ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к гигиеническим трусам одноразового использования, таким как подгузник-трусы.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Очень высокие требования предъявляются к прилегаемости и комфортности гигиенических трусов, таких как подгузник-трусы для детей и гигиенические бельевые трусы для взрослых. Гигиенические трусы предпочтительно имеют достаточную эластичность в поперечном направлении (то есть в горизонтальном направлении, когда трусы удерживаются вертикально) с тем, чтобы пользователю, родителю или лицу, обеспечивающему уход, было легко снимать и надевать их. Также предпочтительно, чтобы они были мягкими и похожими на текстиль. Гигиенические трусы, в особенности предназначенные для взрослых пользователей, предпочтительно являются незаметными и необъемными, по меньшей мере, в зонах, находящихся вне действительно поглощающего элемента. Поскольку они представляют собой изделия одноразового использования, затраты предпочтительно минимизируют, в частности затраты на материалы и изготовление. По соображениям, связанным с затратами, включаемые слои материалов предпочтительно являются как можно более тонкими. В то же время должны быть выполнены требования по качеству и прочности.
Гигиенические трусы, такие как подгузник-трусы, предпочтительно обладают стойкостью к износу и разрыву во время использования. Гигиенические трусы могут подвергаться воздействию значительных напряжений, когда, например, при надевании трусы растягиваются при натягивании их поверх бедер пользователя. В частности, продольные сварные швы, соединяющие передние части с задними частями предмета одежды у боковых сторон трусов, подвергаются воздействию значительных напряжений.
В традиционных гигиенических трусах покрывающие элементы были изготовлены из двойных слоев нетканых материалов с эластичными нитями, расположенными между ними. В сварных боковых швах на покрывающем элементе данного типа, имеется не меньше четырех слоев скрепленного нетканого материала, при этом соединения не разрывались и не ослаблялись при изготовлении покрывающего элемента, который может обеспечить достаточно прочный сварной шов.
В документе WO 03/047488 раскрыт эластичный ламинат, состоящий из эластичной пленки, размещенной между двумя слоями нетканого материала. Во время изготовления эластичного ламината данные слои нетканого материала присоединяли к пленке, после чего ламинат растягивали до тех пор, пока соединения (связи) в слое нетканого материала не разрывались. В результате эластичность ламината в значительной степени будет такой же, как эластичность эластичной пленки. Один недостаток данного решения заключается в том, что сварные швы в гигиенических трусах, созданных с покрывающими элементами, изготовленными из подобных ламинатов, могут иметь значительно меньшую прочность, чем сварные швы в традиционных подгузниках-трусах.
Другие примеры эластичных ламинатов, используемых при создании гигиенических трусов, описаны в международных заявках в соответствии с РСТ WO 2005/122984 и WO 2005/122985. В отличие от способа изготовления, раскрытого в документе WO 03/047488, связи, по меньшей мере, одного слоя нетканого материала не были полностью разорваны, вместо этого слой сохраняет определенную остаточную прочность. В международных заявках в соответствии с РСТ WO 2005/122984 и WO 2005/122985 описаны ламинаты, в которых обеспечено сочетание эластичности с мягкостью и сопротивлением прокалыванию. Тем не менее, сварные боковые швы гигиенических трусов, созданных из ламинатов, описанных в международных заявках в соответствии с РСТ WO 2005/122984 и WO 2005/122985, могут по-прежнему иметь меньшую прочность, чем сварные швы традиционных трусов.
Как можно видеть из вышеизложенного, множество требований, часть которых противоречит друг другу, предъявляются к гигиеническим трусам одноразового использования. По-прежнему желательны усовершенствования в данной области техники.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Здесь описаны гигиенические трусы одноразового использования, такие как подгузник-трусы. Трусы могут быть описаны со ссылкой на продольное направление, которое соответствует вертикальному направлению, когда трусы удерживаются вертикально, и поперечное направление, которое представляет собой горизонтальное направление от одной боковой стороны до другой боковой стороны, когда трусы удерживаются вертикально. Трусы содержат в продольном направлении переднюю часть, промежуточную промежностную часть, выполненную с вырезами для образования отверстий для ног, и заднюю часть, при этом наружные продольные краевые участки передней части соединены продольными сварными швами с наружными продольными краевыми участками задней части для образования отверстия для талии, ограниченного наружными поперечными краевыми участками передней части и задней части, и образования двух отверстий для ног в промежностной части, при этом указанные отверстия для ног ограничены в поперечном направлении внутренними концевыми частями сварных швов. Гигиенические трусы содержат поглощающий элемент, простирающийся в продольном направлении, по меньшей мере, на части промежностной части. Гигиенические трусы также содержат наружный покрывающий элемент, который предпочтительно выполнен из эластифицированного материала, например эластичного материала, содержащего эластичную пленку, наложенную на слой нетканого материала, или слой эластичной пленки, наложенной между двумя слоями нетканого материала.
Гигиенические трусы отличаются тем, что они содержат обеспечивающие усиление сварных швов куски материала, которые содержат термопластичные волокна, такие как скрепленный нетканый материал, закрепленный посредством клеящего вещества вблизи каждого сварного шва на, по меньшей мере, одной из указанной передней части и/или указанной задней части так, что часть усиливающего сварной шов куска материала простирается в каждый из указанных сварных швов между указанными продольными краевыми участками указанной передней части и указанной задней части. Усиливающие сварные швы куски материала могут быть прикреплены посредством клеящего вещества к внутренней поверхности передней и/или задней частей эластичного наружного покрывающего элемента, и наиболее предпочтительно клеящее вещество размещено вблизи сварного шва так, что оно не «проходит» в зону сварного шва. В используемом здесь смысле выражение «вблизи сварного шва» означает близко к сварному шву, например, по меньшей мере, не дальше чем на расстоянии приблизительно 5 см, предпочтительно, по меньшей мере, не дальше чем на расстоянии приблизительно 3 см и наиболее предпочтительно, по меньшей мере, в месте, находящемся не дальше чем на расстоянии приблизительно 1 см от сварного шва. Как правило, предпочтительно, чтобы клеящее вещество было размещено внутри по отношению к сварному шву и настолько близко, насколько это практически возможно, к месту расположения сварного шва и при этом не «проходило» в сварной шов, но это не означает исключения ситуации, при которой усиливающий материал также будет прикреплен посредством клеящего вещества, которое находится не так близко к сварному шву, например, в случае куска усиливающего материала, который простирается в поперечном направлении через или переднюю, или заднюю часть, клеящее вещество может быть использовано непрерывно или в отдельных точках на ширине усиливающего материала. Дополнительные куски усиливающего материала могут быть наложены так, что они будут простираться в каждый шов при прикреплении их с помощью клеящего вещества или без прикрепления их с помощью клеящего вещества.
Соответственно, в предпочтительных вариантах осуществления гигиенические трусы могут отличаться тем, что каждый из сварных швов усилен, по меньшей мере, посредством одной усиливающей полоски, содержащей термопластичные волокна, при этом указанная усиливающая полоска была прикреплена к передней части или задней части гигиенических трусов, по меньшей мере, вдоль указанных внутренних концевых частей - как видно в продольном направлении гигиенических трусов - двух краевых участков и была сварена вместе с указанными продольными краевыми участками покрывающего элемента, чтобы образовать указанные сварные швы. Усиливающие полоски предпочтительно состоят из нетканого материала фильерного способа производства или нетканого материала, полученного аэродинамическим способом из расплава, или тому подобного. Усиливающая полоска является, по меньшей мере, достаточно широкой в поперечном направлении для размещения ее посредством прикрепления с помощью клеящего вещества рядом со сварным швом, но не в зоне сварного шва. Усиливающая полоска может перекрывать ширину трусов в поперечном направлении на передней или задней частях, так что полоска может прикреплена с помощью клеящего вещества или к передней, или к задней части посредством использования клеящего вещества в месте, находящемся вблизи сварного шва, и полоска также может быть прикреплена с помощью клеящего вещества в точках, которые находятся не так близко к сварному шву.
Гигиенические трусы предпочтительно также отличаются тем, что прочность при растяжении сварных швов в направлении поперек сварного шва превышает 5 Н/25,4 мм, более предпочтительно минимальная прочность при растяжении превышает 10 Н/25,4 мм или 12 Н/25,4 мм и может составлять в среднем, по меньшей мере, 15 Н/25,4 мм или 20 Н/25,4 мм в частях, усиленных посредством указанной полоски нетканого материала, при этом прочность на разрыв покрывающего элемента в поперечном направлении предпочтительно превышает прочность при растяжении усиленных сварных швов.
В соответствии с одним вариантом осуществления гигиенические трусы могут отличаться тем, что продольные краевые участки как передней части, так и задней части покрывающего элемента, по меньшей мере вдоль их концевых частей вблизи предназначенного для талии отверстия трусов и/или вблизи отверстия для ног, были снабжены усиливающими полосками. В одном варианте осуществления гигиенические трусы могут отличаться тем, что усиливающая полоска прикреплена посредством клеящего вещества к покрывающему элементу вблизи сварных швов на каждом из указанных продольных краевых участков или передней части, или задней части, и тем, что усиливающая полоска наложена с использованием или без использования клеящего вещества на каждый продольный краевой участок другой из передней части или задней части, в результате чего сварные швы, по меньшей мере в их усиленных зонах, содержат два слоя указанных усиливающих полосок нетканого материала.
