Изобретение относится к области листопрокатного производства и может быть использовано для регулируемого охлаждения листового проката с различными режимами термообработки и в линии прокатного стана, и как отдельно стоящее устройство.
Известно устройство для охлаждения листового проката, содержащее нижние и верхние приводные ролики, установленные соответственно на нижней опорной балке и верхних подвижных рамах, снабженных винтовыми приводами вертикального перемещения, осуществляемого по вертикальным направляющим колоннам, установленным по обеим сторонам устройства. Между роликами устройства встроены форсунки подачи воды к верхней и нижней поверхностям охлаждаемого проката (Заявка Японии №62-2884, B21B 45/02, C21D 8/573, публикация 22.01.1987 г).
Недостатком известного устройства является расположение приводов вертикального перемещения верхних рам над прокатом (приводы находятся в зоне испарений и повышенных температур), а охлаждающие форсунки становятся доступными для ремонта только после демонтажа верхних подвижных рам и роликов устройства, что затрудняет обслуживание системы охлаждения листа, также возможны утечки масла из приводов вертикального перемещения рам, их нагрев и деформация, отсутствует защита от попадания избыточной воды (скапливается на верхних подвижных рамах в зонах малоинтенсивного охлаждения в паузе между листами) на концы охлаждаемого листа, так как может нарушиться равномерность механических свойств по длине листа.
Наиболее близким по своей технической сущности и достигаемым результатам является устройство для охлаждения стального листа, состоящее из последовательно установленных по ходу движения проката, по меньшей мере, одной секции интенсивного охлаждения проката, содержащей нижние и верхние приводные ролики, установленные в корпусах подшипниковых опор, соответственно на нижней стационарной раме и верхней подвижной раме, и по меньшей мере, одной секции малоинтенсивного охлаждения проката, содержащей нижние приводные ролики, установленные в корпусах подшипниковых опор на нижней стационарной раме, верхнюю подвижную раму, при этом каждая секция содержит верхние и нижние коллекторы с форсунками для подачи воды, приводы вертикального перемещения верхних подвижных рам (статья в японском журнале «Tetsu-to-Hagane», 1984, v.70, N11, p.A209-212 фирмы «Сумитомо киндзоку коге» - прототип).
Недостатком известного устройства является то, что при обслуживании охлаждающие форсунки становятся доступными для ремонта только после демонтажа верхних подвижных рам и роликов устройства, что затрудняет обслуживание системы охлаждения листа, отсутствует защита окружающего пространства от водяных брызг и прямого теплового излучения, отсутствует защита от попадания избыточной воды (скапливается на верхних подвижных рамах в зонах малоинтенсивного охлаждения в паузе между листами) на концы охлаждаемого листа, так как может нарушиться равномерность механических свойств по длине листа.
Задачей предложенного устройства является уменьшение его габаритов, массы и обеспечения удобного, быстрого и безопасного обслуживания наиболее важных узлов устройства и системы охлаждения проката, повышение надежности конструкции и выполнения требований технологии охлаждения и термообработки проката, например, в части заневоливания проката в зоне интенсивного охлаждения и защиты от попадания избыточной воды (скапливается на верхних подвижных рамах в зонах малоинтенсивного охлаждения в паузе между листами) на концы охлаждаемого листа, так как может нарушиться равномерность механических свойств по длине листа.
Поставленная задача решается тем, что в устройстве для регулируемого охлаждения листового проката, состоящего из последовательно установленных по ходу движения проката, по меньшей мере, одной секции интенсивного охлаждения проката, содержащей нижние и верхние приводные ролики, установленные в корпусах подшипниковых опор, соответственно на нижней стационарной раме и верхней подвижной в вертикальных направляющих раме, и, по меньшей мере, одной секции малоинтенсивного охлаждения проката, содержащей нижние приводные ролики, установленные в корпусах подшипниковых опор на нижней стационарной раме, верхнюю подвижную в вертикальных направляющих раму, каждая секция содержит верхние и нижние коллекторы с форсунками для подачи воды, приводы вертикального перемещения каждой верхней подвижной рамы, согласно изобретению привод перемещения каждой верхней подвижной рамы выполнен в виде четырех индивидуальных приводов, например поршневых гидроцилиндров, или в виде четырех линейных сервоприводов, шарнирно закрепленных на корпусах подшипниковых опор нижних приводных роликов, выполненных сдвоенными для двух роликов в начале и в конце каждой секции и шарнирно закрепленных к верхним подвижным рамам, устройство дополнительно снабжено направляющими роликами и защитными экранами, установленными также на сдвоенных корпусах подшипниковых опор, при этом направляющие ролики установлены с возможностью взаимодействия с вертикальными направляющими подвижных рам, секция малоинтенсивного охлаждения снабжена защитными горизонтальными направляющими, закрепленными на верхней подвижной раме, каждый нижний коллектор с форсунками установлен между нижними приводными роликами в горизонтальные направляющие нижних стационарных рам с возможностью смещения в горизонтальной плоскости, а каждый верхний коллектор с форсунками снабжен опорными балками, с которыми объединен в коллекторный модуль и установлен в вертикальные направляющие ячейки, выполненные на верхних подвижных рамах, с возможностью вертикального и горизонтального перемещения относительно этих рам, при этом форсунки соседних коллекторов установлены с возможностью смещения относительно друг друга, также устройство снабжено коллекторами с форсунками для подачи воздуха, установленными на верхних подвижных рамах в начале и в конце каждой секции в составе соответствующих верхних коллекторных модулей подачи воды, при этом первый по ходу движения проката верхний приводной ролик установлен на подпружиненные подшипниковые опоры с возможностью вертикального перемещения, а остальные верхние приводные ролики жестко закреплены на подвижной раме клиновым механизмом.
