Изобретение относится, в частности, к контейнеру типа, который обычно используется для хранения и дозирования сыпучих веществ, например специй. Известный контейнер этого типа состоит из трех отдельных частей, включая цилиндрическую часть контейнера, в которой выполнена дозирующая конструкция, например перфорированная верхняя стенка, на ее рабочем верхнем конце, и открытый нижний конец, через который обычно наполняется контейнер. В нижний конец после наполнения контейнера вставляется основание, а к верхнему концу прикреплена съемная крышка, которая закрывает дозирующую конструкцию. К части контейнера часто прикреплена этикетка, причем процесс ее прикрепления происходит отдельно от изготовления контейнера.
Хотя описанный выше контейнер удовлетворительно выполнял свое назначение, задачей настоящего изобретения является создание улучшенного контейнера. Для достижения этого предлагается по меньшей мере соединить защелкивающуюся крышку с контейнером так, чтобы защелкивающаяся крышка в рабочем положении была эффективно объединена с контейнером с помощью пластиковой петли, обеспечивающей возможность перемещения крышки относительно контейнера между закрытым положением и открытым положением и движение крышки по направлению к этим положениям из «нейтрального» положения крышки, которое находится между указанными положениями.
Что касается использования защелкивающейся крышки на контейнере, защелкивающаяся крышка соединена с помощью пластиковой петли с отдельной кольцеобразной конструкцией, которая закреплена на части контейнера в месте, в котором крышка может перемещаться между требуемыми закрытым и открытым положениями относительно контейнера. Петлевая конфигурация защелкивающейся крышки относительно части, к которой она прикреплена, таким образом уже хорошо известна, и любую ссылку здесь и далее на пластиковую петлю, с помощью которой защелкивающаяся крышка прикреплена к другой части, следует толковать как ссылку на пластиковую петлю, образующую петлевую конфигурацию, как указано выше.
Поскольку предлагается соединить защелкивающуюся крышку с контейнером, задачей изобретения также является выполнение этого улучшенным образом, в частности способом изготовления, в котором изготовление контейнера и прикрепление к нему этикетки было бы упрощено и более экономично.
Согласно первому аспекту изобретения создан контейнер из синтетического пластика, который включает часть контейнера в форме цилиндра, в котором выполнена или которая содержит дозирующую конструкцию на рабочем верхнем торце, и открытый рабочий нижний конец, и который имеет защелкивающуюся крышку, соединенную с ним как неотъемлемая часть с помощью пластиковой петли, закрывающую дозирующую конструкцию, причем часть цилиндрического тела контейнера образует или содержит суживающийся снаружи участок, который суживается в промежутке от рабочего верхнего конца цилиндрического тела контейнера до рабочего верхнего конца, и крышка образует наружную боковую поверхность, являющуюся непрерывным продолжением наружной поверхности, образуемой суживающимся участком части цилиндрического тела.
Контейнер также включает отдельно выполненное основание, которое вставляется и/или крепится к рабочему нижнему концу цилиндрического тела, образующего часть контейнера, причем основание обычно крепится после наполнения контейнера требуемым содержимым. Понятно, что основание и часть цилиндрического тела могут содержать дополнительные конструкции для улучшения закрепленного положения основания относительно части цилиндрического тела контейнера.
Дозирующая конструкция, выполненная в части цилиндрического тела, образующей часть контейнера, может быть перфорированной на торцевой стенке, причем дозирующие отверстия, образующие перфорацию на торцевой стенке, приспособлены для контролируемого рассыпания сыпучего содержимого из контейнера. Понятно, что конфигурация перфорированной торцевой стенки и, в общем, конфигурация дозирующей конструкции сильно различаются и приспособлены для соответствия конкретным случаям применения контейнера с точки зрения хранимого в нем содержимого и дозирования содержимого. Защелкивающаяся крышка дополнительно может образовывать или содержать на внутренней поверхности выступающие закупорочные образования для отдельной закупорки дозирующих отверстий, соединенных с дозирующей конструкцией части цилиндрического тела, образующей часть контейнера.
Дополнительно, согласно изобретению, дозирующая конструкция и верхний конец части цилиндрического тела, образующей часть контейнера, могут содержать дополнительные образования, выполненные на внутренней стороне защелкивающейся крышки для удержания крышки в закрытом положении.
Конфигурация пластиковой петли, соединяющей защелкивающуюся крышку с частью цилиндрического тела, образующей контейнер согласно изобретению, может быть по существу традиционной. Кроме того, защелкивающаяся крышка может содержать зацепляющуюся конструкцию, которая зацепляется, например, ногтем большого пальца для облегчения вывода крышки из закрытого положения и перемещения крышки из закрытого положения в открытое положение. Основной индикатор вскрытия, обычно наклейка против вскрытия, может образовывать отделимую часть части цилиндрического тела, которая закрывает зацепляемую конструкцию, выполненную на защелкивающейся крышке, причем для первого открытия защелкивающейся крышки требуется отделить индикатор вскрытия.
Степень конусности сужающегося сегмента части цилиндрического тела, образующей часть контейнера согласно изобретению, в частности, такова, что при изготовлении части контейнера, включающей часть цилиндрического тела и защелкивающуюся крышку, перемещенную из закрытого положения в открытое положение, в котором она изготавливается литьевым формованием способом изготовления, с частью контейнера, расположенной на охватываемой части формы, в которую она отливается, часть контейнера может быть вытянута из охватывающей части формы без помех со стороны пластиковой петли, соединяющей защелкивающуюся крышку с частью цилиндрического тела и основным индикатором вскрытия, оба из которых незначительно выступают из общей наружной поверхности, образуемой частью контейнера, позволяя таким образом осуществлять последующее перемещение части контейнера из охватываемой части формы. Это более очевидно из описания изготовления части контейнера вместе с формой, в которой часть контейнера изготавливается литьевым формованием.
Дополнительно, согласно первому аспекту изобретения, часть цилиндрического тела, образующая часть контейнера согласно изобретению, на рабочем нижнем конце может содержать вторичный индикатор вскрытия, например, язычок против вскрытия, который образуется перфорацией и отделим от части цилиндрического тела для обеспечения возможности первого снятия основания контейнера и, собственно, наполнения контейнера.
