Настоящее изобретение относится к многослойной защищенной бумаге для изготовления защищенных или ценных документов, например банкнот, удостоверений личности и подобных им.
Для защиты защищенные бумаги или ценные документы обычно снабжают аутентификационными признаками, например водяными знаками, внедренными защитными нитями и подобными им, которые позволяют установить подлинность защищенной бумаги или ценного документа и которые одновременно служат в качестве защиты от несанкционированного воспроизведения.
В контексте настоящего изобретения термин "защищенная бумага" относится к незапечатанной бумаге, которая обычно представлена в квазибесконечной форме и которую впоследствии подвергают дальнейшей обработке. Документ, подготовленный для использования его по назначению, называется "ценный документ". Ценными документами в контексте настоящего изобретения являются, в частности, банкноты, акции, облигации, сертификаты, ваучеры, чеки и ценные входные билеты и другие бумаги, для которых существует риск их подделки, например паспорта и другие идентификационные документы, а также элементы защиты товаров, например этикетки, штампы, упаковка и подобные им. В дальнейшем упрощенное понятие "защищенная бумага" или "ценный документ" относится ко всем подобным документам и средствам защиты товаров.
В прошлом особенно надежными были признаны такие аутентификационные признаки, которые могут быть введены в защищенную бумагу только в процессе изготовления. Аутентификационные признаки первого вида, например водяные знаки, защитные нити, химически активные добавки или цветные волокна, служат для визуальной проверки подлинности, выполняемой индивидуумом. Хотя эти признаки заметны визуально, они гарантируют высокую степень безопасности, поскольку бумага, снабженная такими аутентификационными признаками, может быть изготовлена только при помощи оборудования высокого уровня, к которому фальсификатор не имеет доступа и приобретение или воспроизведение которого для подделки экономически невыгодно.
Дополнительно к признакам, которые определяются визуально и без вспомогательных средств, защищенные бумаги также уже длительное время снабжают аутентификационными признаками второго вида, которые можно определить только с помощью специальных детектирующих устройств. При наличии признаков этого вида фальсификатор дополнительно испытывает затруднения, связанные с необходимостью в первую очередь определить наличие признака и его особые свойства.
Многие защищенные бумаги и ценные документы содержат аутентификационные признаки обоих упомянутых видов для обеспечения проверки подлинности на различных уровнях. Например, защитная нить, предназначенная для внедрения в банкноты или другие ценные документы, может содержать инвертированную надпись, визуально заметную в проходящем свете и дополнительно магнитный код, который может быть считан только при помощи машин.
На основании этого целью настоящего изобретения является создание защищенной бумаги описанного выше вида, имеющей высокую степень защиты от подделки.
Этой цели достигают посредством признаков, раскрытых в независимых пунктах формулы изобретения. Варианты развития являются предметом зависимых пунктов формулы.
Многослойной защищенной бумагой является защищенная бумага, составленная из множества слоев, причем соединение может быть осуществлено уже при изготовлении бумаги или же только после изготовления бумаги. Для обоих вариантов предложено множество различных принципов, согласно которым защищенная бумага может быть снабжена одним или более аутентификационным признаком. На защищенную бумагу могут быть нанесены чужеродные элементы, в отдельных слоях, составляющих многослойную защищенную бумагу, могут быть введены визуальные или машиночитаемые признаки, и между двумя или более отдельными слоями могут быть включены прослойки.
Многослойная защищенная бумага содержит по меньшей мере один слой, состоящий из бумаги. Последующие слои могут быть аналогичным образом образованы из бумаги, а также из других материалов, например из пластиковых пленок.
Чужеродные элементы могут быть нанесены, например прикреплены, на защищенную бумагу как во время, так и после изготовления бумаги в бесконечной форме, например в виде полоски или ленты, или в форме отдельных элементов в виде наклеек. В качестве прослоек между слоями могут быть использованы отдельные элементы, например волокна, монетные диски, пигменты, печатные изображения и подобные им, или бесконечный материал, например защитные нити, защитные полоски, сетки, решетки, тканый материал или ленты из фольги.
При изготовлении бумаги может быть использовано довольно много признаков, введенных в отдельные слои бумаги. Например, отдельные слои могут иметь различную толщину или различный состав в целом или только на отдельных участках. Последний вариант может быть реализован, например, посредством введения при изготовлении отдельных слоев добавок или посредством образования отдельных слоев из различных волокон. Кроме того, отдельные слои могут иметь различную локальную структуру. К этому варианту относятся, например, аутентификационные признаки, такие как сквозные отверстия, водяные знаки или прослойки, выполненные в одном или более отдельных слоях. Может также быть использована последующая деформация слоев бумаги, например, посредством ровнительного валика.
Если слои бумаги соединяют вместе только после изготовления бумаги, например, посредством ламинирования, тогда аутентификационные признаки могут быть выполнены, с одной стороны, посредством только что упомянутых средств, так, в частности, посредством варьирования толщины, состава или локальной структуры слоев бумаги. Дополнительные возможные варианты заключаются в том, что различные материалы, например бумага и пластиковые пленки, скомбинированы друг с другом. Тогда один, несколько или даже все различные слои материала могут быть снабжены аутентификационными признаками, что позволяет достигнуть особенно высокой степени защиты от подделки, когда аутентификационные признаки из различных слоев проявляют функциональное взаимодействие друг с другом. Например, элементы информации, находящиеся в различных слоях, могут дополнять друг друга с образованием составного элемента информации, или же для проявления аутентификационного признака в одном слое может быть необходимо наличие другого признака в другом слое.
В первом аспекте настоящего изобретения в первом слое защищенной бумаги общего вида выполнен бесконечный элемент защиты, который является свободно доступным по меньшей мере с одной стороны слоя бумаги. Со свободно доступной стороны элемента защиты первый слой бумаги покрыт вторым слоем бумаги, имеющим одно или более отверстие на участке элемента защиты. Предпочтительно, размер отверстия (отверстий) в направлении, перпендикулярном направлению движения бесконечного элемента защиты, меньше, чем ширина указанного элемента защиты, так что оно не выступает за пределы элемента защиты.
Бесконечный элемент защиты может, в частности, быть образован защитной нитью или широкой защитной полоской. Здесь защитные нити имеют ширину, составляющую 2 мм или менее, обычно около 1 мм. В контексте этого описания более широкие бесконечные защитные элементы называются защитными полосками. Они, в частности, имеют ширину от 4 мм до 20 мм, в некоторых случаях даже до 30 мм.
В то время как более узкие защитные нити обычно внедрены в первый слой бумаги, широкие защитные полоски обычно разделяют первый слой бумаги на две части, так что они видны и доступны с обеих сторон слоя бумаги. Здесь на краевых участках защитной полоски предпочтительно образован характерный неровный край, который не может быть воспроизведен посредством вырезки или высечки. Элемент защиты может также быть прикреплен к первому слою бумаги при помощи клеящего материала.
Кроме того, бесконечный элемент защиты может быть снабжен переменными оптическими эффектами, в частности дифракционным узором, голограммой, эффектом изменения цвета или другим эффектом интерференционного слоя. Он также может быть снабжен печатным изображением, в частности позитивными или инверсными символами.
Отверстия второго слоя бумаги могут быть выполнены, например, в виде промежутка в форме полоски, простирающегося вдоль бесконечного элемента защиты. Такой промежуток может быть закрыт при изготовлении открывающей отрывной отсоединяемой полосой, так что первоначально образуется закрытая защищенная бумага, в которой отверстие может быть выполнено позднее. Также для отверстий могут быть использованы любые другие формы, например регулярная последовательность круглых или имеющих углы промежутков. В предпочтительном варианте реализации отверстия во втором слое бумаги заполнены прозрачным материалом, в частности полиуретановым клеем.
Согласно предпочтительному варианту реализации защищенной бумаги согласно настоящему изобретению первый слой бумаги содержит водяной знак и второй слой бумаги на участке водяного знака имеет промежуток, в котором водяной знак отчетливо выделяется.
В предпочтительном варианте настоящего изобретения первый слой бумаги имеет плотность от 60 до 80 г/м2, в частности от 65 до 70 г/м2, в то время как второй слой бумаги имеет плотность от 15 до 45 г/м2, в частности от 20 до 25 г/м2. В другом, также предпочтительном варианте, отношение является обратным, и первый слой бумаги имеет плотность от 15 до 45 г/м2, в частности от 20 до 25 г/м2, в то время как второй слой бумаги имеет плотность от 60 до 80 г/м2, в частности от 65 до 70 г/м2.
В способе для изготовления описанной выше защищенной бумаги выполняют следующие шаги:
- образуют первое бумажное полотно и в первое бумажное полотно вводят бесконечный элемент защиты, так что бесконечный элемент защиты является свободно доступным по меньшей мере с одной стороны бумажного полотна,
- образуют второе бумажное полотно, которое, в то время как оно все еще находится в мокром состоянии, соединяют и прочно скрепляют с первым бумажным полотном, так что оно покрывает свободно доступную сторону элемента защиты,
- причем во втором бумажном полотне выполняют одно или более отверстие, которое после соединения с первым бумажным полотном оказывается расположенным на участке бесконечного элемента защиты.
Изготовление первого и/или второго бумажного полотна предпочтительно происходит в прямоточной круглосеточной бумагоделательной машине. В альтернативном варианте или дополнительно первое и/или второе бумажное полотно могут изготавливать в устройстве для формовки под давлением, в котором бумажная масса разбрызгивается на отливной цилиндр.
В особенно предпочтительном варианте развития способа второе бумажное полотно изготавливают на отливном цилиндре, отверстия которого на фрагментах участков закрывают. Таким образом, образование листа блокировано на этих фрагментах участков и участках без бумажных волокон, т.е. во втором бумажном полотне образуются отверстия. Отверстия предпочтительно закрывают посредством нанесения, в частности прикрепления, накладной полосы посредством локальной печати на отливном цилиндре слоя лака или посредством накладного кольца, упирающегося в боковую поверхность отливного цилиндра изнутри. Также возможно, что при изготовлении бумаги бесконечный элемент защиты накатывается на отливной цилиндр, так что он закрывает отверстия отливного цилиндра в тех местах, где он накатывается.
Согласно второму аспекту настоящего изобретения в защищенной бумаге общего вида скомбинированы друг с другом по меньшей мере два слоя бумаги, изготовленные из различных волокон. По меньшей мере два слоя бумаги могут быть, в частности, образованы из волокон различных цветов или различной длины или из волокон, содержащих добавки с различными свойствами.
В одном варианте реализации слои бумаги, изготовленные из различных волокон, выполнены с образованием комплементарных промежутков и дополняющими друг друга с образованием комбинированного слоя бумаги. Этот комбинированный слой бумаги имеет толщину не более, чем толщина отдельных слоев, поскольку каждый из отдельных слоев в комбинированном слое бумаги расположен в промежутках другого слоя бумаги. В самом простом случае слои бумаги содержит два комплементарных узора из полосок, так что чередующаяся последовательность из полосок каждого из двух отдельных слоев бумаги образуют комбинированный слой бумаги.
В другом варианте реализации по меньшей мере два слоя бумаги, изготовленные из различных волокон, имеют промежутки в форме вертикальных или горизонтальных полосок и перекрываются в защищенной бумаге, так что они образуют шахматный узор.
В другом предпочтительном варианте реализации первый слой бумаги, содержащий водяной знак, образован из коротких волокон и с целью повышения его прочности при растяжении скомбинирован со вторым, более тонким слоем бумаги, содержащим длинные волокна. Предпочтительно, первый слой бумаги, содержащий короткие волокна, равномерно внедрен между двумя более тонкими слоями бумаги, имеющими длинные волокна. Таким образом, высокая прочность при растяжении длинноволокнистого слоя (слоев) скомбинирована с ярко выраженным эффектом водяного знака коротковолокнистого слоя.
В другом предпочтительном варианте реализации первый слой бумаги, содержащий водяной знак, покрыт вторым слоем бумаги, образованным на участке водяного знака из прозрачных волокон, а за пределами участка водяного знака из обычных, непрозрачных волокон. В этом случае водяной знак защищен участком прозрачных волокон и несмотря на это отчетливо виден.