Также второй и третий по ходу движения проката верхние приводные ролики и оппозитные им нижние приводные ролики выполнены ребристыми, при этом ребра вторых и третьих роликов смещены друг относительно друга, а шаги первых пяти нижних приводных роликов больше последующих и их межроликовое пространство перекрыто плитами.
Также со стороны приводов нижних роликов направляющие ролики выполнены с ребордами, а оси приводов вертикального перемещения верхних подвижных рам наклонены в сторону проката.
Также защитные экраны секций интенсивного и малоинтенсивного охлаждения выполнены с пазами для установки плит между соседними нижними приводными роликами и образуют с шейками приводных нижних и верхних роликов и с подвижными верхними рамами бесконтактные лабиринтные уплотнения.
Также защитные горизонтальные направляющие секции малоинтенсивного охлаждения соединены с верхней подвижной рамой через опоры-лотки, которые установлены между форсунками водяных коллекторов, а дно каждой опоры-лотка выполнено с уклоном к неприводной стороне верхних и нижних приводных роликов.
Благодаря наличию этих признаков возможно применение минимальных шагов приводных верхних и нижних роликов, также уменьшаются габариты устройства, улучшаются условия и сокращается время обслуживания механизмов и системы охлаждения листа, повышается надежность работы устройства, выполняются технологические требования, повышающие качество обработанного в устройстве проката, обеспечивается возможность установки электроприводов вертикального перемещения верхних подвижных рам при невозможности обеспечить питание гидроприводов или при отсутствии специалистов по гидравлике. Предлагаемое устройство для регулируемого охлаждения листового проката представлено на чертежах.