В некоторых вариантах осуществления трусы могут отличаться тем, что при образовании сварного шва или передняя, или задняя часть расположена так, что она обращена к консоли машины для ультразвуковой сварки, и другая из передней или задней части расположена так, что она обращена к опоре, и при этом усиливающие полоски материала наложены только на внутреннюю поверхность передней или задней части, предпочтительно на внутреннюю поверхность той части, с которой контактирует консоль машины для ультразвуковой сварки. В некоторых вариантах осуществления, в которых данная конструкция является предпочтительной, при выполнении сварного шва консоль машины для ультразвуковой сварки является неподвижной относительно поперечного направления трусов, и опора перемещается в поперечном направлении трусов. Альтернативно, в том случае, когда усиленный сварной шов является менее прочным между передней частью и усиливающей полоской или между задней частью и усиливающей полоской, усиливающая полоска предпочтительно прикреплена посредством клеящего вещества вблизи сварного шва на той из передней или задней части, которая находится с менее прочной стороны.
В некоторых вариантах осуществления трусы могут отличаться тем, что усиливающая полоска состоит из одной полоски, простирающейся в поперечном направлении через гигиенические трусы. В некоторых вариантах осуществления трусы могут отличаться тем, что в продольном направлении гигиенических трусов полоска простирается только поперек указанных внутренних концевых частей двух поперечных краевых участков.
В соответствии с другим аспектом описан усовершенствованный способ образования сварного шва между первым материалом и вторым материалом, предпочтительно эластичными материалами, такими как эластичный ламинат. Способ включает в себя приклеивание усиливающего материала, содержащего термопластичные волокна, посредством клеящего вещества к, по меньшей мере, одному из указанных первого и второго материалов вблизи места расположения сварного шва таким образом, что часть указанного усиливающего материала простирается в место расположения сварного шва между указанными первым и вторым материалами. В предпочтительных вариантах осуществления клеящее вещество размещают так, что оно находится вблизи зоны сварного шва, но не в зоне сварного шва. В особенно предпочтительных вариантах осуществления в том случае, когда сварной шов образуют вдоль продольного направления между материалами, которые перемещаются в поперечном направлении, посредством использования неподвижной консоли машины для ультразвуковой сварки и опоры, перемещающейся или вращающейся в поперечном направлении со скоростью, эквивалентной первому и второму материалам, так, что указанный первый материал будет размещен так, что он будет обращен к консоли, и второй материал будет расположен так, что он будет обращен к опоре в процессе образования сварного шва, при этом усиливающий материал прикрепляют с помощью клеящего вещества, по меньшей мере, к первому материалу. Альтернативно, в том случае, когда усиленный сварной шов является менее прочным между первым материалом и усиливающим материалом или между вторым материалом и усиливающим материалом, усиливающий материал предпочтительно прикрепляют посредством клеящего вещества к тому из первого или второго материалов, которых находится с менее прочной стороны.
ОПИСАНИЕ ФИГУР ЧЕРТЕЖЕЙ
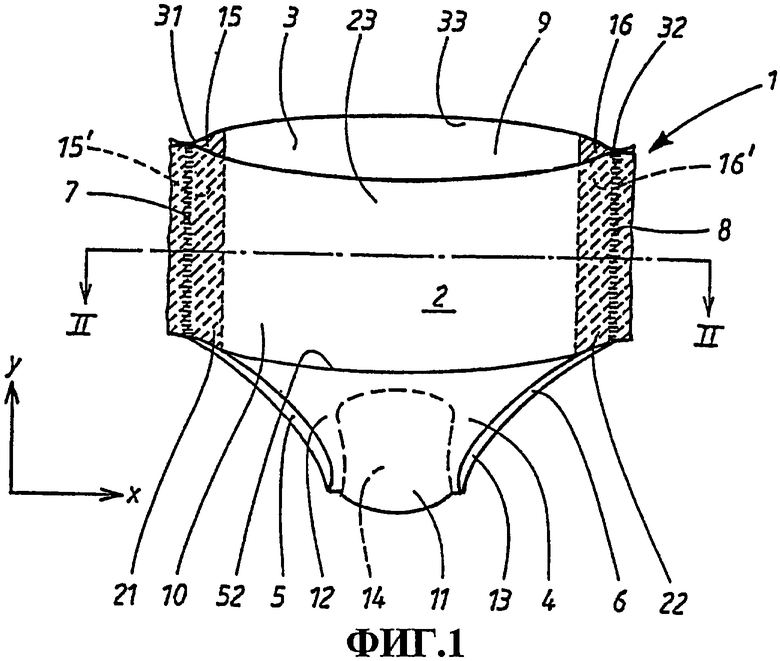
Фиг.1 показывает схематический вид в перспективе иллюстративного варианта осуществления гигиенических трусов, подобных описанным здесь.
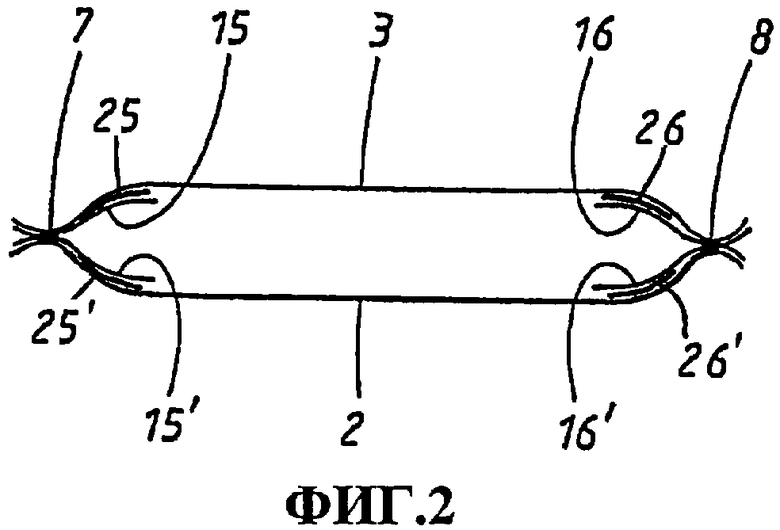
Фиг.2 показывает сечение по линии II-II на фиг.1.
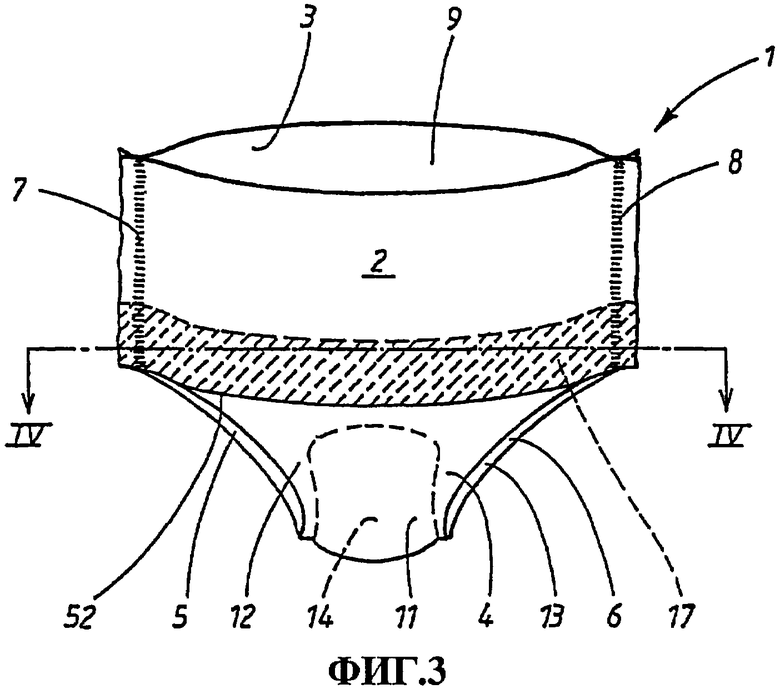
Фиг.3 показывает схематический вид в перспективе другого иллюстративного варианта осуществления гигиенических трусов, подобных описанным здесь.
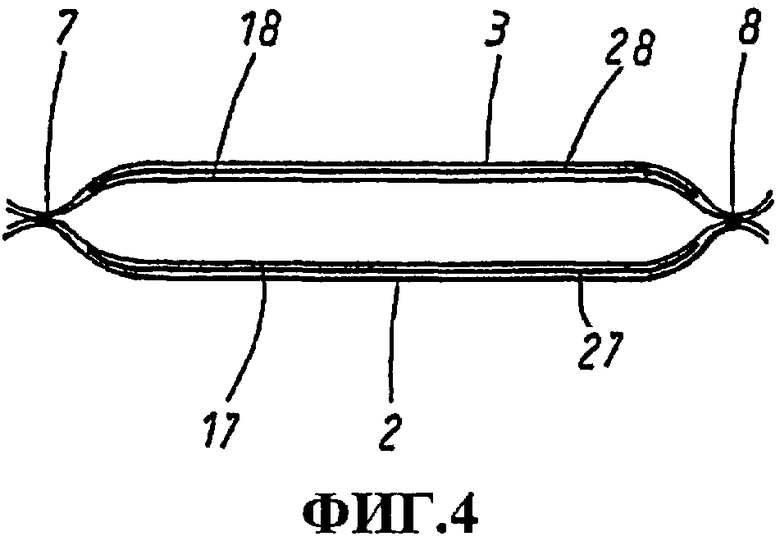
Фиг.4 показывает сечение по линии IV-IV на фиг.3.