Часть контейнера дополнительно может иметь прикрепленную к ней этикетку, при этом этикетка прикреплена как способ формования части контейнера благодаря тому, что она находилась внутри формы, в которой часть контейнера изготавливалась литьевым формованием, и была прикреплена к части контейнера плавлением во время формования части контейнера литьевым формованием внутри формы. Следовательно, материал, образующий этикетку, и материал, образующий часть контейнера, совместимы друг с другом с целью обеспечения возможности их сплавления друг с другом, причем предусмотрено, чтобы и часть контейнера, и этикетка, которая представляет собой элемент из листового материала, могут быть выполнены из полипропилена.
Согласно второму аспекту настоящего изобретения предложен способ изготовления части контейнера согласно первому аспекту настоящего изобретения, который включает или содержит, вместе с оборудованием для литьевого формования и формой, в которой часть контейнера может изготавливаться литьевым формованием с защелкивающейся верхней крышкой, находящейся в открытом положении и проходящей от части цилиндрического тела части контейнера поперек продольной оси части цилиндрического тела, при этом форма состоит из по меньшей мере трех основных частей формы, которые перемещаются относительно друг друга вдоль линии, параллельной продольной оси части контейнера, из которых первая часть содержит охватывающую часть для рабочего верхнего конца части цилиндрического тела части контейнера, включая его дозирующую конструкцию, и охватываемую часть для защелкивающейся крышки части контейнера, вторая промежуточная часть содержит охватывающую часть для остальной части цилиндрического тела части контейнера и охватывающую часть для защелкивающейся крышки, и третья часть содержит охватываемую часть для всей части цилиндрического тела части контейнера.
Способ включает следующие этапы:
- литьевого формования части контейнера впрыском расплавленного синтетического пластикового материала в форму со всеми тремя частями формы, сдвинутыми вместе;
- последующего достаточного отверждения части контейнера в форме (материал контейнера становится достаточно жестким для того, чтобы его можно было извлечь из формы) с предварительным отодвиганием первой части формы от второй части формы;
- затем перемещения защелкивающейся крышки в закрытое положение относительно части цилиндрического тела части контейнера;
- затем отодвигания третьей части формы от второй части формы с переносом части контейнера на охватываемую часть, содержащуюся в третьей части формы;
- и затем снятия части контейнера с охватываемой части, содержащейся в третьей части формы.
Способ второго аспекта изобретения может позволять осуществлять перемещение защелкивающейся крышки в закрытое положение перемещением элемента перемещения относительно формы, который приводится в действие в ответ на отодвигание первой и второй частей формы друг от друга.
Форма также включает дополнительные части формы, которые обеспечивают образование части контейнера, в частности, образование различных признаков части контейнера, как указано здесь и выше. Эти дополнительные части формы также способны перемещаться относительно друг друга и других частей формы, как очевидно для специалистов в данной области техники.
Способ изобретения может еще дополнительно включать нанесение этикетки на часть контейнера, как часть процесса литьевого формования. Как таковой, способ может включать размещение требуемой этикетки в форме листового элемента подходящего пластикового листового материала, совместимого с материалом контейнера, в конструкции, образующей охватывающую часть для части цилиндрического тела части контейнера, которая выполнена во второй части формы, и приведение в действие электростатических сил для прижимания этикетки к стенкам конструкции в конфигурации, в которой после впрыска расплавленного синтетического пластикового материала в форму этикетка прикрепляется к наружной поверхности части контейнера плавлением. Поскольку этот процесс прикрепления этикетки уже известен специалистам в данной области техники, процесс далее здесь не рассматривается.
Форма, используемая для формования части контейнера, как указано выше, может также включать элемент снятия формованной части контейнера с конструкции, образующей охватываемую часть, выполненную в третьей части формы, причем элемент снятия способен перемещаться относительно третьей части формы в конфигурации, в которой он может воздействовать на часть контейнера и сталкивать ее с конструкции, образующей охватываемую часть, выполненную в третьей части формы. Это снятие части контейнера может быть объединено с операцией перемещения, в которой часть контейнера, снятая с охватываемой части, зацепляется и извлекается из формы и, таким образом, из оборудования для литьевого формования, управляемым образом.
Само собой разумеется, что конфигурация формы и эксплуатация оборудования для литьевого формования вместе с ней могут быть различны, хотя также включают основные этапы способа, указанные выше, что обеспечивает изготовление части контейнера согласно первому аспекту настоящего изобретения и, в частности, также нанесение этикетки указанным образом.
Форма может быть также оснащена многогнездовой формой для изготовления множества частей контейнера одновременно и, в этой связи, эксплуатация формы и оборудования для литьевого формования может быть надлежащим образом приспособлена для соответствия этому процессу.
Поскольку общая эксплуатация оборудования для литьевого формования вместе с формой уже хорошо известна и в отношении изготовления части контейнера, если не указано иное, традиционна, поскольку это не составляет характерную часть настоящего изобретения, это не описывается здесь более подробно.
Изобретение распространяется также на форму для использования в способе изготовления контейнера согласно способу второго аспекта настоящего изобретения, а также на часть контейнера согласно первому аспекту настоящего изобретения при ее изготовлении согласно способу второго аспекта настоящего изобретения.