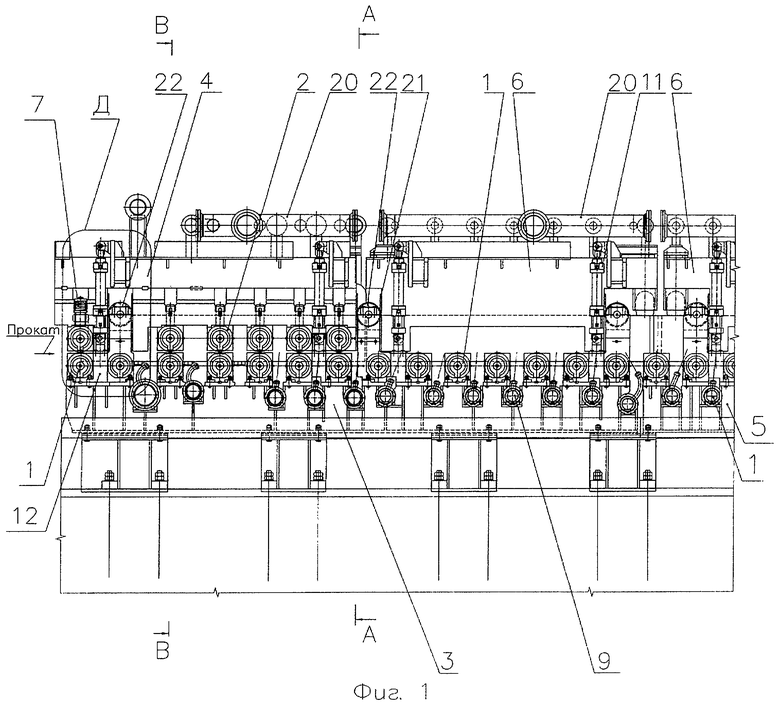
На фиг.1 показан боковой вид секций устройства,
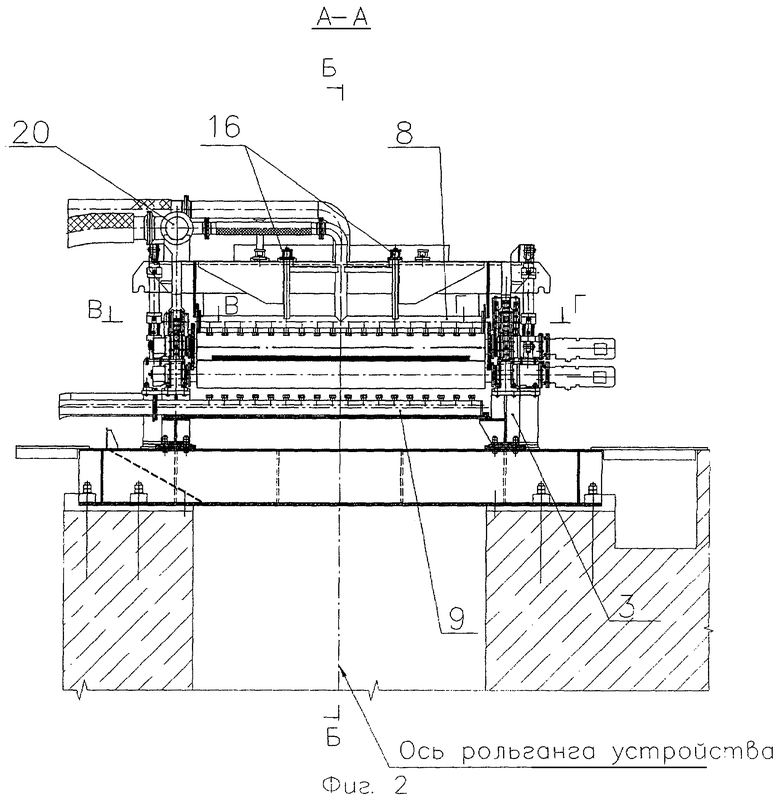
на фиг.2 - разрез А-А фиг.1,
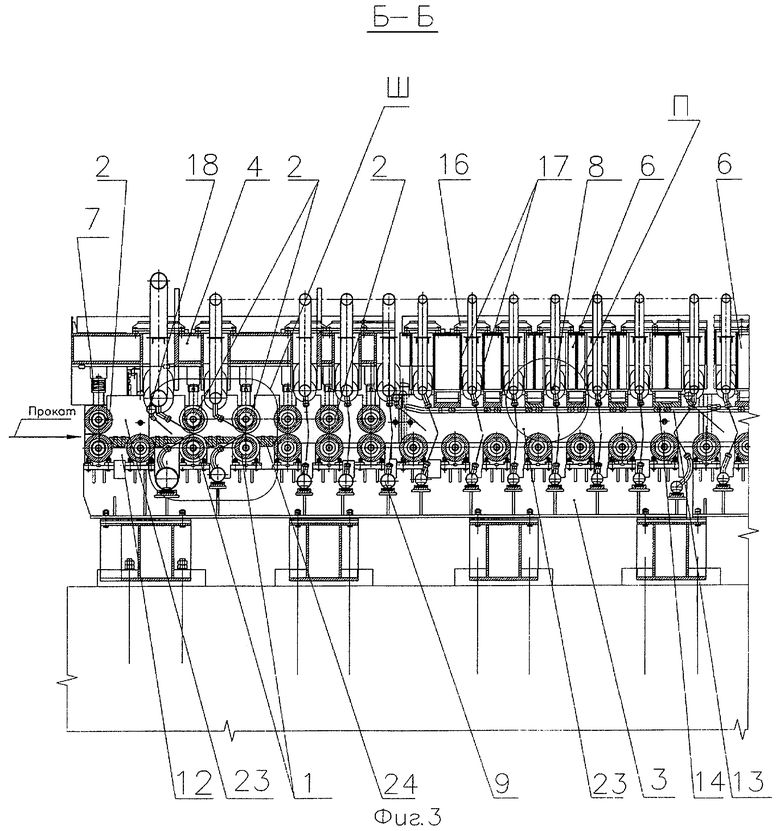
на фиг.3 - разрез Б-Б фиг.2,
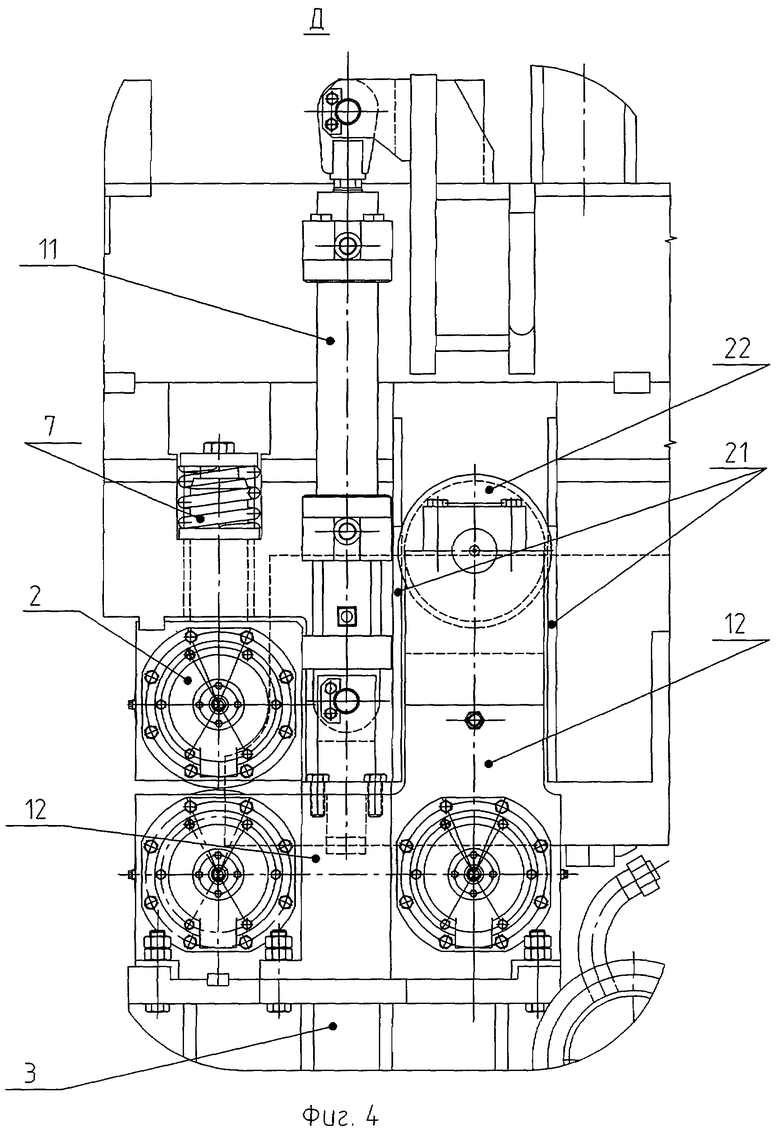
на фиг.4 - место Д фиг.1,
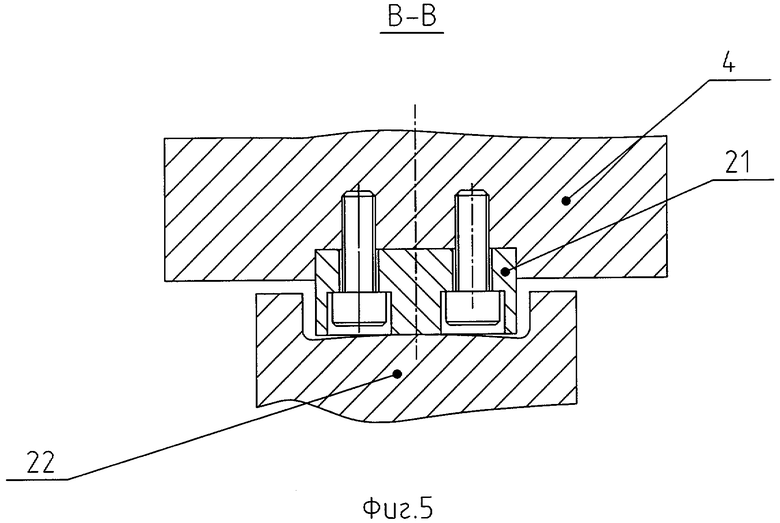
на фиг.5 - разрез В-В фиг.2,
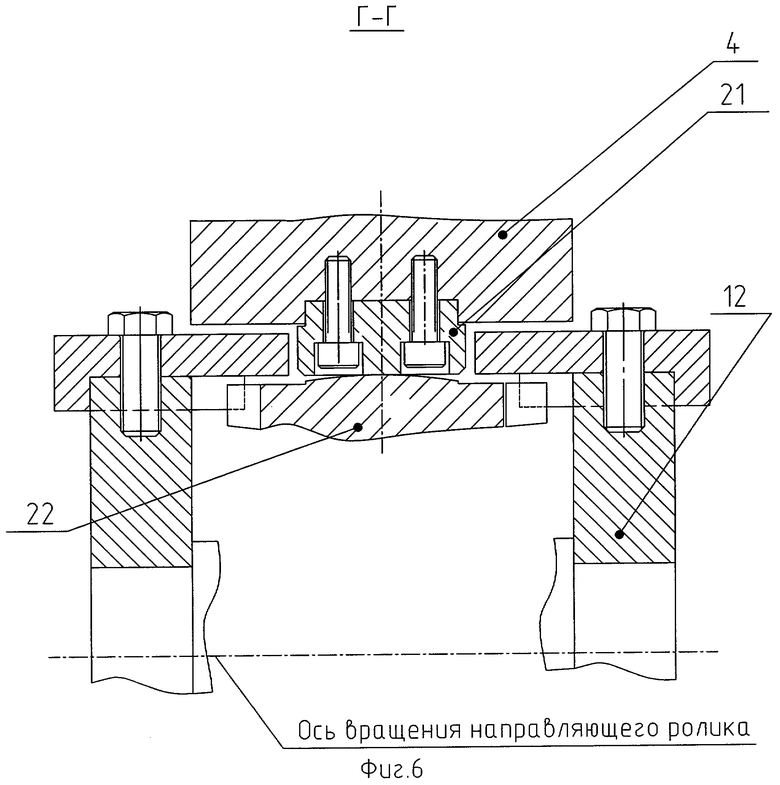
на фиг.6 - разрез Г-Г фиг.2,
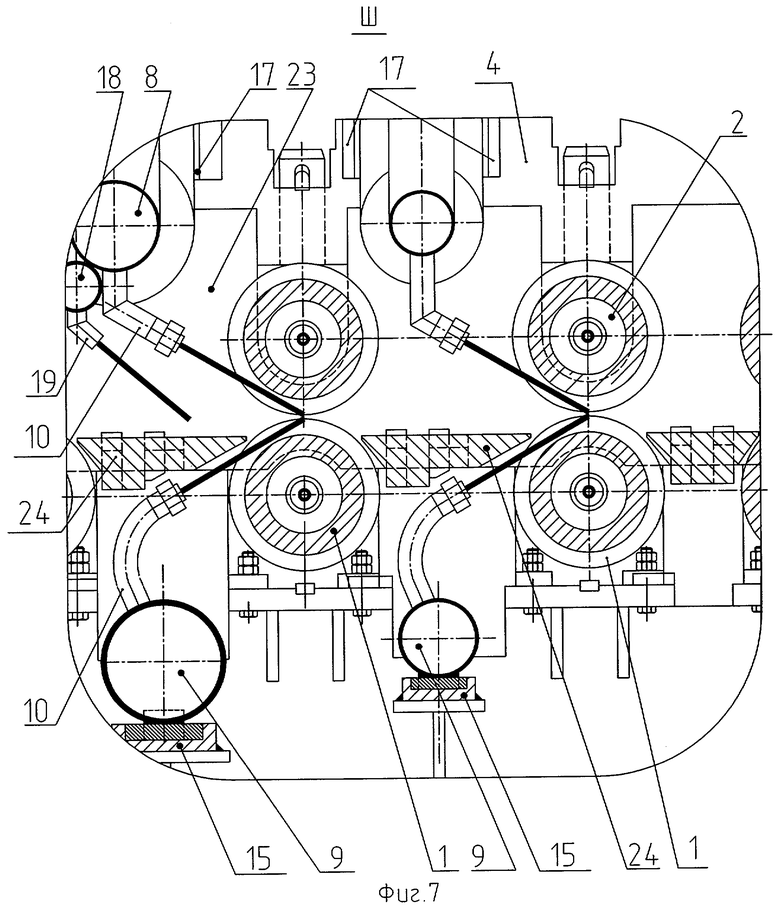
на фиг.7 - место Е фиг.3,
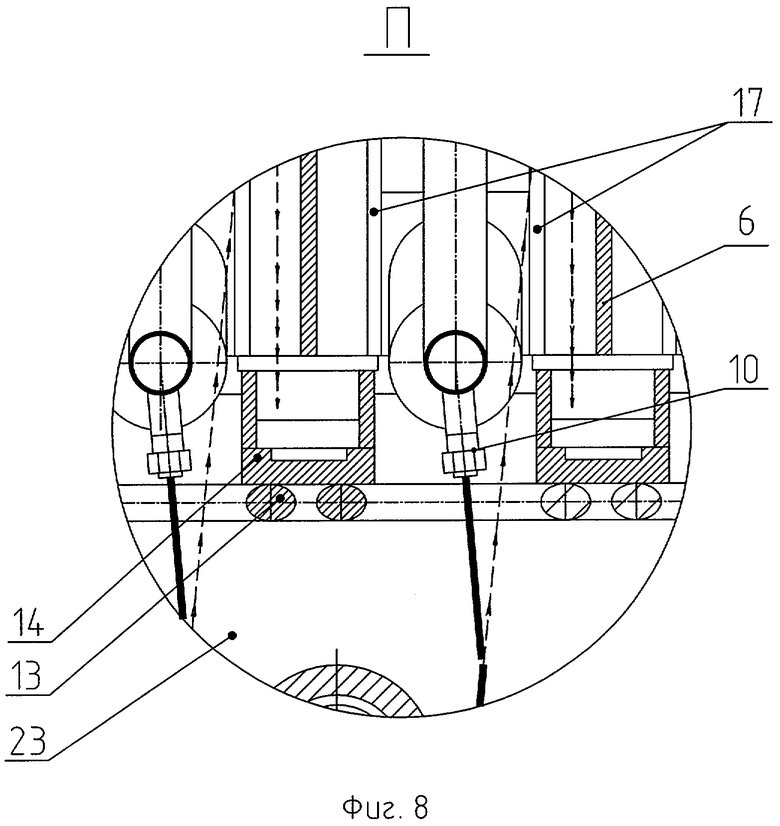
на фиг.8 - место С фиг.3,
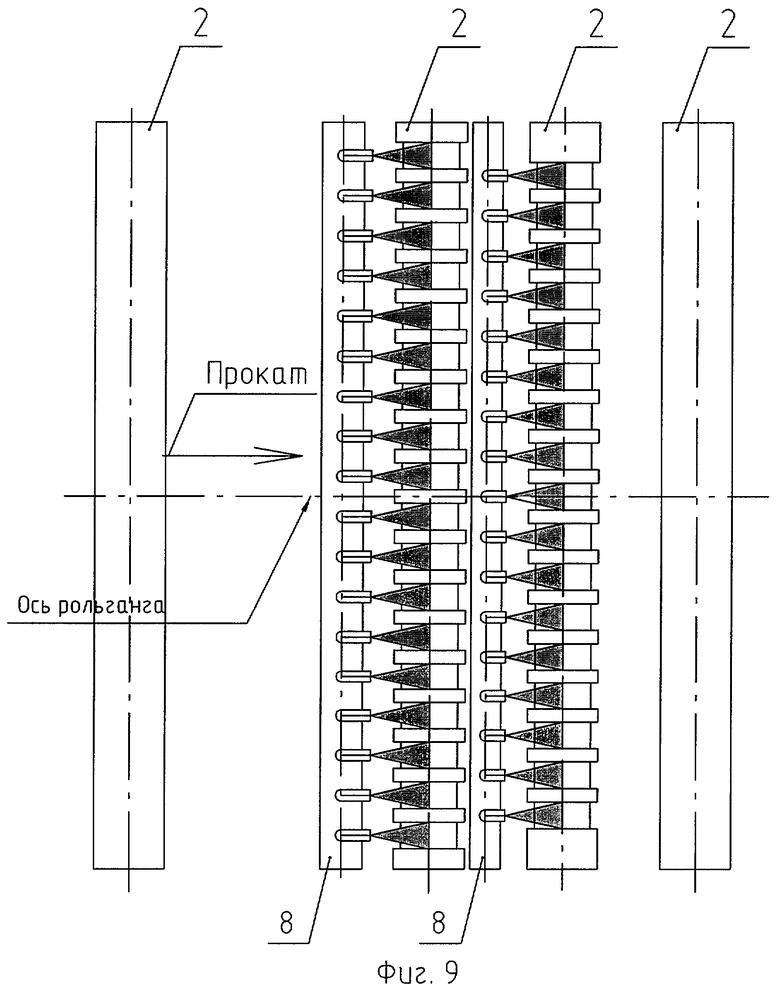
на фиг.9 - схема установки ребристых роликов и водяных форсунок.
Устройство для регулируемого охлаждения листового проката состоит из последовательно установленных по ходу движения проката, по меньшей мере, одной секции интенсивного охлаждения проката, содержащей нижние и оппозитно к ним верхние приводные ролики 1, 2 для заневоливания проходящего проката, установленные соответственно на нижней стационарной раме 3 и на верхней подвижной раме 4, и, по меньшей мере, одной секции малоинтенсивного охлаждения проката, содержащей нижние приводные ролики 1, установленные на нижней стационарной раме 5, верхнюю подвижную раму 6. При этом первый по ходу движения проката верхний приводной ролик 2 секции интенсивного охлаждения установлен своими подшипниковыми опорами на пружины 7 с возможностью вертикального перемещения по направляющим штырям (на чертеже не показаны) этих опор под действием заходящего в устройство проката, а остальные верхние приводные ролики 2 жестко закреплены на верхней подвижной раме 4 с помощью направляющих штырей подшипниковых опор клиновым механизмом (на чертеже не показан).