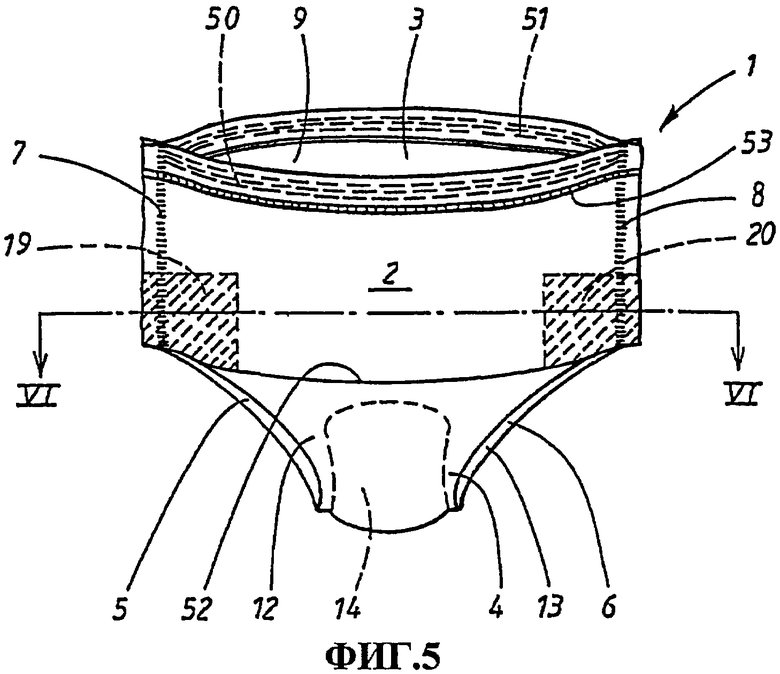
Фиг.5 показывает схематический вид в перспективе еще одного иллюстративного варианта осуществления гигиенических трусов, подобных описанным здесь.
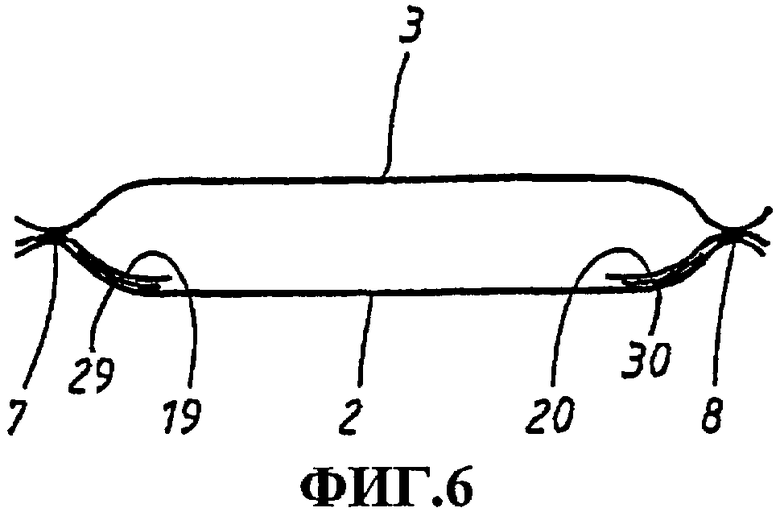
Фиг.6 показывает сечение по линии VI-VI на фиг.5.
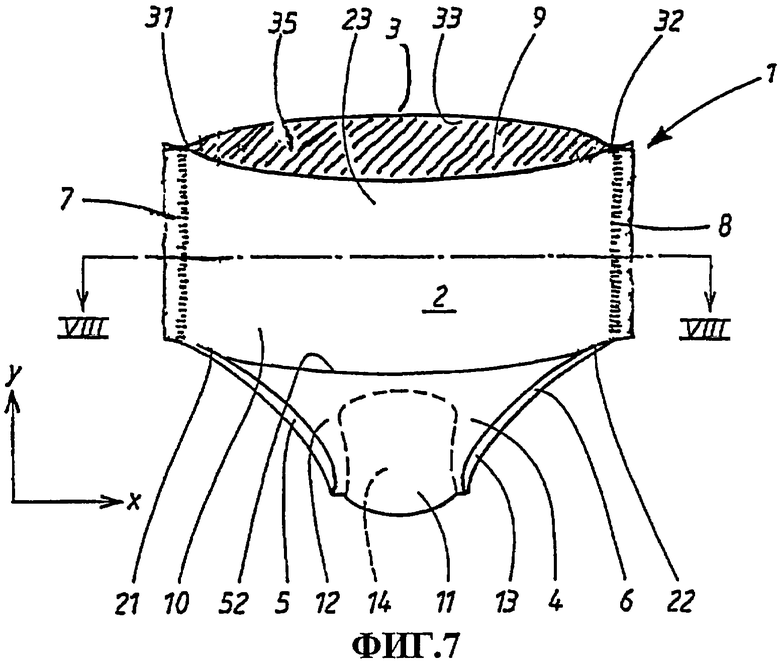
Фиг.7 показывает схематический вид в перспективе еще одного иллюстративного варианта осуществления гигиенических трусов, подобных описанным здесь.
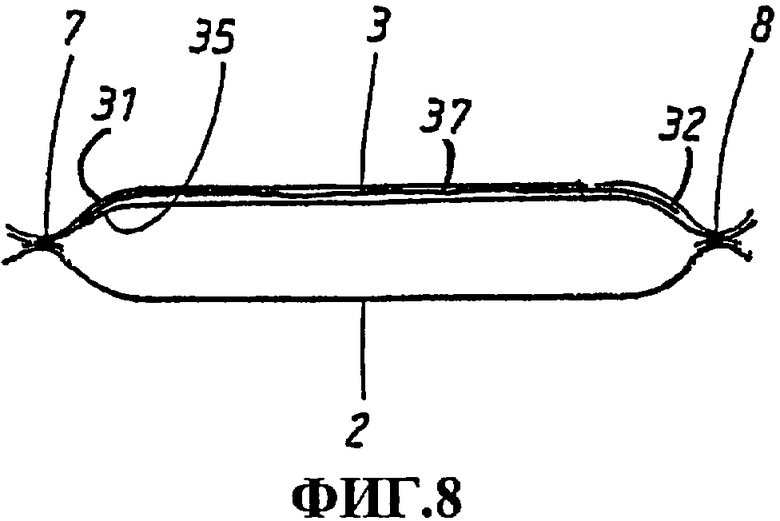
Фиг.8 показывает сечение по линии VIII-VIII на фиг.7.
Фиг.9-11 схематически показывают способ определения прочности сварного шва гигиенических трусов в соответствии с одним вариантом осуществления настоящего изобретения.
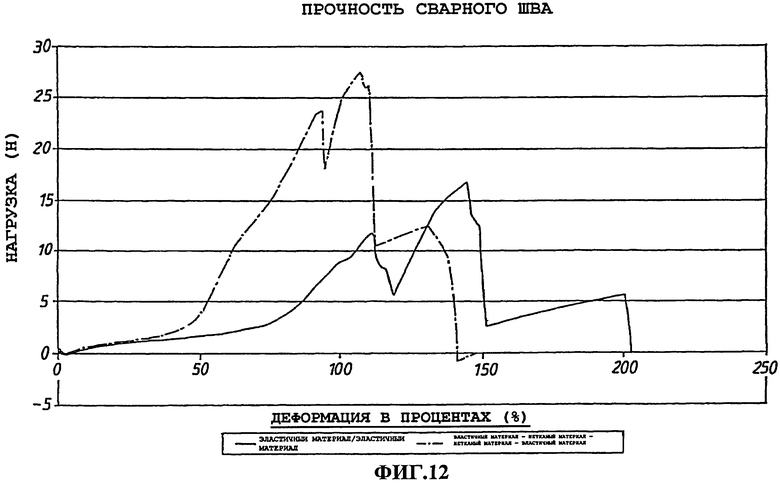
Фиг.12 показывает график зависимости деформации от нагрузки для иллюстрации изменения прочности сварного шва при усиливающем элементе, наложенном без клеящего вещества, как описано здесь.