Следует понимать, что по меньшей мере два слоя бумаги, изготовленные из различных волокон, могут быть скомбинированы с другими сплошными или прерывистыми слоями бумаги. Они могут также быть скомбинированы с элементом защиты, который предпочтительно виден сквозь слои бумаги по меньшей мере на фрагменте участка, например отверстия.
Другой аспект настоящего изобретения относится к способу изготовления защищенной бумаги, в котором:
- с первой мокрой части бумагоделательной машины образуют первое бумажное полотно и, при необходимости, снабжают его индивидуализирующими признаками, например отверстием или водяным знаком,
- со второй мокрой части бумагоделательной машины образуют второе бумажное полотно,
- второе бумажное полотно соединяют и прочно скрепляют с первым бумажным полотном с помощью полотна подборщика,
и в котором
- из второго бумажного полотна, все еще находящегося в мокром состоянии, волокна бумаги удаляют посредством всасывающего устройства предпочтительно в приводке с индивидуализирующими признаками первого бумажного полотна.
Всасывающее устройство может быть перфорированным всасывающим барабаном или всасывающей трубой. Здесь всасывающая труба может отсасывать в импульсном или, в альтернативном варианте, в непрерывном режиме. Отверстия всасывающего барабана или всасывающей трубы могут иметь произвольную форму, так что могут быть выполнены отверстия также более сложной формы, например звезды, буквенно-числовые символы и т.п. В варианте настоящего изобретения волокна второго бумажного полотна удаляют при помощи всасывающего устройства только лишь частично с целью образования во втором бумажном полотне участков меньшей толщины. Участки меньшей толщины во втором бумажном полотне могут, например, выполнять в приводке с участками водяного знака первого бумажного полотна с целью повышения их яркости.
Согласно другому варианту волокна второго бумажного полотна удаляют при помощи всасывающего устройства полностью с целью образования во втором бумажном полотне отверстий. Эти отверстия предпочтительно выполняют в приводке с отверстиями в первом бумажном полотне. Таким образом, отверстия в первом и втором бумажном полотне могут быть комплементарны друг другу с целью образования сквозного отверстия.
Предпочтительно отверстия в первом бумажном полотне выполняют при помощи расположенных на отливном цилиндре так называемых е-типов, в то время как отверстие во втором бумажном полотне образуют в форме сквозной полоски при непрерывном всасывании при помощи всасывающей трубы, и отверстие е-типа и отверстие в форме полоски располагают одно над другим. Конечно, также могут дополнительно расположить элемент защиты в форме полоски между бумажными полотнами или на одном из бумажных полотен, причем элемент защиты в предпочтительных вариантах реализации располагают на участке отверстий. Здесь ширина элемента защиты может соответствовать ширине отверстия, но также может быть меньше или больше ее.
В особенно предпочтительном варианте реализации способа всасывающее устройство располагают между второй и первой мокрой частью, так что оно выбирает волокна бумаги второго бумажного полотна на их пути к первому бумажному полотну. Однако также всасывающее устройство могут располагать после точки соединения первого и второго бумажного полотна. В этом случае волокна бумаги второго бумажного полотна предпочтительно выбирают сквозь отверстия в первом бумажном полотне.
Для обеспечения точной приводки отверстий в первом и втором бумажном полотне первое бумажное полотно формируют на отливном цилиндре и ведут всасывающее устройство, в частности перфорированный всасывающий барабан, в приводке с этим отливным цилиндром.
Указанную точную приводку отверстий двух бумажных полотен предпочтительно комбинируют с элементом защиты, соответствующие признаки защиты которого в этом случае видны с обеих сторон защищенной бумаги. Поскольку элемент защиты, в частности защитная нить, предпочтительно является двусторонней защитной нитью, то могут использовать, например, защитную нить в виде двусторонней голограммы, защитную нить с двусторонним слоем печатной краски или подобные им.
Элемент защиты может также иметь в направлении движения бумажного полотна элемент, расположенный в приводке с подлежащим изготовлению документом. Тогда элемент защиты выполняют в продольной приводке, которая для защитных нитей может быть реализована, например, посредством прямоточного ведения нити.
В частности, в случае ограниченного расстояния между первой и второй мокрой частью всасывающее устройство образуют предпочтительно трапецеидальной или треугольной формы для получения достаточно большой поверхности контакта со вторым бумажным полотном.
В другом предпочтительном варианте реализации способа используют всасывающее устройство, образованное в виде всасывающего колеса, содержащего множество сегментных пластин.
Такое всасывающее устройство может, как правило, быть использовано при изготовлении бумаги с целью образования в мокром бумажном полотне тонких участков или отверстий. Всасывающее устройство образуют при помощи всасывающего колеса, содержащего множество сегментных пластин, причем одна или более промежуточная пластина, образующая извлекающие отверстия для выборки вещества/водяной смеси из мокрого бумажного полотна, выполнена в виде сегментных пластин, и с обеих сторон промежуточных пластин расположены две накладные пластины, служащие для определения границ. По меньшей мере часть сегментных пластин предпочтительно имеет каналы, соединенные в каждом случае с извлекающими отверстиями для выборки вещества/водяной смеси. Для предотвращения приклеивания волокон участки промежуточных пластин, прилегающие к извлекающим отверстиям, предпочтительно выполнены заглубленными.
Кроме того, может быть предусмотрено фиксированное вакуумное устройство, которое в процессе работы тянется за поверхностью по меньшей мере одной из накладных пластин вращающегося всасывающего колеса и которое для реализации выборки материала/водной смеси соединено посредством одного из каналов с извлекающим отверстием, находящимся в каждом случае в контакте с бумажным полотном.
Согласно предпочтительному варианту развития настоящего изобретения выбирающее устройство покрыто гибкой пластиковой маской, имеющей на участке извлекающих отверстий проемы в форме узоров, символов или кодов. Эти проемы могут иметь очень тонкую структуру и быть выполнены, например, в форме буквенно-цифровых символов или тонко выгравированных графических символов. Они могут также образовывать узоры, являющиеся непрерывными или расположенными в точной приводке.
В другом аспекте настоящего изобретения изобретение содержит способ изготовления защищенной бумаги, в котором в мокрой части бумагоделательной машины на отливном цилиндре образуют бумажное полотно и поднимают из отливного цилиндра посредством несущего ремня и в котором подъему бумажного полотна помогают посредством всасывающего устройства, расположенного в непосредственной близости от отливного цилиндра и на небольшом расстоянии от несущего ремня. Здесь во всасывающем устройстве предпочтительно создают отрицательное давление, которое больше, чем отрицательное давление внутри отливного цилиндра по меньшей мере на 0.1 бар, в частности предпочтительно на около 0.2 бар. С помощью такого всасывающего устройства образованный лист может быть отделен от отливного цилиндра бумагоделательной машины особенно чисто и без надрывов.
В предпочтительном варианте реализации всасывающее устройство образовано при помощи вращающегося всасывающего барабана, который предпочтительно ведут синхронно в точной приводке с отливным цилиндром мокрой части. В предпочтительном варианте реализации всасывающий барабан имеет перфорированную круглую камеру, окруженную перфорированной резиновой мембраной и сукном определенной проницаемости.
Описанный способ особенно пригоден для таких вариантов изготовления, в которых в бумажном полотне на отливном цилиндре выполняют водяной знак. Благодаря различной толщине бумаги на участке водяного знака расстояние от всасывающего устройства до отливного цилиндра тогда выгодным образом согласовано с локальной толщиной бумаги.
Настоящее изобретение также содержит предназначенную для изготовления бумаги в бумагоделательной машине форму, которая имеет возвышения и выемки для изготовления участков водяного знака и на которой в выемках выполнены узоры, которые облегчают отделение бумаги от формы.
В предпочтительном варианте настоящего изобретения возвышения и выемки для изготовления водяных знаков в виде полосы расположены наподобие полосы рядом друг с другом. В частности, предпочтительно узоры образованы канавками, в частности канавками, вырезанными в выемках. Наличие узоров в выемках приводит к более ровному нанесению бумажной массы на форму, облегчению отделения и, следовательно, к более однородной яркости на участках водяного знака изготавливаемого бумажного полотна.
Другой аспект настоящего изобретения содержит способ выполнения сквозного отверстия на многослойной защищенной бумаге, в котором:
- образуют первое бумажное полотно и снабжают его отверстием,
- образуют второе сплошное бумажное полотно, которое, когда оно все еще находится в мокром состоянии, соединяют с первым бумажным полотном,
- соединенные первое и второе бумажные полотна протягивают между несущим сукном первого полотна и несущим сукном второго полотна и
- несущее сукно второго полотна поднимают от соединенного бумажного полотна с целью приема фрагмента участка второго бумажного полотна на участке отверстия первого бумажного полотна и, таким образом, с целью выполнения сквозного отверстия на соединенном бумажном полотне.
Здесь на несущее сукно второго полотна предпочтительно воздействует с всасывающим давлением S2, а на несущее сукно первого полотна воздействуют на участках за пределами отверстия с всасывающим давлением S1, которое больше, чем S2, так что второе бумажное полотно на этих участках не может быть поднято. В одном варианте реализации способа к сукну первого полотна на участке отверстия не прикладывают никакого всасывающего давления, что может быть реализовано, например, посредством всасывания в импульсном режиме. Предпочтительно на участке отверстия на несущее сукно первого полотна равномерно воздействуют посредством противоположного давления обдува, в частности, воздушной струей, водной струей или лазерным лучом для обеспечения подъема второго бумажного полотна на этом участке.
Согласно другому аспекту настоящего изобретения для общего вида защищенной бумаги по меньшей мере в первом слое этой защищенной бумаги равномерно распределено в объеме слоя бумаги люминесцентное вещество и, при необходимости, одно дополнительное вещество с определенными признаками, причем этот первый слой бумаги имеет по меньшей мере на фрагменте участка по меньшей мере две различные толщины бумаги.
Поскольку люминесцентное вещество распределено на бумаге равномерно, различная толщина бумаги отражается в количестве присутствующего люминесцентного вещества или испущенного люминесцентного излучения, т.е. на участках более толстой бумаги имеется больше люминесцентного вещества на единице площади, чем на участках более тонкой бумаги, и, следовательно, на участках более толстой бумаги интенсивность люминесцентного излучения также выше, чем на участках более тонкой бумаги.
Если теперь в зависимости от расположения детектора над законченным документом интенсивность люминесцентного излучения окажется сниженной, то может быть сделан вывод о толщине бумаги в этом месте и может быть составлен профиль толщины слоя. Особое преимущество при этом заключается в том, что при изготовлении бумаги в нее можно ввести вполне определенную модуляцию толщины, например, в форме штрихкода, которая может быть легко измерена способом согласно настоящему изобретению. Только когда измеренная кривая интенсивности будет соответствовать введенной модуляции толщины, документ может считаться подлинным. Поскольку модификацию модуляции толщины при изготовлении бумаги осуществить очень легко, защищенная бумага может быть снабжена множеством значительно различающихся кодов. Дополнительно число кодов может быть значительно расширено посредством введения дополнительного вещества с определенными признаками.
Здесь в качестве люминесцентных веществ могут быть использованы все флуоресцентные и фосфоресцирующие вещества, которые после соответствующего возбуждения излучают свет в видимом, ультрафиолетовом и инфракрасном диапазоне спектра. Предпочтительно используют люминесцентные вещества, которые излучают за пределами видимого диапазона спектра. Например, в качестве люминесцентных веществ могут быть использованы вещества, подобные раскрытым в ЕР 0053183 В и ЕР 0052624 В.
Концентрация люминесцентного вещества по отношению к весу полноразмерной бумаги обычно варьируется от 0,05 мас.% до 5 мас.%, предпочтительно от 0,1 мас.% до 1 мас.%.
Предпочтительно люминесцентное вещество является прозрачным в видимом диапазоне спектра, так что его визуально заметить нелегко. Спектр имеющихся в наличии люминесцентных веществ и их проверяемые оптическим путем свойства очень широки, так что потенциальному фальсификатору, даже если он и будет знать, что здесь присутствует люминесцентное вещество, придется провести сложный анализ для установления правильного люминесцентного вещества и оптических свойств этого вещества, которые проверяются на определенных участках. Для проверки подлинности при помощи машин предпочтительно пригодны люминесцентные вещества, которые не доступны в свободной продаже и которые обладают особыми оптическими свойствами и могут быть детектированы только с помощью измеряющих устройств, специально настроенных для этого. Так, например, могут быть использованы люминесцентные вещества, имеющие антистоксовые или квазирезонансные характеристики. Предпочтительно, используют люминесцентные вещества, в которых как спектры возбуждения, так и эмиссии лежат за пределами видимого диапазона.