Второй и третий по ходу движения проката верхние приводные ролики 2 и оппозитные им нижние приводные ролики 1 секции интенсивного охлаждения выполнены ребристыми, при этом ребра вторых и третьих роликов смещены друг относительно друга, а шаги первых пяти нижних приводных роликов 1 больше последующих.
Нижние приводные ролики 1 секций интенсивного и малоинтенсивного охлаждения образуют рольганг устройства для регулируемого охлаждения листового проката.
Каждая секция охлаждения содержит верхние 8 и нижние 9 коллекторы с форсунками 10 для подачи воды, приводы вертикального перемещения верхних подвижных рам 4, 6. Привод каждой секции состоит, например, из четырех поршневых гидроцилиндров 11 со встроенными датчиками перемещения поршня (на чертеже не показаны), шарнирно установленных на корпусах 12 подшипниковых опор нижних приводных роликов 1, выполненных сдвоенными по концам каждой секции и шарнирно закрепленных на соответствующих верхних подвижных рамах 4, 6. Секция малоинтенсивного охлаждения снабжена защитными горизонтальными направляющими 13, которые соединены с верхней подвижной рамой 6 через опоры-лотки 14 и располагаются между форсунками 10 водяных коллекторов 8, а дно каждой опоры-лотка 14 выполнено с уклоном к неприводной стороне нижних приводных роликов 2 для отвода отраженной от рамы 6 воды, поступающей из нижних форсунок 10 в паузе между проходящими прокатами. При этом форсунки 10 не выступают за габариты защитных направляющих 13, которые находятся на значительном расстоянии от бочки нижних приводных роликов 1, то есть прокат проходит зону малоинтенсивного охлаждения без заневоливания.
Каждый нижний водяной коллектор 9 с форсунками 10 установлен своими направляющими (не показаны) между нижними приводными роликами 1 в горизонтальные направляющие 15, выполненные на нижних стационарных рамах 3, 5 с возможностью смещения соседних коллекторов 9 друг относительно друга в горизонтальной плоскости. В секциях охлаждения каждый верхний коллектор 8 с форсунками 10 снабжен двумя опорными балками 16, с которыми объединен в коллекторный модуль и установлен в вертикальные направляющие ячейки 17 на верхних подвижных рамах 4, 6 с возможностью вертикального и горизонтального перемещения в момент его монтажа-демонтажа. Коллекторные модули, установленные на верхних подвижных рамах 4, 6 в начале и в конце каждой секции охлаждения, дополнительно снабжены воздушными рабочими коллекторами 18 с форсунками 19 для подачи воздуха. В верхней части подвижных рам 4, 6 установлены распределительные водяные и воздушные коллекторы 20, питающие соответствующие коллекторные модули.
Верхние подвижные рамы 4, 6 секций охлаждения также снабжены базовыми опорными выступами (не показаны) для установки исходного положения этих рам и вертикальными направляющими 21, взаимодействующими с направляющими роликами 22, установленными на соответствующих (по краям каждой секции охлаждения) сдвоенных корпусах 12 нижних приводных роликов 1. Причем со стороны приводов нижних роликов 1 направляющие ролики 22 выполнены с ребордами.
На сдвоенных корпусах 12 нижних приводных роликов 1 установлены защитные экраны 23, стыки защитных экранов 23 секций интенсивного и малоинтенсивного охлаждения с шейками (на фиг. не показаны) приводных нижних и верхних роликов 1, 2 с подвижными верхними рамами 4, 6 образуют бесконтактные лабиринтные уплотнения, причем защитные экраны имеют пазы для установки плит 24 между соседними нижними приводными роликами 1.
Привод перемещения каждой верхней подвижной рамы 4, 6 вместо гидроцилиндров 11 может содержать четыре индивидуальных линейных сервопривода.
Работа устройства для регулируемого охлаждения листового и полосового проката осуществляется следующим образом.
Перед задачей нагретого до нужной температуры проката в устройство для регулируемого охлаждения в секции интенсивного охлаждения устанавливается зазор между верхними и нижними приводными роликами 1, 2 немного больше толщины задаваемого проката, предполагается заневоливание проката. При этом зазор между первым по ходу металла верхним 2 и оппозитным ему нижним 1 приводными роликами устанавливается меньше толщины задаваемого проката, что позволяет надежно задавать прокат в устройство и отсекать поток охлаждающей воды (первый верхний ролик лежит на наружной поверхности проката) в габаритах устройства, этому же способствует обдув воздухом наружной поверхности проката в сторону его транспортировки перед первым ребристым верхним приводным роликом 2. В секциях малоинтенсивного охлаждения устанавливается значительный технологический зазор между горизонтальными защитными направляющими 13 и нижними приводными роликами 1. Эти зазоры в секциях интенсивного и малоинтенсивного охлаждения меняются на разность толщин предыдущего и последующего проката при любой толщине задаваемого проката, что обеспечивает постоянство расстояния наружной поверхности проката от верхних охлаждающих форсунок 10 водяных коллекторов 8, а значит и постоянство условий охлаждения проката. Регулировка этих расстояний осуществляется путем перемещения верхних подвижных рам 4, 6 гидроцилиндрами 11. Установленный зазор в каждой секции фиксируется с помощью запирания соответствующих полостей гидро- или пневмоцилиндров, а в случае превышения установленного давления в этих полостях устройство увеличивает установленные зазоры до максимума с помощью гидроцилиндров 11 и покоробленный прокат удаляется нижними приводными роликами 1 из устройства.