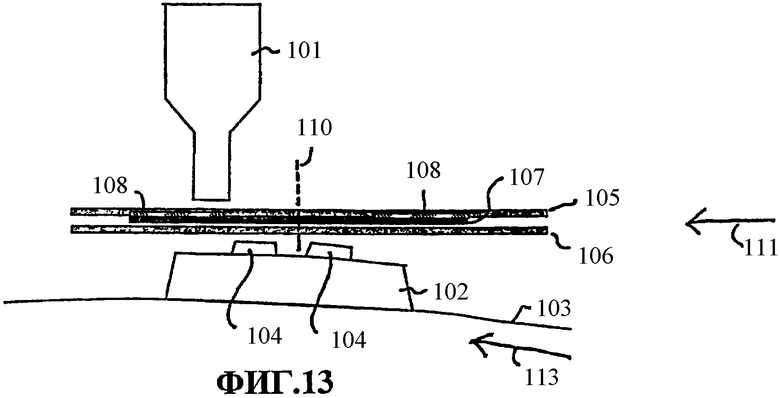
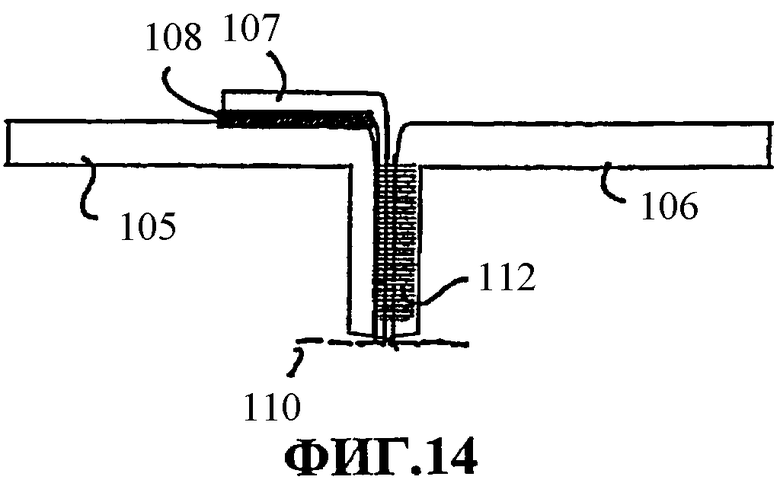
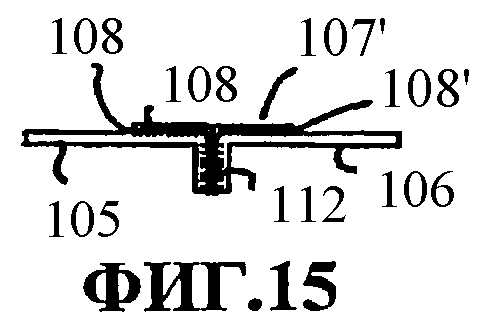
Фиг.13-15 иллюстрируют способ образования усиленного сварного шва между слоями эластичного ламината в соответствии с одним вариантом осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Эластичные ламинаты имеют различные желательные свойства при использовании их в качестве эластичных покрывающих элементов для гигиенических трусов. Ламинат, содержащий эластичную пленку между двумя слоями нетканого материала, может придать покрывающему элементу заданные эластичные свойства, в то время как волокна в данных слоях нетканого материала придают покрывающему элементу ощущение мягкого текстильного материала. Структура ламината предпочтительно выполнена такой, что слои нетканого материала не мешают эластичному растягиванию покрывающего элемента. Тем не менее, на прочность сварных швов гигиенических трусов, имеющих покрывающие элементы из эластичного ламината, может отрицательно повлиять структура и состав ламината, в котором связи между волокнами были частично или полностью разрушены. В некоторых покрывающих материалах из эластичного ламината волокна слоев нетканых материалов были в большей или меньшей степени растянуты до разрушающего напряжения (предела прочности) при изготовлении ламината.
Также было обнаружено, что типовые способы образования сварных швов, таких как используемые в гигиенических трусах, могут влиять на прочность сварных швов поразительно неблагоприятно. В частности, было обнаружено, что на высокопроизводительной технологической линии, в которой используется неподвижная консоль для машины для ультразвуковой сварки, и перемещающаяся в поперечном направлении опора для образования сварного шва вдоль продольного направления, сварной шов может быть значительно менее прочным, и что в том случае, когда сварной шов включает в себя более двух слоев, сварной шов между слоями со стороны консоли имеет тенденцию быть менее прочным. Не желая быть ограниченными теорией, полагают, что данное явление может быть объяснено разрывом волокон в перемещающемся в поперечном направлении материале, пока он находится в контакте с неподвижной консолью.
Посредством способов, описанных здесь, риск преждевременного разрушения сварных боковых швов в гигиенических трусах может быть значительно уменьшен, так что эластичные многослойные материалы могут быть надежными образом и экономично использованы для создания усовершенствованных гигиенических трусов.
Фиг.1 показывает гигиенические трусы в виде подгузника-трусов 1 для детей или взрослых, страдающих недержанием. Подгузник-трусы 1 имеет переднюю часть 2, заднюю часть 3 и промежностную часть 4, рядом с которой расположены отверстия 5, 6 для ног. Подгузник-трусы имеет поперечное направление, которое на фиг.1 было отмечено х, и продольное направление, которое было отмечено y. Наружные продольные краевые участки 21 и 22 передней части, как видно в поперечном направлении, соединены сварными швами 7 и 8 с наружными продольными краевыми участками 31 и 32 задней части 3, как видно в поперечном направлении, для образования отверстия 9 для талии, которое ограничено наружными поперечными краевыми участками 23 и 33 передней части и задней части.
Гигиенические трусы включают в себя наружный покрывающий элемент 10. Покрывающий элемент 10 предпочтительно является эластичным и может содержать эластичный ламинат, содержащий эластичную пленку, наложенную между двумя слоями нетканого материала. Трехслойные эластичные ламинаты, пригодные для этого, подробно описаны, например, в заявках согласно РСТ WO 2005/122984 и WO 2005/122985. Пригодный двухслойный эластичный ламинат описан в заявках на патент согласно РСТ РСТ/SE2006/000563 и PCT/SE2006/000564.
Делается ссылка на все содержание данных заявок на патент как в отношении примеров пригодных материалов для подгузников-трусов, так и также в отношении иллюстративных вариантов осуществления описанных подгузников-трусов. Заявки на патент согласно РСТ РСТ/SE2006/000563 и PCT/SE2006/000564 и публикации WO 2005/122984 и WO 2005/122985 соответственно полностью включены в данное описание в той степени, в которой их описания не противоречат описаниям в данной заявке.
Ламинат является эластичным, по меньшей мере, в поперечном направлении подгузника-трусов, то есть в направлении x на фиг.1. Эластичность в направлении x предпочтительно составляет, по меньшей мере, 30%, более предпочтительно, по меньшей мере, 50% и наиболее предпочтительно, по меньшей мере, 70%, при этом она определена в соответствии с испытанием на эластичность, описанным в вышеупомянутых патентных заявках.
Наружные слои волокон в ламинате могут придать мягкость и ощущение текстильного материала. Примерами пригодных материалов являются нетканые материалы, полученные аэродинамическим способом из расплава, и нетканые материалы фильерного способа производства. Масса [плотность] указанных волокнистых слоев предпочтительно составляет от 10 до 35 г/м2, предпочтительно от 12 до 30 г/м2 и особенно предпочтительно от 15 до 25 г/м2. Примеры пригодных волокнистых материалов, таких как полиэтилен и полипропилен, указаны в вышеупомянутых патентных заявках. Эластичная пленка соответственно перфорирована так, что покрывающий элемент выполнен проницаемым по отношению к воздуху и пару. Масса [плотность] эластичной пленки соответственно составляет от 10 до 120 г/м2, предпочтительно от 20 до 60 г/м2. Соответствующие пригодные примеры материалов и комбинаций материалов для эластичной пленки указаны в вышеупомянутых заявках на патент WO 2005/122984 и WO 2005/122985.
Ламинат в покрывающем элементе 10 может быть изготовлен в соответствии с модифицированным вариантом способа, раскрытого в документе WO 03/047488. Как было описано в указанных заявках на патент WO 2005/122984 и WO 2005/122985, модификация состоит в том, что, по меньшей мере, один из слоев неэластичного нетканого материала, был растянут под максимальной нагрузкой так, что, по меньшей мере, один из слоев нетканого материала будет по-прежнему иметь значительную прочность.
В других вариантах осуществления для создания покрывающего элемента могут быть использованы такие материалы, как описанные в заявках на патент согласно РСТ РСТ/SE2006/000563 и PCT/SE2006/000564. Эластичные панели, подобные описанным в указанных заявках, образованы посредством подготовки двухслойного ламината, содержащего холст неэластичного волокнистого нетканого материала и эластичную пленку. Пригодные материалы для подобных ламинатов описаны в указанных заявках. Двухслойный ламинат активируют посредством растягивания его, по меньшей мере, в одном направлении на 10-200% для придания ламинату эластичности, по меньшей мере, в данном направлении. В процессе образования трусов растянутый ламинат может быть присоединен к другому холсту, представляющему собой компонент базовой части, путем ламинирования.
Альтернативно ламинат для покрывающего элемента также может состоять из эластичного ламината, который был изготовлен полностью в соответствии с тем, что было описано в документе WO 03/047488. Ссылка делается на все содержание этой патентной публикации как в отношении примеров пригодных материалов для подгузников-трусов, так и также в отношении иллюстративных вариантов осуществления описанных подгузников-трусов. Соответственно, документ WO 03/047488 включен в данное описание полностью в той степени, в которой описания в указанном документе не противоречат описаниям в настоящей заявке.
Термин «покрывающий элемент», используемый здесь, обозначает основу, которая служит опорой трусам и которая предпочтительно эластично окружает туловище пользователя, тем самым поддерживая трусы в целом. В иллюстративном варианте осуществления, показанном на фиг.1, покрывающий элемент состоит из передней части 2 и задней части 3. Подгузник-трусы в соответствии с фиг.1 имеет промежностную часть 4, приваренную к покрывающему элементу и имеющую вид поглощающего элемента 11. Данный поглощающий элемент 11 имеет наружный непроницаемый для жидкостей лист 12, внутренний проницаемый для жидкостей лист 13 и поглощающее тело 14, расположенное между данными листами. Проницаемый для жидкостей лист может состоять, например, из нетканого материала, такого как нетканый материал фильерного способа производства. Наружный непроницаемый для жидкостей лист 12 может состоять, например, из тонкой пластиковой пленки, такой как пленка из полиэтилена или полипропилена. Поглощающее тело может состоять, например, из вспушенной измельченной целлюлозы или поглощающего вспененного материала, возможно, в комбинации с материалом со сверхвысокой поглощающей способностью. Другие пригодные материалы и комбинации материалов для не проницаемого для жидкостей листа 12, поглощающего тела 14 и проницаемого для жидкостей листа 13 приведены в заявках на патент WO 2005/122984 и WO 2005/122985.
