Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству и способу сборки удаленных обжимных оптических соединителей на основе муфты.
Уровень техники
В области оптических телекоммуникационных сетей оптоволоконные соединители являются одним из основных способов соединения двух или более оптоволоконных кабелей. Существует несколько классов оптоволоконных соединителей, в том числе адгезионные обжимные соединители, в которых окончание оптоволокна удерживается в строго заданной позиции относительно вершины муфты путем адгезионного закрепления оптоволокна в скважине муфты. Другой класс соединителей включает в себя безмуфтовые соединители, которые основаны на продольном изгибе оптоволокна для создания контактного давления. Еще один класс соединителей включает в себя удаленные обжимные (муфтовые) соединители, в которых оптоволокно фиксируется на некотором расстоянии от выводного конца или окончания оптоволокна.
При монтаже удаленного обжимного соединителя на месте одна существующая технология использует копланарную/одноуровневую полировку. Как и в других типах соединителей, в удаленных обжимных соединителях низкие оптические потери и минимальные отражения достигаются, когда выводные концы по меньшей мере двух оптических волокон находятся в надежном физическом контакте. Любые различия коэффициентов расширения оптоволокна и муфтовой сборки могут, однако, приводить к потере контакта в оптоволоконном окончании при повышении или понижении температуры. Возникающий при этом зазор может приводить к значительным отражениям. Традиционный удаленный обжимный соединитель описан в патенте США №5408558.
Другая существующая технология вовлекает специалиста, выполняющего полировку на месте для создания выводного конца волокна, который выступает за окончание муфты. Этот способ полировки удаленных обжимных соединителей определяет диапазон выступов, обеспечивает надежный физический контакт без избыточного усилия на окончания оптоволокна. При условии добросовестного следования этот способ обеспечивает достаточный физический контакт торцов по меньшей мере двух оптоволоконных выводных концов при температурах внутри помещений (0°С-60°С). Тем не менее, традиционные удаленные обжимные соединители с полировкой на месте монтажа могут быть не рекомендованы для использования на открытом воздухе, где температурные условия (от -40°С до 80°С) являются более строгими. Причины неприемлемых оптических потерь могут проистекать из изменчивости, присущей процессу полировки на месте монтажа, ошибки оператора, избыточной полировки (т.е. применения слишком большого усилия или избыточное число полировочных проходов, а также грубый, загрязненный или замусоренный абразив или смена абразива на другой тип).
Сущность изобретения
Согласно одному варианту осуществления настоящего изобретения сборочное приспособление для монтажа оптического волокна в оптическом соединителе включает в себя основание с монтажной площадкой для приема и закрепления оптического соединителя на основании, причем соединитель включает в себя корпус и муфту. Сборочное приспособление далее включает в себя механизмом задания выпуска для задания выпуска выводного конца оптического волокна, причем выпуск соответствует расстоянию, на которое выводной конец оптоволокна выступает из выходного торца муфты.
Приспособление может также включать в себя устройство активации соединителя и приводной рычаг, шарнирно установленный на основании рядом с монтажной площадкой соединителя для зажима механизма крепления оптоволокна в соединителе.
Согласно другому варианту осуществления настоящего изобретения предлагается способ монтажа оптического волокна в оптическом соединителе, где выводной конец оптоволокна выступает из торца муфты на заранее заданное расстояние. Подготавливают выводной конец оптоволокна. Оптический соединитель помещают в сборочное приспособление. Оптический соединитель включает в себя корпус и муфту. Подготовленный выводной конец оптического волокна вставляют в соединитель. Устанавливают размер выпуска, причем сборочное приспособление включает в себя механизм установки выпуска для установки выпуска выводного конца оптического волокна, а выпуск соответствует расстоянию, на которое выводной конец оптоволокна выступает из торца муфты соединителя. Оптическое волокно может вводиться в соединитель до тех пор, пока оно не упрется в ограничитель волокна. Оптическое волокно можно еще слегка подать вперед, пока в волокне снаружи соединителя не образуется небольшой изгиб. После этого оптическое волокно закрепляют в соединителе.
Краткое описание чертежей
Настоящее изобретение в дальнейшем будет описано со ссылкой на приложенные чертежи, на которых:
на Фиг.1 представлен вид в изометрии сборочного приспособления согласно примеру осуществления настоящего изобретения.
