Изобретение относится к области машиностроения и может быть использовано на операциях шлифования заготовок деталей, работающих в условиях трения.
Известен способ шлифования, включающий прижим к вращающемуся шлифовальному кругу эластомера [1].
Недостаток этого способа заключается в том, что прижимаемый к шлифовальному кругу материал не является металлическим. Частицы этого материала, попадая в зону контакта шлифовального круга и обрабатываемой заготовки, не могут проявить металлические связи с поверхностью заготовки. В связи с этим отсутствует возможность образования прочных износостойких микро- и наноструктур поверхностного слоя заготовки.
Наиболее близким к заявляемому техническому решению является способ шлифования, включающий прижим бруска к рабочей поверхности вращающегося шлифовального круга [2]. Причем этот прижим осуществляют после правки круга, а в качестве материала бруска используют монолитный материал, твердость и теплоустойчивость которого ниже, чем у абразивного материала шлифовального круга. При этом материал бруска должен обладать высокой адгезионной активностью по отношению к абразивному материалу круга.
Недостаток этого способа шлифования в том, что материал бруска обладает более высокой адгезионной активностью по отношению к абразивному материалу шлифовального круга, чем к материалу обрабатываемой заготовки. Контактируя с вращающимся шлифовальным кругом, нагреваясь и становясь более пластичным, такой материал заполняет впадины субмикропрофиля вершин зерен шлифовального круга и за счет сил адгезии прочно удерживается в них. Попадая в зону контакта обрабатываемой заготовки с кругом, не покидает вышеуказанных впадин и не переносится на обрабатываемую поверхность заготовки. В связи с этим отсутствует возможность создания прочных, в том числе и износостойких микро- и наноструктур на поверхности заготовки.
Кроме этого, прижим бруска осуществляется непрерывно с момента начала шлифования заготовки, поэтому микро- и наноструктуры, даже в случае их локального образования, удаляются в процессе снятия материала заготовки.
Целью предлагаемого изобретения является создание способа шлифования с образованием износостойких микро- и наноструктур на поверхности заготовок деталей.
Указанная цель достигается тем, что предлагаемый способ шлифования, включающий прижим к рабочей поверхности вращающегося шлифовального круга антифрикционного металлического материала, твердость и теплоустойчивость которого ниже, чем у абразивного материала, и обладающего более высокой адгезионной активностью по отношению к материалу обрабатываемой заготовки, чем к абразивному материалу шлифовального круга. Причем прижим вышеуказанного материала осуществляется на финишном этапе обработки поверхности (выхаживании, осуществляемом без врезной подачи шлифовального круга) и без применения смазочно-охлаждающего технологического средства (СОТС).
Прижимаемый материал, контактируя с вращающимся шлифовальным кругом, разогревается, размягчается и заполняет субмикронеровности поверхности абразивных зерен шлифовального круга. Налипшие на абразивные зерна частицы материала, оказавшись в зоне контакта с заготовкой, дополнительно нагреваются, становятся еще более пластичными и испытывают значительные усилия прижатия к поверхности заготовки. За счет сдвиговых деформаций, граничная пленка поверхностного слоя заготовки разрушается. Частицы антифрикционного металлического материала, обладая высокой адгезионной активностью к материалу заготовки, покидают субмикронеровности на абразивных зернах вследствие образования прочных металлических связей с материалом заготовки. Присоединившиеся к поверхности заготовки частицы антифрикционного металлического материала растираются абразивными зернами тонким слоем с образованием износостойких микро- и наноструктур. Незначительный съем металла с обрабатываемой поверхности в начале выхаживания (вследствие упругих отжатий в технологической системе) и отсутствие СОТС способствуют разрушению граничных пленок, что обеспечивает прочность адгезионных связей созданных микро- и наноструктур с обработанной поверхностью заготовки.
На чертеже показана схема реализации заявленного способа шлифования.
Обрабатываемая заготовка 1 находится в контакте с шлифовальным кругом 2. В державке 3 размещен брусок 4 из антифрикционного металлического материала. Брусок 4 прижимается к рабочей поверхности шлифовального круга.
Шлифование поверхностей осуществляют в следующей последовательности. После снятия припуска и окончания размерной обработки заготовки 1 прекращают врезную подачу шлифовального круга 2 и подачу СОТС. Далее брусок 4 прижимают к рабочей поверхности вращающегося шлифовального круга 2 и начинают финишный этап обработки - выхаживание поверхности. Шлифование прекращают после создания на обрабатываемой поверхности требуемой концентрации износостойких микро- и наноструктур.