Гигиенические трусы, подобные описанным в документе WO 03/047488, и гигиенические трусы, подобные описанным в патентных публикациях WO 2005/122984 и WO 2005/122985 и в заявке на патент согласно РСТ РСТ/SE2006/000563, содержат эластичные ламинаты со степенью эластичности, пригодной для использования в гигиенических трусах. Это было обеспечено посредством частичного или полного разрыва волокон или разрушения связей, по меньшей мере, в одном из слоев нетканого материала, окружающих эластичные пленки в эластичном ламинате. Существенный недостаток, связанный с тем, что связи в нетканых материалах в ламинате были частично или полностью разрушены, состоит в том, что прочность при растяжении сварных швов 7 и 8 уменьшена по сравнению с традиционными подгузниками-трусами, которые содержат четыре слоя «скрепленного» нетканого материала, соединенных посредством сварных швов.
Слои «скрепленных» (связанных) нетканых материалов в данном случае обозначают нетканые материалы, которые не были подвергнуты разрыванию или ослаблению во время изготовления покрывающего элемента, но которые вместо этого сохраняют свою прочность при растяжении. В традиционных подгузниках-трусах покрывающие элементы состоят из двойных нетканых материалов и из эластичных нитей, расположенных между ними. Следовательно, в сварных швах имеется не менее четырех слоев скрепленных нетканых материалов, в результате чего образуется достаточно прочный сварной шов.
Гигиенические трусы подвергаются воздействию значительных усилий при их надевании. Гигиенические трусы растягиваются, и сварные швы подвергаются воздействию значительных усилий. Особенно критическими зонами являются концы сварных швов у отверстий для ног или талии.
В варианте осуществления согласно фиг.1 сварные швы 7 и 8 были усилены посредством усиливающих полосок 15, 15' и 16, 16' материала, при этом указанные полоски были наложены на внутреннюю сторону покрывающего элемента вдоль краевых участков 21, 31 и 22, 32, как можно видеть на фиг.2. Предпочтительно усиливающие полоски 15 и 16 прикреплены посредством клеящего вещества к задней части 3 в местах 25, 26 размещения клеящего вещества вблизи сварных швов 7, 8, но не в зонах сварных швов 7, 8, и усиливающие полоски 15', 16' прикреплены посредством клеящего вещества к передней части 2 в местах 25', 26' размещения клеящего вещества вблизи сварных швов 7, 8, но не в зонах сварных швов 7, 8.
Усиливающие полоски содержат термопластичные волокна, которые при сварке сварных швов обеспечивают усиление шва. Предпочтительными являются нетканые материалы. Например, нетканые материалы, полученные аэродинамическим способом из расплава, и нетканые материалы фильерного способа производства являются пригодными усиливающими материалами. Тем не менее, могут быть использованы другие гибкие и, возможно, растяжимые материалы, например ламинаты из нетканого материала фильерного способа производства (Spunbond) - нетканого материала, полученного аэродинамическим способом из расплава (Meltblown), - нетканого материала фильерного способа производства (Spunbond) (SMS).
В альтернативных вариантах осуществления может быть достаточным включить только куски 15, 16 или куски 15', 16' или на передней, или на задней части трусов. В том случае, когда сварные швы 7, 8 образуют в подгузнике-трусах, перемещающемся в поперечном направлении, и посредством использования неподвижной консоли машины для ультразвуковой сварки и движущейся в поперечном направлении опоры, предпочтительно включить, по меньшей мере, куски 15, 16 или 15', 16', прикрепленные к той из передней или задней частей, которая расположена так, что она обращена к неподвижной консоли при образовании сварного шва.
Усиливающие полоски 15, 16 могут быть выполнены, например, из нетканого материала фильерного способа производства и могут быть наложены на краевые участки покрывающего элемента перед свариванием данных участков вместе. Как было указано, полоски предпочтительно прикрепляют посредством клеящего вещества к покрывающему элементу в момент наложения полосок. Усиливающие полоски предпочтительно не растянуты при наложении их на краевые участки покрывающего элемента, таким образом, связи между волокнами не были ослаблены. Когда краевые участки сварены вместе, усиливающие полоски могут сохранять по существу всю свою прочность при растяжении в отличие от волокнистых слоев эластичного материала, в которых связи между волокнами были частично или полностью разрушены.
Таким образом, наличие усиливающих полосок в сварных швах может обеспечить усиление связи между слоями покрывающего элемента. Кроме того, посредством прикрепления усиливающей полоски с помощью клеящего вещества к внутренней поверхности материала покрывающего элемента в зоне вблизи сварного шва, усиливающая полоска может обеспечить резервное (избыточное или дублирующее) соединение. Если сварное соединение, образованное между эластичной частью покрывающего элемента и усиливающей полоской, разрушается в результате ослабленных или разорванных связей между волокнами в эластичном материале покрывающего элемента, крепление усиливающей полоски посредством клеящего вещества к эластичному покрывающему элементу может обеспечить целостность шва.
Это обусловлено тем, что сварное соединение между усиливающими полосками и/или между усиливающей полоской и частью покрывающего элемента, которая расположена так, что она обращена к опоре, которая перемещается в поперечном направлении вместе с гигиеническими трусами, когда продольный, получаемый ультразвуковой сваркой, сварной шов образуется у поперечных краев перемещающихся в поперечном направлении, гигиенических трусов, имеет тенденцию быть более прочным, чем соединение между двумя непосредственно сваренными листами эластичного покрывающего элемента или между листом эластичного покрывающего элемента и усиливающей полоской, которая расположена так, что она обращена к неподвижной консоли при образовании продольного, получаемого ультразвуковой сваркой, сварного шва у поперечных краев перемещающихся в поперечном направлении, гигиенических трусов.
Как было упомянуто выше, усилия, действующие на сварные швы, являются значительными в зоне отверстий для ног. В варианте осуществления, показанном на фиг.3 и 4, две усиливающие полоски 17 и 18 были наложены на внутреннюю сторону покрывающего элемента поперек гигиенических трусов и только на внутренних концевых частях концевых участков покрывающего элемента, то есть у отверстий для ног. Усиливающие полоски 17, 18 наложены, одна - на переднюю часть и одна - на заднюю часть, перед свариванием данных частей вместе, посредством сварных швов для образования покрывающего элемента. Предпочтительно полоски 17, 18 прикреплены посредством клеящего вещества к задней и передней частям 3, 2 с помощью клеящего вещества 27, 28, которое нанесено, по меньшей мере, вблизи зон сварных швов 7, 8, но не в зоне, где образуется сварной шов. На фиг.3 и 4 деталям, которые соответствуют эквивалентным деталям в иллюстративном варианте осуществления по фиг.1, были даны те же ссылочные номера.
Фиг.5 и 6 показывают подгузник-трусы, в котором только краевые участки покрывающего элемента, расположенные в непосредственной близости от отверстий для ног, были усилены полосками 19 и 20. В данном варианте осуществления только одна полоска была наложена внутри передней части 2 покрывающего элемента у отверстия для ноги. В альтернативном непоказанном варианте полоски 19, 20 могут быть наложены на заднюю часть 3. В том случае, когда сварные швы 7, 8 образуют на движущихся в поперечном направлении трусах посредством использования неподвижной консоли машины для ультразвуковой сварки и опоры, перемещающейся в поперечном направлении, предпочтительно, чтобы полоски 19, 20 были прикреплены посредством клеящего вещества к той из передней или задней частей трусов, которая расположена так, что она обращена к неподвижной консоли. На фиг.5 и 6 деталям, которые соответствуют эквивалентным деталям в иллюстративном варианте осуществления по фиг.1 и 2, были даны те же ссылочные номера.
В варианте осуществления согласно фиг.5 передняя часть и задняя часть гигиенических трусов были снабжены эластичными поясами 50 и 51. Данные пояса соответственно могут состоять из двух слоев нетканого материала с некоторым количеством эластичных нитей, наложенных между слоями нетканого материала. Пояса присоединены к передней части и задней части посредством поперечных сварных соединений, из которых одно соединение 53 было обозначено на фиг.5. При сваривании вместе передней части и задней части пояса 50 и 51 сваривают вместе посредством сварных швов 7 и 8. Посредством выполнения (размещения) поясов сварные швы 7 и 8 будут усилены в критических частях, ближайших к отверстию для талии. В предпочтительных вариантах осуществления прикрепление слоев нетканого материала поясов к передней и задней частям покрывающего элемента осуществляют путем использования клея, нанесенного в продольном направлении и вблизи сварных швов 7, 8.
Фиг.7 и 8 показывают подгузник-трусы, в котором усиливающий нетканый материал 35 наложен на всей ширине задней части. Усиливающий материал 35 предпочтительно простирается в продольном направлении по существу на длине сварных швов 7, 8. Усиливающий холст, такой как холст «скрепленного» нетканого материала, присоединенный к эластичной панели путем ламинирования, может служить как в качестве слоя покрывающего элемента, так и в качестве усиливающего материала, что является предпочтительным, когда покрывающий элемент образован посредством использования двухслойного эластичного ламината, такого как описанный в заявках на патент согласно РСТ РСТ/SE2006/000563 и PCT/SE2006/000564. Усиливающий материал предпочтительно прикрепляют посредством клеящего вещества к внутренней поверхности покрывающего элемента из эластичного ламината в то время, когда покрывающий элемент находится в растянутом в поперечном направлении состоянии, например панель из эластичного ламината может быть растянута в поперечном направлении приблизительно на 10%-200%, предпочтительно на величину, составляющую от приблизительно 20% до приблизительно 125%, более предпочтительно - от приблизительно 50% до приблизительно 70%, во время прикрепления ламината и усиливающего материала друг к другу.