Люминесцентные вещества вводят в бумагу, например, путем их добавления в бумажную массу при изготовлении бумаги и равномерного распределения в ней посредством перемешивания бумажной массы.
Используемое люминесцентное вещество может быть скомбинировано с одним или более дополнительным люминесцентным веществом, а также с одним или более дополнительным веществом с определенными признаками. Здесь в качестве вещества с определенными признаками пригодны все материалы, которые могут быть введены в бумажную массу при изготовлении бумаги и могут восприниматься машинами, то есть, другими словами, проявляют физически или химически измеряемый или детектируемый эффект. Здесь могут быть использованы вещества, имеющие электрические и/или магнитные свойства, так, например, электропроводящие пигменты типа металлических частиц, электропроводящих полимеров, намагничивающийся оксид железа или частицы железа и парамагнитные частицы, например содержащие Ni или Mn. Концентрация вещества с определенными признаками по отношению к весу полноразмерной бумаги обычно около 1 мас.%.
Вещества с определенными признаками могут обрабатываться в качестве наполнителей бумаги в процессе изготовлении бумаги. Способы для этого известны специалистам в данной области техники.
Первый слой бумаги дополнительно имеет по меньшей мере на одном фрагменте участка модуляцию толщины, т.е. участки, на которых защищенная бумага обладает различной толщиной. Здесь могут быть любые возможные формы. В наиболее простом случае в слое бумаги присутствует участок, имеющий две различные толщины. Различная толщина бумаги может быть выполнена при помощи различных методов. В слое бумаги могут также быть выполнены окна, т.е. участки, имеющие нулевую толщину бумаги.
Однако в предпочтительном случае модуляцию толщины реализуют в виде водяного знака. Здесь водяной знак может быть введен в слой бумаги на стадии ее изготовления или выполнен посредством тиснения впоследствии. Здесь модуляция толщины может иметь любую возможную форму. В случае наиболее простой формы водяной знак образует штрихкод. Например, водяной знак может также быть образован в виде двумерного локального кода наподобие шахматной доски. Но также могут быть изготовлены и использованы согласно настоящему изобретению сложные водяные знаки, например портреты, имеющие различную толщину бумаги, которые видны на законченной бумаге в виде различных оттенков серого.
Для изготовление водяного знака в виде полосы в форме штрихкода может быть применен способ изготовления защищенной бумаги, имеющей окна в форме нитей, подобный раскрытому, например, в ЕР 059056 А. Этот способ выполняют в бумагоделательной машине, содержащей отливной цилиндр. В противоположность этому в бумагоделательной машине, имеющей бесконечный провод, посредством тиснения на бумажном полотне после изготовления бумаги через ровнительный валик выполняют водяной знак в виде полосы, создавая желаемую модуляцию толщины.
Бумага первого слоя бумаги обычно имеет вес от 65 до 120 г/м2, плотность от 500 до 1000 кг/м3 и толщину от 50 до 200 мкм. Для средней толщины бумаги 100 мкм толщина участков, которые кажутся в проходящем свете более яркими, составляет около 85 мкм или меньше, а толщина участков, которые кажутся в проходящем свете более темными, около 115 мкм или больше.
Предпочтительно бумага первого слоя бумаги имеет вес 70 г/м2, среднюю толщину 100 мкм и плотность 700 кг/м3. Здесь участки, которые кажутся в проходящем свете более яркими, имеют толщину около 70 мкм.
В другом варианте реализации различия толщины бумаги визуально незаметны. Это достигается посредством того, что различия толщины бумаги сохраняются очень малыми. Здесь минимальная или максимальная толщина бумаги в области водяного знака от 1 до 10%, предпочтительно от 1 до 5%, выше или ниже средней толщины бумаги. В проходящем свете модуляции толщины бумаги, которые находятся, например, в промежутке от 105 мкм до 115 мкм, в качестве водяного знака невооруженным глазом больше не видны, но, безусловно, могут быть определены при помощи детектора.
Другая возможность скрытия участков с различной толщиной бумаги заключается в их запечатывании. Предпочтительно, используют печатные краски, не поглощающие в том диапазоне спектра, в котором вещество с определенными признаками возбуждается и излучает, т.е. которые являются прозрачными.
В варианте реализации многослойной защищенной бумаги согласно изобретению первый слой содержит выполненную модуляцию толщины и по меньшей мере одно люминесцентное вещество, которое, при необходимости, может быть скомбинировано с другими люминесцентными веществами. Второй слой может не содержать никакого люминесцентного вещества, содержать то же люминесцентное вещество, что и первый слой, содержать люминесцентное вещество, отличающееся от вещества первого слоя, или также комбинацию различных люминесцентных веществ. Это также применимо к любому имеющемуся дополнительно слою бумаги. Толщина бумаги варьируется в первом и во втором слое или, при необходимости, также в последующих слоях, может быть скоординирована в различных слоях таким образом, что слои дополняют друг друга, образуя многослойную защищенную бумагу постоянной толщины.
При необходимости, кроме того, в отдельные слои независимо друг от друга может быть введено одно или более дополнительное вещество с определенными признаками. Вещества с определенными признаками являются, как описано выше, машиночитаемыми веществами, предпочтительно обладающими электрическими и/или магнитными свойствами.
В этом аспекте настоящее изобретение обеспечивает то преимущество, что, хотя защищенная бумага просто снабжена люминесцентными веществами, она может быть выполнена как имеющая множество кодов, реализованных посредством простого варьирования толщины бумаги. Число различных возможных вариаций может быть дополнительно повышено посредством комбинирования люминесцентных веществ и веществ с определенными признаками. Изготовление закодированной защищенной бумаги является особенно простым в том, что введение люминесцентных веществ и, при необходимости, веществ с определенными признаками, а также модуляция толщины бумаги происходят на одном шаге при изготовлении бумаги и не требуют интегрирования в бумагоделательную машину никакого дополнительного оборудования. Таким образом, различные денежные знаки, деноминации денежных знаков или также налоговые марки и т.п. могут быть экономичным образом снабжены машиночитаемым кодом.
Дополнительно к возможности простого изготовления также может быть значительно повышена степень защиты от подделки, что осуществляется благодаря тому, что код выполнен невидимым, т.е. визуально незаметным, но тем не менее легко может быть определен посредством машин. Благодаря тому что люминесцентные вещества и вещества с определенными признаками введены в объем бумаги, последующее изменение аутентификационной метки также невозможно осуществить без разрушения бумаги.
Кроме того, предложен способ проверки подлинности защищенной бумаги. При проверке подлинности люминесцентные, электрические и/или магнитные свойства защищенной бумаги измеряют с помощью детектора, причем конкретная интенсивность сигнала связана с концентрацией люминесцентного вещества или вещества с определенными признаками, а также с толщиной бумаги. Интенсивность сигнала зависит следующим образом: чем выше концентрация (количество вещества на единицу объема) люминесцентного вещества или вещества с определенными признаками в данной бумаге или чем толще бумага в определенном месте, тем выше интенсивность измеряемого сигнала.
В области водяного знака по отношению к нормальной толщине бумаги бумага является более тонкой в местах, которые выглядят ярче в проходящем свете, и более толстой в местах, которые выглядят темнее. Следовательно, модуляция толщины бумаги вызывает модуляцию количества люминесцентного вещества или вещества с определенными признаками. Соответственно также варьируется интенсивность сигнала. Предпочтительно измерения производят посредством ручного датчика, который реагирует на различные люминесцентные вещества или вещества с определенными признаками.
Далее будут описаны некоторые особенно предпочтительные варианты реализации многослойной защищенной бумаги согласно настоящему изобретению со ссылками на чертежи, на которых для облегчения понимания масштабы и пропорции не соблюдены.
На чертежах представлены:
на фиг.1 - схематическое изображение двойной круглосеточной бумагоделательной машины для изготовления защищенной бумаги,
на фиг.2 - бумагоделательная машина, содержащая круглосеточную бумагоделательную машину и устройство для формовки под давлением, изображенные схематически,
на фиг.3 - структура слоев защищенной бумаги согласно примеру реализации настоящего изобретения, в поперечном сечении,
на фиг.4(а) - структура слоев защищенной бумаги согласно другому примеру реализации настоящего изобретения, в поперечном сечении, а на 4(b) и (с) - вид сверху лицевой или обратной стороны защищенной бумаги,
на фиг.5 и 6 - структура слоев других видов защищенной бумаги согласно настоящему изобретению, в поперечном сечении,
на фиг.7(а) - отливной цилиндр устройства для формовки под давлением, имеющий прикрепленную накладную полосу, и на 7(b) - фрагмент накладной полосы отдельно,
на фиг.8 - отливной цилиндр, соответствующий изображенному на фиг.7(а), имеющий накладное кольцо, расположенное внутри,
на фиг.9 и 10 - структура слоев других видов защищенной бумаги согласно настоящему изобретению, в поперечном сечении,
на фиг.11 - трехслойная защищенная бумага согласно примеру реализации настоящего изобретения, на 11(а) - в поперечном сечении и на 11(b) - вид сверху,
на фиг.12 - другой вид защищенной бумаги согласно настоящему изобретению, вид сверху,
на фиг.13 и 14 - структура слоев других видов защищенной бумаги согласно настоящему изобретению, в поперечном сечении,
на фиг.15 - схематическое изображение двойной системы отливных цилиндров, содержащей перфорированный формный цилиндр для изготовления защищенной бумаги согласно настоящему изобретению,
на фиг.16 - перфорированный формный цилиндр согласно фиг.15, изображенный отдельно,
на фиг.17-20 - структура слоев других видов защищенной бумаги согласно настоящему изобретению, в поперечном сечении,
на фиг.21 и 22, на каждой из них, - фрагмент участка бумагоделательной машины для изготовления многослойной защищенной бумаги согласно настоящему изобретению,
на фиг.23 - всасывающий гауч-вал согласно фиг.22, в поперечном сечении,
на фиг.24(а) - схематическое изображение формы для изготовления водяных знаков в виде полосы, и на 24(b) - поперечное сечение бумаги, отделенной от формы, на участке водяного знака,
на фиг.25 - промежуточный шаг изготовления бумаги, иллюстрирующий другую возможность изготовления сквозного отверстия на многослойной защищенной бумаге,
на фиг.26 - ценный документ, содержащий защищенную бумагу согласно изобретению, соответствующую другому примеру реализации настоящего изобретения,
на фиг.27-29 - варианты защищенной бумаги согласно фиг.26, в сечении вдоль прямой А-А,
на фиг.30 - измеренный сигнал при проверке подлинности, а именно интенсивность I в зависимости от точки измерений,
на фиг.31 - схематическое изображение бумагоделательной машины, содержащей выбирающие устройства согласно настоящему изобретению,
на фиг.32 - защищенная бумага согласно настоящему изобретению, на 32(а) - вид сверху, и на 32(b) - в поперечном сечении,
на фиг.33 и 34 - схематические изображения видов защищенной бумаги согласно другим примерам реализации настоящего изобретения, вид сверху,
на фиг.35 - другой вид защищенной бумаги согласно настоящему изобретению, в поперечном сечении,
на фиг.36 - пример реализации выбирающего устройства, которое пригодно для использования в бумагоделательной машине согласно фиг.31 и которое особенно подходит для условий ограниченного пространства,
на фиг.37 - фрагмент вида сбоку всасывающего колеса согласно другому примеру реализации настоящего изобретения,
на фиг.38 - вид сверху всасывающего колеса, имеющего по сравнению с фиг.37 выполненные несколько другим образом извлекающие отверстия согласно другому примеру реализации настоящего изобретения, и
на фиг.39(а) и (b) - виды сбоку средних сегментов всасывающего колеса согласно фиг.38 в направлении линий А-А и В-В.
