ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к электрофотографическому светочувствительному элементу, рабочему картриджу и электрофотографическому устройству, которое содержит упомянутый электрофотографический светочувствительный элемент.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Благодаря наличию таких преимуществ, как низкая цена и высокая эффективность, в качестве электрофотографических светочувствительных элементов (далее по тексту также просто «светочувствительных элементов») приобрели популярность органические электрофотографические светочувствительные элементы, которые включают подложку с нанесенным на нее светочувствительным слоем (органическим светочувствительным слоем), в котором применяются органические материалы в качестве фотопроводящих материалов (как, например, материалы, генерирующие заряд, и материалы, переносящие заряд). Ввиду таких преимуществ, как высокая чувствительность и разнообразие конструкционных материалов, преобладают электрофотографические светочувствительные элементы, которые включают многослойные светочувствительные слои, имеющие слой генерации заряда, содержащий генерирующее заряд вещество, и слой переноса заряда, содержащий переносящее заряд вещество; эти слои накладываются друг на друга, с образованием светочувствительного слоя. Генерирующее заряд вещество может включать фотопроводящие красители и фотопроводящие пигменты. Переносящие заряд материалы могут включать фотопроводящие полимеры и низкомолекулярные фотопроводящие соединения.
Электрофотографический светочувствительный элемент применяют при непосредственном приложении внешней электрической силы и/или механической внешней силы для осуществления зарядки, экспонирования проявления, переноса изображения и очистки и, следовательно, необходимо, чтобы элемент обладал устойчивостью к такой внешней силе. Если говорить конкретно, необходимо, чтобы светочувствительный элемент обладал устойчивостью к царапинам и износу поверхности, который происходит под действием указанных внешних сил, т.е. устойчивостью к царапинам и устойчивостью к износу.
Что касается улучшения износоустойчивости, до настоящего времени в качестве связующего полимера для поверхностных слоев электрофотографических светочувствительных элементов широко применялись поликарбонаты. Однако в последние годы предложено применять в качестве связующего полимера для поверхностных слоев полиарилаты, которые обладают более высокой механической прочностью по сравнению с поликарбонатами, с тем, чтобы электрофотографические светочувствительные элементы могли бы иметь лучшие свойства с точки зрения устойчивости (характеристик печати) (смотрите, например, открытую заявку на патент Японии №H10-39521). Полиарилаты представляют собой полимеры на основе полиэфиров ароматических дикарбоновых кислот.
В открытой заявке на патент Японии № H02-127652 раскрыт электрофотографический светочувствительный элемент, имеющий в качестве поверхностного слоя отвержденный слой, в котором в качестве связующего материала применяется отверждаемая смола. В открытых заявках на патент Японии № H05-216249 и № H07-072640 также раскрыт электрофотографический светочувствительный элемент, имеющий в качестве поверхностного слоя переносящий заряд отвержденный слой, образованный отверждающей полимеризацией мономеров под действием тепловой или световой энергии, причем мономер представляет собой мономер связующего полимера, включающий двойную связь углерод-углерод, где мономер имеет функцию переноса заряда и содержит двойную связь углерод-углерод. Далее, в открытых заявках на патент Японии №2000-066424 и №2000-066425 раскрыт электрофотографический светочувствительный элемент, имеющий в качестве поверхностного слоя переносящий заряд отвержденный слой, полученный из соответствующего соединения в результате отверждающей полимеризации под действием энергии электронных лучей, где соединение является соединением, переносящим электронные дырки и имеющим в молекуле функциональную группу, способную образовывать цепные полимеры.
Таким образом, в последние годы в качестве способа улучшения устойчивости к царапинам и износоустойчивости внешних поверхностей органических электрофотографических светочувствительных элементов была предложена методика, в которой поверхностные слои электрофотографических светочувствительных элементов изготавливают в виде отвержденных слоев, с тем чтобы улучшить механическую прочность внешних слоев.
Итак, электрофотографический светочувствительный элемент обычно используют в способе формирования электрофотографических изображений, включающем, как упоминалось выше, стадию зарядки, стадию экспонирования, стадию проявления, стадию переноса изображения и стадию очистки. Среди прочих стадий способа формирования электрофотографических изображений, важной стадией для получения резких изображений является стадия очистки, в ходе которой удаляют остатки тонера, сохраняющиеся на электрофотографическом светочувствительном элементе. Способ очистки, включающий применение чистящего ножа, представляет собой способ очистки, осуществляемый путем приведения в соприкосновение друг с другом чистящего ножа и электрофотографического светочувствительного элемента. Определенная сила трения между чистящим ножом и электрофотографическим фоточувствительным элементом может вызывать такое явление, как вибрация чистящего ножа и изгиб чистящего ножа. При этом вибрация чистящего ножа представляет собой явление, при котором сопротивление трения, действующее между чистящим ножом и внешней поверхностью электрофотографического светочувствительного элемента, становится настолько значительным, что заставляет чистящий нож вибрировать. Изгиб чистящего ножа представляет собой явление, при котором чистящий нож поворачивается в направлении движения поверхности электрофотографического светочувствительного элемента.
Эти проблемы, связанные с чистящим ножом и электрофотографическим светочувствительным элементом, имеют тенденцию становиться заметными, когда поверхностный слой электрофотографического светочувствительного элемента имеет более высокое сопротивление износу, чтобы воспрепятствовать слишком легкому износу внешней поверхности электрофотографического светочувствительного элемента. Кроме того, поверхностный слой органического электрофотографического светочувствительного элемента часто получают путем покрытия с помощью погружения, и поверхность поверхностного слоя, полученная упомянутым способом погружения, демонстрирует тенденцию быть более гладкой. Следовательно, чистящий нож и внешняя поверхность электрофотографического светочувствительного элемента приходят в соприкосновение друг с другом на большей площади, поэтому чистящий нож и внешняя поверхность электрофотографического светочувствительного элемента трутся друг о друга с большим сопротивлением. Следовательно, обозначенные выше проблемы демонстрируют тенденцию к тому, чтобы стать заметными.
В качестве одного из способов преодоления упомянутых проблем, относящихся к чистящему ножу и электрофотографическому светочувствительному элементу (вибрация чистящего ножа и изгиб чистящего ножа), предложен способ в котором поверхности электрофотографического светочувствительного элемента придают подходящую шероховатость.
В качестве способа придания шероховатости поверхности электрофотографического светочувствительного элемента в выложенной заявке на патент Японии № S53-092133 раскрыта методика, в которой шероховатость поверхности электрофотографического светочувствительного элемента регулируют в определенных пределах для того, чтобы сделать материалы, служащие для переноса изображения, легко отделяемыми от поверхности электрофотографического светочувствительного элемента. В выложенной заявке на патент Японии № S53-092133 также раскрыт способ, в котором условия высушивания при формировании внешнего слоя, регулируют таким образом, чтобы придать шероховатость поверхности электрофотографического светочувствительного элемента по типу апельсиновой корки. В выложенной заявке на патент Японии №S52-026226 раскрыта методика, в которой для придания шероховатости поверхности электрофотографического светочувствительного элемента в поверхностный слой включают частицы. В выложенной заявке на патент Японии № S57-094772 раскрыта методика в которой поверхностный слой шлифуют проволочной щеткой, изготовленной из металла, для придания шероховатости поверхности электрофотографического светочувствительного элемента. В выложенной заявке на патент Японии № H01-099060 раскрыта методика, в которой применяются специальные чистящие средства и тонер для придания шероховатости поверхности органического электрофотографического светочувствительного элемента. В упомянутой выложенной заявке на патент Японии № H01-099060 указано, что могут быть решены проблемы изгиба чистящего ножа и выкрашивания его кромок, которые могут стать серьезной проблемой при эксплуатации электрофотографического устройства, имеющего определенную высокую скорость работы.
В выложенной заявке на патент Японии № H02-139566 раскрыта методика, в которой поверхность поверхностного слоя шлифуют пленочным абразивом для придания шероховатости поверхности электрофотографического светочувствительного элемента. В выложенной заявке на патент Японии № H02-150850 раскрыта методика, в которой выполняют струйную обработку для придания шероховатости поверхности электрофотографического светочувствительного элемента. Однако данная заявка не содержит конкретного описания особенностей профиля поверхности электрофотографического светочувствительного элемента, которой придана шероховатость с помощью указанного способа. В международной патентной публикации WO 2005/093518 раскрыта методика, в которой выполняют упомянутую выше струйную обработку для придания шероховатости внешней поверхности электрофотографического светочувствительного элемента, и кроме того описан электрофотографический светочувствительный элемент, имеющий установленный профиль с лунками. В этой публикации указано, что были достигнуты усовершенствования, касающиеся смазывания изображений, которые часто появляются при высокой температуре и высокой влажности окружающей среды, а также эффективности переноса тонера. В выложенной заявке на патент Японии №2001-066814 также раскрыта методика в которой поверхность электрофотографического светочувствительного элемента обработана давлением, создаваемым устройством для тиснения, имеющим неровности поверхности в форме лунок.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Однако можно убедиться, что на поверхностях электрофотографических светочувствительных элементов, раскрытых в упомянутых выше выложенной заявке на патент Японии № S53-092133, выложенной заявке на патент Японии № S52-026226, выложенной заявке на патент Японии № S57-094772, выложенной заявке на патент Японии № H01-099060, выложенной заявке на патент Японии № H02-139566, выложенной заявке на патент Японии № H02-150850 и международной публикации WO 2005/093518, не достигается какая-либо однородность в микроскопических областях, где обработанная поверхность, которой придана шероховатость, наблюдается в пределах нескольких мкм площади. Кроме того, нельзя сказать, что шероховатость придана поверхностям (имеется профиль поверхностной неоднородности) с высокой эффективностью, достаточной для того, чтобы исправить вибрации чистящего ножа и изгиб чистящего ножа. Это, по-видимому, является причиной того, что проблемы вибрации чистящего ножа и изгиба чистящего ножа не нашли удовлетворительного решения. Таким образом, необходимо дальнейшее усовершенствование.
В упомянутой выше выложенной заявке на патент Японии №2001-066814 содержится описание, относящееся к поверхности электрофотографического светочувствительного элемента, подвергшейся микрообработке, но отсутствует описание того, каким образом избавиться от вибраций чистящего ножа и изгиба чистящего ножа.
Целью настоящего изобретения является разработка электрофотографического светочувствительного элемента, усовершенствованного с точки зрения эффективности очистки и имеющего хорошую способность к воспроизведению изображений, даже при долговременной службе, а также рабочего картриджа и электрофотографического устройства, которое включает указанный электрофотографический фоточувствительный элемент.
В результате обширных исследований, авторы настоящего изобретения обнаружили, что поверхность электрофотографического светочувствительного элемента может быть изготовлена таким образом, чтобы на ней имелись особые углубленные участки, за счет которых можно эффективно избавиться от описанных выше проблем, доведя таким образом до конца работу над настоящим изобретением.
Более конкретно, электрофотографический светочувствительный элемент по настоящему изобретению представляет собой электрофотографический светочувствительный элемент, имеющий подложку и нанесенный на нее светочувствительный слой, где электрофотографический светочувствительный элемент имеет поверхность, на которой присутствует множество независимых друг от друга углубленных участков, и где диаметр по большой оси каждого из углубленных участков представлен величиной Rpc и глубина, которая показывает расстояние между наиболее глубокой частью каждого углубленного участка и его внешним отверстием, представлена величиной Rdv, причем каждый углубленный участок имеет отношение глубины к диаметру по большой оси Rdv/Rpc, составляющее более чем 1,0 до 7,0 или менее.
Кроме того, настоящее изобретение относится к рабочему картриджу, включающему описанный выше электрофотографический светочувствительный элемент и по меньшей мере одно устройство, выбранное из группы, состоящей из средств зарядки, проявляющих средств и чистящих средств; где рабочий картридж может быть с возможностью извлечения установлен на основной корпус электрофотографического аппарата.
Кроме того, настоящее изобретение относится к электрофотографическому устройству, имеющему описанный выше электрофотографический светочувствительный элемент, средства зарядки, экспонирующие средства, проявляющие средства и средства переноса.
В настоящем изобретении разработан электрофотографический светочувствительный элемент, который может представлять собой электрофотографический светочувствительный элемент, усовершенствованный в отношении эффективности очистки и, кроме того, обладающий хорошей способностью к воспроизведению изображений даже при долговременной службе, а также рабочий картридж и электрофотографическое устройство, которые включают такой электрофотографический светочувствительный элемент.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1А представляет собой вид, показывающий пример формы углубленного участка (вид сверху) согласно настоящему изобретению; Фиг.1B представляет собой вид, показывающий пример формы углубленного участка (вид сверху) согласно настоящему изобретению; Фиг.1C представляет собой вид, показывающий пример формы углубленного участка (вид сверху) согласно настоящему изобретению; Фиг.1D представляет собой вид, показывающий пример формы углубленного участка (вид сверху) согласно настоящему изобретению; Фиг.1E представляет собой вид, показывающий пример формы углубленного участка (вид сверху) согласно настоящему изобретению; Фиг.1F представляет собой вид, показывающий пример формы углубленного участка (вид сверху) согласно настоящему изобретению; и Фиг.1G представляет собой вид, показывающий пример формы углубленного участка (вид сверху) согласно настоящему изобретению;
Фиг.2A представляет собой вид, показывающий пример формы углубленного участка (поперечное сечение) согласно настоящему изобретению; Фиг.2B представляет собой вид, показывающий пример формы углубленного участка (поперечное сечение) согласно настоящему изобретению; Фиг.2C представляет собой вид, показывающий пример формы углубленного участка (поперечное сечение) согласно настоящему изобретению; Фиг.2D представляет собой вид, показывающий пример формы углубленного участка (поперечное сечение) согласно настоящему изобретению; Фиг.2E представляет собой вид, показывающий пример формы углубленного участка (поперечное сечение) согласно настоящему изобретению; Фиг.2F представляет собой вид, показывающий пример формы углубленного участка (поперечное сечение) согласно настоящему изобретению; и Фиг.2G представляет собой вид, показывающий пример формы углубленного участка (поперечное сечение) согласно настоящему изобретению;
Фиг.3 представляет собой вид, показывающий пример конфигурации компоновки маски (частично увеличенное изображение), применяемой в настоящем изобретении.
Фиг.4 представляет собой схематический вид, показывающий пример лазерной установки для обработки поверхностей, применяемой в настоящем изобретении.
Фиг.5 представляет собой вид, показывающий пример конфигурации компоновки углубленных участков (частично увеличенное изображение) на внешней поверхности светочувствительного элемента, полученного в соответствии с настоящим изобретением.
Фиг.6 представляет собой схематический вид, показывающий пример применяемого в настоящем изобретении обрабатывающего модуля для перенесения профиля поверхности при контакте под давлением, в котором применяется форма.
Фиг.7 представляет собой вид, показывающий другой пример применяемого в настоящем изобретении обрабатывающего модуля для перенесения профиля поверхности при контакте под давлением, в котором применяется форма.
Фиг.8A представляет собой вид, показывающий пример профиля поверхности формы или материала, обеспечивающего получение профиля поверхности, применяемого в настоящем изобретении, где вид (1) показывает профиль поверхности формы, при обзоре формы сверху, и вид (2) показывает профиль поверхности формы, при обзоре формы сбоку; и фиг.8B представляет собой вид, показывающий другой пример профиля поверхности формы, применяемой в настоящем изобретении, где вид (1) показывает профиль поверхности формы, при обзоре формы сверху, и вид (2) показывает профиль поверхности формы, при обзоре формы сбоку.
Фиг.9 представляет собой график, показывающий общий вид кривой, полученной на приборе Fisher Scope H100V (производства Fischer Co.).
Фиг.10 представляет собой график, показывающий пример кривой, полученной на приборе Fisher Scope H100V (производства Fischer Co.).
Фиг.11 представляет собой схематический вид, демонстрирующий пример конструкции электрофотографического устройства, снабженного рабочим картриджем, включающим электрофотографический светочувствительный элемент согласно настоящему изобретению.
Фиг.12 представляет собой вид, демонстрирующий профиль поверхности формы (частично увеличенный вид), применяемой в примере 1. Вид (1) на фиг.12 показывает профиль поверхности формы, при обзоре формы сверху, и вид (2) показывает профиль поверхности формы, при обзоре формы сбоку.
Фиг.13 представляет собой вид, демонстрирующий конфигурации компоновки углубленных участков (частично увеличенный вид) на самой внешней поверхности светочувствительного элемента, полученного согласно примеру 1. Вид (1) на фиг.13 показывает, как расположены углубленные участки, сформированные на поверхности светочувствительного элемента, и вид (2) показывает профиль поперечного сечения углубленных участков.
Фиг.14 представляет собой вид, демонстрирующий профиль поверхности формы (частично увеличенный вид), применяемой в примере 7. Вид (1) на фиг.14 показывает профиль поверхности формы, при обзоре ее сверху, и вид (2) показывает профиль поверхности формы, при обзоре ее сбоку.
Фиг.15 представляет собой вид, демонстрирующий конфигурации компоновки углубленных участков (частично увеличенный вид) на внешней поверхности светочувствительного элемента, полученного согласно примеру 7. Вид (1) на фиг.15 показывает, как расположены углубленные участки, сформированные на поверхности светочувствительного элемента, и вид (2) показывает профиль поперечного сечения углубленных участков.
Фиг.16 представляет собой вид, демонстрирующий профиль поверхности формы (частично увеличенный вид), применяемой в примере 8. Вид (1) на фиг.16 показывает профиль поверхности формы, при обзоре ее сверху, и вид (2) показывает профиль поверхности формы, при обзоре ее сбоку.
Фиг.17 представляет собой вид, демонстрирующий конфигурации компоновки углубленных участков (частично увеличенный вид) на внешней поверхности светочувствительного элемента, полученного согласно примеру 8. Вид (1) на фиг.17 показывает, как расположены углубленные участки, сформированные на поверхности светочувствительного элемента, и вид (2) показывает профиль поперечного сечения углубленных участков.
Фиг.18 представляет собой вид, демонстрирующий профиль поверхности формы (частично увеличенный вид), применяемой в примере 21. Вид (1) на фиг.18 показывает профиль поверхности формы, при обзоре ее сверху, и вид (2) показывает профиль поверхности формы, при обзоре ее сбоку.
Фиг.19 представляет собой вид, демонстрирующий конфигурации компоновки углубленных участков (частично увеличенный вид) на внешней поверхности светочувствительного элемента, полученного согласно примеру 21. Вид (1) на фиг.19 показывает, как расположены углубленные участки, сформированные на поверхности светочувствительного элемента, и вид (2) показывает профиль поперечного сечения углубленных участков.
Фиг.20 представляет собой вид, демонстрирующий конфигурацию компоновки маски (частично увеличенный вид), применяемой в примере 24.
Фиг.21 представляет собой вид, демонстрирующий конфигурацию компоновки углубленных участков (частично увеличенный вид) на внешней поверхности светочувствительного элемента, полученного согласно примеру 24.
Фиг.22 представляет собой вид, демонстрирующий конфигурации компоновки маски (частично увеличенный вид), применяемой в примере 26.
Фиг.23 представляет собой вид, демонстрирующий конфигурацию компоновки углубленных участков (частично увеличенный вид) на внешней поверхности светочувствительного элемента, полученного согласно примеру 26.
На фиг.24 показано изображение углубленных участков на поверхности светочувствительного элемента, полученного в примере 27, наблюдаемое с помощью лазерного электронного микроскопа.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Далее настоящее изобретение будет описано более подробно.
Электрофотографический светочувствительный элемент согласно настоящему изобретению, как указано выше, представляет собой электрофотографический светочувствительный элемент, включающий подложку и нанесенный на нее светочувствительный слой, где электрофотографический светочувствительный элемент имеет поверхность, на которой присутствует множество независимых друг от друга углубленных участков, и где диаметр каждого углубленного участка по большой оси представлен величиной Rpc, и глубина, которая показывает расстояние между наиболее глубокой частью каждого углубленного участка и его отверстием, представлена величиной Rdv, причем каждый углубленный участок имеет соотношение глубины и диаметра по большой оси, т.е. Rdv/Rpc, находящееся в пределах от более чем 1,0 до 7,0 или менее.
В настоящем изобретении термин «независимые друг от друга углубленные участки» относится к углубленным участкам, которые индивидуально присутствуют на поверхности, будучи явно отделенными от других углубленных участков. Углубленные участки, сформированные на поверхности электрофотографического светочувствительного элемента, в настоящем изобретении могут включать, например, при обзоре поверхности светочувствительного элемента, углубленные участки, имеющие форму, которая целиком состоит из прямых линий, углубленные участки, имеющие форму, которая целиком состоит из искривленных линий, а также углубленные участки, имеющие форму, состоящую как из прямых, так и из искривленных линий. Формы, состоящие из прямых линий, могут включать, например, треугольники, четырехугольники, пятиугольники и шестиугольники. Формы, состоящие из искривленных линий, могут включать, например, окружности и эллипсы. Формы, состоящие из прямых и искривленных линий, могут включать, например, четырехугольники со скругленными углами, шестиугольники со скругленными углами и сектора.
Углубленные участки, сформированные на поверхности электрофотографического светочувствительного элемента согласно настоящему изобретению, могут также включать, например, при взгляде на поперечное сечение светочувствительного элемента, углубленные участки, имеющие форму, которая целиком состоит из прямых линий, углубления, имеющие форму, которая целиком состоит из искривленных линий, а также углубления, имеющие форму, состоящую как из прямых, так и из искривленных линий. Формы, состоящие из прямых линий, могут включать, например, треугольники, четырехугольники, пятиугольники и шестиугольники. Формы, состоящие из искривленных линий, могут включать, например, части окружностей и части эллипсов. Формы, состоящие из прямых и искривленных линий, могут включать, например, четырехугольники со скругленными углами и сектора.
Отдельные примеры углубленных участков на поверхности электрофотографического светочувствительного элемента согласно настоящему изобретению могут включать углубленные участки, показанные на фиг.1A-1G (примеры формы углубленных участков на поверхности при наблюдении сверху) и фиг.2A-2G (примеры формы углубленных участков в поперечном сечении). Углубленные участки на поверхности электрофотографического светочувствительного элемента согласно настоящему изобретению индивидуально могут иметь различные формы, размеры и глубины. Также все они могут иметь одинаковые формы, размеры и глубины. Далее, поверхность электрофотографического светочувствительного элемента может представлять собой поверхность, на которой имеется комбинация углубленных участков, которые индивидуально имеют различные формы, размеры и глубины, с углублениями, которые имеют одинаковую форму, размер и глубину.
Термин «диаметр по большой оси» в настоящем изобретении относится к отрезку прямой линии, которая является самой длинной из всех прямых линий, пересекающих входное отверстие каждого из углубленного участка. Говоря конкретно, как показано отрезками, обозначающими диаметр по большой оси Rpc на фиг.1A-1G, и отрезками, обозначающими диаметр по большой оси Rpc на фиг.2A-2G, этот термин относится к максимальной длине отверстия в поверхности, соответствующего каждому углубленному участку на уровне поверхности, которая окружает отверстия углубленных участков на поверхности электрофотографического светочувствительного элемента. Например, если углубленный участок имеет отверстие в форме окружности, термин «диаметр по большой оси» относится к диаметру этой окружности. Если углубленный участок имеет отверстие в форме эллипса, термин «диаметр по большой оси» относится к диаметру по длине эллипса. Если углубленный участок имеет отверстие в форме четырехугольника, термин «диаметр по большой оси» относится к самой длинной из диагональных линий.
Термин «глубина» в настоящем изобретении относится к расстоянию между наиболее глубокой частью каждого углубленного участка и уровнем его отверстия. Говоря конкретно, как показано на фиг.2A-2G отрезками, обозначающими глубину, этот термин относится к расстоянию между наиболее глубокой частью каждого углубленного участка и его отверстием на уровне поверхности S, которая окружает отверстия, соответствующие углубленным участкам на поверхности электрофотографического светочувствительного элемента.
Электрофотографический светочувствительный элемент согласно настоящему изобретению представляет собой электрофотографический светочувствительный элемент, на поверхности которого имеются описанные выше углубленные участки, представляющие собой углубления, каждое из которых имеет соотношение глубины (Rdv) к диаметру по большой оси (Rpc), т.е. Rdv/Rpc, составляющее от более чем 1,0 до 7,0 или менее. Это показывает, что изобретение относится к электрофотографическому светочувствительному элементу, на поверхности которого присутствуют углубленные участки, глубина которых превышает диаметр по большой оси.