В проиллюстрированном варианте осуществления только один кусок усиливающего материала был наложен внутри задней части 3 покрывающего элемента. В альтернативном непоказанном варианте один кусок усиливающего материала может быть наложен на переднюю часть 2. Усиливающие полоски, которые не простираются в поперечном направлении на всей ширине трусов, могут быть использованы в комбинации с усиливающим материалом, который простирается на всей ширине трусов.
В том случае, когда сварные швы 7, 8 образуются на перемещающихся в поперечном направлении трусах посредством использования неподвижной консоли машины для ультразвуковой сварки и перемещающейся в поперечном направлении или вращающейся опоры, предпочтительно, чтобы усиливающий материал 35 был прикреплен посредством клеящего вещества к той из передней или задней части трусов, которая расположена так, что она обращена к неподвижной консоли. Альтернативно куски усиливающего материала могут быть наложены как на переднюю, так и на заднюю часть. На фиг.7 и 8 деталям, которые соответствуют эквивалентным деталям в иллюстративном варианте осуществления по фиг.1 и 2, были даны те же ссылочные номера.
В иллюстративных вариантах осуществления, описанных выше, покрывающий элемент содержит переднюю и заднюю части и отдельную промежностную часть, которая была приварена к остальной части покрывающего элемента посредством сварного шва, который был обозначен 52 на чертежах. Таким образом, в различных приведенных в качестве примера вариантах осуществления покрывающий элемент может быть образован из одного куска эластичного ламината или из отдельных кусков материала, при этом некоторые куски являются по существу неэластичными. Подгузники-трусы в соответствии с фиг.1-8 проиллюстрированы с промежностной частью, которая является по существу неэластичной при прилагаемых нагрузках.
Альтернативно покрывающий элемент также может содержать промежностную часть, то есть может быть выполнен так, что передняя часть, задняя часть и промежностная часть представляют собой один кусок эластичного материала. В данном случае поглощающий элемент накладывают в промежностной части внутри покрывающего элемента и соединяют с последним, например, посредством плавкого клея.
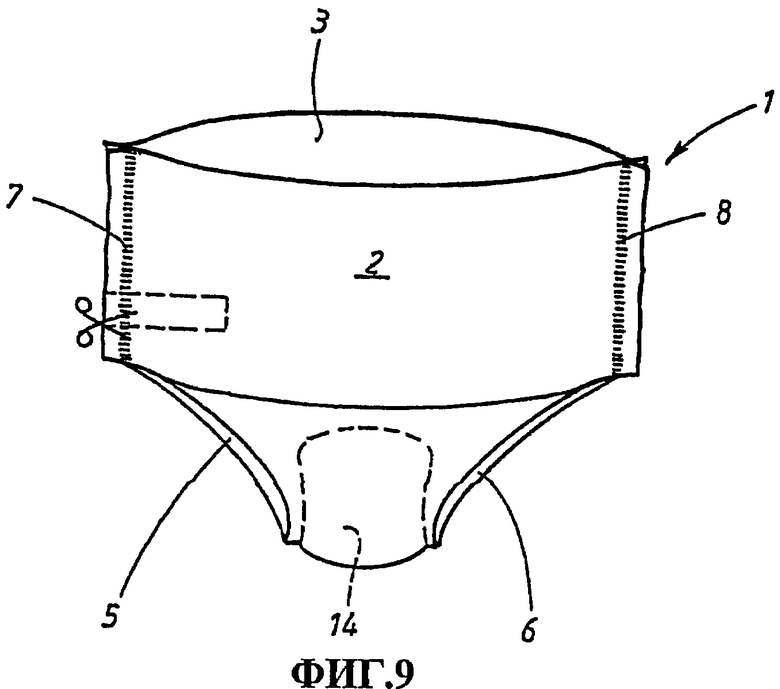
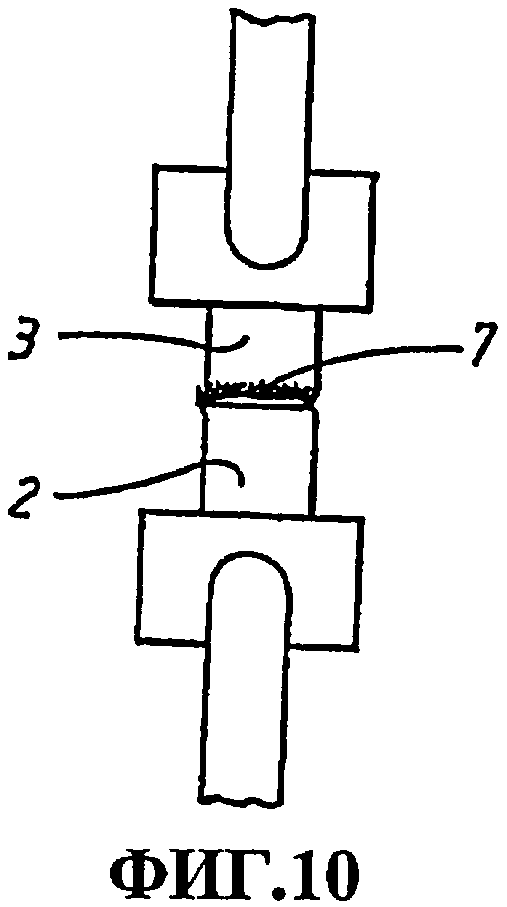
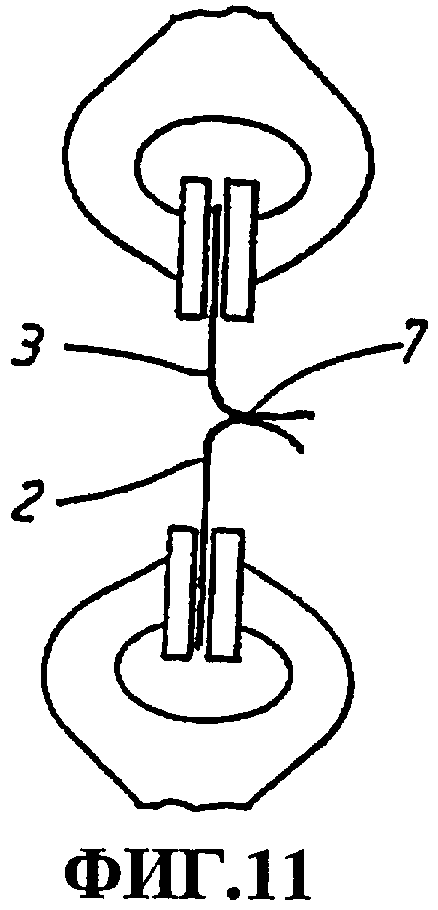
Предел прочности сварных швов при растяжении определяют в соответствии со способом (ссылка ASTM D882 (ASTM - American Society for Testing Materials - Американское общество по испытанию материалов)), описанным в заявке на патент согласно РСТ WO 2005/122984. Образцы для испытаний вырезают из изделий, как показано на фиг.9, в зонах, которые усилены полосками нетканого материала. Ширина образцов для испытаний будет составлять 25,4 мм, и длина, если это возможно, будет на 50 мм больше расстояния между зажимами в приборе Instron 4301 для испытаний на растяжение. Фиг.10 и 11 показывают, каким образом образцы для испытаний закреплены в зажимах.
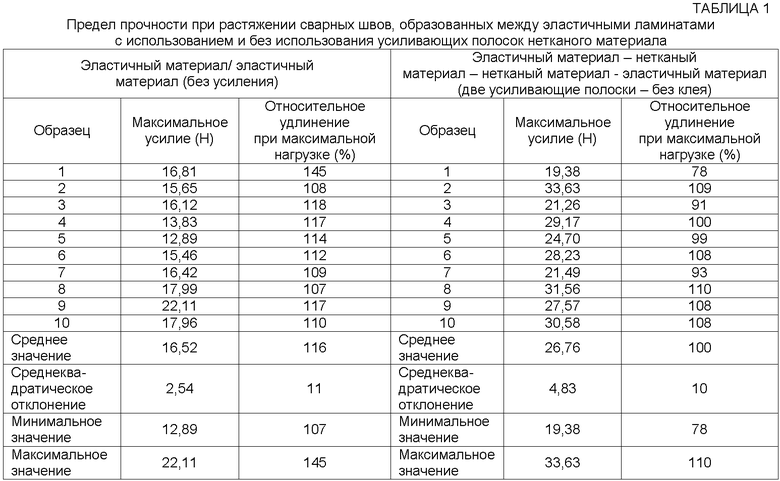
Для иллюстрации эффекта усиления сварных швов посредством полосок нетканого материала, в таблицах 1 и 2 показаны результаты испытаний для определения значений предела прочности при растяжении сварного шва, предназначенного для соединения двух слоев эластичного ламината, с усилением и без усиления посредством полосок нетканого материала в разных конфигурациях. Таблица 1 обеспечивает возможность сравнения результатов, полученных без усиливающих полосок, с результатами, полученными при использовании усиливающих полосок, которые не были прикреплены посредством клеящего вещества к покрывающему элементу из эластичного ламината. В таблице 2 показаны результаты, которые могут быть получены при использовании усиливающих полосок при прикреплении одной усиливающей полоски с помощью клеящего вещества и без прикрепления одной усиливающей полоски с помощью клеящего вещества к покрывающему элементу из эластичного ламината в месте, находящемся вблизи каждого сварного шва, но не в зоне сварного соединения. Кроме того, таблица 2 позволяет сравнить материалы усиливающих полосок, имеющих более высокую плотность (массу 1 м2), и комбинацию полоски, которая не была прикреплена посредством клеящего вещества, с полоской, которая прикреплена посредством клеящего вещества.
