Данное изобретение, в частности, относится к теплообменнику, собранному из пакета полых плоских секций и имеющему очень высокий уровень производительности, а именно очень высокую объемную проводимость в сочетании с небольшой площадью передней поверхности, малые затраты механической энергии для приведения в движение вовлеченных текучих сред и возможность работы с жидкими и/или газовыми средами при сравнительно высоких перепадах давлений и температурах.
Во вторую очередь изобретение относится к теплообменникам, которые аналогичны вышеупомянутому теплообменнику, по сравнению с ним, в общем, имеют более низкий уровень производительности, но, возможно, будут лучше подходить к определенным специальным приложениям.
Теплообменники из полых плоских секций имеют гораздо более высокий уровень производительности, чем теплообменники со сплошными ребрами на радиаторах для тепловых двигателей. На самом деле, при той же объемной проводимости в таких теплообменниках типа жидкость-газ промежуток между смежными полыми плоскими секциями намного больше промежутка между сплошными ребрами. В результате вес первых теплообменников, их объем, площадь передней поверхности и потребляемая энергия для подачи жидкости/жидкостей и/или газа существенно ниже, чем в последних теплообменниках. И все же теплообменники со сплошными металлическими ребрами продолжают повсеместно использоваться в ряде областей. В этих обстоятельствах, если тепловые двигатели снабжены обычными радиаторами типа вода-воздух, площадь передней поверхности (главное сечение) этих радиаторов составляет примерно 0,3 дм2 на отводимый кВт, в то время как их эксплуатация требует механической энергии (подача газа и жидкости), составляющей до 10% рассеиваемой тепловой энергии, а в случае небольших разностей температур - даже больше. Это говорит о преимуществе теплообменников из полых плоских секций.
Теплообменники, изготовленные из цельного пакета полых плоских секций, сделанных из полимера, стекла или металла, описаны в европейском патенте ЕР 1579163 В1, полученным ТЕТ. Способ изготовления одного из этих теплообменников состоит в изготовлении посредством высокотемпературного выдувного формования полимерной черновой формы. При этом получают заготовку типа гармоники, снабженную двояковыпуклым гофрированным кожухом, с рельефными стенками, имеющими крутые периодически изменяющиеся выпуклости, а затем выполняют контролируемое сжатие этой заготовки. После сжатия этот гофрированный кожух принимает окончательный вид цельного пакета жестких полых плоских секций с тонким внутренним каналом, присоединенным к двум внутренним коллекторам. Такие цельные полимерные теплообменники дают вполне удовлетворительные результаты во многих приложениях, поскольку необходимая объемная проводимость остается в среднем диапазоне (не более 20 Вт/°С/дм3), а текучие среды, с которыми работает теплообменник, находятся под умеренным перепадом давления (не более 0,1 МПа) и имеют не очень высокую температуру (менее 100°С). Действительно, в некоторых специальных случаях преимущества этих теплообменников в аспекте веса, стоимости, объема и расхода энергии (от 3 до 5% отводимой тепловой энергии) в значительной степени компенсируют их ограниченную производительность, в частности, если начальная разность температур между двумя текучими средами, о которых идет речь, сравнительно невелика (менее 60°С).
Этот цельный теплообменник, собранный из полых плоских секций с рельефными полимерными стенками, обладает многими преимуществами. Стенки такого теплообменника сочетают в себе определенную жесткость и определенную тонкость, то есть взаимно противоречивые характеристики, так что он имеет небольшой вес, стоимость и объем. Несмотря на ламинарный поток охлаждающей жидкости тонкий внутренний канал теплообменника делает возможной хорошую теплопроводность между жидкостью и стенкой полой плоской секции. С другой стороны, рельефные стенки теплообменника создают сравнительно существенную турбулентность потока воздуха между плоскими секциями, что позволяет значительно увеличить промежуток между ними. Это существенно снижает энергию, необходимую для приведения в движение воздуха между плоскими секциями. Кроме того, значительная турбулентность воздуха, циркулирующего между плоскими секциями, увеличивает видимую теплопроводность воздуха и, следовательно, общую теплопроводность теплообменника.
Тем не менее, опыт показал, что этот двухступенчатый способ высокотемпературного выдувного формования с последующим контролируемым сжатием двояковыпуклого гофрированного кожуха полимерной заготовки приводит к ограниченному результату, если стремятся увеличить необходимый уровень производительности и, в частности, объемную проводимость изготовленного таким образом теплообменника. Действительно, при этом способе полный контроль двухступенчатого процесса изготовления цельного пакета полых плоских секций в отношении толщин внутреннего канала и стенок плоских секций невозможен, хотя эти толщины являются решающими параметрами для величины общей объемной проводимости теплообменника. В результате на практике, что касается внутреннего канала полых плоских секций, это дает среднее значение толщины примерно 2 миллиметра с разбросом не менее 30%. Что касается толщины стенок плоских секций, среднее значение составляет примерно 1 миллиметр, а разброс - около 50%, причем этот разброс в основном возникает благодаря неравномерному сужению стенки во время высокотемпературного выдувного формования заготовки.
Следует заметить, что наличие внутренних коллекторов пакета полых плоских секций добавляет к ограничению производительности, которое можно отнести к этим проблемам с толщиной, еще один аспект: создание центрального канала, общего для всех этих полых плоских секций, который делает возможным прямой быстрый поток жидкости между этими двумя коллекторами. В результате этот сравнительно большой центральный канал почти не способствует необходимому теплообмену.
В международной заявке WO 2006/010822, поданной ТЕТ, описаны высокопроизводительные охлаждающие устройства для различных применений. В этих устройствах радиаторы представляют собой теплообменники, изготовленные в соответствии со способом, описанным в европейском патенте ТЕТ. Для одного из специальных применений (охлаждение отработавших газов дизельного двигателя с целью их повторного использования) в изобретении предусмотрена возможность использования цельного теплообменника, имеющего полые металлические плоские секции, способные выдерживать более высокий перепад давления и температуру, чем то давление и температура, которым можно подвергать цельный полимерный теплообменник. Для этого посредством гидроформинга необходимо изготовить металлическую заготовку теплообменника типа гармоники. Этот известный способ кажется многообещающим в области цельных теплообменников с полыми металлическими плоскими секциями, но в настоящее время применить его надлежащим образом пока еще невозможно. Более того, сам по себе этот способ ограничен в отношении его теоретической эффективности. Действительно, так как удельное термическое сопротивление охлаждающих жидкостей, то есть воды или масла, высоко, термическое сопротивление слоя жидкости, текущей в ламинарном потоке в таких полых плоских секциях, неизбежно является высоким, при условии, что средняя толщина составляет, по меньшей мере, 2 мм. Это устраняет большую часть преимущества низкого термического сопротивления, которое могло бы быть обеспечено рассматриваемыми металлическими стенками.
Следовательно, необходимо разработать другой способ изготовления теплообменников для различных специальных применений, в частности для применения, которое было рассмотрено выше, и, в более широком плане, для любого устройства, заключающего в себе возможность наличия весьма высокоэффективного теплообменника. С этой целью эти новые металлические теплообменники должны иметь такие же небольшие вес, объем, площадь передней поверхности и расход механической энергии, как в вышеописанных цельных теплообменниках. Они должны удовлетворять этому требованию, имея намного большую объемную проводимость (например, по меньшей мере, 100 Вт/°С/дм3). Кроме того, они, прежде всего, должны соответствующим образом работать при высоких перепадах давления и температурах, например 1 МПа и 600°С. Кроме того, на основе этих первых металлических теплообменников возможны также другие менее производительные полимерные или стеклянные теплообменники, имеющие отношение к специальным применениям, особенно тем, при которых применяются коррозионно-активные жидкости.
