Область техники
Настоящее изобретение касается в общем случае удерживания частиц перед безыгольной инъекцией этих частиц в потоке газа. А именно настоящее изобретение имеет отношение к кассетам с частицами, имеющим пару мембран, удерживающих эти частицы в камере между собой, а также способам изготовления и сборки таких кассет с частицами.
Уровень техники
Устройства для безыгольных инъекций известны из WO 94/24263. В этой публикации представлен безыгольный шприц, в котором частицы вовлекаются в поток газа, ускоренного при прохождении через сопло, так, чтобы эти частицы могли быть введены в мишень, такую как кожа человека или иные клетки ткани. Во многих случаях практического применения существует необходимость в том, чтобы перед приведением в действие такого устройства частицы содержались в стерильной среде. В WO 94/24263 представлена используемая для этой цели кассета с частицами, содержащая центральную кольцеобразную конструкцию с разрушаемыми мембранами, присоединенными к каждой из ее сторон, что образует автономный герметичный блок, содержащий в себе частицы для инъекции. При приведении в действие этого устройства мембраны разрушаются, позволяя частицам, изначально содержащимся между этими мембранами, оказаться в газовом потоке и достигнуть мишени. Публикация WO 94/24263 включена в настоящее описание путем ссылки.
Усовершенствование кассеты с частицами, описанной в WO 94/24263, представлено в WO 03/011379. В этом документе дано описание кассеты с частицами, содержащей две части, к каждой из которых присоединена разрушаемая мембрана. В предпочтительном варианте изготовления мембраны присоединены с нагревом к соответствующим частям кассеты, а сама кассета с частицами образуется путем соединения частей кассеты друг с другом так, чтобы создать камеру для частиц. Это позволяет решить проблему кассеты с частицами, описанной в WO 94/24263, в которой проблема заключается в том, что присоединение с нагревом второй мембраны к кольцеобразной конструкции может привести к деградации частиц в камере. Публикация WO 03/011379 также включена в настоящее описание путем ссылки.
На Фиг.13 в публикации WO 03/011379 показана кассета с частицами, в которой имеется первая часть 70 кассеты с мембраной 71, присоединенной с нагревом к этой части, а также вторая часть 72 кассеты с мембраной 73, присоединенной с нагревом к этой части. Первая и вторая части кассеты соединяются друг с другом в продольном направлении так, чтобы ребра на внешней поверхности второй части кассеты взаимодействовали с внутренней кольцевой поверхностью 78 выступа на первой части кассеты. Это обеспечивает посадку с натягом, которая удерживает первую и вторую части кассеты вместе. Кассета с частицами рассчитана на сборку вручную.
Проблема такой сборки вручную заключается в том, что камера 77 для размещения частиц не герметична. Это было подтверждено путем вакуумных испытаний кассеты с частицами, показанной на Фиг.13 в публикации WO 03/011379, по результатам которых становится ясно, что, хотя камера 77 герметична настолько, чтобы частицы не могли ее покинуть, однако газы и даже частицы более высокого порядка малости (например, микробы) могут попасть в камеру 77.
В соответствии с этим в настоящем изобретении предпринята попытка частично решить указанную проблему.
Сущность изобретения
Настоящее изобретение решает вышеуказанную проблему путем обеспечения способа изготовления кассеты с частицами, устройства для изготовления кассеты с частицами, набора частей, которые в собранном виде образуют кассету с частицами, кассеты с частицами, а также первой и второй частей кассеты, которые позволяют создать камеру для размещения частиц, обладающую достаточной герметичностью.
Согласно изобретению предлагается способ изготовления кассеты с частицами для устройства, выполняющего безыгольные инъекции, при этом упомянутый способ содержит этапы:
(а) обеспечение первой части кассеты, имеющей первую разрушаемую мембрану, присоединенную к этой части;
(в) обеспечение второй части кассеты, имеющей вторую разрушаемую мембрану, присоединенную к этой части;
(c) установку упомянутых первой и второй части по одной оси в продольном направлении;
(d) приложение заданной силы в продольном направлении так, чтобы столкнуть первую и вторую части кассеты с образованием пластической деформации части упомянутой кассеты таким образом, чтобы сформировать герметично уплотненную камеру между первой разрушаемой мембраной и второй разрушаемой мембраной,
причем способ далее содержит после этапа (b) обеспечение частиц в первой части кассеты рядом с первой разрушаемой мембраной таким образом, чтобы частицы после этого содержались в упомянутой герметичной камере, созданной на этапе (d).
При этом пластическую деформацию образуют в части кассеты, отличной от мембраны. Предпочтительно пластическую деформацию образуют в первой части кассеты. Также способ может включать обеспечение третьей частью кассеты, при этом пластическую деформацию образуют в третьей части кассеты.