Затем включается подача воды к верхним 8 и нижним 19 водяным коллекторам и дается команда на задачу следующего проката в устройство. При этом вода из нижних коллекторов 9, отраженная от верхней подвижной рамы 6, отводится опорами-лотками 14, предохраняя передний конец входящего в устройство проката от избыточной воды и, следовательно, от неравномерности механических свойств по длине проката. Наклон осей гидроцилиндров 11 в сторону оси рольганга устройства позволяет увеличить боковую устойчивость рам 4, 6 и уменьшить нагрузку на вертикальные направляющие 21.
Перемещение каждой из верхних рам 4, 6 без значительных перекосов в направляющих 21 обеспечивается датчиками линейного перемещения приводов 11 путем сравнения перемещения трех приводов с перемещением четвертого базового привода.
Смещение водяных форсунок 10 соседних коллекторов 8 относительно друг друга позволяет получить более равномерное охлаждение поверхности проката и соответственно минимальный разброс механических свойств проката и минимальное отклонение его от плоскостности.
Межроликовое пространство первых пяти нижних приводных роликов перекрыто плитами 24 с целью исключения возможности попадания горячего пластичного проката под нижние ролики 1.
Защитные экраны обеспечивают защиту обслуживающего персонала и приводов 11 верхних и нижних роликов 1, 2 при работе устройства от водяных струй и прямого теплового излучения.
Замена любого верхнего коллекторного модуля 8 происходит краном после отсоединения его от соответствующих распределительных водяного 20 и воздушного (не показан) коллекторов и от рам 4 или 6 без демонтажа этих рам.
Замена любого нижнего водяного коллектора 9 происходит такелажным способом после отсоединения его от соответствующего распределительного коллектора 20 со сдвижкой коллектора 9 в горизонтальной плоскости по направляющим 15 перпендикулярно направлению подачи проката за габарит устройства.
Замена верхних и нижних приводных роликов 1, 2 осуществляется после демонтажа краном верхних подвижных рам 4 или 6.
Применение устройства для охлаждения и термоупрочнения листового и полосового проката предложенной конструкции позволяет улучшить надежность работы и условия эксплуатации устройства, уменьшить его массу, габариты и время простоя при ремонтах, расширить его технологические возможности.
На чертежах позициями обозначены:
1 - нижние приводные ролики;
2 - верхние приводные ролики;
3 - нижняя стационарная рама секции интенсивного охлаждения;
4 - верхняя подвижная рама секции интенсивного охлаждения;
5 - нижняя стационарная рама секции малоинтенсивного охлаждения;
6 - верхняя подвижная рама секции малоинтенсивного охлаждения;
7 - пружина;
8 - верхний рабочий водяной коллектор;
9 - нижний рабочий водяной коллектор;
10 - форсунка водяная;
11 - поршневой гидроцилиндр со встроенным датчиком линейного перемещения поршня;
12 - сдвоенный корпус подшипниковых опор нижних приводных роликов;
13 - горизонтальные защитные направляющие верхней рамы 6;
14 - опора-лоток;
15 -горизонтальные направляющие для нижнего коллектора 9 на стационарных рамах 3, 5;
16 - опорная балка верхнего коллектора;
17 - вертикальные направляющие ячейки подвижных верхних рам 4, 6;
18 - воздушный рабочий коллектор;
19 - форсунка воздушная;
20 - распределительный водяной коллектор;
21 - вертикальные направляющие;
22 - направляющие ролики;
23 - защитный экран;
24 - плита межроликовая.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ МЕТАЛЛОПРОКАТА ПРЯМОУГОЛЬНОГО ПРОФИЛЯ | 1992 |
|
RU2022033C1 |
| МОБИЛЬНОЕ, ПРЕИМУЩЕСТВЕННО ОПТИЧЕСКОЕ, УСТРОЙСТВО | 1998 |
|
RU2145136C1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ И ДВУСТОРОННЕГО СБРАСЫВАНИЯ ИЗДЕЛИЙ | 1998 |
|
RU2169687C2 |
| СИСТЕМА ПРОМЫВКИ ОРЕБРЕННОЙ ПОВЕРХНОСТИ ТЕПЛООБМЕННЫХ ТРУБ АППАРАТОВ ВОЗДУШНОГО ОХЛАЖДЕНИЯ | 2022 |
|
RU2791788C1 |
| УСТАНОВКА АГРЕГАТОВ НАСОСНЫХ ДИНАМИЧЕСКИХ, ВЕРТИКАЛЬНОГО ТИПА | 2023 |
|
RU2819369C1 |
| Реечный холодильник сортового проката | 1988 |
|
SU1627297A1 |
| УСТАНОВКА ДЛЯ ТЕПЛОВОЙ ПОДГОТОВКИ ПРОКАТНЫХ ВАЛКОВ | 1993 |
|
RU2065334C1 |
| Ошпариватель свекловичной стружки | 2024 |
|
RU2839766C1 |
| УСТАНОВКА ПЛУНЖЕРНОГО ТИПА ДЛЯ ЛАМИНАРНОГО ОХЛАЖДЕНИЯ | 2010 |
|
RU2491143C2 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
Изобретение предназначено для улучшения эксплуатационных характеристик устройства для охлаждения листового проката. Устройство состоит из последовательно установленных секции интенсивного и секции малоинтенсивного охлаждения проката, каждая из которых содержит нижние и верхние приводные ролики, установленные в корпусах подшипниковых опор, соответственно на нижней стационарной раме и верхней вертикально подвижной раме, каждая секция содержит верхние и нижние коллекторы с форсунками для воды. Уменьшение габаритов устройства, упрощение его обслуживания обеспечивается за счет того, что привод перемещения каждой верхней подвижной рамы выполнен в виде четырех индивидуальных приводов, шарнирно закрепленных на сдвоенных корпусах подшипниковых опор нижних приводных роликов и шарнирно прикрепленных к верхним подвижным рамам в начале и в конце каждой секции, устройство снабжено взаимодействующими с вертикальными направляющими подвижных рам направляющими роликами и защитными экранами, установленными на сдвоенных корпусах подшипниковых опор, секция малоинтенсивного охлаждения имеет горизонтальные направляющие, закрепленные на верхней подвижной раме, нижние коллекторы установлены с возможностью смещения в горизонтальной плоскости, а каждый верхний снабжен опорными балками и установлен с возможностью вертикального и горизонтального перемещения относительно рам, устройство снабжено коллекторами с форсунками для подачи воздуха, а первый верхний приводной ролик установлен на подпружиненные подшипниковые опоры. 8 з.п.ф-лы, 9 ил.