Для этого, в отличие от цельных металлических теплообменников, первоначально предусмотренных для охлаждения отработавших газов дизельных двигателей, новые теплообменники, в частности, предназначенные для этого специфического применения, должны быть снабжены полыми металлическими плоскими секциями, имеющими как можно более тонкий и точный внутренний канал, а также стенки - жесткие и в то же время очень тонкие. Что касается общих характеристик такого теплообменника, очевидно, что они будут совершенно отличаться от характеристик предыдущих теплообменников. Они будут заимствованы от тяжелых, объемных теплообменников, которые разработаны для охлаждения электрических трансформаторов в распределительных сетях и описаны в патентах US 3153447 от 1964 г. и US 3849851 от 1974 г. Это устройство собрано из больших полых металлических плоских секций с рельефными стенками, посредством сварки соединенных с двумя наружными коллекторами, которые могут быть установлены вертикально и охлаждаться воздухом, циркулирующим благодаря естественной конвекции.
Первым предметом изобретения является высокопроизводительный теплообменник, составленный из полых плоских секций с тонкими металлическими стенками, усиленными соответствующим рельефом, одновременно имеющий небольшие вес, объем, площадь поверхности и расход механической энергии, а также высокую объемную проводимость, и в то же время подходящий для безотказного, легко управляемого промышленного производства, кроме того, способный работать с жидкими и/или газовыми средами при высоких температурах и/или перепадах давления.
Второй предмет изобретения касается усовершенствованного теплообменника, аналогичного предыдущему теплообменнику, с более низкой, чем у прежнего теплообменника, производительностью, но лучше подходящего для рассматриваемых специальных применений, отличающихся от применений предыдущего теплообменника, и заключающего в себе пакет полых плоских секций с тонкими полимерными или стеклянными стенками, усиленных соответствующим рельефом.
Третьим предметом изобретения является компактный радиатор с небольшой площадью передней поверхности, изготовленный из этих усовершенствованных теплообменников, имеющий высокую теплопроводность и требующий весьма незначительной энергии для перекачивания и вентиляции.
В соответствии с изобретением предложен теплообменник с низким весом и объемом и очень высокой объемной проводимостью, способный работать с текучими средами при высоких перепадах давления и температурах, в котором:
полые металлические плоские секции с тонким внутренним каналом собраны в пакет, расположены с равными интервалами друг от друга и присоединены к наружным коллекторам;
эти плоские секции содержат рельефный центральный участок, расположенный между двумя соединительными участками, снабженными тонкими отверстиями, с площадью, примерно равной площади поперечного сечения центрального участка;
стенки этих плоских секций изготовлены посредством штамповки и резки металлического листа;
боковые кромки двух стенок полой плоской секции сварены;
отличается тем, что:
стенки каждой полой плоской секции являются как жесткими, так и очень тонкими, их рельефный центральный участок имеет одну или несколько совокупностей периодически изменяющихся, расположенных на одной линии выпуклостей, снабженных крутыми наклепанными поверхностями, которые создают большое количество острых граней, направленных под углом или перпендикулярно линии, вдоль которой расположены выпуклости;
промежуток между противоположными поверхностями одинаков, очень мал, точно известен и практически неизменен в области предусматриваемых перепадов давлений;
промежутки, разделяющие плоские секции, сравнительно тонки.
Прежде чем давать пояснения относительно преимущества этих новых компоновок, следует заметить, что в американских патентах, о которых идет речь, стенки плоских секций не должны быть тонкими и их жесткость не является особой проблемой, так что рельеф центрального участка стенок не является решением проблемы жесткости, которая в этом случае вряд ли существует. Значительная толщина стенок, изготовленных из обычных металлических листов, без труда удовлетворяет этому требованию. Рельеф предназначен для простого увеличения теплопередающей поверхности плоских секций без увеличения их размеров. Это достигается благодаря продольным волнистостям, являющимся результатом сравнительно тонких выемок, равномерно расположенных в стенках на определенном расстоянии друг от друга. Специфический профиль этих волнистостей показан; он является обычным и вряд ли может характеризоваться, как в какой-то степени оригинальный, так как в данном типе теплообменника этот аспект интереса не представляет. Тем не менее, благодаря этим волнистостям внутренний канал полых плоских секций имеет то увеличивающуюся, то уменьшающуюся толщину, симметрично изменяющуюся около сравнительно высокого среднего значения. К тому же стенки внутреннего канала не содержат противоположных наклонных поверхностей.
Согласно первому варианту реализации изобретения устройство, во-первых, содержит плоские секции с очень тонкими жесткими стенками (например, 0,15 мм для определенных сталей), которые имеют чрезвычайно высокую твердость и ограниченную эластичность благодаря наклепу, полученному в качестве "бонуса" во время стандартной (холодной) штамповки; каждая поверхность этих вогнутостей и выпуклостей служит в качестве жесткой полосы, кроме того, каждая острая грань действует как ребро, в которое вложены эти полосы. Следовательно, эти полосы под действием приложенного перепада давления могут прогнуться лишь весьма ограниченно. В частности, если избыточное давление действует снаружи, этот прогиб всегда остается значительно меньше внутренней толщины полой плоской секции, толщина которой, измеренная между поверхностями выпуклостей, в соответствии с конструкцией точно известна и чрезвычайно мала (например, 0,3 мм). Это предотвращает любой контакт между стенками противоположных поверхностей, так что функция теплообмена между двумя текучими средами всегда осуществляется соответствующим образом.
При этих условиях каждая рельефная полая плоская секция в соответствии с изобретением имеет значительную первоначальную жесткость благодаря тому факту, что металл, составляющий ее стенки, наклепан, а также благодаря тому, что периодически изменяющиеся выпуклости существенно увеличивают момент инерции плоской секции. Таким образом, эти вдвойне жесткие, очень тонкие полосы способны превосходно действовать как эффективный теплообменник между двумя текучими средами, циркулирующими вдоль двух поверхностей этих полос, даже если между этими средами существует высокий перепад давления. Непосредственные свойства этих штампованных периодически изменяющихся выпуклостей, которые должны обеспечить эту жесткость, определяют основу изобретения. Они принимают форму крутых наклепанных поверхностей, образованных значительными локальными удлинениями первоначально плоского листа, что, таким образом, создает некоторое количество очень тонких, очень жестких полос, все кромки которых вложены в ребра, образованные острыми гранями выпуклостей.
Острые грани диэдров, которые образуют между собой эти крутые поверхности, обладают вторым известным эффектом - эффектом увеличения кажущейся теплопроводности воздуха; грани, ориентированные под углом и/или перпендикулярно направлению потока воздуха, обладают эффектом создания значительной турбулентности, в общем, быстрого потока воздуха, проходящего через сравнительно тонкие промежутки, разделяющие плоские секции. Такое расположение в случае вертикально установленных волнообразных плоских секций в рассматриваемых американских патентах значения бы не имело, так как медленный поток воздуха проходит через разделяющие их промежутки с неточно определенными размерами, циркулируя благодаря естественной конвекции.
Если теперь, чтобы завершить этот аргумент, обратиться к европейскому патенту ТЕТ, то можно увидеть, что все изложенные выше причины, которые ограничивают производительность, в новом теплообменнике устранены и заменены их противоположностями: стенки и внутренний канал имеют очень небольшую, точную и известную толщину, а центральный канал, как будет подробно описано ниже, можно убрать. Напротив, все положительные свойства, относящиеся к рельефным стенкам полых плоских секций цельного полимерного теплообменника, описанного в этом европейском патенте, сохраняются. Эти свойства дополняются характеристиками, возникающими вследствие наклепа используемых металлических листов. Благодаря сочетанию этих свойств с преимуществами теплообменника, описанного в американском патенте, вместе с применением (в контексте предусматриваемых высоких перепадов давления априори нецелесообразным) очень тонких стенок и созданием очень тонкого внутреннего канала получается новый, неочевидный теплообменник. Следовательно, этот новый теплообменник имеет уровень производительности, который значительно превосходит уровень производительности и без того уже весьма эффективного цельного полимерного теплообменника, соответствующего европейскому патенту ТЕТ.