Первый и второй аспекты настоящего изобретения описываются здесь и далее со ссылкой на пример контейнера согласно первому аспекту настоящего изобретения и на пример формы для изготовления этого контейнера согласно способу второго аспекта настоящего изобретения, которые показаны на прилагаемых чертежах, на которых:
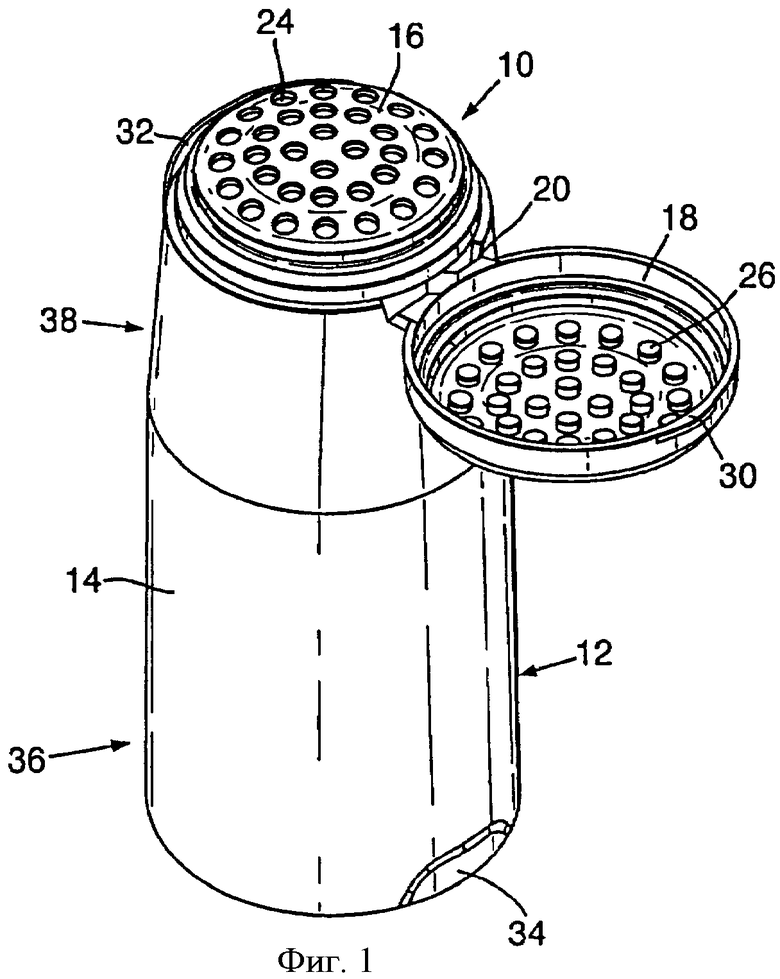