В настоящем изобретении углубленные участки формируют по меньшей мере на поверхности электрофотографического светочувствительного элемента. Область, в которой имеются углубленные участки на поверхности светочувствительного элемента, может представлять собой всю область поверхности светочувствительного элемента, или же углубленные участки могут быть сформированы на определенной части поверхности. Для достижения хорошей эффективности очистки, предпочтительно, чтобы углубленные участки были сформированы хотя бы на той части поверхности, которая приходит в соприкосновение с чистящим ножом.
Применение электрофотографического светочувствительного элемента согласно настоящему изобретению может в значительной степени поддержать эффективность очистки и предохранить изображение от появления разнообразных дефектов. Причины полностью не ясны. Считается, что этот результат достигается вследствие того факта, что электрофотографический светочувствительный элемент, на поверхности которого имеются углубленные участки, глубина которых превышает диаметр по большой оси, приобретает низкое сопротивление трения. Говоря более подробно, сопротивление трения между электрофотографическим светочувствительным элементом и чистящим ножом демонстрирует тенденцию к уменьшению с уменьшением площади контакта, поскольку электрофотографический светочувствительный элемент имеет неравномерный профиль поверхности. Однако, поскольку чистящий нож сам по себе является гибким элементом, считается, что нож до некоторой степени следует за профилем поверхности электрофотографического светочувствительного элемента. Соответственно, считается, что если его поверхность не имеет подходящего профиля, то можно не получить значительного чистящего эффекта. В случае электрофотографического светочувствительного элемента согласно настоящему изобретению на поверхности указанного электрофотографического светочувствительного элемента имеются углубленные участки, глубина которых превышает диаметр по большой оси, и считается, что чистящий нож демонстрирует тенденцию удерживаться от того, чтобы следовать за профилем поверхности электрофотографического светочувствительного элемента, и это позволяет добиться исключительно низкого сопротивления трения между электрофотографическим светочувствительным элементом и чистящим ножом. В результате улучшается эффективность очистки, причем хорошая эффективность очистки поддерживается не только на начальной стадии, но также и во время продолжительной эксплуатации и, следовательно, по этой причине можно предупредить появление различных дефектов изображения.
В случае электрофотографического светочувствительного элемента согласно настоящему изобретению, коэффициент трения между электрофотографическим светочувствительным элементом и чистящим ножом, как указано выше, может быть очень малым, и считается, что это делает очистку элемента очень эффективной, причем эффективность сохраняется даже если проявитель не удерживается между ними в достаточной степени. Кроме того, электрофотографический светочувствительный элемент согласно настоящему изобретению имеет на своей поверхности углубленные участки, глубина каждого из которых превышает диаметр по большой оси. Это может позволить компонентам проявителя, таким как тонер или дополнительные присадки, оставаться в углубленных участках, и считается, что эта возможность также способствует хорошей эффективности очистки.
Хотя подробности не ясны, обычно считается, что хорошая эффективность очистки является состоянием, которое проявляется благодаря тому факту, что компоненты проявителя, такие как тонер или дополнительные присадки, остающиеся на поверхности светочувствительного элемента и не подвергшиеся переносу с нее, находятся между чистящим ножом и электрофотографическим светочувствительным элементом. Т.е. в известном уровне техники считалось, что эффективность очистки выражается использованием части проявителя, не подвергшейся переносу на изображение. Так, например, в зависимости от увеличения или уменьшения количества компонентов проявителя, не подвергшихся переносу, в некоторых случаях могут возникать такие проблемы, как адгезия при плавлении, вызванная оставшимися компонентами проявителя, а также увеличение сопротивления трения.
Говоря более конкретно, хорошая эффективность очистки демонстрируется в тех случаях, когда компоненты проявителя, такие как тонер или дополнительные добавки (присадки), не подвергшиеся переносу на изображение, в значительной степени используются в дальнейшей работе в больших количествах. Однако сопротивление трения между чистящим ножом и электрофотографическим светочувствительным элементом имеет тенденцию к увеличению, если, например, в большом количестве происходит распечатка изображения, имеющего низкую плотность печати и если, например, выполняется непрерывная монохромная печать на электрофотографической системе тандемного типа. В результате компоненты проявителя имеют тенденцию налипать при плавлении на чистящий нож и светочувствительный элемент. Считается, что это происходит из-за того, что компоненты проявителя, такие как тонер и дополнительные добавки, имеющиеся между чистящим ножом и электрофотографическим светочувствительным элементом, находятся там в исключительно малом количестве. В качестве способа противодействия этому явлению, электрофотографический светочувствительный элемент согласно настоящему изобретению содержит на своей поверхности углубленные участки, у каждого из которых глубина превышает диаметр по большой оси. Это может привести к тому, что компоненты проявителя, такие как тонер или дополнительные добавки, будут оставаться в углубленных участках, и, кроме того, считается, что это способствует хорошей эффективности очистки. Таким образом, можно считать, что какие-либо затруднения с очисткой не возникнут слишком легко, даже при печати в большом объеме изображений, имеющих низкую плотность печати, и в случае если монохромная печать непрерывно осуществляется на электрофотографической системе тандемного типа.
На поверхности электрофотографического светочувствительного элемента согласно настоящему изобретению предпочтительно могут иметься углубленные участки, каждый из которых имеет соотношение глубины к диаметру по большой оси, т.е. Rdv/Rpc, от более чем 1,0 до 7,0 или менее в количестве от 50 до 70000 или менее штук на квадратную площадку поверхности электрофотографического светочувствительного элемента со стороной 100 мкм. Нанесение большого количества углубленных участков с указанными параметрами на единицу площади обеспечивает возможность получения электрофотографического светочувствительного элемента, имеющего хорошую эффективность очистки. Далее, может быть предпочтительно, чтобы на поверхности электрофотографического светочувствительного элемента находились углубленные участки, каждый из которых имеет соотношение глубины к диаметру по большой оси, т.е. Rdv/Rpc, от более чем 1,0 до 7,0 или менее в количестве от 100 или более до 50000 или менее на квадратную площадку со стороной 100 мкм. Кроме того, на единице площади могут иметься углубленные участки или полости, отличные от углубленных участков, каждый из которых имеет соотношение глубины к диаметру по большой оси, т.е. Rdv/Rpc, равное от более чем 1,0 до 7,0 или менее. В данном случае, что касается квадратной площадки со стороной 100 мкм, поверхность электрофотографического светочувствительного элемента делят на 4 равные области в направлении вращения светочувствительного элемента, которые затем делят на 25 равных областей в направлении, перпендикулярном направлению вращения светочувствительного элемента, получая в общей сложности 100 областей, и затем в каждой из таких областей для осуществления измерений выбирают квадратные площадки со стороной 100 мкм.
На поверхности электрофотографического светочувствительного элемента, отношение i) средней глубины (Rdv-A), найденной измерением глубин всех углубленных участков, попадающих в квадрат со стороной 100 мкм, и вычислением их среднего значения к ii) среднему диаметру по большой оси (Rpc-A), найденному измерением диаметров по большим осям всех углубленных участков, попадающих в квадрат со стороной 100 мкм, и вычислением их среднего значения, т.е. соотношение Rdv-A/Rpc-A, может иметь значение от более чем 1,0 до 7,0 или менее. Это отношение является предпочтительным с точки зрения хорошей эффективности очистки. Кроме того, отношение средней глубины (Rdv-A) к среднему диаметру по большой оси (Rpc-A), т.е. Rdv-A/Rpc-A, может составлять от 1,3 или более до 5,0 или менее. Это отношение является предпочтительным с точки зрения хорошей эффективности очистки.
Глубина (Rdv) углубленных участков на поверхности электрофотографического светочувствительного элемента согласно настоящему изобретению может иметь любое значение, соответствующее установленному диапазону соотношений глубины к диаметру по большой оси, т.е. Rdv/Rpc, от более чем 1,0 до 7,0 или менее, но при этом глубина может составлять от более чем 3,0 мкм до 10,0 мкм или менее. Эти значения являются предпочтительными с точки зрения хорошей эффективности очистки. Кроме того, глубина (Rdv) предпочтительно может находиться в пределах от 3,5 мкм или более до 8,0 мкм или менее.
Средняя глубина (Rdv-A), найденная измерением глубин всех углубленных участков, попадающих в пределы квадратной площадки со стороной 100 мкм на поверхности электрофотографического светочувствительного элемента согласно настоящему изобретению и вычислением их среднего значения, может составлять от более чем 3,0 мкм до 10,0 мкм или менее. Эти значения являются предпочтительными с точки зрения высокой эффективности очистки. Далее, средняя глубина (Rdv-A) предпочтительно может составлять от 3,5 мкм или более до 8,0 мкм или менее.
Диаметр по большой оси (Rpc) углубленных участков на поверхности электрофотографического светочувствительного элемента согласно настоящему изобретению предпочтительно может составлять от 3,0 до 10,0 мкм. Далее, диаметр по большой оси (Rpc) предпочтительно может составлять от более чем 3,5 мкм до 8,0 мкм или менее.
Средний диаметр по большой оси (Rpc-A), найденный измерением диаметров по большой оси всех углубленных участков, попадающих в пределы квадратной области со стороной 100 мкм на поверхности электрофотографического светочувствительного элемента согласно настоящему изобретению, и вычислением среднего значения, может составлять от 0,1 мкм или более до 10 мкм или менее. Эти значения предпочтительны с точки зрения высокой эффективности очистки. Далее, средний диаметр по большой оси (Rpc-A) предпочтительно может составлять от 0,5 мкм или более до 8,0 мкм или менее.
Углубленные участки, каждый из которых имеет отношение глубины к диаметру по большой оси, т.е. Rdv/Rpc от более чем 1,0 до 7,0 или менее, могут располагаться на поверхности электрофотографического светочувствительного элемента согласно настоящему изобретению в любой компоновке. Говоря более подробно, углубленные участки, каждый из которых имеет отношение глубины к диаметру по большой оси, т.е. Rdv/Rpc от более чем 1,0 до 7,0 или менее, могут располагаться на поверхности произвольным образом или могут быть скомпонованы регулярно. Для улучшения однородности поверхности для достижения эффективности очистки, предпочтительно, чтобы углубленные участки располагались регулярно.
В настоящем изобретении, углубленные участки на поверхности электрофотографического светочувствительного элемента могут наблюдаться с помощью имеющихся в продаже лазерных микроскопов, оптических микроскопов, электронных микроскопов или атомно-силовых микроскопов.
В качестве лазерных микроскопов можно применять, например, следующие устройства. Микроскоп VK-8550 для измерения ультраглубокого профиля, микроскоп VK-9000 для измерения ультраглубокого профиля и микроскоп VK-9500 для измерения ультраглубокого профиля (все приборы произведены Keyence Corporation), система измерения профиля SURFACE EXPLORER SX-520DR model instrument (произведена Ryoka Systems Inc.), сканирующий конфокальный лазерный микроскоп OLS3000 (произведен Olympus Corporation), а также конфокальный микроскоп с режимом реального цвета OPTELICS C130 (произведен Lasertec Corporation).
В качестве оптических микроскопов можно применять, например, следующие устройства. Цифровой микроскоп VHX-500 и цифровой микроскоп VHX-2000 (оба производства Keyence Corporation), а также 3D цифровой микроскоп VC-7700 (производства Omron Corporation).
В качестве электронного микроскопа может применяться, например, следующее оборудование. 3D микроскоп с реальным режимом обзора поверхности VE-9800 и 3D микроскоп с реальным режимом обзора поверхности VE-8800 (оба производства Keyence Corporation), сканирующий электронный микроскоп Conventional/Variable Pressure System SEM (производства SII Nano Technology Inc.), а также сканирующий электронный микроскоп SUPER SCAN SS-550 (производства Shimadzu Corporation).
В качестве атомно-силового микроскопа может применяться, например, следующее оборудование. Гибридный наномикроскоп VN-8000 (производства Keyence Corporation), микроскоп со сканирующим датчиком NanoNavi Station (производства SII Nano Technology Inc.) и микроскоп со сканирующим датчиком SPM-9600 (производства Shimadzu Corporation).
Применяя перечисленные выше микроскопы, можно наблюдать диаметр по большой оси и глубину углубленных участков в измерительном визуальном поле при установленных увеличениях, с целью измерения указанных параметров. Затем с помощью вычислений можно найти отношение площади отверстий углубленных участков к единице площади поверхности.
Измерения с помощью прибора Surface Explorer SX-520DR с применением программы для анализа результатов описаны в одном из примеров. Объект измерений, т.е. электрофотографический светочувствительный элемент, помещают на рабочую опору. Регулируют наклон, чтобы привести опору в такое положение, в котором данные о трехмерном профиле внешней поверхности электрофотографического светочувствительного элемента поступают в анализатор в волновом режиме. В данном случае при наблюдении визуального поля 100 мкм × 100 мкм (10000 мкм2) объектив может быть установлен на увеличение 50. Согласно описываемому способу поверхность измеряемого объекта, т.е. светочувствительного элемента, делят на 4 равные области в направлении вращения светочувствительного элемента, которые затем делят на 25 областей в направлении, перпендикулярном направлению вращения светочувствительного элемента, для получения в общей сложности 100 областей, и в каждой из этих областей выделяют квадратные участки со стороной 100 мкм для проведения измерений.
Затем отображают данные о поверхности электрофотографического светочувствительного элемента, ограниченной контурными линиями, с применением специальной аналитической программы, включенной в программное обеспечение для анализа данных.
Каждый из аналитических параметров углубленных участков, как, например, профиль, диаметр по большой оси, глубина и площадь отверстий углубленных участков, может быть оптимизирован в соответствии с другими параметрами полученных углубленных участков. Например, если обнаружены углубленные участки, измеренный диаметр которых по большой оси составил примерно 10 мкм, верхний предел диаметра по большой оси может быть установлен равным 15 мкм, нижний предел диаметра по большой оси равен 1 мкм, нижний предел глубины 0,1 мкм и нижний предел объема 1 мкм3 или более. Затем подсчитывают количество углубленных участков, которые различимы в качестве таковых на аналитической картинке изображения, и полученную величину считают количеством углубленных участков.
В описанном выше визуальном поле и при указанных условиях анализа может быть рассчитана общая площадь отверстий углубленных участков, исходя из общей площади отверстий, соответствующих углубленным участкам, которая найдена с применением упомянутой выше специальной аналитической программы, и процентная доля площади отверстий углубленных участков (далее по тексту именуемая просто процентной долей площади, относящейся к указанной процентной доле площади отверстий) может быть рассчитана в соответствии со следующим выражением.
[(общая площадь отверстий углубленных участков)/(общая площадь отверстий углубленных участков + общая площадь поверхности, без углубленных участков)] × 100(%)
В связи с этим, что касается углубленных участков с диаметром по большой оси примерно 1 мкм, их измерение можно проводить с помощью лазерного микроскопа и оптического микроскопа. Однако, если необходима более высокая точность измерений, желательно осуществлять наблюдения и измерения в комбинации с электронным микроскопом.
Далее описаны способы обработки поверхности электрофотографического светочувствительного элемента согласно настоящему изобретению.
Не существует конкретных ограничений в отношении способов формирования профиля поверхности в том случае, если речь идет о способах, которые могут удовлетворить перечисленным выше требованиям, касающимся углубленных участков на поверхности. Приводя примеры способов обработки поверхности электрофотографического светочувствительного элемента можно указать на способ обработки поверхности электрофотографического светочувствительного элемента с помощью излучения лазера, имеющего в качестве выходной характеристики ширину импульса, равную 100 нс (наносекунд) или менее, способ обработки поверхности путем приведения в соприкосновение под давлением поверхности электрофотографического светочувствительного элемента с формой, имеющей необходимый профиль поверхности, для того чтобы вызвать перенос профиля поверхности, а также способ обработки поверхности, включающей инициирование конденсации на поверхности электрофотографического светочувствительного элемента во время ее формирования.
В первую очередь описан способ обработки поверхности электрофотографического светочувствительного элемента с помощью излучения лазера, имеющего в качестве выходной характеристики ширину импульса, равную 100 нс (наносекунд) или менее. Примеры лазера, применяемого в данном способе, могут включать эксимерный лазер, использующий в качестве рабочей среды смесь газов, как например, ArF, KrF, XeF или XeCl, а также фемтосекундный лазер, на основе титан-сапфира в качестве рабочей среды. Далее, в указанном выше излучении лазера свет предпочтительно может иметь длину волны 1000 нм или менее.
Эксимерный лазер представляет собой лазер, который излучает свет посредством следующих стадий. Во-первых, смесь газов, а именно инертного газа, такого как Ar, Kr или Xe, и газообразного галогена, такого как F или Cl, подвергают действию разряда, электронного пучка или рентгеновских лучей с высокой энергией с целью возбуждения и образования соединений указанных выше элементов. После этого энергию понижают до исходного состояния, что вызывает диссоциацию, во время которой эксимерный лазер излучает свет. Газовая смесь, применяемая в эксимерном лазере, может включать ArF, KrF, XeCl и XeF, причем может применяться любая из этих смесей. В частности, предпочтительными являются KrF или ArF.
В способе получения углубленных участков применяется маска, в которой имеются соответствующим образом расположенные области a, экранирующие излучение лазера, и области b, пропускающие излучение лазера, как показано на фиг.3. Только прошедшее сквозь маску излучение лазера собирается при помощи объектива, и поверхность электрофотографического светочувствительного элемента облучается этим излучением. Это позволяет получать углубленные участки, имеющие желаемую форму и компоновку. В описанном выше способе обработки поверхности электрофотографического светочувствительного элемента излучением лазера, обработка поверхности может выполняться мгновенно и одновременно с образованием большого количества углубленных участков в определенной области, независимо от формы и площади углубленных участков. Следовательно, стадия обработки поверхности может быть проведена в короткое время. Под действием лазерного излучения с применением указанной маски поверхность электрофотографического светочувствительного элемента под действием одной порции излучения подвергается обработке на площади от нескольких мм2 до нескольких см2. При описанной лазерной обработке, во-первых, как показано на фиг.4, электрофотографический светочувствительный элемент f вращают с помощью рабочего двигателя d вращения. Во время вращения элемента, положение лазерного излучения излучателя света эксимерного лазера смещают в направлении оси электрофотографического светочувствительного элемента f. Это дает возможность с высокой эффективностью получать углубленные участки на обширных участках поверхности электрофотографического светочувствительного элемента.
Описанный выше способ обработки поверхности электрофотографического светочувствительного элемента с применением лазерного излучения может приводить к получению электрофотографического светочувствительного элемента, в котором поверхностный слой содержит множество углубленных участков, которые независимы друг от друга и у которых диаметр каждого углубленного участка по большой оси представлен величиной Rpc, и глубина, которая показывает расстояние между наиболее глубокой частью каждого углубленного участка и его отверстием, представлена величиной Rdv, причем каждая углубленная часть имеет отношение глубины к диаметру по большой оси, т.е. Rdv/Rpc от более чем 1,0 до 7,0 или менее. Каждый из углубленных участков может иметь любую глубину в пределах указанного выше диапазона. В случае, если поверхность электрофотографического светочувствительного элемента обрабатывают лазерным излучением, глубину углубленных участков можно регулировать подбором условий обработки, таких как время и количество порций лазерного излучения. С точки зрения точности при производстве или производительности, в случае если поверхность электрофотографического светочувствительного элемента обрабатывают лазерным излучением, желательно, чтобы углубленные участки, образованные одной порцией излучения, имели глубину от 0,1 мкм или более до 2,0 мкм или менее, и предпочтительно от 0,3 мкм или более до 1,2 мкм или менее. Применение способа обработки поверхности электрофотографического светочувствительного элемента лазерным излучением делает возможным реализацию обработки поверхности электрофотографического светочувствительного элемента с высокой степенью регулируемости в отношении размера, формы и расположения углубленных участков, при высокой точности и высокой степени свободы.
При применении способа обработки поверхности электрофотографического светочувствительного элемента лазерным излучением этот способ обработки поверхности может применяться к большому числу участков поверхности или ко всей поверхности светочувствительного элемента с использованием одного и того же рисунка маски. Этот способ обработки дает возможность получать углубленные участки с высокой однородностью по всей поверхности светочувствительного элемента. В результате механическое усилие, которое необходимо прикладывать к чистящему ножу при применении в электрофотографическом устройстве, может быть равномерным. Кроме того, как показано на фиг.5, может быть получен такой рисунок маски, что и углубленные участки h, и поверхность, не содержащая углубленных участков g, имеются на линиях (показанных стрелками), соответствующих любым направлениям на внешней поверхности светочувствительного элемента. Это дает возможность в еще большей степени предупредить локализацию механического усилия, приложенного к чистящему ножу.
Далее будет описан способ обработки поверхности, включающий приведения в соприкосновение под давлением поверхности электрофотографического светочувствительного элемента с формой, имеющей необходимый профиль поверхности, для осуществления переноса профиля поверхности.
Фиг.6 представляет собой схематический вид, показывающий пример блока обработки для контактного переноса профиля поверхности под давлением по настоящему изобретению, в которой применяется соответствующая форма. Форму B с необходимым профилем помещают в прессующий модуль A, который способен многократно создавать давление и освобождать от давления, после чего приводят в соприкосновение с электрофотографическим светочувствительным элементом C при определенном давлении для осуществления стадии переноса профиля поверхности. После этого исключают приложение давления в первый раз, чтобы повернуть электрофотографический светочувствительный элемент C, и затем снова создают давление, чтобы осуществить следующую стадию переноса профиля поверхности. Повторение описанных стадий дает возможность сформировать необходимые углубленные участки на всей внешней поверхности электрофотографического светочувствительного элемента.
Альтернативно, как показано на фиг.7 в прессующий модуль A можно поместить, например, форму B, имеющую необходимый профиль поверхности и длину, соответствующую приблизительно одной длине окружной поверхности электрофотографического светочувствительного элемента C, после чего привести ее в соприкосновение с электрофотографическим светочувствительным элементом C при соответствующем давлении, осуществляя при этом вращение электрофотографического светочувствительного элемента (в направлении указанном стрелкой) и его перемещение (в направлении показанном другой стрелкой) с целью получения необходимых углубленных участков на всей внешней поверхности электрофотографического светочувствительного элемента.
В качестве другого способа можно удерживать форму в виде листа между прессующим блоком цилиндрической формы и подвергать обработке поверхность электрофотографического светочувствительного элемента поверхностью прессующего блока при подаче листовой формы.
С целью эффективного выполнения переноса профиля поверхности форму и электрофотографический светочувствительный элемент можно подвергать нагреву. Форма и электрофотографический светочувствительный элемент могут быть нагреты до любой температуры, при которой может быть сформирован профиль поверхности согласно настоящему изобретению. Предпочтительно они могут быть нагреты таким образом, чтобы температура (°C) формы во время переноса профиля поверхности могла бы быть выше, чем температура стеклования (°C) светочувствительного слоя на подложке электрофотографического светочувствительного элемента. Далее, помимо нагревания формы, температура подложки (°C) во время переноса профиля поверхности может регулируемым образом поддерживаться ниже температуры стеклования (°C) светочувствительного слоя. Это предпочтительно для того, чтобы на поверхность электрофотографического светочувствительного слоя переносились углубленные участки стабильной формы.
Если электрофотографический светочувствительный элемент согласно настоящему изобретению представляет собой светочувствительный элемент, включающий слой переноса заряда, форма во время переноса профиля поверхности может быть предпочтительно нагрета до такой температуры (°C), которая может превышать температуру стеклования (°C) слоя переноса заряда на подложке. Далее, помимо нагревания формы, температура подложки (°C) во время переноса профиля поверхности может регулируемым образом поддерживаться ниже температуры стеклования (°C) слоя переноса заряда. Это предпочтительно для того, чтобы на поверхность электрофотографического светочувствительного слоя переносились углубленные участки стабильной формы.
Материал, размер и профиль поверхности самой формы могут быть подобраны надлежащим образом. Материал может включать пластины из металла и кремния с тщательно обработанной поверхностью, на которые нанесен соответствующий рисунок с применением резиста и пленок смолы с мелкодисперсными частицами или пленок смолы, имеющих необходимый тонкий профиль поверхности, которые были покрыты металлом. Примеры профиля поверхности формы показаны на фиг.8A и 8B. На фиг.8A вид (1) показывает профиль поверхности формы при обзоре сверху, и вид (2) показывает профиль поверхности формы при обзоре сбоку. Аналогично, на фиг.8B вид (1) показывает профиль поверхности формы при виде сверху, и вид (2) показывает профиль поверхности формы при виде сбоку.
Кроме того, между формой и прессующим модулем может быть помещен эластичный элемент с целью обеспечения равномерного давления на электрофотографический светочувствительный элемент.
