Область использования изобретения
Изобретение относится к швам без морщин в одежде и к способам их выполнения. Более конкретно, изобретение направлено на создание усовершенствованного шва в одежде и на способ его выполнения, посредством которых уменьшают тенденцию шва к образованию после стирки сборок или морщин в области вшивания рукава и в других подобных областях.
Предпосылки к созданию изобретения
В швейной промышленности давно сталкивались с проблемой образования морщин в области швов. Образование морщин в области швов происходило из-за усадки швейных ниток, которая имела место при стирке одежды. В частности, покупатель одежды после покупки одежды подвергает ее многократной стирке после носки и загрязнения. Во время этих процессов стирки и сушки швейная нитка обычно усаживается, например, в продольном направлении. Степень усадки швейной нитки может быть больше усадки окружающего ее материала, что приводит к образованию морщин в области шва, которым соединены две детали материала. Кроме того, швейная нитка, усаживаясь по длине при стирке, стягивает противоположные детали одежды в области шва, в результате чего в деталях одежды происходит образование сборок и, следовательно, возникновение морщин вдоль шва. По этой причине было бы желательно создать способ изготовления одежды, применение которого позволило по существу избавиться от появления морщин и поддерживать ровные швы без морщин даже после многократных стирок.
Предпринимались многочисленные попытки уменьшения образования морщин. Например, в одной из таких попыток по уменьшению образования морщин использовали специальный материал для изготовления одежды. Более конкретно, детали одежды, сшиваемые между собой одним швом, изготавливали из материала, который подвергался вытяжке при сшивании, а после сшивания отпускался, принимая окончательные размеры. Это отпускание вызывало ослабление натяжения швейной нитки.
В других попытках чередовали швейные нитки, используемые при шитье, по их природе. Например, применяли смешанную швейную нитку, в которой один компонент был водорастворимым. Во время стирки водорастворимый компонент постепенно растворялся, вызывая, таким образом, ослабление швейной нитки, благодаря чему компенсировали усадку нитки.
Несмотря на прогресс, достигнутый в области снижения образования морщин, продолжает существовать потребность в усовершенствовании шва, в котором не происходило бы образование морщин, и в способе, посредством которого можно было бы выполнять швы, не вызывающие образования морщин в различных деталях одежды.
Краткое описание изобретения
Указанная выше потребность удовлетворяется с помощью предложенных в изобретении вариантов выполнения в одном или более аспектах. В одном аспекте изобретение относится к способу выполнения шва, свободного от образования морщин, при соединении деталей одежды, каждая из которых имеет верхнюю поверхность и нижнюю поверхность. Согласно способу (а) размещают клеящий элемент, содержащий связующее и имеющий верхнюю поверхность и нижнюю поверхность между первой деталью одежды и второй деталью одежды, причем связующее обладает температурой плавления при горячем прессовании, составляющей более чем около 160°С; (b) выполняют группу строчек сквозь клеящий элемент и по меньшей мере одну из деталей одежды так, чтобы образовать по меньшей мере один шов; (с) прикладывают достаточные нагрев и/или давление для осуществления приклеивания связующего по меньшей мере к одной детали одежды для образования шва.
В некоторых вариантах выполнения связующее обладает прочностью на отрыв, равной или превышающей приблизительно 0,089-0,178 кгс/см (0,5-1,0 фунт/дюйм). В одном варианте выполнения верхнюю поверхность второй детали одежды располагают так, чтобы она прилегала к нижней поверхности клеящего элемента, а вторую деталь одежды отворачивают так, чтобы нижняя поверхность второй детали одежды прилегала к верхней поверхности первой детали одежды. В другом варианте выполнения дополнительно пришивают клеящий элемент между деталями одежды путем выполнения первой строчки по краю клеящего элемента и второй строчки по противоположному краю клеящего элемента, причем первую и вторую строчки прошивают сквозь все поверхности. В одном варианте выполнения способ может дополнительно включать отворачивание первой детали одежды таким образом, чтобы верхняя поверхность первой детали одежды прилегала к верхней поверхности клеящего элемента. В некоторых вариантах выполнения первую деталь одежды отворачивают так, чтобы верхняя поверхность первой детали одежды прилегала к верхней поверхности клеящего элемента; а вторую деталь одежды отворачивают назад так, чтобы нижняя поверхность второй детали одежды прилегала к нижней поверхности первой детали одежды; причем при сшивании клеящего элемента и деталей одежды выполняют первую строчку по одному краю клеящего элемента и выполняют вторую строчку по противоположному краю клеящего элемента; при этом первую и вторую строчки прошивают сквозь все поверхности. В других вариантах выполнения используют третью деталь одежды; причем верхнюю поверхность первой детали одежды располагают так, чтобы она прилегала к нижней поверхности клеящего элемента; верхнюю поверхность третьей детали одежды располагают так, чтобы она прилегала к нижней поверхности первой детали одежды; а нижнюю поверхность третьей детали одежды располагают так, чтобы она прилегала к верхней поверхности второй детали одежды; при этом первую деталь одежды отворачивают так, чтобы верхняя поверхность первой детали одежды прилегала к верхней поверхности клеящего элемента; затем прострачивают шов сквозь все поверхности вдоль края клеящего элемента. В одном варианте выполнения используют третью деталь одежды; причем верхнюю поверхность первой детали одежды располагают так, чтобы она прилегала к нижней поверхности клеящего элемента; верхнюю поверхность третьей детали одежды располагают так, чтобы она прилегала к нижней поверхности первой детали одежды; а нижнюю поверхность третьей детали одежды располагают так, чтобы она прилегала к верхней поверхности второй детали одежды; причем первую деталь одежды отворачивают так, чтобы верхняя поверхность первой детали одежды прилегала к верхней поверхности клеящего элемента; вторую деталь одежды отворачивают назад так, чтобы нижняя поверхность второй детали одежды прилегала к нижней поверхности второй детали одежды; а затем выполняют строчку сквозь все поверхности по краю клеящего элемента. В других вариантах выполнения верхнюю поверхность первой детали одежды располагают так, чтобы она прилегала к нижней поверхности клеящего элемента; верхнюю поверхность отворачивают так, чтобы она тоже прилегала к верхней поверхности первой детали одежды; а затем верхнюю поверхность еще раз отворачиваю так, чтобы нижняя поверхность первой детали одежды прилегала к верхней поверхности клеящего элемента; затем выполняют строчку сквозь все поверхности вдоль края клеящего элемента. В одном варианте выполнения верхнюю поверхность первой детали одежды располагают так, чтобы она прилегала к нижней поверхности клеящего материала; а нижнюю поверхность первой детали одежды располагают так, чтобы она прилегала к верхней поверхности второй детали одежды; причем первую деталь одежды отворачивают так, чтобы верхняя поверхность первой детали одежды прилегала к верхней поверхности клеящего элемента; затем первую деталь одежды еще раз складывают и отворачивают назад так, чтобы нижняя поверхность первой детали одежды прилегала к нижней поверхности второй детали одежды; после чего выполняют строчку сквозь все поверхности по краю клеящего элемента. В других вариантах выполнения первая деталь одежды содержит два по существу параллельных боковых края и нижний край, и из нее образуют карман рубашки; причем способ дополнительно включает: расположение клеящего элемента по боковым краям и нижнего края первой детали одежды так, чтобы верхняя поверхность клеящего элемента прилегала к нижней поверхности первой детали одежды; причем первую деталь одежды подгибают так, чтобы боковые края и нижний край первой детали одежды огибали клеящий элемент так, чтобы нижняя поверхность первой детали одежды огибала и прилегала к нижней поверхности клеящего элемента; этап расположения первой детали одежды так, чтобы она прилегала ко второй детали одежды так, чтобы верхняя поверхность второй детали одежды прилегала к подогнутой верхней поверхности первой детали одежды; этап выполнения строчки сквозь все поверхности вдоль края клеящего элемента, по всем боковым краям и нижнему краю первой детали одежды.
В некоторых вариантах выполнения используют первую деталь одежды и вторую деталь одежды, причем верхнюю поверхность первой детали одежды располагают так, чтобы она прилегала к нижней поверхности второй детали одежды; верхнюю поверхность второй детали одежды располагают так, чтобы она прилегала к нижней поверхности клеящего элемента; а затем выполняют строчку по краю клеящего элемента сквозь все поверхности, после чего первый элемент отворачивают так, чтобы часть нижней поверхности первой детали одежды прилегала к нижней поверхности клеящего элемента; вторую деталь одежды отворачивают так, чтобы верхняя поверхность второй детали одежды прилегала к верхней поверхности клеящего элемента; а затем выполняют строчку по противоположному краю клеящего элемента сквозь все поверхности. В других вариантах выполнения используют первую деталь одежды и вторую деталь одежды, причем верхнюю поверхность первой детали одежды располагают так, чтобы она прилегала к нижней поверхности второй детали одежды; верхнюю поверхность второй детали одежды располагают так, чтобы она прилегала к нижней поверхности клеящего элемента, а затем первую деталь одежды отворачивают так, чтобы часть нижней поверхности первой детали одежды прилегала к нижней поверхности клеящего элемента; затем выполняют вторую строчку по противоположному краю клеящего элемента, причем обе строчки прошивают сквозь все поверхности, после чего вторую деталь одежды отворачивают так, чтобы верхняя поверхность второй детали одежды прилегала к верхней поверхности клеящего элемента; затем выполняют строчку между первой и второй строчками сквозь все поверхности. В одном варианте исполнения используют первую деталь одежды, вторую деталь одежды и прокладку; причем прокладку располагают так, чтобы она прилегала к нижней поверхности клеящего элемента и к верхней поверхности первой детали одежды; верхнюю поверхность второй детали одежды располагают так, чтобы она прилегала к нижней поверхности первой детали одежды; при этом прокладку отдаляют от края клеящего элемента; клеящий элемент и первую деталь одежды складывают так, чтобы верхняя поверхность клеящего элемента была наложена сама на себя и чтобы оставалась только нижняя поверхность клеящего элемента для приклеивания к прокладке; затем вторую деталь одежды отворачивают назад так, чтобы нижняя поверхность второй детали одежды прилегала сама к себе.
В некоторых вариантах выполнения при приложении достаточного тепла и/или достаточного давления для фиксации связующего к деталям одежды осуществляют прессование при давлении около 2,5-8,0 кг/см2 и нагревание до температуры около 150-190°С в течение около 5-30 с. В одном варианте выполнения используют клеящий элемент, включающий прокладку, содержащую связующее по меньшей мере на одной поверхности прокладки. По выбору клеящий элемент состоит полностью из сплошной термопластичной клеящей пленки. В некоторых вариантах выполнения клеящий элемент складывают так, чтобы верхняя поверхность соприкасалась сама с собой, а нижняя поверхность была бы единственной поверхностью, способной к склеиванию. В других вариантах выполнения используют приспособление для подгиба для укладки клеящего элемента между деталями одежды и для отворачивания деталей одежды. Описанными выше способами можно выполнять различные швы при изготовлении одежды. Например, шов в одежде может быть подшивочным швом для обработки планки для пуговиц или подшивочным швом для обработки низа; швом для пришивания кармана; рукавным швом или потайным боковым швом; швом для обработки планки рукава; швом для пришивания кокетки или швом для вшивания рукава или сочетанием этих швов.
Другой аспект изобретения относится ко шву, выполняемому при изготовлении одежды. Шов, выполняемый при изготовлении одежды, содержит: (а) первую деталь одежды; (b) вторую деталь одежды, располагаемую так, чтобы она прилегала к первой детали одежды для определения шва; (с) клеящий элемент между первой деталью одежды и второй деталью одежды, причем клеящий элемент содержит связующее и прикреплен непосредственно по меньшей мере к одной детали одежды, причем связующее обладает температурой плавления при горячем прессовании по меньшей мере около 160°С; (d) группу строчек, прошитых сквозь клеящий элемент и по меньшей мере сквозь одну из деталей одежды. Шов, выполняемый при изготовлении одежды, может быть подшивочным швом для обработки планки для пуговиц или подшивочным швом для обработки низа; швом для пришивания кармана; рукавным швом или потайным боковым швом; швом для обработки планки рукава; швом для пришивания кокетки, или швом для вшивания рукава, или сочетанием этих швов.
Еще одна отличительная особенность изобретения относится к другому типу одежного шва. Одежный шов содержит: (а) первую деталь одежды, имеющую первую и вторую поверхности, причем первую деталь одежды отворачивают назад один раз для того, чтобы разделить первую деталь одежды на неотвернутую часть и на отвернутую часть, причем первую поверхность неотвернутой части располагают так, чтобы она была обращена к первой поверхности отвернутой части; (b) клеящий элемент, которой имеет по существу U-образную форму, имеющую внутреннюю поверхность и наружную поверхность, причем внутренняя поверхность клеящего элемента расположена так, чтобы она прилегает к первой и второй поверхностям отвернутой части первой детали одежды, причем клеящий элемент содержит связующее по меньшей мере на одной из поверхностей; (с) группу строчек, прошитых сквозь клеящий элемент и по меньшей мере часть первой детали одежды, в котором по меньшей мере одна поверхность клеящего элемента приклеена по меньшей мере к одной поверхности первой детали одежды связующим. В этом типе одежного шва можно использовать любое связующее.
Еще один аспект изобретения относится к способу выполнения другого типа одежного шва. Согласно способу (а) обеспечивают первую деталь одежды, имеющую первую и вторую поверхности; (b) отворачивают назад первую деталь одежды один раз, для того чтобы разделить первую деталь одежды на неотвернутую часть и отвернутую часть; причем первую поверхность неотвернутой части располагают так, чтобы она была обращена к первой поверхности отвернутой части; (с) располагают клеящий элемент так, чтобы он прилегал к первой детали одежды; причем клеящий элемент имеет первую или внутреннюю поверхность и вторую или наружную поверхность и клеящий элемент содержит связующее по меньшей мере на одной из его поверхностей; (d) прикладывают внутреннюю поверхность клеящего элемента непосредственно или опосредованно как к первой, так и ко второй поверхностям отвернутой части первой детали одежды; (е) прострачивают клеящий элемент и по меньшей мере часть первой детали одежды с образованием шва; (f) прикладывают тепло и/или давление к шву для приклеивания связующего по меньшей мере к одной поверхности первой детали одежды.
В некоторых вариантах выполнения клеящий элемент содержит связующее, которым покрыта внутренняя поверхность и которым непосредственно приклеивают к первой и второй поверхностям первой детали одежды отвернутой части. По выбору клеящий элемент содержит связующее, которым покрыта наружная поверхность, и часть наружной поверхности непосредственно приклеивают к первой поверхности неотвернутой части первой детали одежды. В одном варианте выполнения клеящий элемент является клеящей лентой U-образной формы, причем внутренняя поверхность клеящей ленты непосредственно приклеена как к первой, так и ко второй поверхностям первой детали одежды, а часть наружной поверхности клеящей ленты непосредственно приклеена к первой поверхности неотвернутой части первой детали одежды.
В некоторых вариантах выполнения первую деталь одежды отворачивают назад второй раз для того, чтобы разделить первую деталь одежды на отвернутую часть, вторую отвернутую часть и вторую неотвернутую часть; причем наружную поверхность клеящей ленты непосредственно приклеивают к первой поверхности отвернутой части первой детали одежды, а также непосредственно приклеивают к первой поверхности второй неотвернутой части первой детали одежды. В других вариантах выполнения используют вторую деталь одежды, имеющую первую и вторую поверхности; причем вторую деталь одежды отворачивают назад с образованием отвернутой части и неотвернутой части; причем первую поверхность второй детали одежды непосредственно приклеивают к наружной поверхности клеящей ленты, а вторую поверхность отвернутой части второй детали одежды располагают так, чтобы она непосредственно прилегала к первой поверхности неотвернутой части первой детали одежды. В некоторых вариантах выполнения используют вторую деталь одежды, имеющую первую поверхность и вторую поверхность, и третью деталь одежды; причем первую поверхность второй детали одежды располагают так, чтобы она непосредственно прилегала к части наружной поверхности клеящей ленты, и одну поверхность третьей детали одежды располагают так, чтобы она непосредственно прилегала ко второй поверхности второй детали одежды. В одном варианте выполнения третью деталь одежды отворачивают назад один раз для того, чтобы разделить третью деталь одежды на отвернутую часть и неотвернутую часть; неотвернутую часть третьей детали одежды ориентируют в том же направлении, что и неотвернутую часть первой детали одежды. В другом варианте выполнения отвернутую часть третьей детали одежды непосредственно приклеивают ко второй U-образной клеящей ленте, имеющей внутреннюю и наружную поверхности; причем как первую поверхность, так и вторую поверхность неотвернутой части третьей детали одежды непосредственно приклеивают к внутренней поверхности второй U-образной клеящей ленты. В некоторых вариантах выполнения используют по существу плоскую клеящую ленту, помещаемую между второй деталью одежды и отвернутой частью третьей детали одежды. В других вариантах выполнения используют вторую деталь одежды, имеющую одну поверхность, непосредственно приклеенную к другой части наружной поверхности клеящей ленты. В одном варианте выполнения неотвернутую часть первой детали одежды отворачивают второй и третий раз, придавая по существу U-образную форму, содержащую отвернутую часть, первую неотвернутую часть, вторую неотвернутую часть и вторую отвернутую часть; причем отвернутую часть располагают так, чтобы она примыкала непосредственно к первой неотвернутую части, которую присоединяют ко второй неотвернутой части, которую, в свою очередь, непосредственно присоединяют ко второй отвернутой части; причем вторую поверхность второй отвернутой части первой детали одежды располагают так, чтобы она была обращена к части наружной поверхности клеящего элемента. В некоторых вариантах выполнения используют вторую деталь одежды, имеющую первую поверхность и вторую поверхность, причем вторую деталь одежды помещают между отвернутой частью и второй отвернутой частью; причем первую поверхность второй детали одежды располагают так, чтобы она прилегала ко второй поверхности второй части первой детали одежды, а вторую поверхность второй детали одежды располагают так, чтобы она прилегала к частью наружной поверхности клеящего элемента. В одном варианте исполнения используют по существу плоский клеящий элемент, располагаемый так, чтобы он прилегал к первой поверхности второй детали одежды и ко второй поверхности второй отвернутой части первой детали одежды. В других вариантах выполнения используют вторую по существу U-образную клеящую ленту, имеющую внутреннюю поверхность и наружную поверхность; причем второй клеящий элемент помещают во второй отвернутой части так, чтобы внутренняя поверхность клеящей ленты была приклеена непосредственно к первой поверхности и ко второй поверхности первой детали одежды, а часть наружной поверхности клеящей ленты была приклеена непосредственно к первой поверхности первой детали одежды.
Дополнительный аспект изобретения и характеристики и преимущества, обеспечиваемые при использовании различных вариантов выполнения изобретения, станут очевидными при ознакомлении с последующим описанием.
Краткое описание чертежей
На Фиг. 1А-1С изображена фигура человека в рубашке со швами, выполненными согласно вариантам выполнения изобретения;
Фиг. 2А-2D - поперечные сечения шва проймы рубашки на различных стадиях выполнения согласно вариантам выполнения изобретения;
Фиг. 3А-3С - поперечные сечения шва для пришивания кокетки на различных стадиях выполнения согласно вариантам выполнения изобретения;
Фиг. 4А-4В - поперечные сечения плечевого шва согласно вариантам выполнения изобретения;
Фиг. 5А-5В - поперечные сечения бокового шва согласно вариантам выполнения изобретения;
Фиг. 6А-6В - поперечные сечения шва для пришивания кармана согласно вариантам выполнения изобретения;
Фиг. 7А-7В - поперечные сечения подшивочного шва для обработки передней правой планки для пуговиц согласно вариантам выполнения изобретения;
Фиг. 8А-8В - поперечные сечения подшивочного шва для обработки низа согласно вариантам выполнения изобретения;
Фиг. 9А-9С - поперечные сечения шва для обработки планки рукава на различных стадиях выполнения согласно вариантам выполнения изобретения;
Фиг. 10А-10E - поперечные сечения шва проймы рубашки на различных стадиях выполнения согласно альтернативным вариантам выполнения изобретения;
Фиг. 11А-11E - поперечные сечения шва проймы рубашки на различных стадиях выполнения согласно другим альтернативным вариантам выполнения изобретения;
Фиг. 12А-12E - поперечное сечение шва для пришивания воротника рубашки на различных стадиях выполнения согласно вариантам выполнения изобретения;
Фиг. 13А-13В - поперечные сечения подшивочного шва для обработки планки для пуговиц, выполняемого альтернативным способом согласно вариантам выполнения изобретения;
Фиг. 14А-14В - поперечные сечения шва для пришивания кармана, выполняемого альтернативным способом согласно вариантам выполнения изобретения;
Фиг. 15А-15С - поперечные сечения шва для пришивания кокетки, выполняемого альтернативным способом согласно вариантам выполнения изобретения;
Фиг. 16А-15С - поперечные сечения втачного плечевого шва, выполняемого альтернативным способом согласно вариантам выполнения изобретения;
Фиг. 17А-17С - поперечные сечения шва для обработки планки рукава, выполняемого альтернативным способом согласно вариантам выполнения изобретения;
Фиг. 18А-18С - поперечные сечения рукавного шва, выполняемого альтернативным способом согласно вариантам выполнения изобретения;
Фиг. 19А-19В - поперечные сечения подшивочного шва для обработки низа, выполняемого альтернативным способом согласно вариантам выполнения изобретения;
Фиг. 20А-20С - поперечные сечения бокового шва с использованием одноигольной строчки, выполняемого альтернативным способом согласно вариантам выполнения изобретения;
Фиг. 21А-21В - поперечные сечения бокового шва с использованием двухигольной строчки, выполняемого альтернативным способом согласно вариантам выполнения изобретения;
Фиг. 22А-22В проиллюстрировано использование приспособления для подгиба и выполнения шва согласно вариантам выполнения изобретения;
Фиг. 23А-23Е - вид в перспективе приспособления для подгиба, используемого на швейной машине, согласно вариантам выполнения изобретения.