фиг.1 - трехмерный вид контейнера из синтетического пластика согласно изобретению;
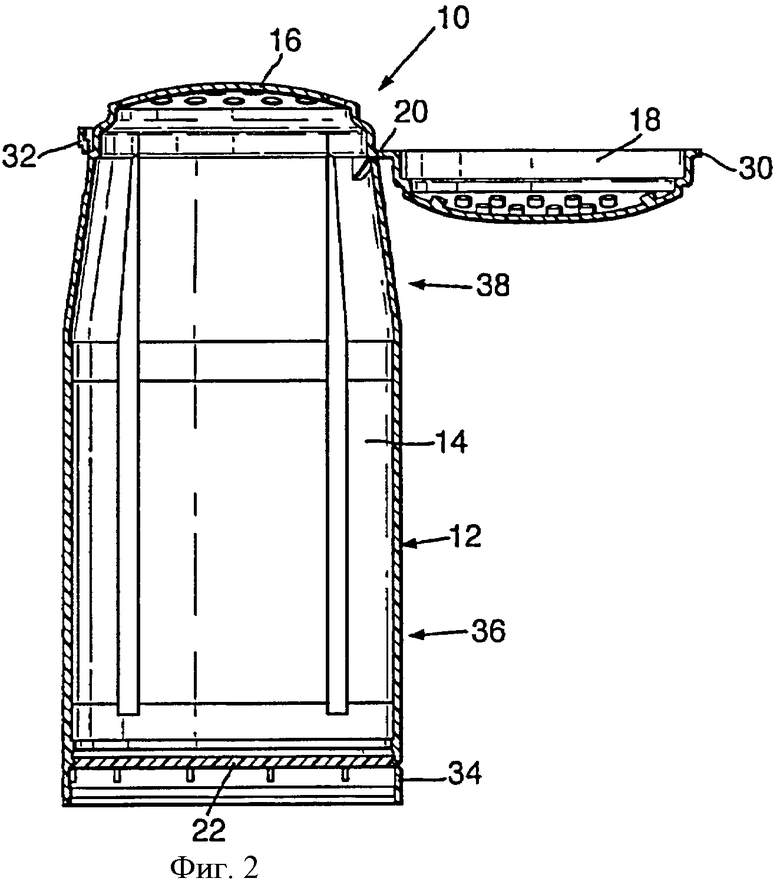
фиг.2 - вид сбоку в разрезе контейнера на фиг.1;
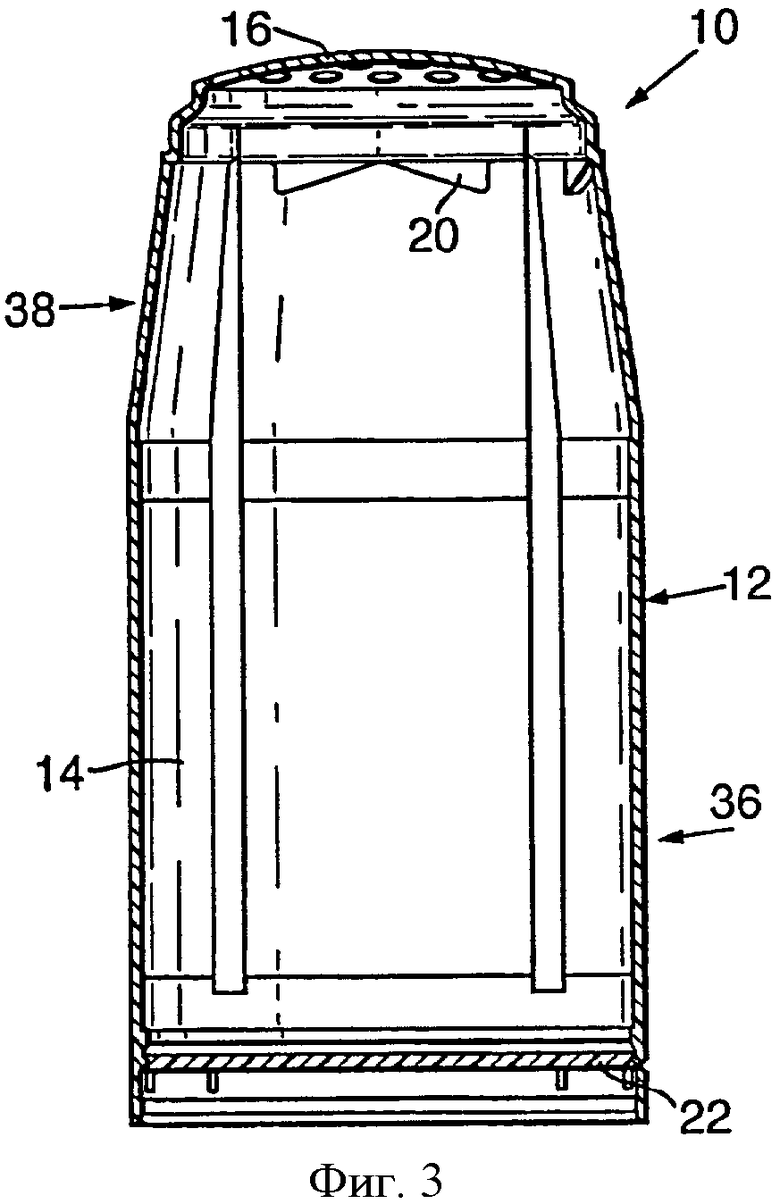
фиг.3 - вид сзади в разрезе контейнера на фиг.1 без крышки;
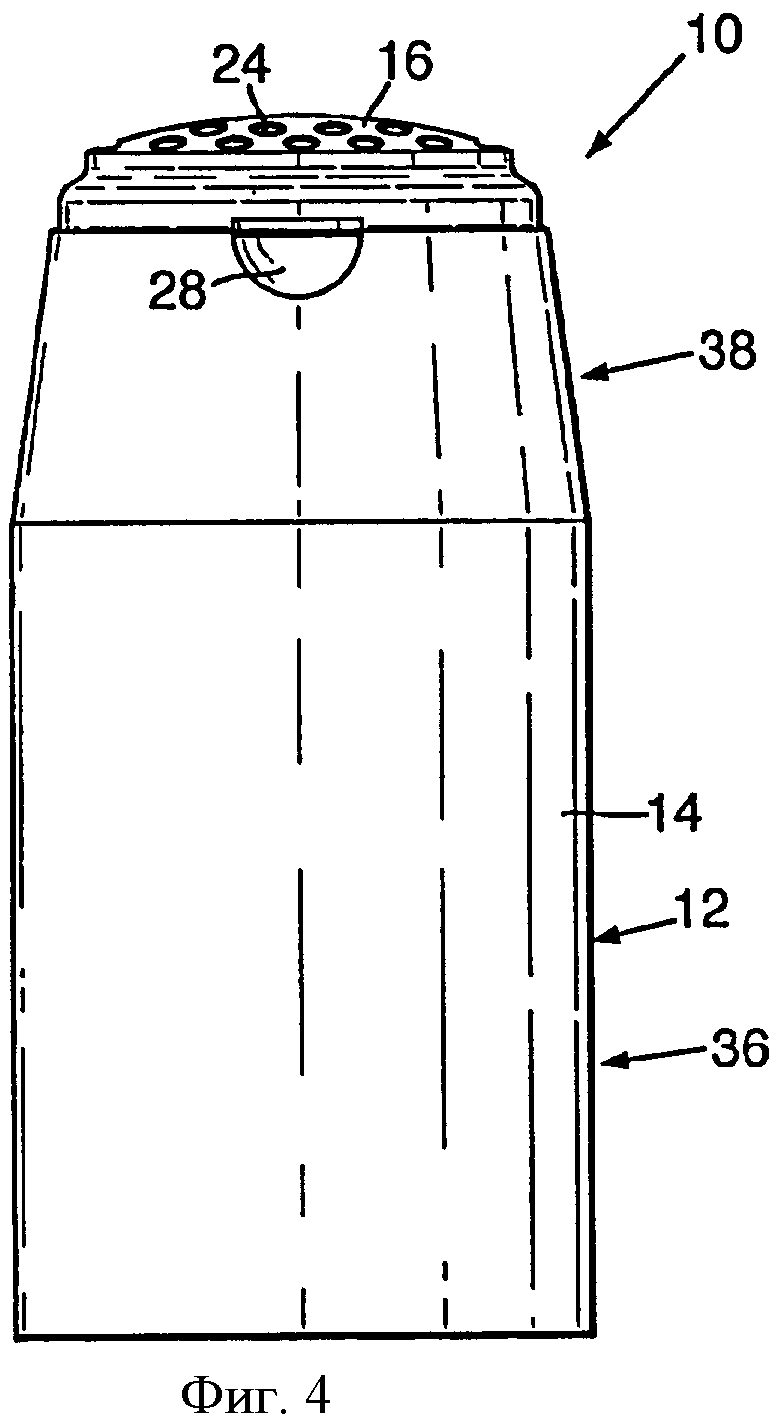
фиг.4 - вид спереди контейнера на фиг.1 без крышки;