В соответствии с особыми характеристиками, дополняющими вышеописанные основные свойства,
каждая полая плоская секция содержит, по меньшей мере, два ряда периодически изменяющихся выпуклостей;
два смежных ряда разделены тонкой, прямой перегородкой, образованной двумя штампованными внутренними выступами, соединенными сваркой;
высота этих выступов равна половине внутренней ширины плоских секций у вершин их выпуклостей.
Эти последние меры, предпринятые благодаря возможности, намеченной в американском патенте, о котором идет речь, с целью улучшить жесткость плоских секций, если они имеют большие размеры (м2), дают для предлагаемого теплообменника два чрезвычайно полезных результата. Во-первых, под действием сравнительно высокого внутреннего избыточного давления, приложенного к полым плоским секциям такого теплообменника, прямая внутренняя перегородка сохраняет такое значение внутренней толщины рельефного центрального участка, которое практически не зависит от перепада давления, действующего на тонкие стенки плоских секций. В результате полые плоские секции с весьма тонкими стенками, усиленными благодаря соответствующему рельефу, способны выдержать без повреждений сравнительно высокое внутреннее избыточное давление. Без таких сварных внутренних выступов смежные ряды очень жестких периодически изменяющихся выпуклостей были бы отделены гибкими зонами, действующими как шарнир. В ответ на такое избыточное давление это привело бы к небольшому выпучиванию плоских секций, вызывая существенное снижение теплообмена в промежутках между ними или даже быстрый износ плоских секций. Однако с такими перегородками, образованными этими двумя сварными внутренними выступами, систематично увеличивать толщину очень тонких стенок полых плоских секций, чтобы они могли выдержать временное высокое внутреннее избыточное давление, необязательно. Это означает, что можно изготовить более легкие, менее дорогие теплообменники.
Второе преимущество этих сварных внутренних выступов заключается в большей эффективности требуемого теплообмена. Внутренняя перегородка, образованная таким образом между двумя смежными рядами периодически изменяющихся выпуклостей, создает барьер для потока жидкости, поступающей в полую плоскую секцию. Первый эффект каждого барьера состоит в предотвращении существенного прямого потока между двумя наружными коллекторами, вдоль гладкой стенки с небольшой площадью поверхности, который по этой причине для требуемого теплообмена неэффективен, так как эта поверхность не охвачена сильным потоком воздуха, потому что она расположена в задней области коллектора, находящегося выше по потоку. С другой стороны, второй эффект этого барьера заключается в направлении входящего потока к двум рядам периодически изменяющихся выпуклостей, которые обладают высокой эффективностью теплообмена и, таким образом, максимизируют осуществляемый теплообмен.
Следует заметить, что для теплообменника с большими полыми плоскими секциями со сравнительно толстыми стенками, описанного в рассматриваемых американских патентах, эти два преимущества большого интереса не представляют. В этом теплообменнике максимальный перепад давления, который имеет место у нижней части больших вертикальных плоских секций, представляет собой низкое гидростатическое избыточное давление, созданное охлаждающим маслом. Предлагаемого теплообменника это не касается; ясно, что этот теплообменник можно установить в любом релевантном положении, кроме того, он может работать при очень высоких перепадах давления. Более того, так как масло циркулирует от верхней части к нижней благодаря естественной конвекции в полых плоских секциях, размеры которых намного превышают размер наружных коллекторов, низкое динамическое давление вверх по потоку благодаря низкой скорости циркуляции предотвращает возможность выбора маслом быстрой прямой траектории от одного коллектора к другому.
В соответствии со свойствами, которые дополняют предыдущие характеристики:
углы, образованные нормалями к двум смежным поверхностям периодически изменяющихся выпуклостей, составляют по меньшей мере 30°, так что острые грани этих поверхностей могут быть эффективными при создании турбулентности и соизмеримыми с ребрами, в которые вложены поверхности этих выпуклостей;
максимальный угол нормалей к двум смежным поверхностям ограничен ограничениями, диктуемыми условиями, при которых штампуют рассматриваемый металлический лист.
В соответствии со свойствами, которые дополняют прежние характеристики, противоположные поверхности плоской секции имеют параллельные стенки, а промежуток, разделяющий эти стенки, постоянен и имеет величину того же порядка, что и толщина стенок.
В соответствии со свойствами, которые дополняют предыдущие характеристики:
периодически изменяющиеся выпуклости имеют сами по себе две поверхности в виде равнобедренной трапеции, имеющие общую продольную грань и две совместные ромбовидные поверхности;
длинная диагональ ромбовидных поверхностей может иметь размер, в несколько десятков раз больше толщины стенки плоских секций.
В соответствии со свойствами, которые альтернативны предыдущим характеристикам:
периодически изменяющиеся выпуклости сами по себе имеют две треугольные поверхности и две совместные шестиугольные поверхности, имеющие общую поперечную грань;
расстояние между поперечными гранями шестиугольных поверхностей может в несколько десятков раз превышать толщину стенки плоской секции.
В соответствии со свойствами, которые дополняют предыдущие характеристики, рельефный центральный участок каждой полой плоской секции соединен с наружными коллекторами посредством двух соединительных участков, имеющих две боковые кромки с гладкими стенками со значительным наклоном, содержащие части усеченных конусов.
Согласно свойствам, которые дополняют предыдущие характеристики, наружные коллекторы имеют аэродинамический профиль, способный минимизировать их сопротивление потоку.
В соответствии с возможными свойствами, которые дополняют предыдущие характеристики, симметричные выпуклые поверхности кажутся нарезанными ромбовидным узором и содержат несколько вторичных поверхностей, снабженных дополнительными острыми гранями.
В результате этих различных мер объемная проводимость изготовленного таким образом теплообменника чрезвычайно высока. Тому существует несколько причин. Во-первых, плоские секции имеют металлические стенки с незначительным тепловым сопротивлением, во-вторых, тепловое сопротивление очень тонкого слоя воды или масла внутри плоских секций мало несмотря на ламинарный поток этого слоя и сравнительно высокое тепловое сопротивление упомянутых жидкостей, в-третьих, турбулентность и кажущаяся теплопроводность воздуха, циркулирующего между плоскими секциями, увеличивается с высотой выпуклостей и общим числом содержащихся в них острых граней. Благодаря по меньшей мере двум рядам, каждый из которых заключает в себе несколько периодически изменяющихся выпуклостей, снабженных поверхностями, наклоненными под углом примерно 45°, достигается выгодный компромисс между различными затрагиваемыми параметрами. Штамповка выпуклостей, поверхности которых наклонены примерно под углом менее 50°, является обычной операцией, которая не ставит при изготовлении никаких проблем. Минимальный угол 30° между нормалями к двум смежным поверхностям обеспечивает достаточную турбулентность в потоке воздуха и минимальную ширину для каждого ряда выпуклостей на центральном участке плоских секций, если высота этих полостей и выпуклостей фиксирована. Кроме того, минимальный угол 30° между нормалями к двум смежным поверхностям придает рассматриваемой грани достаточную жесткость, сопоставимую с жесткостью ребра, в этом случае грани совместно сопоставимы с сетью ребер.
Кроме того, благодаря теплообменнику, образованному посредством пакетирования большого количества таких идентичных плоских секций, присоединенных к двум наружным коллекторам, можно значительно снизить перепад давления жидкости, циркулирующей в них с постоянной скоростью и в ламинарном потоке, скорость которого, смотря по обстоятельствам, может быть сравнительно высокой. В любом случае такой пакет существенно снижает энергию, которая необходима для перекачивания жидкости. Дополнительно к применению наружных коллекторов с аэродинамическим профилем, несмотря на сравнительно большой зазор, разделяющий плоские секции, их наибольший размер, установленный параллельно скорости потока двух пересекающихся текучих сред, приводит к существенному снижению аэродинамического сопротивления радиатора и/или энергии, необходимой для его вентилирования.