Описанный выше способ обработки поверхности, включающий приведение в соприкосновение под давлением поверхности электрофотографического светочувствительного элемента с формой, имеющей необходимый профиль поверхности, для осуществления переноса профиля поверхности, позволяет получить электрофотографический светочувствительный элемент, в котором его поверхностный слой содержит множество независимых друг от друга углубленных участков, где диаметр каждого углубленного участка по большой оси представлен величиной Rpc, и глубина, которая показывает расстояние между наиболее глубокой частью каждого углубленного участка и его отверстием, представлена величиной Rdv, причем каждый углубленный участок имеет отношение глубины к диаметру по большой оси, т.е. Rdv/Rpc, от более чем 1,0 до 7,0 или менее. Каждый из углубленных участков может иметь любую глубину в пределах указанного выше диапазона. В случае, если форму, имеющую необходимый профиль поверхности, приводят в соприкосновение под давлением с поверхностью электрофотографического светочувствительного элемента, с целью осуществления переноса профиля поверхности, желательная глубина углубленных участков может составлять от 0,1 или более до 10 мкм или менее. Применение способа обработки поверхности путем приведения в соприкосновение под давлением формы, имеющей необходимый профиль поверхности, с поверхностью электрофотографического светочувствительного элемента, с целью осуществить перенос профиля поверхности, позволяет реализовать обработку поверхности электрофотографического светочувствительного элемента с высокой степенью регулируемости в отношении размеров, формы и расположения углублений, при высокой точности и значительной степени свободы.
Далее описан способ обработки поверхности инициированием конденсации на поверхности электрофотографического светочувствительного элемента во время формирования его поверхности. Способ обработки поверхности инициированием конденсации на поверхности электрофотографического светочувствительного элемента во время формирования его поверхности представляет собой способ, в котором получают раствор покрытия поверхностного слоя, содержащий связующий полимер и определенный ароматический органический растворитель, причем содержание ароматического органического растворителя составляет от 50% или более до 80% или менее по массе относительно общей массы растворителя в растворе покрытия поверхностного слоя, и получают поверхностный слой, на котором сформированы независимые друг от друга углубленные участки с помощью стадии формирования покрытия, во время которой покрывают основу светочувствительного элемента (элемент как основа, на которой необходимо сформировать поверхностный слой) с применением раствора покрытия, с последующей стадией конденсации, во время которой выдерживают основу элемента, покрытую с раствором покрытия внешнего слоя, и инициируют конденсацию на поверхности основы элемента, покрытой указанным раствором, и затем стадии высушивания, во время которой высушивают основу элемента, на поверхности которого происходила конденсация.
В число упомянутых выше связующих полимеров могут входить, например, акриловые полимеры, полимеры стирола, полиэфиры, поликарбонаты, полиарилаты, полисульфоны, полиэтиленоксиды, эпоксиполимеры, полиуретаны, алкидные полимеры и ненасыщенные полимеры. В частности, предпочтительными являются полиметилметакрилаты, полистиролы, сополимеры стирола и акрилонитрила, поликарбонаты, полиарилаты и полимеры диаллилфталатов. Еще более предпочтительными являются поликарбонаты или полиарилаты. Любой из перечисленных полимеров можно применять по отдельности или в форме смеси, или сополимера двух или нескольких типов полимеров.
Указанный выше определенный ароматический органический растворитель представляет собой растворитель, имеющий низкое сродство к воде. Конкретно такие растворители могут включать 1,2-диметилбензол, 1,3-диметилбензол, 1,4-диметилбензол, 1,3,5-триметилбензол и хлорбензол.
Важно, чтобы упомянутый выше раствор покрытия внешнего слоя содержал ароматический органический растворитель. Раствор покрытия внешнего слоя может дополнительно содержать органический растворитель, имеющий высокое сродство к воде, или воду, с целью стабильного формирования углубленных участков. В качестве органического растворителя, имеющего высокое сродство к воде, предпочтительно можно применять (метилсульфинил)метан (распространенное наименование: диметилсульфоксид), тиолан-1,1-дион (распространенное наименование: сульфолан), N,N-диметилкарбоксамид, N,N-диэтилкарбоксамид, диметилацетамид или 1-метилпирролидин-2-он. Любой из этих органических растворителей может применяться сам по себе или же можно применять смесь растворителей двух или нескольких типов.
Упомянутая выше стадия конденсации, во время которой инициируют конденсацию на поверхности основы светочувствительного элемента, представляет собой стадию, в ходе которой основу элемента, покрытую раствором слоя внешнего покрытия, выдерживают в течение определенного времени в атмосфере, в которой имеет место конденсация на поверхности основы элемента. В этом способе обработки поверхности, термин «конденсация» означает, что под действием воды образуются капельки на поверхности основы светочувствительного элемента, покрытой слоем раствора внешнего покрытия. На условия, при которых имеет место конденсация на поверхности основы элемента, оказывает влияние относительная влажность атмосферы, в которой выдерживается основа элемента, а также условия парообразования (например, теплота парообразования) для растворителя, применяемого в растворе покрытия. Однако раствор слоя внешнего покрытия содержит ароматический органический растворитель в количестве 50 или более процентов по массе, от общей массы растворителей в растворе слоя внешнего покрытия. Следовательно, условия, в которых возникает конденсация на поверхности основы светочувствительного элемента, подвержены меньшему влиянию условий парообразования растворителя раствора покрытия, и эти условия зависят в основном от относительной влажности среды, в которой выдерживают основу элемента. Относительная влажность, при которой инициируется конденсация на поверхности основы элемента, может составлять от 40% до 100%. Далее, предпочтительная относительная влажность может предпочтительно составлять от 60% или более до 95% или менее. Описанная стадия выдерживания основы светочувствительного элемента может потребовать времени, необходимого для образования капелек при конденсации. С точки зрения производительности это время предпочтительно может составить от 1 секунды до 300 секунд и далее может предпочтительно составлять от 10 секунд до 180 секунд. Для стадии выдерживания основы светочувствительного элемента важна относительная влажность, причем температура окружающей среды может предпочтительно составлять от 20°C или более до 80°C или менее.
Во время упомянутой выше стадии высушивания, в ходе которой происходит высушивание основы светочувствительного элемента, на которой прошла конденсация, за счет капелек, образовавшихся на поверхности во время стадии выдерживания основы элемента, может произойти образование углубленных участков на поверхности светочувствительного элемента. Для того, чтобы углубленные участки формировались с высокой однородностью, важно, чтобы высушивание представляло собой быстрое высушивание и, следовательно, предпочтительно, осуществлять высушивание при нагревании. Температура высушивания на стадии высушивания предпочтительно может составлять от 100°C до 150°C. Что касается времени стадии высушивания, в ходе которой высушивается основа светочувствительного элемента, подвергшаяся конденсации, может быть выбрано время, в течение которого можно удалить растворитель из раствора покрытия, нанесенного на основу светочувствительного элемента, и капельки, образовавшиеся на стадии конденсации. Время стадии высушивания предпочтительно может составлять от 20 минут до 120 минут, и предпочтительно может составлять от 40 минут до 100 минут.
С помощью описанного выше способа обработки поверхности путем инициирования конденсации на поверхности электрофотографического светочувствительного элемента во время формирования его поверхностного слоя образуются независимые друг от друга углубленные участки на поверхности электрофотографического светочувствительного элемента. Способ обработки поверхности с применением конденсации на поверхности электрофотографического светочувствительного элемента во время формирования его поверхностного слоя представляет собой способ, в котором капельки, которые должны образоваться при действии воды, получают с применением растворителя, имеющего низкое сродство к воде, и связующей смолы, с целью инициирования конденсации для образования углубленных участков. Углубленные участки, сформированные на поверхности электрофотографического светочувствительного элемента, полученные с помощью описываемого способа, образуются за счет силы когезии воды и, следовательно, каждое из них имеет форму углубленного участка с высокой однородностью.
Описываемый способ получения углублений представляет собой способ, в который входит стадия удаления капелек или удаления капелек в состоянии, когда имеет место их значительный рост. Следовательно, углубленные участки поверхности электрофотографического светочувствительного элемента представляют собой углубленные участки, полученные в форме капелек или в форме пчелиных сот (гексагональной форме). Термин «углубленные участки в форме капелек» относится к углублениям, выглядящим, например, круговыми или эллиптическими при взгляде на поверхность светочувствительного элемента, и углубленным участкам, выглядящим, например, как часть круга или эллипса при взгляде на поперечное сечение светочувствительного элемента. Углубленные участки в форме пчелиных сот (гексагональной форме) представляют собой, например, углубления, образованные в результате плотнейшего размещения капелек на поверхности электрофотографического светочувствительного элемента. Говоря более конкретно, этот термин относится к углубленным участкам, выглядящим круговыми, гексагональными или гексагональными со скругленными углами при взгляде на поверхность светочувствительного элемента, и углубленным участкам, выглядящим, например, как часть круга или прямоугольника при взгляде на поперечное сечение светочувствительного элемента.
Способ обработки поверхности путем конденсации на поверхности электрофотографического светочувствительного элемента во время формирования его внешнего слоя может приводить к получению электрофотографического светочувствительного элемента, в котором поверхностный слой включает множество независимых друг от друга углубленных участков, где диаметр каждого углубленного участка по большой оси выражен величиной Rpc и глубина, которая показывает расстояние между наиболее глубокой частью каждого углубленного участка и его отверстием, выражена величиной Rdv, причем каждое из углублений имеет отношение глубины к диаметру по большой оси, т.е. Rdv/Rpc, составляющее от более чем 1,0 до 7,0 или менее. Каждый из углубленных участков может иметь любую глубину в пределах указанного выше диапазона. Условия производства могут быть подобраны таким образом, чтобы отдельные углубленные участки могли иметь глубину от 0,5 мкм или более до 10 мкм или менее, более предпочтительно от более чем 3,0 мкм до 10,0 мкм или менее и еще более предпочтительно от 3,5 мкм или более до 8,0 мкм или менее.
Указанные выше параметры углубленных участков могут регулироваться подбором условий производства в диапазоне, указанном в описанном выше способе изготовления. Параметры углубленных участков могут регулироваться подбором, например, типа растворителя для раствора слоя поверхностного покрытия, содержания растворителя, относительной влажности на стадии конденсации, времени выдерживания на стадии конденсации и температуры высушивания, которые установлены в настоящем изобретении.
Далее описана конструкция электрофотографического светочувствительного элемента согласно настоящему изобретению.
Электрофотографический светочувствительный элемент согласно настоящему изобретению, как упоминалось выше, включает подложку и органический светочувствительный слой (далее по тексту именуемый просто «светочувствительным слоем»), нанесенный на подложку. Электрофотографический светочувствительный элемент согласно настоящему изобретению обычно может представлять собой цилиндрический органический электрофотографический светочувствительный элемент, в котором светочувствительный слой сформирован на широко применяемой цилиндрической основе, и, кроме того, основа может иметь форму ленты или листа.
Светочувствительный слой может быть либо светочувствительным слоем однослойного типа, который содержит материал, переносящий заряд, и материал, генерирующий заряд, в одном и том же слое, либо светочувствительным слоем многослойного типа (с разделением функций), который разделен на слой генерации заряда, содержащий материал, генерирующий заряд, и слой переноса заряда, содержащий материал, переносящий заряд. С точки зрения эффективности электрофотографического процесса электрофотографический светочувствительный элемент согласно настоящему изобретению предпочтительно может являться светочувствительным элементом, имеющим светочувствительный слой многослойного типа. Светочувствительный слой многослойного типа также может быть либо светочувствительным слоем обычного типа, в котором слой генерации заряда и слой переноса заряда расположены в названном порядке от стороны подложки, либо светочувствительным слоем обращенного типа, в котором слой переноса заряда и слой генерации заряда расположены в названном порядке от стороны подложки. В случае применения в электрофотографическом светочувствительном элементе согласно настоящему изобретению светочувствительного слоя многослойного типа этот слой предпочтительно может быть светочувствительным слоем обычного типа с целью эффективности электрофотографического процесса. Слой генерации заряда может быть сформирован в виде многослойной структуры, и слой переноса заряда также может быть сформирован в виде многослойной структуры. Далее, на светочувствительном слое может быть сформирован защитный слой с целью, например, улучшения эксплуатационных характеристик.
Что касается подложки, она предпочтительно может являться подложкой, обладающей электропроводностью (проводящей подложкой). Например, могут применяться подложки, изготовленные из металла, такого как алюминий, алюминиевый сплав или нержавеющая сталь. В случае алюминия или алюминиевого сплава можно применять ED трубки, EI трубки и трубки, полученные из этих трубок разрезанием, электролитической комбинированной полировкой (электролизом, осуществляемым с применением i) электрода, имеющего электролитическое действие и ii) электролитического раствора и полировкой, осуществляемой с применением шлифовального камня, обладающего полирующим действием) или мокрым, или сухим хонингованием. Кроме того, применимы упомянутые выше подложки, изготовленные из металла, или подложки, изготовленные из полимера (например, полиэтилентерефталата, полибутилентерефталата, фенольных полимеров, полипропилена или полистирольных полимеров) и имеющие слои в форме пленок, сформированных посредством нанесения в вакууме алюминия, алюминиевого сплава или сплава оксид индия-оксид олова. Также могут применяться подложки, полученные из полимера или бумаги, импрегнированных проводящими частицами, например частицами углерода, частицами оксида олова, частицами оксида титана или частицами серебра, а также подложки, сделанные из пластмассы, содержащей проводящий связующий полимер.
С целью предотвращения появления интерференционных полос, вызываемых рассеянием лазерного излучения или других источников, поверхность подложки может подвергаться нарезке и ей может быть придана шероховатость или она может быть подвергнута анодированию.
Если поверхность подложки представляет собой слой, предназначенный для обеспечения электропроводности, такой слой может иметь удельное объемное сопротивление от 1×1010 Ом·см или менее, и в частности более предпочтительно 1×106 Ом·см или менее.
Между подложкой и описанным позднее промежуточным слоем или светочувствительным слоем (слоем генерации заряда или слоем переноса заряда) может быть помещен проводящий слой, предназначенный для предотвращения интерференционных полос, вызванных рассеянием лазерного излучения или подобного излучения, или для покрытия царапин на поверхности подложки. Этот слой является слоем, сформированным путем покрытия подложки покрывающей жидкостью, полученной диспергированием проводящего порошка в подходящем связующем полимере.
Упомянутый проводящий порошок может включать следующие материалы: углеродную сажу, ацетиленовую сажу, порошки металлов, например алюминия, никеля, железа, нихрома, меди, цинка и серебра, а также порошки оксидов металлов, например проводящего оксида олова и ITO.
Применяемый совместно с порошком связующий полимер может включать следующие термопластичные полимеры, термоусадочные полимеры и светоотверждаемые полимеры: полистирол, сополимер стирола и акрилонитрила, сополимер стирола и бутадиена, сополимер стирола и малеинового ангидрида, полиэфир, поливинилхлорид, сополимер винилхлорида и винилацетата, поливинилацетат, поливинилиденхлорид, полиарилаты, феноксиполимеры, поликарбонат, полимеры ацетата целлюлозы, полимеры этилцеллюлозы, поливинилбутираль, поливинилформаль, поливинилтолуол, поли-N-винилкарбазол, акриловые полимеры, силиконовые полимеры, эпоксиполимеры, меламиновые полимеры, уретановые полимеры, фенольные полимеры и алкидные полимеры.
Проводящий слой может быть сформирован нанесением покрытия с помощью покрывающей жидкости, полученной диспергированием или растворением упомянутого проводящего порошка и связующего полимера в растворителе, относящемся к простым эфирам, таком как тетрагидрофуран или диметиловый эфир этиленгликоля, растворителе, относящемся к спиртам, таком как метанол, растворителе, относящемся к кетонам, таком как метилэтилкетон, или растворителе, относящемся к ароматическим углеводородам, таком как толуол. Проводящий слой предпочтительно может иметь среднюю толщину от 0,2 мкм или более до 40 мкм или менее, более предпочтительно от 1 мкм или более до 35 мкм или менее и еще более предпочтительно от 5 мкм или более до 30 мкм или менее.
Проводящий слой с проводящим пигментом или пигментом, регулирующим сопротивление, который диспергирован в проводящем слое, как правило приобретает шероховатую поверхность.
Кроме того, между подложкой или проводящим слоем и светочувствительным слоем (слоем генерации заряда и слоем переноса заряда) может быть нанесен промежуточный слой, как правило играющий роль барьера и способствующий адгезии. Промежуточный слой формируют с целью, например, улучшения сцепления светочувствительного слоя, улучшения характеристик покрытия, улучшения инжектирования электрического заряда из подложки и защиты светочувствительного слоя от любых электрических повреждений.
Промежуточный слой может быть сформирован путем покрытия отверждаемым полимером и последующего отверждения полимера с образованием полимерного слоя; или путем нанесения на проводящий слой жидкости, образующей слой промежуточного покрытия, содержащей связующий полимер, и высушивания сформированного мокрого покрытия.
Связующий полимер для получения промежуточного слоя может включать следующие вещества: водорастворимые полимеры, такие как поливиниловый спирт, поливинилметиловый эфир, полиакриловые кислоты, метилцеллюлозу, этилцеллюлозу, полиглутаминовую кислоту и казеин; а также полиамиды, полиимиды, поли(амид-имиды), поли(амидные кислоты), полимеры меламина, эпоксиполимеры, полиуретаны и полиглутаматы. Для эффективного достижения электроизолирующих свойств, а также с точки зрения свойств покрытия, сцепления, устойчивости к растворителям и электрического сопротивления, связующий полимер промежуточного слоя предпочтительно может представлять собой термопластический полимер. Говоря конкретно, предпочтительными являются термопластичные полиамиды. В качестве полиамида предпочтительным является низкокристаллический или некристаллический сополимер нейлон, в силу его способности образовывать покрытия в растворенном состоянии. Промежуточный слой предпочтительно может иметь среднюю толщину от 0,05 мкм или более до 7 мкм или менее, и более предпочтительно от 0,1 мкм или более до 2 мкм или менее.
В промежуточном слое могут быть диспергированы полупроводящие частицы или в него может быть включен материал, переносящий электроны (материал, принимающий электроны, например, акцептор), для того, чтобы поток носителей электрического заряда (носителей) не тормозился на промежуточном слое.
Далее описан светочувствительный слой согласно настоящему изобретению.
Материал, применяемый для генерации заряда в электрофотографическом светочувствительном элементе согласно настоящему изобретению, может включать следующие вещества: азопигменты, например, моноазо, диазо и триазо фталоцианиновые пигменты, такие как металл-фталоцианины и фталоцианины, не содержащие металла, пигменты индиго, такие как индиго и тиоиндиго, периленовые пигменты, такие как ангидриды периленовой кислоты и имиды периленовой кислоты, пигменты на основе полициклических хинонов, такие как антрахинон и пиренхинон, скварилиевые красители, пирилиевые соли и тиапирилиевые соли, трифенилметановые красители, неорганические материалы, такие как селен, селен-теллур и аморфный кремний, хинакридоновые пигменты, пигменты на основе солей азуленового ряда, цианиновые красители, ксантеновые красители, хинониминовые красители и стириловые красители. Из перечисленных соединений особенно предпочтительными являются металлфталоцианины, такие как фталоцианин оксититана, фталоцианин гидроксигаллия и фталоцианин хлорида галлия, поскольку они обладают высокой чувствительностью.
В случае, если светочувствительный слой представляет собой светочувствительный слой многослойного типа, связующий полимер, применяемый для формирования слоя генерации заряда, может включать следующие вещества: поликарбонаты, полиэфиры, полиакрилаты, полимеры бутираля, полимеры стирола, поливинилацетали, полимеры диаллилфталата, акриловые полимеры, метакриловые полимеры, полимеры винилацетата, фенольные полимеры, силиконовые полимеры, полисульфоны, сополимеры стирола и бутадиена, алкидные полимеры, эпоксиполимеры, полимеры мочевины и сополимеры винилхлорида и винилацетата. В частности, предпочтительными являются полимеры бутираля. Любое из перечисленных соединений можно применять само по себе или в виде смеси полимеров, или сополимера мономеров двух или нескольких типов.
Слой генерации заряда может быть сформирован путем нанесения жидкости, образующей покрытие слоя генерации заряда, полученной диспергированием вещества, генерирующего заряд, в смеси связующего полимера и растворителя, и последующего высушивания полученного жидкого покрытия. Слой генерации заряда может также представлять собой нанесенную в вакууме пленку материала, генерирующего заряд. В качестве способа диспергирования можно применить способ, в котором используется гомогенизатор, ультразвуковые волны, шаровая мельница, песочная мельница, размельчитель или вальцовая мельница. Материал, генерирующий заряд, и связующий полимер предпочтительно могут присутствовать в пропорции от 10:1 до 1:10 (соотношение масс) и, в частности, более предпочтительно от 3:1 до 1:1 (соотношение масс).
Растворитель, применяемый для приготовления жидкости, образующей слой генерации заряда, может быть выбран с учетом применяемого связующего полимера и растворимости или стабильности дисперсии материала, генерирующего заряд. Что касается органических растворителей, в их число могут входить спиртовые растворители, сульфоксиды, кетоны, простые эфиры, сложные эфиры и ароматические углеводороды.
Слой генерации заряда предпочтительно может иметь среднюю толщину 5 мкм или менее и в частности, более предпочтительно, от 0,1 мкм до 2 мкм.
В слой генерации заряда опционально могут быть добавлены сенсибилизатор, антиоксидант, поглотитель ультрафиолетового излучения и/или пластификатор различных типов. В слой генерации заряда также может быть включен материал, переносящий электроны (материал, принимающий электроны, например, акцептор), чтобы поток носителей электрического заряда (носителей) не накапливался в слое генерации заряда.
Материал, переносящий заряд, используемый в электрофотографическом светочувствительном слое согласно настоящему изобретению, может включать, например, триариламины, гидразоны, соединения, содержащие стирил, стильбены, пиразолины, оксазолы, триазолы и триарилметаны. Может применяться только один из перечисленных материалов, переносящих заряд, или же могут применяться материалы двух или нескольких типов.
Слой переноса заряда может быть сформирован нанесением раствора, образующего покрытие слоя переноса заряда и полученного растворением материала, переносящего заряд, и связующего полимера в растворителе, и затем высушиванием полученного жидкого покрытия. Кроме того, для получения слоя переноса заряда из перечисленных выше переносящих заряд материалов можно выбрать материал, способный образовывать пленку сам по себе, и получить пленку на его основе, без применения какого-либо связующего полимера.
В случае, если светочувствительный слой представляет собой светочувствительный слой многослойного типа, связующий полимер, применяемый для формирования слоя переноса заряда, может включать следующие материалы: акриловые полимеры, полимеры стирола, полиэфиры, поликарбонаты, полиарилаты, полисульфоны, полифениленоксиды, эпоксидные полимеры, полиуретаны, алкидные полимеры и ненасыщенные полимеры. В частности, предпочтительными являются полиметилметакрилаты, полистиролы, сополимеры стирола и акрилонитрила, поликарбонаты, полиарилаты и полимеры диаллилфталата. Любой из перечисленных полимеров может применяться сам по себе или в форме смеси полимеров или сополимера, включающего мономеры двух или нескольких типов.
Слой переноса заряда может быть сформирован нанесением раствора, образующего покрытие слоя переноса заряда и полученного растворением материала, переносящего заряд, и связующего полимера в растворителе, и затем высушиванием полученного жидкого покрытия. Материал, переносящий заряд, и связующий полимер предпочтительно могут присутствовать в пропорции от 2:1 до 1:2 (соотношение масс).
В число растворителей, используемых для получении жидкости, образующей слой переноса заряда, могут входить следующие вещества: кетоны, такие как ацетон и метилэтилкетон, сложные эфиры, такие как метилацетат и этилацетат, простые эфиры, такие как тетрагидрофуран, диоксолан, диметоксиметан и диметоксиэтан, ароматические углеводороды, такие как толуол, ксилол и хлорбензол. Любые из перечисленных растворителей могут использоваться по отдельности или в форме смеси растворителей двух или нескольких типов. Из числа упомянутых растворителей, с точки зрения способности растворять полимеры, предпочтительно применение простых эфиров или ароматических углеводородов.
Слой переноса заряда опционально может иметь среднюю толщину от 5 мкм до 50 мкм и, в частности, более предпочтительно от 10 мкм до 35 мкм.
Кроме того, к слою переноса заряда опционально могут быть добавлены, например, антиоксиданты, поглотители ультрафиолета и/или пластификаторы.