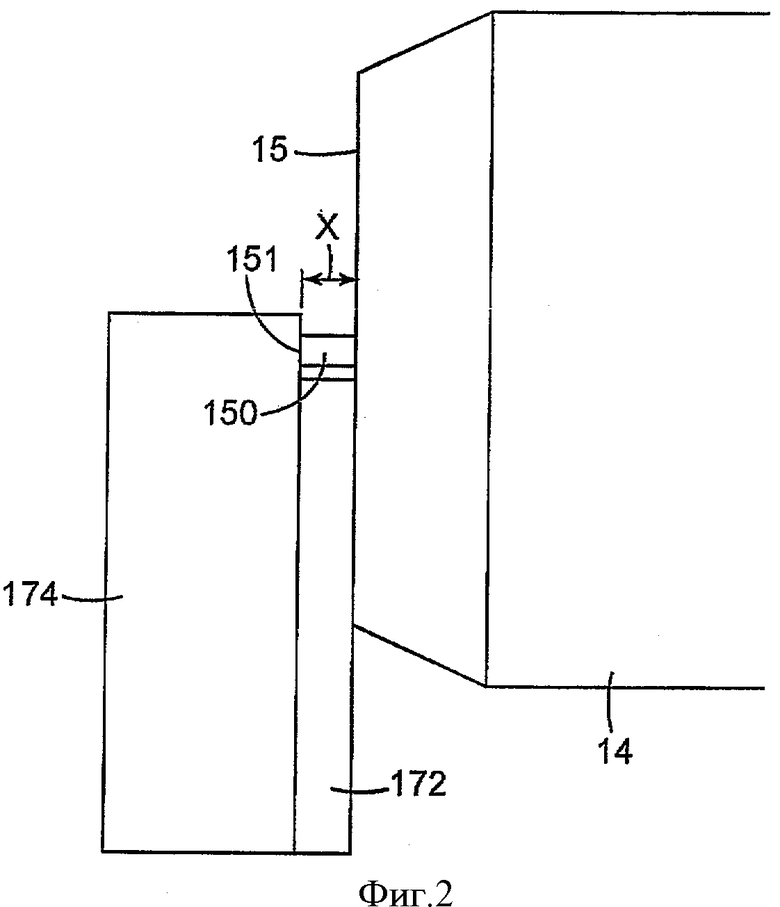
На Фиг.2 показан условный вид установки размера выпуска оптического волокна согласно другому объекту настоящего изобретения.
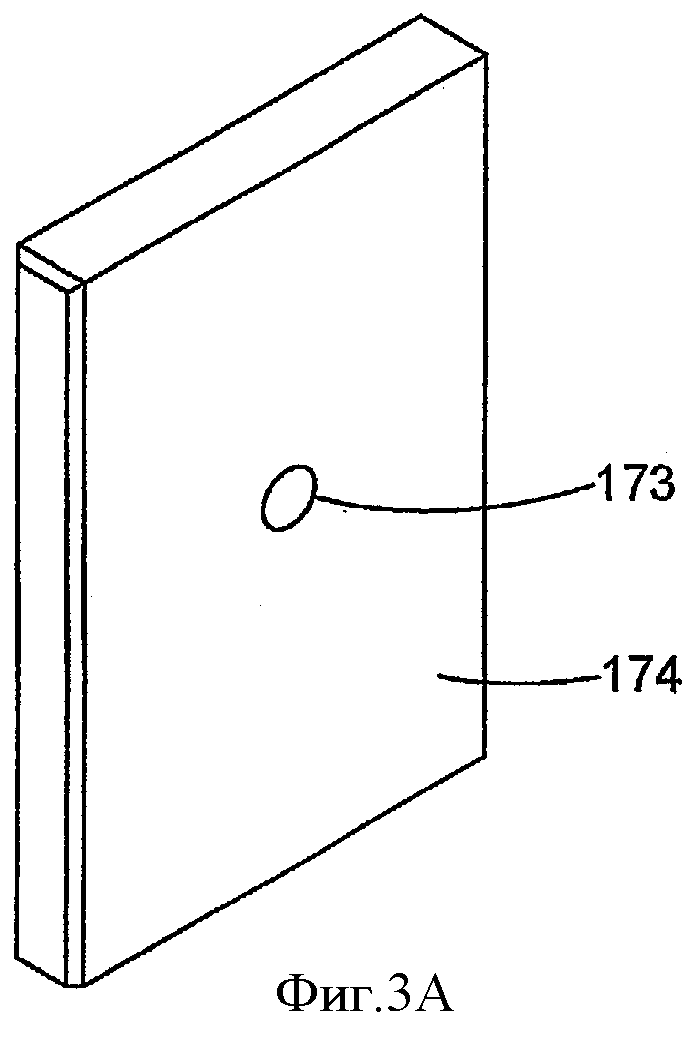
На Фиг.3А дан вид в изометрии ограничителя оптического волокна для сборочного приспособления по Фиг.1.
На Фиг.3В дан вид в изометрии прокладки для сборочного приспособления по Фиг.1.
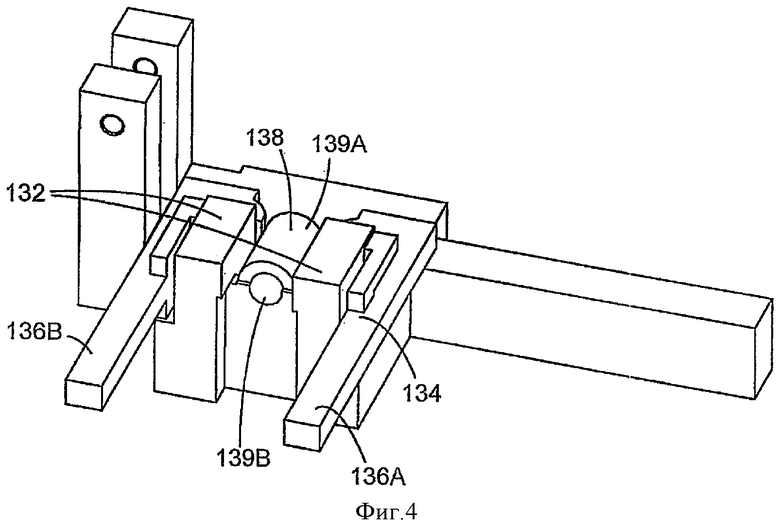
На Фиг.4 дан вид в изометрии варианта осуществления зажима соединителя согласно другому объекту настоящего изобретения.
На Фиг.5 дан вид в изометрии варианта осуществления зажима соединителя согласно еще одному объекту настоящего изобретения.