Что касается металлов, которые можно использовать для изготовления стенок полых плоских секций в соответствии с изобретением, следует заметить, что их немного, но они хорошо известны специалистам по штамповке, и выбор (например, сталь или алюминий), в конце концов, определяется механическими характеристиками этих металлов в диапазоне рабочих температур теплообменников, заключающих в себе такие плоские секции.
В результате этих различных мер промышленное производство предлагаемых очень высокопроизводительных теплообменников включает ряд вполне управляемых операций, которые автоматизируются сравнительно просто. В результате при массовом производстве достигается выгодная себестоимость таких теплообменников. Эти операции заключаются в следующем:
1) штамповка и резка из тонкого металлического листа идентичных стен плоской секции;
2) переворачивание одной стенки вверх ногами;
3) сборка двух смежных стенок посредством сварки их боковых фланцев и выступов их внутреннего центрального участка;
4) монтаж и крепление посредством приваривания этих полых плоских секций к их двум наружным коллекторам.
Согласно изобретению компактный радиатор с очень высокой объемной проводимостью отличается следующим:
радиатор содержит две идентичные группы теплообменников из тонких металлических полых листов, относящиеся к двум главным коллекторам, расположенным выше по потоку и ниже по потоку, которые снабжены плоскими прямоугольными трапециевидными поверхностями, немного отделенными друг от друга, и размещены так, что их прямые углы расположены друг против друга;
отдельные коллекторы теплообменников в каждой группе, расположенные выше по потоку и ниже по потоку, соответствующим образом, с постоянными интервалами, немного большими, чем ширина центрального участка теплообменников, присоединены к двум поверхностям двух главных коллекторов, размещенных выше и ниже по потоку.
Благодаря этим мерам радиатор можно сконструировать с очень высокой объемной проводимостью и минимально возможным главным поперечным сечением (должно отводиться до 0,10 дм2 на один кВт). Большое количество теплообменников, в свою очередь образованных большим числом металлических полых плоских секций, пакетированных в соответствии с изобретением, можно присоединить на любой из двух сторон двух главных коллекторов. Этот компактный радиатор также требует весьма небольшой энергии для перекачивания и вентилирования, примерно в пять раз ниже энергии, необходимой для радиаторов со сплошными ребрами с той же теплопроводностью.
Свойства и преимущества изобретения станут более понятными после прочтения следующего описания неограничивающего варианта реализации изобретения, которое сопровождается ссылками на прилагаемые чертежи. На чертежах изображено следующее.
Фиг.1. Вид сверху на первую рельефную стенку предлагаемой полой плоской секции.
Фиг.2А. Вид сверху на вторую рельефную стенку предлагаемой полой плоской секции.
Фиг.2В и 2С. Виды на отдельные поверхности этой стенки.
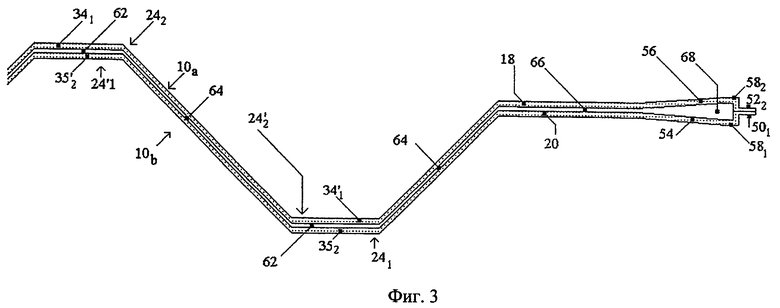
Фиг.3. Продольный разрез периодически изменяющихся выпуклостей на первой стенке.
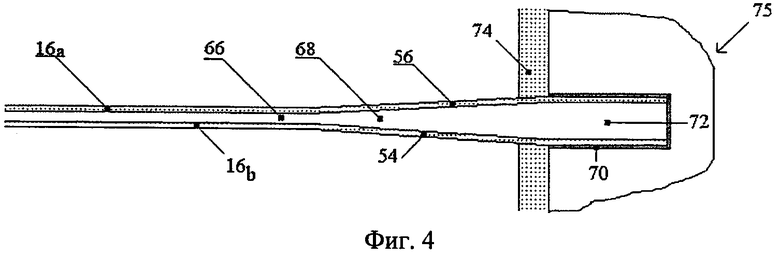
Фиг.4. Продольный разрез одного из концов полой плоской секции, приваренной к коллектору.
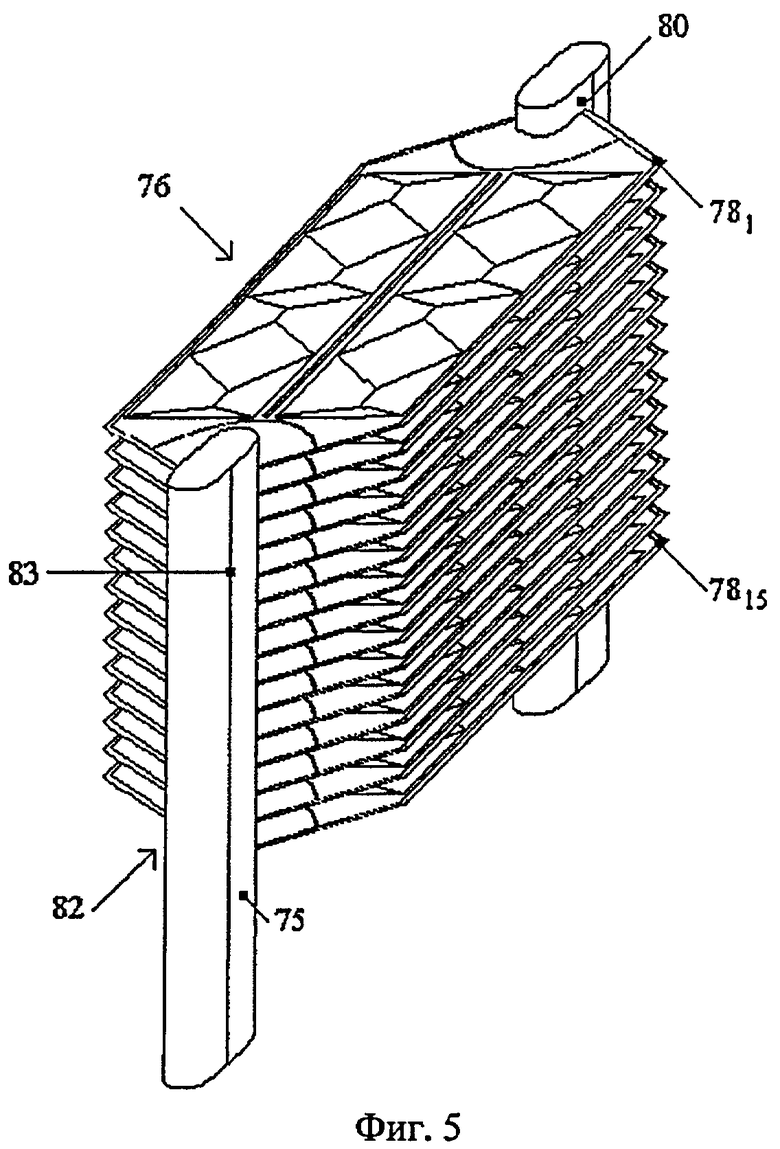
Фиг.5. Изометрическая перспектива теплообменника с пятнадцатью полыми плоскими секциями.