На фиг.1 схематически представлена изображенная двойная круглосеточная бумагоделательная машина 10, используемая при изготовлении защищенной бумаги. Бумагоделательная машина 10 содержит две круглосеточные бумагоделательные машины 12 и 14, соединенные друг с другом посредством подбирающего сукна 16.
В первой бумагоделательной машине 12 на отливном цилиндре 18 образуется бумажное полотно 20, в которое вводится элемент защиты, здесь - широкая влагонепроницаемая защитная полоска 22. Для этого защитная полоска 22 поступает на выступы 26 отливного цилиндра 18 до погружения в бумажную массу 24 бумагоделательной машины. Защитная полоска 22 может иметь, например, ширину 20 мм или даже 30 мм. Благодаря ее большой ширине на участках, на которых влагонепроницаемая защитная полоска 22 накладывается на выступы 26 первой бумажной формы 18, формирования листа не происходит, так что защитная полоска 22 разделяет первое бумажное полотно 20 на две части. Здесь на кромках защитной полоски 22 образуется характерный неровный край. Для лучшего закрепления защитной полоски 22 на ее граничных участках могут быть предусмотрены водопроницаемые или даже волокнопроницаемые участки.
На второй бумагоделательной машине 14 параллельно изготавливают второе, однородное бумажное полотно 30, выбирают его с отливного цилиндра 34 посредством подбирающего сукна 16 и переносят к первой бумагоделательной машине 12, где на участке прижимного цилиндра 36 его соединяют с первым бумажным полотном 20. Здесь первое бумажное полотно 20 с присоединенной защитной полоской 22 непрерывно покрывают однородным вторым бумажным полотном 30. Затем соединенные бумажные полотна 38 передают на пункты последующей обработки, например, для каландрования, установки размеров и подобные им.
Как изображено на фиг.2, второе бумажное полотно 30 может также быть изготовлено с помощью устройства 40 для формовки под давлением, в котором бумажная масса разбрызгивается на поверхность отливного цилиндра 44 посредством сопла 42 напорного ящика. В частности, посредством такого устройства для формовки под давлением может быть изготовлен тонкий слой бумаги, например имеющий плотность от 15 до 25 г/м2.
Следует понимать, что посредством представленных бумагоделательных машин 12, 14, 40 аналогичным образом также могут быть изготовлены и соединены три или более бумажных полотна.
Многослойная защищенная бумага 50, например, такая, которая может быть изготовлена посредством одной из бумагоделательных машин, представленных на фиг.1 и 2, изображена в поперечном сечении на фиг.3. Защищенная бумага 50 содержит первый слой 52 бумаги, разделенный широкой защитной полоской 54, и более тонкий второй слой 56 бумаги, покрывающий одну сторону первого слоя 52 бумаги. В предпочтительном варианте первый слой 52 бумаги снабжен водяным знаком, а защитная полоска 54 содержит голограмму или подобный голограмме дифракционный узор. Здесь тонкий второй слой 56 бумаги служит в качестве укрепляющего элемента на участке защитной полоски 54. В качестве альтернативы в первом слое бумаги в направлении, продольном внедренной в бумагу защитной нити, могут находиться отверстия, которые будут шире, чем защитная полоска. Второй слой бумаги покрывает первый слой бумаги.
Для изготовления многослойной защищенной бумаги согласно фиг.3 также может быть использован процесс, в котором изготавливают, во-первых, слой 52 бумаги, имеющий проем в форме полосы, и слой 56 бумаги и соединяют их, а затем в проем в форме полосы вставляют защитную полоску 54.
В примере реализации согласно фиг.4 во втором слое 56 бумаги выполняют промежуток 58, ширина или диаметр 60 которого меньше, чем ширина 62 защитной полоски 54. Промежуток 58 может быть выполнен, например, в виде отверстия в форме полосы, имеющего ширину 60, но также он может быть выполнен в виде отдельного отверстия любой формы. Размер 60 тогда будет соответствовать размеру отверстия в направлении, перпендикулярном направлению движения защитной полоски 54. В варианте реализации, в котором промежуток 58 представляет собой последовательность расположенных на прямой отверстий, на фиг.4(а) изображена защищенная бумага в поперечном сечении, а на фиг.4(b) и (с) - виды сверху лицевой и обратной стороны защищенной бумаги.
В другом примере реализации на фиг.5 представлена защищенная бумага 64, в которую внедрена в противоположность примеру реализации на фиг.4 не широкая защитная полоска, а скорее узкая защитная нить 66, имеющая ширину 1.5 мм или менее. При такой защитной нити образование обратной стороны листа в первой бумагоделательной машине 12 не подавлено, так что защитная нить 66 не разделяет первый слой 52 бумаги, но скорее является внедренной в него и свободно доступной только с одной стороны.
В обоих вариантах реализации первый слой 52 бумаги может содержать водяной знак, дополнительные отверстия или другие аутентификационные метки. Если первый слой 52 бумаги содержит, как представлено на фиг.6, водяной знак 68, тогда второй слой 56 бумаги является предпочтительно прерывистым на участке водяного знака 68 с целью улучшения видимости водяного знака. Вместо защитной нити в защищенную бумагу на фиг.6 также, конечно, может быть введена широкая защитная полоска.
С целью образования промежутка 58 во втором слое 56 бумаги закрывают на фрагментах участков поры отливного цилиндра отливного устройства второго листа, например отливного цилиндра 44 устройства 40 для формовки под давлением. Как изображено на фиг.7(а) и (b), это может быть реализовано с помощью сетчатой полоски 70, прикрепленной к корпусу отливного цилиндра 44 и имеющей покрытые участки 72 в форме желаемых отверстий. Для образования промежутка в форме полоски накладная полоса 70 может также быть выполнена полностью непроницаемой.
В альтернативном варианте отверстия поверхности формы могут также быть закрыты в желаемых местах посредством запечатки лаком. Слой лака, нанесенный посредством трафаретной печати, может быть без проблем снова смыт после завершения работы, и тогда форму снабжают новым слоем лака для последующей работы.
Согласно другому варианту, изображенному на фиг.8, внутри отливного цилиндра 44 предусмотрено накладное кольцо 74, расположенное на оси 46 формы и имеющее закрытые и перфорированные фрагменты участков, которые упираются в радиальном направлении наружу корпуса формы и, следовательно, предотвращают образование листа на закрытых фрагментах участков.
Во всех описанных способах во втором слое 56 бумаги выполняют промежутки 58, которые имеют неровный край, который невозможно сымитировать при помощи вырезки или высечки.
Согласно другому варианту способа изготовления защитная нить или защитная полоска поступает на отливное устройство второго листа, например на устройство 40 для формовки под давлением. Здесь отливной цилиндр отливного устройства второго листа может быть маскирован на участке защитной нити или защитной полоски, или приближающийся элемент защиты самостоятельно может покрывать отливной цилиндр соответствующим образом. В этом варианте более толстое первое бумажное полотно может быть образовано содержащим или не содержащим сквозное отверстие на участке элемента защиты.
На фиг.9 изображен пример реализации защищенной бумаги 80, выполненной согласно этому варианту изготовления. Первый и второй слои 82 и 84 бумаги помечены различной штриховкой только для иллюстративной цели, на законченной защищенной бумаге 80 они выглядят как однородные слои бумаги. Элемент 86 защиты, расположенный в проеме второго слоя 84 бумаги, виден с обеих сторон защищенной бумаги благодаря наличию промежутка 88 в первом слое 82 бумаги и может содержать, например, оптически проверяемые элементы с обеих сторон. При необходимости, элемент 86 защиты может быть прикреплен в проеме второго слоя бумаги при помощи клеящего материала. Промежуток в форме полоски или другие отверстия любой формы могут быть заполнены после высыхания защищенной бумаги полиуретаном.
Вариант модификации многослойной защищенной бумаги согласно фиг.9, в которой промежутки могут быть открыты в любое время после изготовления, представлен на фиг.10. Как и в примере реализации на фиг.9, во втором слое 84 защищенной бумаги выполнен элемент 86 защиты, разделяющий этот слой бумаги, а в первом слое 82 бумаги выполнен промежуток 88 в форме полоски. Кроме того, в промежуток 88 в форме полоски при изготовлении бумаги дополнительно введена разъединительная полоса 90, на обратной стороне которой образован тонкий слой 92 бумаги. На завершенной защищенной бумаге разъединительная полоса 90 может быть удалена вместе с нанесенным слоем 92 бумаги, подобно отрывной полосе, оставляя после себя образующееся в результате отверстие в первом слое 82 бумаги, которое обеспечивает обзор элемента 86 защиты.
Следует понимать, что для образования многослойной защищенной бумаги могут быть скомбинированы также более чем два слоя бумаги. Например, относительно толстый слой бумаги, изготовленный на прямоточном отливном цилиндре и в который могут быть введены водяные знаки, отверстия или элемент защиты, может быть скомбинирован с двумя или более тонкими слоями бумаги, образованными на других устройствах для формовки листов, в частности на описанном выше устройстве для формовки под давлением. Эти слои бумаги могут быть выполнены при помощи отдельных устройств для формовки листов или также изготовлены при помощи отдельных напорных ящиков на том же коротком устройстве для формовки.
Некоторые особенно предпочтительные примеры реализации такой многослойной защищенной бумаги теперь будут описаны со ссылками на фиг.11-14.
На фиг.11 представлены: на 11(а) - трехслойная защищенная бумага 100, в поперечном сечении, и на 11(b) - вид сверху. В первый, толстый слой 102 бумаги, изготовленный на прямоточном отливном цилиндре, описанным выше способом введена защитная лента или широкая защитная полоска 104. На первый слой 102 бумаги нанесены с помощью двух устройств для формовки под давлением два гетерохромных тонких слоя 106 и 110 бумаги.
В слоях 106 и 110 бумаги выполнены посредством маскирования отливных цилиндров соответствующих устройств для формовки под давлением промежутки в форме полосок. Здесь отливной цилиндр первого устройства для формовки под давлением с целью образования во втором слое 106 бумаги промежутков 108 в форме полосок снабжен вертикальными клейкими полосками. Отливной цилиндр второго устройства для формовки под давлением маскирован горизонтальными полосками, образующими на третьем слое 110 бумаги промежутки 112 в форме полосок, которые расположены вертикально по отношению к полоскам 108 второго слоя 106 бумаги. Здесь термины "горизонтальные" и "вертикальные" для клейких полосок относятся к оси соответствующей формы устройства для формовки под давлением.
Благодаря промежуткам 108 и 112 в виде полосок, вертикальных по отношению друг к другу, на защищенной бумаге 100 образуется узор в виде шахматной доски, а также обзор поверхности элемента защиты 104 в местах пересечения. В этом примере реализации второй слой 106 бумаги окрашен в красноватый цвет, в то время как первый и третий слои 104 и 110 бумаги являются белыми.
На участках 114, на которых ни второй, ни третий слои бумаги не имеют промежутков, красноватая окраска второго слоя 106 бумаги проступает сквозь тонкий третий слой 110 бумаги и создает слегка красноватый внешний образ. На горизонтальных промежутках 112 в третьем слое бумаги проявляется образ второго слоя 106 бумаги, так что там проступает более сильная красная окраска. На участках, имеющих промежутки только во втором слое 106 бумаги, красная окраска отсутствует, так что в этих местах виден узор из вертикальных белых полос на красноватом фоне. Наконец, поверхность первого слоя 102 бумаги открыта на участках 116 пересечения двух узоров в виде промежутков. На промежутке в виде полоски 108, который расположен сразу над защитной полоской 104, на участках 118 пересечения проступает вид поверхности защитной полоски 104, так что здесь могут быть видны другие аутентификационные признаки.
На фиг.12 защищенная бумага согласно другому варианту изображена на виде сверху. В этом варианте первое устройство для формовки под давлением формирует слой 122 бумаги, имеющий промежутки в форме полосок, и второе устройство для формовки под давлением формирует слой 124 бумаги, который является комплементарным к первому, также имеющему промежутки в форме полосок, так что два слоя 122, 124 бумаги в форме полосок дополняют друг друга, образуя сплошной слой 120 бумаги. С целью образования визуально воспринимаемого или машиночитаемого контраста слои 122, 124 бумаги, в частности, образованы из различных волокон, например из волокон различных цветов или различной длины, или из волокон, содержащих добавки с различными свойствами. Слой 120 бумаги может также быть скомбинирован с третьим, однородным слоем бумаги или с другими слоями, содержащими бумагу или пластик.