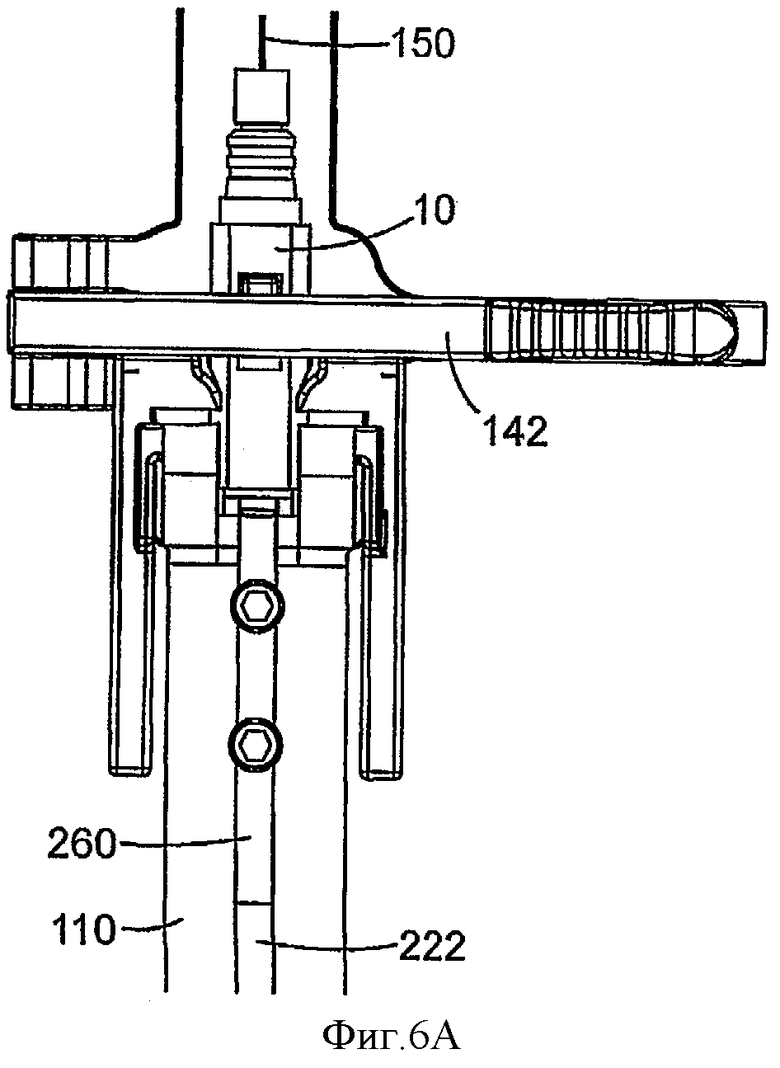
На Фиг.6А и 6В показаны виды структуры стопорного узла согласно другому объекту настоящего изобретения.
На Фиг.7 дан вид в изометрии оптоволоконного соединителя.
Хотя изобретение поддается различным модификациям и альтернативным формам, его специфика показана посредством примера на чертежах и будет описана подробно. Следует понимать, однако, что изобретение не должно пониматься как ограниченное описанными частными вариантами осуществления. Напротив, намерение состоит в том, чтобы охватить все модификации, эквиваленты и альтернативы, попадающие в объем изобретения, как определено приложенной формулой изобретения.
Подробное описание вариантов осуществления
В последующем подробном описании делаются ссылки на прилагаемые чертежи, которые образуют его часть и в которых посредством иллюстрации показаны конкретные варианты осуществления, в которых данное изобретение может быть реализовано на практике. В этой связи терминология направления, такая как «верхний», «нижний», «передний», «задний», «вперед» и т.п., используется по отношению к ориентации чертежа(-ей), который(-е) в этот момент обсуждается(-ются). Поскольку компоненты вариантов осуществления настоящего изобретения могут располагаться в нескольких различных положениях, терминология направления используется в иллюстративных целях и ни в коем случае не является ограничительной. Следует понимать, что возможны другие варианты осуществления и структурные или логические модификации могут быть сделаны без выхода за объем данного изобретения. Нижеследующее подробное описание, таким образом, не следует принимать в ограничительном смысле, и объем настоящего изобретения сформулирован в приложенной формуле изобретения.
Варианты осуществления настоящего изобретения направлены на сборочное приспособление и способ установки оптического волокна в оптическом соединителе, когда оптическое волокно имеет заранее заданный выпуск без необходимости в полировке в ходе или после установки соединителя.
На Фиг.1 показан примерный вариант осуществления настоящего изобретения - сборочное приспособление 100 оптоволоконного соединителя. Сборочное приспособление 100 имеет основание 110 с монтажной площадкой 120 соединителя для приема и крепления оптического соединителя 10 на основании, устройство 140 активации соединителя и область 170 установки выпуска рядом с монтажной площадкой соединителя, которая включает в себя механизм задания выпуска. Механизм задания выпуска используется для установки выпуска выводного конца 151 (см. Фиг.2) оптического волокна, при этом выпуск соответствует расстоянию (х), на которое выводной конец оптического волокна выступает из торца муфты соединителя. Согласно примерному варианту осуществления это расстояние выпуска может иметь заранее заданное значение, так что каждый устанавливаемые оптоволоконный соединитель имеет совпадающее расстояние выпуска оптического волокна.
Сборочное приспособление 100 разработано для согласованного монтажа удаленного обжимного соединителя оптического волокна, такого как соединитель Crimplok™ серии 6900 производства фирмы 3М Company (St. Paul, MN) в нескольких стандартных форматах, таких как SC и ST.