Описание вариантов выполнения изобретения
Применение вариантов выполнения изобретения позволяет выполнять швы в одежде без морщин благодаря использованию клеящего элемента. Клеящий элемент прокладывают между одной или большим числом деталей одежды, сшиваемых вместе, и затем подвергают существенному нагреву и/или давлению для приклеивания по меньшей мере к одной из деталей одежды. Швы, выполняемые согласно вариантам выполнения изобретения, имеют меньшую тенденцию к образованию морщин или сборок. Таким образом могут быть изготовлены предметы одежды, свободные от морщин, например рубашки, брюки, юбки и блузки. Следует понимать, что слова «шов, свободный от морщин» или подобные термины, которые употребляют в настоящей заявке, не означают, что шов или одежда полностью свободны от морщин или сборок. Небольшое количество морщин или сборок, видимых или невидимых, может присутствовать или образоваться в результате носки и/или стирки.
Клеящий элемент, используемый в некоторых вариантах выполнения изобретения, содержит связующее с температурой плавления выше приблизительно 150°С. Температура плавления, о которой здесь идет речь, относится к температуре плавления при горячем прессовании связующего. Обычно связующее находится в форме ленты, покрытия или пленки, хотя оно может быть также в виде сетки или полотна. Некоторые подходящие связующие имеют температуру плавления по меньшей мере около 160°С, например около 161, 165, 170, 175, 180, 185, 190°С. Могут быть также использованы связующие с температурой плавления выше 200°С. Предпочтительно, чтобы связующее было термопластичным, хотя можно использовать и другие типы связующих. Примерами подходящих связующих могут служить (но их общее число не ограничено этим перечнем): термопластичные синтетические материалы, например полиэтилен, сложный полиэфир, полиуретан и полиамид. Полиэтилен предпочтительно должен быть полиэтиленом высокой плотности. Упомянутые выше связующие являются предпочтительными, так как все они обладают заданными свойствами. Дополнительные подходящие связующие могут быть выбраны из тех, которые описаны в следующих патентах США, поскольку описанные связующие отвечают критериям, указанным здесь: № 6340236, № 6333119, № 6294239, № 6291583, № 6288149, № 6248328, № 6284185, № 6277488, № 6274643, № 6265460, № 6235818, № 6216699, № 6180229, № 6136732, № 6095996, № 6093464, № 6022914, № 5973056, № 5969025, № 5939499, № 5939488, № 5939477, № 5905099, № 5902843, № 5900465, № 5891957, № 5883148, № 5719226, № 5700874, № 5698656, № 5677038, № 5670566, № 5677038, № 5670566, № 5618281, № 5583182, № 5561203, № 5554697, № 5536799, № 5534575, № 5532319, № 5527845, № 5516835, № 5461095, № 5454862, № 5441808, № 5428109, № 5418052, № 5380779, № 5360854, № 5354619, № 5352741, № 5331049, № 5326605, № 5290838, № 5286781, № 5242984, № 5210147, 5190607, 5183705, № 5177133, № 5166302, № 5147916, № 5143972, № 5143761, № 5091454, № 5059487, № 5034251, № 5026756, № 5021257, № 5013785, № 4985535, № 4985499, № 4965320, № 4944994, № 4914162, № 4891269, № 4886853, № 4871811, № 4855382, № 4820769, № 4780367, № 4780358, № 4775719, № 4755245, № 4737410, № 4725641, № 4699938, № 4693935, № 4665106, № 4659785, № 4587313, № 4556464, № 4554324, № 4524104, № 4517340, № 4500661, № 4463115, № 4400486, № 4379887, № 4374231, № 4359556, № 4359551, № 4352749, № 4299934, № 4288567, № 4288480, № 4286077, № 4252712, № 4219460, № 4217435, № 4172860, № 4167433, № 4157319, № 4141876, № 4141774, № 4133789, № 4133731, № 4117027, № 4105611, 4104323, № 4097548, № 4097434, № 4081415, № 4060503, № 4059715, № 4052483, № 4037016, № 4018733, № 3993613, № 3980735, № 3970623, № 3954692, № 3950291, № 3932330, № 3932329, № 3932328; описания композиций связующих во всех перечисленных выше патентах введены в настоящую заявку в полном объеме путем ссылки.
В некоторых вариантах выполнения в качестве клеящего элемента используют сплошные клеящие ленты. Сплошные клеящие ленты относятся к таким лентам, которые не содержат существенное количество пустых мест в сравнении с клеящими полотнами или сетками, которые содержат существенное количество отверстий и/или пустых мест. Так как клеящие ленты являются сплошными отрезками материала, они обладают большей объемной плотностью, жесткостью и/или разрывной прочностью. Это позволяет повысить удобство обращения с лентами при их применении, благодаря чему получаются более качественные швы. Клеящая лента обычно имеет ширину приблизительно от 3 мм до 16 мм или приблизительно от 16 мм до 30 мм и толщину приблизительно 5-50 мкм, хотя возможны варианты. В некоторых вариантах выполнения клеящая лента имеет объемную плотность, большую, равную или несколько меньшую плотности связующего, например около 0,8 г/см3. Например, объемная плотность клеящей ленты может быть в пределах 0,885-1,0 г/см3. Под термином «объемная плотность» клеящей ленты здесь понимают плотность, получаемую путем деления массы ленты на ее соответствующий объем. Если лента не содержит пустых мест, то объемная плотность приблизительно соответствует плотности материала, из которого изготовлена лента. Однако если имеются пустые места в ленте, то объемная плотность ленты меньше плотности материала ленты. Сплошная клеящая лента обладает объемной плотностью, равной или по существу равной плотности материала ленты. Другими словами, сплошные клеящие ленты по существу не содержат пустых мест. Примером подходящей клеящей ленты является лента, поставляемая фирмой «Тун Кэйт Пермесс Лтд» (Гонконг) под торговой маркой «Пермесс» 925.
В других вариантах выполнения клеящие ленты обладают относительно более высокой прочностью на отслаивание от детали одежды (например, от материала). Прочность на отслаивание можно измерять, пользуясь методиками, подобными стандартным методикам испытаний ASTM D3330/D3330M-00 «Прочность при отслаивании ленты, чувствительной к давлению» (ASTM - Американское общество по испытанию материалов) или PSTC-1 (PSTC - Совет по ленте, чувствительной к давлению) «Прочность на отслаивание лент с односторонним покрытием, чувствительных к давлению, при угле 180°», которые включены в настоящую заявку в полном объеме путем ссылки. Прочность на отслаивание должна быть равна или больше приблизительно 0,036 кгс/см (0,2 фунта/дюйм). Например, прочность на отслоение может быть равна или больше приблизительно 0,054 кгс/см (0,3 фунта/дюйм); приблизительно 0,072 кгс/см (0,4 фунта/дюйм); приблизительно 0,089 кгс/см (0,5 фунта/дюйм); приблизительно 0,107 кгс/см (0,6 фунта/дюйм); приблизительно 0,125 кгс/см (0,7 фунта/дюйм); приблизительно 0,143 кгс/см (0,8 фунта/дюйм); приблизительно 0,161 кгс/см (0,9 фунта/дюйм); приблизительно 0,178 кгс/см (1,0 фунт/дюйм). Можно также использовать клеящую ленту, обладающую большей прочностью на отслоение, например приблизительно 0,196 кгс/см (1,1 фунта/дюйм); приблизительно 0,214 кгс/см (1,2 фунта/дюйм); приблизительно 0,232 кгс/см (1,3 фунта/дюйм); приблизительно 0,250 кгс/см (1,4 фунта/дюйм); приблизительно 0,268 кгс/см (1,5 фунта/дюйм) или больше. В некоторых случаях величина прочности на отслаивание может превышать приблизительно 0,356 кгс/см (2,0 фунта/дюйм); приблизительно 0,445 кгс/см (2,5 фунта/дюйм) или приблизительно 0,534 кгс/см (3,0 фунта/дюйм).
Обычно клеящие ленты используют как плоские отрезки, не складывая их дополнительно. Однако, хотя обычно используют несвернутый плоский отрезок клеящей ленты, можно также использовать сложенный отрезок клеящей ленты. Клеящую ленту можно складывать один раз или много раз. Клеящие ленты, свернутые один раз, соответствуют структуре, получаемой путем складывания только один раз плоской клеящей ленты, имеющей первую и вторую поверхности, вдоль линии так, чтобы часть первой поверхности контактировала с другой частью первой поверхности, тогда как вторая поверхность становится наружной поверхностью всей структуры. Иногда сложенные части первой поверхности непосредственно контактируют друг с другом. В этом случае после того, как ее подвергают нагреву и/или прессованию, первая поверхность может полностью исчезнуть из-за расплавления и термофиксации связующего. В других случаях сложенные части первой поверхности не находятся в непосредственном контакте. Например, когда клеящую ленту огибают вокруг части детали одежды так, чтобы первая поверхность клеящей ленты находилась в непосредственном контакте с обеими поверхностями (т.е. с первой и второй поверхностями) детали одежды. После того как такую конструкцию подвергнут нагреву и/или прессованию, первая поверхность сложенной клеящей ленты приклеивается непосредственно к обеим поверхностям детали одежды.
С одной стороны, связующее может быть одним из компонентов, образующих клеящий элемент. С другой стороны, связующее может также быть единственным компонентом, из которого образован клеящий элемент. Например, клеящий элемент может содержать прокладку со связующим, нанесенным на одну или на обе поверхности прокладки. Покрытие на поверхности прокладки не обязательно должно быть равномерным, хотя предпочтительно иметь равномерное покрытие на одной или на обеих поверхностях прокладки. В некоторых вариантах исполнения, однако, клеящий элемент состоит из клеящей ленты либо свернутой, либо несвернутой.
Вообще, предметы одежды изготавливают из множества деталей. Почти в каждом шве рубашки имеется первая деталь одежды и вторая деталь одежды вдоль соответствующего шва. Особые детали одежды, например воротник или кокетка, обычно не оказывают пагубного влияния на операцию сшивания. Между первой деталью одежды и второй деталью одежды располагают клеящий элемент, который укладывают так, чтобы он прилегал к первой детали одежды. Вторую деталь одежды можно также расположить так, чтобы она прилегала к клеящему элементу при сшивании. В некоторых вариантах исполнения строчки прошивают сквозь клеящий элемент, первую деталь одежды и вторую деталь одежды. В других вариантах исполнения строчки прошивают сквозь клеящий элемент и только одну из деталей одежды. Первую деталь одежды затем отворачивают так, чтобы она была наложена на клеящий элемент, и прошивают расстрочной шов для завершения процесса сшивания. В альтернативном варианте исполнения расстрочной шов прошивают для непосредственного скрепления между собой клеящего элемента, первой детали одежды и второй детали одежды. Для направления клеящего элемента между первой деталью одежды и второй деталью одежды используют приспособления для подгиба. Существует ряд различных приспособлений для подгиба, которые используют на различных этапах изготовления рубашки. После выполнения каждого шва, шов подвергают прессованию вдоль рабочей линии для того, чтобы связующее клеящего элемента приклеилось к деталям, с которыми они находятся в контакте. Обычно швы прессуют, создавая давление около 2,5-8 кгс/см2, при температуре прессования около 150-190°С, в течение 5-30 с. Могут быть также использованы и другие температуры при прессовании и другие продолжительности прессования.
Рубашки, в частности белые рубашки к вечернему костюму, включают такие детали, как воротник, пару передних полочек, спинку, кокетку, комплект рукавов и планок к различным компонентам. Все эти детали сшивают различными швами и строчками. Хотя варианты исполнения, проиллюстрированные здесь, предназначены для изготовления белой рубашки к выходному костюму, способы для выполнения швов без образования морщин могут быть использованы (с введением или без введения модификаций) для изготовления любой одежды или изделий, в которых не должно быть морщин.
На Фиг. 1А-1С изображена фигура человека в рубашке, содержащей швы, выполненные согласно вариантам исполнения изобретения. Рубашка 100 содержит пару передних полочек 102, спинку 104, комплект рукавов 106, воротник 108, центральную планку 110 для пуговиц и кокетку 112. Рубашка дополнительно содержит карман 114 и планку 116 на рукаве рубашки. Кокетка 112 предпочтительно содержит наружную деталь и внутреннюю деталь. Воротник 108 предпочтительно содержит первую деталь воротника и вторую деталь воротника. На Фиг. 2-12 сходные детали шва обозначены одинаковыми номерами позиций.
На Фиг. 2А-2D изображены поперечные сечения шва проймы на различных стадиях его выполнения согласно вариантам исполнения изобретения. Более конкретно, на Фиг. 2А-2С проиллюстрирован один способ выполнения шва проймы. Первую деталь 10 одежды и вторую деталь 12 одежды следует соединить друг с другом для вшивания рукава рубашки. Первая деталь 10 одежды является передней полочкой 102, кокеткой 112 или спинкой 104, а вторая деталь 12 одежды является рукавом 106 рубашки. Первая деталь 10 одежды имеет верхнюю поверхность 14 и нижнюю поверхность 16. Вторая деталь 12 одежды имеет верхнюю поверхность 18 и нижнюю поверхность 20.
Клеящий элемент 22 составляет часть шва проймы. Клеящий элемент 22 имеет верхнюю поверхность 24 и нижнюю поверхность 26. Первую деталь 10 одежды, вторую деталь 12 одежды и клеящий элемент 22 укладывают так, как показано на Фиг. 2А. Вторую деталь 12 одежды отворачивают назад так, чтобы ее нижняя поверхность 20 прилегала к нижней поверхности 16 первой детали одежды, как показано на Фиг. 2В. По меньшей мере одну строчку 28 прошивают вдоль линии шва, определяемой первой деталью 10 одежды и второй деталью 12 одежды. Предпочтительно, чтобы линия шва проходила вдоль края клеящего элемента 22. В одном варианте исполнения первую строчку 28а прошивают вдоль линии шва вдоль края клеящего элемента 22, а вторую строчку 28b прошивают вдоль линии шва вдоль противоположного края клеящего элемента 22. Первая строчка 28а и вторая строчка 28b предпочтительно являются двухигольными строчками для вшивания рукава. Строчки 28 прошивают сквозь клеящий элемент 22, вторую деталь 12 одежды, первую деталь 10 одежды и подогнутую часть 30 второй детали 12 одежды. После выполнения строчек 28 первую деталь 10 одежды отворачивают поверх клеящего элемента 22 так, чтобы верхняя поверхность 14 первой детали одежды прилегала к верхней поверхности 24 клеящего элемента 22. По меньшей мере одну строчку 32 выполняют для прикрепления отвернутой части 34 первой детали 10 одежды к клеящему элементу 22. В одном варианте исполнения строчку 32 выполняют сверху и прошивают сквозь все поверхности, включая отвернутую часть 34, клеящий элемент 22, вторую деталь 12 одежды, первую деталь 10 одежды и подвернутую часть 30, как показано на Фиг. 2С.
Выполнение шва завершают приложением тепла и/или давления ко шву. Это может быть произведено путем обычного процесса глажения. Во время глажения не требуется подача пара. Для улучшения контролирования процесса и обеспечения высокого качества процесс обычно выполняют на нагретом прессе с температурой приблизительно до 190°С в течение около 5-30 с и при давлении около 2,5-8,0 кгс/см2. По выбору после этого следует этап отсоса воздуха для охлаждения и фиксации связующего. Приложенные тепло и/или давление понуждают связующее клеящего элемента 22 расплавиться и растечься по поверхностям, с которыми оно находятся в контакте. Это означает, что связующее растекается по отвернутой части 34 первой детали 10 одежды и по верхней поверхности 18 второй детали 12 одежды. Во время выполнения процесса прессования растекшееся связующее проникает в материал деталей одежды, с которыми оно находится в контакте. Это желательно, так как оно образует относительно прочное скрепление между поверхностями деталей одежды и нитками вдоль шва. Это скрепление способствует предотвращению образования морщин в области шва при последующей стирке. Посредством клеящего элемента 22 создают скрепление между поверхностями деталей одежды и ниткой вдоль шва. В частности, благодаря тому что детали одежды скреплены между собой вдоль шва, они не обладают тенденцией к отслаиванию друг от друга во время стирки и, следовательно, к образованию сборок материала в шве. В частности, предотвращают образование морщин материала в шве, расположенного между строчками 28а и 28b, благодаря тому, что детали скреплены между собой клеящим элементом 22. При горячем прессовании также производят прессование шва для уменьшения толщины шва. В некоторых вариантах исполнения клеящий элемент сохраняется как отдельный определенный слой после горячего прессования. Однако в других вариантах исполнения клеящий элемент полностью расплавляется и «сливается» с прилегающими деталями одежды так, что клеящий элемент перестает существовать как отдельный слой, но скрепляет между собой прилегающие друг к другу детали одежды.
Расстояние 36 между строчками 28а и 28b является шириной шва. Отвернутая часть 34 является видимой частью шва проймы. Для оптимального предотвращения образования морщин важно, чтобы связующее клеящего элемента 22 растеклось по всей ширине 36 шва. Этим обеспечивают полное скрепление отвернутой части 34 первой детали 10 одежды с верхней поверхностью 18 второй детали одежды, которая прилегает к нижней поверхности 26 клеящего элемента 22.
В альтернативном варианте выполнения клеящий элемент 22 (см. Фиг. 2D) отворачивают вокруг краевой части детали 12 одежды. Первую деталь 10 одежды отворачивают вокруг клеящего элемента 22 так, чтобы нижняя поверхность 26 клеящего элемента прилегала к верхней поверхности 14 первой детали 10 одежды. Кроме того, верхнюю поверхность 24 клеящего элемента 22 располагают так, чтобы она прилегала как к верхней, так и к нижней поверхностям подогнутой части детали 12 одежды. Краевую часть детали 10 одежды располагают между частью клеящего элемента 22 и подогнутой частью 30 второй детали 12 одежды. Кроме того, верхнюю поверхность 14 краевой части первой детали 10 одежды располагают так, чтобы она прилегала к части нижней поверхности 26 клеящего элемента 22, в то время как нижнюю поверхность 16 краевой части первой детали 10 одежды располагают так, чтобы она прилегала к верхней поверхности 18 второй детали 12 одежды. Как верхнюю поверхность 18, так и нижнюю поверхность 20 краевой части второй детали 12 одежды располагают так, чтобы они прилегали к верхней поверхности 24 клеящего элемента 22. Опционно по меньшей мере одну строчку 32 прошивают для прикрепления отвернутой части 34 первой детали 10 одежды и сложенного клеящего элемента 22. В одном варианте исполнения строчка 32 является верхней строчкой, прошитой сквозь все поверхности, включая отвернутую часть 34, сложенный клеящий элемент 22, вторую деталь 12 одежды, первую деталь 10 одежды и подогнутую снизу часть 30, как показано на Фиг. 2D. Опционно группу двойных строчек 36 прошивают сквозь часть клеящего элемента 22, часть первой детали 10 одежды, подогнутую часть 30 второй детали 12 одежды. Затем прикладывают тепло и/или давление, как это было описано выше, для завершения выполнения шва. Клеящий элемент расплавляется и растекается для скрепления первой детали одежды и второй детали одежды с клеящим элементом на участках, где они находятся в контакте с клеящим элементом.