Другой пример реализации настоящего изобретения изображен на фиг.13. Для сочетания особенно высокой прочности при растяжении с хорошо заметным и четким водяным знаком в защищенной бумаге 130 используют слои бумаги, имеющие различную толщину и содержащие волокна различной длины. Средний слой 132 бумаги изготовлен из коротких волокон на прямоточном отливном цилиндре. На этот слой 132 бумаги приходится около 2/3 общей толщины защищенной бумаги 130. Он снабжен расположенным на фрагменте участка водяным знаком 134, который благодаря использованию коротких волокон имеет четкий контур и ярко выраженный эффект водяного знака.
С верхней и нижней стороны средний слой 132 бумаги соединен с двумя более тонкими слоями 136 бумаги, которые выполнены, например, с помощью устройства для формовки под давлением. Для их изготовления используют более длинные волокна, которые придают многослойной структуре 130 особенно высокую прочность при растяжении.
Другой вариант настоящего изобретения изображен на фиг.14. В этом варианте более толстый слой 142 защищенной бумаги 140 снабжен водяным знаком 144. На поверхность первого слоя 142 бумаги нанесены с помощью устройства для формовки под давлением два слоя 146 и 148, комплементарные друг другу, первый нанесенный с помощью устройства для формовки под давлением слой 146 имеет на участке водяного знака 144 промежуток в форме полоски, на котором находится второй нанесенный с помощью устройства для формовки под давлением слой 148. Второй нанесенный с помощью устройства для формовки под давлением слой 148 образован из прозрачных волокон, в данном примере реализации - из подходящих полимерных волокон, сквозь который одновременно хорошо защищен и отчетливо виден участок водяного знака 144.
Теперь со ссылками на фиг.15-20 будет пояснена одна из возможностей изготовления защищенной бумаги посредством двойной системы отливных цилиндров с высокой скоростью движения. Для этого на фиг.15 схематически представлена двойная система 150 отливных цилиндров, имеющая конфигурацию, аналогичную фиг.1, содержащая первый отливной цилиндр 152 и второй отливной цилиндр 154 для изготовления первого и второго бумажных полотен 156 и 158, которые совмещают и на участке прижимного цилиндра 160 соединяют вместе. Обычно первый отливной цилиндр 152 в каждом случае для изготовления различных видов защищенной бумаги имеет отдельную конфигурацию.
Если второе бумажное полотно 158 имеет массу в диапазоне от около 10 до 45 г/м2, то было показано, что особенно эффективным будет вариант, когда второе бумажное полотно 158 выполнено однородным, т.е. наподобие веленевой бумаги, поскольку тогда второй отливной цилиндр 154 может иметь однородную структуру. В частности, в этом случае отпадает необходимость согласования в каждом случае второго отливного цилиндра 154 с определенной конфигурацией первого отливного цилиндра 152. Таким образом, оптимизация технической конструкции обеспечивает стабильный и не требующий затрат вариант изготовления именно такой веленевой бумаги с низкой плотностью. Однако в этом случае индивидуальную конфигурацию второго отливного цилиндра 154 возможно реализовать только с большими издержками или невозможно вовсе.
В некоторых случаях, однако, также требуется индивидуальная конфигурация второго бумажного полотна. Если, например, дополнительно к отверстию в боковой стенке первого отливного цилиндра должно быть предусмотрено также боковое отверстие для бумаги второго отливного цилиндра и это отверстие должно находиться в мокрой части, тогда в общем случае второй отливной цилиндр 154 должен иметь индивидуальную конфигурацию. Выше уже были указаны возможности реализации такой индивидуальной конфигурации посредством частичного закрывания отверстий второго отливного цилиндра. Реализация этих возможностей, особенно в случае, когда отверстие второго отливного цилиндра в направлении движения бумажного полотна может находиться в различных местах, приводит к тому, что на любом изготавливаемом документе не может быть никакого совмещения.
Если в противоположность этому отверстия второго отливного цилиндра должны накладываться на изготавливаемых документах на некоторые заранее определенные места, тогда при описанном выше подходе окружность второго отливного цилиндра должна соответствовать первому отливному цилиндру и двигаться согласованно с первым отливным цилиндром в приводке с ним и с его скоростью вращения. Это требует значительных затрат на оборудование бумагоделательных машин, а также на изготовление формы и замены формы.
Таким образом, описанный ниже процесс изготовления основан не на принципе реализации высокоэффективного рабочего режима второго отливного цилиндра в диапазоне массы 10-45 г/м2 и на достижении индивидуализации не путем индивидуализации второго отливного цилиндра 154, а скорее путем индивидуализации изготавливаемого веленевого бумажного полотна 158. Для этого в примере реализации предусмотрен перфорированный формный цилиндр 170, который изображен снова на фиг.16 отдельно.
Перфорированный формный цилиндр 170 содержит по ширине бумажного полотна металлический барабан 172, который имеет каналы 174 с желаемым расположением и размером и который, кроме того, снабжен вакуумно-отсосным соединением 176. Перфорированный формный цилиндр 170 установлен на оси и расположен между вторым отливным цилиндром 154 и первым отливным цилиндром 152 на малом расстоянии от подбирающего сукна, на котором второе бумажное полотно 158 ведут к прижимному цилиндру 160. Окружность металлического барабана 172 соответствует длине печатного листа и, следовательно, расположена в приводке с первым отливным цилиндром 152. Кроме того, перфорированный формный цилиндр 170 ведут в приводке с первым отливным цилиндром 152 для обеспечения точной приводки.
Посредством вакуумно-отсосного соединения 176 и каналов 174 может осуществляться выборка волокон бумаги второго бумажного полотна 158, так что в приводке с первым бумажным полотном 154 могут быть реализованы новые эффекты.
Например, в примере реализации на фиг.17 представлена защищенная бумага 180, содержащая первый слой 182 бумаги, имеющий водяной знак 184, и второй слой 186 бумаги, нанесенный на первый слой бумаги. Здесь с помощью перфорированного формного цилиндра 170 в мокрой части бумагоделательной машины 150 удаляют волокна бумаги из второго слоя 186 бумаги в приводке с водяным знаком 184, так что водяной знак 184 становится отчетливо видимым. Для этого варианта изготовления водяного знака 184 нет необходимости удалять все волокна бумаги на участке водяного знака, но скорее достаточно частично снять волокна со второго бумажного полотна 156, как изображено на фиг.17.
Также может быть применено избирательное полное удаление волокон второго слоя 186 бумаги, как это проиллюстрировано для защищенной бумаги 190 на фиг.18. На участках 188 удаления первый слой 182 бумаги является полностью открытым.
Кроме того, помимо отверстий в первом бумажном полотне частичное или полное удаление волокон бумаги второго бумажного полотна может быть скомбинировано с введением различных защитных элементов, например ныряющих защитных нитей, или двусторонних защитных нитей, или двусторонних защитных элементов, вводимых только с одной стороны. Здесь элемент защиты может иметь в направлении движения бумажного полотна элемент, который находится в приводке с изготавливаемым впоследствии документом. Тогда элемент защиты вводят в приводке в продольном направлении, что для защитных нитей может быть реализовано, например, посредством направленного ведения нити.
На фиг.19 представлена защищенная бумага 200, имеющая множество сквозных отверстий 202, которые образованы расположенными в точной приводке отверстиями в первом и втором слоях 204 или 206 бумаги. После изготовления бумаги сквозные отверстия 202 могут быть закрыты с одной или с обеих сторон прозрачной или полупрозрачной пленкой 208.
В модифицированном варианте на фиг.20 при изготовлении первого бумажного полотна двусторонняя защитная нить 212 выполнена таким образом, что она лежит полностью на первой верхней стороне. Если перфорированный формный цилиндр 170 двигают соответствующим образом, тогда сквозное отверстие 214, образованное расположенными в точной приводке отверстиями в первом и втором слое бумаги закрывается изнутри при помощи защитной нити 212. Тогда каждый из признаков защиты верхней стороны и нижней стороны защитной нити 212 становится видным с двух противоположных сторон защищенной бумаги 210.
Сквозное отверстие (отверстия) на фиг.19 или 20 могут также быть выполнены содержащими элемент нити из пленки, который введен только с одной стороны и/или в приводке в продольном направлении с изготавливаемым впоследствии документом.
Перфорированный формный цилиндр может также быть расположен только после точки соединения первого и второго бумажных полотен, и в этом месте он может выбирать волокна бумаги второго, более тонкого полотна сквозь отверстия в первом бумажном полотне.
В частности, при изготовлении сравнительно тонких бумажных полотен, например таких, которые часто используют для одного из слоев многослойной защищенной бумаги, имеется опасность того, что отверстия будут порваны на законченном бумажном полотне при отделении полотна от отливного цилиндра. Эта опасность может быть устранена, например, при помощи всасывающего гауч-вала, расположенного над несущей формой.
С этой целью на фиг.21 представлен фрагмент участка бумагоделательной машины для изготовления многослойной защищенной бумаги, например, такой бумагоделательной машины, которая представлена на фиг.2. Здесь дополнительно к уже описанным элементам применительно к фиг.2 всасывающий гауч-вал 220 расположен над несущей формой 48 для аккуратного снятия образованного листа отливного цилиндра 44. Для этого всасывающий гауч-вал 220 прикладывает отрицательное давление, которое в данном примере реализации на 0.2 бар больше, чем отрицательное давление внутри отливного цилиндра 44. Таким образом, лист тянут при помощи всасывающего гауч-вала 220 вверх на несущую форму 48 и отделяют от отливного цилиндра 44 чисто и без надрывов.
Такой всасывающий гауч-вал может быть предпочтительно также использован применительно к прямоточному отливному цилиндру, как проиллюстрировано на фиг.22. На фиг.22 представлен фрагмент участка бумагоделательной машины для изготовления многослойной защищенной бумаги, в котором всасывающий гауч-вал 230 расположен в плавающем состоянии на малом расстоянии над отливным цилиндром 18. Благодаря расположению в плавающем состоянии отливной цилиндр 18 и структура водяного знака предохраняются от повреждения. Поскольку всасывающий гауч-вал 230 не лежит на отливном цилиндре, его необходимо дополнительно вести при помощи независимого приводного механизма, предпочтительно синхронно в точной приводке с отливным цилиндром 18.
При толщине бумаги около 0.7 мм расстояние от всасывающего гауч-вала 230 до отливного цилиндра предпочтительно менее 1 мм. Следовательно, вал 230 поднимается на участках бумаги с водяными знаками, на которых толщина бумаги может составлять до 1.2 мм, так что также и на этих участках он не касается формы. Такой всасывающий гауч-вал 230 может предпочтительно быть использован, например, при изготовлении на защищенной бумаге водяных знаков в виде полосы. При обеспечении поддержки при отделении бумажного полотна могут быть выполнены полоски, имеющие стабильную высокую яркость. В данном примере реализации всасывающий гауч-вал 230 содержит, как изображено в поперечном сечении на фиг.23, перфорированный бронзовый корпус 232 толщиной около 2 см. Отверстия 234 в бронзовом корпусе имеют диаметр около 6 мм. С внешней стороны бронзовый корпус 232 окружен перфорированной резиновой мембраной 236 и сукном 238 определенной проницаемости.
Однородность водяных знаков в виде полосы на многослойной защищенной бумаге может также быть повышена при использовании формы 240, изображенной на фиг.24(а). С целью образования водяного знака в виде полосы форма 240 согласно настоящему изобретению имеет соответствующим образом расположенную последовательность возвышений 242 и выемок 244. В выемках 244 формы, т.е. участках, соответствующих большей толщине бумаги, прорезаны канавки 246, облегчающие отделение бумаги от формы 240. Было показано, что наличие канавок 244 приводит к более равномерному нанесению бумажной массы на форму, улучшению подбора и, следовательно, к более однородной яркости изготавливаемых водяных знаков в виде полосы на приподнятом бумажном полотне 248 (см. фиг.24(b)).