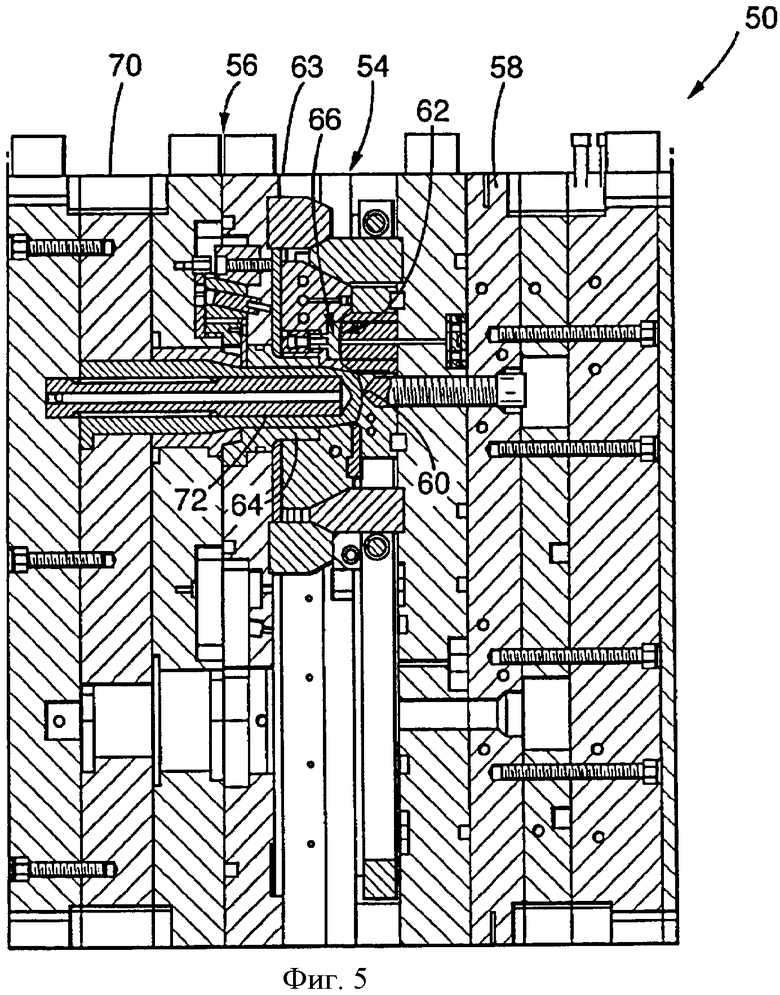
фиг.5 - вид сбоку в разрезе формы для изготовления контейнера на фиг.1 в закрытом положении; и
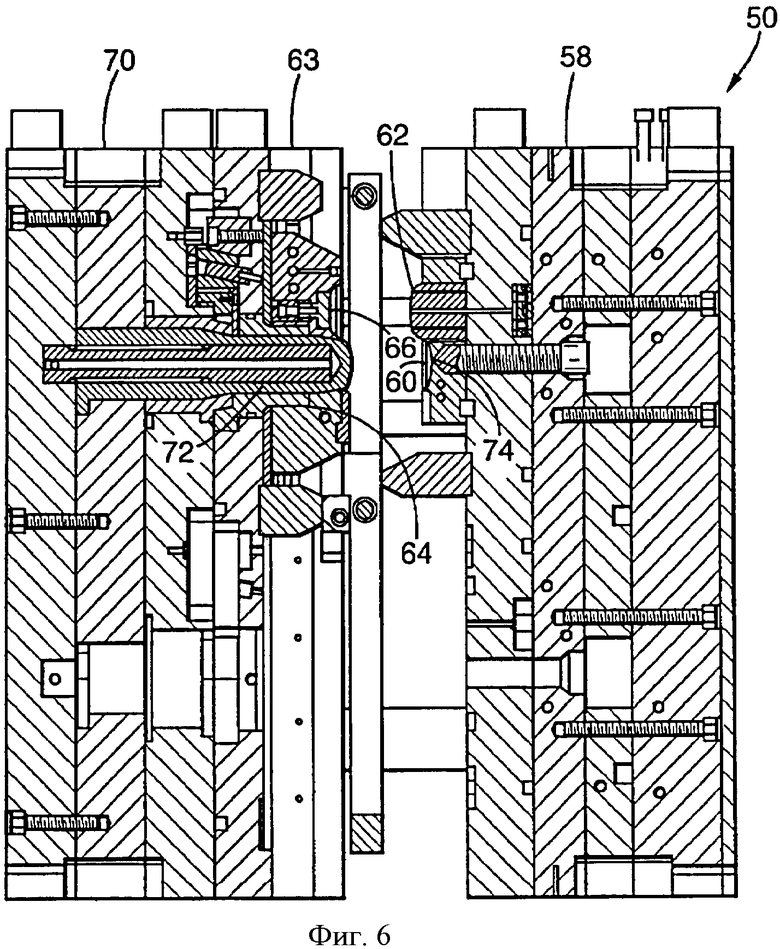
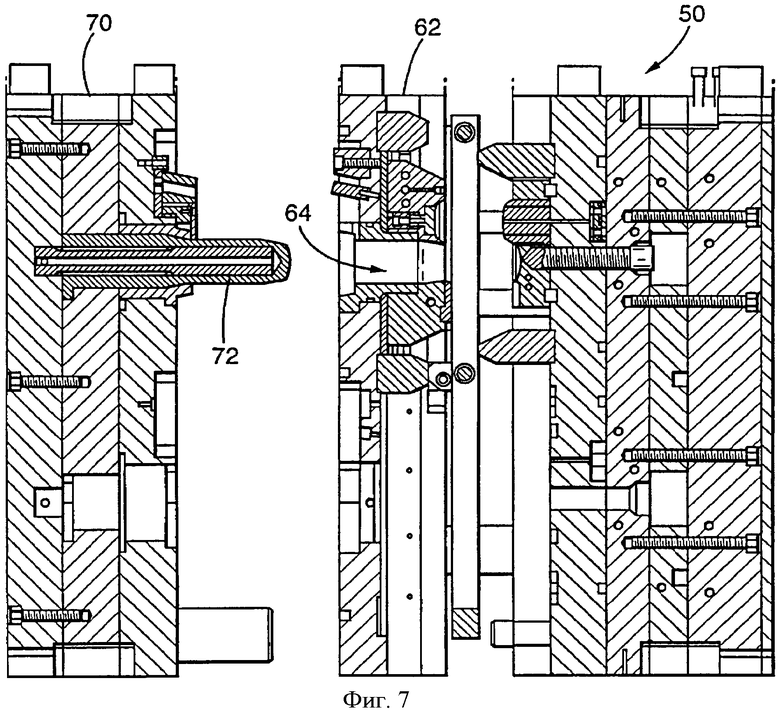
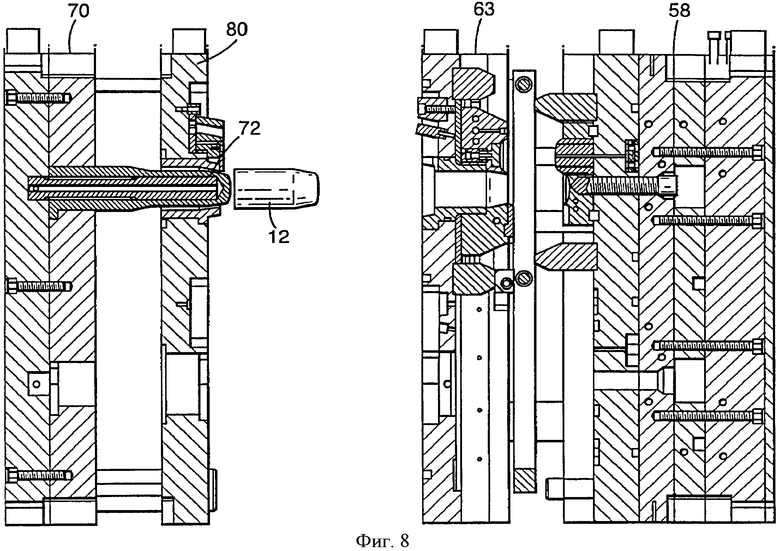
фиг.6-8 - вид сбоку в разрезе формы на фиг.5 в трех ее рабочих конфигурациях, показывающий способ изготовления контейнера.