На Фиг. 3А-3С изображены поперечные сечения шва для пришивания кокетки на различных стадиях его выполнения согласно изобретению. На Фиг. 3А и 3В проиллюстрирован один подходящий способ выполнения шва для пришивания кокетки одежды. Способ особенно подходит для выполнения шва для пришивания кокетки либо к передней полочке, либо для пришивания кокетки к спинке одежды. В одном варианте исполнения используют первую деталь 10 одежды, вторую деталь 12 одежды и третью деталь 38 одежды. Первая деталь 10 одежды является наружной деталью 112а кокетки рубашки, вторая деталь 12 одежды является внутренней деталью 112b кокетки, а третья деталь 38 одежды является полочкой белой рубашки к вечернему костюму. Полочка является либо одной из передних полочек 102, либо спинкой 104, в зависимости от того, выполняют ли шов для пришивания кокетки к передней полочке, либо для пришивания кокетки к спинке. Третья деталь 38 имеет верхнюю поверхность 40 и нижнюю поверхность 42. Клеящий элемент 22, первую деталь 10 одежды, третью деталь 38 одежды и вторую деталь 12 одежды располагают так, как показано на Фиг. 3А. Первую деталь 10 отворачивают поверх клеящего элемента так, чтобы верхняя поверхность 14 первой детали 10 одежды прилегала к верхней поверхности 24 клеящего элемента 22. По меньшей мере одну строчку 28 прошивают вдоль линии шва вдоль края клеящего элемента 22. Строчка 28 предпочтительно является верхней строчкой, которую прошивают сквозь отвернутую часть 34 первой детали 10 одежды, клеящий элемент 22, третью деталь 38 одежды и вторую деталь 12 одежды. Способ дополнительно включает операцию отворачивания назад второй детали 12 одежды так, чтобы ее нижняя поверхность 20 прилегала сама к себе перед тем, как прикладывают тепло и/или давление. Это позволяет отвернутую назад часть (не показана на Фиг. 3В, но она подобна подвернутой части 30 на Фиг. 4А) располагать к телу потребителя при носке. Благодаря этому кожа потребителя не соприкасается ни с одной из выполненных строчек, и, таким образом, у потребителя шов не вызывает неудобств. Затем прикладывают тепло и/или давление, как это описано выше, для завершения выполнения шва. Связующее клеящего элемента 22 при этом расплавляется и растекается по поверхности отвернутой части 34 и верхней поверхности 14 первой детали 10 одежды. Отвернутая часть 34 является видимой частью шва. Предпочтительно, чтобы связующее клеящего элемента 22 расплавлялось для скрепления первой детали 10 одежды и строчки 28.
В альтернативном варианте исполнения клеящий элемент 22 (см. Фиг. 3С) отворачивают вокруг краевой части первой детали 10 одежды так, чтобы верхняя поверхность 24 клеящего элемента 22 прилегала как к верхней поверхности 14, так и к нижней поверхности 16 краевой части детали 10 одежды. Часть нижней поверхности 26 располагают так, чтобы она прилегала к верхней поверхности 40 детали 38 одежды, а другую часть нижней поверхности 26 клеящего элемента 22 располагают так, чтобы она прилегала к отвернутой части верхней поверхности 14 детали 10 одежды. Кроме того, верхнюю поверхность 18 детали 12 одежды располагают так, чтобы она прилегала к нижней поверхности 42 детали 38 одежды. Теперь можно прошить группу строчек 28 сквозь шов. Затем прикладывают тепло и/или давление, как это описано выше, для завершения выполнения шва. Клеящий элемент при этом расплавляется и растекается для скрепления первой детали и третьей детали одежды там, где они находятся в контакте с клеящим элементом.
На Фиг. 4А-4В изображены поперечные сечения плечевого шва согласно вариантам исполнения изобретения. На Фиг. 4А показан один вариант исполнения шва для пришивания кокетки. Детали располагают так, как показано на Фиг. 3В, но до выполнения строчки 28 вторую деталь 12 одежды отворачивают назад так, чтобы ее нижняя поверхность 20 прилегала сама к себе. Затем выполняют строчку 28 вдоль линии шва вдоль края клеящего элемента 22. Строчка 28 предпочтительно является верхней строчкой, которую прошивают сквозь отвернутую часть 34 первой детали 10 одежды, клеящий элемент 22, третью деталь 40 одежды, вторую деталь 12 одежды и подвернутую часть 30 второй детали одежды. Затем прикладывают тепло и/или давление, как это описано выше, для завершения выполнения шва. Связующее клеящего элемента 22 расплавляется и растекается по поверхностям отвернутой части 34 и верхней поверхности 14 первой детали 10 одежды. Отвернутая часть 34 является видимой частью швов. Предпочтительно, чтобы связующее клеящего элемента 22 расплавлялось для скрепления первой детали 10 одежды и строчки 28.
Альтернативный вариант выполнения показан на Фиг. 4В. Этот вариант исполнения сходен с вариантом, представленным на Фиг. 3С, за исключением того, что деталь 12 одежды подворачивают назад. Как показано на Фиг. 4В, краевую часть 34а детали 10 одежды укладывают в виде «сандвича» между двумя частями верхней поверхности 24 клеящего элемента 22. По существу и верхняя поверхность 14, и нижняя поверхность 16 краевой части 34а детали 10 одежды при этом прилегают к верхней поверхности 24 (которую можно также рассматривать как внутреннюю поверхность клеящего элемента 22), в то время как часть нижней поверхности 26 (которую можно также рассматривать как наружную поверхность клеящего элемента 22) прилегает к верхней поверхности 14 отвернутой части 34 детали 10 одежды, а другая часть нижней поверхности 26 клеящего элемента 22 прилегает к верхней поверхности 40 детали 38 одежды. Опционно другой клеящий элемент (не показан) располагают так, чтобы он огибал краевую часть детали 12 одежды таким же образом, как и клеящий элемент 22, расположенный так, что он огибает краевую часть детали 10 одежды. В альтернативном варианте исполнения по существу плоский клеящий элемент (не показан) располагают между деталью 12 одежды и деталью 38 одежды так, чтобы он прилегал как к нижней поверхности детали 38 одежды, так и к верхней поверхности краевой части детали 12 одежды.
На Фиг. 5А-5В изображены поперечные сечения бокового шва согласно вариантам выполнения изобретения. На Фиг. 5А показано поперечное сечение бокового шва. Первая деталь 10 одежды представляет собой спинку 104, а вторая деталь одежды представляет собой переднюю полочку 102. Первую деталь 10 одежды, вторую деталь 12 одежды и клеящий элемент 22 располагают так, как показано на Фиг. 2А. Вторую деталь 12 одежды подворачивают назад так, чтобы нижняя поверхность 20 прилегала к нижней поверхности 16 первой детали 10 одежды. Аналогично первую деталь 10 одежды отворачивают поверх клеящего элемента 22 так, чтобы верхняя поверхность 14 первой детали одежды прилегала к верхней поверхности 24 клеящего элемента 22. Верхняя поверхность 18 краевой части 30а детали 12 одежды при этом прилегает к нижней поверхности 26 клеящего элемента 22. Нижняя поверхность 20 краевой части 30а детали 12 одежды при этом прилегает к верхней поверхности 14 краевой части 34а детали 10 одежды. По меньшей мере одну строчку 28 прошивают вдоль линии шва, определяемой первой деталью 10 одежды и второй деталью 12 одежды. Предпочтительно, чтобы линия шва была выполнена вдоль края клеящего элемента 22. В одном варианте исполнения первую строчку 28а прошивают вдоль линии шва вдоль края клеящего элемента 22, а вторую строчку 28b прошивают вдоль линии шва вдоль противоположного края клеящего элемента 22. Первую строчку 28а и вторую строчку 28b предпочтительно выполняют в виде двухигольной строчки для пришивания рукава. Строчки 28 прошивают сквозь все поверхности, включая отвернутую поверх клеящего элемента 22 часть 34, клеящий элемент 22, вторую деталь 12 одежды, первую деталь 10 одежды и подвернутую часть 30. Шов продолжают вдоль внутренней стороны рукава 106 рубашки. Затем прикладывают тепло и/или давление, как это описано выше, для завершения выполнения шва. Клеящий элемент 22 при этом расплавляется и растекается по отвернутой части 34 и верхней поверхности 14 первой детали 10 одежды. Альтернативный вариант исполнения показан на Фиг. 5В, который может быть выполнен подобно шву, изображенному на Фиг. 2D.
На Фиг. 6А-6В изображены поперечные сечения шва для пришивания кармана согласно вариантам выполнения изобретения. На Фиг. 6А показано поперечное сечение шва для пришивания кармана. Первой деталью 10 одежды является карман 114, а второй деталью 12 является передняя полочка 102. Карман имеет две по существу параллельные боковые стороны и нижнюю часть. Клеящий элемент 22, выполненный по существу в форме первой детали 10 одежды, предпочтительно укладывают на верхнюю поверхность 18 второй детали 12 одежды. Первой деталью 10 одежды огибают клеящий элемент 22, включая параллельные боковые края и нижнюю часть. Нижней поверхностью 16 первой детали 10 одежды окружают клеящий элемент 22. Верхнюю поверхность 14 первой детали одежды располагают так, чтобы она прилегала к верхней поверхности 18 второй детали одежды. Вдоль края кармана прошивают строчку 28 сквозь верхнюю поверхность 14 первой детали 10 одежды, клеящий элемент 22, подогнутую часть 44 первой детали 10 одежды и вторую деталь 12 одежды. Затем прикладывают тепло и/или давление, как это описано выше, для завершения выполнения шва. Связующее клеящего элемента 22 при этом расплавляется и растекается по нижней поверхности 16 первой детали 10 одежды, которой окружен клеящий элемент 22, и по строчке 28. Подогнутые части 44 одежды видны в области шва для пришивания кармана. Предпочтительно, чтобы связующее клеящего элемента 22 расплавлялось и растекалось по всей подогнутой части 44.
На Фиг. 6В показан альтернативный вариант выполнения, где краевая часть детали 10 одежды подогнута один раз. Клеящий элемент 22, имеющий верхнюю поверхность 24 и нижнюю поверхность 26, огибают вокруг подогнутой назад краевой части детали 10 одежды. Нижняя поверхность 26 клеящего элемента 22 при этом прилегает к верхней поверхности 14 и к нижней поверхности 16 подогнутой краевой части детали 10 одежды. Верхняя поверхность 24 клеящего элемента 22 прилегает к верхней поверхности 18 детали 12 одежды и к нижней поверхности 16 детали 10 одежды.
На Фиг. 7А-7В изображены поперечные сечения шва для обработки правой передней планки для пуговиц согласно вариантам исполнения изобретения. На Фиг. 7А показано поперечное сечение шва для обработки правой передней планки для пуговиц. Используют первую деталь 10 одежды, которая является передней полочкой 102. Верхнюю поверхность 14 первой детали 10 одежды располагают так, чтобы она прилегала к нижней поверхности 26 клеящего элемента 22. Первую деталь 10 одежды отворачивают так, чтобы получилась первая часть 46, которую затем опять отворачивают так, чтобы получилась вторая часть 48, которую располагают так, чтобы она прилегала к верхней поверхности 24 клеящего элемента 22. Затем прошивают строчку 28 сквозь первую часть 46, вторую часть 48, клеящий элемент 22 и первую деталь 10 одежды. В одном варианте исполнения строчка является одноигольной строчкой. В альтернативном варианте исполнения используют двухигольную строчку. Расстояние 50 составляет неотвернутую часть (детали) одежды, к которой пришивают пуговицы белой рубашки к вечернему костюму. Затем прикладывают тепло и/или давление, как это описано выше, для завершения выполнения шва. Важно, чтобы связующее клеящего элемента 22 расплавлялось и растекалось по всей поверхности ширины шва. Это позволяет обеспечить полное прикрепление верхней поверхности 14 и первой части 46 к клеящему элементу 22.
На Фиг. 7В показан альтернативный вариант выполнения, в котором первая деталь 10 одежды содержит первую отвернутую назад часть 46, вторую отвернутую назад часть 48 и неотвернутую часть (которая расположена поверх клеящего элемента 22). Вторую отвернутую назад часть 48 огибают клеящим элементом 22, который складывают один раз. Верхняя поверхность 26 (а также внутренняя поверхность) клеящего элемента 22 при этом прилегает как к верхней поверхности 14, так и к нижней поверхности 16 второй отвернутой части 48 детали 10 одежды. Кроме того, нижняя поверхность 16 первой отвернутой назад части 46 детали 10 одежды прилегает к части нижней поверхности 24 (так же, как и наружная поверхность) клеящего элемента 22, в то время как нижняя поверхность 16 неотвернутой части детали 10 одежды прилегает к другой части нижней поверхности 24 клеящего элемента 22. При этом обеспечивают пространство для прикрепления пуговиц, если это желательно.
На Фиг. 8А-8В изображены поперечные сечения подшивочного нижнего шва согласно вариантам выполнения изобретения. Подшивочный нижний шов показан на Фиг. 8А. Укладывание деталей выполняют так же, как и на Фиг. 7, за тем исключением, что расстояние 50 делают минимально возможным, так как здесь нет необходимости пришивать пуговицы. Строчка 28 является верхней строчкой, прошиваемой сквозь подвернутую часть 46, второй раз подвернутую часть 48, клеящий элемент 22 и первую деталь 10 одежды. Затем прикладывают тепло и/или давление, как это описано выше, для завершения выполнения шва. Подшивочный нижний шов выполняют везде, где требуется чистый край. Альтернативный вариант исполнения проиллюстрирован на Фиг. 8В, который может быть выполнен так же, как и шов на Фиг. 7В, за исключением того, что здесь обычно не требуется место для пришивания пуговиц.
На Фиг. 9А-9С изображены поперечные сечения шва для обработки планки рукава на различных стадиях выполнения согласно вариантам выполнения изобретения. Один способ выполнения законченного шва для обработки планки рукава проиллюстрирован на Фиг. 9А-9В. Первая деталь 10 одежды является планкой 116 рукава рубашки, а вторая деталь 12 одежды - рукавом 106 рубашки. Клеящий элемент 22, первую деталь 10 одежды и вторую деталь 12 одежды по существу совмещают так, как показано на Фиг. 9А. Первую деталь 10 одежды отворачивают поверх клеящего элемента 22 так, чтобы верхняя поверхность 14 прилегала как к верхней поверхности 24, так и к нижней поверхности 26 клеящего элемента. Отвернутую часть 52 затем подворачивают еще раз так, чтобы нижняя поверхность 16 первой детали 10 одежды прилегала к нижней поверхности 20 второй детали 12 одежды, как показано на Фиг. 9В. Строчку 28 прошивают сквозь отвернутую часть 52, клеящий элемент 22, вторую деталь 12 одежды, подвернутую часть 54 и подвернутую часть 56. Строчка 28 предпочтительно является одноигольной закрепительной строчкой для обработки рукава. В другом альтернативном варианте исполнения закрепительную строчку используют для первоначального соединения первой детали 10 одежды, второй детали 12 одежды и клеящего элемента 22 до выполнения каких-либо подгибов. Затем прикладывают тепло и/или давление, как это описано выше, для завершения выполнения шва. Первая отвернутая часть 52 является видимой частью планки 116 рукава. Планку рукава также прикрепляют к манжете 118 рукава. Связующее клеящего элемента 22 предпочтительно расплавляется и растекается по всей отвернутой части 52 и верхней поверхности 14 первой детали 10 одежды, с которыми он соприкасается.
На Фиг. 9С показан другой вариант выполнения, в котором используют один или большее число клеящих элементов 22 в сложенном виде. Этот шов имеет структуру, подобную показанной на Фиг. 4В, за исключением того, что: (1) деталь 10 одежды и деталь 12 одежды, изображенные на Фиг. 4В, здесь используют в виде одной детали 10 одежды (см. Фиг. 9С); (2) деталь 38 одежды, изображенная на Фиг. 4В, является деталью 12 одежды на Фиг. 9С. По существу нижняя поверхность 16 подвернутой части 56 детали 10 одежды при этом прилегает к нижней поверхности 20 детали 12 одежды. Внутренняя поверхность 26 клеящего элемента 22 прилегает как к верхней поверхности 14, так и к нижней поверхности 16 детали 10 одежды. Часть наружной поверхности 24 прилегает к верхней поверхности 14 отвернутой части 52 детали 10 одежды, в то время как другая часть наружной поверхности 24 прилегает к верхней поверхности 18 детали 12 одежды. Как и на Фиг. 4В, другой клеящий элемент (не показан) может быть опционно уложен вокруг подвернутой части 56 таким же образом, как и клеящий элемент 22 расположен вокруг краевой части. В альтернативном варианте исполнения по существу плоский клеящий элемент (не показан) может быть проложен между деталью 12 одежды и подвернутой частью 56 так, чтобы он прилегал к верхней поверхности подвернутой части 56 и нижней поверхности детали 12 одежды.
На Фиг. 10А-10Е изображены поперечные сечения шва проймы рубашки на различных стадиях его выполнения согласно альтернативным вариантам выполнения изобретения. Один альтернативный вариант исполнения шва проймы показан на Фиг. 10А-10С. Первая деталь 10 одежды является передней полочкой 102, кокеткой 112 рубашки или спинкой 104 рубашки. Вторая деталь 12 рубашки является рукавом 106 рубашки. После того как первую деталь 10 одежды, вторую деталь 12 одежды и клеящий элемент 22 располагают так, как показано на Фиг. 10А, прошивают первую строчку 28а вдоль линии шва, определяемой первой и второй деталями одежды. Первая строчка 28а является закрепительной игольной строчкой для вшивания рукава. Первую строчку 28а прошивают сквозь клеящий элемент 22, первую деталь 10 одежды и вторую деталь 12 одежды. После выполнения строчки 28а первую деталь 10 отворачивают поверх клеящего элемента 22 так, чтобы верхняя поверхность 14 прилегала к верхней поверхности 24 клеящего элемента 22. Вторую деталь 12 одежды подворачивают так, чтобы нижняя поверхность 20 прилегала к нижней поверхности 26 клеящего элемента 22 и чтобы верхняя поверхность 18 прилегала сама к себе. Вторую строчку 28b прошивают для того, чтобы скрепить между собой отвернутую часть 58, клеящий элемент 22, вторую деталь 12 одежды и подвернутую часть 60 второй детали 12 одежды. Затем прикладывают тепло и/или давление, как это описано выше, для завершения выполнения шва. Расстояние 36 между строчками 28а и 28b определяет ширину шва. Отвернутая часть 58 является видимой частью шва проймы. Предпочтительно для оптимального предотвращения образования морщин, чтобы связующее клеящего элемента 22 растекалось по всей ширине 36 поверхности шва. Благодаря этому обеспечивают полное скрепление отвернутой части 58 первой детали 10 одежды с верхней поверхностью 20 второй детали одежды, которая прилегает к нижней поверхности 26 клеящего элемента 22.
В альтернативном варианте выполнения, изображенном на Фиг. 10D-10Е, используют первый клеящий элемент 22а и второй клеящий элемент 22b. Второй клеящий элемент 22b помещают между первой деталью 10 и второй деталью 12. После укладки первой детали 10 одежды, второй детали 12 одежды и клеящих элементов 22 в порядке, показанном на Фиг. 10D, прошивают первую строчку 28а вдоль линии шва, определяемой клеящим элементом 22b и второй деталью одежды. Первая строчка 28а является одноигольной закрепительной строчкой рукава. Первую строчку 28а прошивают сквозь второй клеящий элемент 22b и вторую деталь 12 одежды. После выполнения строчки 28а первую деталь 10 отворачивают поверх первого клеящего элемента 22а так, чтобы верхняя поверхность 14 прилегала к верхней поверхности 24а первого клеящего элемента 22а. Вторую деталь 12 одежды подворачивают так, чтобы ее верхняя поверхность 18 прилегала к верхней поверхности 24b второго клеящего элемента 22b, а нижняя поверхность 20 второй детали 12 прилегала к нижней поверхности 26а первого клеящего элемента 22а. Вторую строчку 28b прошивают для скрепления отвернутой части первой детали 10 одежды, первого клеящего элемента 22а, подвернутой части второй детали 12 одежды, второго клеящего элемента 22b и второй детали 12 одежды. Затем прикладывают тепло и/или давление, как это описано выше, для завершения выполнения шва. Расстояние 36 между строчками 28а и 28b определяет ширину шва. Предпочтительно для оптимального предотвращения образования морщин, чтобы связующее клеящего элемента 22 растекалось по всей ширине 36 поверхности шва. Благодаря этому обеспечивают полное скрепление отвернутой части первой детали 10 одежды и подвернутой части второй детали одежды с клеящими элементами 22а и 22b, с которыми они находятся в контакте.
На Фиг. 11А-11Е изображены поперечные сечения шва проймы рубашки на различных стадиях выполнения согласно еще некоторым другим вариантам выполнения изобретения. На Фиг. 11А-11С проиллюстрирован еще один другой способ выполнения шва проймы. Одинаковыми номерами позиций обозначены, как и на Фиг. 10А-10С, сходные детали шва. Для выполнения шва, изображенного на Фиг. 11С, используют двухигольную закрепительную строчку для вшивания рукава. Стадии операции такие же, как и представленные на Фиг. 10А-10С, но при этом выполняют дополнительную строчку. Третью строчку 28с прошивают для скрепления между собой клеящего элемента 22, подвернутой части 60 второй детали 12 одежды и второй детали 12 одежды. Третья строчка 28с является дополнительной закрепительной строчкой для вшивания рукава, и посредством ее обеспечивают двухигольную закрепительную строчку для вшивания рукава. Третья строчка 28с является опционной, и с ее помощью обеспечивают правильное совмещение клеящего элемента 22 со швом. Затем прикладывают тепло и/или давление, как это описано выше, для завершения выполнения шва. В альтернативных вариантах исполнения строчки 28а и 28с являются двойными строчками. Кроме того, строчка 28b является опционной.
