаемой паяльной пастой или УФ-отверждаемым связующим материалом.
14. Отливная форма по п.9, отличающаяся тем, что формовочные элементы в форме линий имеют толщину линий в пределах от 0,3 мм до 5 мм, предпочтительно в пределах от 0,5 мм до 3 мм.
15. Отливная форма по п.9, отличающаяся тем, что формовочные элементы в форме линий имеют высоту в пределах от 0,5 мм до 2 мм, предпочтительно в пределах от 0,8 мм до 1,5 мм.
16. Отливная форма по п.9, отличающаяся тем, что формовочные элементы в форме линий образуют фигуру, имеющую сложный контур, в частности графический узор.
17. Отливная форма по п.9, отличающаяся тем, что она является отливной формой для круглосеточной отливной машины.
18. Формовочный элемент отливной формы для изготовления ценной бумаги, имеющей по меньшей мере одно сквозное отверстие с характерными неровностями на краевом участке, отличающийся тем, что формовочный элемент выполнен в виде металлических или пластиковых формовочных сегментов в форме линий, контур которых имеет форму подлежащего выполнению в ценной бумаге сквозного отверстия.
19. Формовочный элемент по п.18, отличающийся тем, что он образует, по существу, замкнутую кривую.
20. Формовочный элемент по п.18, отличающийся тем, что он имеет толщину линий в пределах от 0,3 мм до 5 мм, предпочтительно в пределах от 0,5 мм до 3 мм.
21. Формовочный элемент по п.18, отличающийся тем, что он имеет высоту в пределах от 0,5 мм до 2 мм, предпочтительно в пределах от 0,8 мм до 1,5 мм.
| WO 03054297 А2, 03.07.2003 | |||
| WO 03025281 А1, 27.03.2003 | |||
| УПРАВЛЯЕМЫЙ ДВУХПОЛЮСНИК | 0 |
|
SU367520A1 |
| Круглосеточная бумагоделательная машина для производства цветных и с водяными знаками бумаг | 1977 |
|
SU673190A3 |