Как было уже упомянуто выше, может возникнуть необходимость образования на многослойной защищенной бумаге сквозного отверстия. Для этого в слоях бумаги могут быть выполнены находящиеся в приводке отверстия, например, с помощью описанного выше перфорированного формного цилиндра. Теперь будет описана другая возможность со ссылками на изображение, представленное на фиг.25.
На фиг.25 представлен промежуточный шаг изготовления бумаги, на котором первое и второе бумажные полотна 250 и 252 уже совмещены и их соединяют друг с другом. Отверстие 254 выполнено в первом, более толстом бумажном полотне 250, а второе бумажное полотно 252 сформировано однородно и без индивидуальных признаков. Два бумажных полотна 250, 252 двигаются на первом сукне 256, на которое на участках 258 за пределами отверстия 254 воздействуют всасывающим давлением S1. Всасывающее давление S2 прикладывают вверх на второе сукно 260, лежащее на втором бумажном полотне 252. Здесь всасывающее давление S1 больше, чем всасывающее давление S2, так что второе бумажное полотно 252 на участках 258 не может подниматься от второго сукна 260.
На участке отверстия 254 всасывающее давление S1 в направлении вниз не прикладывают, что реализуют, например, посредством проведения всасывания в импульсном режиме. Таким образом, на этих участках преобладает всасывающее давление S2, и второе бумажное полотно 252 поднимается с сукна, так что на многослойной защищенной бумаге 250, 252 создается сквозное отверстие. При необходимости, для облегчения подъема второго бумажного полотна на участке отверстия 254 на первое сукно 256 может также дуть воздушная струя. Также могут быть предусмотрены другие средства, например противоположное давление, реализованное посредством лазерного луча или водной струи, или отверстия особой геометрической формы, которые облегчают отделение второго бумажного полотна на участке отверстия 254.
Как уже было упомянуто, дополнительно к использованию веществ с определенными признаками существует другая возможность внедрения аутентификационных признаков в многослойную защищенную бумагу, например использование люминесцентных веществ. Здесь было показано, что особенно предпочтительными являются варианты реализации, в которых по меньшей мере в одном слое бумаги люминесцентное вещество распределено равномерно в объеме слоя бумаги, и этот слой бумаги имеет различную толщину бумаги по меньшей мере на фрагменте участка, что будет пояснено далее для нескольких примеров реализации. С этой целью на фиг.26 представлен ценный документ 300 согласно изобретению, здесь - банкнота, в которую введен водяной знак 302 в виде полосы в форме штрихкода. На фиг.27 представлен ценный документ 300 в сечении вдоль прямой и проиллюстрирована использованная структура слоев защищенной бумаги. Аналогичным образом, защищенная бумага содержит однородный первый слой 304 бумаги и соединенный с ним второй слой 306 бумаги, имеющий ступенчатый профиль.
Возвышения 308 второго слоя бумаги, т.е. участки более толстой бумаги, выглядят в проходящем свете темнее, а выемки 310, т.е. участки более тонкой бумаги, выглядят в проходящем свете светлее. В качестве вещества с определенными признаками во втором слое 306 бумаги равномерно распределено люминесцентное вещество 312.
Этот вариант защищенной бумаги может быть изготовлен различными способами. Во-первых, на втором бумажном полотне может быть напечатан штрихкод, в котором равномерно введено люминесцентное вещество, во-вторых, водяной знак в форме штрихкода может быть введен во второе бумажное полотно в процессе формирования бумажного полотна на отливном цилиндре. Конечно, также могут быть использованы комбинации люминесцентных веществ. Кроме того, во второе бумажное полотно может быть введено вещество с определенными признаками или также комбинация веществ с определенными признаками описанного выше типа.
На фиг.28 представлена структура ценного документа согласно другому примеру реализации настоящего изобретения, в поперечном сечении. При наблюдении сверху ценный документ 320 выглядит аналогично ценному документу, изображенному на фиг.26, но здесь второй слой бумаги 306 имеет сквозные отверстия 322, а первый слой бумаги также содержит люминесцентное вещество 324, которое может, в частности, отличаться от люминесцентного вещества 312. Первый и/или второй слои бумаги могут также содержать одно или более одного другое вещество (вещества) с определенными признаками описанного выше типа. Например, первый слой может содержать люминесцентное вещество, а второй слой - вещество с определенными признаками.
Изготовление этого варианта изобретения может быть осуществлено согласно способу изготовления защищенной бумаги, имеющей окна в форме нитей, который описан выше. Согласно этому варианту образуют и соединяют два листа, верхний и нижний, в верхнем листе проделывают окна, а нижний лист изготавливают сплошным. Желаемые люминесцентные вещества и вещества с определенными признаками вводят в листы в процессе изготовления верхнего и нижнего листов. В альтернативном варианте окна в верхнем листе могут также быть выполнены после его изготовления посредством высечки, вырезки или подобными им способами.
На фиг.29 представлена двухслойная структура ценного документа 330 согласно изобретению, которая образуется при сечении вдоль прямой А-А на фиг.26. В этом примере реализации оба слоя бумаги имеют водяные знаки в виде полосы. Второй слой 306 бумаги содержит люминесцентное вещество 312, а первый слой 304 бумаги содержит люминесцентное вещество 324, отличное от вещества 312, и помимо него вещество 332 с определенными признаками. Кроме того, возможно, чтобы в первом и/или втором слое присутствовали другие люминесцентные вещества независимо друг от друга, и, при необходимости, в первый и/или второй слой может быть введено одно или более вещество с определенными признаками независимо друг друга. В общем случае полоски различных слоев могут быть согласованы, или они также могут быть расположены вразбежку. В другом варианте реализации модуляция толщины обеих слоев может быть реализована посредством окон.
На фиг.30 изображен сигнал 340 измерений, который получают при проверке подлинности ценного документа 300 согласно изобретению, имеющего водяной знак 302 в виде полосы. Интенсивность I измеренного сигнала 340 отложена по оси ординат как функция измеренной позиции х, т.е. позиции детектора над ценным документом. Здесь измеряют интенсивность эмиссии люминесцентного вещества 312. На участках более толстой бумаги интенсивность сигнала больше, чем на участках более тонкой бумаги, поскольку в зависимости от толщины слоя бумаги под детектором расположено больше или, может быть, меньше люминесцентного вещества или вещества с определенными признаками. Если детектор ведут в направлении поперек водяного знака 302 в виде полосы, то на участке более толстой бумаги измеренная интенсивность будет больше, чем на участке более тонкой бумаги, и, следовательно, результат измерений будет подобен штрихкоду, который получают из измеренного сигнала 340.
Если подлежащий проверке ценный документ или слой ценного документа имеет окна без люминесцентного вещества 312, тогда измеряемая интенсивность люминесцентного вещества падает до нуля. Проверка подлинности ценных документов 320 или 330, содержащих различные люминесцентные вещества, происходит аналогичным образом, причем в случае необходимости используют фильтры, которые пропускают излучение только одного люминесцентного вещества.
Теперь будет описан другой вариант настоящего изобретения со ссылками на фиг.31-39. Во-первых, в примере реализации на фиг.31 представлена бумагоделательная машина 370, в которой первый слой бумаги изготавливают с помощью противоточного отливного цилиндра 374, а второй слой бумаги - с помощью устройства 372 для формовки под давлением. Хотя в дальнейшем описании первый слой бумаги все время будет называться слоем противоточного отливного цилиндра, следует понимать, что первый слой бумаги в другом варианте реализации может быть выполнен в контексте настоящего изобретения с помощью прямоточного отливного цилиндра.
Два слоя бумаги совмещают на участке клеевого валика 376 и спрессовывают вместе. Между слоями бумаги вводят защитную нить 378, подаваемую на противоточный отливной цилиндр 374, или защитную полоску. Во втором слое 384 бумаги (слое устройства для формовки под давлением) могут быть выполнены отверстия посредством первого выбирающего устройства 380, расположенного между устройством 372 для формовки под давлением и противоточным отливным цилиндром 374. При необходимости отверстия также могут быть выполнены в первом слое бумаги (слое противоточного отливного цилиндра) с помощью опционального второго выбирающего устройства 382, расположенного после точки соединения двух слоев бумаги.
На фиг.32 представлен при наблюдении сверху фрагмент двухслойной защищенной бумаги 350 согласно изобретению, которая может быть изготовлена с помощью бумагоделательной машины 370, подобной представленной на фиг.31. В первом бумажном полотне 360 расположено круглое отверстие 354, которое предпочтительно было выполнено с использованием технологии обработки бумаги при помощи нанесенных на отливной цилиндр е-типов. Во втором слое 358 бумаги, предпочтительно изготовленном посредством устройства для формовки под давлением, расположены отверстия 356 в форме звезды. В данном примере реализации эти отверстия были выполнены посредством перфорированного всасывающего барабана 380, который удаляет волокна бумаги, находящейся все еще в мокром состоянии, из этого второго бумажного полотна. Здесь формы двух отверстий 354 и 356 могут быть произвольными. Также ориентация отверстий относительно друг друга и их размер могут контролироваться согласно требованиям. Например, два отверстия могут находиться друг над другом, образуя сквозное окно. Но они также могут, конечно, быть расположенными рядом друг с другом. Конечно, отверстия также могут быть больше или меньше относительно друг друга или одного размера. Кроме того, как изображено в этом примере реализации, между бумажными полотнами на участке отверстий может быть внедрен элемент 352 защиты в форме ленты, например широкая защитная нить. Здесь элемент 352 защиты в форме ленты скрыт первым и вторым слоем бумаги и при наблюдении сверху виден только лишь в отверстиях 354 и 356. На фиг.32(b) представлена защищенная бумага в сечении вдоль прямой А-А. Элемент 352 защиты в форме ленты покрыт вторым слоем 358 бумаги, а также первым слоем 360 бумаги и открыт для доступа в отверстиях 354 и 356. Здесь размер отверстий может соответствовать ширине защитной полоски. Однако также, конечно, возможно, что одно или оба отверстия будут шире или уже, чем элемент защиты в форме ленты.
Если два слоя бумаги представляют собой слой 358 устройства для формовки под давлением и слой 360 противоточного отливного цилиндра, между которыми внедрена защитная нить 352, то благодаря различным относительным размерам отверстий в слое устройства для формовки под давлением и в слое противоточного отливного цилиндра и ширине защитной нити 352, а также относительному расположению этих двух отверстий и потенциальных признаков защитной нити существует множество возможных вариантов реализации, все из которых могут быть выполнены с помощью бумагоделательной машины 370, изображенной на фиг.31 (или в других вариантах реализации с помощью бумагоделательной машины, в которой первый слой бумаги выполнен при помощи прямоточного отливного цилиндра).
В первом варианте при помощи первого выбирающего устройства 380 выполняют в слое устройства для формовки под давлением отверстия 356, которые могут быть образованы любой формы также, например, в форме букв, символов или подобных им. Нить 352, которая лежит на е-типе, введена в противоточный отливной цилиндр 374. Здесь е-тип выбран таким высоким, что волокна могут "плавать" под введенной нитью, и нить, следовательно, лежит на участке е-типов открытой. В этом варианте отверстия 354 противоточного отливного цилиндра всегда являются более узкими, чем ширина нити. Форма отверстия 356 слоя устройства для формовки под давлением может быть уже, чем ширина нити, как изображено на фиг.32(а), или также шире ее. Отверстия 356 могут быть ориентированы в том же точно положении, что и отверстия 354 противоточного отливного цилиндра, как изображено на фиг.32(а) слева, или располагаться хаотичным образом между этими отверстиями, или перекрываться с ними. В первом случае этот вариант иллюстрирует сквозные окна, размер которых ограничен отверстием 354 в слое противоточного отливного цилиндра, см. фиг.32(b). В отраженном свете требуемая форма отверстий 356 заметна только со стороны слоя устройства для формовки под давлением. Во втором случае в этом варианте предусмотрена подложка, в которой введенная защитная нить 352 частично открыта с обеих сторон. Тогда сквозное окно образуется только тогда, когда противолежащие отверстия случайно совпадают.