Монтажная площадка 120 соединителя позволяет надежно установить оптический соединитель 10 в сборочном приспособлении 100. Монтажная площадка 120 соединителя может включать в себя центрирующие башмаки 132, которые сцепляются с корпусом соединителя 10 для центровки соединителя 10 в сборочном приспособлении 100. Монтажная площадка соединителя может далее включать в себя зажим 134 соединителя, который может сцепляться с выступами 55 на корпусе 50 оптического соединителя 10 (см., например, Фиг.7).
Как показано на Фиг.1, зажим 134 соединителя может иметь две рукоятки 136А и 136В, которые при сжатии открывают зажим, что позволяет вставить соединитель 10 в сборочное приспособление 100. При освобождении рукояток 136А/136В схваты зажима (см., например, схваты 137А и 137В на Фиг.5) зацепляют выступы 55 на корпусе 50 оптического соединителя 10, фиксируя соединитель в сборочном приспособлении 100.
Зажим 134 соединителя может быть сформирован зацело с основанием и центрирующими башмаками (см., например, Фиг.1 и 4), или, как вариант, он может быть подпружиненным узлом (см., например, Фиг.5).
Монтажная площадка может далее включать в себя направляющий муфту элемент 138. Так, например, на Фиг.4 показан направляющий муфту элемент 138, у которого имеется консольная цилиндрическая часть 139А с просверленным через нее отверстием 139В для центрирования муфты соединителя 10. Муфта вдвигается в цилиндр, который в свою очередь вставляется между муфтой и корпусом соединителя. Конец цилиндрического элемента, противоположный тому, куда вставлен соединитель, примыкает к области установки выпуска.
Область 170 установки выпуска содержит механизм установки выпуска для установки расстояния выпуска выводного конца 151 оптического волокна от торца 15 муфты 14. Расстояние выпуска может быть заранее заданной величиной (х) в диапазоне от примерно 5 до примерно 60 мкм, предпочтительно диапазон от примерно 15 до примерно 35 мкм. Механизм установки выпуска может включать в себя прокладку 172 (Фиг.2) и упор 174 волокна. Прокладка 172 и упор 174 волокна могут вставляться в вырез 121 в основании 110 (Фиг.1) сборочного приспособления 100 и стопориться на месте установочным штифтом (не показан). Здесь также описываются и другие конфигурации механизма установки выпуска.
На Фиг.1 сборочное приспособление 100 может далее содержать отверстие 123, проходящее через по меньшей мере часть основания для вставления фиксирующего штифта (не показан). Фиксирующий штифт может пропускаться через отверстие 123 и через отверстия 176 и 173, сделанные в прокладке 172 и упоре 174 волокна (см. Фиг.3А и 3В). Такая конфигурация может обеспечить точную фиксацию упора (и прокладки) на месте, так что эти детали не будут перемещаться в процессе сборки соединителя. Альтернативно, прокладка и упор волокна могут фиксироваться на месте с применением иного механизма, такого как упорная плита 182 и винты 183, показанные на Фиг.5.
Как отмечалось выше, муфта 14 может вводиться по направляющему элементу 138 до тех пор, пока ее торец 15 не войдет в контакт с поверхностью прокладки 172. Волокно затем может вводиться до тех пор, пока его выводной конец не пройдет прокладку 172 насквозь и не достигнет затем упора 174 волокна. Толщина прокладки 172 может поэтому использоваться для установки расстояния выпуска окончания 151 оптического волокна относительно торца 15 муфты 14. В одном объекте прокладка 172 имеет толщину в диапазоне от примерно 5 до примерно 60 мкм, более предпочтительно от примерно 15 до примерно 35 мкм. Прокладка может изготавливаться из одного из пластика, металла, керамики и кварца. Прокладка 172 может включать в себя отверстие или прорезь 176, которая для надлежащего совмещения центрируется с центральным отверстием муфты 14. Чтобы окончание оптического волокна не оцарапывалось, упор 174 волокна изготавливается из любого пригодного для этого гладкого твердого материала, такого как стекло, полированный металл, керамика или пластмасса.
На Фиг.2 с увеличением дается вид сверху области 170 установки выпуска приспособления 100 с оптическим волокном 150, протянутым через муфту 14. Расстояние х между торцом 15 муфты и упором 174 волокна соответствует выпуску оптического волокна. В примерных вариантах осуществления положение контактной поверхности упора 174 волокна регулируется таким образом, чтобы величину выпуска можно было по необходимости менять для приспособления установки по диапазону значений. С приспособлением 100, например, могут использоваться прокладки одной или нескольких толщин. Например, первая прокладка может обеспечивать расстояние, которое требовалось бы для температуры окружающей приспособление среды, и потому выпуск будет равен величине, требуемой для должной работы именно при этой температуре. Для работы соединителя при иных температурах могут использоваться прокладки других толщин.