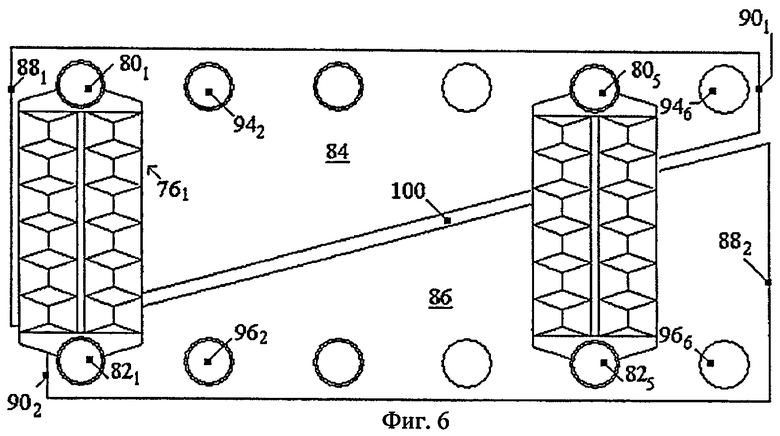
Фиг.6. Вид сверху на предлагаемый радиатор, сконструированный с использованием этих теплообменников.
На фиг.1 показан первый вариант реализации тонкой металлической стенки 10 полой плоской секции. Эта стенка была отштампована, а затем вырезана так, чтобы получить рельефный центральный участок 13, помещенный между двумя соединительными участками. В качестве примера эта стенка изготовлена из алюминия и имеет толщину 0,3 мм; ширина рельефного центрального участка стенки составляет 60 мм, длина - 76 мм. Центральный участок 13 составлен из двух смежных одинаковых рядов 12 и 14 периодически изменяющихся выпуклостей, разделенных тонкой неизогнутой зоной 16 шириной 4 мм. Два соединительных участка 18 и 20 имеют гладкие стенки. Каждый ряд содержит две идентичные области чередующегося рельефа, составленного из выпуклостей и вогнутостей, а именно для рядов 12-14 из четырех выпуклостей 221-2 и 241-2 с одной стороны и четырех вогнутостей 22'1-2 и 24'1-2 с другой стороны. Вогнутости изображены в сером цвете. Каждая выпуклость 221-2-241-2 или каждая вогнутость 22'1-2-24'1-2 имеет крышевидную форму с четырьмя скатами, имеющими очень крутые острые грани, то есть для каждой периодически изменяющейся выпуклости в ряду 12: во-первых, сама по себе, две симметричные трапеции 261-2 и 281-2 для выпуклостей и 26'1-2 и 28'1-2 для вогнутостей, каждая из которых имеет большое основание длиной 19 мм, во-вторых, совместно со смежной выпуклостью в том же ряду, два равнобедренных треугольника 301-2 и 321-2 для выпуклостей и 32'1-2 для вогнутостей, все с основанием 28 мм, в-третьих, продольный конек 341-2 для выпуклостей и 34'1-2 для вогнутостей, все длиной 5 мм, в-четвертых, одинаковую высоту 5 мм. Следует заметить, что две пары равнобедренных треугольников 302-30'1 и 30'2-321 в ряду 12 (и аналогично в ряду 14), которые относятся к двум следующим друг за другом чередованиям двух периодически изменяющихся рельефов, образуют два плоских ромба.
В центре тонкого прямого участка 16, который разделяет надвое рельефный центральный участок 13 изображенной стенки 10, штамповкой изготовлен внутренний выступ 36 шириной 2 мм, с симметричными сторонами и такой жесткостью, какую позволяет технология штамповки. Выступ 36 имеет высоту, равную половине максимального промежутка, разделяющего коньки выпуклостей на двух стенках изготовленной полой плоской секции (то есть, как указано ниже, 0,2 мм). Две линии 38-40 отделяют параллельные наружные кромки двух рядов 12-14 периодически изменяющихся выпуклостей на стенке полой плоской секции от пары параллельных наружных фланцев 42-44, образующих часть уплотнительной поверхности двух стенок плоской секции. Линии 38-40 и фланцы 42-44 имеют ширину 1 мм и образуют тонкий уступ высотой 0,2 мм, определяющий половину внутренней толщины плоской секции на коньках его выпуклостей. Эти две плоские линии 38-40 заканчиваются в двух плоских частях 46-48 двух соединительных участков 18-20 стенки 10, а два параллельных фланца 42-44 заканчиваются двумя парами косых наружных фланцев 501-502 и 521-522 тех же соединительных участков. Они образуют другую часть уплотнительной поверхности стенок плоской секции. Каждый фланец 501-2 или 521-2 образует с продольной линией симметрии стенки 10 угол 60°. Конец каждого соединительного участка 18-20 содержит почти плоскую часть 54-56 в виде усеченного конуса, половина угла раствора конуса составляет 87.5°. Эта коническая часть ограничена двумя парами дуг 581-2 и 601-2, последняя пара имеет длину 8 мм. Их концы соединены друг с другом посредством двух уступов высотой 1,5 мм, так что площадь каждого из отверстий, расположенных выше или ниже по потоку и, таким образом, сделанных для полой плоской секции, составляет 24 мм2, что примерно равно площади поперечного сечения внутреннего пространства рельефного центрального участка 13 плоской секции.
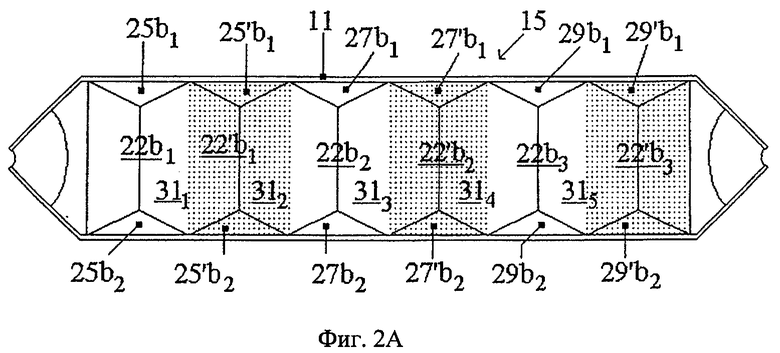
На фиг.2А показана штампованная, а затем вырезанная тонкая металлическая стенка 11, которая образует второй вариант реализации предлагаемой полой плоской секции. Стенка 11 отличается от предыдущей стенки 10 только в отношении своего рельефного участка, который содержит только один ряд выпуклостей 15 шириной 26 мм, и формы своих периодически изменяющихся выпуклостей. Единственный ряд заключает в себе три выпуклости 22b1-3 и три вогнутости 22'b1-3, вогнутости обозначены серым цветом. Каждая выпуклость 22b1-3 и каждая вогнутость 22'b1-3 имеет крышеобразную форму с четырьмя крутыми скатами. В результате каждая из трех периодически изменяющихся выпуклостей в ряду 15 имеет: во-первых, сама по себе, пару симметричных боковых треугольников 25b1-2, 27b1-2, 29b1-2 для выпуклостей и аналогичных треугольников 25'b1-2, 27'b1-2, 29'b1-2 для вогнутостей, причем основание каждого треугольника составляет 14 мм, во-вторых, совместно со смежной выпуклостью, центральные шестиугольники 311-5, причем все шестиугольники имеют поперечный конек длиной 18 мм и одну и ту же высоту 5 мм.