Предпочтительно часть, в которой образуют пластическую деформацию, содержит торцевую поверхность уплотнения, и упомянутая пластическая деформация является пластической деформацией упомянутой торцевой поверхности уплотнения. Торцевая поверхность уплотнения имеет коническую форму, и осуществляют пластическую деформацию так, чтобы деформировать этот конус таким образом, чтобы он стал по меньшей мере частично плоским в плоскости, перпендикулярной продольному направлению. В способе первая часть кассеты содержит торцевую поверхность уплотнения, и упомянутую торцевую поверхность уплотнения герметично соединяют непосредственно со второй разрушаемой мембраной второй части кассеты. Предпочтительно торцевая поверхность уплотнения располагается на выступе первой части кассеты, причем выступ представляет собой кольцеобразный выступ.
Заданную силу, прикладываемую на этапе (d), определяют по следующей формуле:
F≥0,1CAmax,
где F - заданная сила в Ньютонах, С - предел текучести при сжатии участка пластического деформирования в МПа, и Amax - максимально возможная площадь уплотнения, достижимая с использованием частей кассеты, в мм2.
Первую и вторую части кассеты сближают друг с другом в продольном направлении на этапе (d), предпочтительно первую и вторую части кассеты сближают друг с другом не более чем на 0,1 мм.
Заданную силу, прикладываемую на этапе (d), определяют по следующей формуле:
F≥2C,
где F - величина заданной силы, представленная в Ньютонах, и С - величина предела текучести при сжатии пластически деформированного участка, представленная в МПа.
Предел текучести при сжатии для участка пластического деформирования лежит в пределах от 50 до 100 МПа. Предел текучести при сжатии второй разрушаемой мембраны имеет большее значение, чем предел текучести при сжатии участка первой части кассеты, на котором образуют пластическую деформацию.
Было обнаружено, что приложение заданной силы, достаточной для пластического деформирования некоторого участка кассеты, создает образуемое путем холодного деформирования уплотнение между составными частями кассеты, которое затем выдерживает вакуумные испытания, достаточные для доказательства герметичности камеры. Использование заданной силы, а не изменчивого, не поддающегося точному воспроизведению усилия руки обеспечивает создание кассет с частицами способом по первому аспекту, которые обладают герметичностью на известном доверительном уровне, а это означает, что нет необходимости в испытании на герметичность каждой кассеты с частицами, изготовленной подобным образом. Обеспечение герметичной камерой дает уверенность в том, что при использовании кассеты с частицами вероятность заражения частицами отсутствует.
Кроме того, сохраняются преимущества технического решения согласно публикации WO 03/011379, заключающиеся в том, что частицы не подвергаются деградации в процессе присоединения с нагревом.
Как указано выше, предпочтительно, чтобы пластическое деформирование происходило на заданном участке первой части кассеты, таком как торцевая поверхность уплотнения. Это позволяет обеспечить воспроизводимость процесса изготовления, а также способствует обеспечению гарантии герметичности при приложении заданной силы. Торцевая поверхность торцевого уплотнения перед сборкой предпочтительно должна иметь коническую форму. Использование такой конусообразности подразумевает, что изначально в контакте со второй частью кассеты находится лишь сравнительно малая площадь поверхности, предназначенной для торцевой поверхности уплотнения. При пластическом деформировании конусообразная поверхность сплющивается так, чтобы отвечать форме соответствующего участка второй части кассеты, и за счет этого площадь поверхности контакта увеличивается. Вид пластического деформирования и увеличение площади поверхности контакта способствуют созданию уплотнения, образуемого путем холодного деформирования, при котором первая и вторая части кассеты плотно соединены между собой с образованием герметичной камеры для удерживания в ней частиц.
Обеспечение прилегания торцевой поверхности уплотнения непосредственно ко второй разрушаемой мембране второй части кассеты дает дополнительное преимущество в том, что плотное прилегание между второй частью кассеты и второй разрушаемой мембраной усиливается. Вторая разрушаемая мембрана оказывается эффективно зажатой по типу «сэндвича» между первой и второй частями кассеты и заданная сила способствует герметизации по обе стороны второй разрушаемой мембраны. Кроме того, вторая разрушаемая мембрана может быть изготовлена из иного материала, чем первая часть кассеты для того, чтобы обеспечить деформирование первой части кассеты, а не второй разрушаемой мембраны.
Расположение торцевой поверхности уплотнения первой части кассеты предпочтительно на кольцеобразном выступе первой части кассеты. Это позволяет управлять пластическим деформированием первой части кассеты и позволяет обеспечить известную заданную площадь уплотнения, которая не может превышать размеры торцевой поверхности уплотнения, расположенной на кольцеобразном выступе.
Частицы для удерживания в камере предпочтительно вводятся между этапами (в) и (с). Это наилучшим образом достигается путем расположения первой части кассеты горизонтально, при этом герметично закрепленная мембрана обращена вниз, далее частицы помещают на эту герметично закрепленную мембрану, после чего на первую часть кассеты вертикально опускают вторую часть кассеты.
Такое вертикальное снижение предпочтительно достигается использованием пары плит, которые сжимают части кассеты друг с другом. Такое сжатие предпочтительно выполнять так, чтобы в процессе сборки части кассеты перемещались навстречу друг другу в продольном направлении.