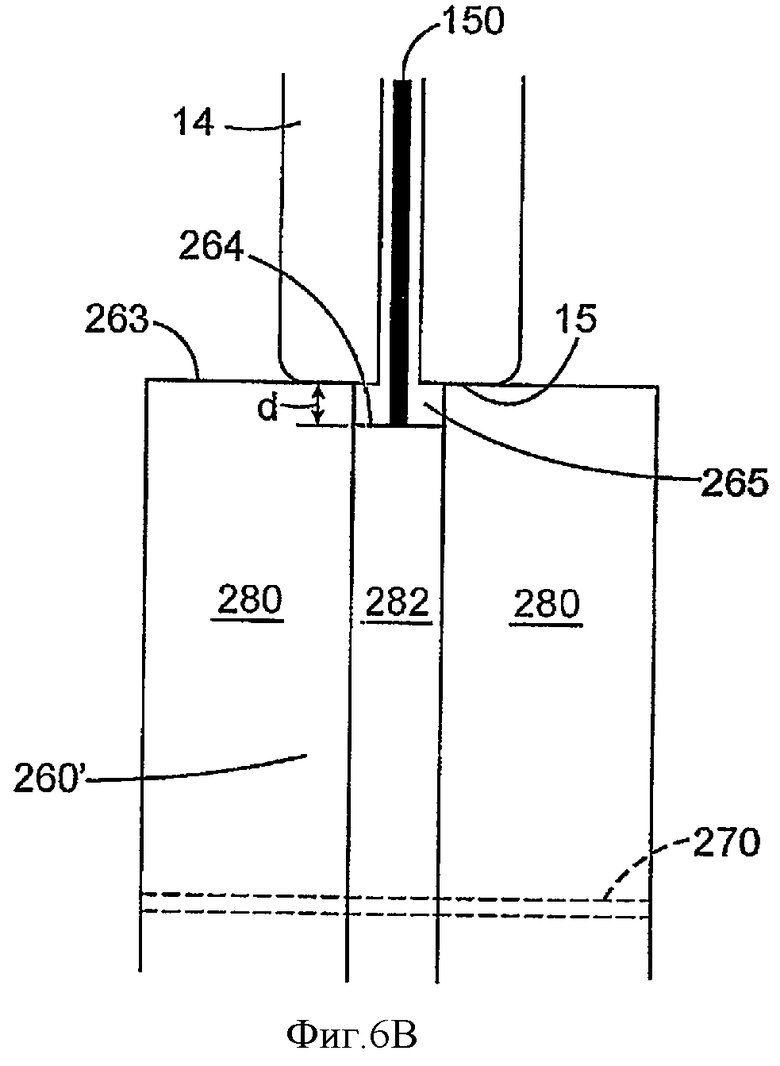
Альтернативно, механизм установки выпуска может содержать конструкцию с единственным стопорящим башмаком (см., например, Фиг.6А и 6В). В таком альтернативном объекте упорный башмак 260 может скользить в сцеплении с основанием 110 в канале 222, выполненном с возможностью облегчать позиционирование упорного башмака. Упорный башмак 260 может содержать углубленный участок 265, образованный на первой поверхности 263 и имеющий глубину, соответствующую заранее заданному расстоянию d. Первая поверхность 263 может быть выполнена с возможностью сцепляться с торцом 15 муфты. Упорный башмак может содержать вторую поверхность 264, находящуюся в углубленном участке 265 и выполненную с возможностью сцепляться с выводным концом оптического волокна 150, так что длина оптического волокна, выступающего за торец муфты, соответствует расстоянию d.
Упорный башмак 260 может быть цельным куском материала с отверстием или прорезью такой глубины, которая равна желательной длине выпуска оптического волокна. Упорный башмак может крепиться в канале одним или несколькими крепежными элементами, такими как болты или стопорный винт. Упорный башмак 260 может изготавливаться из любого из множества материалов, таких как пластмасса, металл, керамика и кварц. Альтернативно, упорный башмак 260 может содержать слоистую или пакетную структуру. Например, как показано на Фиг.6В, упорный башмак 260 может включать в себя первый материал 280 и второй материал 282, помещенный посередине. Эти материалы могут удерживаться вместе набором болтов или другим крепежом на некотором удалении от второй поверхности 264. Материалы 280, 282 могут подбираться так, чтобы поведение упорного башмака 260 при термическом расширении было аналогично поведению оптоволоконного соединителя при термическом расширении и компенсировало его. Так, например, упорный башмак 260 может быть выполнен как стеклянная трубка 280 вокруг керамического стержня 282.
В дополнение к сказанному, канал 222, образованный на или в поверхности основания 110, может в другом варианте быть выполнен с возможностью размещать и центрировать источник света и (или) прибор для наблюдения (не показано). Например, на источнике света и (или) приборе для наблюдения может быть выполнена расклинивающая деталь с возможностью ее приема каналом 222.
На Фиг.1 сборочное приспособление 100 может включать в себя устройство 140 активации соединителя, которое может быть установлено на основании 110 для прикрепления оптического волокна 150 в соединителе 10. Например, для удаленного зажимного соединителя устройство 140 активации может активировать обжимающий волокно элемент 40 соединителя 10, который расположен позади муфты 14 соединителя (см., например, Фиг.7). Устройство 140 активации может включать в себя приводной рычаг 142, шарнирно установленный на основании рядом с монтажной площадкой соединителя для сцепления с обжимающим волокно элементом 40 в соединителе. Устройство активации может далее включать в себя деталь 145, выступающую из основания 110 для обеспечения пользователю дополнительного рычага в процессе работы.
На Фиг.5 представлена альтернативная конфигурация механизма 134' зажима соединителя с пружинной зажимающей деталью. В этой конфигурации зажим включает в себя две рукоятки 136А' и 136В', которые шарнирно соединены с основанием 110 посредством осевых штифтов (не показаны), вставленных в отверстия 95А и 95В. Пружина (не показана) может связывать рукоятки 136А', 136В' через штифты, вставленные в отверстия 97А, 97В. Таким образом, чтобы загрузить соединитель, оператор может сжать рукоятки 136А', 136В' внутрь. Теперь оптический соединитель можно вставить в сборочное приспособление. Когда рукоятки отпущены, пружина сжимается, стягивая зажимные скобы 137А, 137В теснее до сцепления с хотя бы одним выступом 55, углублением или канавкой, образованными на корпусе 50 соединителя.