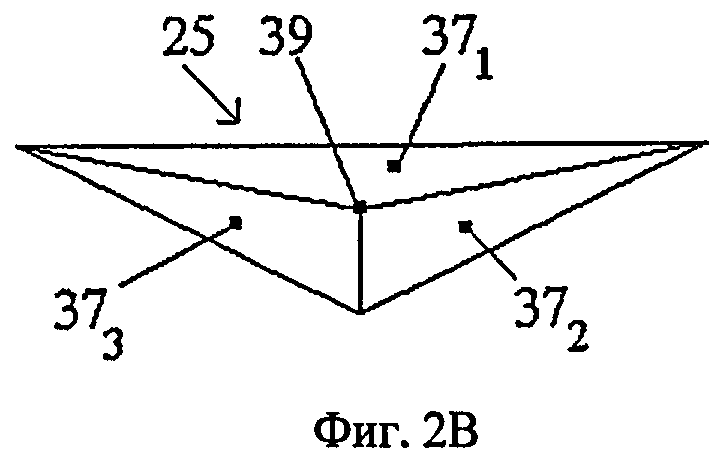
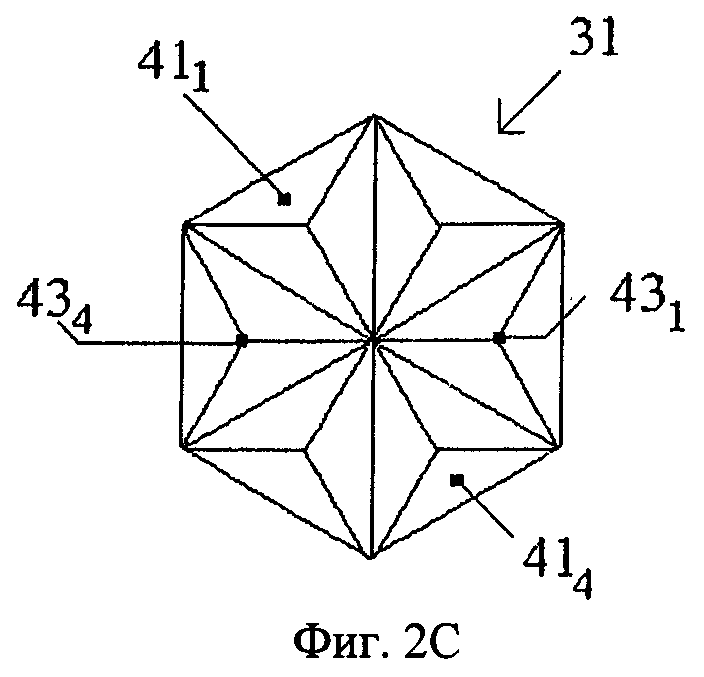
На фиг.2В и 2С в качестве вариантов поверхностей выпуклостей, показанных на фиг.1 и 2А, две из главных поверхностей (см. фиг.2А) имеют вторичные поверхности. На фиг.2В показана треугольная боковая поверхность 25, имеющая три вторичные поверхности 371-3, которые образуют сравнительно плоский трехгранник с тремя острыми гранями, с пирамидальным острием 39, расположенным в центре тяжести этого треугольника. На фиг.2С изображена шестиугольная продольная поверхность 31, снабженная шестью треугольниками с копланарными сторонами 411-6, с центральным пирамидальным острием 431-6, аналогичным острию 39 на фиг.2В. Высота точек 39 и 431-6 определяется ограничениями технологии штамповки листового металла.
На фиг.1 и 2А показаны две возможные формы, которые могут принимать выпуклости на рельефных стенках предлагаемых полых плоских секций. На фиг.2В и 2С изображены возможные варианты основных поверхностей этих выпуклостей, позволяющие улучшить их способность производить турбулентность в потоке воздуха между плоскими секциями.
На фиг.3 изображен увеличенный продольный разрез вдоль оси АА' (см. фиг.1) одного из концов части полой плоской секции перед присоединением ее к коллектору. Эта плоская секция является результатом сварки двух стенок 10а и 10b, причем стенка 10b представляет собой стенку 10а, перевернутую вверх ногами вокруг поперечной оси симметрии ВВ' (см. фиг.1). Разрез АА' сделан вдоль коньков 352 и 35'2 периодически изменяющегося рельефа, образованного выпуклостью 242 и вогнутостью 24'2 в ряду 14, он проходит через соединительный участок 18 стенки 10а этой плоской секции. На фиг.4 показан увеличенный разрез того же конца плоской секции, сделанный вдоль продольной линии симметрии СС' (см. фиг.1) рядов 12 и 14 периодически изменяющихся выпуклостей и соединительных участков 18 и 20 стенки 10а.
На фиг.3 выпуклости и вогнутости первого варианта реализации нижней стенки 10b и верхней стенки 10а плоской секции перевернуты, так что части 242 и 24'2 верхней стенки 10а, которые видны в профиле на фиг.3, оказываются соответственно вогнутостью и выпуклостью. Выпуклость 24'1 и вогнутость 241 на стенке 10b, которые определены выше, помещены соответственно в вогнутость и выпуклость. Толщина части 62 внутреннего канала полой плоской секции, находящейся между вложенными коньками 341-35'2 или 34'1-352 рельефной зоны плоской секции, составляет 0,4 мм, а толщина части 64 внутреннего канала, находящегося между скатами 45° поднимающихся или опускающихся сторон выпуклостей, равна 0,28 мм. Толщина внутреннего канала 66 между плоскими частями соединительных участков 18 и 20 составляет 0,4 мм.
В соответствии с фиг.3 в правой части разреза вдоль линии АА', во-первых, показано начало 68 постепенного отделения стенок от двух расположенных напротив конических секций 54-56 стенок 10а-10b, которыми заканчиваются эти два соединительных участка, во-вторых, два симметричных уступа этих стенок, которые начинаются окружностями 582 и 581, в-третьих, два симметричных наружных фланца 522 и 501, определяющих уплотнительную поверхность стенок 10а и 10b.
На фиг.4 изображен разрез вдоль продольной оси симметрии СС' конца одной полой плоской секции, сцепленного, вваренного буртиком 70 в кромки и концы канавки 72 в виде дуги 120°, сделанной в соединительном кожухе 74 наружного коллектора 75, образованного двумя приваренными друг к другу продолговатыми кожухами. На представленном разрезе изображены две параллельные секции 16а и 16b тонкого центрального участка стенок 10а и 10b, разделенные промежутком 0,4 мм, и две другие расходящиеся секции 54 и 56, соответствующие расположенным напротив секциям соединительных участков двух стенок 10а и 10b полой плоской секции. Промежуток между крайними кромками этих двух расходящихся секций составляет 3 мм, а длина дуги 120° 602 и 601 (см. фиг.1) - 8 мм. В результате площадь прямых поперечных сечений внутреннего канала с рельефными стенками и площадь отверстий в концах ребра примерно равны.
На фиг.5 изображен элементарный теплообменник 76, содержащий пятнадцать тонких полых металлических секций 781-15 с рельефными стенками. Концы этих полых плоских секций, как показано выше, введены и вварены в канавки с круговыми кромками, которые имеют ширину 3,5 мм, разнесены на расстояние 8 мм и выполнены в наружных коллекторах 80-82, с образованием аэродинамического профиля. Чтобы сделать возможным несложное изготовление таких сварных соединений, коллекторы 80-82 составлены из двух продолговатых кожухов, имеющих U-образное поперечное сечение и приваренных друг к другу по линии 83. Они изготовлены из металлических полос, вырезанных из листов, идентичных тем листам, которые используются для производства стенок из штампованных листов. Канавки с соответствующей шириной, длиной и промежутком изготавливают в половину этих полос, затем два типа полос, подготовленных таким образом, посредством двух соответствующих шаблонов с выступающими и полыми профилями превращают в передние закрывающие и соединительные кожухи 75. После этого отверстия в различных полых плоских секциях приваривают к канавкам в соединительных кожухах. Затем два передних закрывающих кожуха поочередно приваривают к предыдущим двум, и один из их концов запаивают наглухо, чтобы образовать как два наружных коллектора обтекаемой формы, так и сам теплообменник.