Для улучшения характеристик печати, которые являются одним из свойств, требуемых от электрофотографического светочувствительного элемента согласно настоящему изобретению, важен материал, используемый в слое переноса заряда, который служит поверхностным слоем в случае описанного выше типа светочувствительного слоя с разделенными функциями. Например, можно применить способ, в котором применяется связующий полимер, имеющий высокую прочность, способ, в котором применяется надлежащее соотношение между переносящим заряд материалом, демонстрирующим пластичность, и связующим полимером, а также способ, в котором применяется высокомолекулярный материал, переносящий заряд. Для еще большего улучшения характеристик печати эффективно применение поверхностного слоя, изготовленного из полимера отверждаемого типа.
Что касается способа, в котором поверхностный слой изготовлен из такого отверждаемого полимера, например, слой переноса заряда может быть изготовлен из отверждаемого полимера, или же на поверхности слоя переноса заряда может быть сформирован слой отверждаемого полимера, в качестве второго слоя переноса заряда или защитного слоя. Свойствами, требуемыми от слоя отверждаемого полимера, являются как прочность пленки, так и способность переносить заряд, и такой слой обычно изготавливают из материала, переносящего заряд, а также мономера или олигомера, способного к полимеризации или поперечному сшиванию. При необходимости можно также применить мелкодисперсные проводящие частицы с регулируемым сопротивлением для обеспечения способности слоя переносить заряд.
В способе, где указанный поверхностный слой изготовлен из отверждаемого полимера, в качестве материала, переносящего заряд, может применяться любое соединение, способное к переносу электронных дырок или электронов. Вещества для синтеза этих соединений могут включать вещества, способные к цепной полимеризации, содержащие акрилоилоксигруппу или стирольную группу. Также в число этих веществ могут входить соединения, способные к последовательной полимеризации, содержащие гидроксильную группу, алкоксисилильную группу или изоцианатную группу. С точки зрения эффективности электрофотографического процесса, наиболее важных целевых свойств, применяемых материалов и стабильности изготовления электрофотографического светочувствительного элемента, поверхностный слой которого изготовлен из отверждаемого полимера, предпочтительно применение комбинации вещества, переносящего электронные дырки, и вещества, способного к цепной полимеризации. Далее, особенно предпочтительно, чтобы электрофотографический светочувствительный элемент представлял собой элемент, изготовленный таким образом, чтобы у него имелся поверхностный слой, сформированный из отверждаемого соединения, обладающего способностью переносить электронные дырки и содержащего в молекуле акрилоилоксигруппу.
В качестве отверждающих средств могут применяться любые известные из уровня техники методы, в т.ч. нагревание, действие света или излучения.
Описанный отвержденный слой, если он является слоем переноса заряда, может иметь среднюю толщину от 5 мкм или более до 50 мкм или менее, и более предпочтительно от 10 мкм или более до 35 мкм или менее. В случае, если отвержденный слой является вторым слоем переноса заряда или защитным слоем, он предпочтительно может иметь среднюю толщину от 0,1 мкм или более до 20 мкм или менее, и еще более предпочтительно от 1 мкм или более до 10 мкм или менее.
В соответствующие слои электрофотографического светочувствительного элемента согласно настоящему изобретению могут быть введены различные добавки. Такие добавки могут включать средства для предотвращения старения, как, например, антиоксиданты, поглотители ультрафиолетового излучения и светостабилизаторы, а также мелкодисперсные органические или неорганические частицы. Средства для предотвращения старения могут включать антиоксиданты, представляющие собой пространственно затрудненные фенолы, светостабилизаторы, представляющие собой пространственно затрудненные амины, антиоксиданты, содержащие атом серы, и антиоксиданты, содержащие атом фосфора. Мелкодисперсные органические частицы могут включать высокомолекулярные полимерные частицы, например, частицы полимеров, содержащих атом фтора, мелкодисперсные частицы полистирола и частицы полиэтилена. Мелкодисперсные неорганические частицы могут включать частицы оксидов металлов, например, частицы оксида кремния и частицы оксида алюминия.
Как было указано выше, на поверхности электрофотографического светочувствительного элемента согласно настоящему изобретению имеются углубленные участки с определенными параметрами. Углубленные участки согласно настоящему изобретению действуют эффективно в том случае, когда они нанесены на светочувствительные элементы, поверхности которых не подвержены легкому износу.
Поверхностный слой электрофотографического светочувствительного элемента согласно настоящему изобретению предпочтительно может иметь модуль упругой деформации от 40% или более до 70% или менее, более предпочтительно от 45% или более до 65% или менее и еще более предпочтительно от 50% или более до 60% или менее. Поверхность электрофотографического светочувствительного элемента согласно настоящему изобретению также предпочтительно может иметь величину универсальной твердости (HU) от 140 Н/мм2 или более до 240 Н/мм2 или менее, и более предпочтительно от 150 Н/мм2 или более до 220 Н/мм2 или менее.
В настоящем изобретении значения универсальной твердости и модуля упругой деформации измерены с помощью прибора для измерения микротвердости FISCHER SCOPE H100V (производства Fischer Co.) при условиях температуры окружающей среды 25°C и относительной влажности 50%. Упомянутый FISCHER SCOPE H100V представляет собой прибор, в котором приводят в соприкосновение индентор и измеряемый объект (внешнюю поверхность электрофотографического светочувствительного элемента), и к индентору прилагают непрерывное усилие, причем глубина проникновения под действием приложенного усилия фиксируется непосредственно для непрерывного определения твердости. В настоящем изобретении в качестве индентора применяется алмазный индентор в форме пирамиды Виккерса, имеющей углы между противоположными гранями 136 градусов. Для проведения измерений описанный индентор вдавливают во внешнюю поверхность электрофотографического светочувствительного элемента.
Итоговое усилие (конечное усилие) непрерывно прилагаемое к индентору: 6 мН.
Время, в течение которого итоговое усилие 6 мН сохраняется на инденторе (время удерживания): 0,1 сек.
Измерения проводятся по 273 точкам.
Фиг.9 представляет собой график, который в общем виде отображает итоговый график прибора Fischer Scope H100V (производства Fischer Co.). Фиг.10 представляет собой график, демонстрирующий пример итогового графика прибора Fischer Scope H100V (производства Fischer Co.), где объектом измерения является электрофотографический светочувствительный элемент согласно настоящему изобретению. На фиг.9 и 10 приложенное к индентору усилие F (мН) отображено по оси ординат и глубина проникновения индентора h (мкм) отображена по оси абсцисс. На фиг.9 отражены результаты, полученные при ступенчатом увеличении приложенного к индентору усилия F до достижения максимального усилия (от A до B), после чего производят ступенчатое уменьшение усилия (от B до C). На фиг.10 показаны результаты, полученные при ступенчатом увеличении приложенного к индентору усилия до достижения конечного усилия 6 мН, с последующим ступенчатым уменьшением нагрузки.
Значение универсальной твердости (HU) может быть найдено из глубины проникновения в момент приложения к индентору конечного усилия 6 мН, в соответствии со следующим выражением. В приведенном ниже выражении HU означает универсальную твердость, Ff означает конечное усилие (выраженное в N), Sf означает площадь поверхности (мм2) области, в которую вдавливают индентор при приложении конечного усилия, и hf означает глубину проникновения (мм) индентора за время приложения конечного усилия.
HU=Ff[N]/Sf[мм2]=6×10-3/26,43×(hf×10-3)2
Модуль упругого сопротивления может быть определен из работы, совершенной индентором (энергии) в отношении измеряемого объекта (внешней поверхности электрофотографического светочувствительного элемента), т.е. изменения энергии, которое произошло благодаря увеличению и уменьшению усилия на инденторе, передаваемого на измеряемый объект (внешнюю поверхность электрофотографического светочувствительного элемента). Говоря конкретно, модуль упругой деформации представляет собой величину, полученную делением работы против сил упругой деформации We на общую совершенную работу Wt (We/Wt). Общая совершенная работа Wt представляет собой площадь области, ограниченной линиями A-B-D-A на фиг.9, и работа, совершенная против сил упругой деформации We, представляет собой площадь области, ограниченной линиями C-B-D-C на фиг.9.
Если описанные выше соответствующие слои имеют покрытие, для его получения можно применять любой способ его нанесения, например, покрытие погружением, покрытие распылением, покрытие с помощью вращающегося устройства, покрытие с помощью валика, покрытие с помощью стержня Мейера, покрытие с помощью ножевого устройства или покрытие с помощью кольца.
Далее описаны рабочий картридж и электрофотографическое устройство согласно настоящему изобретению. Фиг.11 представляет собой схематический вид, на котором показан пример конструкции электрофотографического устройства, снабженного рабочим картриджем, включающим электрофотографический светочувствительный элемент согласно настоящему изобретению.
На фиг.11 позицией 1 обозначен цилиндрический электрофотографический светочувствительный элемент, который совершает вращательное движение вокруг оси 2 в направлении стрелки с установленной скоростью. Поверхность вращающегося электрофотографического светочувствительного элемента 1 равномерно заряжают положительным или отрицательным электростатическим зарядом заданного потенциала с помощью заряжающего устройства (первичного заряжающего устройства, например, вращающегося валика) 3. Заряженный таким образом электрофотографический светочувствительный элемент затем подвергают действию экспонирующего света 4, излучаемого светоизлучающим устройством (не показано) для щелевого экспонирования, экспонирования сканирующим лазерным пучком или т.п. Таким путем на внешней поверхности электрофотографического светочувствительного элемента 1 последовательно формируются скрытые электростатические изображения, соответствующие исходным изображениям.
Полученные описанным способом на поверхности электрофотографического светочувствительного элемента 1 скрытые электростатические изображения проявляют с помощью тонера, содержащегося в проявляющем устройстве 5, для формирования изображений из тонера. Затем изображение из тонера, сформированное описанным выше способом и удерживаемое на поверхности электрофотографического светочувствительного элемента 1, прикладывая усилие сдвига с устройства для перемещения материала (например, валика 6 для перемещения материала), (устройство для перемещения материала) последовательно переносят на материал для переноса Р (например, бумагу), поступающий из устройства подачи материала для переноса (не показано) в пространство (контактную зону) между электрофотографическим светочувствительным элементом 1 и устройством 6 для перемещения материала, причем скорость работы этого устройства синхронизирована с вращением электрофотографического светочувствительного элемента 1.
Материал для переноса P, на который перенесено изображение из тонера, отделяется от внешней поверхности электрофотографического светочувствительного элемента 1 и загружается в устройство 8 фиксации изображения, где изображения из тонера закрепляются и затем выгружаются из устройства в виде материала, на котором сформировано готовое изображение (распечатки или копии).
Внешнюю поверхность электрофотографического светочувствительного элемента 1, с которой был осуществлен перенос изображение из тонера, подвергают очистке от проявителя (тонера), остающегося после переноса изображения, с помощью очищающего устройства (например, чистящего ножа) 7. Таким образом, происходит очистка поверхности. Затем с поверхности электрофотографического светочувствительного элемента 1 удаляют заряд действием света предварительного экспонирования (не показан), излучаемого соответствующим устройством предварительного экспонирования (не показано), после чего светочувствительный элемент вновь применяют для получения изображений. В связи с этим следует упомянуть, что если показанное на фиг.11 заряжающее устройство 3 представляет собой контактное заряжающее устройство, в котором применяется, например, вращающийся валик, действие света предварительного экспонирования не является обязательным.
Устройство может состоять из комбинации большого числа компонентов, полностью собранных в общем корпусе в виде рабочего картриджа, среди узлов которого имеются упомянутые выше электрофотографический светочувствительный элемент 1, заряжающее устройство 3, проявляющее устройство 5 и очищающее устройство 7. Описанный рабочий картридж может быть сконфигурирован таким образом, чтобы его можно было устанавливать с возможностью извлечения на основной корпус электрофотографического устройства, например, копировальной машины или лазерного принтера. В устройстве, показанном на фиг.11, электрофотографический светочувствительный элемент 1, а также заряжающее устройство 3, проявляющее устройство 5 и очищающее устройство 7 вместе смонтированы в корпусе картриджа, с целью получения рабочего картриджа 9, который может устанавливаться с возможностью извлечения на основной корпус электрофотографического устройства с помощью направляющего устройства 10, например, рельсовых направляющих в основном корпусе электрофотографического устройства.
ПРИМЕРЫ
Далее по тексту настоящее изобретение раскрыто более подробно с помощью демонстрационных примеров. В приведенных ниже примерах термин «часть (части)» подразумевает «массовую часть (массовые части)».
Пример 1
В качестве подложки (цилиндрической подложки) применяли алюминиевый цилиндр диаметром 30 мм и длиной 357,5 мм, поверхность которого была обработана фрезерованием.
Затем для получения жидкости, образующей слой проводящего покрытия, в течение примерно 20 часов с помощью шаровой мельницы измельчали смесь, состоящую из следующих компонентов:
порошок, состоящий из частиц сульфата бария, на которые нанесен покрывающий слой оксида олова - 60 частей
(торговое наименование: PASTRAN PC1; можно приобрести у Mitsui Mining & Smelting Co., Ltd.);
оксид титана - 15 частей
(торговое наименование: TITANIX JR; можно приобрести у Tayca Corporation);
резольная фенолформальдегидная смола - 43 части
(торговое наименование: PHENOLITE J-325; можно приобрести у Daninippon Ink & Chemicals, Incorporated; содержание твердого вещества: 70%);
силиконовое масло - 0,015 части
(торговое наименование: SH28PA; можно приобрести у Toray Silicone Co., Ltd.);
силиконовая смола - 3,6 части
(торговое наименование: TOSPEARL 120; можно приобрести у Toshiba Silicone Co., Ltd.);
2-метокси-1-пропанол - 50 частей;
метанол - 50 частей.
Полученную таким способом жидкость, образующую слой проводящего покрытия, наносили на описанную выше подложку погружением, с последующим отверждением при нагревании в течение 1 часа в печи при температуре 140°C, получая проводящий слой, имеющий среднюю толщину 15 мкм на расстоянии 170 мм от верхнего конца подложки.
Затем раствор, образующий промежуточный слой, полученный путем растворения перечисленных ниже компонентов в смеси 400 частей метанола и 200 частей n-бутанола, наносили на проводящий слой с помощью погружения и последующего высушивания при нагревании в течение 30 минут в печи при температуре 100°C, получая промежуточный слой, который имел среднюю толщину 0,45 мкм на расстоянии 170 мм от верхнего конца подложки:
нейлоновый сополимер - 10 частей
(торговое наименование: AMILAN CM8000; можно приобрести у Toray Industries, Inc.);
метоксиметилированный нейлон 6 - 30 частей
(торговое наименование: TORESIN EF-30T; можно приобрести у Teikoku Chemical Industry Co., Ltd.);
Далее перечисленные ниже компоненты диспергировали в течение 4 часов с помощью песочной мельницы, применяя стеклянные шарики диаметром 1 мм, и затем добавляли 700 частей этилацетата, получая жидкость, образующую слой генерации заряда:
гидроксигаллия фталоцианин - 20 частей
(вещество, имеющее сильные пики при углах Брэгга, 2Θ плюс-минус 0,2°, равных 7,5°, 9,9°, 16,3°, 18,6°, 25,1 и 28,3 при характеристической дифракции рентгеновских лучей с источником CuKα);
каликсарен, представленный следующей структурной формулой (1) - 0,2 части
поливинилбутираль - 10 частей
(торговое наименование: S-LEC BX-1, можно приобрести у Sekisui Chemical Co., Ltd.)
циклогексанон - 600 частей.
Описанную выше жидкость, образующую слой генерации заряда, наносили на промежуточный слой погружением, с последующим высушиванием при нагревании в течение 15 минут в печи при температуре 80°C, получая слоя генерации заряда, средняя толщина которого составляла 0,17 мкм на расстоянии 170 мм от верхнего конца подложки.
Затем перечисленные ниже компоненты растворяли в смеси растворителей, состоящей из 600 частей хлорбензола и 200 частей метилаля для получения раствора, образующего слой переноса заряда. Этот раствор, образующий первый слой переноса заряда, наносили на слой генерации заряда погружением, с последующим высушиванием при нагревании в течение 30 минут в печи при температуре 100°C, получая слой переноса заряда, средняя толщина которого составляла 15 мкм на расстоянии 170 мм от верхнего конца подложки.
Вещество, переносящее заряд (вещество, переносящее электронные дырки), представленное следующей структурной формулой (2) - 70 частей
Поликарбонат - 100 частей
(торговое наименование: IUPILON Z400; можно приобрести у Mitsubishi Engineering-Plastics Corporation).
Затем перечисленные ниже компоненты растворяли в смешанном растворителе, состоящем из 20 частей 1,1,2,2,3,3,4-гептафторциклопентана (торговое наименование ZEOROLA H, можно приобрести у Nippon Zeon Co., Ltd.) и 20 частей 1-пропанола
фторсодержащий полимер - 0,5 части
(торговое наименование: GF-300, можно приобрести у Toagosei Chemical Industry Co., Ltd.).
К полученному раствору указанного выше фторсодержащего полимера добавляли 10 частей порошка полимера тетрафторэтилена (торговое наименование LUBRON L-2, можно приобрести у Daikin Industries, Ltd.). После этого раствор, к которому был добавлен порошок полимера тетрафторэтилена, четыре раза обрабатывали под давлением 600 кгс/см2 с помощью агрегата для диспергирования под высоким давлением (торговое наименование MICROFLUIDIZER M-110EH, производится Microfluidics inc., USA) для достижения однородного диспергирования. Раствор, подвергнутый описанной выше дисперсионной обработке, фильтровали через фильтр Polyfron (торговое наименование: PF-040, можно приобрести у Advantec Toyo Kaisha, Ltd.) для получения дисперсии. После этого к полученной дисперсии добавляли 90 частей вещества, переносящего заряд (вещества, переносящего дырки), представленного следующей структурной формулой (3):
70 частей 1,1,2,2,3,3,4-гептафторциклопентана и 70 частей 1-пропанола. Полученную смесь фильтровали через фильтр Polyfron (торговое наименование: PF-020, можно приобрести у Advantec Toyo Kaisha, Ltd.), получая раствор, образующий второй слой переноса заряда.
Применяя полученный раствор, образующий второй слой переноса заряда, покрывали этим раствором слой переноса заряда с последующим высушиванием в атмосферном воздухе в течение 10 минут в печи при температуре 50°C. После этого полученный слой подвергали облучению электронными лучами в течение 1,6 сек в атмосфере азота, при ускоряющем напряжении 150 кВ и токе пучка 3,0 мА при вращении подложки со скоростью 200 об/мин. Затем в атмосфере азота температуру в области, окружающей подложку, поднимали с 25°C до 125°C в течение 30 секунд для осуществления реакции отверждения вещества, содержащегося в полученном втором слое переноса заряда. В данном случае измеряли поглощенную дозу электронных лучей и установили, что она составляла 15 кГр. Было установлено, что концентрация кислорода в атмосфере при облучении электронными лучами и реакции отверждения при нагревании составляла 15 частей на млн. или менее. После этого подложке давали остыть естественным путем до 25°C в атмосферном воздухе и затем подвергали нагреванию в течение 30 минут в атмосферном воздухе в печи, нагретой до 100°C, получая защитный слой со средней толщиной 5 мкм на расстоянии 170 мм от верхнего края подложки. Описанным способом был изготовлен электрофотографический светочувствительный элемент.
Подвергали обработке поверхность электрофотографического светочувствительного элемента, изготовленного описанным выше способом, путем помещения элемента в блок обработки для переноса профиля поверхности при контакте под давлением, показанную на фиг.7, применяя форму для получения профиля поверхности, показанного на фиг.12. Температуру электрофотографического светочувствительного элемента и формы во время обработки поверхности поддерживали на уровне 110°C, и электрофотографический светочувствительный элемент вращали при прессовании под давлением 5 МПа для осуществления переноса профиля поверхности. На фиг.12 вид (1) показывает профиль поверхности формы при взгляде сверху, и изображение (2) показывает профиль поверхности формы при обзоре сбоку. Форма, показанная на фиг.12, имеет профиль поверхности цилиндрической формы. Каждый из цилиндров имеет диаметр по большой оси D, равный 1,0 мкм, высоту F, равную 3,0 мкм, и расстояние между цилиндрами E, равное 1,0 мкм.
Определение профиля поверхности электрофотографического светочувствительного элемента
Поверхность электрофотографического светочувствительного элемента, изготовленного описанным выше способом, была исследована с помощью микроскопа для измерения ультраглубоких профилей VK-9500 (производства Keyence Corporation). Измеряемый объект, т.е. электрофотографический светочувствительный элемент, помещали на подставку, которая устроена таким образом, что ее цилиндрическую опору можно фиксировать, причем поверхность электрофотографического светочувствительного элемента наблюдали на расстоянии 170 мм от ее верхнего конца. В данном случае объектив был установлен на увеличение 50 раз при наблюдении поля зрения поверхности светочувствительного элемента со стороной квадрата 100 мкм. Углубленные участки, наблюдаемые в измеряемом поле зрения, анализировали с применением аналитической программы.
В измеряемом поле зрения определяли форму поверхностной части каждого углубленного участка, его диаметр по большой оси (Rpc) и глубину (Rdv), которая показывает расстояние между наиболее глубокой частью каждого углубленного участка и его отверстием. Было установлено, что на поверхности электрофотографического светочувствительного элемента сформированы углубленные участки, имеющие цилиндрическую форму, как показано на фиг.13. Было подсчитано, что количество углубленных участков со стороной квадрата 100 мкм, которые имеют соотношение глубины к диаметру по большой оси Rdv/Rpc от более чем 1,0 до 7,0 или менее, составляет 2500. Средний диаметр по большой оси (Rpc-A) углубленных участков со стороной квадрата 100 мкм составил 1,0 мкм. Среднее расстояние I между каждым из углубленных участков и углубленным участком, находящимся на наименьшем расстоянии от первого (которое далее по тексту также может именоваться «расстояние между углубленными участками») составляло 1 мкм, т.е. расстояние, на котором были сформированы углубленные участки. Средняя глубина (Rdv-A) углубленных участков со стороной квадрата 100 мкм составляла 1,5 мкм. Затем было рассчитано, что процентное соотношение площадей составляет 20%. Эти результаты показаны в таблице 1. (В таблице 1, в графе «количество» показано количество углубленных участков со стороной квадрата 100 мкм, которые имеют соотношение глубины к диаметру по большой оси, т.е. Rdv/Rpc от более чем 1,0 до 7,0 или менее. «Rpc-A» означает средний диаметр по большой оси углубленных участков, присутствующих на квадратной площадке со стороной 100 мкм. «Rdv-A» означает среднюю глубину углубленных участков, находящихся на квадратной площадке со стороной 100 мкм. «Rdv-A/Rpc-A» означает отношение средней глубины к среднему диаметру по большой оси углубленных участков, присутствующих на квадратной площадке со стороной 100 мкм).
Измерение модуля упругой деформации и универсальной твердости (HU) электрофотографического светочувствительного элемента.
Электрофотографический светочувствительный элемент, изготовленный описанным выше способом, оставляли на 24 часа в условиях атмосферной температуры 23°C и относительной влажности 50%, после чего измеряли его модуль упругой деформации и универсальную твердость. В результате было найдено, что модуль упругой деформации составляет 55%, и универсальная твердость равна 180 Н/мм2.
Оценка эксплуатационных качеств электрофотографического светочувствительного элемента.
Электрофотографический светочувствительный элемент согласно настоящему изобретению, изготовленный описанным выше способом, помещали в электрофотографический копировальный аппарат GP55 (зарядка коронным разрядом), производства CANON INC., для проведения оценки по следующей методике.
В условиях температуры окружающего воздуха 23°C и относительной влажности 50% потенциал устанавливали таким образом, чтобы потенциал темных областей (Vd) и потенциал светлых областей (Vl) электрофотографического элемента составлял -700 В и -200 В соответственно, и регулировали исходный потенциал электрофотографического светочувствительного элемента.
Затем устанавливали чистящий нож, изготовленный из полиуретанового каучука, относительно поверхности электрофотографического светочувствительного элемента таким образом, чтобы контактный угол составлял 25° и контактное давление равнялось 30 г/см.