В альтернативном варианте выполнения, изображенном на Фиг. 11D-11Е, используют первый клеящий элемент 22а и второй клеящий элемент 22b. Второй клеящий элемент 22b укладывают между первой деталью 10 и второй деталью 12. После укладки первой детали 10 одежды, второй детали 12 одежды и клеящего элемента 22 таким образом, как это показано на Фиг. 11D, прошивают группу строчек 28а и 28с вдоль линии шва, определяемой первой и второй деталями одежды вдоль обоих краев клеящего элемента 22. Строчки 28а и 28с являются игольными закрепительными строчками для вшивания рукава. Строчку 28а прошивают сквозь первый клеящий элемент 22а, первую деталь 10 одежды, второй клеящий элемент 22b и вторую деталь 12 одежды. Строчку 28с прошивают сквозь первый клеящий элемент, подвернутую часть второй детали, второй клеящий элемент 22b и вторую деталь 12. После выполнения строчек первую деталь 10 одежды отворачивают поверх первого клеящего элемента 22а так, чтобы верхняя поверхность 14 прилегала к верхней поверхности 24а первого клеящего элемента 22а. Прошивают строчку 28b для скрепления между собой отвернутой части первой детали 10 одежды, первого клеящего элемента 22а, подвернутой части второй детали 12 одежды, второго клеящего элемента 22b и второй детали 12 одежды. Затем прикладывают тепло и/или давление, как это описано выше, для завершения выполнения шва. Расстояние 36 между строчками 28а и 28b определяет ширину шва. Предпочтительно для оптимального предотвращения образования морщин, чтобы связующее клеящего элемента 22 растекалось по всей ширине 36 поверхности шва. Благодаря этому обеспечивают полное скрепление отвернутой части первой детали 10 одежды и подвернутой части второй детали одежды с клеящими элементами 22а и 22b, с которыми они находятся в контакте.
На Фиг. 12А-12Е изображены поперечные сечения шва для пришивания воротника рубашки на различных стадиях изготовления согласно вариантам выполнения изобретения. На Фиг. 12А-12D проиллюстрирован один способ выполнения шва для пришивания воротника белой рубашки к вечернему костюму. Используют первую деталь 10, которая является первой деталью 108а воротника, и вторую деталь 12, которая является второй деталью 108b воротника. Используют также клеящий элемент 22 и прокладку 60. Прокладка 60 предпочтительно имеет верхнюю поверхность 62 и нижнюю поверхность 64. Прокладку прикрепляют или располагают так, чтобы она прилегала к верхней поверхности 14 первой детали одежды, и выпускают вперед и совмещают с краем первой детали 10 одежды. После того как первую деталь 10, клеящий элемент 22, прокладку 60 и вторую деталь одежды расположат так, как это показано на Фиг. 12А, выполняют первую строчку 28е вдоль линии шва, определяемой краями сшиваемых элементов, и сквозь клеящий элемент 22, между краем 66 прокладки 60, сквозь первую деталь 10 одежды и вторую деталь 12 одежды. Прокладку 60 располагают с некоторым отступом. Благодаря этому первая строчка 28е не проходит сквозь прокладку 60. Первая строчка 28е является закрепительной. Затем клеящий элемент 22 отворачивают назад вокруг строчки 28е так, чтобы отвернутая верхняя поверхность 24 клеящего элемента 22 прилегала к верхней неотвернутой поверхности 24 клеящего элемента 22. Первую деталь 10 одежды отворачивают назад около строчки 28е так, чтобы верхняя поверхность 62 прокладки 60 прилегала к верхней поверхности 24 клеящего элемента 22. Вторую деталь 12 одежды отворачивают назад относительно строчки 28е так, чтобы нижняя поверхность 20 второй детали 12 одежды прилегала к нижней поверхности 20 второй детали 12 одежды. Вторую строчку 28f прошивают вдоль шва, определяемого отвернутой назад частью первой детали 10 одежды, прокладкой 60, отвернутой назад частью клеящего элемента 22, клеящим элементом 22, первой деталью 10 одежды и второй деталью 12 одежды. Вторую строчку 28f прошивают сквозь отвернутую назад часть первой детали 10 одежды, прокладку 60, отвернутую назад часть клеящего элемента 22, клеящий элемент 22, первую деталь 10 одежды и вторую деталь 12 одежды. Вторая строчка 28f предпочтительно является расстрочным швом. Расстрочной шов предпочтительно является одноигольным. В альтернативном варианте исполнения используют двойную строчку. Затем прикладывают тепло и/или давление, как это описано выше, для завершения выполнения шва. Следует иметь в виду, что при выполнении некоторых швов, например шва для пришивания воротника, клеящий элемент (например, клеящую ленту) не используют.
В альтернативном варианте исполнения клеящий элемент 22 отворачивают так, чтобы верхняя поверхность 24 клеящего элемента 22 прилегала к нижней поверхности 16 первой детали 10 и верхней поверхности 14 первой детали 10, как показано на Фиг. 12Е. Нижнюю поверхность 26 клеящего элемента 22 располагают так, чтобы она прилегала к прокладке 60 и верхней поверхности 18 второй детали 12. Строчку 28f прошивают сквозь первую деталь, прокладку, клеящий элемент, отвернутую часть первой детали, клеящий элемент, отвернутую часть второй детали и вторую деталь. Затем прикладывают тепло и/или давление, как это описано выше, для завершения выполнения шва.
В вариантах исполнения, изображенных на Фиг. 2D, 3С, 4В, 5В, 6В, 7В, 8В, 9С, 10Е, 11Е и 12F, подходящие связующие не обязательно должны быть ограничены теми, которые обладают температурой плавления при горячем прессовании, составляющей по меньшей мере 160°С. Могут быть использованы любые связующие.
Для обеспечения жесткости деталей воротника используют прокладки. Прокладку предпочтительно изготавливают из ткани из хлопка или смеси волокон хлопка и сложного полиэфира. В альтернативном варианте исполнения можно использовать прокладку из нетканого материала, изготовленного из волокон из сложного полиэфира, нейлона, вискозы или из их смесей. В другом альтернативном варианте исполнения можно использовать термопластичное связующее, которое может быть нанесено на первую поверхность прокладки, вторую поверхность прокладки или на обе поверхности прокладки. Предпочтительно, чтобы прокладка была изготовлена из одного материала, хотя могут быть также использованы смески из двух или большего числа материалов. Как упоминалось выше, в некоторых швах, например швах для обработки воротника, клеящую ленту не используют.
Как было сказано выше, одной из форм клеящего элемента 22 является клеящая лента. Но для клеящего элемента могут быть использованы и другие формы или структуры. В альтернативном варианте исполнения клеящий элемент 22 является прокладкой, снабженной покрытием из связующего с одной или с обеих наружных поверхностей. Связующее предпочтительно является тем же термопластичным связующим в виде клеящей ленты, которое было упомянуто ранее в вариантах исполнения, рассмотренных выше. Связующее может быть нанесено на верхнюю и/или нижнюю поверхности прокладки в виде слоя связующего или в виде рядов точек из связующего. Для того чтобы обеспечить полное склеивание, требуется определенное количество связующего, достаточное для того, чтобы оно растеклось по поверхностям одежды, как это было описано выше. Покрытие из связующего на прокладке может быть заменено пленкой из связующего, прикрепленной к одной или обеим поверхностям прокладки.
В некоторых вариантах выполнения клеящий элемент 22 сворачивают так, чтобы верхняя поверхность 24 клеящего элемента 22 прилегала сама к себе, а нижняя поверхность 26 являлась единственной поверхностью, которую можно использовать для термопластичного скрепления с деталями одежды. Опционно прокладку 60 укладывают поверх и/или под клеящий элемент 22. В других вариантах исполнения прокладку 60 сворачивают так, чтобы клеящий элемент 22 оказывался окруженным прокладкой 60. Опционно клеящий элемент 22 также сворачивают.
Как сказано выше, клеящий элемент может быть по существу плоским отрезком клеящей ленты, который сначала укладывают так, чтобы он прилегал к одной или большему числу деталей одежды. По существу плоскую клеящую ленту можно затем сворачивать один раз, придавая ей по существу U-образную форму, вокруг краевой части детали одежды. В альтернативном варианте исполнения клеящий элемент можно сначала свернуть, придав ему по существу U-образную форму, а затем расположить так, чтобы он прилегал к одной или большему числу деталей одежды. Клеящий элемент можно также изготовить предварительно, придав ему U-образную форму так, чтобы стадия сворачивания была бы необязательной. На Фиг. 13-21 проиллюстрированы способы выполнения различных швов путем использования по существу U-образного клеящего элемента. В этих вариантах исполнения можно использовать любые связующие. Кроме того, клеящий элемент не должен быть обязательно изготовлен полностью из связующего. Можно использовать прокладку с покрытием из связующего с одной или обеих сторон прокладки. В некоторых вариантах исполнения клеящие полотна или сетки используют вместо или вместе со сплошной клеящей лентой.
На Фиг. 13А-13В изображены поперечные сечения подшивочного шва для обработки планки для пуговиц, выполненного альтернативным способом согласно вариантам выполнения изобретения. Подшивочный шов для обработки планки для пуговиц, изображенный на Фиг. 13В, аналогичен шву, изображенному на Фиг. 7В, за исключением того, что одна строчка 28 на Фиг. 13В прошита только сквозь U-образный клеящий элемент 22 и краевую часть детали 10 одежды, тогда как расстрочной шов 28а прошит сквозь U-образный клеящий элемент 22, краевую часть, один раз подвернутую часть и дважды подвернутую часть детали 10 одежды.
На Фиг. 14А-14В изображены поперечные сечения шва для пришивания кармана, выполненного альтернативным способом согласно вариантам исполнения изобретения. Шов для пришивания кармана на Фиг. 14В аналогичен шву, изображенному на Фиг. 6В, за исключением того, что одна строчка 28 на Фиг. 14В прошита только сквозь U-образный клеящий элемент 22 и краевую часть детали 10 одежды, тогда как расстрочной шов 28а прошит сквозь U-образный клеящий элемент 22, краевую часть, один раз подвернутую часть детали 10 одежды и деталь 12 одежды.
На Фиг. 15А-15С изображены поперечные сечения шва для пришивания кокетки, выполненного альтернативным способом согласно вариантам выполнения изобретения. Шов для пришивания кокетки, изображенный на Фиг. 15В, аналогичен шву, изображенному на Фиг. 3С, за исключением того, что одна строчка 28 на Фиг. 15В прошита только сквозь U-образный клеящий элемент 22 и краевую часть детали 10 одежды, тогда как расстрочной шов 28а прошит сквозь U-образный клеящий элемент 22, краевую часть, один раз отвернутую часть детали 10 одежды, третью деталь 38 одежды и деталь 12 одежды. На Фиг. 15С показан еще один другой шов для пришивания кокетки, но без использования U-образного клеящего элемента. Вместо этого использованы две по существу плоские клеящие ленты: одну располагают между неотвернутой частью и отвернутой частью детали 10 одежды; другую располагают под деталью 12 одежды.
На Фиг. 16А-16С изображены поперечные сечения шва для плечевого соединения, выполненного альтернативным способом согласно вариантам выполнения изобретения. Шов для плечевого соединения на Фиг. 16В аналогичен шву, изображенному на Фиг. 4В, за исключением того, что одна строчка 28 на Фиг. 16В прошита только сквозь U-образный клеящий элемент 22 и краевую часть детали 10 одежды, тогда как расстрочной шов 28а прошит сквозь U-образный клеящий элемент 22 и краевую часть, один раз отвернутую часть детали 10 одежды, третью деталь 38 одежды и деталь 12 одежды. На Фиг. 16С показан еще один другой шов для пришивания кокетки, но без использования U-образного клеящего элемента. Вместо этого использованы две по существу плоские клеящие ленты: одну располагают между неотвернутой частью и отвернутой частью детали 10 одежды; а другую располагают между неотвернутой частью и отвернутой частью детали 12 одежды.
На Фиг. 17А-17С изображены поперечные сечения шва для обработки планки рукава, выполненного альтернативным способом согласно вариантам выполнения изобретения. Шов для обработки планки рукава на Фиг. 17В аналогичен шву, изображенному на Фиг. 9В, за исключением того, что одна строчка 28 на Фиг. 17В прошита только сквозь U-образный клеящий элемент 22 и краевую часть детали 10 одежды, тогда как расстрочной шов 28а прошит сквозь U-образный клеящий элемент 22, краевую часть, один раз отвернутую часть, дважды отвернутую часть и трижды отвернутую часть детали 10 одежды и деталь 12 одежды. На Фиг. 17С показан еще один другой шов для пришивания кокетки, но без использования U-образного клеящего элемента. Вместо этого использованы две по существу плоские клеящие ленты: одну располагают между неотвернутой частью и один раз отвернутой частью детали 10 одежды; а другую располагают между дважды отвернутой частью и трижды отвернутой частью детали 10 одежды.
На Фиг. 18А-18С изображены поперечные сечения шва для обработки рукава, выполненного альтернативным способом согласно вариантам выполнения изобретения. Шов для обработки рукава на Фиг. 18С аналогичен шву, изображенному на Фиг. 10Е, за исключением того, что использованы два U-образных клеящих элемента 22а и 22b вместо двух плоских клеящих элементов. Одна строчка 28 прошита сквозь краевую часть детали 10 одежды и клеящий элемент 22b. Аналогично этому другая строчка 28 прошита сквозь краевую часть детали 12 одежды и клеящий элемент 22а. Затем детали 10 и 12 одежды располагают так, чтобы они прилегали друг к другу, как показано на Фиг. 18В. Двойную строчку 28b прошивают сквозь клеящие элементы 22а и 22b, краевые части деталей 10 и 12 одежды и отвернутую часть детали 12 одежды. После чего первую деталь 10 одежды отворачивают так, как показано на Фиг. 18С, и один расстрочной шов 28а прошивают сквозь отвернутую часть детали 10 одежды, клеящий элемент 22а, краевую часть и отвернутую часть детали 12 одежды. По выбору другой расстрочной шов 28а можно прошить сквозь отвернутую часть, краевую часть детали 10 одежды, клеящий элемент 22b и отвернутую часть детали 12 одежды.
На Фиг. 19А-19В изображены поперечные сечения подшивочного шва для обработки низа, выполненного альтернативным способом согласно вариантам исполнения изобретения. Подшивочный шов для обработки низа выполняют аналогично подшивочному шву для обработки низа, изображенному на Фиг. 13А-13В, за исключением того, что здесь нет пространства для пришивания пуговиц.
На Фиг. 20А-20С изображены поперечные сечения бокового шва с одноигольными строчками, выполненного альтернативным способом согласно вариантам выполнения изобретения. Две детали 10 и 12 одежды (см. Фиг. 20А) накладывают одну на другую так, чтобы нижняя поверхность детали 10 прилегала к верхней поверхности детали 12. U-образным клеящим элементом 22 огибают краевые части деталей 10 и 12 одежды так, чтобы внутренняя поверхность клеящего элемента 22 прилегала к верхней поверхности детали 10 одежды и нижней поверхности детали 12 одежды. Одну строчку прошивают сквозь клеящий элемент 22, краевую часть детали 10 одежды и краевую часть детали 12 одежды. Затем обе детали одежды один раз отворачивают назад так, чтобы часть наружной поверхности клеящего элемента прилегала к нижней поверхности отвернутой назад части детали 10 одежды, как показано на Фиг. 20В. Кроме того, верхнюю поверхность детали 10 одежды располагают так, чтобы она прилегала к нижней поверхности отвернутой назад части детали 12. Одну строчку 28b (расположенную против строчки 28 в поперечном направлении шва) прошивают сквозь клеящий элемент 22, обе краевые части деталей 10 и 12 одежды и обе отвернутые части деталей 10 и 12. Отвернутую назад часть детали 10 одежды отворачивают назад второй раз так, чтобы нижняя поверхность дважды отвернутой части детали 10 одежды прилегала к остальной части наружной поверхности клеящего элемента 22, как показано на Фиг. 20С. Еще одну другую строчку 28а (расположенную рядом со строчкой 28) прошивают сквозь краевую часть, один раз отвернутую назад часть и дважды отвернутую назад часть детали 10 одежды, краевую часть и один раз отвернутую часть детали 12 одежды и клеящий элемент 22.
На Фиг. 21А-21В изображены поперечные сечения бокового шва с двухигольными строчками, выполненного альтернативным способом согласно вариантам выполнения изобретения. Боковой шов на Фиг. 21В аналогичен шву, изображенному на Фиг. 2D, за исключением того, что одна строчка 28 на Фиг. 21В сначала прошита сквозь краевую часть детали 12 одежды и клеящий элемент 22; затем двойная строчка 28а прошита сквозь краевую часть и отвернутую назад часть детали 10 одежды, краевую часть и отвернутую назад часть детали 12 одежды и клеящий элемент 22.
Хотя упомянутые выше способы описаны и проиллюстрированы как содержащие множество этапов, некоторые из них или все могут быть объединены в один этап. Иногда швы, описанные здесь, могут быть собраны и прострочены за один этап, или за один заход. Этого достигают путем использования приспособления для подгиба. Приспособление для подгиба прикрепляют к штоку швейной машины. Способы крепления приспособления различны и зависят от типа деталей одежды, которые следует сшить друг с другом. Любое приспособление, или устройство, для подгиба можно использовать тогда, когда с его помощью можно облегчить процесс укладки клеящего элемента между двумя деталями одежды. Приспособление для подгиба также должно позволять подгибание деталей одежды согласно желаемому стилю. И наконец, приспособление для подгиба используют для облегчения выполнения процесса сшивания, при этом удерживая с его помощью все детали на своих местах. При использовании приспособления для подгиба формируют шов за один этап, таким образом исключая или объединяя несколько этапов, описанных выше. Более конкретно, если используют приспособление для подгиба для выполнения шва, изображенного на Фиг. 2С, то не нужно производить операции, показанные на Фиг. 2А. Аналогично этому не нужно выполнять этапы, показанные на Фиг. 3А, 9А, 10А, 10D, 11A, 11D и 12А-12В, если использовать приспособление для подгиба для выполнения швов, изображенных на Фиг. 2С, 3В, 9В, 10С, 10Е, 11Е, 12D и 12F соответственно. Например, приспособление для подгиба можно использовать для укладки клеящего элемента 22 (см. Фиг. 12) на детали одежды для образования ровного шва. Приспособление для подгиба применяют также для направления прокладки 60 между деталями одежды в тех случаях, когда используют прокладку 60. В вариантах исполнения, в которых применяют приспособление для подгиба, обычно выполняют строчку в виде группы двойных строчек вместо двух отдельных групп одинарных строчек, выполняемых последовательно. Более конкретно, строчки 28а и 28b (см. Фиг. 2С) (называемые в приведенном выше описании «первой» и «второй» строчками) можно было бы заменить одной группой двойных строчек, прошиваемых сквозь весь шов, если использовать приспособление для подгиба. Эту группу двойных строчек выполняют обычно после подготовки желаемой структуры шва. Аналогично этому две отдельные группы строчек, показанных на Фиг. 5, 10 и 11, могут быть заменены одной группой двойных строчек, если используют приспособление для подгиба. Такое приспособление для подгиба можно использовать в любом варианте исполнения согласно изобретению, если шов следует выполнить и прострочить с меньшим числом этапов.
На Фиг. 22А-22В проиллюстрирован способ применения приспособления для подгиба в одном варианте выполнения изобретения. Более конкретно, приспособление для подгиба, как показано на Фиг. 22А и 22В, используют для выполнения шва согласно Фиг. 2С. Приспособление для подгиба содержит механизм для подачи клеящего элемента, направляющую для первой детали одежды и направляющую для второй детали одежды. Опционно оно может дополнительно содержать направляющую для третьей детали одежды. Механизм для подачи клеящего элемента и направляющие для подачи деталей одежды сведены в одном месте, где желательно выполнить шов. Шов затем прострачивают швейной машиной. На Фиг. 23А-23Е дополнительно показано, как устанавливают приспособление для подгиба на швейной машине для облегчения выполнения желаемого шва. На Фиг 23А представлен вид в перспективе приспособления для подгиба на швейной машине. На Фиг. 23В изображен вид сбоку приспособления для подгиба на швейной машине, на которой клеящий элемент подают в приспособление для подгиба. На Фиг. 23С показан вид сбоку приспособления для подгиба на швейной машине под другим углом. На Фиг. 23D показан вид приспособления для подгиба в закрытом состоянии. На Фиг. 23Е показан еще один другой вид сбоку приспособления для подгиба на швейной машине. Следует иметь в виду, что конструкцию приспособления для подгиба можно варьировать в зависимости от структуры желаемого шва. Одна функция приспособления для подгиба предназначена для автоматизации процесса выполнения швов. Другая функция - это уменьшение числа этапов выполнения шва. Так как оператор должен только подавать детали одежды и клеящий элемент в приспособление для подгиба, то можно выполнять швы более качественно.