На фиг.6 показан вид сверху на компактный радиатор 81. Шесть идентичных теплообменников 761-6 можно смонтировать параллельно на одной из сторон двух плоских главных коллекторов 84-86, имеющих вид прямоугольных трапеции и установленных валетом, чтобы образовать компактный радиатор с соответствующей общей теплопроводностью. Эти два коллектора 84-86 имеют параллельные стороны 881-2 и 901-2 и толщину, примерно равную максимальному размеру прямых поперечных сечений наружных коллекторов 801-2. Два смежных теплообменника монтируют так, что боковые края их плоских секций практически примыкают друг к другу, или устанавливают их с небольшим перемежением. В первом случае нижние части наружных коллекторов, расположенных выше (801-6) по потоку и ниже (821-6) по потоку, вставляют на одну и ту же глубину в соответствующие им круглые отверстия 941-6 и 961-6, расположенные с постоянными интервалами вдоль продольных сторон 92-93 передних поверхностей главных коллекторов, затем их приваривают. Во втором случае глубина вставления коллекторов различна для теплообменников в неровных и ровных рядах. Длина более длинных 882-902 параллельных сторон двух главных коллекторов 84-86 определяется количеством монтируемых теплообменников 76. Короткие стороны двух главных коллекторов 84-86 имеют длины, определенные интервалом между наружными коллекторами 80-82 и промежутком 100 (обычно 5 мм), разделяющим наклонные стороны главных коллекторов.
Такая компоновка теплообменников, образованных пакетами тонких полых металлических плоских секций с очень тонкими стенками, усиленными рельефом, позволяет образовать компактный радиатор, весьма предпочтительный для охлаждения тепловых машин большой мощности (более 100 кВт). Он имеет небольшое главное поперечное сечение, очень высокую теплопроводность, низкую мощность, потребляемую на перекачку и вентиляцию, ограниченный объем и вес. Радиатор подходит для обработки отработанных газов дизельных двигателей, после охлаждения применяемых для улучшения работы двигателей при низких скоростях. В более общем смысле при помощи такого компактного металлического устройства могут осуществить эффективный теплообмен между двумя текучими средами, в частности между жидкостью и газом, имеющими высокую температуру и/или перепад давления (примерно до 600°С и 1 МПа).
Описанными примерами изобретение не ограничивается. Длина и ширина полых плоских секций может быть существенно больше, чем показано на фиг.1, и составлять несколько дециметров. То же самое можно сказать в отношении периодически изменяющихся выпуклостей в каждом ряду и числа рядов в каждой плоской секции. На практике максимальные размеры плоской секции определяются размерами стола имеющихся в распоряжении штамповочных прессов. Что касается числа полых плоских секций в теплообменнике, то оно может достигать нескольких десятков. То же самое можно сказать и в отношении общего количества теплообменников, собранных в компактный радиатор.
Также следует заметить, что предлагаемые полые плоские секции можно изготовить, применяя две соответствующие рельефные стенки - аналогичные друг другу, но не идентичные вследствие того, что они имеют разные боковые ребра. Вместо двух идентичных стенок с боковыми фланцами, которые содержат небольшой уступ, определяющий полутолщину внутреннего канала центрального участка, плоские секции могут иметь одну стенку с фланцами, имеющими уступ с высотой, в два раза большей, чем высота прежнего уступа, а вторую стенку - без какого-либо уступа. Это потребует использования двух разных пар матриц штампа, но при больших объемах выпуска большого экономического воздействия это не окажет.
На чертежах, которые приведены выше, показаны полые плоские секции для теплообменника жидкость-газ. Жидкость циркулирует в этих металлических плоских секциях с очень тонким внутренним каналом (0,3 мм). Очевидно, что в случае теплообменников газ-газ толщина этого внутреннего канала намного больше (обычно более 1 мм), а промежуток между плоскими секциями, в общем, меньше, чем в изображенном теплообменнике. Это связано с тем, что массовые расходы и скорости двух газов с той или другой стороны стенок полых плоских секций соизмеримы.
Более того, для специальных применений, особенно в химии и некоторых других областях, в которых применяют коррозионно-активные текучие среды, часто бывает желательным, а иногда и необходимым, иметь доступ к высокопроизводительным стеклянным теплообменникам, превосходно подходящим для соответствующих условий эксплуатации. С этой целью эти стеклянные теплообменники могут быть снабжены высокой объемной проводимостью, но посередине между проводимостями, указанными выше для пластинчатых теплообменников, изготовленных либо из цельного полимера, либо из металла того типа, который предложен в изобретении (20 или 100 Вт/°С/дм3). Что касается максимальных температур и перепадов давления, которые могут быть приложены к этим стеклянным теплообменникам, то они ниже тех значений, которые выдерживают предлагаемые металлические теплообменники, но выше значений, относящихся к цельным полимерным теплообменникам в соответствии с европейским патентом ТЕТ. Таким образом, для применений такого типа может быть выгодным, иметь доступ к полимерным теплообменникам с объемной проводимостью примерно на 50% больше проводимости цельных теплообменников, в то же время сохраняя их диапазоны температур и перепада давления.
С этой целью могут применить новую технологию для предлагаемых металлических теплообменников, а также вместо металлического листа просто применить лист стекла или полимера и обрабатывать его способом горячей штамповки или высокотемпературного формообразования. Способы изготовления, применяемые при этих двух технологиях формования изделий из листовых материалов, аналогичны друг другу: при первой технологии используют механическое давление и две согласованные друг с другом формы, содержащие вогнутости и/или выступы, при второй технологии - единственную форму с вогнутостями и/или выступами. При обеих технологиях используют соответствующее нагревание. Тем не менее, нагартовка не производится.
Толщина стенок и внутренних каналов таких стеклянных или полимерных теплообменников с полыми плоскими секциями, имеющих рельефные стенки и наружные коллекторы, неизбежно увеличится в соответствии со специфическими механическими свойствами используемого типа стекла или полимера. Их производительность будет непосредственно зависеть от этих свойств, как пояснено выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОПЕРЕДАЮЩАЯ ПАНЕЛЬ КОСМИЧЕСКОГО АППАРАТА | 2013 |
|
RU2536760C1 |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛЯБОВ | 2006 |
|
RU2392088C2 |
| ДВЕРЦА С ВСТРОЕННОЙ ГОРЕЛКОЙ ДЛЯ НАГРЕВАТЕЛЬНОГО ПРИБОРА | 2010 |
|
RU2484376C1 |
| ОБОГРЕВАТЕЛЬ ПОМЕЩЕНИЯ (ПЯТЬ ВАРИАНТОВ), КОЖУХ ОБОГРЕВАТЕЛЯ ПОМЕЩЕНИЯ И ТЕПЛООБМЕННИК ОБОГРЕВАТЕЛЯ ПОМЕЩЕНИЯ (ДВА ВАРИАНТА) | 2005 |
|
RU2338967C2 |
| Устройство для нагрева воздуха | 2017 |
|
RU2680283C1 |
| ВОДОРОДОПРОНИЦАЕМАЯ МЕМБРАНА, ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И МЕМБРАННЫЙ АППАРАТ | 2005 |
|
RU2416460C2 |
| ТЕПЛООБМЕННИК И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2006 |
|
RU2361167C1 |
| ПРОФИЛЬ КОНВЕКТОРА | 2020 |
|
RU2752444C1 |
| ИЗЛУЧАТЕЛЬНЫЙ МОДУЛЬ НА ОСНОВЕ ЛИНЕЙКИ ЛАЗЕРНЫХ ДИОДОВ (ВАРИАНТЫ) | 1998 |
|
RU2150164C1 |
| УНИВЕРСАЛЬНОЕ ОХЛАЖДАЮЩЕЕ УСТРОЙСТВО ДЛЯ АГРЕГАТОВ С БОЛЬШОЙ ТЕПЛОВОЙ МОЩНОСТЬЮ | 2005 |
|
RU2290584C2 |

Изобретение относится к области теплотехники и может быть использовано в пластинчатых теплообменниках компактных радиаторов. В теплообменнике с низким весом и высокой объемной проводимостью, работающем с текучими средами при высоком перепаде давления и высоких температурах, полые плоские секции собраны в пакет, расположены с равными интервалами друг от друга и присоединены к наружным коллекторам, причем эти плоские секции содержат рельефный центральный участок, а боковые кромки двух стенок полой плоской секции сварены; при этом стенки каждой полой плоской секции выполнены жесткими, их рельефный центральный участок имеет один или несколько рядов периодически изменяющихся, расположенных на одной линии выпуклостей, снабженных крутыми поверхностями, которые создают большое количество острых граней, направленных под углом и/или перпендикулярно линии, вдоль которой расположены выпуклости; кроме того, промежуток между противоположными поверхностями одинаков, точно известен и неизменен в области предусматриваемых перепадов давлений. Технический результат - возможность изготовления более легких, тонких и недорогих металлических, стеклянных или полимерных теплообменников с полыми плоскими секциями, имеющих рельефные стенки и наружные коллекторы. 2 н. и 10 з.п. ф-лы, 6 ил.