При указанных выше условиях измеряли величину начального тока (величина тока A), потребляемого двигателем при вращении описанного выше электрофотографического светочувствительного элемента. Это измерение выполняли для количественной оценки усилия трения между электрофотографическим светочувствительным элементом и чистящим ножом. Полученная абсолютная величина тока показывает величину усилия трения между электрофотографическим светочувствительным элементом и чистящим ножом. Далее, используя электрофотографический светочувствительный элемент, изготовленный тем же способом, который был описан выше, за исключением того, что его поверхность не подвергали обработке, измеряли величину начального тока (величина тока B), потребляемого двигателем при вращении электрофотографического светочувствительного элемента с необработанной поверхностью. Рассчитывали найденное таким образом соотношение величины тока (величины тока A), потребляемого двигателем при вращении электрофотографического светочувствительного элемента с обработанной поверхностью, к величине тока (величине тока B), потребляемого двигателем при вращении электрофотографического светочувствительного элемента с необработанной поверхностью. По найденному численному значению выражения (величина тока A)/(величина тока B) сравнивали относительные величины вращающих моментов. Численное значение относительной величины вращающих моментов показывает отношение величин усилия трения между электрофотографическим светочувствительным элементом и чистящим ножом. Чем меньше численное значение относительного вращающего момента, тем меньше величина усилия трения между электрофотографическим светочувствительным элементом и чистящим ножом.
По завершении описанных измерений проводили рабочий тест, включающий подачу 50000 листов бумаги, при условии периодической подачи двух листов размера A4. В качестве тестового рисунка использовали рисунок, имеющий процент печати, равный 5%.
Оценку проводили по вибрациям чистящего ножа, которые отражают эффективность очистки во время работы. Вибрации чистящего ножа демонстрируют явление, которое заключается в том, что электрофотографический светочувствительный элемент шумит при трении электрофотографического светочувствительного элемента и чистящего ножа друг о друга, когда начинается вращение электрофотографического светочувствительного элемента или когда это вращение прекращается. Считается, что основной причиной вибраций чистящего ножа является высокое сопротивление трения между электрофотографическим светочувствительным элементом и чистящим ножом. В настоящем изобретении для оценки сопротивления трения между электрофотографическим светочувствительным элементом и чистящим ножом используется величина вращающего момента. Результаты показаны в таблице 1. (В таблице 1, «Величина вращающего момента» отражает относительную величину вращающего момента в соответствии с описанной выше методикой, графа «Вибрации ножа при пробеге 50000 листов» показывает имеют ли место вибрации ножа при рабочем тесте с подачей бумаги по описанной выше методике или число листов бумаги, при котором появляются вибрации ножа.)
Пример 2
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 1, и его поверхность обрабатывали тем же способом, что и в примере 1, за исключением того, что в форме, примененной в примере 1, высота, обозначенная буквой F на фиг.12, которая составляла 3 мкм, была изменена до 2,4 мкм. Профиль поверхности определяли тем же способом, что и в примере 1, определив, что сформированы углубленные участки цилиндрической формы. Результаты измерений показаны в таблице 1. Углубленные участки были сформированы на расстоянии 1,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 20%. Модуль упругой деформации и универсальную твердость измеряли тем же способом, что и в примере 1. В результате значение модуля упругой деформации составило 55% и значение универсальной твердости оказалось равным 180 Н/мм2.
Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Пример 3
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 1, и его поверхность обрабатывали тем же способом, что и в примере 1, за исключением того, что в форме, примененной в примере 1, диаметр по большой оси, обозначенный буквой D на фиг.12, который составлял 1,0 мкм, был изменен до 0,5 мкм, расстояние, показанное буквой E, которое составляло 1,0 мкм, было изменено до 0,5 мкм, и высота, обозначенная буквой F, которая составляла 3,0 мкм, была изменена до 2,0 мкм. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки цилиндрической формы. Результаты измерений показаны в таблице 1. Углубленные участки сформированы на расстоянии 0,5 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 20%. Модуль упругой деформации и универсальную твердость измеряли тем же способом, что и в примере 1. В результате значение модуля упругой деформации составило 55% и значение универсальной твердости оказалось равным 180 Н/мм2.
Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Пример 4
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 1, и его поверхность обрабатывали тем же способом, что и в примере 1, за исключением того, что в форме, примененной в примере 1, диаметр по большой оси, обозначенный буквой D на фиг.12, который составлял 1,0 мкм, был изменен до 0,2 мкм, расстояние, показанное буквой E, которое составляло 1,0 мкм, было изменено до 0,2 мкм, и высота, обозначенная буквой F, которая составляла 3,0 мкм, была изменена до 2,0 мкм. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки цилиндрической формы. Результаты измерений показаны в таблице 1. Расстояние между сформированными углубленными участками составляло 0,2 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 20%. Модуль упругой деформации и универсальную твердость измеряли тем же способом, что и в примере 1. В результате значение модуля упругой деформации составило 55% и значение универсальной твердости оказалось равным 180 Н/мм2.
Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Пример 5
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 1, и его поверхность обрабатывали тем же способом, что и в примере 1, за исключением того, что в форме, примененной в примере 1, диаметр по большой оси, обозначенный буквой D на фиг.12, который составлял 1,0 мкм, был изменен до 0,5 мкм, расстояние, показанное буквой E, которое составляло 1,0 мкм, было изменено до 0,2 мкм, и высота, обозначенная буквой F, которая составляла 3,0 мкм, была изменена до 2,0 мкм. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки цилиндрической формы. Результаты измерений показаны в таблице 1. Углубленные участки сформированы на расстоянии 0,2 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 40%. Модуль упругой деформации и универсальную твердость измеряли тем же способом, что и в примере 1. В результате значение модуля упругой деформации составило 55% и значение универсальной твердости оказалось равным 180 Н/мм2.
Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Пример 6
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 1, и его поверхность обрабатывали тем же способом, что и в примере 1, за исключением того, что в форме, примененной в примере 1, диаметр по большой оси, обозначенный буквой D на фиг.12, который составлял 1,0 мкм, был изменен до 0,5 мкм, расстояние, показанное буквой E, которое составляло 1,0 мкм, было изменено до 0,1 мкм, и высота, обозначенная буквой F, которая составляла 3,0 мкм, была изменена до 2,0 мкм. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки цилиндрической формы. Результаты измерений показаны в таблице 1. Углубленные участки сформированы на расстоянии 0,1 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 55%. Модуль упругой деформации и универсальную твердость измеряли тем же способом, что и в примере 1. В результате значение модуля упругой деформации составило 55% и значение универсальной твердости оказалось равным 180 Н/мм2.
Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Пример 7
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 1, и его поверхность обрабатывали тем же способом, что и в примере 1, за исключением того, что форму, примененную в примере 1, заменяли формой, имеющей профиль поверхности с выпуклостями в форме холмиков, как показано на фиг.14. На фиг.14 вид (1) показывает профиль поверхности при виде сверху, и вид (2) показывает профиль поверхности формы при виде сбоку. Форма, показанная на фиг.14, имеет профиль поверхности с выпуклостями в форме холмиков. Каждая из этих выпуклостей имеет диаметр по большой оси D, равный 1,0 мкм, высоту F, равную 3,0 мкм, и расстояние между выпуклостями E, равное 1,0 мкм. Профиль поверхности светочувствительного элемента определяли тем же способом, что и в примере 1, установив, что образовались углубленные участки, форма которых соответствует форме выпуклостей, как показано на фиг.15. На фиг.15 вид (1) показывает расположение углубленных участков, сформированных на поверхности светочувствительного элемента, и вид (2) показывает профиль поперечного сечения углубленных участков. Результаты измерений показаны в таблице 1. Расстояние между сформированными углубленными участками составляло 1,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 20%. Модуль упругой деформации и универсальную твердость измеряли тем же способом, что и в примере 1. В результате значение модуля упругой деформации составило 55% и значение универсальной твердости оказалось равным 180 Н/мм2.
Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Пример 8
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 1, и его поверхность обрабатывали тем же способом, что и в примере 1, за исключением того, что форму, примененную в примере 1, заменяли формой, имеющей профиль поверхности с выпуклостями конической формы, как показано на фиг.16. На фиг.16 вид (1) показывает профиль поверхности при взгляде сверху, и вид (2) показывает профиль поверхности формы при взгляде сбоку. Форма, показанная на фиг.16, имеет профиль поверхности с выпуклостями цилиндрической формы. Каждый из этих конусов имеет диаметр по большой оси D, равный 0,2 мкм, высоту F, равную 2,0 мкм, и расстояние между конусами E, равное 0,2 мкм. Профиль поверхности светочувствительного элемента определяли тем же способом, что и в примере 1, установив, что образовались конические углубленные участки, показанные на фиг.17. На фиг.17 вид (1) показывает расположение углубленных участков, сформированных на поверхности светочувствительного элемента, и вид (2) показывает профиль поперечного сечения углубленных участков. Результаты измерений показаны в таблице 1. Расстояние между сформированными углубленными участками составляло 0,2 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 20%. Модуль упругой деформации и универсальную твердость измеряли тем же способом, что и в примере 1. В результате значение модуля упругой деформации составило 55% и значение универсальной твердости оказалось равным 180 Н/мм2.
Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Пример 9
В примере 1 раствор, образующий второй слой переноса заряда, получали без добавления полимера, содержащего атом фтора (торговое наименование: GF-300, можно приобрести у Toagosei Chemical Industry Co., Ltd.), и порошка полимера тетрафторэтилена (торговое наименование: LUBRON L-2, можно приобрести у Daikin Industries, Ltd.). Электрофотографический светочувствительный элемент получали тем же способом, что и в примере 1, за исключением указанных выше изменений, и его поверхность обрабатывали тем же способом, что и в примере 7, применяя форму, использованную в примере 7. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что образовались углубленные участки, соответствующие выпуклостям в форме холмов. Результаты измерений показаны в таблице 1. Расстояние между сформированными углубленными участками составляло 1,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 20%. Модуль упругой деформации и универсальную твердость измеряли тем же способом, что и в примере 1. В результате значение модуля упругой деформации составило 62% и значение универсальной твердости оказалось равным 200 Н/мм2.
Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Пример 10
В примере 1 раствор, образующий покрытие второго слоя переноса заряда, получали с применением полимера, содержащего атом фтора (торговое наименование: GF-300, можно приобрести у Toagosei Chemical Industry Co., Ltd.), и порошка полимера тетрафторэтилена (торговое наименование: LUBRON L-2, можно приобрести у Daikin Industries, Ltd.) в количествах 2,0 части и 40 частей, соответственно. Электрофотографический светочувствительный элемент получали тем же способом, что и в примере 1, за исключением указанных выше изменений, и его поверхность обрабатывали тем же способом, что и в примере 7, применяя форму, использованную в примере 7. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что образовались углубленные участки, соответствующие выпуклостям в форме холмов. Результаты измерений показаны в таблице 1. Расстояние между сформированными углубленными участками составляло 1,0 мкм. Было определено, что процентная доля площади отверстий углублений составляет 20%. Модуль упругой деформации и универсальную твердость измеряли тем же способом, что и в примере 1. В результате значение модуля упругой деформации составило 50% и значение универсальной твердости оказалось равным 175 Н/мм2.
Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Пример 11
В примере 11 раствор, образующий второй слой переноса заряда, получали с применением полимера, содержащего атом фтора (торговое наименование: GF-300, можно приобрести у Toagosei Chemical Industry Co., Ltd.), и порошка полимера тетрафторэтилена (торговое наименование: LUBRON L-2, можно приобрести у Daikin Industries, Ltd.) в количествах 3,0 части и 60 частей, соответственно. Электрофотографический светочувствительный элемент получали тем же способом, что и в примере 1, за исключением указанных выше изменений, и его поверхность обрабатывали тем же способом, что и в примере 7, применяя форму, использованную в примере 7. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что образовались углубленные участки, соответствующие выпуклостям в форме холмов. Результаты измерений показаны в таблице 1. Расстояние между сформированными углубленными участками составляло 1,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 20%. Модуль упругой деформации и универсальную твердость измеряли тем же способом, что и в примере 1. В результате значение модуля упругой деформации составило 45% и значение универсальной твердости оказалось равным 165 Н/мм2.
Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Пример 12
Повторяли методику примера 1 для получения на подложке проводящего слоя, промежуточного слоя и слоя генерации заряда. После этого растворяли перечисленные ниже компоненты в смеси растворителей, состоящей из 600 частей хлорбензола и 200 частей метилаля, с целью получения раствора, образующего слой переноса заряда. Этот раствор, образующий слой переноса заряда, наносили на слой генерации заряда погружением, с последующим высушиванием в течение 30 минут в печи с температурой 110°C, получая слой переноса заряда со средней толщиной 15 мкм на расстоянии 170 мм от верхнего края подложки.
Материал, переносящий заряд (материал, переносящий электронные дырки) представленный приведенной выше формулой (2) - 70 частей.
Полиарилатный сополимер, представленный структурной формулой (4) - 100 частей.
(В данной формуле каждый из коэффициентов m и n представляет собой соотношение (соотношение сополимеризации) повторяющихся мономерных единиц в данном сополимере. В примененном сополимере соотношение m:n равно 7:3. Форма сополимеризации - образование статистического сополимера).
В описанном выше полиарилате мольное соотношение структурных фрагментов терефталевой кислоты и структурных фрагментов изофталевой кислоты (фрагменты терефталевой кислоты:фрагменты изофталевой кислоты) составляло 50:50. Полимер имел среднемассовую молекулярную массу (Mw), равную 130000.
В настоящем изобретении среднемассовую молекулярную массу полимера измеряли описанным ниже способом, соответствующим стандартной методике.
Согласно этой методике полимер, у которого предполагалось измерить молекулярную массу, помещали в тетрагидрофуран и оставляли на несколько часов. После этого измеряемый полимер хорошо перемешивали с тетрагидрофураном путем встряхивания (перемешивание продолжали до тех пор, пока не исчезала слипшаяся масса измеряемого полимера) и полученную смесь дополнительно оставляли стоять в течение 12 часов или более.
После этого полученный раствор, предварительно пропущенный через фильтр для обработки образцов MAISHORIDISK H-25-5, который можно приобрести у Tosoh Corporation, использовали в качестве образца для GPS (гельпроникающая хроматография).
Затем колонки выдерживали при температуре 40°C в тепловой камере. При этой температуре через колонки пропускали тетрагидрофуран со скоростью потока 1 мл в минуту и вводили в колонки 10 мкл образца для GPC для проведения измерений. В качестве колонок использовали TSKgel SuperHM-M, которые можно приобрести у Tosoh Corporation.
При измерении среднемассовой молекулярной массы целевого полимера вычисляли распределение молекулярных масс полимера, исходя из соотношения между логарифмическими значениями калибровочной кривой, полученной с использованием нескольких видов стандартных образцов монодисперсного полистирола, и данными для исследуемого образца. В качестве стандартных образцов полистирола для получения калибровочной кривой использовали 10 монодисперсных образцов полистирола с молекулярными массами 3500, 12000, 40000, 75000, 98000, 120000, 240000, 500000, 800000 и 1800000, которые можно приобрести у Aldrich Chemical Co., Inc. В качестве детектора применяли RI-детектор (по показателю преломления).
Поверхность электрофотографического светочувствительного элемента, полученного описанным выше способом, обрабатывали тем же способом, что и в примере 1, за исключением того, что в форме, примененной в примере 1, высота, обозначенная буквой F на фиг.12, которая составляла 3 мкм, была изменена до 6,0 мкм. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки цилиндрической формы. Результаты измерений показаны в таблице 1. Расстояние между сформированными углубленными участками составляло 1,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 20%. Модуль упругой деформации и универсальную твердость измеряли тем же способом, что и в примере 1. В результате значение модуля упругой деформации составило 42% и значение универсальной твердости оказалось равным 230 Н/мм2.
Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Пример 13
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 12, и его поверхность обрабатывали тем же способом, что и в примере 1, за исключением того, что в форме, примененной в примере 1, диаметр по большой оси, обозначенный буквой D на фиг.12, который составлял 1,0 мкм, был изменен до 2,5 мкм, расстояние, показанное буквой E, которое составляло 1,0 мкм, было изменено до 2,0 мкм, и высота, обозначенная буквой F, которая составляла 3,0 мкм, была изменена до 7,0 мкм. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки цилиндрической формы. Результаты измерений показаны в таблице 1. Расстояние между сформированными углубленными участками составляло 2,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 24%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Пример 14
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 12, и его поверхность обрабатывали тем же способом, что и в примере 1, за исключением того, что в форме, примененной в примере 1, диаметр по большой оси, обозначенный буквой D на фиг.12, который составлял 1,0 мкм, был изменен до 4,5 мкм, расстояние, показанное буквой E, которое составляло 1,0 мкм, было изменено до 5,0 мкм, и высота, обозначенная буквой F, которая составляла 3,0 мкм, была изменена до 10,0 мкм. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки цилиндрической формы. Результаты измерений показаны в таблице 1. Расстояние между сформированными углубленными участками составляло 5,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 18%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Пример 15
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 12, и его поверхность обрабатывали тем же способом, что и в примере 1, за исключением того, что в форме, примененной в примере 1, диаметр по большой оси, обозначенный как D на фиг.12, который составлял 1,0 мкм, был изменен до 2,0 мкм, и высота, обозначенная как F, которая составляла 3,0 мкм, была изменена до 5,0 мкм. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки цилиндрической формы. Результаты измерений показаны в таблице 1. Расстояние между сформированными углубленными участками составляло 1,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 35%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Пример 16
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 12, и его поверхность обрабатывали тем же способом, что и в примере 1, за исключением того, что в форме, примененной в примере 1, диаметр по большой оси, обозначенный как D на фиг.12, который составлял 1,0 мкм, был изменен до 3,0 мкм, расстояние, показанное как E, которое составляло 1,0 мкм, было изменено до 2,0 мкм, и высота, обозначенная как F, которая составляла 3,0 мкм, была изменена до 9,0 мкм. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки цилиндрической формы. Результаты измерений показаны в таблице 1. Расстояние между сформированными углубленными участками составляло 2,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 28%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Пример 17
Повторяли методику примера 1 для получения на подложке проводящего слоя, промежуточного слоя и слоя генерации заряда.
После этого растворяли перечисленные ниже компоненты в смеси растворителей, состоящей из 600 частей хлорбензола и 200 частей метилаля, с целью получения раствора, образующего слой переноса заряда. Этот раствор, образующий слой переноса заряда, наносили на слой генерации заряда погружением, с последующим высушиванием в течение 30 минут в печи с температурой 110°C, получая слой переноса заряда со средней толщиной 15 мкм на расстоянии 170 мм от верхнего края подложки.
Материал, переносящий заряд (материал, переносящий электронные дырки), представленный приведенной выше формулой (2), - 70 частей
Полиарилатный сополимер, представленный структурной формулой (5), - 100 частей
(В данной формуле каждый из коэффициентов m и n представляет собой соотношение (соотношение сополимеризации) повторяющихся мономерных единиц в данном сополимере. В примененном сополимере соотношение m:n равно 7:3. Форма сополимеризации - образование статистического сополимера).
Описанный выше полиарилат имеет среднемассовую молекулярную массу (Mw), равную 120000.
Поверхность электрофотографического светочувствительного элемента, полученного описанным выше способом, обрабатывали тем же способом, что и в примере 1, за исключением того, что в форме, примененной в примере 1, диаметр по большой оси, обозначенный как D на фиг.12, который составлял 1,0 мкм, был изменен до 5,5 мкм, расстояние, показанное как E, которое составляло 1,0 мкм, было изменено до 5,0 мкм, и высота, обозначенная как F, которая составляла 3,0 мкм, была изменена до 12,0 мкм. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки цилиндрической формы. Результаты измерений показаны в таблице 1. Расстояние между сформированными углубленными участками составляло 5,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 22%. Модуль упругой деформации и универсальную твердость измеряли тем же способом, что и в примере 1. В результате значение модуля упругой деформации составило 43% и значение универсальной твердости оказалось равным 240 Н/мм2.
Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Пример 18
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 17, и его поверхность обрабатывали тем же способом, что и в примере 1, за исключением того, что в форме, примененной в примере 1, диаметр по большой оси, обозначенный как D на фиг.12, который составлял 1,0 мкм, был изменен до 3,0 мкм, расстояние, обозначенное как E, которое составляло 1,0 мкм, было изменено до 2,0 мкм, и высота, обозначенная как F, которая составляла 3,0 мкм, была изменена до 7,0 мкм. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки цилиндрической формы. Результаты измерений показаны в таблице 1. Расстояние между сформированными углубленными участками составляло 2,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 28%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Пример 19
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 17, и его поверхность обрабатывали тем же способом, что и в примере 1, за исключением того, что в форме, примененной в примере 1, диаметр по большой оси, обозначенный как D на фиг.12, который составлял 1,0 мкм, был изменен до 2,0 мкм, и высота, обозначенная как F, которая составляла 3,0 мкм, была изменена до 6,0 мкм. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки цилиндрической формы. Результаты измерений показаны в таблице 1. Расстояние между сформированными углубленными участками составляло 1,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 34%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Пример 20
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 17, и его поверхность обрабатывали тем же способом, что и в примере 1, за исключением того, что в форме, примененной в примере 1, расстояние, обозначенное как E, которое составляло 1,0 мкм, было изменено до 2,0 мкм, и высота, обозначенная как F, которая составляла 3,0 мкм, была изменена до 4,0 мкм. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки цилиндрической формы. Результаты измерений показаны в таблице 1. Расстояние между сформированными углубленными участками составляло 2,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 20%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Сравнительный пример 1
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 1, и его поверхность обрабатывали тем же способом, что и в примере 1, за исключением того, что в форме, примененной в примере 1, высота, обозначенная как F на фиг.12, которая составляла 3,0 мкм, была изменена до 1,4 мкм. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки цилиндрической формы. Было определено, что общее количество углубленных участков, сформированных на квадратной площадке поверхности электрофотографического светочувствительного элемента со стороной 100 мкм, составляет 2500 штук. Однако, по-видимому, не было сформировано углубленных участков, имеющих отношение глубины к диаметру по большой оси, т.е. Rdv/Rpc в пределах от 1,0 до 7,0. Средний диаметр по большой оси (Rpc-A) и средняя глубина (Rdv-A) углубленных участков на квадратной площадке со стороной 100 мкм показаны в таблице 1. Расстояние между сформированными углубленными участками составляло 1,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 20%. Модуль упругой деформации и универсальную твердость измеряли тем же способом, что и в примере 1. В результате значение модуля упругой деформации составило 55% и значение универсальной твердости оказалось равным 180 Н/мм2.
Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Сравнительный пример 2
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 1, и его поверхность обрабатывали тем же способом, что и в примере 1, за исключением того, что в форме, примененной в примере 1, диаметр по большой оси, обозначенный как D на фиг.12, который составлял 1,0 мкм, был изменен до 5,0 мкм, и высота, обозначенная как F, которая составляла 3,0 мкм, была изменена до 1,0 мкм. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки цилиндрической формы. Было определено, что общее количество углубленных участков, сформированных на квадратной площадке поверхности электрофотографического светочувствительного элемента со стороной 100 мкм, составляет 278 штук. Однако, по-видимому, не было сформировано углубленных участков, имеющих отношение глубины к диаметру по большой оси, т.е. Rdv/Rpc от 1,0 до 7,0. Средний диаметр по большой оси (Rpc-A) и средняя глубина (Rdv-A) углубленных участков на квадратной площадке со стороной 100 мкм показаны в таблице 1. Расстояние между сформированными углубленными участками составляло 1,0 мкм. Было определено, что процентная доля площади отверстий углублений составляет 55%. Модуль упругой деформации и универсальную твердость измеряли тем же способом, что и в примере 1. В результате значение модуля упругой деформации составило 55% и значение универсальной твердости оказалось равным 180 Н/мм2.
Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Сравнительный пример 3
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 12, и его поверхность обрабатывали тем же способом, что и в примере 1, за исключением того, что в форме, примененной в примере 1, высота, обозначенная как F на фиг.12, которая составляла 3,0 мкм, была изменена до 1,6 мкм. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки цилиндрической формы. Было определено, что общее количество углубленных участков, сформированных на квадратной площадке поверхности электрофотографического светочувствительного элемента со стороной 100 мкм, составляет 2500 штук. Однако, по-видимому, не было сформировано углубленных участков, имеющих отношение глубины к диаметру по большой оси, т.е. Rdv/Rpc в пределах от 1,0 до 7,0. Средний диаметр по большой оси (Rpc-A) и средняя глубина (Rdv-A) углубленных участков на квадратной площадке со стороной 100 мкм показаны в таблице 1. Расстояние между сформированными углубленными участками составляло 1,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 20%. Модуль упругой деформации и универсальную твердость измеряли тем же способом, что и в примере 1. В результате значение модуля упругой деформации составило 42% и значение универсальной твердости оказалось равным 230 Н/мм2.
Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Сравнительный пример 4
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 1, и его поверхность не обрабатывали. Тем же способом, что и в примере 1, оценивали, имеется ли какая-либо вибрация чистящего ножа во время испытания электрофотографического светочувствительного элемента в тесте с подачей бумаги. Результаты показаны в таблице 1.