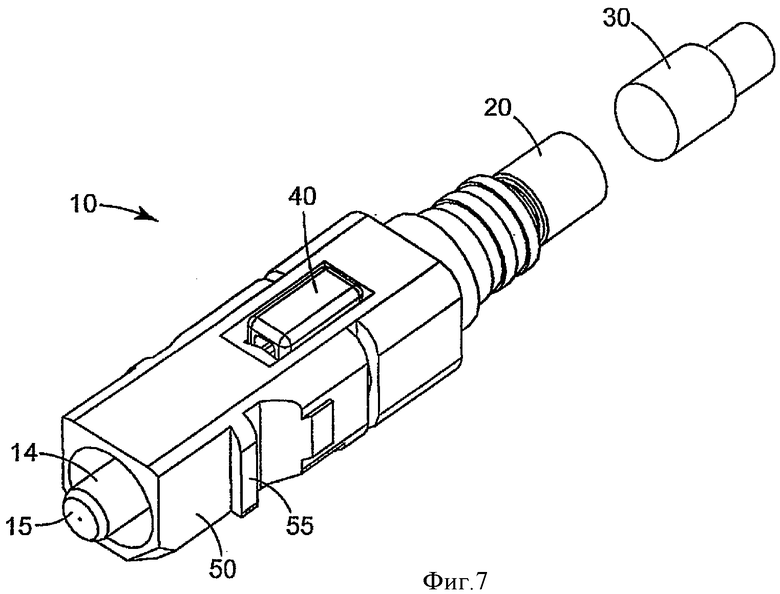
Как отмечалось выше, на Фиг.7 показан примерный удаленный зажимный соединитель 10 оптического волокна, который включает в себя корпус 50 соединителя. Соединитель 10, кроме того, включает в себя обжимающий волокно узел 40, который включает в себя обжимающий волокно элемент, расположенный внутри тела соединителя (и потому не показанный), и обжимающий колпачок, который скользит по соединителю и приводит в действие обжимающий элемент. Соединитель 10, кроме того, включает в себя муфту 14, расположенную на одном конце корпуса 50 соединителя, и сжимаемый рукав 20, расположенный на другом конце корпуса 50 соединителя. Соединитель 10, кроме того, включает в себя обжимное кольцо 30, которое скользит по рукаву для прикрепления силовых деталей оптоволоконного кабеля к соединителю, а также включает в себя защитную манжету (не показана), которая ограничивает радиус изгиба оптического волокна на выходе из соединителя. Такой примерный соединитель описан в патенте США №5337390 и включен сюда посредством ссылки.
Как соединитель, так и муфта имеют сквозное отверстие в продольном направлении. Эти сквозные отверстия совмещаются, когда муфта соединяется с корпусом 50 соединителя для пропускания через них оптического волокна.
Для монтажа оптического волокна в удаленном зажимном соединителе с известной, заранее заданной длиной волокна, выступающего из торца муфты, представляется предпочтительным, чтобы выводной конец волокна перед вставкой в соединитель был предварительно обработан. Этот момент отличается от традиционного монтажа оптических соединителей тем, что традиционный способ требует значительной завершающей обработка волокна (например, полировки) после того, как оптическое волокно уже закреплено в соединителе.
Для подготовки выводного конца оптического волокна любой защитный материал, оплетка или покрытие удаляются с оптического волокна вблизи от его выводного конца. В примерном объекте размер удаленного покрытия может быть достаточным, чтобы очистить оптическое волокно и иметь достаточной остаток волокна, чтобы пропустить его сквозь тело соединителя и ненамного выпустить из муфты 14 соединителя. Торец оптического волокна (т.е. выводной конец 151) перед введением в соединитель может быть заранее обработан одним из нескольких различных способов. Например, скалывание под углом 90° с помощью отсекателя Oxford OFC 2000 или скалывание под углом для снижения обратного отражения с помощью углового отсекателя (концевой угол 8°) Oxford AFC-2008, выпускаемых фирмой Oxford Fiber Optical Tools (Coventry, United Kingdom).
Другой метод, применяемый отдельно или в дополнение к отсекателям, включает в себя полировку оптического волокна с рядом таких средств со шлифовальным зерном точно заданного размера, как бумаги, шлифовальные суспензии и т.п. Этапы полировки могут включать в себя использование все более и более мелкозернистых сред до тех пор, пока не будут достигнуты желательная шлифовка и форма. При полировке может быть пропущен этап отсечения, а оптическое волокно может разделяться разными способами.
Предпочтительный способ подготовки выводных концов 151 оптического волокна, который можно использовать, называют «отсечение с фаской». Этот метод включает в себя отсечение оптоволокна с помощью высококачественного промышленного отсекателя волокна, а затем получение конической фаски на вершине волокна с помощью машины, которая производит конусообразную огранку конца оптического волокна без нанесения царапин на отсеченном торце оптического волокна. Примеры отсечения и волокна с фаской описаны в Патентах США №5734779 и 5812718.
После предварительной подготовки оптического волокна это волокно вводится через оптический соединитель до тех пор, пока его выводной конец не войдет в контакт с упором 174 волокна. Волокно затем устанавливают с изгибом, чтобы поддерживать небольшой величины давление выводного конца оптического волокна на упор волокна. Затем может быть активирован рычаг 142 активации для фиксации оптического волокна в соединителе. После этого соединитель можно извлечь из сборочного приспособления с установленным выпуском выводного конца 151 оптического волокна из торца 15 муфты.