Хотя описано и приведено в качестве примеров несколько вариантов исполнения швов, следует иметь в виду, что клеящие элементы, описанные здесь, могут быть использованы для выполнения швов, например, описанных в патентах США: № 3399642, № 50039002, № 5568779, № 5590615, № 5713292, № 5775394, № 5782191, № 5950554, № 6070542 и № 6079343, которые включены в настоящую заявку в полном объеме путем ссылки. Швы могут быть также такими, которые описаны в стандарте ASTM D6193-97 «Стандартные швы и строчки». Кроме того, швы, описанные в Британском стандарте строчек и швов, могут быть также выполнены путем введения клеящего элемента, описанного здесь. Такие стандарты также введены в полном объеме в настоящую заявку путем ссылок.
Как описано выше, применение вариантов выполнения изобретения позволяет выполнять различные способы изготовления одежды без образования морщин. Эти способы относительно просты для внедрения и обычно не требуют значительной модификации существующего оборудования. Никакие вредные вещества не выделяются во время глажения и прессования. Так как используют связующие с желаемыми свойствами, то достигают относительно прочное скрепление между клеящим элементом и по меньшей мере одной деталью одежды. Более прочное скрепление способствует снижению образования морщин. Если используют приспособление для подгиба для выполнения шва за один этап, то достигают повышения производительности и более высокого качества швов. При изготовлении одежды, включающей швы, выполняемые согласно настоящему изобретению, наблюдают уменьшение количества или полное отсутствие морщин после повторных носок и/или стирок. Таким образом, применение способа позволяет изготавливать эстетически более привлекательную одежду.
Хотя изобретение описано со ссылками на ограниченное количество вариантов исполнения, возможны варианты и модификации изобретения. Например, детали одежды можно складывать и прострачивать, применяя ряд различных способов, или можно их совсем не складывать. Кроме того, некоторые швы могут не требовать использования клеящего элемента. Хотя взаимное расположение двух деталей описаны в настоящей заявке с применением слов «располагают рядом», «прилегают», оба термина означают либо непосредственный контакт, либо опосредованный контакт. В некоторых вариантах исполнения применяют непосредственный контакт между двумя деталями, тогда как в других вариантах исполнения применяют опосредованный контакт между двумя деталями. В еще некоторых других вариантах исполнения применяют сочетание этих видов расположения. Хотя горячее прессование является предпочтительным способом приложения тепла и/или давления, следует иметь в виду, что некоторое количество связующего можно фиксировать или предоставлять возможность его отверждения для образования относительно прочного скрепления путем применения ультрафиолетового и инфракрасного излучения и других форм энергии. Если клеящий элемент расположен рядом или прилегает к детали одежды, следует иметь в виду, что клеящий элемент может быть приклеен непосредственно или опосредованно к детали одежды после приложения тепла и/или давления. Следует иметь в виду, что способы выполнения швов описаны со ссылками на количество этапов. Эти этапы можно выполнять в любой последовательности. Один или большее число этапов можно исключить или использовать в сочетании с другими, но при этом достигать по существу тех же самых результатов. Большая часть вариантов исполнения описана со ссылками на первую деталь одежды и вторую деталь одежды. Две детали одежды могут относиться к двум различным частям одной и той же детали одежды. Прилагаемая формула изобретения предназначена для охвата всех таких вариантов и модификаций, подпадающих под объем изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДЕЖДА БЕЗ МОРЩИН И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2285438C2 |
| Способ герметичного соединения деталей из монокомпонентных материалов с поликомпонентным покрытием | 2022 |
|
RU2791020C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 2005 |
|
RU2306094C1 |
| СПОСОБ ОБРАБОТКИ КАРМАНА | 2010 |
|
RU2413440C1 |
| Способ изготовления спортивного костюма из одинарного трикотажа | 1989 |
|
SU1784182A1 |
| ВЕНТИЛИРУЕМАЯ ОДЕЖДА | 2007 |
|
RU2375937C2 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 2004 |
|
RU2275828C1 |
