Изобретение относится к сельскохозяйственному производству и может быть применено при производстве поливных трубопроводов для капельного орошения.
Известен "Способ изготовления трубопровода для капельного орошения и устройство для его осуществления" по заявке 4614228/26, кл. B29C 47/02 от 29.05.1989 г., в котором описано устройство для установки некруглых капельных элементов в трубопровод.
Однако данный способ описывает метод установки капельных элементов в трубопровод, ограничиваясь при этом только некруглыми элементами.
Известен также способ непрерывного изготовления шланга для капельного орошения по патенту 96105406/12, кл. B29D 23/00 от 18.07.1994 г., однако данный способ описывает возможность изготовления капельного шланга из тонкостенной ленты без установки капельных элементов.
Известно, что круглые капельные элементы благодаря большей протяженности зигзагообразных каналов для снижения давления обеспечивают более стабильные и равномерные показатели расхода воды. Поливные трубопроводы с круглыми капельницами производятся, но известные способы имеют свои недостатки. Проблема в том, что на выходе из головки, в процессе охлаждения и вытяжки, на трубопроводе уменьшается наружный диаметр, но в месте нахождения капельницы диаметр не меняется. В результате образуется трубопровод с периодически меняющимся диаметром.
В известных водовакуумных калибрующих устройствах при прохождении участка трубопровода с меньшим диаметром через калибрующую втулку происходит подсос воздуха с последующим ухудшением качества трубопровода. Можно увеличить величину разрежения в водовакуумной ванне, но это может вызвать отрыв трубы от капельницы. Таким образом процесс калибровки возможен в очень узком диапазоне регулировок, несоблюдение которых приводит к большому проценту брака.
Техническим результатом заявленного изобретения является обеспечение стабильной величины разрежения в водовакуумной ванне с соответствующим уменьшением количества брака при получении поливного трубопровода с круглыми капельницами.
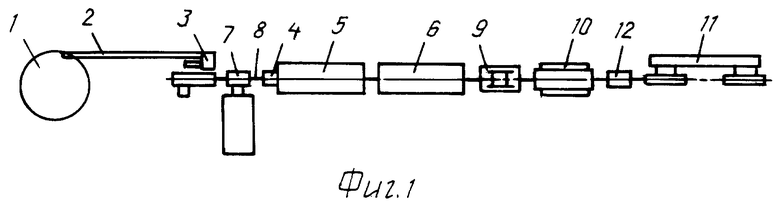
Поставленная задача достигается тем, что круглые капельницы, как показано на фиг.1, из вращающегося загрузочного бункера 1 по транспортеру 2 подаются в устройство для подачи капельниц 3, с помощью которых капельницы через угловую головку 7 подаются в трубопровод 8. В дальнейшем капельница подхватывается трубопроводом, приваривается к нему и калибруется в калибрующем устройстве 4, установленном на водовакуумной ванне 5.
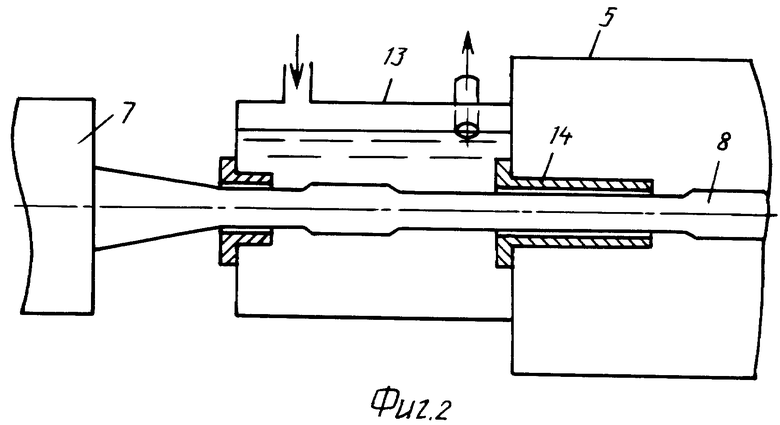
На фиг.2 показано калибрующее устройство, которое состоит из резервуара 13, снабженного подводом и отводом воды, и калибрующих втулок, при этом уровень воды в резервуаре находится выше калибрующих втулок. При прохождении участка трубопровода с меньшим диаметром через втулку 14 в зазор между втулкой и трубопроводом перетекает вода и величина разрежения в водовакуумной ванне не меняется. Таким образом перепады диаметра трубопровода не влияют на качество калибровки. После окончательного охлаждения в ванне 6 поливной трубопровод проходит через устройство для оформления выходных отверстий 9. Необходимая скорость трубопровода задается тянущим устройством 10. Намоточное устройство 11 с двумя вращающимися барабанами позволяет по сигналу от счетного устройства 12 по завершении намотки одной бухты отрезать трубопровод и начать ее намотку на втором барабане, давая возможность оператору снять готовую бухту с первого барабана.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПОДАЧИ И УСТАНОВКИ КАПЕЛЬНИЦ В ПОЛИВНОМ ТРУБОПРОВОДЕ КАПЕЛЬНОГО ОРОШЕНИЯ | 2009 |
|
RU2415565C2 |
| УСТРОЙСТВО ДЛЯ ОФОРМЛЕНИЯ ВЫХОДНЫХ ОТВЕРСТИЙ В ПОЛИВНОМ ТРУБОПРОВОДЕ КАПЕЛЬНОГО ОРОШЕНИЯ | 2009 |
|
RU2411127C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ПРОВОЛОКИ К ШПАЛЕРНОЙ СТОЙКЕ | 2009 |
|
RU2403707C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТОЕК АРМИРОВАННЫХ ДЛЯ ШПАЛЕР ВИНОГРАДНИКОВ | 2009 |
|
RU2423238C2 |
| ЭЛЕКТРОМАГНИТНЫЙ КЛАПАН | 2024 |
|
RU2835823C1 |
| МАНОМЕТРЫ АБСОЛЮТНОГО ДАВЛЕНИЯ С ПОРШНЕВОЙ ПАРОЙ, ОБРАЗОВАННОЙ СТРУКТУРНО-СОПРЯЖЕННЫМИ МАГНЕТИКАМИ (ВАРИАНТЫ) | 2014 |
|
RU2581438C2 |
Изобретение относится к сельскохозяйственному производству и может быть применено при производстве поливных трубопроводов для капельного орошения. Техническим результатом заявленного изобретения является обеспечение стабильной величины разрежения в водовакуумной ванне и уменьшение количества брака при получении поливного трубопробода. Технический результат достигается в экструзионной линии по производству поливного трубопровода для капельного орошения. При этом обеспечивается возможность установки круглых капельниц внутрь трубопровода, с последующей калибровкой трубопровода. 2 ил.
Экструзионная линия по производству поливного трубопровода для капельного орошения, отличающаяся тем, что обеспечивается возможность установки круглых капельниц внутрь трубопровода с последующей калибровкой трубопровода.
| RU 2062234 A1, 20.06.1996 | |||
| WO 0241690 A1, 30.05.2002 | |||
| US 5744779 A, 28.04.1998 | |||
| US 3981452 A, 21.09.1976 | |||
| WO 2006025046 A1, 09.03.2006. |