После удаления из сборочного приспособления оптические волокна Kevlar™ могут ответвляться вокруг соединителя, а обжимное кольцо 30 продвигают вперед до тех пор, пока оно не упрется в задний конец соединителя. Обжимное кольцо 30 вдавливается в силовые элементы и оболочку кабеля. Для завершения сборки соединителя защитная манжета (не показана) может быть передвинута на свое место.
В противоположность этому для закрепления волокна в оптическом соединителе может применяться адгезив, такой как конструкционный или термоплавкий адгезив.
Хотя до сих пор изобретение описано в отношении к удаленному обжимному соединителю с единственным оптическим волокном, предполагается также использование и многокабельных удаленных обжимных соединителей (например, многокабельные удаленные обжимные соединители МТ-типа или многокабельные механические соединители). Можно понять, что в таком варианте осуществления сборочное приспособление 100 может быть выполнено иначе для приема многокабельного соединителя в монтажной площадке 120 соединителя, как очевидно специалисту в данной области техники.
Таким образом, оптическое волокно может закрепляться в полевых условиях в оптическом соединителе описанными выше устройством и способом. В противоположность этому традиционная полировка и монтаж оптических соединителей весьма чувствительны к профессиональному умению и могут приводить к широкому разбросу в значениях выпуска оптического волокна.
Настоящее изобретение не следует считать ограниченным теми частными примерами, которые описаны выше; наоборот, следует понимать, что оно покрывает все объекты изобретения, как явно изложено в приложенной формуле изобретения.
Различные модификации, эквивалентные процессы, а также многочисленные конструкции, к которым настоящее изобретение может быть применено, будут без труда понятны специалистам в данной области, которым адресовано настоящее описание. Формула изобретения имеет своей целью охватить такие модификации и устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПТИЧЕСКИЙ РАЗЪЕМ ДЛЯ КОНЦЕВОЙ ЗАДЕЛКИ ОПТОВОЛОКНА, СОДЕРЖАЩИЙ ЕГО РАСПРЕДЕЛИТЕЛЬНЫЙ ПУНКТ, ПРИСПОСОБЛЕНИЕ ДЛЯ КОНЦЕВОЙ ЗАДЕЛКИ ОПТОВОЛОКНА И СПОСОБ ЕЕ ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2395107C2 |
| СОЕДИНИТЕЛЬ ОПТОВОЛОКОННЫХ КАБЕЛЕЙ С ВЫНЕСЕННЫМ ФИКСИРУЮЩИМ ЗАЖИМОМ | 2009 |
|
RU2451956C2 |
| СИСТЕМА ДОСТУПА АБОНЕНТСКОГО МЕСТА К ЛИНИЯМ СВЯЗИ ПРИ ГОРИЗОНТАЛЬНОЙ ПРОКЛАДКЕ КАБЕЛЯ В МНОГОКВАРТИРНОМ ДОМЕ И СПОСОБ ЕЕ УСТАНОВКИ | 2009 |
|
RU2488859C2 |
| КАБЕЛЬНЫЙ ВВОД ОПТИЧЕСКОЙ МУФТЫ И СПОСОБ ИСПОЛЬЗОВАНИЯ КАБЕЛЬНОГО ВВОДА | 2013 |
|
RU2537708C2 |
| УСТРОЙСТВО ДЛЯ ЗАХВАТА И СРАЩИВАНИЯ ОПТИЧЕСКИХ ВОЛОКОН | 2005 |
|
RU2350988C2 |
| ОПТИЧЕСКИЙ РАЗЪЕМ ДЛЯ КОНЦЕВОЙ ЗАДЕЛКИ ОПТОВОЛОКНА | 2010 |
|
RU2487376C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ОПТИЧЕСКИХ ВОЛОКОН | 1996 |
|
RU2210797C2 |
| СПОСОБ СКАЛЫВАНИЯ ОПТОВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2439628C2 |
| КАБЕЛЬНЫЙ КАНАЛ ДЛЯ ОБСЛУЖИВАНИЯ АБОНЕНТСКОЙ СИСТЕМЫ С ГОРИЗОНТАЛЬНОЙ УКЛАДКОЙ КАБЕЛЯ В ПРИЛОЖЕНИЯХ ТИПА МНОГОКВАРТИРНЫЙ ДОМ | 2009 |
|
RU2510058C2 |
| Оптическая муфта и терминальный модуль для оптической муфты (варианты) | 2020 |
|
RU2723915C1 |


Изобретение относится к устройству и способу сборки удаленных обжимных оптических соединителей на основе муфты. Сборочное приспособление для монтажа оптического волокна в оптическом соединителе содержит основание с монтажной площадкой соединителя для приема и фиксации оптического соединителя на основании. Соединитель включает в себя корпус и муфту. Сборочное приспособление, кроме того, включает в себя механизм установки выпуска для установки выпуска выводного конца оптического волокна. Выпуск соответствует расстоянию, на которое выводной конец волокна выступает из торца муфты соединителя. Механизм установки выпуска содержит прокладку и упор волокна. Вариантом является сборочное приспособление, в котором механизм установки выпуска содержит упорный башмак, выполненный с возможностью скользящего сцепления с основанием. 2 н. и 12 з.п. ф-лы, 7 ил.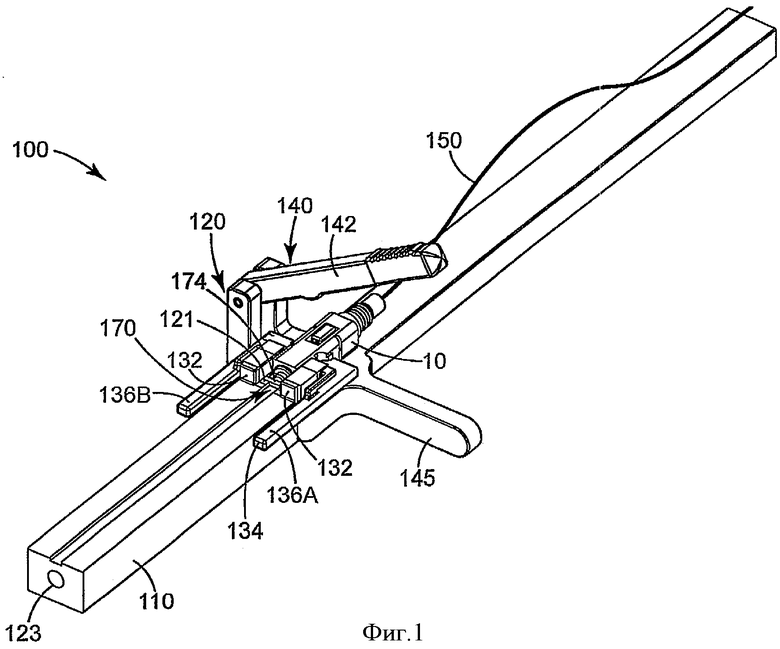