| СПОСОБ ОБРАБОТКИ НАКЛАДНОГО КАРМАНА | 2002 |
|
RU2210297C1 |
| ОБУВЬ (ВАРИАНТЫ) | 2000 |
|
RU2168309C1 |
| СЪЕМНЫЙ ПОГОН-МУФТА (ВАРИАНТЫ) | 1996 |
|
RU2113146C1 |
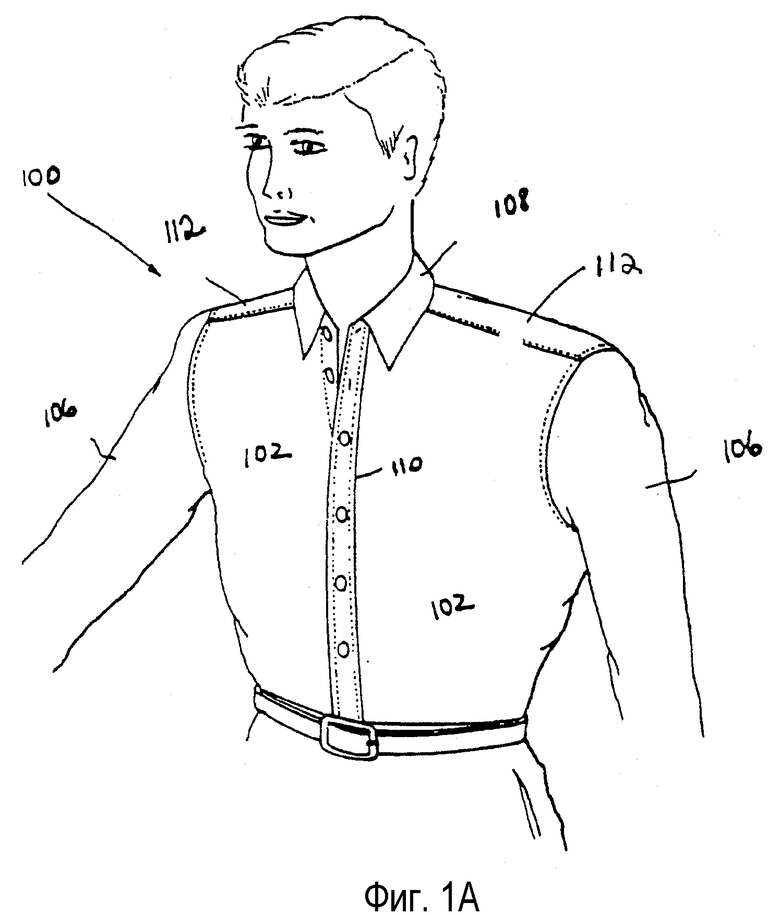
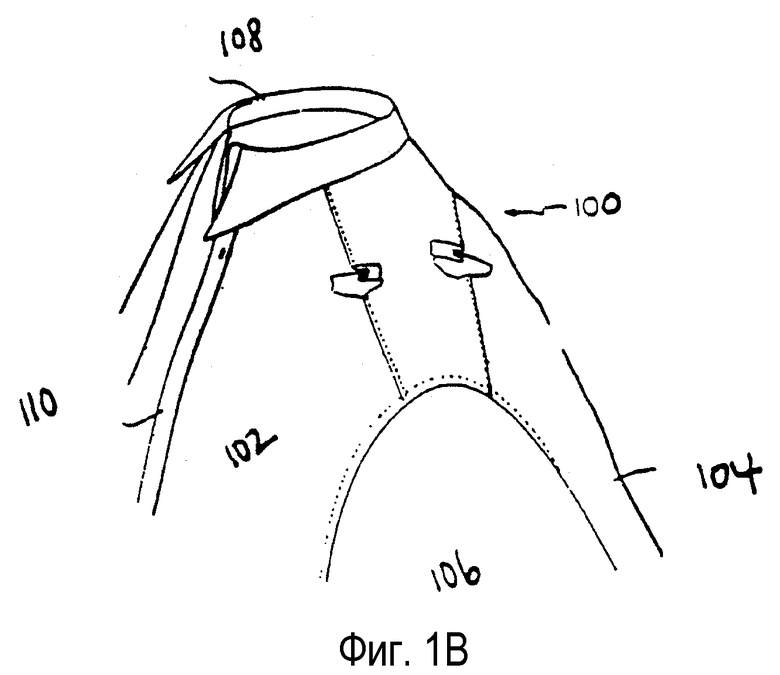
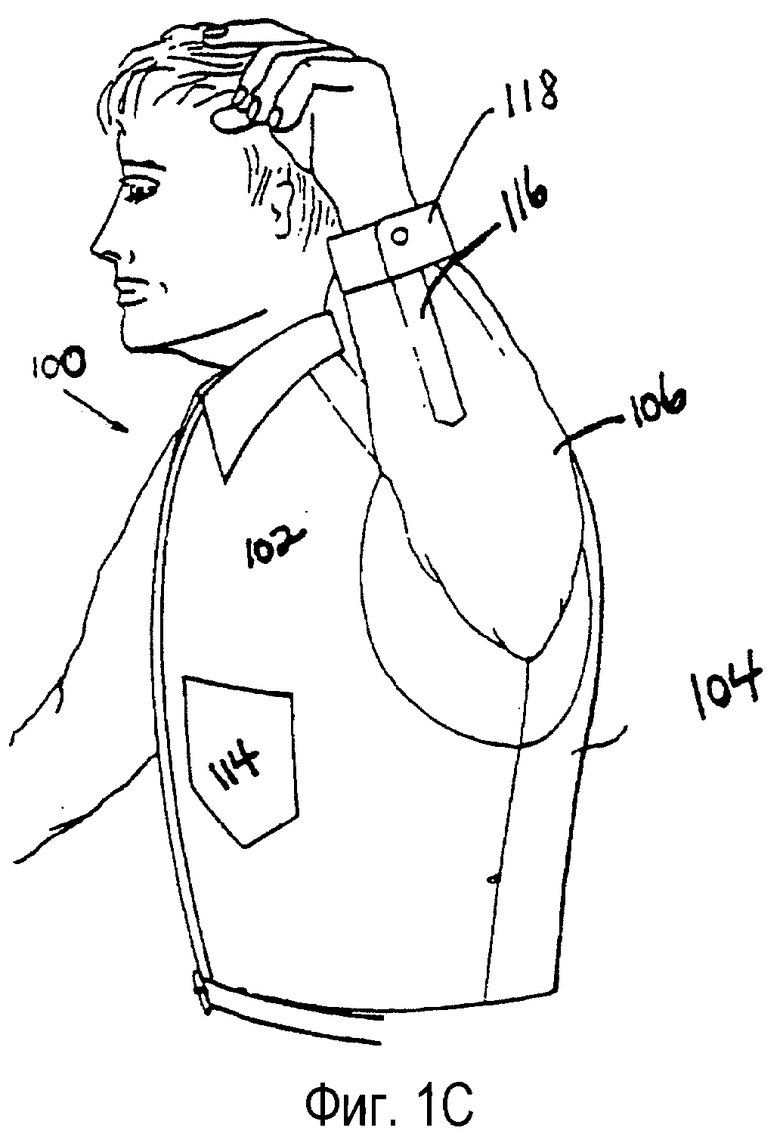
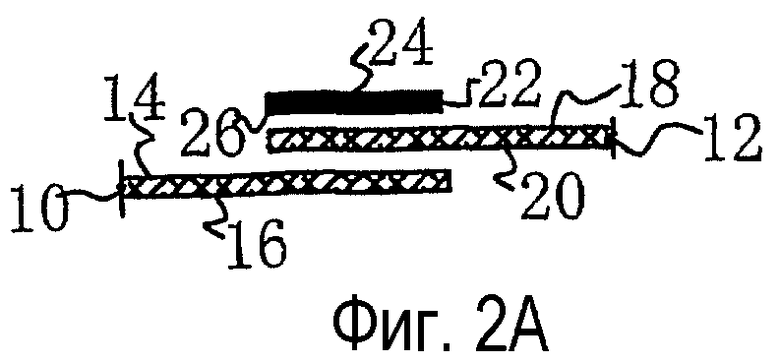
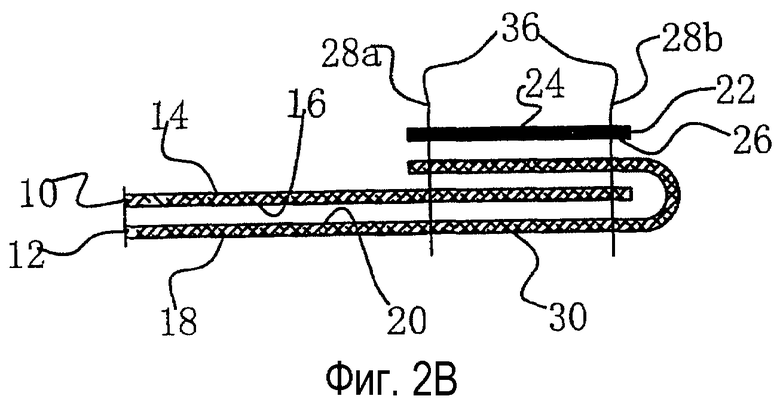
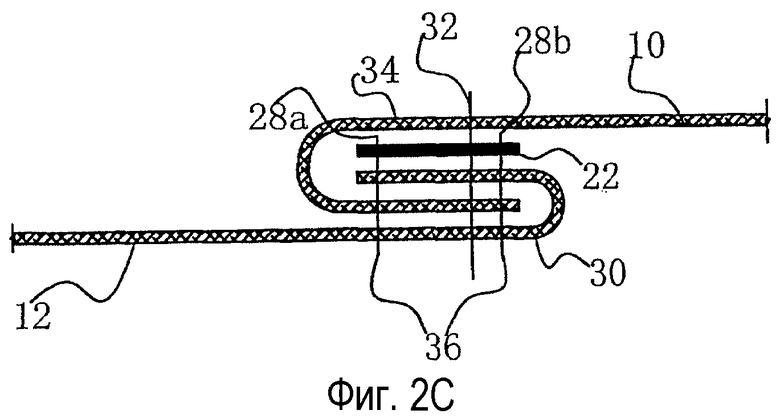
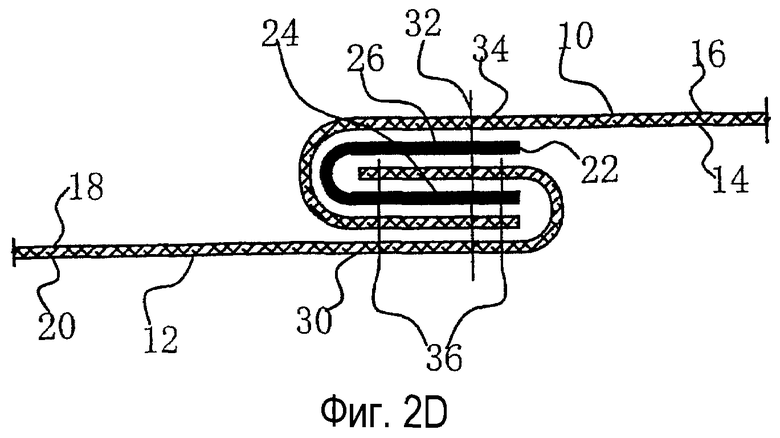
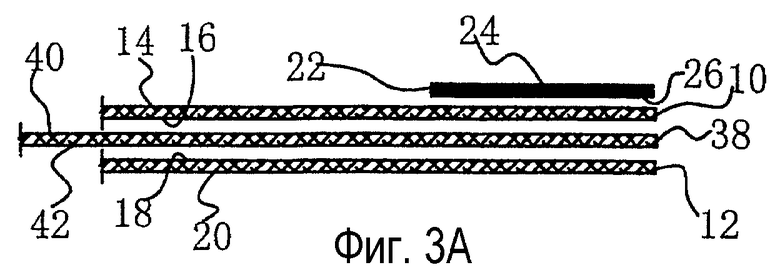
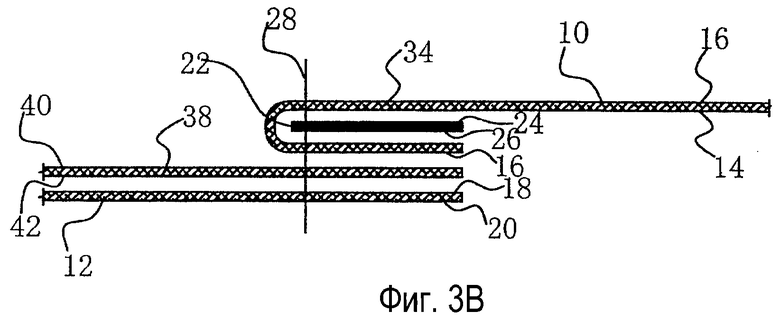
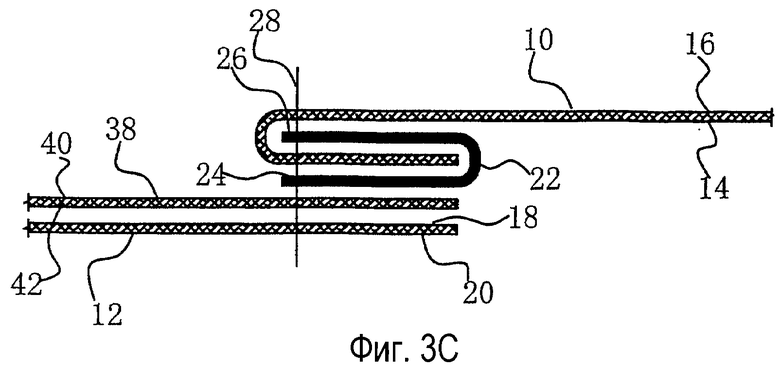
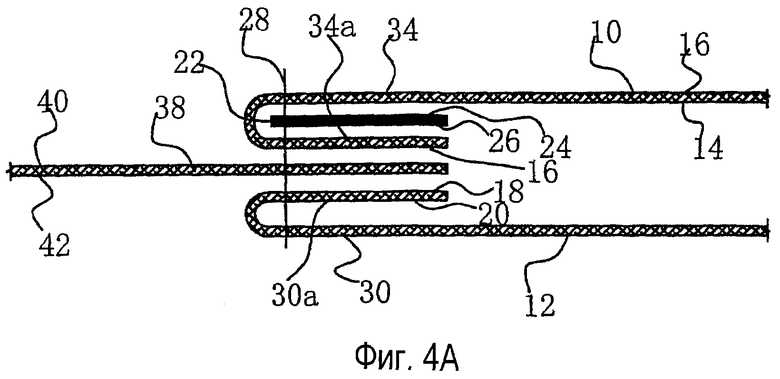
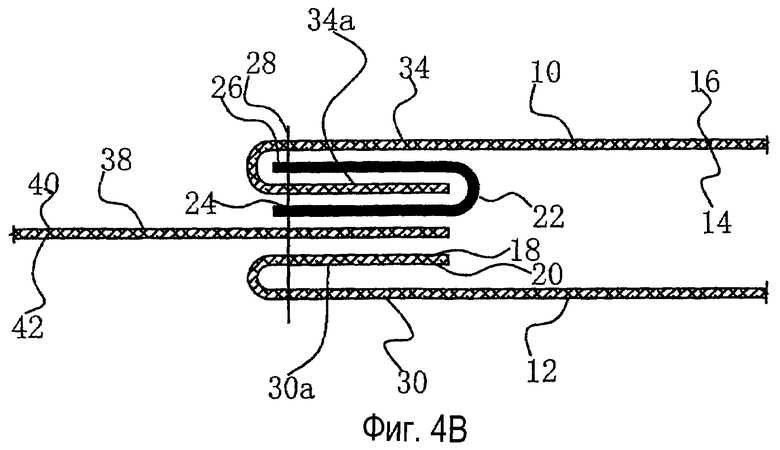
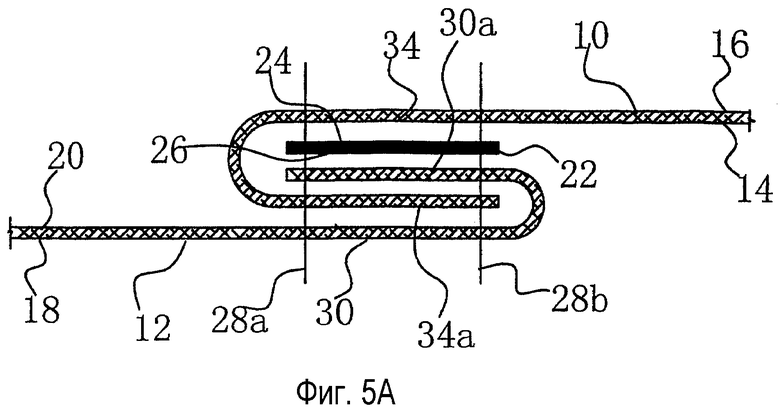
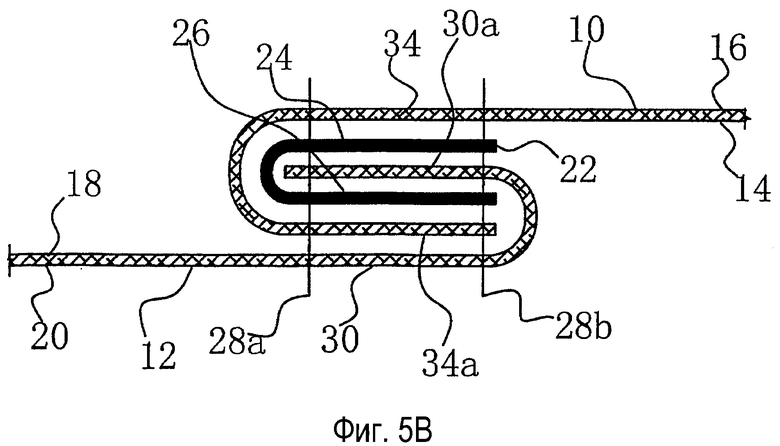
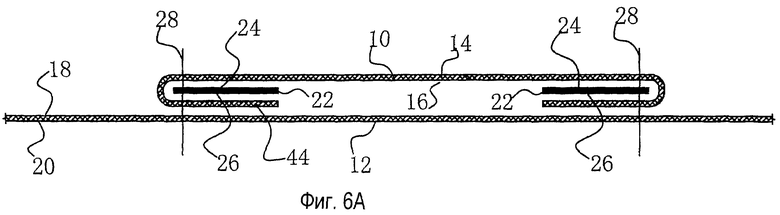
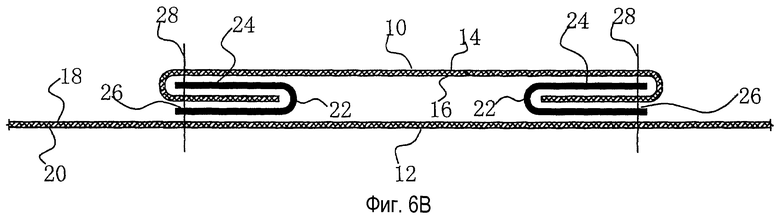
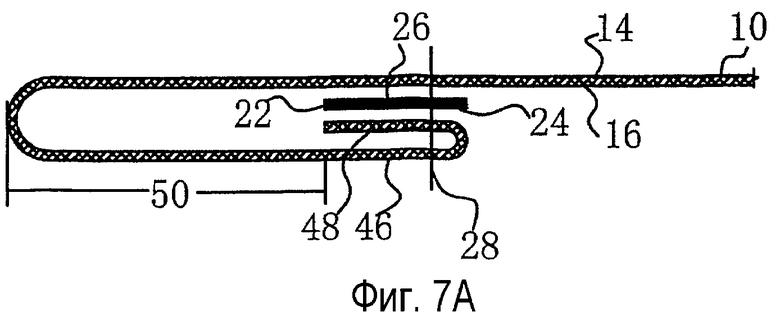
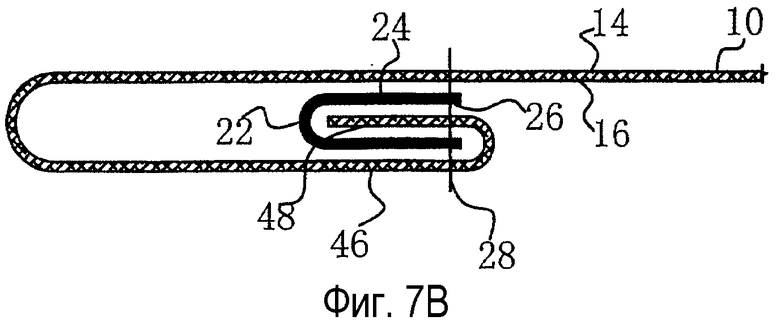
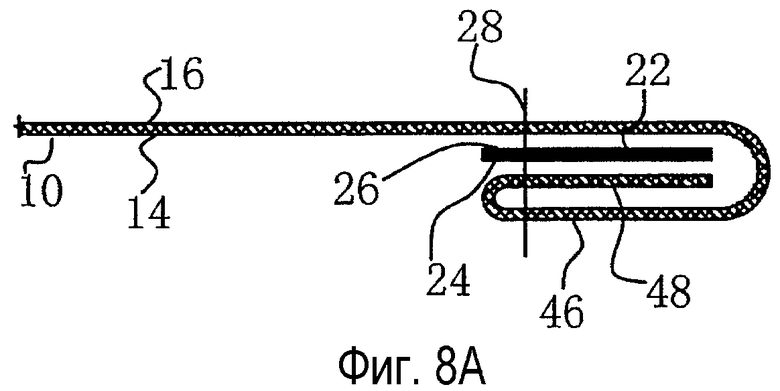
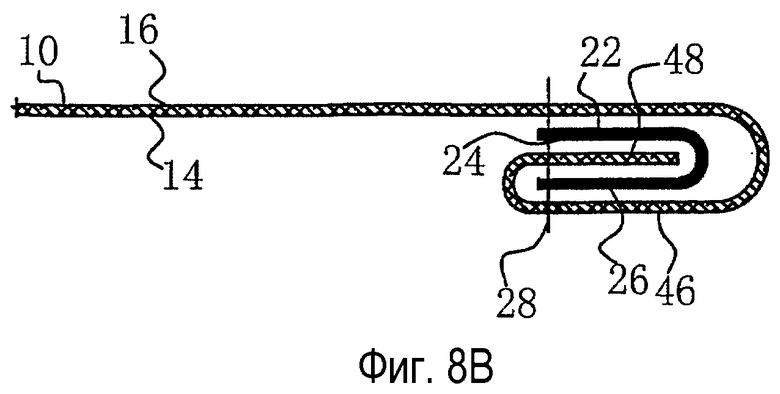
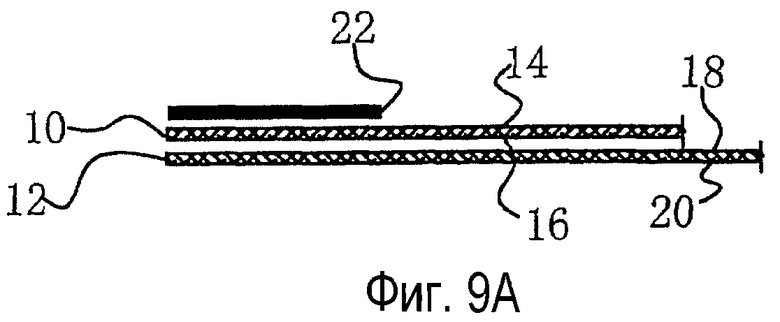
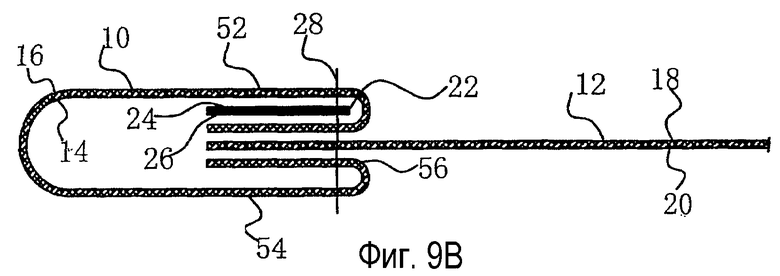
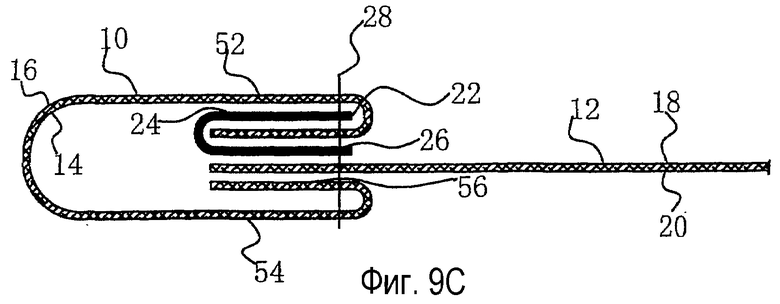
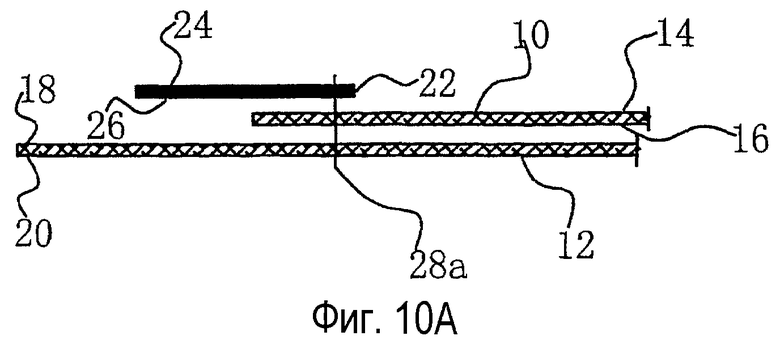
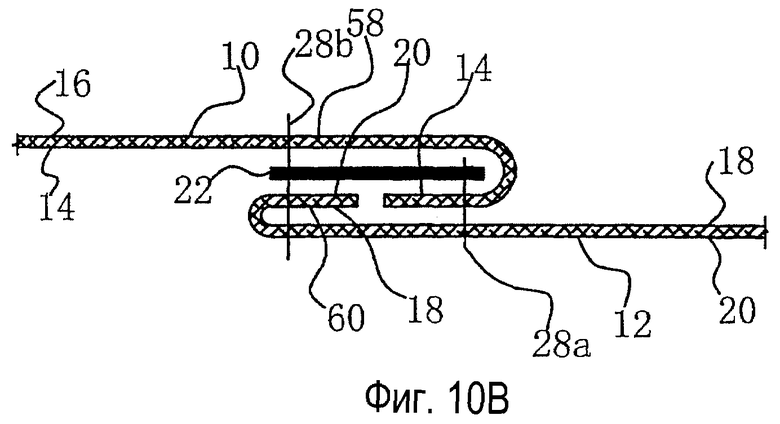
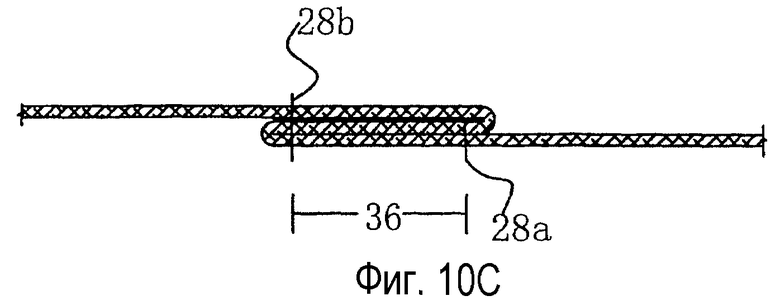
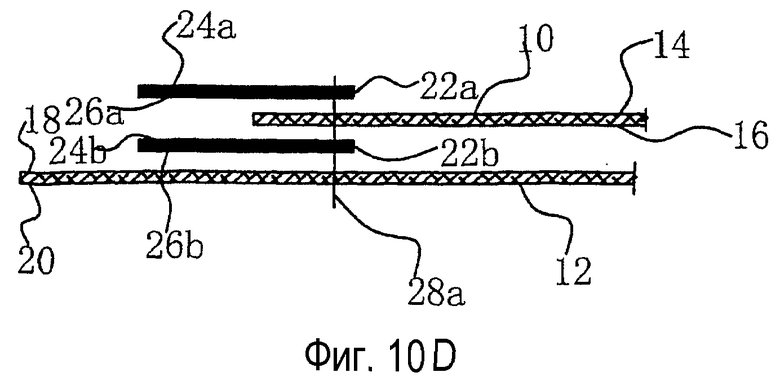
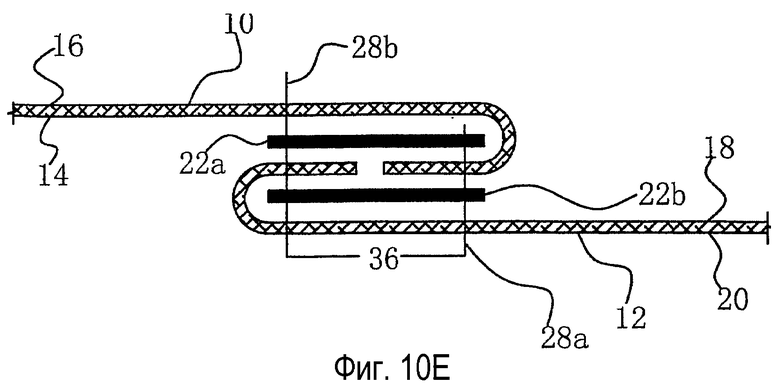
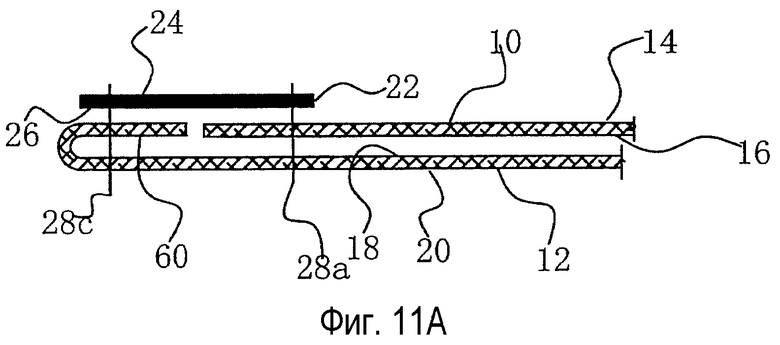
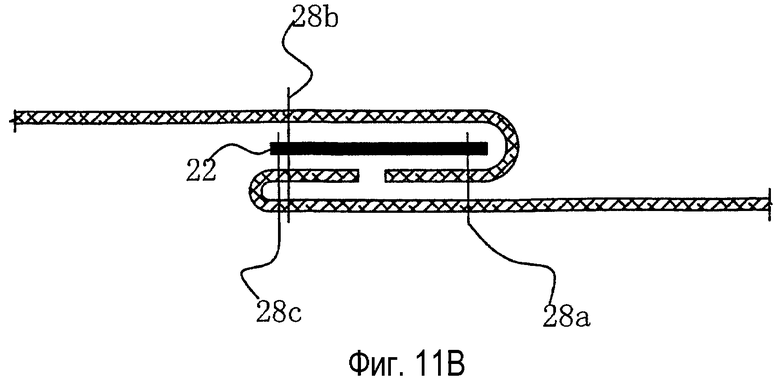
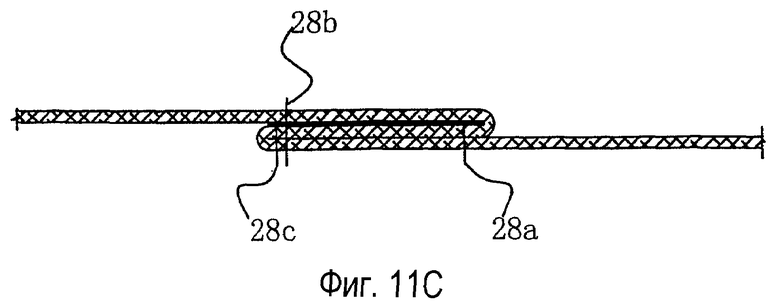
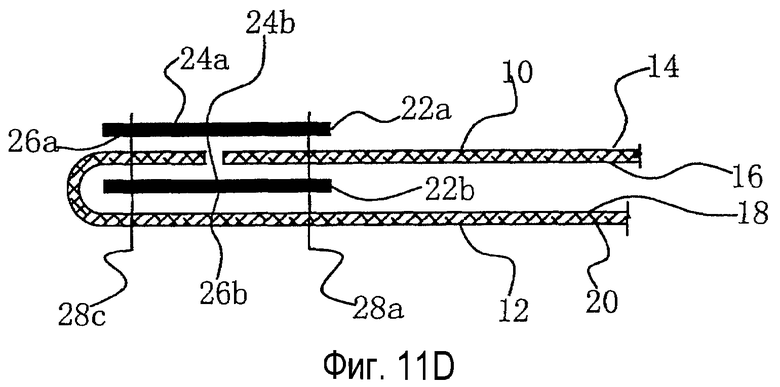
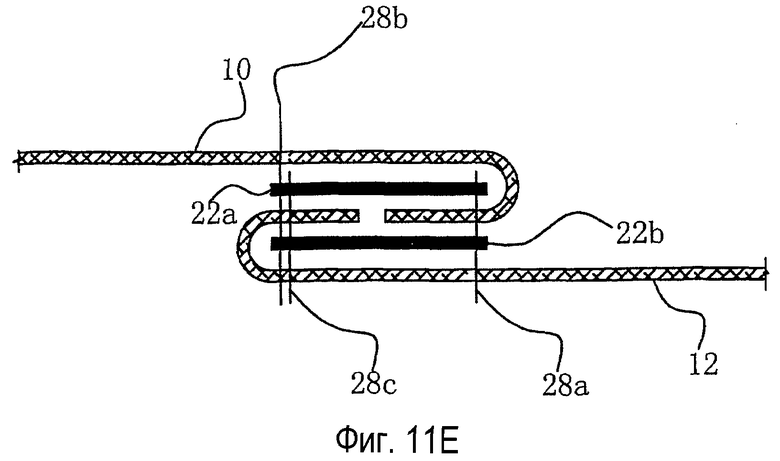
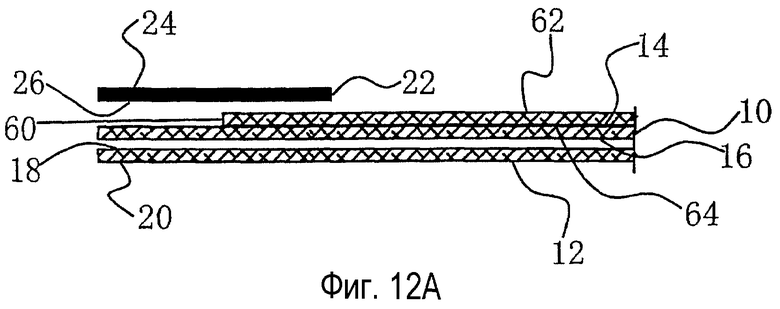
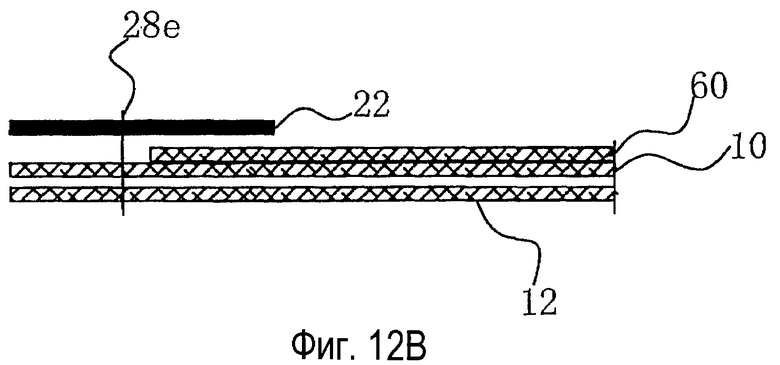
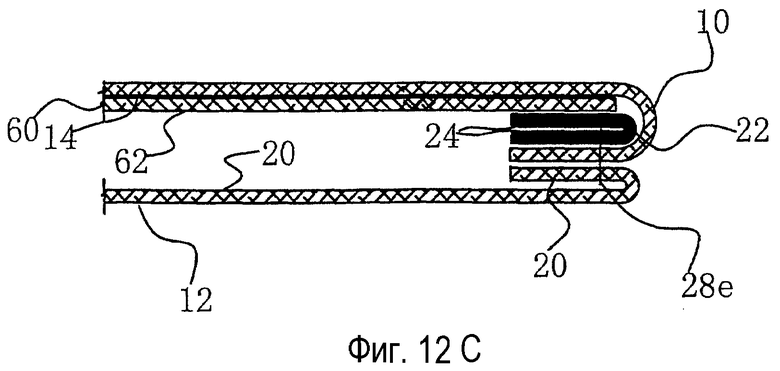
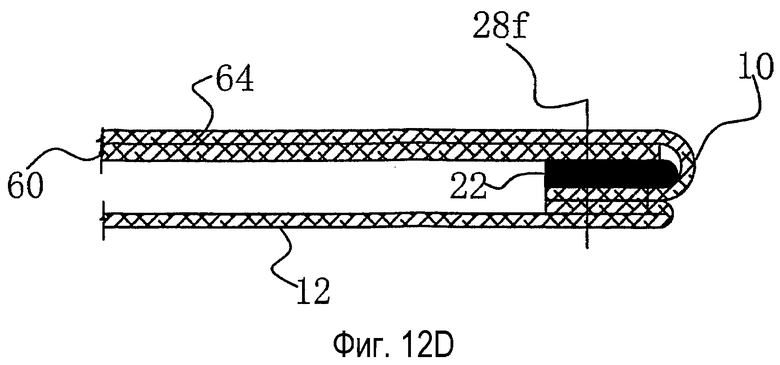
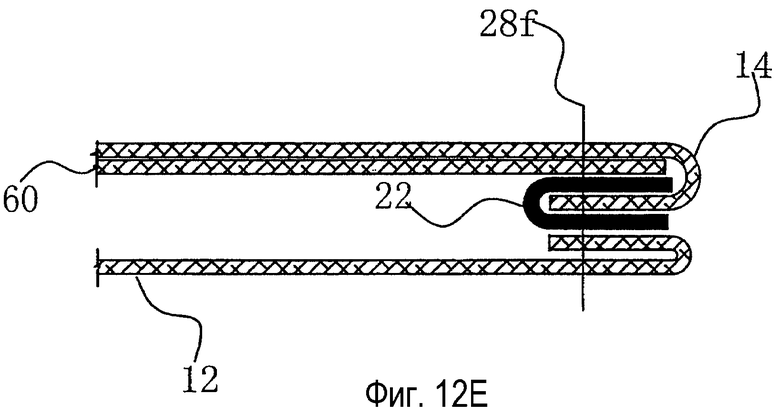
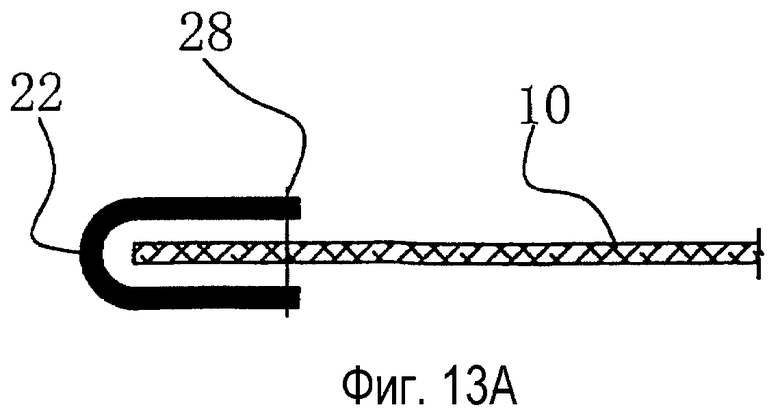
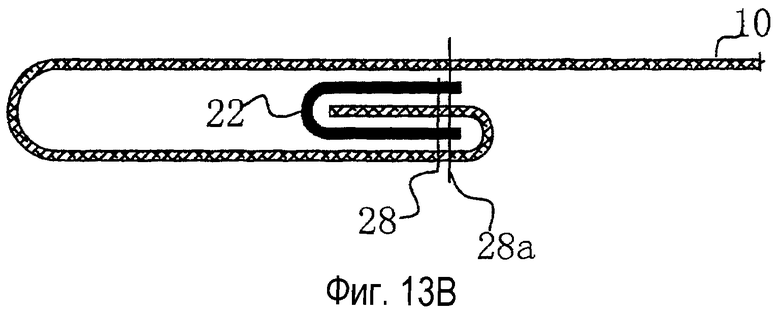
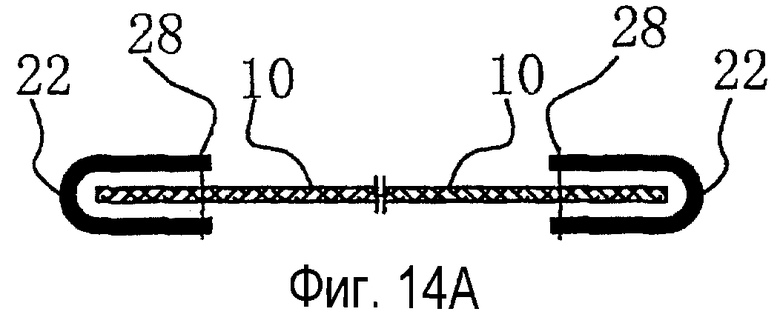
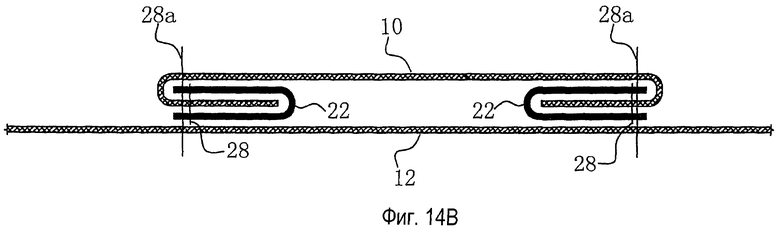
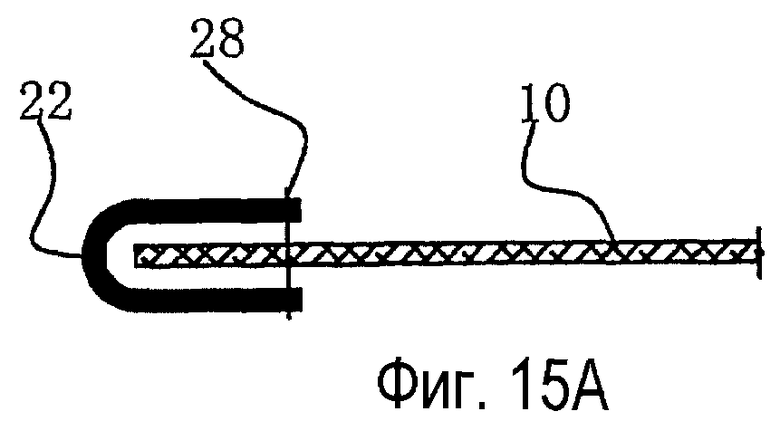
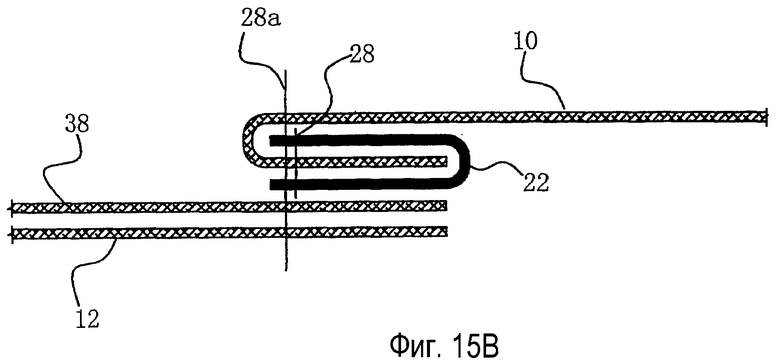
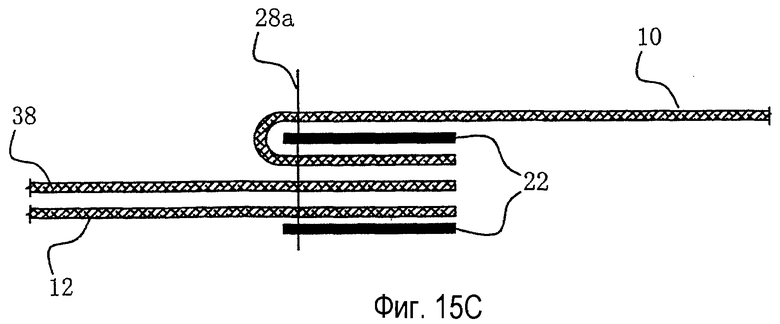
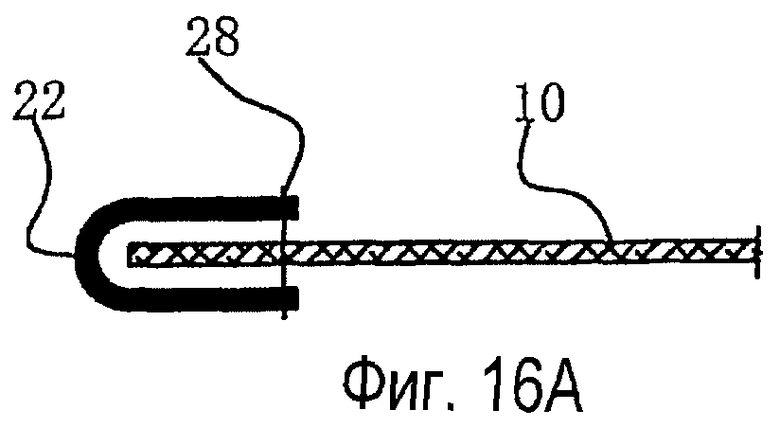
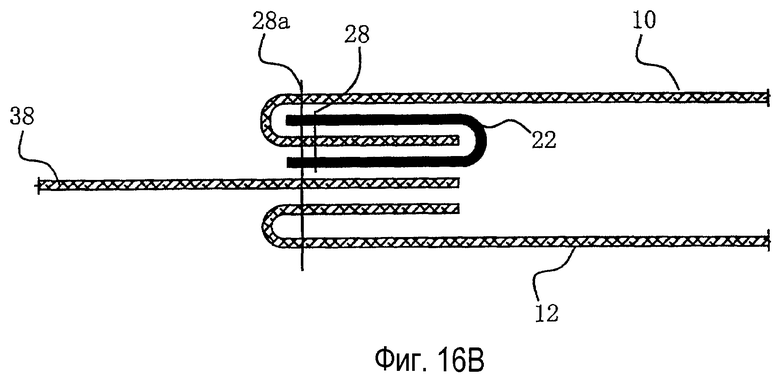
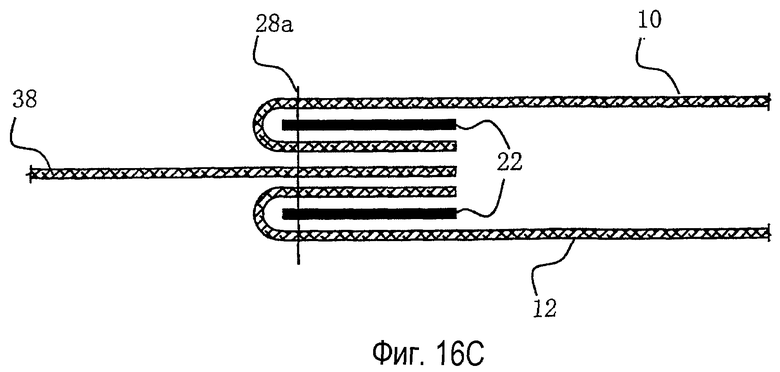
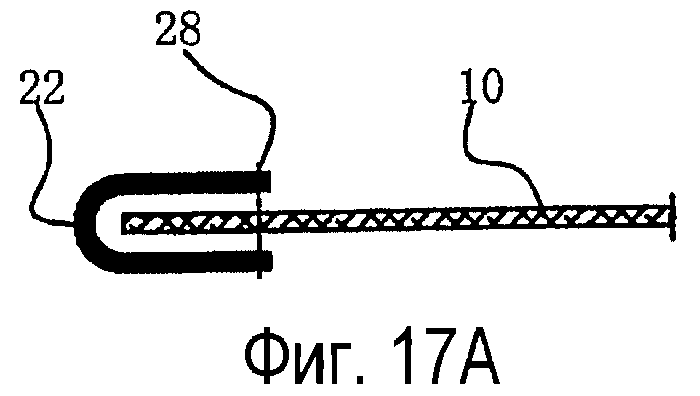
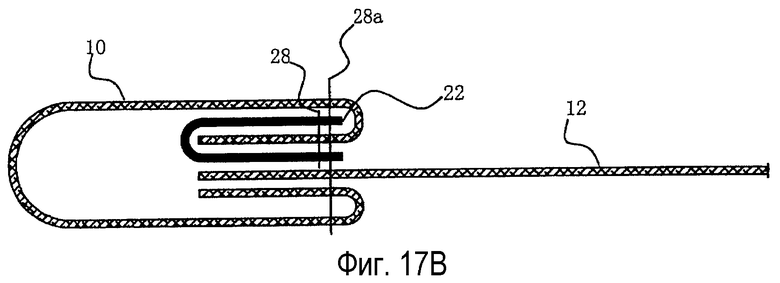
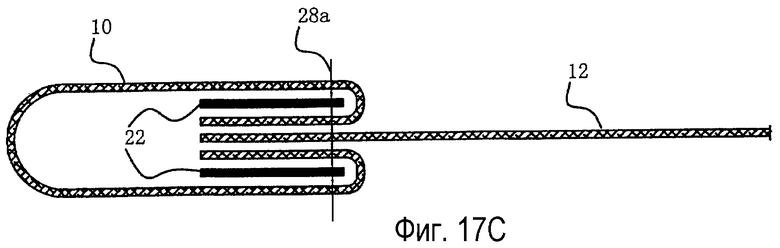
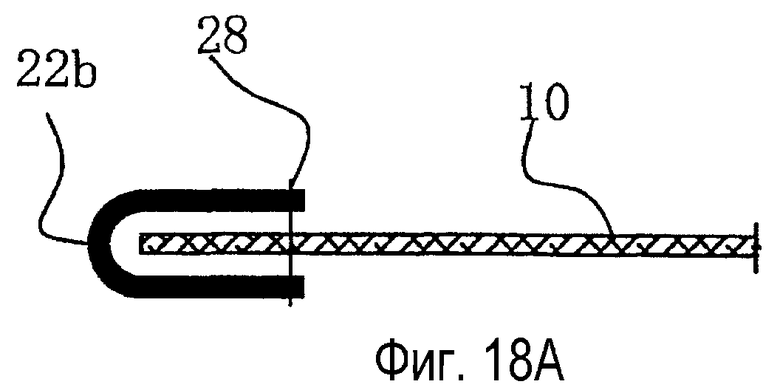
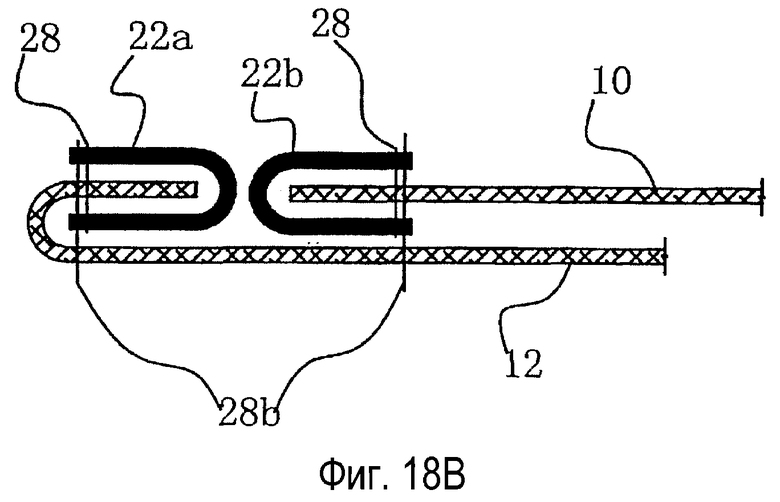
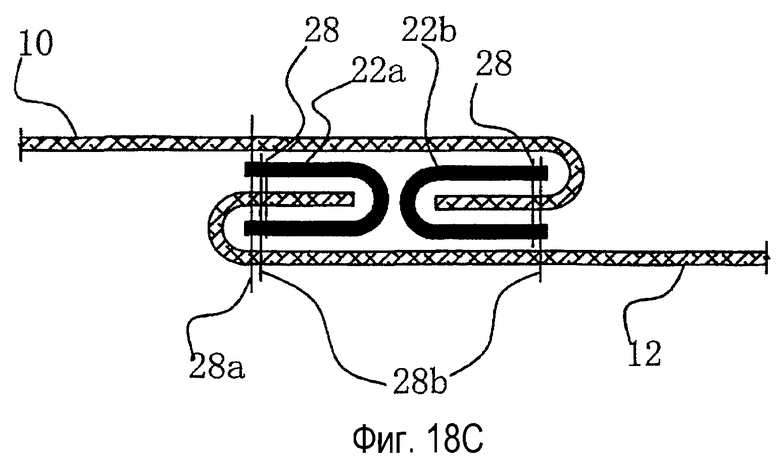
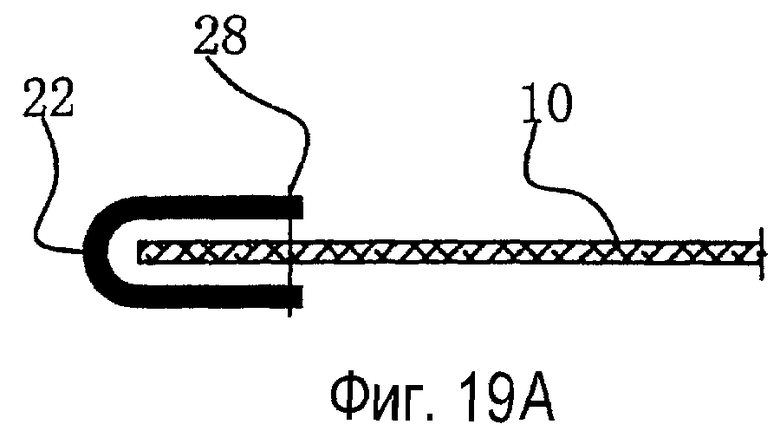
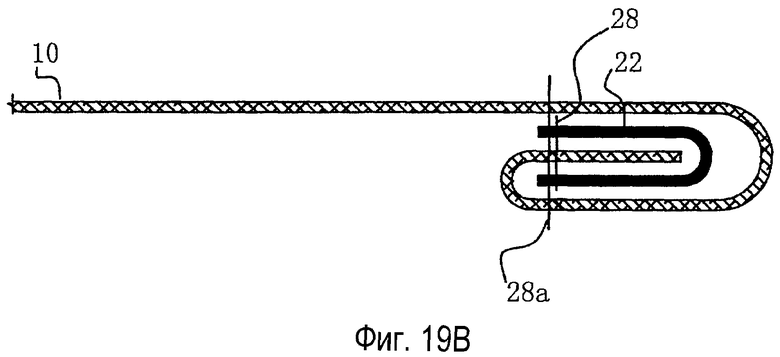
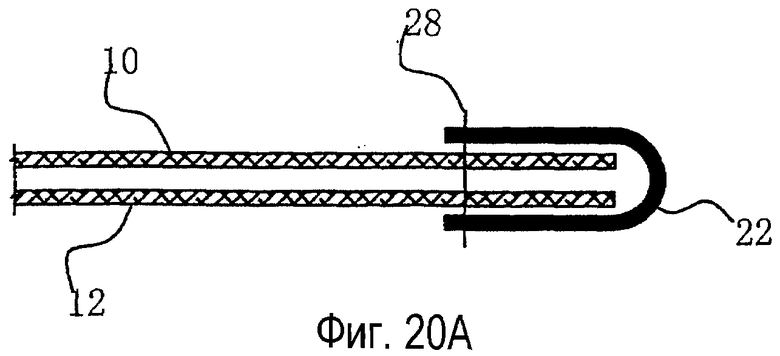
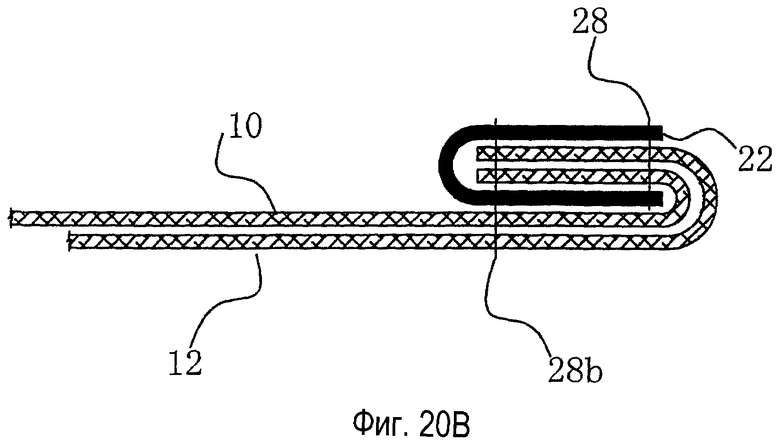
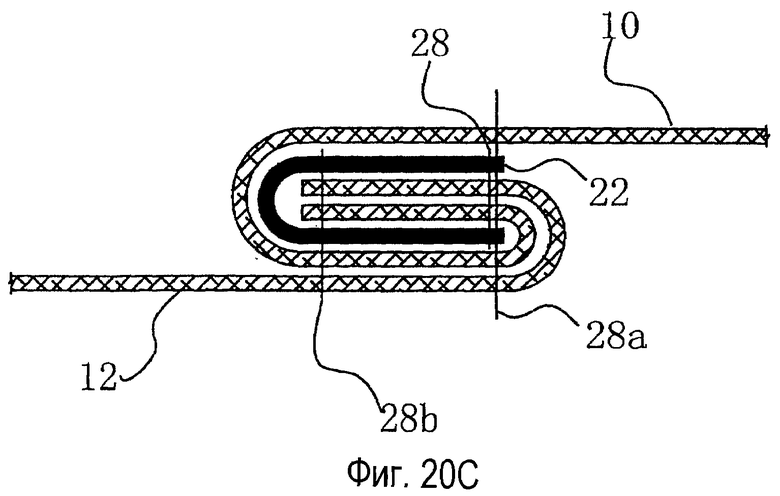
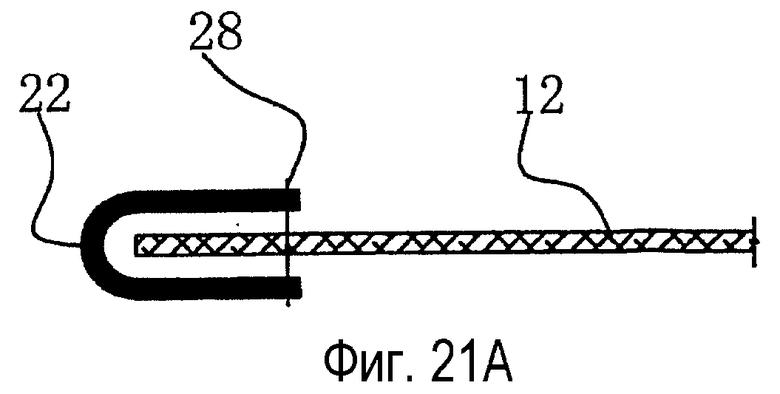
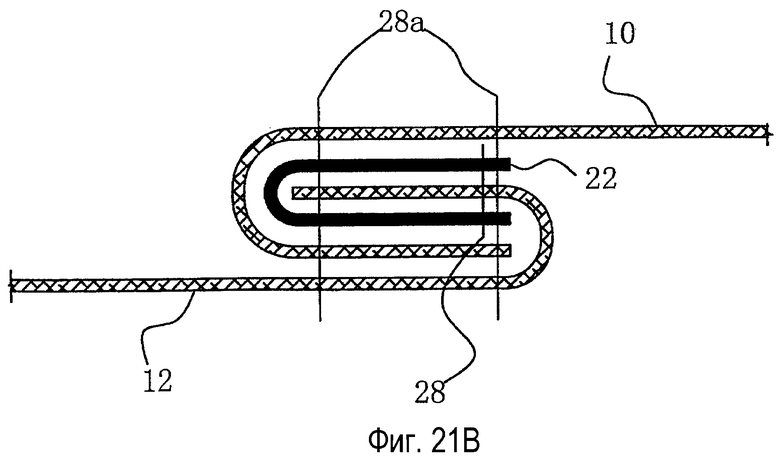
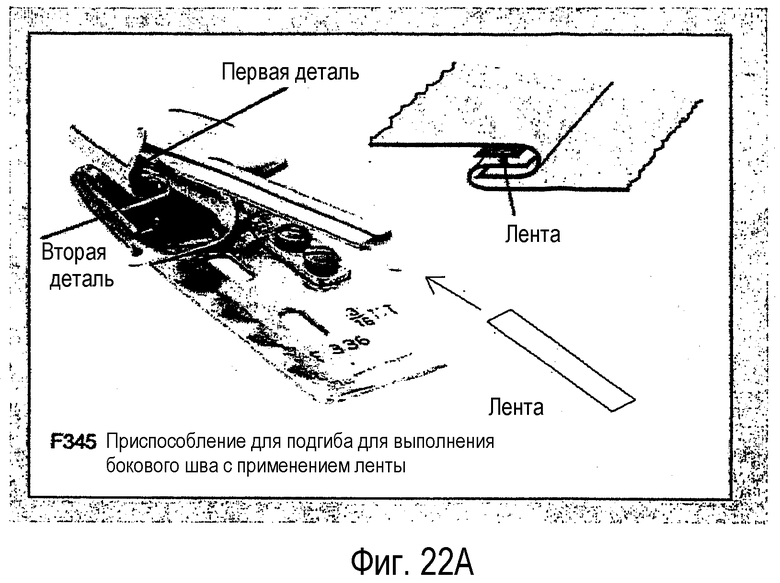
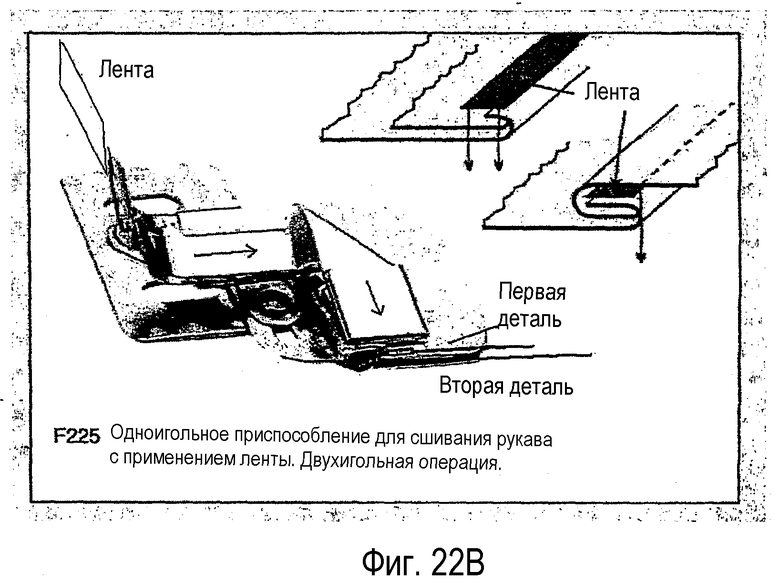
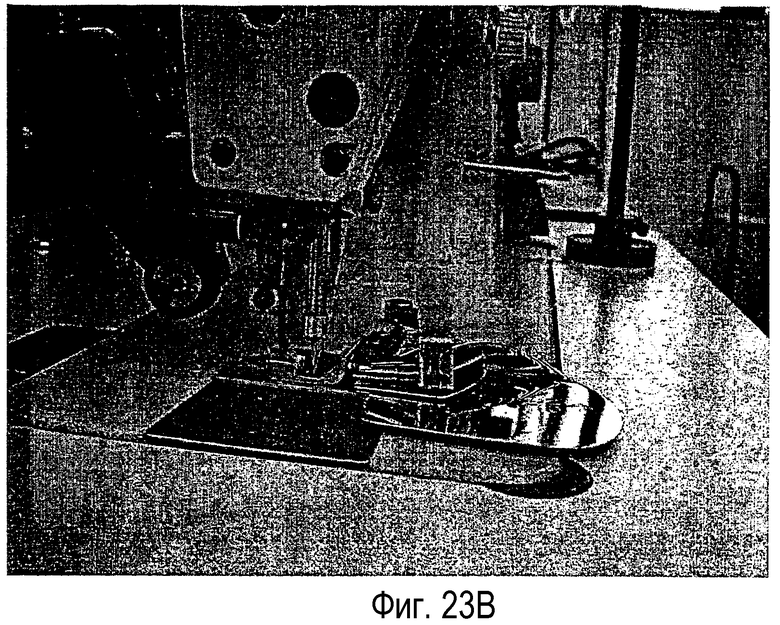
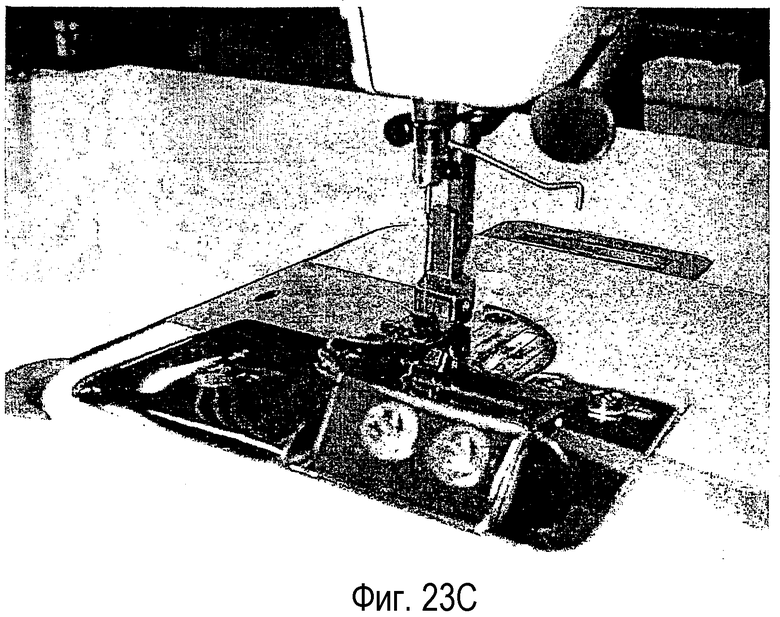
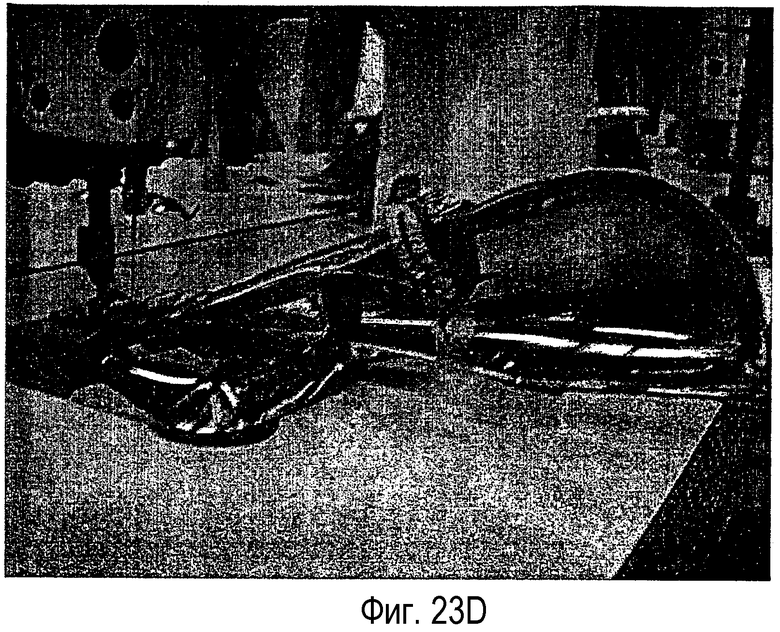
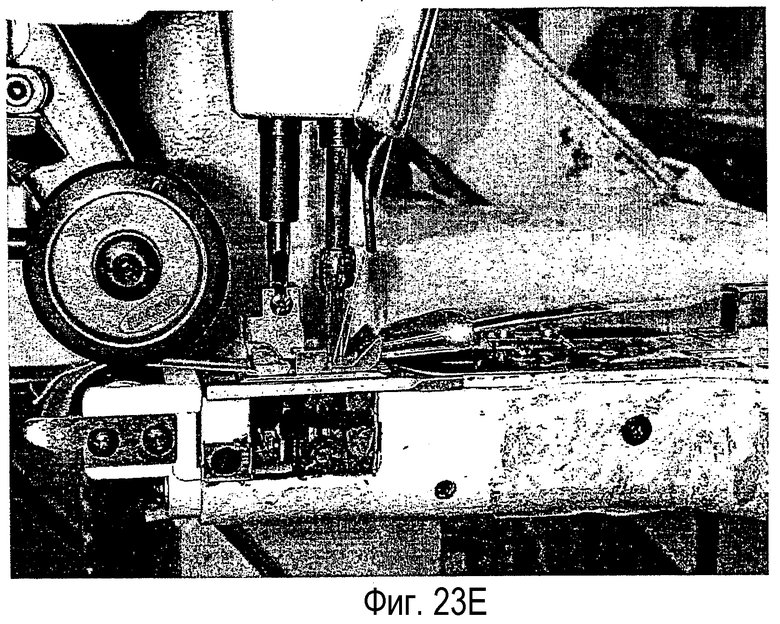
Способ выполнения шва без морщин при сшивании деталей одежды включает следующие этапы: расположение с помощью приспособления для подгиба клеящего элемента, содержащего связующее, между деталями одежды; выполнение группы строчек для образования шва; приложение тепла и давления для приклеивания связующего к, меньшей мере, одной детали одежды. Связующее обладает температурой плавления при горячем прессовании свыше чем 160°С и прочностью на отслаивание, равной или превышающей приблизительно 0,089 кгс/см. Изобретение касается также шва, применяемого при изготовлении одежды, содержащего связующее между первой и второй деталями одежды. Изобретение исключает образование сборок и морщин в области шва одежды даже после многократных стирок. 2 н. и 15 з.п. ф-лы, 68 ил.
1. Способ выполнения шва без морщин при сшивании деталей одежды, каждая из которых имеет верхнюю поверхность и нижнюю поверхность, при котором:
помещают с помощью приспособления для подгиба клеящий элемент, содержащий связующее и имеющий верхнюю поверхность и нижнюю поверхность, между первой деталью одежды и второй деталью одежды, причем связующее обладает температурой плавления при горячем прессовании свыше, чем около 160°С,
выполняют группу строчек, прошиваемых сквозь клеящий элемент и, по меньшей мере, одну из деталей одежды так, чтобы образовать, по меньшей мере, один шов,