Эластичный ламинат, используемый в образцах для испытаний, содержит внутреннюю эластомерную трехслойную пленку из полиэтилена - сополимера стирола и этилена/бутадиена с чередованием блоков - полиэтилена (PE-SEBS-PE), выполненную с отверстиями и имеющую плотность (массу 1 м2), составляющую 36 г/м2, и два наружных листа нетканого полипропиленового материала фильерного способа производства, каждый из которых имеет плотность 22 г/м2. Ламинат был изготовлен в соответствии с модифицированным вариантом способа, описанного в документе WO 03/047488. В соответствии с модифицированным вариантом лист нетканого материала фильерного способа производства накладывают на пленку в липком состоянии и, таким образом, прикрепляют к пленке, в то время как другой лист нетканого материала фильерного способа производства присоединяют путем ламинирования с помощью клея к пленке посредством использования, например, склеивающего при надавливании клея (с количеством клея 3 г/м2). Ламинат постепенно растягивают до тех пор, пока листы неэластичного нетканого материала фильерного способа производства не будут растянуты до уровня, который меньше растяжения при максимальном нагружении, чтобы сохранить некоторую прочность слоев нетканого материала фильерного способа производства.
Значения массы 1 м2 (плотности) слоев, описанные выше, относятся к готовому материалу после растягивания. Перед растягиванием значения массы 1 м2 для отдельных слоев составляли: внутренняя пленка - 40 г/м2, наружный слой нетканого материала фильерного способа производства - 25 г/м2 и слой клея - 3 г/м2. Поскольку трудно определить значения массы 1 м2 (плотности) для отдельных слоев после ламинирования и растягивания, была выполнена аппроксимация на основе значений поверхностной плотности перед ламинированием и растягиванием. Общая масса 1 м2 (плотность) ламината перед растягиванием составляла 93 г/м2, и после растягивания масса 1 м2 (плотность) ламината составляла 85 г/м2, что соответствует деформации, составляющей приблизительно 10%; было сделано предположение, что деформация отдельных волокнистых слоев и пленки идентична, то есть составляет приблизительно 10%.
Усиливающие полоски нетканого материала были выполнены из нетканого материала фильерного способа производства с массой 1 м2 (плотностью) 20 г/м2 в таблице 1 и 20 г/м2 или 30 г/м2. Как видно из таблицы 1, предел прочности при растяжении для усиленного сварного шва был на 10 Н/25,4 мм2 больше, чем у сварного соединения, состоящего только из двух эластичных ламинатов. Как видно из таблицы 2, приклеивание усиливающей полоски к ламинату в задней части, которая в данном примере представляет собой ту часть, которая расположена так, что она обращена к неподвижной консоли при образовании сварного шва посредством использования опоры, вращающейся в поперечном направлении, и неподвижной консоли, может обеспечить дополнительное усиление.
Конкретные величины, отраженные в каждой таблице, само собой разумеется, получены вследствие определенной структуры слоев и поверхностной плотности. Способ сварки, настройка усилия установки для сварки, задание амплитуды и конфигурация сварного шва также влияют на прочность. Следовательно, таблицу 1 не следует прямо сравнивать с таблицей 2. Тем не менее, результаты, показанные в таблице 1, четко иллюстрируют то, что существенное усиление сварного шва может быть получено с помощью усиливающих полосок нетканого материала. Результаты, показанные в таблице 2, показывают, что дополнительное усиление сварных швов может быть обеспечено за счет прикрепления, по меньшей мере, одной усиливающей полоски посредством клеящего вещества. Фиг.12 показывает график зависимости деформации от нагрузки для испытания, который соответствует результатам в таблице 1.
20 г/м
2
20 г/м
2
30 г/м
2
20 г/м
2
на передней части без клея
30 г/м
2
на передней части без клея
Проведенные на практике испытания показали, что предел прочности при растяжении сварных швов в направлении, поперечном к сварному шву, должен составлять, по меньшей мере, 5 Н/25,4 мм, предпочтительно 7 Н/25,4 мм или более предпочтительно, по меньшей мере, 9 Н/25,4 мм, для гарантирования того, что будут получены подгузники-трусы с надежным функционированием. Для образцов 25 или более гигиенических трусов предпочтительны минимальные значения прочности боковых швов в поперечном направлении образцов, составляющие, по меньшей мере, 10 Н/25,4 мм или наиболее предпочтительны значения, составляющие, по меньшей мере, 12 Н/25,4 мм, при этом предпочтительны средние значения предела прочности при растяжении, составляющие, по меньшей мере, 15 Н/25,4 мм.
При использовании гигиенических трусов они должны обеспечивать возможность их легкого открытия в зоне сварных швов для облегчения их снятия. Для обеспечения надежного функционирования в данном отношении желательно, чтобы предел прочности на разрыв покрывающего элемента в поперечном направлении превышал предел прочности при растяжении усиленных сварных швов, так что гигиенические трусы при их снятии не «разваливаются» (не разделяются) неконтролируемым образом и вместо этого разрываются на швах. То обстоятельство, что усиление швов можно варьировать за счет выбора нетканого материала, числа слоев и плотности (массы 1 м2) усиливающих полосок, открывает новую возможность варьирования прочности сварного шва. Данную прочность также можно изменять посредством выбора типа сварки и конфигурации сварного шва.
Фиг.13-15 иллюстрируют способ выполнения усиленного сварного шва, получаемого ультразвуковой сваркой или термосваркой, при этом усиливающий материал прикрепляют посредством клеящего вещества к эластичному многослойному материалу покрывающего элемента вблизи места расположения сварного шва между двумя слоями эластичного многослойного материала. На фиг.13 эластичный многослойный материал 105, 106 перемещается в поперечном направлении 111 под неподвижной консолью 101 машины для ультразвуковой сварки. Опора 102, несущая элементы 104 для получения определенной конфигурации сварных швов, прикреплена к поверхности ролика 103, перемещающегося в направлении 113. Усиливающий нетканый материал 107 прикреплен к внутренней поверхности эластичного ламината 105, которая расположена так, что она обращена к неподвижной консоли, посредством клея 108. Клей 108 может быть размещен на всей длине усиливающего материала 107, но предпочтительно, чтобы клей 108 был размещен вблизи того места, но не в том месте, где будет образован сварной шов. После образования сварных швов посредством сжатия ламинатов между консолью 101 и элементами 104 для получения определенной конфигурации сварных швов, сваренный материал разрезают по линии 110 для образования шва 112, как проиллюстрировано на фиг.14. Из практического опыта известно, что сварной шов 112 имеет тенденцию быть более прочным со стороны опоры. Посредством использования данного способа любая непрочная зона в сварном шве 112 со стороны консоли усиливается за счет использования клея 108 для прикрепления усиливающего материала 107 к эластичному ламинату 105 со стороны консоли. Фиг.15 иллюстрирует шов, образованный посредством включения дополнительного нетканого усиливающего материала 107', наложенного на эластичный ламинат 106 со стороны опоры, который может быть наложен с использованием или без использования клея 108'.
Способы и гигиенические трусы, описанные здесь, не ограничены иллюстративными вариантами осуществления, описанными выше. Наоборот, в пределах объема притязаний приложенной формулы изобретения возможен ряд модификаций. Например, усиливающие полоски могут быть наложены снаружи (вне) двух эластичных материалов, которые должны быть сварены вместе, или снаружи обоих ламинатов, или в виде одной полоски, находящейся вне одного из ламинатов.
Эластифицированный покрывающий элемент необязательно должен быть выполнен из эластичного ламината на всей передней части и всей задней части, и вместо этого участки передней части и/или задней части могут быть выполнены из неэластичного материала. Предпочтительно, чтобы гигиенические трусы были достаточно эластичными с тем, чтобы трусы можно было легко надевать и снимать. Например, может быть достаточно, чтобы задняя часть была выполнена из эластичного ламината, а остальная часть гигиенических трусов была неэластичной.
Альтернативно гигиенические трусы, подобные описанным здесь, могут иметь покрывающие элементы в виде эластичных ламинатов только на боковых участках передней части и задней части и в других отношениях имеют центральные неэластичные участки вдоль передней части, задней части и промежностной части покрывающего элемента, прочность которого на разрыв в поперечном направлении превышает предел прочности при растяжении усиленных сварных швов.
Группа изобретений относится к медицине. Гигиенические трусы одноразового использования имеют продольные краевые участки передней части, соединенные продольными сварными швами с продольными краевыми участками задней части для образования отверстия для талии и двух отверстий для ног в промежностной части, при этом указанные отверстия для ног ограничены снаружи в поперечном направлении внутренними концевыми частями сварных швов в продольном направлении гигиенических трусов. Гигиенические трусы имеют наружный покрывающий элемент, который предпочтительно является эластичным, и содержат поглощающий элемент. Покрывающий элемент выполнен из эластичного ламината, содержащего эластичную пленку, наложенную между двумя слоями нетканого материала. Каждый из сварных швов усилен посредством, по меньшей мере, одной полоски усиливающего материала, содержащего термопластичные волокна, которая прикреплена к покрывающему элементу посредством использования клеящего вещества, размещенного вблизи зоны сварных швов, но предпочтительно не в зоне сварных швов. Группа изобретений позволяет увеличить прочность сварных швов изделия. 3 н. и 23 з.п. ф-лы, 15 ил., 2 табл.