1. Устройство для регулируемого охлаждения листового проката, состоящее из последовательно установленных по ходу движения проката, по меньшей мере, одной секции интенсивного охлаждения проката, содержащей нижние и верхние приводные ролики, установленные в корпусах подшипниковых опор, соответственно на нижней стационарной раме и верхней подвижной в вертикальных направляющих раме, и, по меньшей мере, одной секции малоинтенсивного охлаждения проката, содержащей нижние приводные ролики, установленные в корпусах подшипниковых опор на нижней стационарной раме, верхнюю подвижную в вертикальных направляющих раму, при этом каждая секция содержит верхние и нижние коллекторы с форсунками для подачи воды, приводы вертикального перемещения верхних подвижных рам, отличающееся тем, что привод перемещения каждой верхней подвижной рамы выполнен в виде четырех индивидуальных приводов - гидроприводов или винтовых приводов, шарнирно закрепленных на корпусах подшипниковых опор нижних приводных роликов, выполненных сдвоенными в начале и в конце каждой секции и шарнирно прикрепленных к верхним подвижным рамам, устройство снабжено направляющими роликами и защитными экранами, установленными на сдвоенных корпусах подшипниковых опор, при этом направляющие ролики установлены с возможностью взаимодействия с вертикальными направляющими подвижных рам, секция малоинтенсивного охлаждения имеет защитные горизонтальные направляющие, закрепленные на верхней подвижной раме, каждый нижний коллектор с форсунками установлен между нижними приводными роликами с возможностью смещения в горизонтальной плоскости, а каждый верхний коллектор с форсунками имеет опорные балки, с которыми он объединен в коллекторный модуль и установлен в вертикальные направляющие ячейки, выполненные на верхних подвижных рамах, с возможностью вертикального и горизонтального перемещения относительно этих рам, при этом форсунки соседних коллекторов установлены с возможностью смещения относительно друг друга, устройство снабжено коллекторами с форсунками для подачи воздуха, установленными на верхних подвижных рамах в начале и в конце каждой секции в составе соответствующих верхних коллекторных модулей подачи воды, первый по ходу движения проката верхний приводной ролик секции интенсивного охлаждения установлен на подпружиненные подшипниковые опоры с возможностью вертикального перемещения, а остальные верхние приводные ролики жестко закреплены на подвижной раме.
2. Устройство по п.1, отличающееся тем, что верхние приводные ролики жестко закреплены на подвижной раме клиновым механизмом.
3. Устройство по п.1, отличающееся тем, что второй и третий по ходу движения проката верхние приводные ролики и оппозитные им нижние приводные ролики выполнены ребристыми, при этом ребра вторых и третьих роликов смещены относительно друг друга, а шаги первых пяти нижних приводных роликов больше последующих и их межроликовое пространство перекрыто плитами.
4. Устройство по п.1, отличающееся тем, что направляющие ролики со стороны приводов нижних роликов выполнены с ребордами.
5. Устройство по п.1, отличающееся тем, что оси приводов вертикального перемещения верхних подвижных рам наклонены в сторону проката.
6. Устройство по п.l, отличающееся тем, что защитные экраны секций интенсивного и малоинтенсивного охлаждения выполнены с пазами для установки плит между соседними нижними приводными роликами и образуют с шейками приводных нижних и верхних роликов и с подвижными верхними рамами бесконтактные лабиринтные уплотнения.
7. Устройство по п.1, отличающееся тем, что защитные горизонтальные направляющие секции малоинтенсивного охлаждения соединены с верхней подвижной рамой через опоры-лотки, установленные между форсунками водяных коллекторов, а дно каждой опоры-лотка выполнено с уклоном к неприводной стороне верхних и нижних приводных роликов.
8. Устройство по любому из пп.1-7, отличающееся тем, что каждый гидропривод перемещения выполнен в виде поршневого гидроцилиндра со встроенными датчиками линейного перемещения поршня.
9. Устройство по любому из пп.1-7, отличающееся тем, что каждый винтовой привод перемещения выполнен в виде сервопривода.
| RU 2007142879 А, 27.05.2009 | |||
| US 3423254 А, 21.01.1969 | |||
| US 3604696 А, 14.09.1971 | |||
| US 4711431 A, 08.12.1987. |