Во втором варианте, который изображен на виде сверху на фиг.33, отверстия 354 в слое противоточного отливного цилиндра всегда выполнены большего размера, чем отверстия 356 в слое устройства для формовки под давлением, причем отверстия 354 могут быть уже или шире, чем ширина нити. Отверстия 356 в слое устройства для формовки под давлением могут быть расположены точно в том же месте, что и отверстия 354, как изображено на фиг.33, или расположены хаотичным образом между этими отверстиями, или перекрываться с ними. Сквозное окно образуется только в случае расположения с точным совмещением двух отверстий. В этом случае форма отверстий 356 в слое устройства для формовки под давлением видна с обеих сторон подложки. Если отверстия не совмещены точно друг с другом, подложка снова оказывается снабженной защитной нитью 352, частично открытой с обеих сторон.
В третьем варианте, изображенном на фиг.34, отверстия 356 выполнены в слое устройства для формовки под давлением, как описано выше, в то время как противоточный отливной цилиндр не имеет ни е-типов, ни рельефа. Посредством контроля приводки, который может быть осуществлен, например, с помощью приводных меток 362, отверстия 356 в слое устройства для формовки под давлением совмещают с определенными участками защитной нити 352, подаваемой на противоточный отливной цилиндр. Например, в отверстиях 356 в слое устройства для формовки под давлением может становиться видной инвертированная надпись 364 защитной нити 352. Согласно четвертому варианту, который представлен на фиг.35 в поперечном сечении, отверстия 356 выполняют в слое 358 устройства для формовки под давлением и защитную нить 352 подают на противоточный отливной цилиндр. Здесь противоточный отливной цилиндр 374 снабжен рельефом, выступы которого предпочтительно находятся в приводке с отверстиями 356 в слое устройства для формовки под давлением, так что образуемые отверстия 354 в виде окон в слое 360 противоточного отливного цилиндра и отверстия 356 в слое 358 устройства для формовки под давлением чередуются с обеих сторон подложки.
Согласно пятому варианту, во-первых, в слое устройства для формовки под давлением выполняют отверстие описанным выше образом и слой устройства для формовки под давлением и слой противоточного отливного цилиндра спрессовывают с защитной нитью. После отделения слоя бумаги целиком на участке защитной нити выбирают отверстия при помощи второго выбирающего устройства 382. Отверстия двух слоев бумаги могут быть расположены в приводке друг с другом или хаотичным образом.
Шестой вариант аналогичен третьему варианту, но противоточный отливной цилиндр в этом варианте снабжен рельефом водяного знака, который попадает на участок, где проходит нить. Посредством первого выбирающего устройства 380 в слое устройства для формовки под давлением выбирают отверстия любой формы, так что на выбранных участках нить становится открытой. Посредством совмещения водяного знака и отверстий в слое устройства для формовки под давлением может быть реализовано, например, что водяные знаки слоя противоточного отливного цилиндра будут расположены вокруг выбранных отверстий.
Вместо всасывания участков из первого или второго бумажного полотна возможно также инвертировать всасывающий механизм первого и/или второго устройства 380, 382 и наносить на слой бумаги вещество. Например, отверстия любой формы устройства 380 могут быть заполнены материалом, например волокнами, пластиковыми гранулами или резиной, и материал перенесен на мокрое полотно устройства для формовки под давлением с помощью позитивного давления или адгезии. После этого бумажное полотно спрессовывают со слоем противоточного отливного цилиндра, снабженным нитью. Тогда введенный материал выглядит в проходящем свете в виде темной фигуры. Если в качестве материала наносят масло, фигура может выглядеть на высушенной подложке также полупрозрачной.
Диаметр первого или второго выбирающего устройства 380, 382 зависит от длины листа и предпочтительно выбран настолько большим, насколько возможно, для поддержания скорости вращения насколько можно более низкой. Однако максимальный возможный диаметр также ограничен расстоянием в пространстве между устройством 372 для формовки под давлением и противоточным отливным цилиндром 374. Поскольку в случае малого диаметра поверхность контакта со слоем 384 устройства для формовки под давлением будет также малой, может быть целесообразно, в частности, в условиях ограниченного пространства использовать выбирающее устройство 380 не круглой формы, но скорее трапецеидальной или треугольной формы, как изображено на фиг.36. В этом варианте реализации выбирающего устройства 380 выбирающие формы 386 прикреплены к эластичному материалу 388 основания. В данном примере реализации тяга осуществляется посредством цепи 390.
Теперь будут описаны особенно предпочтительные варианты реализации выбирающего устройства 380 согласно настоящему изобретению со ссылками на фиг.37-39. В представленном примере реализации изображено всасывающее колесо 380, которое состоит из множества сегментов 400-406. На фиг.37 представлен вид сбоку фрагмента всасывающего колеса 380, на фиг.38 - аналогичное всасывающее колесо 380, имеющее несколько отличную реализацию извлекающих отверстий 408 или каналов 414 на участке этих отверстий, вид сверху, и на фиг.39(а) и (b) - виды сбоку средних сегментов 402 и 404 согласно фиг.38, при наблюдении в направлении прямых А-А и В-В на фиг.38. Здесь участки, помеченные номерами позиций 416 и 418, обозначают видимые границы представленных на фиг.39(а) и (b) сечений. Вид сбоку, представленный на фиг.37, соответствует виду сбоку накладной пластины 406 при наблюдении в направлении прямой С-С, обозначенной на фиг.38.
Всасывающее колесо 380 имеет многослойную структуру, содержащую множество сегментных пластин, в которых может быть выполнено множество вариантов извлекающих отверстий 408. В данном примере реализации всасывающее колесо содержит первою накладную пластину 400, две промежуточные пластины 402 и 404 и еще одну накладную пластину 406. Пластины 400-406 могут быть выполнены из металла или ударопрочного, не слишком хрупкого пластика и изготовлены с помощью лазерного луча, водной струи или подобным образом. Пластины закреплены винтами, обработаны герметиком, и/или при необходимости уплотнения использованы прокладки. Длина окружности всасывающего колеса 380 соответствует длине листа подлежащего обработке слоя бумаги в мокром состоянии. После закрепления винтами всасывающее колесо 380 устанавливают на направляющий вал, здесь не изображенный, и прикрепляют. При необходимости на направляющем вале может также быть надето и прикреплено множество всасывающих колес. Направляющий вал имеет центральный привод и в предпочтительных вариантах реализации двигается синхронно со скоростью полотна.
После старта бумагоделательной машины всасывающее колесо 380 также начинает двигаться, его доводят до рабочей скорости и располагают на полотне 384 устройства для формовки под давлением до тех пор, пока в результате выборки в полотне устройства для формовки под давлением не образуются отверстия. Здесь возвышенные участки 410, которые видны на фиг.37 и на фиг.39(а), прокалывают все еще мокрое бумажное полотно и сквозь извлекающее отверстие 408 выбирают отверстия желаемой формы при помощи приложенного частичного вакуума. Для предотвращения прилипания волокон к поверхности всасывающего колеса 380 участки, прилегающие к извлекающим отверстиям 408, могут быть заглублены.
Выборку материала/водной смеси осуществляют сквозь извлекающее отверстие 408 и канал 414, который проходит сквозь промежуточную пластину 404 к накладной пластине 406. Для надежного удаления выбираемого вещества извлекающие отверстия 408 и каналы 414 необходимо очищать. Для этого, например, может быть предусмотрена ванна 392 с фильтрующейся водой (фиг.31), которую всасывающее колесо 380 будет проходить на участке, противоположном выборке. В данном примере реализации вакуум прикладывают посредством фиксированного вакуумного устройства 394 (фиг.31), которое тянется за поверхностью накладной пластины 406. Таким образом, выборка происходит в каждом случае посредством одного из каналов 414, относящегося только к тому извлекающему отверстию 408, которое находится в контакте с бумажным полотном 384.
Как лучше видно из фиг.38, многослойная структура, содержащая множество сегментных пластин, обеспечивает практически неограниченные возможности реализации извлекающих отверстий 408. Здесь промежуточные пластины, которые могут быть присоединены в любом количестве, непосредственно создают определенную форму извлекающих отверстий. Ширина отверстия может быть задана числом и толщиной промежуточных пластин. Например, отверстие шириной 10 мм может быть выполнено при помощи двух промежуточных пластин 5 мм или также при помощи пяти промежуточных пластин 2 мм. Накладные пластины 400, 406 служат для обозначения границ и приложения вакуума. Хотя на фиг.38 отверстие канала имеет только накладная пластина 406, такие отверстия, конечно, могут также быть предусмотрены в обеих накладных пластинах, причем вакуумное устройство 394 тогда должно быть установлено с обеих сторон всасывающего колеса 380.
Следует понимать, что описанный вариант реализации может также быть использован для второго выбирающего устройства 382.
Выбирающие устройства 380 и 382 могут также быть покрыты гибкой пластиковой маской, при которой могут быть оставлены непокрытыми не только относительно грубые, но также очень тонкие узоры, например буквенно-цифровые или абстрактные символы. Таким образом, на слоях бумаги могут быть выполнены также непрерывные узоры, например, зигзагообразной формы, или непрерывный текст, или также узоры, расположенные в точной приводке, например номинал на банкноте. Здесь указанные узоры могут быть расположены на одном из слоев бумаги или расположены согласованно или со смещением на обоих слоях бумаги.