На фиг.1-4 показан контейнер из синтетического пластика, особенно пригодный для хранения сыпучих веществ, например специй, согласно первому аспекту настоящего изобретения, обозначен позицией 10. Контейнер 10 включает часть 12 контейнера, содержащую часть 14 цилиндрического тела, в которой выполнена дозирующая конструкция 16 на ее рабочем верхнем конце, и открытый рабочий нижний конец, и как единое целое с частью 14 тела выполнена защелкивающаяся крышка 18, которая прикреплена с помощью общепринятой пластиковой петли 20. Крышка 18 способна перемещаться между открытым положением, как показано на фиг.1 и 2, и закрытым положением, в котором она закрывает дозирующую конструкцию 16 части 14 цилиндрического тела.
Контейнер 10 также включает основание 22, которое вставляется в открытый нижний конец части 14 цилиндрического тела, причем в основании 22 и рабочем нижнем конце части 14 цилиндрического тела выполнены дополнительные зацепляющие конструкции для улучшения закрепленного положения основания относительно части цилиндрического тела. Поскольку контейнер 10 наполняется через дно, основание 22 обычно находится в показанном положении после наполнения части 12 контейнера.
Дозирующая конструкция 16 содержит перфорированную стенку, как показано, причем перфорация образуется дозирующими отверстиями 24, которые приспособлены для обеспечения дозирования сыпучего вещества, содержащегося в контейнере 10, рассыпанием вещества из контейнера. Рабочая внутренняя поверхность крышки 18 содержит выступающие конструкции 26, которые образованы для ввода в отверстия 24, причем таким образом отверстия 24 индивидуально закупориваются этими конструкциями 26, когда крышка 18 перемещается в закрытое положение. Крышка 18 и часть 14 цилиндрического тела дополнительно содержат дополнительные конструкции, которые обеспечивают установку крышки в закрытое положение и ее эффективное удержание в этом положении. Пластиковая петля 20, в частности, обеспечивает форсирование крышки 18 по направлению к открытому положению или закрытому положению из промежуточного нейтрального положения, что хорошо известно в отношении пластиковых петель, обычно объединяемых с защелкивающимися крышками.
Как показано на фиг.4, часть 14 цилиндрического тела содержит мелкую выемку 28 сразу под местом, где расположена крышка, когда она находится в закрытом положении, а крышка содержит выступ 30, причем выемка 28 и выступ 30 взаимодействуют друг с другом для облегчения перемещения крышки из закрытого положения, в частности, благодаря зацеплению крышки, например, ногтем большого пальца. Дополнительно, как показано на фиг.1 и 2, часть 14 цилиндрического тела имеет устройство 32 индикатора вскрытия (не показано подробно), обычно в форме отделяемой наклейки против вскрытия, соединенное с ней, которое перед удалением закрывает выемку 28 и выступ 30, что требует отделения наклейки от части 14 цилиндрического тела для первого открытия защелкивающейся крышки 18.
Часть контейнера и, в частности, часть 14 цилиндрического тела дополнительно содержит вторичный индикатор вскрытия - язычок 34, который образуется перфорацией внутри стенки части 14 цилиндрического тела и отделяется от части 14 цилиндрического тела для обеспечения отделения основания 22 от части 14 цилиндрического тела, что позволяет наполнять часть 12 контейнера. Пока язычок находится на месте, очевидно, что контейнер не был вскрыт и все еще содержит исходное содержимое.
Как ясно видно из фиг.1-4, предпочтительно, чтобы рабочий нижний участок 36 части 14 цилиндрического тела был практически цилиндрическим, причем вскрывался бы только до той степени, которая требуется для отделения от формы, в которой он отливается, например, вскрывался бы предпочтительно так, чтобы стенка вскрывалась (внутрь кверху) под углом 1-10°, более предпочтительно 1-5°, по сравнению с вертикальной осью тела контейнера. Участок 38, который составляет сегмент от места в промежутке от рабочего верхнего конца части 14 цилиндрического тела до верхнего конца части 14 цилиндрического тела, предпочтительно имеет значительную конусность (например, предпочтительно сужается так, что стенка сужается под углом 3-40°, более предпочтительно 5-30°, еще более предпочтительно 9-20°, по сравнению с вертикальной осью тела контейнера), причем эта конусность приспособлена для обеспечения возможности изготовления контейнера 10 в форме, как описано здесь и далее, и согласно способу изготовления контейнера, согласно второму аспекту настоящего изобретения, также описанному здесь и далее.
Как ясно видно из чертежей, когда защелкивающаяся крышка 18 находится в закрытом положении, наружная боковая поверхность защелкивающейся крышки образует практически непрерывное продолжение наружной поверхности стенки части 14 цилиндрического тела, содержащей участок 38, только пластиковая петля 20 и устройство 32 вскрытия незначительно выступают из этой поверхности, как очевидно для специалистов в данной области техники.
Практически цилиндрический участок 36 части 14 цилиндрического тела, который упоминается выше, может иметь прикрепленную к нему этикетку, которая окружает этот участок, причем особо предусматривается, чтобы эта этикетка прикреплялась к части цилиндрического тела во время способа изготовления контейнера 10, как описано здесь и далее, и, в частности, сплавлялась с частью цилиндрического тела во время ее изготовления. Как очевидно из нижеследующего, этикетка также выполнена из синтетического пластикового листового материала, в частности, материала, который совместим с материалом, образующим контейнер 10, для обеспечения эффективного сплавления с ним. Предусматривается, что контейнер 10 и/или этикетка, прикрепляемая к нему, могут быть выполнены из полипропилена.