1. Теплообменник (76) с низким весом и высокой объемной проводимостью, способный работать с текучими средами при высоком перепаде давления и высоких температурах, в котором:
полые плоские секции (781-15) с тонким внутренним каналом собраны в пакет, расположены с равными интервалами друг от друга и присоединены к наружным коллекторам (80-82);
эти плоские секции содержат рельефный центральный участок (13), расположенный между двумя соединительными участками (18-20), снабженными тонкими отверстиями (601-2), с площадью, примерно равной площади поперечного сечения центрального участка;
причем боковые кромки (42-44) двух стенок (10-11) полой плоской секции (78) сварены;
отличающийся тем, что
стенки (10-11) каждой полой плоской секции (781-15) выполнены жесткими, их рельефный центральный участок (13) имеет одну или несколько совокупностей (12-14) периодически изменяющихся, расположенных на одной линии выпуклостей (22-22', 24-24'), снабженных крутыми поверхностями (24, 26, 28, 30), которые создают большое количество острых граней, направленных под углом и/или перпендикулярно линии, вдоль которой расположены выпуклости;
промежуток (64-66) между противоположными поверхностями одинаков, точно известен и неизменен в области предусматриваемых перепадов давлений.
2. Теплообменник по п.1, отличающийся тем, что
полые плоские секции выполнены из металла; при этом
стенки этих полых плоских секций (78) изготовлены посредством штамповки и резки металлического листа; крутые поверхности периодически изменяющихся выпуклостей наклепаны.
3. Теплообменник по п.1, отличающийся тем, что полые плоские секции выполнены из стекла или полимера;
стенки этих полых плоских секций изготовлены посредством горячей штамповки или высокотемпературного формообразования, а затем вырезанием из листа стекла или полимера.
4. Теплообменник по любому из пп.1-3, отличающийся тем, что
каждая полая плоская секция (78) содержит, по меньшей мере, два ряда (12-14) периодически изменяющихся выпуклостей;
два смежных ряда разделены тонкой прямой перегородкой (36), образованной двумя штампованными или термоформованными внутренними выступами, собранными посредством сварки;
высота этих выступов равна половине максимального значения внутренней ширины полых плоских секций.
5. Теплообменник по любому из пп.1-3, отличающийся тем, что углы, образованные нормалями к двум смежным поверхностям периодически изменяющихся выпуклостей, составляют, по меньшей мере, 30°, так что острые грани этих поверхностей эффективно создают турбулентность и выдерживают перепад давлений между текучими средами;
максимальный угол нормалей к двум смежным поверхностям ограничен ограничениями, диктуемыми условиями, при которых рассматриваемый материал штампуют или формуют горячим способом.
6. Теплообменник по любому из пп.1-3, отличающийся тем, что периодически изменяющиеся выпуклости имеют сами по себе две боковые поверхности в виде равнобедренной трапеции (261-2, 26'1-2), имеющие общую продольную грань (341, 34'1), и две совместные ромбовидные поверхности (302-30'1);
длинная диагональ ромбовидных поверхностей может иметь размер, в несколько десятков раз больше толщины стенки плоских секций.
7. Теплообменник по любому из пп.1-3, отличающийся тем, что периодически изменяющиеся выпуклости имеют сами по себе две боковые поверхности в виде равнобедренного треугольника (25b1-2, 27b1-2, 29b1-2) для выпуклостей и (25'b1-2, 27'b1-2, 29'b1-2) для вогнутостей и две совместные центральные шестиугольные поверхности для выпуклостей (22b1-3) и для вогнутостей (22'b1-3), имеющие общую поперечную грань;
промежуток между поперечными гранями шестиугольных поверхностей может в несколько десятков раз превышать толщину стенки плоских секций.
8. Теплообменник по любому из пп.1-3, отличающийся тем, что рельефный центральный участок (13) каждой полой плоской секции соединен с наружными коллекторами посредством двух соединительных участков (18-20), имеющих две боковые кромки с гладкими стенками со значительным наклоном, содержащие части усеченных конусов (54-56).
9. Теплообменник по любому из пп.1-3, отличающийся тем, что противоположные поверхности полой плоской секции имеют параллельные стенки, а промежуток (64), разделяющий эти стенки, постоянен и имеет величину того же порядка, что и толщина стенок.
10. Теплообменник по любому из пп.1-3, отличающийся тем, что симметричные выпуклые поверхности нарезаны ромбовидным узором (25-31), содержат несколько вторичных поверхностей (371-3-411-5) и снабжены дополнительными острыми гранями.
11. Теплообменник по любому из пп.1-3, отличающийся тем, что наружные коллекторы (80-82) полых плоских секций имеют аэродинамический профиль, способный минимизировать сопротивление теплообменника;
каждый коллектор составлен из двух продолговатых кожухов, из которых один кожух (75) предназначен для присоединения к плоским секциям, а другой кожух предназначен для закрытия спереди, поперечное сечение коллекторов имеет U-образную форму, и коллекторы соединены друг с другом посредством линии (83) сварного шва.
12. Компактный легкий радиатор с высокой или очень высокой теплопроводностью, отличающийся тем, что
содержит две идентичные группы теплообменников (76) с полыми плоскими секциями (781.15), изготовленными из металла, стекла или полимера, как раскрыто в п.5;
эти две группы теплообменников сопряжены с двумя тонкими главными коллекторами, один из которых - коллектор (84) - расположен выше по потоку, и другой - коллектор (86) - расположен ниже по потоку, которые снабжены плоскими прямоугольными трапециевидными поверхностями, немного отделенными друг от друга промежутком (100) и размещены так, что их прямые углы расположены друг против друга;
отдельные коллекторы теплообменников в каждой группе, а именно - коллекторы (801-6), расположенные выше по потоку, и коллекторы (821-6), расположенные ниже по потоку, соответствующим образом, с постоянными интервалами, большими, чем ширина центрального участка (13) теплообменников, присоединены к двум соответствующим поверхностям двух главных коллекторов, размещенных выше и ниже по потоку.
| ЕР 1579163 А, 28.09.2005 | |||
| DE 10218274 A1, 06.11.2003 | |||
| СПОСОБ ИЗВЛЕЧЕНИЯ РЕДКОЗЕМЕЛЬНЫХ МЕТАЛЛОВ ИЗ ФОСФОГИПСА | 2012 |
|
RU2491362C1 |
| Пластинчатый теплообменник | 1983 |
|
SU1162292A1 |