обеспечивают достаточное количество тепла и достаточное давление для осуществления приклеивания связующего к, по меньшей мере, одной из деталей одежды для образования шва, при этом связующее обладает прочностью на отслаивание, равной или превышающей приблизительно 0,089 кгс/см (0,5 фунта/дюйм).
2. Способ по п.1, в котором связующее обладает прочностью на отслаивание, равной или превышающей приблизительно 0,178 кгс/см (1,0 фунт/дюйм).
3. Способ по п.1, при котором верхнюю поверхность второй детали одежды располагают так, чтобы она прилегала к нижней поверхности клеящего элемента, а вторую деталь отворачивают так, чтобы нижняя поверхность второй детали одежды прилегала к верхней поверхности первой детали одежды.
4. Способ по п.1, при котором дополнительно пришивают клеящий элемент между деталями одежды путем выполнения первой строчки по краю клеящего элемента и второй строчки по противоположному краю клеящего элемента, причем первую и вторую строчки прошивают сквозь все поверхности.
5. Способ по п.1, при котором первую деталь отворачивают так, чтобы верхняя поверхность первой детали прилегала к верхней поверхности клеящего элемента, а вторую деталь отворачивают назад так, чтобы нижняя поверхность второй детали прилегала к нижней поверхности первой детали, причем при сшивании клеящего элемента и деталей одежды выполняют первую строчку по краю клеящего элемента и вторую строчку по противоположному краю клеящего элемента, причем первую и вторую строчки прошивают сквозь все поверхности.
6. Способ по п.1, при котором используют третью деталь одежды, имеющую верхнюю поверхность и нижнюю поверхность, причем верхнюю поверхность первой детали располагают так, чтобы она прилегала к нижней поверхности клеящего элемента, верхнюю поверхность третьей детали располагают так, чтобы она прилегала к нижней поверхности первой детали, нижнюю поверхность третьей детали располагают так, чтобы она прилегала к верхней поверхности второй детали, причем первую деталь отворачивают так, чтобы верхняя поверхность первой детали прилегала к верхней поверхности клеящего элемента, затем выполняют строчку сквозь все поверхности по краю клеящего элемента.
7. Способ по п.1, в котором используют третью деталь одежды, имеющую верхнюю поверхность и нижнюю поверхность, причем верхнюю поверхность первой детали располагают так, чтобы она прилегала к нижней поверхности клеящего элемента, верхнюю поверхность третьей детали располагают так, чтобы она прилегала к нижней поверхности первой детали, нижнюю поверхность третьей детали располагают так, чтобы она прилегала к верхней поверхности второй детали, причем первую деталь отворачивают так, чтобы верхняя поверхность первой детали прилегала к верхней поверхности клеящего элемента, вторую деталь отворачивают назад так, чтобы нижняя поверхность второй детали прилегала к нижней поверхности второй детали, затем выполняют строчку сквозь все поверхности по краю клеящего элемента.
8. Способ по п.1, в котором верхнюю поверхность первой детали располагают так, чтобы она прилегала к нижней поверхности клеящего элемента, верхнюю поверхность отворачивают так, чтобы она тоже прилегала к верхней поверхности первой детали, затем верхнюю поверхность еще раз отворачивают так, чтобы нижняя поверхность первой детали прилегала к верхней поверхности клеящего элемента, затем выполняют строчку сквозь все поверхности по краю клеящего элемента.
9. Способ по п.1, в котором верхнюю поверхность первой детали располагают так, чтобы она прилегала к нижней поверхности клеящего элемента, нижнюю поверхность первой детали располагают так, чтобы она прилегала к верхней поверхности второй детали, первую деталь отворачивают так, чтобы верхняя поверхность первой детали прилегала к верхней поверхности клеящего элемента, первую деталь дополнительно отворачивают и отворачивают назад так, чтобы нижняя поверхность первой детали прилегала к нижней поверхности второй детали, затем выполняют строчку сквозь все поверхности по краю клеящего элемента.