1. Сборочное приспособление для монтажа оптического волокна в оптическом соединителе, содержащее: основание с монтажной площадкой соединителя для приема и фиксации оптического соединителя на основании, причем соединитель включает в себя корпус и расположенную на нем муфту, и механизм установки выпуска для задания выпуска выводного конца оптического волокна, причем этот выпуск соответствует расстоянию, на которое выводной конец оптического волокна выступает из торца муфты соединителя, при этом механизм установки выпуска содержит прокладку и упор волокна.
2. Сборочное приспособление по п.1, в котором оптический соединитель представляет собой удаленный обжимный оптический соединитель.
3. Сборочное приспособление по п.1, содержащее далее приводной рычаг, шарнирно установленный на основании вблизи монтажной площадки соединителя, обеспечивая сцепление с закрепляющим оптическое волокно механизмом в соединителе.
4. Сборочное приспособление по п.1, в котором монтажная площадка соединителя включает в себя зажим соединителя, расположенный на основании, для фиксации положения корпуса соединителя относительно основания.
5. Сборочное приспособление по п.4, в котором зажим соединителя выполнен в виде неотъемлемой части основания сборочного приспособления.
6. Сборочное приспособление по п.4, в котором зажим соединителя включает в себя два приводных рычага, сцепляемых с участком корпуса соединителя.
7. Сборочное приспособление по п.6, в котором два рычага соединены между собой пружиной.
8. Сборочное приспособление по п.1, в котором прокладка изготовлена из одного из пластмассы, металла и керамики, а упор волокна изготовлен из одного из пластмассы, металла, кварца и керамики.
9. Сборочное приспособление по п.1, в котором прокладка имеет толщину в от примерно 15 до примерно 60 мкм.
10. Сборочное приспособление по п.1, в котором прокладка имеет толщину в от примерно 15 до примерно 35 мкм.
11. Сборочное приспособление для монтажа оптического волокна в оптическом соединителе, содержащее: основание с монтажной площадкой соединителя для приема и фиксации оптического соединителя на основании, причем соединитель включает в себя корпус и расположенную на нем муфту, и механизм установки выпуска для задания выпуска выводного конца оптического волокна, причем этот выпуск соответствует расстоянию, на которое выводной конец оптического волокна выступает из торца муфты соединителя, при этом механизм установки выпуска содержит упорный башмак, выполненный с возможностью скользящего сцепления с основанием.
12. Сборочное приспособление по п.11, отличающееся тем, что первая поверхность выполнена с возможностью сцепления с торцем муфты, при этом упорный башмак содержит вторую поверхность, расположенную в углубленном участке и выполненную с возможностью сцепления с выводным концом оптического волокна.
13. Сборочное приспособление по п.11, отличающееся тем, что основание включает в себя канал, выполненный с возможностью упрощения позиционирования упорного башмака.
14. Сборочное приспособление по п.11, отличающееся тем, что механизм установки выпуска содержит упорный башмак, выполненный с возможностью скользящего сцепления с основанием, при этом упорный башмак включает в себя пакетированную конструкцию из первого материала и второго материала, причем эти материалы выбраны так, чтобы поведение упорного башмака при тепловом расширении компенсировало поведение оптического соединителя при тепловом расширении.
| US 5770001 A, 23.06.1998 | |||
| US 5337390 A, 09.08.1994 | |||
| US 6439780 B1, 27.08.2002 | |||
| ГАЗОВОЕ УСТРОЙСТВО ДЛЯ ТУШЕНИЯ ПОЖАРА С АДАПТЕРОМ И ЕГО ПРИМЕНЕНИЯ | 2021 |
|
RU2804887C2 |
| US 5408558 A, 18.04.1995 | |||
| US 6931193 B2, 16.08.2005 | |||
| ГРЕБЕНЬ ДЛЯ ЛЕНТОЧНЫХ МАШИН | 0 |
|
SU262770A1 |