Предлагаемый способ шлифования эффективен при финишной обработке шеек валов компрессоров. Обрабатываемые цилиндрические поверхности вала из стали 40Х, подвергаемые врезному шлифованию, имели твердость 4,0-4,5 ГПа. Условия обработки: шлифовальный круг 1 - 300×40×76 25А25СМ16К51кл; скорость вращения круга - 28 м/с, врезная подача - 0,5 мм/мин, скорость вращения заготовки - 25 м/мин; СОТС - эмульсия «Укринол-1»; антифрикционный металлический материал - латунь Л63, время выхаживания обрабатываемой поверхности - 0,7…1,0 мин. Микротвердость абразивных зерен шлифовального круга составляет 24 ГПа, температура плавления - 2030°С. Твердость антифрикционного металлического материала - 0,9-1,1 ГПа, температура плавления - 905°С. Таким образом, обработка при указанных условиях способствует формированию износостойких поверхностных микро- и наноструктур.
Использование предлагаемого способа шлифования позволяет иметь технико-экономический эффект, связанный с повышением износостойкости поверхностей деталей, снижением расходов на ремонт машин и оборудования.
Источники информации
1. Авторское свидетельство СССР №1775282, В24В 53/007, 1990 г.
2. Патент РФ №2240220, В24В 1/00, 53/007, 2003 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ | 2003 |
|
RU2240220C1 |
| СПОСОБ ШЛИФОВАНИЯ | 2004 |
|
RU2278013C1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНОГО КРУГА | 2003 |
|
RU2238840C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176948C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2185275C1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2388587C1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2389597C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ СРЕДСТВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176587C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1997 |
|
RU2152861C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176949C2 |
Изобретение может быть использовано для шлифования заготовок, работающих в условиях трения. К рабочей поверхности вращающегося шлифовального круга прижимают монолитный материал, твердость и теплоустойчивость которого ниже, чем у абразивного материала шлифовального круга. Прижимаемый материал является антифрикционным металлическим материалом и обладает более высокой адгезионной активностью по отношению к материалу обрабатываемой заготовки, чем к абразивному материалу шлифовального круга. На финишном этапе шлифования поверхности заготовки прекращают подачу смазочно-охлаждающего технологического средства и осуществляют прижим металлического материала. Обеспечивается повышение износостойкости детали за счет образования на поверхности заготовки прочных, износостойких микро- и наноструктур. 1 ил.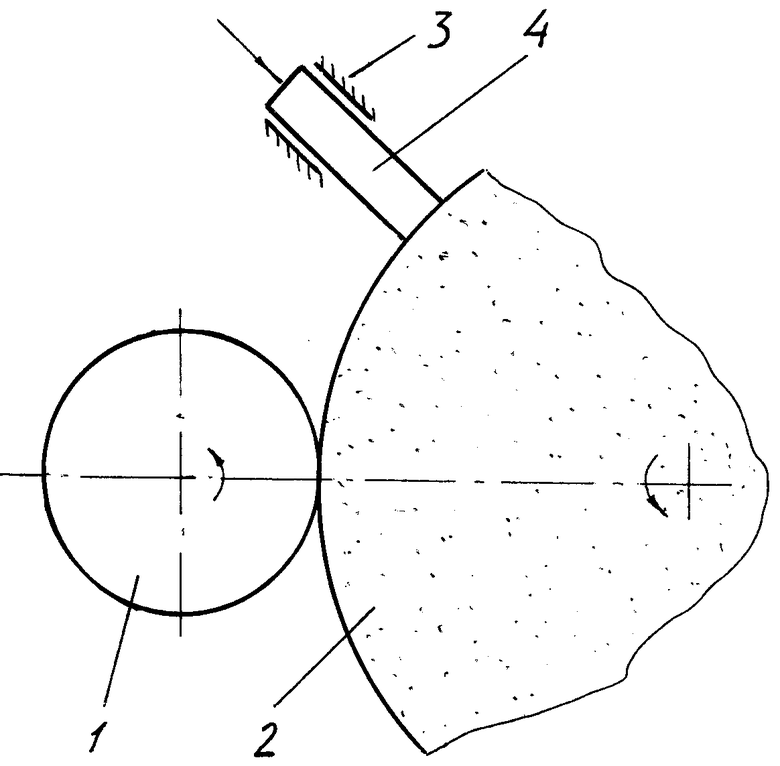
Способ шлифования заготовки, включающий прижим к рабочей поверхности вращающегося шлифовального круга монолитного материала, твердость и теплоустойчивость которого ниже, чем у абразивного материала шлифовального круга, подачу смазочно-охлаждающего технологического средства, отличающийся тем, что в качестве монолитного материала используют антифрикционный металлический материал, обладающий более высокой адгезионной активностью по отношению к материалу обрабатываемой заготовки, чем по отношению к абразивному материалу шлифовального круга, при этом на финишном этапе шлифования поверхности заготовки прекращают подачу смазочно-охлаждающего технологического средства и осуществляют прижим антифрикционного металлического материала к рабочей поверхности шлифовального круга.
| СПОСОБ ШЛИФОВАНИЯ | 2003 |
|
RU2240220C1 |
| Способ чистки абразивных инструментов | 1990 |
|
SU1775282A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176948C2 |
| GB 1487061 А, 28.09.1977. | |||