1. Гигиенические трусы одноразового использования с продольным направлением и поперечным направлением, содержащие в продольном направлении переднюю часть (2), промежуточную промежностную часть (4), выполненную с двумя вырезами для ног, и заднюю часть (3), при этом наружные продольные краевые участки (21, 22) передней части соединены продольными сварными швами (7, 8) с наружными продольными краевыми участками (31, 32) задней части (3), с образованием отверстия (9) для талии, которое ограничено наружными поперечными краевыми участками (23, 33) передней части и задней части, и образованием двух отверстий (5, 6) для ног, которые ограничены снаружи в поперечном направлении внутренними концевыми частями сварных швов, при этом гигиенические трусы содержат наружный эластичный покрывающий элемент (10) и поглощающий элемент (11), который проходит в продольном направлении на, по меньшей мере, части промежностной части (4), при этом гигиенические трусы отличаются тем, что каждый из сварных швов (7, 8) усилен посредством одного или более кусков усиливающего материала (15, 16, 17, 18, 19, 20, 35), содержащего термопластичные волокна, и при этом указанный усиливающий материал прикреплен посредством клеящего вещества (25, 26, 27, 28, 29, 30, 37) к внутренним поверхностям передней части и/или задней части гигиенических трусов вблизи сварных швов (7, 8) так, что сварные швы (7, 8) проходят по усиливающему материалу, и прочность при растяжении сварных швов в направлении, поперечном к сварному шву, и в указанном поперечном направлении превышает 5 Н/25,4 мм, по меньшей мере, на участках, усиленных посредством усиливающего материала (15, 16, 17, 18, 19, 20, 35), причем прочность на разрыв указанного покрывающего элемента в поперечном направлении превышает прочность при растяжении усиленных сварных швов.
2. Гигиенические трусы по п.1, отличающиеся тем, что покрывающий элемент содержит эластичный ламинат, содержащий эластичную пленку, наложенную на нетканый материал.
3. Гигиенические трусы по п.1, отличающиеся тем, что покрывающий элемент содержит эластичный ламинат, содержащий эластичную пленку, размещенную между двумя слоями нетканого материала.
4. Гигиенические трусы по п.1, отличающиеся тем, что усиливающий материал прикреплен посредством клеящего вещества, которое нанесено вблизи зоны сварного шва, но не проходит в зону сварного шва.
5. Гигиенические трусы по любому из пп.1-4, отличающиеся тем, что указанный усиливающий материал представляет собой полоску нетканого материала.
6. Гигиенические трусы по любому из пп.1-4, отличающиеся тем, что усиливающий материал (15, 16, 18, 35) прикреплен посредством клеящего вещества, по меньшей мере, к продольным краевым участкам задней части покрывающего элемента.
7. Гигиенические трусы по любому из пп.1-4, отличающиеся тем, что усиливающий материал (15, 16, 35) проходит на всей длине продольных краевых участков, определенной в продольном направлении.
8. Гигиенические трусы по любому из пп.1-4, отличающиеся тем, что каждый сварной шов (7, 8) усилен одним куском усиливающего материала (15, 16, 17, 18, 19, 20, 35).
9. Гигиенические трусы по любому из пп.1-4, отличающиеся тем, что усиливающий материал прикреплен посредством клеящего вещества к покрывающему элементу вблизи сварных швов на каждом из указанных продольных краевых участков или передней части, или задней части, и усиливающий материал наложен с использованием или без использования клеящего вещества на каждый продольный краевой участок другой из передней части или задней части, в результате чего сварные швы, по меньшей мере, в их усиленных зонах содержат два слоя указанных усиливающих полосок нетканого материала.
10. Гигиенические трусы по любому из пп.1-4, отличающиеся тем, что указанный усиливающий материал представляет собой один кусок усиливающего материала, проходящий в поперечном направлении на гигиенических трусах.
11. Гигиенические трусы по п.10, отличающиеся тем, что в продольном направлении гигиенических трусов указанный один кусок усиливающего материала проходит только на внутренних концевых частях двух краевых участков.
12. Гигиенические трусы по п.10, отличающиеся тем, что в продольном направлении гигиенических трусов указанный один кусок усиливающего материала проходит по двум краевым участкам.
13. Гигиенические трусы по любому из пп.1-4, отличающиеся тем, что указанная прочность при растяжении сварных швов (7, 8) в поперечном направлении на усиленных участках превышает 10 Н/25,4 мм.
14. Гигиенические трусы по любому из пп.1-4, отличающиеся тем, что указанная прочность при растяжении сварных швов (7, 8) в поперечном направлении на усиленных участках превышает 12 Н/25,4 мм.
15. Гигиенические трусы по любому из пп.1-4, отличающиеся тем, что указанная прочность при растяжении сварных швов (7, 8) в поперечном направлении на усиленных участках превышает 15 Н/25,4 мм.
16. Гигиенические трусы по любому из пп.1-4, отличающиеся тем, что указанная прочность при растяжении сварных швов (7, 8) в поперечном направлении на усиленных участках превышает 20 Н/25,4 мм.
17. Гигиенические трусы по любому из пп.1-4, отличающиеся тем, что прочность соединения в указанных сварных швах между или передней, или задней частью и усиливающим материалом слабее, чем между другой из передней или задней части и усиливающим материалом, и при этом усиливающий материал прикреплен посредством клеящего вещества к внутренней поверхности той из передней или задней части, которая находится с более слабой стороны.
18. Способ образования сварного шва в гигиенических трусах одноразового использования между первым материалом и вторым материалом, при этом способ включает в себя приклеивание усиливающего материала, содержащего термопластичные волокна, посредством клеящего вещества к, по меньшей мере, одному из указанных первого и второго материалов таким образом, что часть указанного усиливающего материала проходит в место расположения сварного шва между первым и вторым материалами, при этом усиливающий материал приклеивают к первому или второму материалам посредством использования клея, который размещают вблизи места расположения сварного шва, но сварной шов по нему не проходит; и образование получаемого ультразвуковой сваркой сварного шва, соединяющего первый материал, усиливающий материал и второй материал.
19. Способ по п.18, отличающийся тем, что первый и второй материалы включают в себя эластичный ламинат.
20. Способ по п.19, отличающийся тем, что эластичный ламинат содержит слой эластичной пленки между двумя слоями нетканого материала.
21. Способ по любому из пп.18, 19 или 20, отличающийся тем, что сварной шов образуют вдоль продольного направления между материалами, которые перемещаются в поперечном направлении, посредством использования неподвижной консоли сварочной машины для ультразвуковой сварки и опоры, перемещающейся или вращающейся в поперечном направлении так, что указанный первый материал будет размещен обращенным к консоли, и второй материал будет расположен обращенным к опоре в процессе образования сварного шва, при этом способ отличается тем, что усиливающий материал прикрепляют с помощью клеящего вещества, по меньшей мере, к первому материалу.
22. Способ образования сварного шва в гигиенических трусах одноразового использования между первым эластифицированным материалом и вторым эластифицированным материалом, при этом способ включает в себя приклеивание усиливающего материала, содержащего термопластичные волокна, посредством клеящего вещества к, по меньшей мере, одному из указанных первого и второго эластифицированных материалов таким образом, что часть указанного усиливающего материала проходит в место расположения сварного шва между указанными первым и вторым материалами; и образование получаемого ультразвуковой сваркой сварного шва, соединяющего указанный первый материал, указанный усиливающий материал и указанный второй материал.
23. Способ по п.22, отличающийся тем, что приклеивание усиливающего материала, содержащего термопластичные волокна, посредством клеящего вещества к, по меньшей мере, одному из указанных первого и второго эластифицированных материалов вблизи места расположения сварного шва включает в себя нанесение клеящего вещества вблизи зоны сварного шва, но не в зоне сварного шва.
24. Способ по п.23, отличающийся тем, что усиливающий материал представляет собой нетканый материал.
25. Способ по любому из пп.22-24, отличающийся тем, что сварной шов образуют вдоль продольного направления между эластифицированными материалами, которые перемещаются в поперечном направлении, посредством использования неподвижной консоли сварочной машины для ультразвуковой сварки и опоры, перемещающейся или вращающейся в поперечном направлении так, что указанный первый эластифицированый материал будет расположен обращенным к консоли, и второй эластифицированный материал будет расположен обращенным к опоре в процессе образования сварного шва, при этом усиливающий материал прикрепляют с помощью клеящего вещества, по меньшей мере, к первому эластифицированному материалу.
26. Способ по любому из пп.22-24, в котором прочность соединения в указанных сварных швах между, или первым, или вторым материалами и усиливающим материалом слабее, чем между другим из первого или второго материалов и усиливающим материалом, и при этом усиливающий материал прикрепляют посредством клеящего вещества к внутренней поверхности того из первого или второго материалов, который находится с более слабой стороны.
| Устройство для снятия заусенцев | 1981 |
|
SU990434A1 |
| Устройство для определения центра тяжести изделий | 1977 |
|
SU875226A1 |
| US 6716778, 06.04.2004 | |||
| ЕР 1491105, 29.12.2004 | |||
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ, ПО МЕНЬШЕЙ МЕРЕ, ОДИН ТЕРМОПЛАСТИЧНЫЙ КОМПОНЕНТ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ СКРЕПЛЕНИЯ СЛОЕВ | 1999 |
|
RU2222304C2 |