10. Способ по п.1, в котором первая деталь одежды имеет два, по существу, параллельных боковых края и нижний край, образующие карман рубашки, причем дополнительно помещают клеящий элемент вдоль боковых краев и нижнего края первой детали так, чтобы верхняя поверхность клеящего элемента прилегала к нижней поверхности первой детали одежды, причем первую деталь отворачивают назад так, чтобы боковые края и нижний край первой детали были подвернуты под клеящий элемент так, чтобы нижняя поверхность первой детали была подвернута и прилегала к нижней поверхности клеящего элемента, помещают первую деталь одежды на вторую деталь одежды так, чтобы верхняя поверхность второй детали прилегала к подвернутой верхней поверхности первой детали, затем выполняют строчку сквозь все поверхности по краю клеящего элемента по контуру боковых краев и нижнего края первой детали.
11. Способ по п.1, в котором верхнюю поверхность первой детали располагают так, чтобы она прилегала к нижней поверхности второй детали, верхнюю поверхность второй детали располагают так, чтобы она прилегала к нижней поверхности клеящего элемента, затем выполняют строчку сквозь все поверхности по краю клеящего элемента, затем первую деталь отворачивают так, чтобы часть нижней поверхности первой детали прилегала к нижней поверхности клеящего элемента, а вторую деталь отворачивают так, чтобы верхняя поверхность второй детали прилегала к верхней поверхности клеящего элемента, затем выполняют строчку по противоположному краю клеящего элемента сквозь все поверхности.
12. Способ по п.1, в котором верхнюю поверхность первой детали располагают так, чтобы она прилегала к нижней поверхности второй детали, верхнюю поверхность второй детали располагают так, чтобы она прилегала к нижней поверхности клеящего элемента, и в котором первую деталь отворачивают так, чтобы часть нижней поверхности первой детали прилегала к нижней поверхности клеящего элемента, затем выполняют строчку по краю клеящего элемента, причем вторую строчку выполняют по противоположному краю клеящего элемента и оба шва прострачивают сквозь все поверхности, а вторую деталь отворачивают так, чтобы верхняя поверхность второй детали прилегала к верхней поверхности клеящего элемента, и выполняют строчку между первой и второй строчками сквозь все поверхности.
13. Способ по п.1, при котором дополнительно располагают прокладку так, чтобы она прилегала к нижней поверхности клеящего элемента и находилась в контакте с верхней поверхностью первой детали, верхнюю поверхность второй детали располагают так, чтобы она прилегала к нижней поверхности первой детали, причем прокладку располагают с отступом от края клеящего элемента, клеящий элемент и первую деталь отворачивают так, чтобы верхняя поверхность клеящего элемента была отогнута поверх самой этой поверхности, и чтобы оставалась только нижняя поверхность клеящего элемента для приклеивания около прокладки, и отворачивают назад вторую деталь так, чтобы нижняя поверхность второй детали прилегала к самой этой поверхности.
14. Шов, применяемый при изготовлении одежды, включающий:
первую деталь одежды,
вторую деталь одежды, прилегающую к первой детали одежды,
клеящий элемент, располагаемый с помощью приспособления для подгиба, между первой деталью одежды и второй деталью одежды, причем клеящий элемент содержит связующее и приклеивается непосредственно к, по меньшей мере, одной детали одежды, причем связующее обладает температурой плавления при горячем прессовании свыше 160°С и прочностью на отслаивание, равной или превышающей приблизительно 0,089 кгс/см (0,5 фунта/дюйм),
по меньшей мере, одну группу строчек, прошиваемых сквозь клеящий элемент и, по меньшей мере, одну из деталей одежды.
15. Шов по п.14, в котором связующее обладает прочностью на отслаивание, равной или превышающей приблизительно 0,178 кгс/см (1,0 фунт/дюйм).
16. Шов по п.14, который выбран из группы, состоящей из подшивочного шва для обработки планки для пуговиц, подшивочного шва для обработки низа одежды, шва для пришивания кармана, рукавного шва, шва для обработки планки рукава, шва для пришивания кокетки, плечевого шва, бокового шва, шва для пришивания рукава, одноигольного бокового шва, двухигольного бокового шва и шва для пришивания манжеты.
17. Шов по п.14, в котором клеящий элемент отогнут по краю первой детали одежды, образуя U-образную форму сечения.
| Способ отработки целиков при камерно-столбовой системе разработки | 1979 |
|
SU861605A1 |
| Фиксатор петлевых элементов арматурного каркаса | 1979 |
|
SU855147A1 |
| Термостатирующее устройство | 1974 |
|
SU682884A2 |
| DE 1104802 А, 13.04.1961 | |||
| Полуавтомат для подгибания и склеивания деталей одежды | 1975 |
|
SU510222A1 |