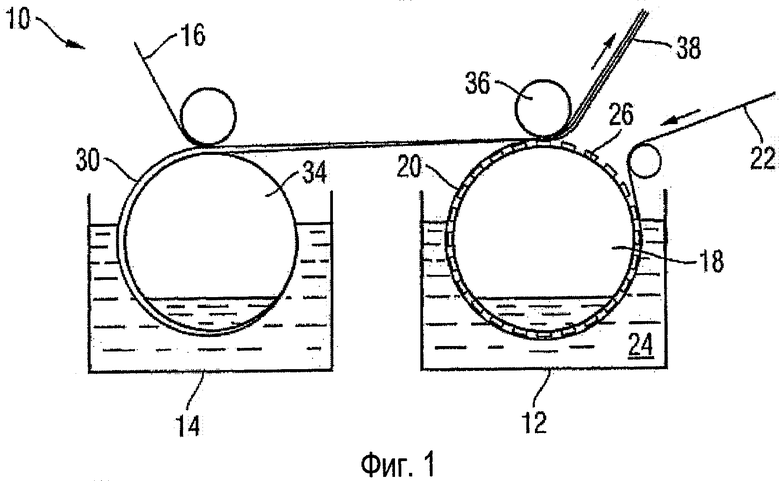


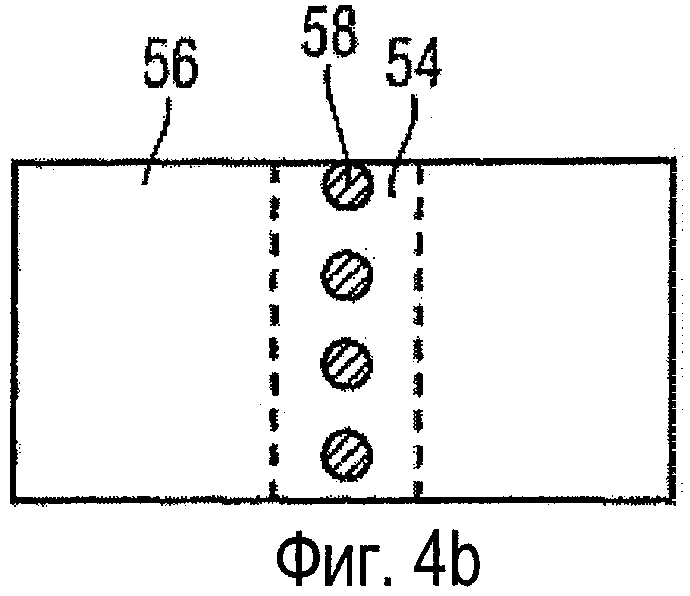

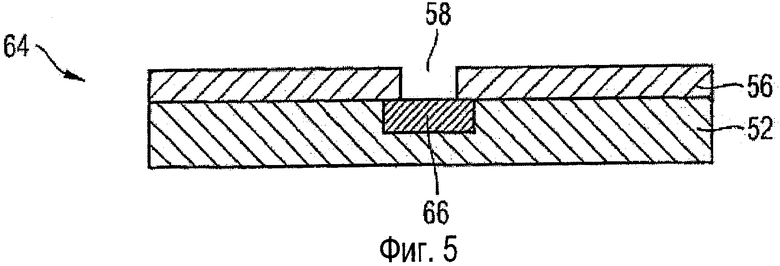


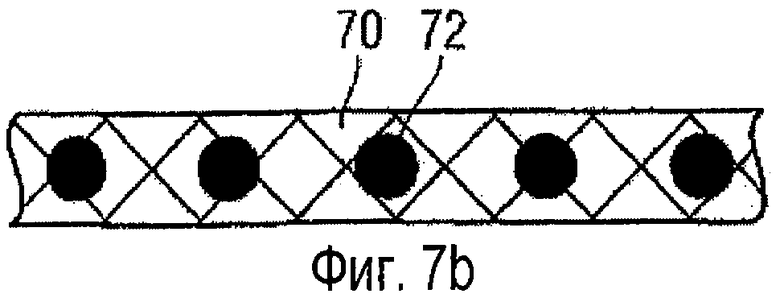



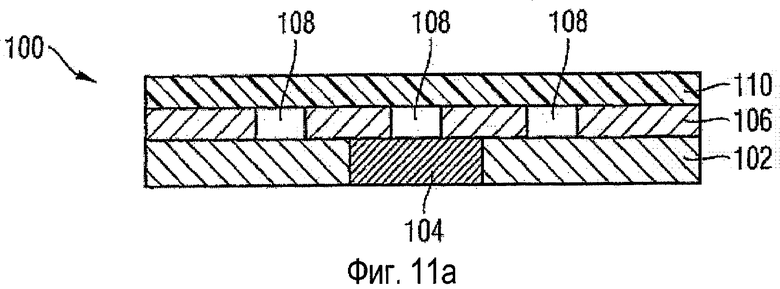
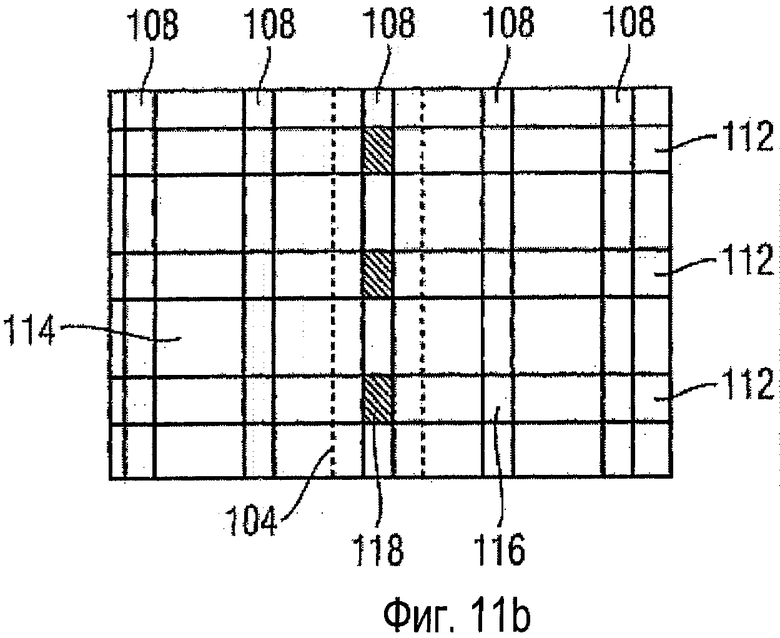




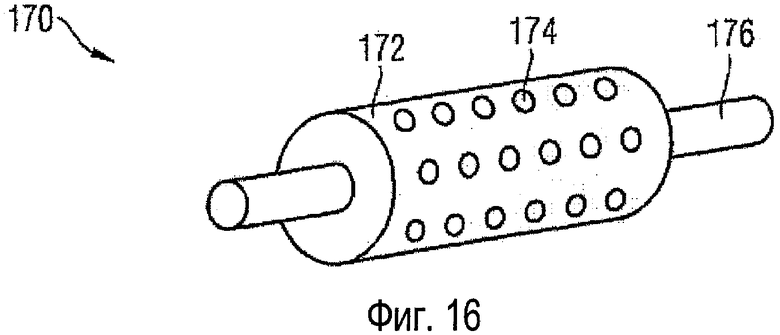
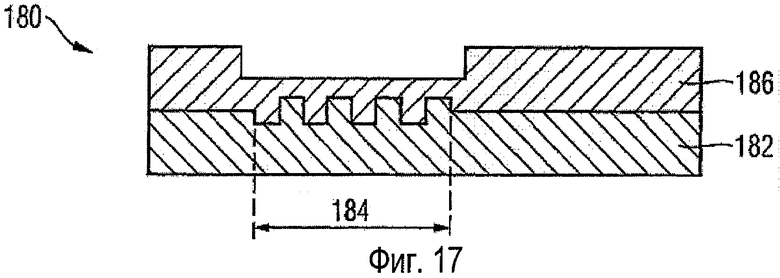
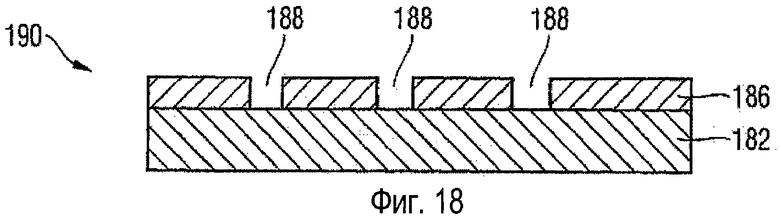




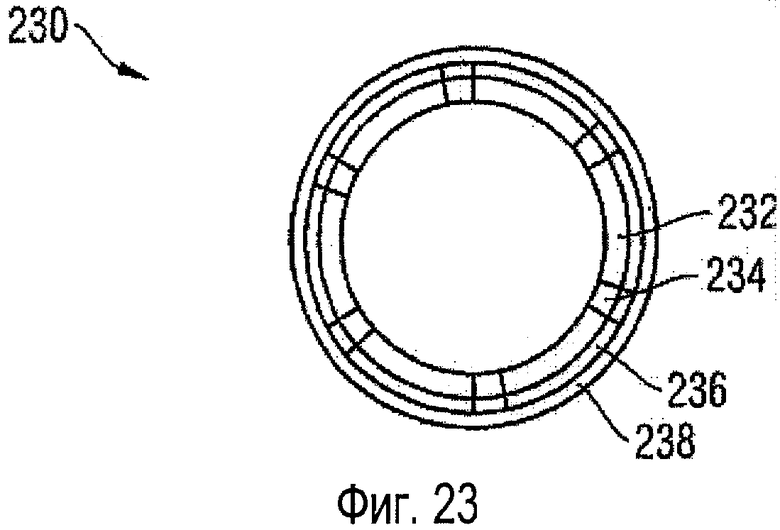


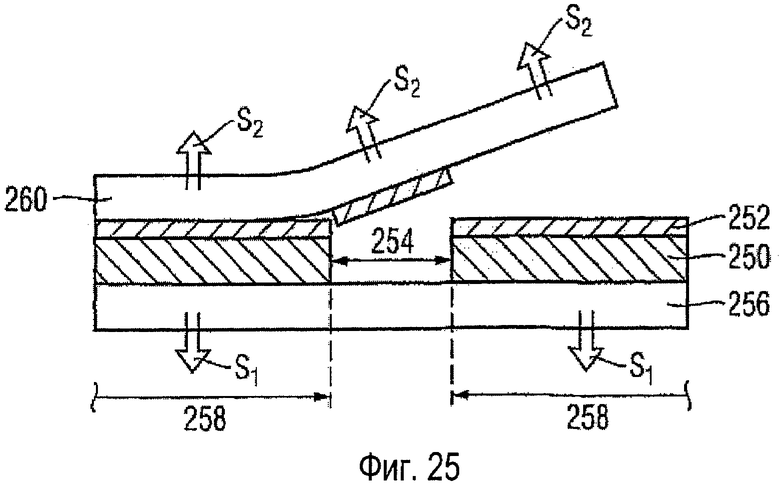




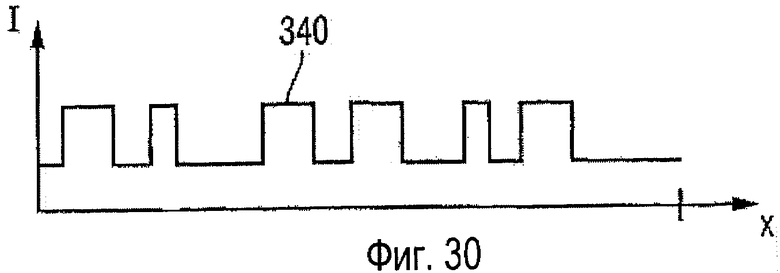





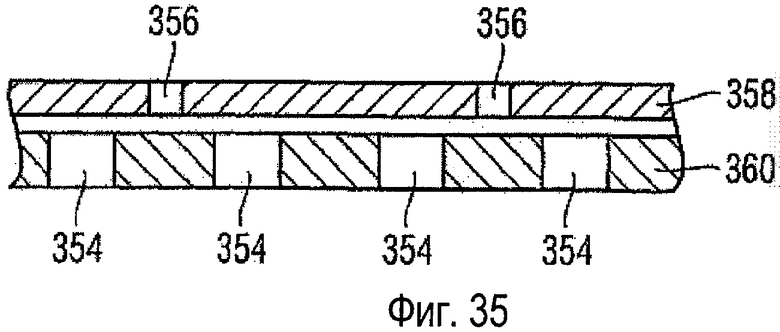





Изобретение относится к способу выполнения сквозного отверстия в многослойной защищенной бумаге, в котором образуют первое бумажное полотно и снабжают его отверстием, образуют второе сплошное бумажное полотно, которое в мокром состоянии соединяют с первым бумажным полотном. Соединенные первое и второе бумажные полотна протягивают между несущим сукном первого полотна и несущим сукном второго полотна и несущее сукно второго полотна поднимают с соединенного бумажного полотна с целью приема фрагмента участка второго бумажного полотна на участке отверстия первого бумажного полотна с целью выполнения сквозного отверстия в соединенном бумажном полотне. Обеспечивается высокая степень защиты от подделки защищенной бумаги. 4 з.п. ф-лы, 39 ил.
1. Способ выполнения сквозного отверстия в многослойной защищенной бумаге, отличающийся тем, что
образуют первое бумажное полотно и снабжают его отверстием,
образуют второе сплошное бумажное полотно, которое в мокром состоянии соединяют с первым бумажным полотном,
соединенные первое и второе бумажные полотна протягивают между несущим сукном первого полотна и несущим сукном второго полотна, и
несущее сукно второго полотна поднимают с соединенного бумажного полотна с целью приема фрагмента участка второго бумажного полотна на участке отверстия первого бумажного полотна с целью выполнения сквозного отверстия в соединенном бумажном полотне.
2. Способ по п.1, отличающийся тем, что на несущее сукно второго полотна воздействуют с всасывающим давлением S2, а на несущее сукно первого полотна воздействуют на участках за пределами отверстия с всасывающим давлением S1, которое больше, чем S2.
3. Способ по п.1, отличающийся тем, что к сукну первого полотна не прикладывают всасывающего давления на участке отверстия.
4. Способ по п.3, отличающийся тем, что применяют всасывание в импульсном режиме, при этом на участке отверстия к сукну первого полотна не прикладывают всасывающего давления.
5. Способ по п.1, отличающийся тем, что на несущее сукно первого полотна на участке отверстия воздействуют противоположным давлением обдува, в частности воздушной струей, водной струей или лазерным лучом.
| СПОСОБ ИЗГОТОВЛЕНИЯ БУМАГИ, ЗАЩИЩЕННОЙ ОТ ПОДДЕЛКИ, И БУМАГА, ЗАЩИЩЕННАЯ ОТ ПОДДЕЛКИ | 2002 |
|
RU2207417C1 |
| 1979 |
|
SU825297A1 | |
| Устройство для контроля импульсных последовательностей | 1979 |
|
SU860298A1 |
| ЕР 0453131 A2, 23.10.1991 | |||
| Захватное устройство для грузов в мешках | 1958 |
|
SU123082A1 |