Ссылаясь теперь также на фиг.5-8, форма для изготовления части 12 контейнера 10 вместе с общепринятым оборудованием для литьевого формования пластмасс обозначена позицией 50. Фиг.5 показывает форму 50 в полностью закрытом положении, в котором пластиковый материал для формования части контейнера может быть впрыснут в форму. Форма 50, по существу, включает три основные части формы, которые разделены линиями разъема 54 и 56 соответственно, причем части формы включают первую часть 58 формы, которая содержит охватывающую часть 60 для формования рабочего верхнего конца части 14 цилиндрического тела части 12 контейнера, включая ее дозирующую конструкцию, и охватываемую часть 62 для защелкивающейся крышки 18 части контейнера. Промежуточная часть 63 формы 50 содержит охватывающую часть 64 для остальной части 14 цилиндрического тела части 12 контейнера и охватывающую часть 66 для защелкивающейся крышки, тогда как третья часть 70 формы содержит охватываемую часть 72 для всей части цилиндрического тела контейнерной части. Поскольку конкретная конфигурация формы и содержащихся в ней конструкций для формования контейнера согласно изобретению очевидна для специалистов в области литьевого формования пластмасс, форма 50 не описывается здесь более подробно.
В показанной конфигурации пластиковый материал впрыскивается в форму 50 через отверстие 74 впрыска, причем синтетический пластиковый материал попадает в промежутки внутри формы, образующиеся между охватываемыми и охватывающими частями, для формования и части цилиндрического тела, и защелкивающейся крышки части 12 контейнера 10. Следует понимать в этой связи, что дополнительные части формы позволяют выполнять вспомогательные конструкции контейнерной части, включая пластиковую петлю 20, наклейку 32 вскрытия и перфорацию, связанную с язычком 34. Конфигурация этих частей формы опять же по существу традиционна, как очевидно для специалистов в области техники изобретения.
Ссылаясь теперь на фиг.6, способ изготовления контейнера согласно изобретению вместе с формой 50 и оборудованием для литьевого формования синтетического пластика вслед за впрыском синтетического пластикового материала в форму 50 включает отодвигание частей 58 и 63 формы друг от друга, что позволяет переместить формованную крышку из открытого положения, в котором она изготовлена, в закрытое положение. Форма 50 включает элемент перемещения, который способен перемещаться поперечно относительно оси перемещения частей формы относительно друг друга, для обеспечения этого требуемого перемещения крышки.
Когда крышка находится в закрытом положении, части 63 и 70 формы отодвигаются друг от друга, как показано на фиг.7, причем часть 12 контейнера 10 удерживается на охватываемой части 72, выполненной в части формы 70, причем часть 12 контейнера и часть 72 формы зацепляются друг с другом с помощью подходящих дополнительных конструкций, которые образуются процессом формования, в частности, конструкций, которые выступают внутрь из стенок части 14 цилиндрического тела, которые зацепляют дополнительные конструкции, выполненные снаружи на охватываемой части 72. Когда части 63 и 70 разделены и как показано на фиг.8, элемент 80 снятия, образующий часть части 70 формы, перемещается как показано, действуя против рабочего заднего конца части 12 контейнера 10, снимая ее с охватываемой части 72, как ясно показано. Это по существу завершает изготовление части 12 контейнера 10, причем, в частности, предусматривается, чтобы описанный выше способ мог быть также связан с изготовлением частей 12 контейнера в многогнездовой форме. С используемой формой может быть соединено устройство перемещения, которое может «подбирать» снятые части 12 контейнера и перемещать эти части в место, удаленное от оборудования для литьевого формования, для последующего перемещения на другую рабочую станцию.
Как упоминалось выше, в качестве части описанного способа изготовления форма может быть снова закрыта обратным перемещением частей формы, и способ изготовления может быть повторен. В качестве части способа изготовления предусматривается, чтобы при конфигурации частей формы, показанной на фиг.7, этикетка из листового синтетического пластикового материала могла быть расположена внутри охватывающей части 64, выполненной в промежуточной части 62 формы, удерживаясь внутри гнезда, содержащего эту охватывающую часть, электростатическими силами таким образом, который уже хорошо известен в связи с прикреплением этикеток к контейнерам. Понятно, что оборудование для литьевого формования объединено с устройством, которое может обеспечивать перемещение этикетки и ее расположение внутри промежуточной части 62, как требуется, причем эта этикетка сплавляется с частью 14 цилиндрического тела во время ее формования внутри формы 50, как опять же очевидно для специалистов в области техники изобретения. В этой связи утверждается, что это прикрепление этикетки согласно описанному способу становится возможным благодаря этапу способа, на котором закрывается защелкивающаяся крышка после разделения частей 58 и 63 формы, что позволяет снять изготовленную часть контейнера, как описано. Использование формы, которая обычно используется, очевидно не позволяет прикреплять этикетку, как описано. Следует также понимать из сказанного выше, что конусность, связанная с участком 38 части 14 цилиндрического тела, необходима для способа изготовления, поскольку эта конусность требуется для обеспечения извлечения части контейнера из промежуточной части 63 формы, когда она удерживается на охватываемой части 72 части 70 формы, причем часть контейнера так не извлекается, если она не имеет конусности, как описано.
Описанный способ изготовления, таким образом, в частности, позволяет изготавливать часть контейнера описанным образом и также прикреплять к ней этикетку в качестве части способа изготовления. Утверждается, что способ изготовления для остальной части и в связи с формой 50 и оборудованием для литьевого формования по существу традиционен.
Описанный способ изготовления части контейнера 32 считается эффективным по времени и экономичным способом изготовления, причем совершенно очевидно, что точные признаки контейнера, который может изготавливаться согласно способу изобретения, могут быть очень различны.
Контейнер из синтетического пластика содержит часть, выполненную в виде цилиндрического тела, на верхнем конце которой имеется дозирующая конструкция, а на нижнем конце - открытый рабочий нижний конец. При этом контейнер имеет защелкивающуюся крышку, соединенную с контейнером как неотъемлемая часть с помощью пластиковой петли, закрывающей дозирующую конструкцию. Причем часть цилиндрического тела части контейнера содержит суживающийся снаружи участок, который суживается от места в промежутке от рабочего верхнего конца цилиндрического тела контейнера до рабочего верхнего конца. При этом крышка образует наружную боковую поверхность, являющуюся непрерывным продолжением наружной поверхности, образуемой суживающимся участком части цилиндрического тела. Изобретение также относится к способу изготовления такого контейнера. Группа изобретений обеспечивает создание улучшенного контейнера, изготовление которого является упрощенным и более экономичным. 2 н. и 9 з.п. ф-лы, 8 ил.