Сравнительный пример 5
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 1, и его поверхности придавали шероховатость пескоструйной обработкой, в ходе которой поверхность электрофотографического светочувствительного элемента обдували стеклянными шариками со средним диаметром 35 мкм. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки, представляющие собой часть сферы. Было определено, что общее количество углубленных участков, сформированных на квадратной площадке поверхности электрофотографического светочувствительного элемента со стороной 100 мкм, составляет 6 (шесть) штук. Однако, по-видимому, не было сформировано углубленных участков, имеющих отношение глубины к диаметру по большой оси, т.е. Rdv/Rpc в пределах от более чем 1,0 до 7,0 или менее. Средний диаметр по большой оси (Rpc-A) и средняя глубина (Rdv-A) углублений на квадратной площадке со стороной 100 мкм показаны в таблице 1. Здесь необходимо отметить, что рассчитывали количество углубленных участков, полностью охваченных квадратом со стороной 100 мкм, и использовали этот результат в качестве количества углубленных участков, каждое из которых имеет отношение глубины к диаметру по большой оси, т.е. Rdv/Rpc в пределах от более чем 1,0 до 7,0 или менее. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Сравнительный пример 6
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 1, и его поверхности придавали шероховатость пескоструйной обработкой, в ходе которой поверхность электрофотографического светочувствительного элемента обдували стеклянными шариками со средним диаметром 70 мкм. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки, представляющие собой часть сферы. Было определено, что общее количество углубленных участков, сформированных на квадратной площадке поверхности электрофотографического светочувствительного элемента со стороной 100 мкм, составляет 1 (одну) штуку. Однако, по-видимому, не было сформировано углубленных участков, имеющих отношение глубины к диаметру по большой оси, т.е. Rdv/Rpc в пределах от более чем 1,0 до 7,0 или менее. Средний диаметр по большой оси (Rpc-A) и средняя глубина (Rdv-A) углубленных участков на квадратной площадке со стороной 100 мкм показаны в таблице 1. Здесь необходимо отметить, что рассчитывали количество углубленных участков, полностью охваченных квадратом со стороной 100 мкм, и использовали этот результат в качестве количества углубленных участков, каждое из которых имеет отношение глубины к диаметру по большой оси, т.е. Rdv/Rpc в пределах от 1,0 до 7,0. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 1.
Приведенные в таблице результаты демонстрируют, что при сравнении примеров 1-20 согласно настоящему изобретению и сравнительных примеров 1-6, электрофотографический светочувствительный элемент, на поверхности которого имеются углубленные участки, каждый из которых имеет отношение глубины к диаметру по большой оси, т.е. Rdv/Rpc, от более чем 1,0 до 7,0 или менее, обеспечивает улучшение эффективности очистки, в частности, значительно лучше предотвращает вибрацию чистящего ножа при многократном применении. Результаты по относительным значениям вращающих моментов для электрофотографических светочувствительных элементов, имеющих углубленные участки согласно настоящему изобретению, показывают, что для электрофотографического светочувствительного элемента согласно настоящему изобретению, на поверхности которого имеются углубленные участки, достигается низкое сопротивление трения между электрофотографическим светочувствительным элементом и чистящим ножом. В оценке, осуществленной в настоящем изобретении, использовали тест, в котором оценивали эффективность при копировании 50000 листов с применением электрофотографических светочувствительных элементов, включающих светочувствительные слои, каждый из которых сформирован на подложке диаметром 30 мм. Тем не менее, эффект снижения вибрации чистящего ножа наблюдается даже при таких условиях оценки. Светочувствительные элементы демонстрируют тенденцию не вызывать вибрацию ножа на начальной стадии их эксплуатации, в случае, если на их поверхности сформированы какие-либо углубленные участки. Однако при их многократном использовании видно, что продолжительность сохранения эффекта снижения вибраций ножа различается в зависимости от формы углубленных участков на поверхности. Это можно рассматривать как демонстрацию того факта, что эффект снижения усилия трения между электрофотографическим светочувствительным элементом и чистящим ножом сохраняется благодаря особенности структуры поверхности, на которой имеются углубленные участки с особыми параметрами, что позволяет значительно лучше предотвращать вибрации чистящего ножа.
Пример 21
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 1. Поверхность полученного таким способом электрофотографического светочувствительного элемента подвергали обработке, помещая элемент в установку, показанную на фиг.7, используя форму для нанесения профиля поверхности, показанную на фиг.18, изготовленную из никеля. На фиг.18 вид (1) показывает профиль поверхности формы при взгляде сверху, и вид (2) показывает профиль поверхности формы при взгляде сбоку. Форма, показанная на фиг.18, имеет профиль поверхности с цилиндрическими выступами. Каждый из выступов имеет диаметр по большой оси D, равный 2,0 мкм, высоту F, равную 6,0 мкм, и расстояние между цилиндрическими выступами E, равное 1,0 мкм. Температуру электрофотографического светочувствительного элемента и температуру формы во время обработки поверхности поддерживали на уровне 110°C и электрофотографический светочувствительный элемент вращали в боковом направлении, прикладывая давление 5 МПа для осуществления переноса профиля поверхности.
Профиль поверхности определяли тем же способом, что и в примере 1, установив, что на поверхности сформированы углубленные участки цилиндрической формы, показанные на фиг.19. На фиг.19 показано расположение углубленных участков, где вид (1) показывает поверхность светочувствительного элемента при взгляде сверху, а вид (2) показывает профиль поперечного сечения углубленных участков. Количество, средний диаметр по большой оси (Rpc-A) и средняя глубина (Rdv-A) углубленных участков на квадратной площадке со стороной 100 мкм, которые имеют отношение глубины к диаметру по большой оси, т.е. Rdv/Rpc, от 1,0 до 7,0 показаны в таблице 2. Расстояние между сформированными углубленными участками составляло 1,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 46%.
Электрофотографический светочувствительный элемент, полученный описанным выше способом, оценивали с точки зрения эффективности его работы тем же способом, что и в примере 1. Результаты показаны в таблице 2. (В таблице 2, в графе «количество» показано количество углубленных участков на квадратной площадке со стороной 100 мкм, которые имеют соотношение глубины к диаметру по большой оси, т.е. Rdv/Rpc, от более чем 1,0 до 7,0 или менее. «Rpc-A» означает средний диаметр по большой оси углубленных участков, которые находятся на квадратной площадке со стороной 100 мкм. «Rdv-A» означает среднюю глубину углублений, которые находятся на квадратной площадке со стороной 100 мкм. «Rdv-A/Rpc-A» означает отношение средней глубины к среднему диаметру по большой оси углубленных участков, присутствующих на квадратной площадке со стороной 100 мкм. В графе «процентное соотношение вращающих моментов» показан относительный нормированный вращающий момент, найденный по методике, описанной в примере 1. В графе «вибрации ножа при пробеге 50000 листов» показано, возникают ли вибрации ножа в тесте с подачей бумаги по методике, описанной в примере 1, или указан номер листа, при подаче которого имеют место вибрации ножа.
Пример 22
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 21, и его поверхность обрабатывали тем же способом, что и в примере 1, за исключением того, что в форме, примененной в примере 21, диаметр по большой оси, обозначенный как D на фиг.12, который составлял 2,0 мкм, был изменен до 1,5 мкм, расстояние, обозначенное как E, которое составляло 1,0 мкм, было изменено до 0,8 мкм, и высота, обозначенная как F, которая составляла 6,0 мкм, была изменена до 7,0 мкм. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки цилиндрической формы. Результаты измерений показаны в таблице 2. Расстояние между сформированными углубленными участками составляло 0,8 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 39%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 2.
Пример 23
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 21, и его поверхность обрабатывали тем же способом, что и в примере 1, за исключением того, что в форме, примененной в примере 21, диаметр по большой оси, обозначенный как D на фиг.12, который составлял 2,0 мкм, был изменен до 4,0 мкм, расстояние, обозначенное как E, которое составляло 1,0 мкм, было изменено до 2,0 мкм и высота, обозначенная как F, которая составляла 6,0 мкм, была изменена до 9,0 мкм. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки цилиндрической формы. Результаты измерений показаны в таблице 2. Расстояние между сформированными углубленными участками составляло 2,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 63%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 2.
Пример 24
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 21. На поверхности полученного электрофотографического светочувствительного элемента формировали углубленные участки с применением способа, в котором был задействован KrF эксимерный лазер (длина волны λ: 248 нм), аналогичный показанному на фиг.4. В данном способе применяли маску, изготовленную из кварцевого стекла, на которую был нанесен рисунок, содержавший круглые области, пропускающие излучение лазера, имевшие диаметр 10 мкм, расположенные на расстоянии 5,0 мкм, как показано на фигуре. Энергию излучения устанавливали на уровне 0,9 Дж/см3. Затем подвергали однократному циклу обработки излучением лазера квадратную площадку поверхности со стороной 2 мм, и за время этого цикла обработки поверхность квадратного участка со стороной 2 мм облучали лазерным излучением три раза. Аналогично формировали углубленные участки способом, в котором, как показано на фиг.4, вращали электрофотографический светочувствительный элемент и сдвигали область облучения в осевом направлении, для формирования углубленных участков на всей поверхности светочувствительного элемента.
Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки, показанные на фиг.21. Результаты измерений показаны в таблице 2. Расстояние между сформированными углубленными участками составляло 1,4 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 41%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 2.
Пример 25
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 24, и профиль его поверхности формировали тем же способом, что и в примере 24, за исключением того, что поверхность облучали лазерным излучением пять раз за один цикл обработки квадратной площадки со стороной 2 мм. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки. Результаты измерений показаны в таблице 2. Расстояние между сформированными углубленными участками составляло 1,4 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 41%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 2.
Пример 26
Электрофотографический светочувствительный элемент изготавливали тем же способом, что и в примере 24, и профиль его поверхности формировали тем же способом, что и в примере 24, за исключением того, что применяли маску из кварцевого стекла, на которой имелся рисунок, содержавший круговые области, пропускающие лазерное излучение, диаметром 5,0 мкм, как показано на фиг.22, расположенные на расстояниях 2,0 мкм, как показано на рисунках. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки, как показано на фиг.23. Результаты измерений показаны в таблице 2. Расстояние I между сформированными углубленными участками составляло 0,6 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 44%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 2.
Пример 27
Повторяли методику примера 1, получая на подложке проводящий слой, промежуточный слой и слой генерации заряда.
Затем 10 частей материала, переносящего заряд, имеющего структуру, отраженную приведенной выше формулой (1) и 10 частей поликарбоната (торговое наименование: IUPILON Z400; может быть приобретен у Mitsubishi Engineering-Plastics Corporation) в качестве связующего полимера растворяли в смешанном растворителе, состоявшем из 65 частей хлорбензола и 35 частей диметоксиметана, получая раствор слоя внешнего покрытия, содержащий материал, переносящий заряд. Полученный таким образом раствор, образующий слой внешнего покрытия, наносили на слой генерации заряда погружением, покрывая основу светочувствительного элемента раствором внешнего слоя. Стадию покрытия раствором внешнего слоя проводили в условиях относительной влажности 45% и температуры окружающей среды 25°C. Через 60 секунд после завершения стадии покрытия основу элемента, покрытую раствором внешнего слоя, в течение 120 секунд выдерживали в устройстве, в котором осуществлялась стадия конденсации, во внутреннем объеме которого предварительно устанавливалась относительная влажность 70% и температура 60°C. Через 60 секунд после завершения стадии конденсации основу светочувствительного элемента помещали в устройство сушки воздушным потоком, внутренний объем которого предварительно нагревали до 120°C, проводя высушивание в течение 60 минут. Описанным способом получали электрофотографический светочувствительный элемент, в котором слой переноса заряда представлял собой поверхностный слой.
Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки. Вид поверхности электрофотографического светочувствительного элемента, изготовленного в примере 27, видимое в лазерный микроскоп, показан на фиг.24. Результаты измерений показаны в таблице 2. Расстояние между сформированными углубленными участками составляло 1,8 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 44%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 2.
В качестве электрофотографического светочувствительного элемента, поверхность которого не подвергалась обработке с целью получения углубленных участков, использованного при оценке электрофотографического светочувствительного элемента с точки зрения его нормализованного вращающего момента, применяли светочувствительный элемент, на поверхности которого отсутствовали углубленные участки, полученный в результате высушивания в течение 60 минут сразу после покрытия основы элемента раствором внешнего слоя при описанном выше изготовлении светочувствительного элемента.
Пример 28
Повторяли методику примера 27, формируя на подложке проводящий слой, промежуточный слой и слой генерации заряда, последующее изготовление электрофотографического светочувствительного элемента осуществляли по той же методике, что и в примере 27, за исключением того, что на стадии конденсации меняли относительную влажность до 70% и температуру окружающей среды до 45°C. Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки. Результаты измерений показаны в таблице 2. Расстояние между сформированными углубленными участками составляло 0,6 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 46%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 2.
Пример 29
Повторяли методику примера 1, получая на подложке проводящий слой, промежуточный слой и слой генерации заряда.
Затем 10 частей материала, переносящего заряд, имеющего структуру, отраженную приведенной выше формулой (1), и 10 частей полиарилата, представленного приведенной выше формулой (5), растворяли в смешанном растворителе, состоявшем из 50 частей хлорбензола, 30 частей оксолана и 20 частей диметоксиметана, получая раствор слоя внешнего покрытия, содержащий материал, переносящий заряд. Полученный таким образом раствор слоя внешнего покрытия наносили на слой генерации заряда погружением, покрывая основу светочувствительного элемента раствором внешнего слоя. Стадию покрытия раствором внешнего слоя проводили в условиях относительной влажности 45% и температуры окружающей среды 25°C. Через 60 секунд после завершения стадии покрытия основу элемента, покрытую раствором внешнего слоя, в течение 120 секунд выдерживали в устройстве, в котором осуществлялась стадия конденсации, во внутреннем объеме которого предварительно устанавливалась относительная влажность 70% и температура 60°C окружающей среды. Через 60 секунд после завершения стадии конденсации основу светочувствительного элемента помещали в устройство сушки воздушным потоком, внутренний объем которого предварительно нагревали до 120°C, проводя высушивание в течение 60 минут. Описанным способом получали электрофотографический светочувствительный элемент, в котором слой переноса заряда представлял собой поверхностный слой.
Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки. Результаты измерений показаны в таблице 2. Расстояние между сформированными углубленными участками составляло 2,6 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 47%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 2.
В качестве электрофотографического светочувствительного элемента, поверхность которого не подвергалась обработке для получения углубленных участков, использованного при оценке электрофотографического светочувствительного элемента с точки зрения его нормализованного вращающего момента, применяли светочувствительный элемент, на поверхности которого отсутствовали углубленные участки, полученный в результате высушивания в течение 60 минут сразу после покрытия основы элемента раствором внешнего слоя при описанном выше изготовлении светочувствительного элемента.
Пример 30
Повторяли методику примера 1, получая на подложке проводящий слой, промежуточный слой и слой генерации заряда.
Затем 10 частей материала, переносящего заряд, имеющего структуру, отраженную приведенной выше формулой (1), и 10 частей полиарилата, представленного следующей формулой (6):
(в данном полиарилате мольное соотношение фрагментов терефталевой кислоты к фрагментам изофталевой кислоты (терефталевая кислота:изофталевая кислота) составляет 50:50; полимер имеет средневзвешенную молекулярную массу Mw, равную 130000) в качестве связующего полимера, растворяли в смешанном растворителе, состоявшем из 70 частей хлорбензола, 32 частей диметоксиметана и 3 частей (метилсульфинил)метана, получая раствор слоя внешнего покрытия, содержащий материал, переносящий заряд. Полученный таким образом раствор, образующий слой внешнего покрытия, наносили на слой генерации заряда погружением, покрывая основу светочувствительного элемента раствором слоя внешнего покрытия. Стадию покрытия раствором внешнего слоя проводили в условиях относительной влажности 45% и температуры окружающей среды 25°C. Через 10 секунд после завершения стадии покрытия основу элемента, покрытую раствором внешнего слоя, в течение 10 секунд выдерживали в устройстве, в котором осуществлялась стадия конденсации, во внутреннем объеме которого предварительно устанавливалась относительная влажность 50% и температура окружающей среды 30°C. Через 240 секунд после завершения стадии конденсации основу светочувствительного элемента помещали в устройство сушки воздушным потоком, внутренний объем которого предварительно нагревали до 120°C, проводя высушивание в течение 60 минут. Описанным способом получали электрофотографический светочувствительный элемент, в котором слой переноса заряда представлял собой поверхностный слой.
Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки. Результаты измерений показаны в таблице 2. Расстояние между сформированными углубленными участками составляло 0,5 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 67%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 2.
В качестве электрофотографического светочувствительного элемента, поверхность которого не подвергалась обработке для получения углубленных участков, использованного при оценке электрофотографического светочувствительного элемента с точки зрения его нормализованного вращающего момента, применяли светочувствительный элемент, на поверхности которого отсутствовали углубленные участки, полученный в результате высушивания в течение 60 минут сразу после покрытия основы элемента раствором, образующим поверхностный слой, при описанном выше изготовлении светочувствительного элемента.
Пример 31
Повторяли методику примера 1, получая на подложке проводящий слой, промежуточный слой и слой генерации заряда.
Затем 10 частей материала, переносящего заряд, имеющего структуру, отраженную приведенной выше формулой (1), и 10 частей полиарилата, представленного приведенной выше формулой (6):
(в данном полиарилате мольное соотношение фрагментов терефталевой кислоты к фрагментам изофталевой кислоты (терефталевая кислота:изофталевая кислота) составляет 50:50; полимер имеет средневзвешенную молекулярную массу Mw, равную 130 000) в качестве связующего полимера, растворяли в смешанном растворителе, состоявшем из 70 частей хлорбензола, 32 частей диметоксиметана и 3 частей (метилсульфинил)метана, получая раствор слоя внешнего покрытия, содержащий материал, переносящий заряд. Полученный описанным способом раствор слоя внешнего покрытия охлаждали таким образом, чтобы он имел температуру 15°C и затем наносили на слой генерации заряда погружением, покрывая основу светочувствительного элемента раствором внешнего слоя. Стадию покрытия раствором, образующим поверхностный слой, проводили в условиях относительной влажности 45% и температуры окружающей среды 25°C. Через 10 секунд после завершения стадии покрытия основу элемента, покрытую раствором поверхностного слоя, в течение 60 секунд выдерживали в устройстве, в котором осуществлялась стадия конденсации, во внутреннем объеме которого предварительно устанавливалась относительная влажность 50% и температура окружающей среды 28°C. Через 120 секунд после завершения стадии конденсации основу светочувствительного элемента помещали в устройство сушки воздушным потоком, внутренний объем которого предварительно нагревали до 120°C, проводя высушивание в течение 60 минут. Описанным способом получали электрофотографический светочувствительный элемент, в котором слой переноса заряда представлял собой поверхностный слой.
Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки. Результаты измерений показаны в таблице 2. Расстояние между сформированными углубленными участками составляло 0,3 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 72%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 2.
В качестве электрофотографического светочувствительного элемента, поверхность которого не подвергалась обработке для получения углубленных участков, использованного при оценке электрофотографического светочувствительного элемента с точки зрения его нормализованного вращающего момента, применяли светочувствительный элемент, на поверхности которого отсутствовали углубленные участки, полученный в результате высушивания в течение 60 минут сразу после покрытия основы элемента раствором поверхностного слоя, при описанном выше изготовлении светочувствительного элемента.
Пример 32
Повторяли методику примера 1, получая на подложке проводящий слой, промежуточный слой и слой генерации заряда.
Затем 5 частей материала, переносящего заряд, имеющего структуру, отраженную приведенной выше формулой (1), 4 части материала, переносящего заряд, имеющего структуру, представленную формулой (7)
10 частей полиарилата, представленного приведенной выше формулой (4) (в упомянутой формуле каждый из коэффициентов m и n представляет собой соотношение (соотношение сополимеризации) повторяющихся мономерных единиц в данном сополимере. В примененном сополимере соотношение m:n равно 7:3, и мольное соотношение структурных фрагментов терефталевой кислоты и структурных фрагментов изофталевой кислоты (фрагменты терефталевой кислоты:фрагменты изофталевой кислоты) составляло 50:50; полимер имел среднемассовую молекулярную массу Mw, равную 130 000, и 1 часть IRGANOX 1330 (можно приобрести у Ciba Specialty Chemicals Inc.) в качестве антиоксиданта растворяли в смешанном растворителе, состоявшем из 70 частей хлорбензола и 35 частей диметоксиметана, получая раствор слоя поверхностного покрытия, содержащий материал, переносящий заряд.
Этот раствор внешнего слоя наносили на слой генерации заряда погружением с последующим высушиванием при нагревании в течение 30 минут в печи, нагретой до 110°C, формируя слой переноса заряда в качестве внешнего слоя, со средней толщиной слоя 15 мкм на расстоянии 170 мм от верхнего конца подложки.
Поверхность электрофотографического светочувствительного элемента, полученного описанным выше способом, подвергали обработке тем же способом, что и в примере 1, но используя форму, примененную в примере 18.
Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки. Результаты измерений показаны в таблице 2. Расстояние между сформированными углубленными участками составляло 1,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 46%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 2.
Пример 33
Электрофотографический светочувствительный элемент получали тем же способом, что и в примере 32, за исключением того, что вместо антиоксиданта, использованного в примере 32, применяли TINUVIN 622 LD (можно приобрести у Ciba Specialty Chemicals Inc.). Поверхность полученного светочувствительного элемента обрабатывали тем же способом, что и в примере 32.
Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки. Результаты измерений показаны в таблице 2. Расстояние между сформированными углубленными участками составляло 1,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 46%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 2.
Пример 34
Повторяли методику примера 1, получая на подложке проводящий слой, промежуточный слой и слой генерации заряда.
Затем жидкость, полученную добавлением 10 частей порошка полимера тетрафторэтилена (торговое наименование: LUBRON L-2, можно приобрести у Daikin Industries, Ltd.) к 90 частям хлорбензола, три раза обрабатывали под давлением 600 кгс/см2 с помощью агрегата для диспергирования под высоким давлением (торговое наименование: MICROFLUIDIZER M-110EH, производство Microfluidics inc., США). После этого жидкость, подвергнутую описанной выше дисперсионной обработке, фильтровали через фильтр Polyfron (торговое наименование: PF-040, можно приобрести у Advantec Toyo Kaisha, Ltd.), получая дисперсию.
Затем добавляли 4 части материала, переносящего заряд, имеющего структуру, представленную приведенной выше формулой (1), 4 части материала, переносящего заряд, имеющего структуру, представленную приведенной выше формулой (7), 10 частей полиакрилата, представленного приведенной выше формулой (4) (в упомянутой формуле каждый из коэффициентов m и n представляет собой соотношение (соотношение сополимеризации) повторяющихся мономерных единиц в данном сополимере. В примененном сополимере соотношение m:n равно 7:3, и мольное соотношение структурных фрагментов терефталевой кислоты и структурных фрагментов изофталевой кислоты (фрагменты терефталевой кислоты:фрагменты изофталевой кислоты) составляло 50:50; полимер имел среднемассовую молекулярную массу Mw, равную 130000) и 20 частей полученной дисперсии к смеси растворителей, состоявшей из 58 частей хлорбензола и 35 частей диметоксиметана, получая раствор слоя внешнего покрытия, содержащий материал, переносящий заряд.
Этот раствор покрытия наносили на слой генерации заряда погружением с последующим высушиванием при нагревании в течение 30 минут в печи, нагретой до 110°C, формируя слой переноса заряда в качестве внешнего слоя, со средней толщиной слоя 15 мкм на расстоянии 170 мм от верхнего конца подложки.
Поверхность электрофотографического светочувствительного элемента, полученного описанным выше способом, подвергали обработке тем же способом, что и в примере 1, используя форму, примененную в примере 18.
Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки. Результаты измерений показаны в таблице 2. Расстояние между сформированными углубленными участками составляло 1,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 46%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 2.
Пример 35
Электрофотографический светочувствительный элемент получали тем же способом, что и в примере 34, за исключением того, что вместо порошка полимера тетрафторэтилена, использованного в примере 34, применяли мелкодисперсные частицы оксида кремния с обработанной поверхностью (средний диаметр частиц: 0,1 мкм; торговое наименование: KMBX-100, можно приобрести у Shin-Etsu Chemical Co., Ltd.). Поверхность полученного светочувствительного элемента обрабатывали тем же способом, что и в примере 34.
Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки. Результаты измерений показаны в таблице 2. Расстояние между сформированными углубленными участками составляло 1,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 46%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 2.
Пример 36
Электрофотографический светочувствительный элемент получали тем же способом, что и в примере 34, за исключением того, что вместо порошка полимера тетрафторэтилена, использованного в примере 34, применяли мелкодисперсные частицы оксида алюминия (средний диаметр частиц: 0,1 мкм; торговое наименование: LS-231, можно приобрести у Nippon Light Metal Co., Ltd.). Поверхность полученного светочувствительного элемента обрабатывали тем же способом, что и в примере 34.
Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки. Результаты измерений показаны в таблице 2. Расстояние между сформированными углубленными участками составляло 1,0 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 46%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 2.
Пример 37
Повторяли методику примера 1, получая на подложке проводящий слой, промежуточный слой и слой генерации заряда.
Затем получали раствор слоя внешнего покрытия, содержащий тот же материал, переносящий заряд, что и в примере 32. Полученный таким образом раствор слоя внешнего покрытия наносили на слой генерации заряда погружением, покрывая основу светочувствительного элемента раствором слоя внешнего покрытия. Стадию покрытия раствором внешнего слоя проводили в условиях относительной влажности 45% и температуры окружающей среды 25°C. Через 10 секунд после завершения стадии покрытия основу элемента, покрытую раствором внешнего слоя, в течение 120 секунд выдерживали в устройстве, в котором осуществлялась стадия конденсации, во внутреннем объеме которого предварительно устанавливалась относительная влажность 70% и температура окружающей среды 35°C. Через 240 секунд после завершения стадии конденсации основу светочувствительного элемента помещали в устройство сушки воздушным потоком, внутренний объем которого предварительно нагревали до 120°C, проводя высушивание в течение 60 минут. Описанным способом получали электрофотографический светочувствительный элемент, в котором слой переноса заряда представлял собой поверхностный слой.
Профиль поверхности электрофотографического светочувствительного элемента, изготовленного по описанной выше методике, определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки. Результаты измерений показаны в таблице 2. Расстояние между сформированными углубленными участками составляло 1,8 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 44%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 2.
В качестве электрофотографического светочувствительного элемента, поверхность которого не подвергалась обработке для получения углубленных участков, использованного при оценке электрофотографического светочувствительного элемента с точки зрения его нормализованного вращающего момента, применяли светочувствительный элемент, на поверхности которого отсутствовали углубленные участки, полученный в результате высушивания в течение 60 минут сразу после покрытия основы элемента раствором, образующим поверхностный слой, при описанном выше изготовлении светочувствительного элемента.
Пример 38
Электрофотографический светочувствительный элемент получали тем же способом, что и в примере 37, за исключением того, что вместо антиоксиданта, использованного в примере 37, применяли TINUVIN 622 LD (можно приобрести у Ciba Specialty Chemicals Inc.).
Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки. Результаты измерений показаны в таблице 2. Расстояние между сформированными углубленными участками составляло 1,8 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 44%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 2.
В качестве электрофотографического светочувствительного элемента, поверхность которого не подвергалась обработке для получения углубленных участков, использованного при оценке электрофотографического светочувствительного элемента с точки зрения его нормализованного вращающего момента, применяли светочувствительный элемент, на поверхности которого отсутствовали углубленные участки, полученный в результате высушивания в течение 60 минут сразу после покрытия основы элемента раствором, образующим поверхностный слой, при описанном выше изготовлении светочувствительного элемента.
Пример 39
Повторяли методику примера 1, получая на подложке проводящий слой, промежуточный слой и слой генерации заряда.
Затем получали раствор слоя внешнего покрытия, содержащий тот же материал, переносящий заряд, что и в примере 34. Полученный таким образом раствор слоя внешнего покрытия наносили на слой генерации заряда погружением, покрывая основу светочувствительного элемента раствором внешнего слоя. Стадию покрытия раствором внешнего слоя проводили в условиях относительной влажности 45% и температуры окружающей среды 25°C. Через 10 секунд после завершения стадии покрытия основу элемента, покрытую раствором внешнего слоя, в течение 120 секунд выдерживали в устройстве, в котором осуществлялась стадия конденсации, во внутреннем объеме которого предварительно устанавливали относительную влажность 70% и температуру окружающей среды 35°C. Через 240 секунд после завершения стадии конденсации основу светочувствительного элемента помещали в устройство сушки воздушным потоком, внутренний объем которого предварительно нагревали до 120°C, проводя высушивание в течение 60 минут. Описанным способом получали электрофотографический светочувствительный элемент, в котором слой переноса заряда представлял собой поверхностный слой.
Профиль поверхности электрофотографического светочувствительного элемента, изготовленного по описанной выше методике, определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки. Результаты измерений показаны в таблице 2. Расстояние между сформированными углубленными участками составляло 1,8 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 44%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 2.
В качестве электрофотографического светочувствительного элемента, поверхность которого не подвергалась обработке для получения углубленных участков, использованного при оценке электрофотографического светочувствительного элемента с точки зрения его нормализованного вращающего момента, применяли светочувствительный элемент, на поверхности которого отсутствовали углубленные участки, полученный в результате высушивания в течение 60 минут сразу после покрытия основы элемента раствором, образующим поверхностный слой, при описанном выше изготовлении светочувствительного элемента.
Пример 40
Электрофотографический светочувствительный элемент получали тем же способом, что и в примере 39, за исключением того, что вместо порошка полимера тетрафторэтилена, использованного в примере 39, применяли мелкодисперсные частицы оксида кремния с обработанной поверхностью (средний диаметр частиц: 0,1 мкм; торговое наименование: LS-231, можно приобрести у Nippon Light Metal Co., Ltd.). Поверхность полученного светочувствительного элемента обрабатывали тем же способом, что и в примере 39.
Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки. Результаты измерений показаны в таблице 2. Расстояние между сформированными углубленными участками составляло 1,8 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 44%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 2.
Пример 41
Электрофотографический светочувствительный элемент получали тем же способом, что и в примере 39, за исключением того, что вместо порошка полимера тетрафторэтилена, использованного в примере 39, применяли мелкодисперсные частицы оксида алюминия (средний диаметр частиц: 0,1 мкм; торговое наименование: LS-231, можно приобрести у Nippon Light Metal Co., Ltd.). Поверхность полученного светочувствительного элемента обрабатывали тем же способом, что и в примере 39.
Профиль поверхности определяли тем же способом, что и в примере 1, установив, что сформированы углубленные участки. Результаты измерений показаны в таблице 2. Расстояние между сформированными углубленными участками составляло 1,8 мкм. Было определено, что процентная доля площади отверстий углубленных участков составляет 44%. Эксплуатационные характеристики электрофотографического светочувствительного элемента также оценивали по той же методике, что и в примере 1. Результаты показаны в таблице 2.
Результаты примеров 21-41 демонстрируют, что электрофотографический светочувствительный элемент, на поверхности которого имеются углубления, каждое из которых имеет отношение глубины к диаметру по большой оси, т.е. Rdv/Rpc, от 1,0 до 7,0, значительно лучше предотвращает вибрации чистящего ножа при многократном последовательном применении.
Настоящая заявка претендует на приоритет заявки на патент Японии №2006-022896, поданной 31 января 2006, заявки на патент Японии №2006-022898, поданной 31 января 2006, заявки на патент Японии №2006-022899, поданной 31 января 2006, заявки на патент Японии №2006-022900, поданной 31 января 2006, и заявки на патент Японии №2007-016216, поданной 26 января 2007, содержание которых включено в настоящую заявку с помощью ссылки.
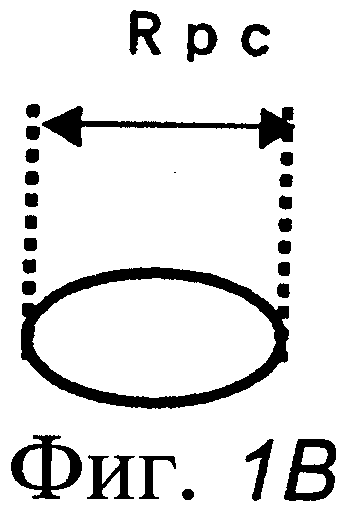
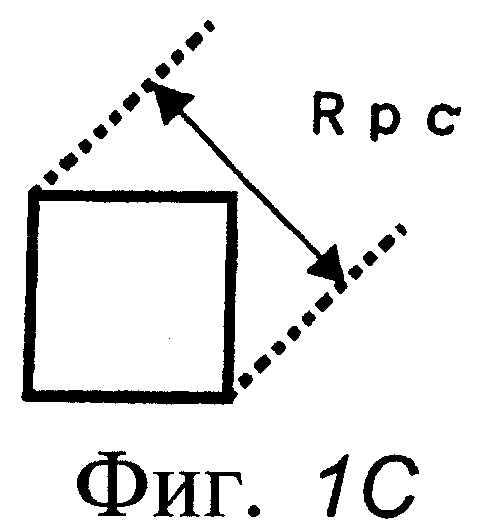
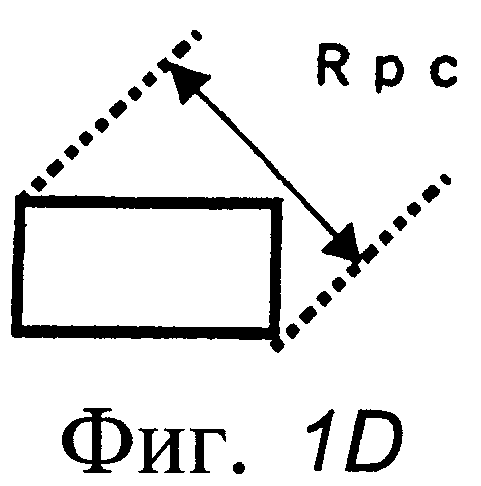
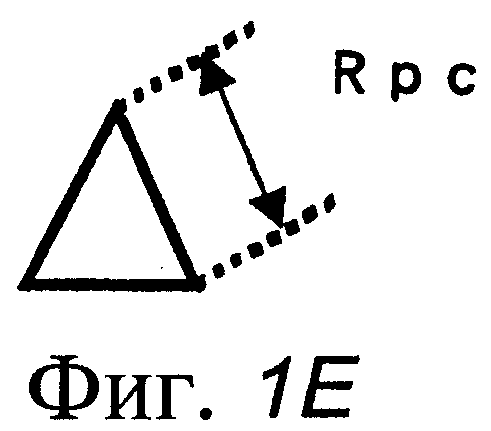
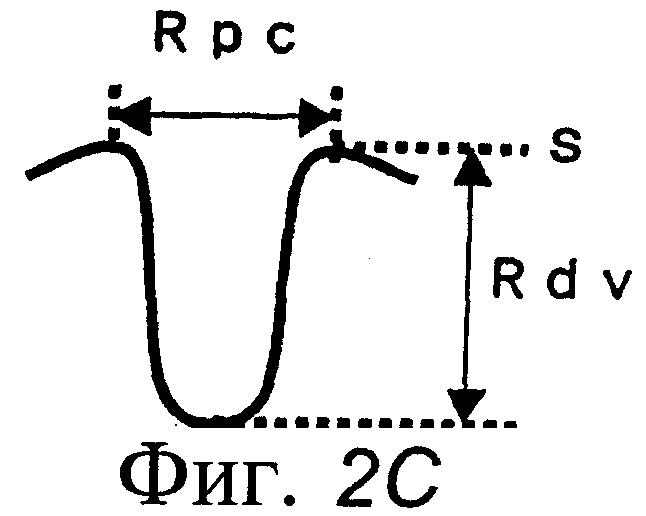
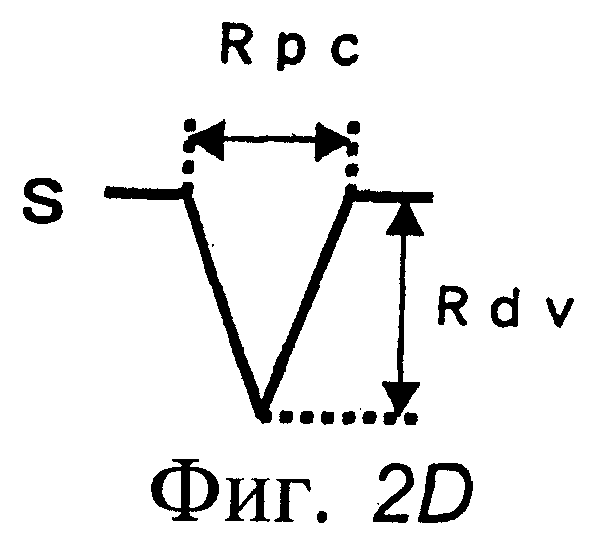
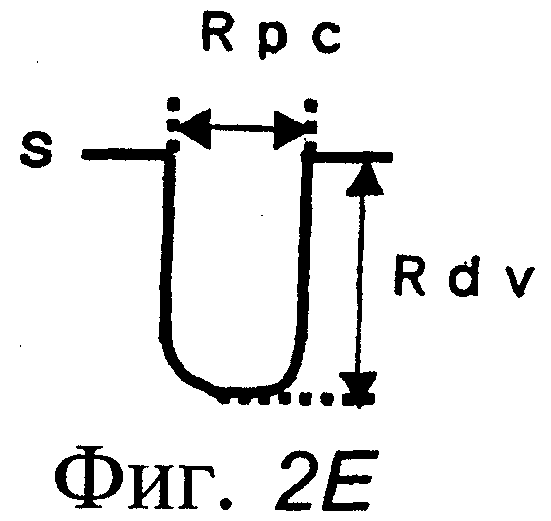
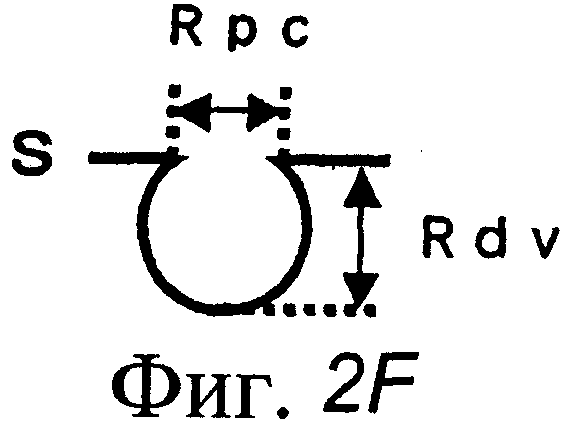
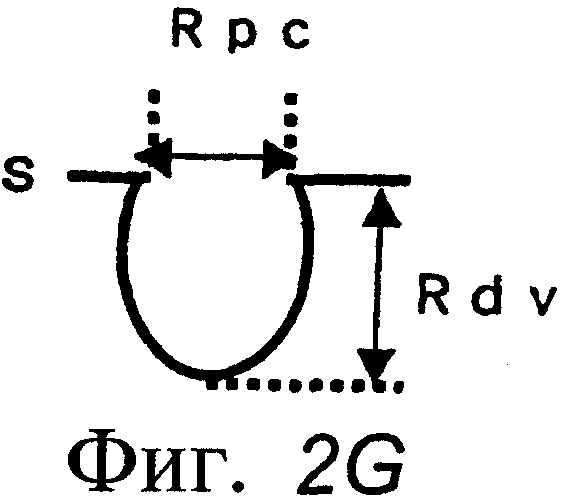
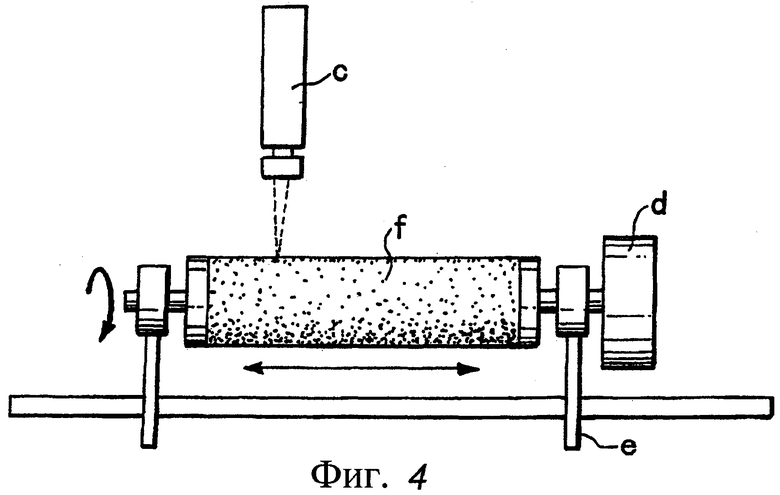
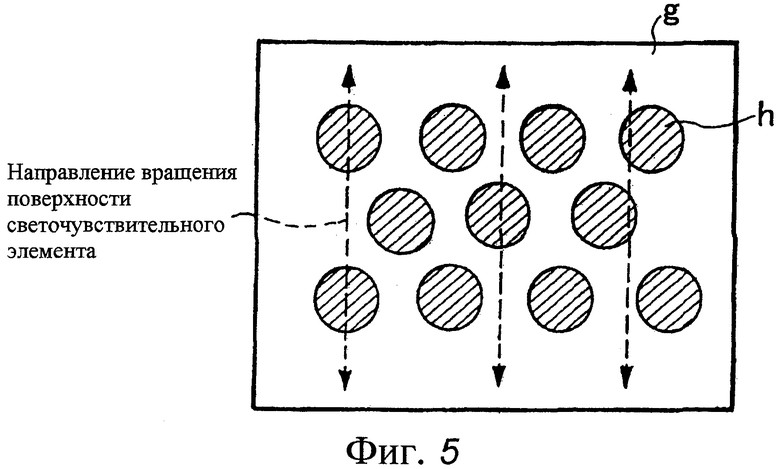
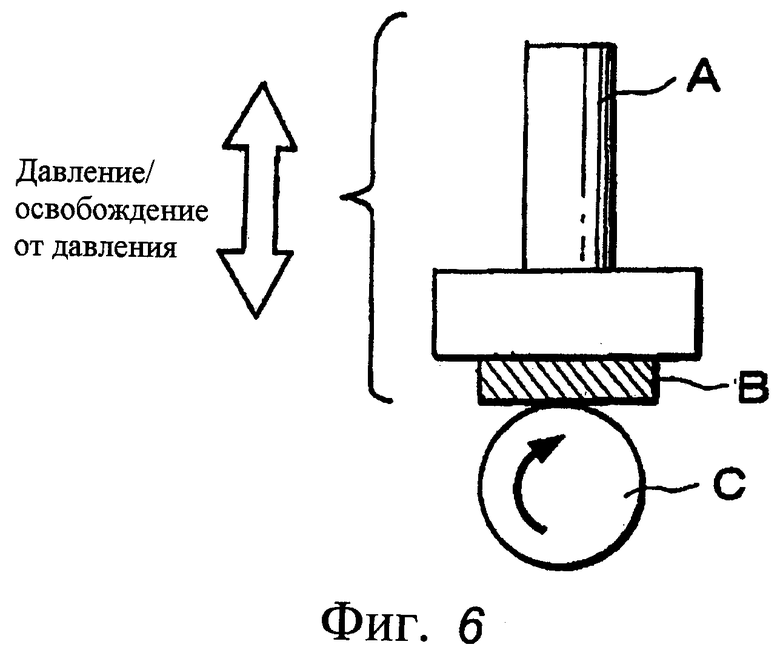
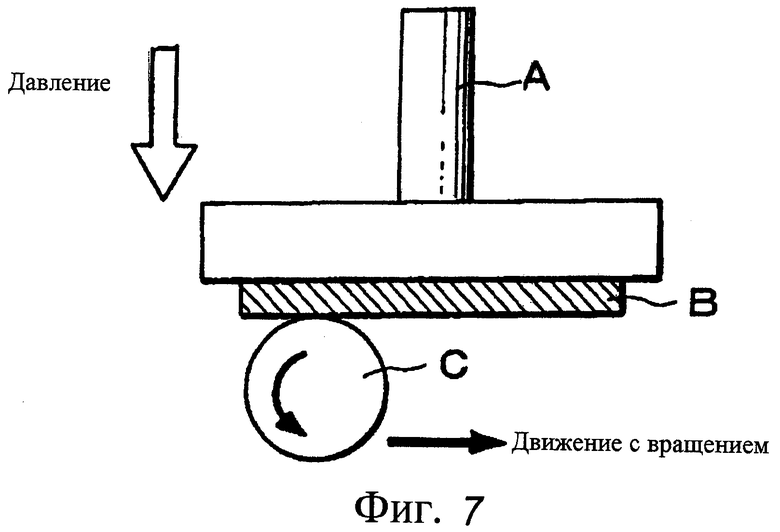
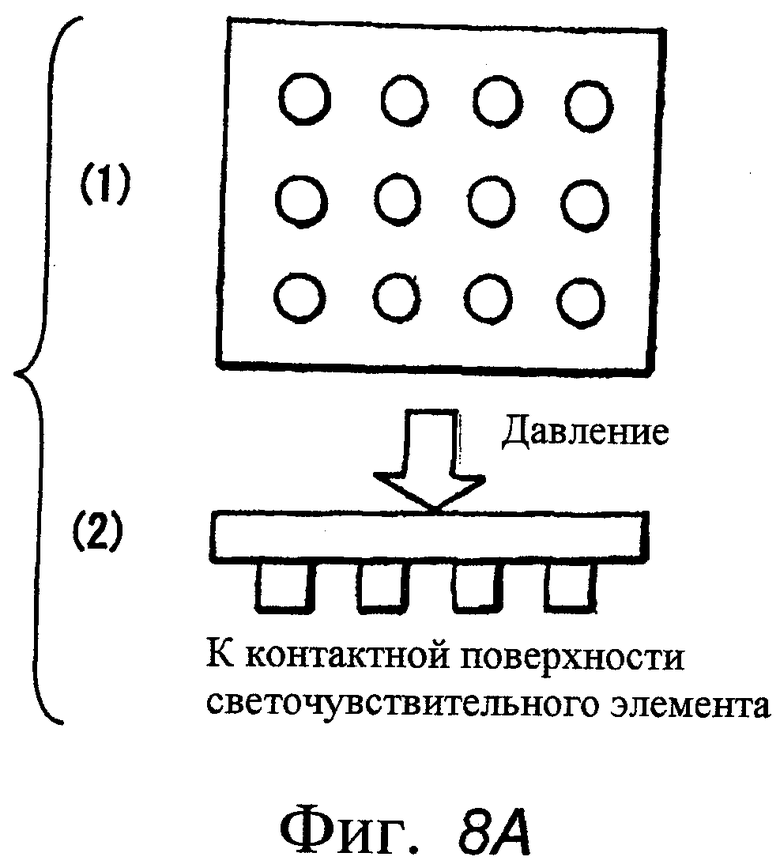
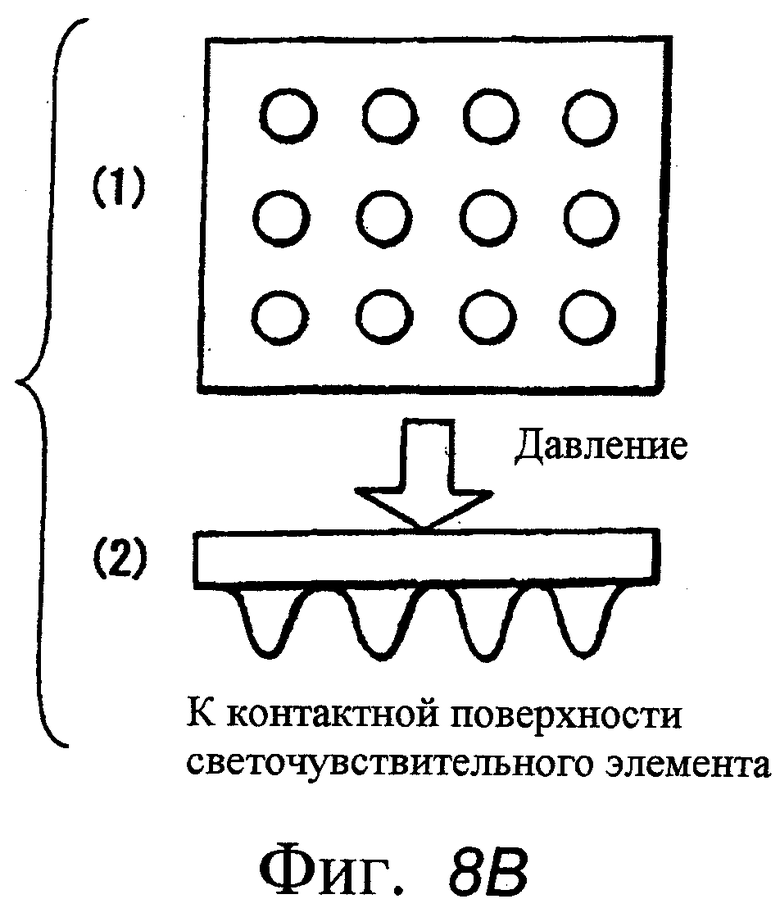
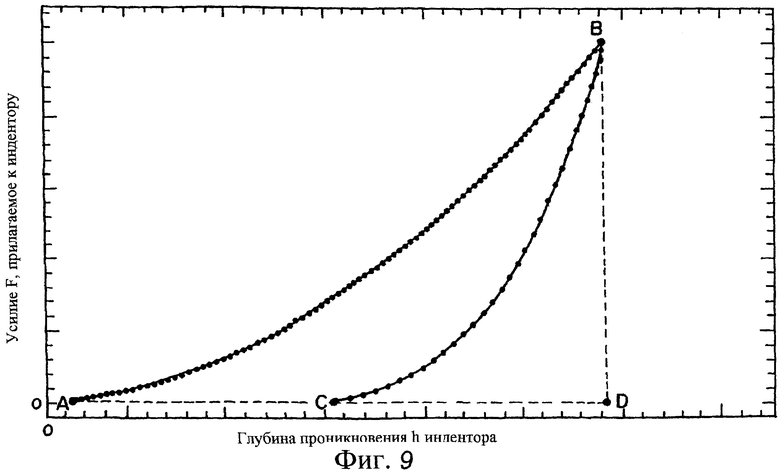
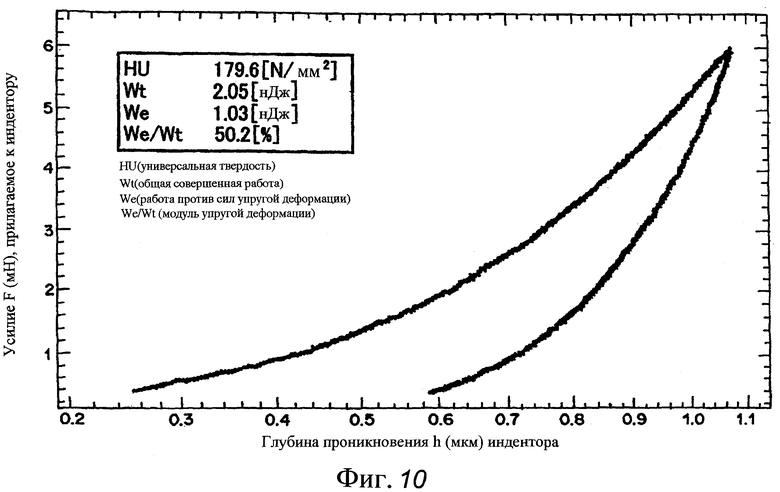
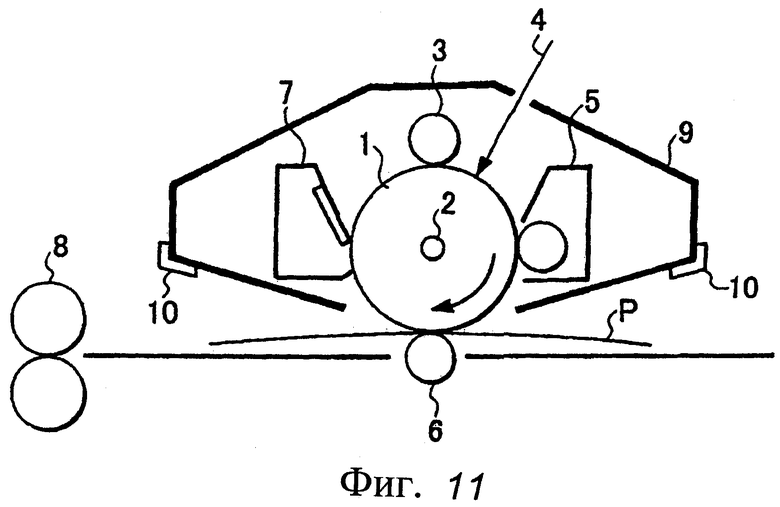
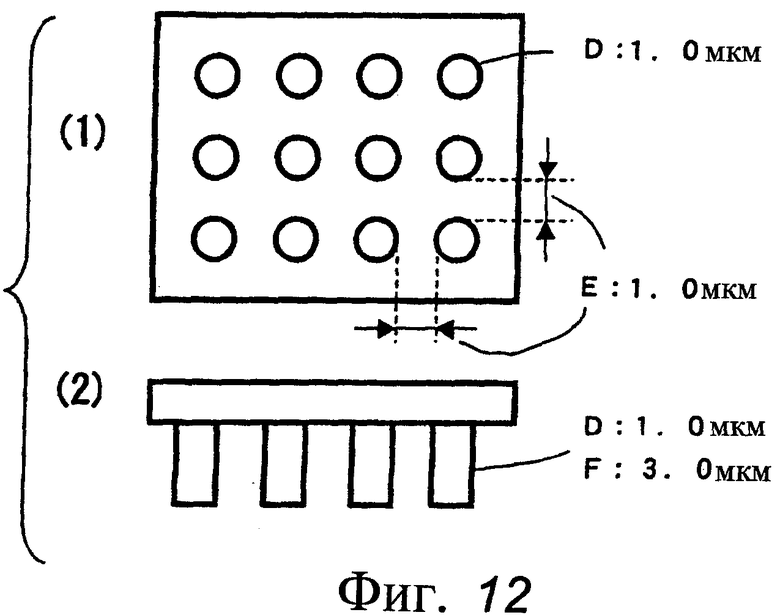
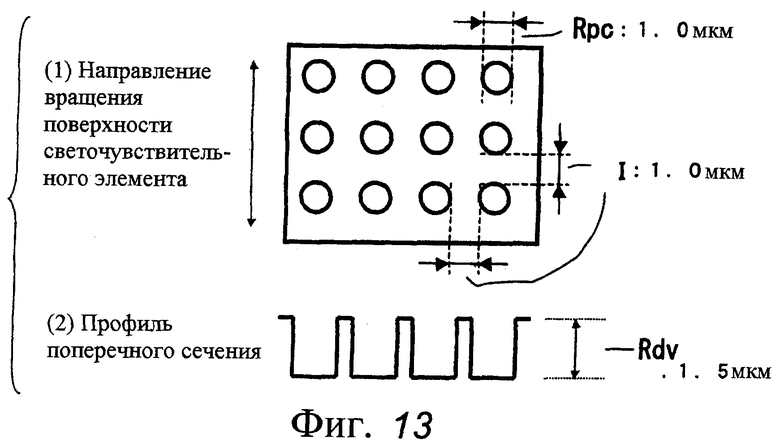
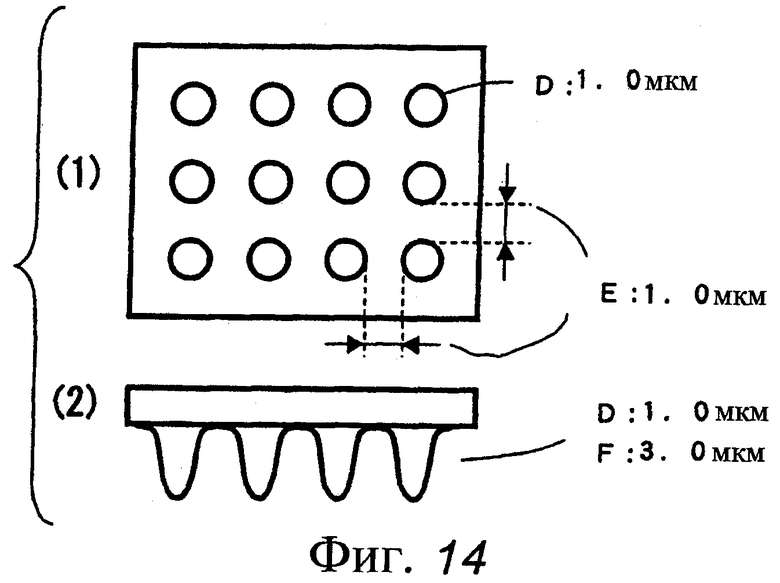
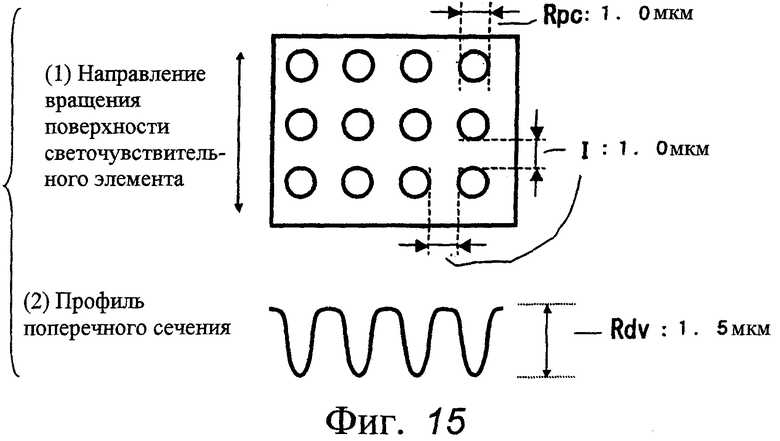
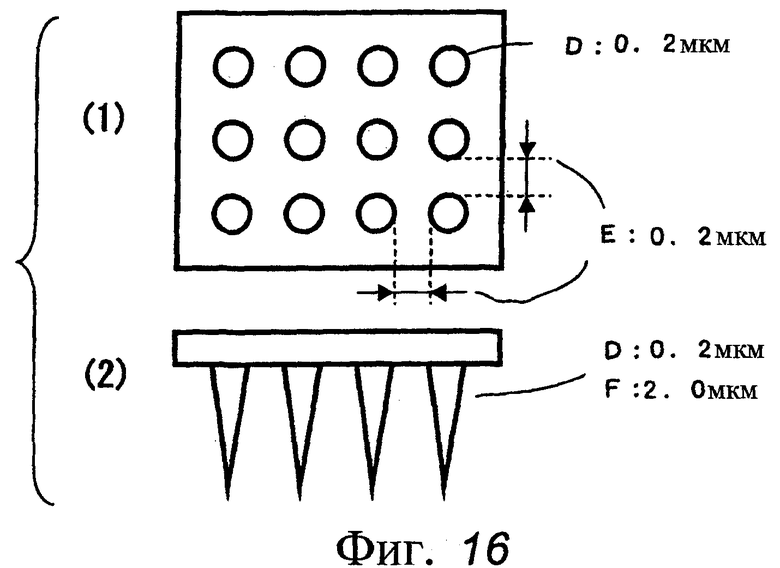
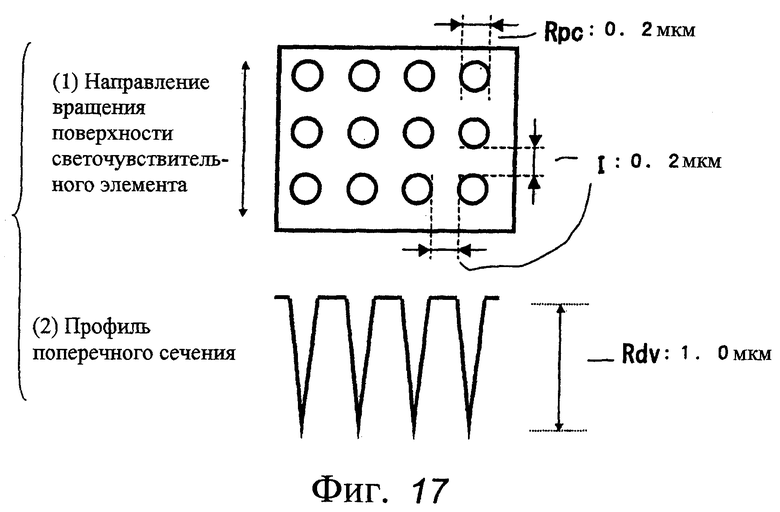
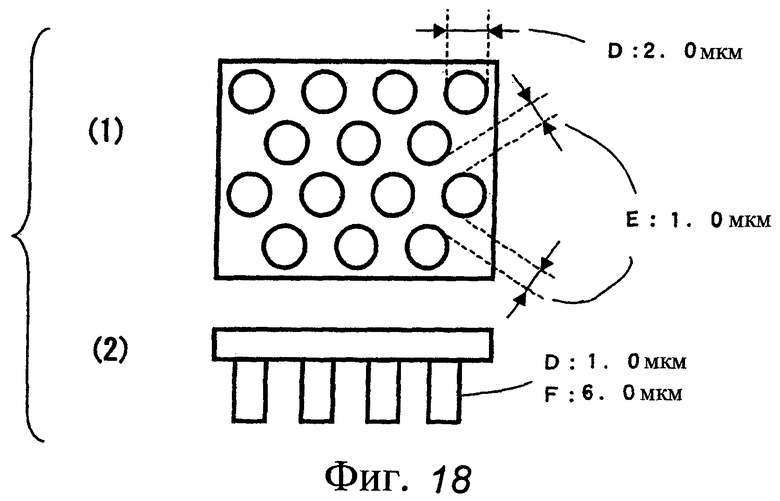
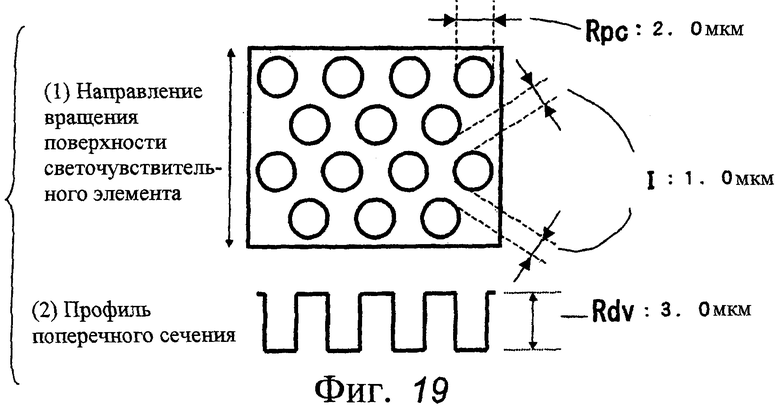
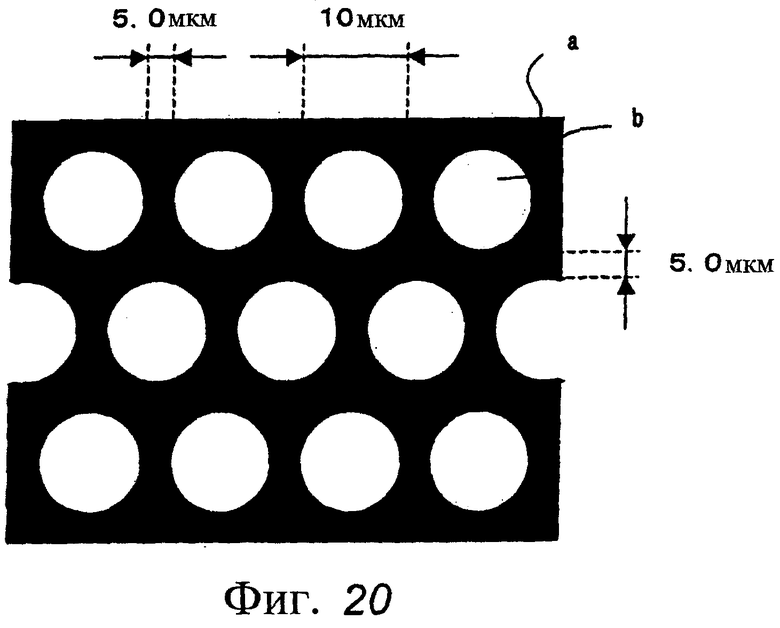
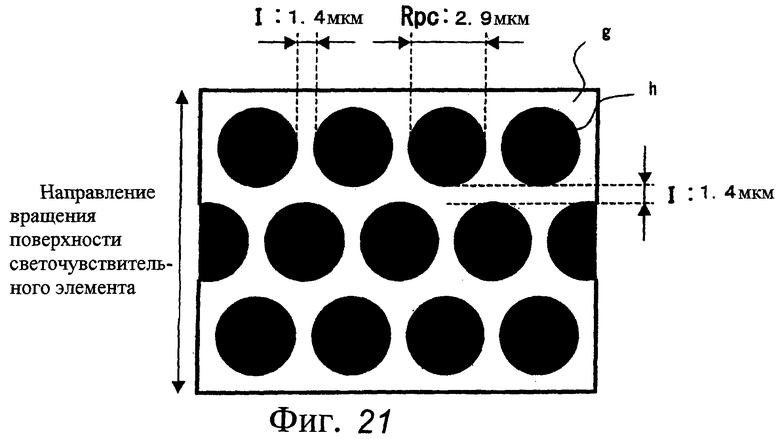
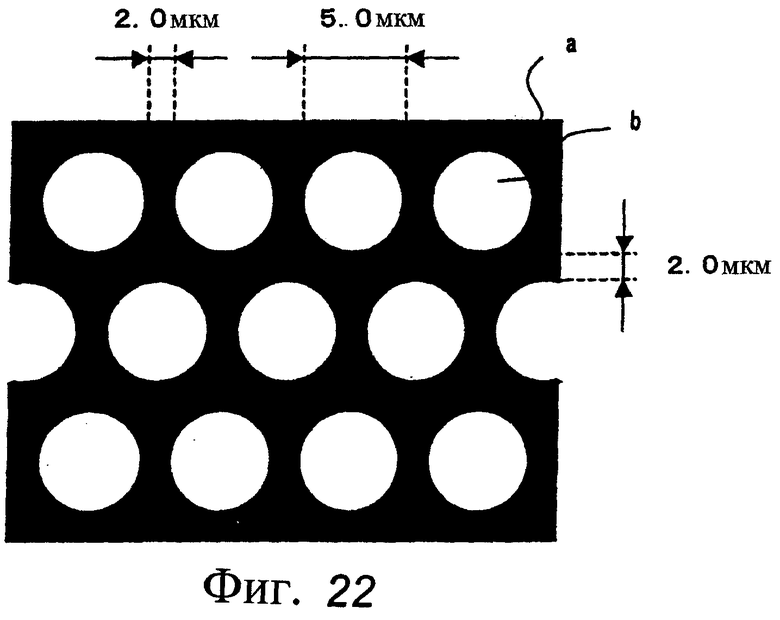
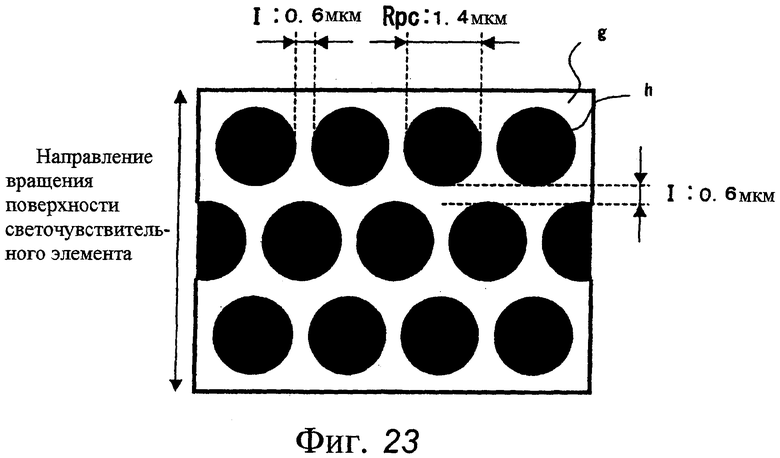
Изобретение относится к электрофотографическому светочувствительному элементу, рабочему картриджу и электрофотографическому устройству, которое содержит упомянутый электрофотографический светочувствительный элемент. Технический результат - повышение эффективности очистки электрофотографического светочувствительного элемента, обладающего хорошей способностью к воспроизводству изображений при долговременном применении. Электрофотографический светочувствительный элемент содержит подложку и предусмотренный на ней светочувствительный слой. Электрофотографический светочувствительный элемент имеет поверхность, на которой имеется множество независимых друг от друга углубленных участков, и в котором диаметр каждого из углубленных участков по большой оси представлен величиной Rpc, и глубина, которая показывает расстояние между наиболее глубокой частью каждого углубленного участка и его отверстием, представлена величиной Rdv. Средняя глубина углубленных участков (Rdv-А) составляет от 3,0 мкм до 10,0 мкм, причем каждый из углубленных участков имеет отношение глубины к диаметру по большой оси, т.е. Rdv/Rpc от 1,0 до 7,0. 3 н. и 3 з.п. ф-лы, 36 ил., 2 табл.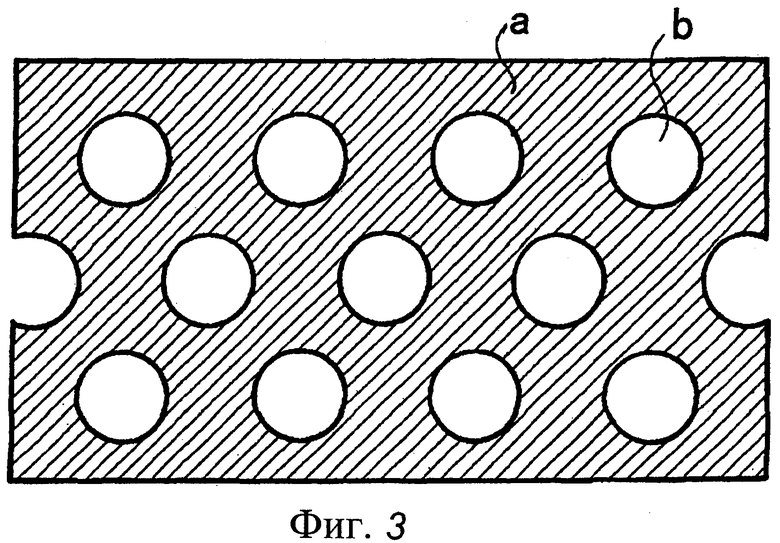
1. Электрофотографический светочувствительный элемент, который содержит подложку и предусмотренный на ней светочувствительный слой, при этом электрофотографический светочувствительный элемент имеет поверхность, на которой имеется множество независимых друг от друга углубленных участков, и в котором диаметр отверстия каждого из углубленных участков по большой оси представлен величиной Rpc, и глубина, которая показывает расстояние между наиболее глубокой частью каждого углубленного участка и его отверстием, представлена величиной Rdv, при этом средняя глубина углубленных участков (Rdv-А) составляет от более чем 3,0 мкм до 10,0 мкм или менее, причем каждый из углубленных участков имеет отношение глубины к диаметру по большой оси, т.е. Rdv/Rpc, от более чем 1,0 до 7,0 или менее.
2. Электрофотографический светочувствительный элемент по п.1, в котором на квадратной площадке поверхности указанного электрофотографического светочувствительного элемента со стороной 100 мкм имеются углубленные участки в количестве от 50 до 70000 штук.
3. Электрофотографический светочувствительный элемент согласно п.1, в котором для электрофотографического светочувствительного элемента, на поверхности которого имеются углубленные участки, в соответствии с п.1, отношение средней глубины (Rdv-A) к среднему диаметру по большой оси (Rpc-A), т.е. Rdv-A/Rpc-A, углубленных участков поверхности электрофотографического светочувствительного элемента составляет от более чем 1,0 до 7,0 или менее.
4. Электрофотографический светочувствительный элемент по п.3, в котором отношение средней глубины (Rdv-A) к среднему диаметру по большой оси (Rpc-A), т.е. Rdv-A/Rpc-A, углубленных участков составляет от более чем 1,3 до 5,0 или менее.
5. Рабочий картридж, который содержит электрофотографический светочувствительный элемент по п.1 и, по меньшей мере, одно устройство, выбранное из группы, состоящей из заряжающего устройства, проявляющего устройства и чистящего устройства, причем рабочий картридж может быть установлен с возможностью извлечения в основной корпус электрофотографического устройства.
6. Электрофотографическое устройство, которое содержит электрофотографический светочувствительный элемент по п.1, заряжающее устройство, экспонирующее устройство, проявляющее устройство и устройство переноса изображения.
| JP 2001066814 А, 16.03.2001 | |||
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ ЛИНИИ ПЕРЕДАЧИ ДАННЫХ | 2000 |
|
RU2187784C1 |
| US 5082756 А, 21.01.1992 | |||
| US 5242776 А, 07.09.1993. | |||