1. Контейнер из синтетического пластика, у которого часть контейнера выполнена в форме части цилиндрического тела, имеющей дозирующую конструкцию на рабочем верхнем конце, и открытый рабочий нижний конец, при этом контейнер имеет защелкивающуюся крышку, соединенную с контейнером как неотъемлемая часть с помощью пластиковой петли, закрывающей дозирующую конструкцию, причем часть цилиндрического тела части контейнера содержит суживающийся снаружи участок, который суживается от места в промежутке от рабочего верхнего конца цилиндрического тела контейнера до рабочего верхнего конца, и крышка образует наружную боковую поверхность, являющуюся непрерывным продолжением наружной поверхности, образуемой суживающимся участком части цилиндрического тела.
2. Контейнер по п.1, в котором дополнительно имеется отдельно изготовленное основание, которое вставляется в рабочий нижний конец и/или крепится к нему.
3. Контейнер по любому из пп.1 и 2, в котором дозирующая конструкция содержит перфорированную торцевую стенку.
4. Контейнер по любому из пп.1 или 2, в котором защелкивающаяся крышка содержит на своей внутренней поверхности выступающие образования для отдельной закупорки дозирующих отверстий, связанных с дозирующими образованиями.
5. Контейнер по любому из пп.1 или 2, в котором дополнительно имеется этикетка, приплавленная к контейнеру.
6. Контейнер по любому из пп.1 или 2, в котором рабочий нижний участок части цилиндрического тела суживается в степени, требуемой для извлечения из формы, в которой он изготавливается.
7. Контейнер по п.6, в котором контейнер содержит участок от места в промежутке от рабочего верхнего конца части цилиндрического тела до верхнего конца части цилиндрического тела, имеющий значительную конусность.
8. Контейнер по любому из пп.1 или 2, в котором контейнер изготовлен из полипропилена.
9. Способ изготовления контейнера литьевым формованием из синтетического пластика, который содержит часть контейнера, выполненную в форме части цилиндрического тела, имеющей дозирующую конструкцию на рабочем верхнем конце, и открытый рабочий нижний конец, защелкивающуюся крышку, соединенную с контейнером как неотъемлемая часть с помощью пластиковой петли, причем часть цилиндрического тела части контейнера содержит суживающийся снаружи сегмент, который суживается от места в промежутке от рабочего верхнего конца цилиндрического тела контейнера до рабочего верхнего конца, при этом крышка образует наружную боковую поверхность, которая образует практически непрерывное продолжение наружной поверхности, образуемой суживающимся участком части цилиндрического тела, в котором часть контейнера может изготавливаться литьевым формованием с защелкивающейся верхней крышкой, находящейся в открытом положении и проходящей от части цилиндрического тела части контейнера поперечно продольной оси части цилиндрического тела, и в котором форма, в которой контейнер изготавливается литьевым формованием, включает по меньшей мере три основные части формы, которые перемещаются относительно друг друга вдоль линии, параллельной продольной оси части контейнера, из которых первая часть содержит охватывающую часть для рабочего верхнего конца части цилиндрического тела части контейнера, включая его дозирующую конструкцию, и охватываемую часть для защелкивающейся крышки части контейнера, вторая промежуточная часть содержит охватывающую часть для остальной части цилиндрического тела части контейнера и охватывающую часть для защелкивающейся крышки, и третья часть содержит охватываемую часть для всей части цилиндрического тела части контейнера, причем способ содержит следующие этапы:
- литьевого формования части контейнера впрыском расплавленного синтетического пластикового материала в форму со всеми тремя частями формы, сдвинутыми вместе;
- последующего отверждения части контейнера в форме с предварительным отодвиганием первой части формы от второй части формы;
- затем перемещения защелкивающейся крышки в закрытое положение относительно части цилиндрического тела части контейнера;
- затем отодвигания третьей части формы от второй части формы с переносом части контейнера на охватываемой части, находящейся в третьей части формы;
- и затем снятия части контейнера с охватываемой части, находящейся в третьей части формы.
10. Способ по п.9, в котором этикетку контейнера в форме листа материала, совместимого с материалом контейнера и приплавляемого к нему, размещают в конструкции, образующей охватывающую часть для части цилиндрического тела части контейнера, которая выполнена во второй части формы, и которую приводят в действие электростатические силы для прижимания этикетки к стенкам указанной конструкции в конфигурации, в которой после впрыска расплавленного синтетического пластикового материала в форму этикетка прикрепляется к наружной поверхности части контейнера плавлением.
11. Способ по любому из пп.9 и 10, в котором форму выполняют многогнездовой формой для изготовления множества контейнерных частей одновременно.
| Способ подготовки углеводородной фазы отработанных инвертно-эмульсионных буровых растворов в качестве основы для приготовления технологических жидкостей, используемых при бурении и освоении скважин | 2017 |
|
RU2695732C2 |
| US 5975346 А, 02.11.1999 | |||
| УСТРОЙСТВО ДЛЯ HACTOTHO-HAinyjlbCHOrO РЕГУЛИРОВАНИЯ ПОСТОЯННОГО НАПРЯЖЕНИЯ | 1971 |
|
SU419879A1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОБРАБОТКИ СЫРЬЕВОГО ПРОДОЛГОВАТОГО МАТЕРИАЛА, ПРИГОДНОГО ДЛЯ ПРОИЗВОДСТВА БУМАГИ, УСТРОЙСТВО И СПОСОБ ДЛЯ ПЕРЕРАБОТКИ ВОЛОКНИСТОГО ЦЕЛЛЮЛОЗНОГО МАТЕРИАЛА В БУМАЖНУЮ ВОЛОКНИСТУЮ МАССУ, УСТРОЙСТВО И СПОСОБ ДЛЯ ОБРАБОТКИ ЧЕРНОГО ЩЕЛОКА, ОБРАЗУЮЩЕГОСЯ ПРИ ПРОИЗВОДСТВЕ БУМАГИ | 2002 |
|
RU2342477C2 |