Значение прикладываемой заданной силы предпочтительно выбирается таким, чтобы создать давление уплотнения, превышающее предел текучести при сжатии для первой части кассеты.
Для первой и/или второй части кассеты может быть использован ряд материалов. В особенности предпочтителен полиэтилентерефталатгликоль (PETG). Для разрушаемой мембраны в особенности предпочтителен полиэтилентерефталат (PET). Тот факт, что PET имеет несколько более высокое значение предела текучести при сжатии, чем PETG, означает, что первая часть кассеты пластически деформируется, когда торцевая поверхность уплотнения поджимается ко второй разрушаемой мембране.
Заданная сила, используемая для герметичного соединения частей кассеты между собой, должна быть предпочтительно такой, чтобы создать площадь уплотнения, которая составляет по меньшей мере 10% от максимально возможной площади уплотнения. Максимально возможная площадь уплотнения в случае, когда поверхность торцевого уплотнения прилегает к выступу, будет равна площади торцевой поверхности выступа. Это условие выражено приведенными выше неравенствами.
Заданная сила имеет значения предпочтительно более 200 Н, более предпочтительно - 500 Н, 800 Н и даже более 1000 Н. Значения около 1200 Н и около 1800 Н также экспериментально оценивались и оказались приемлемыми.
Заданная сила предпочтительно прикладывается с выдержкой на заданный период времени. Оптимальный период составляет от 0,1 до 15 секунд, предпочтительно от 1 до 10 секунд, более предпочтительно - от 3 до 7 секунд. Было найдено, что заданная сила в 1500 Н или более при времени выдержки в 3,5 секунды или более обеспечивает получение весьма надежной кассеты с частицами.
Краткое описание чертежей:
Теперь будет дано описание вариантов осуществления изобретения, лишь в качестве примеров, со ссылкой на сопровождающие схематичные чертежи, где:
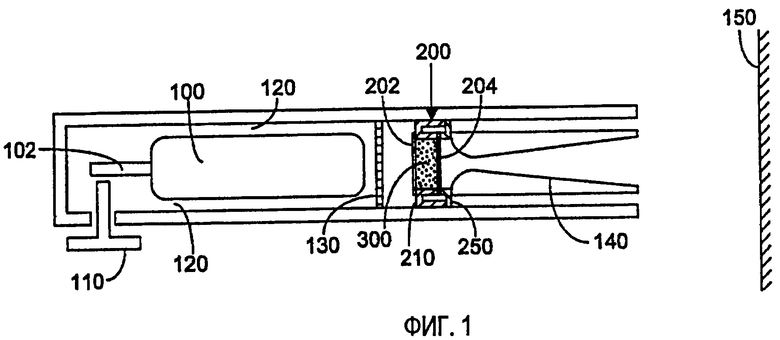
на Фиг.1 показано устройство для безыгольных инъекций, типичное для практического использования кассеты с частицами, изготовленной по изобретению;
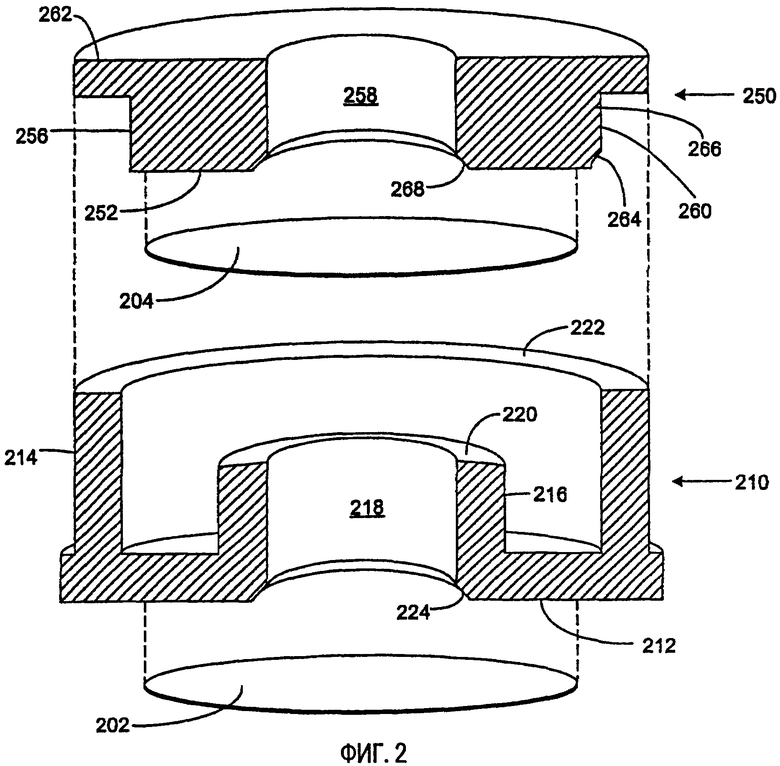
на Фиг.2 показана кассета с частицами по предпочтительному варианту осуществления изобретения, представленная в разобранном виде;
на Фиг.3 показана кассета с частицами, представленная на Фиг.2, в сборке;
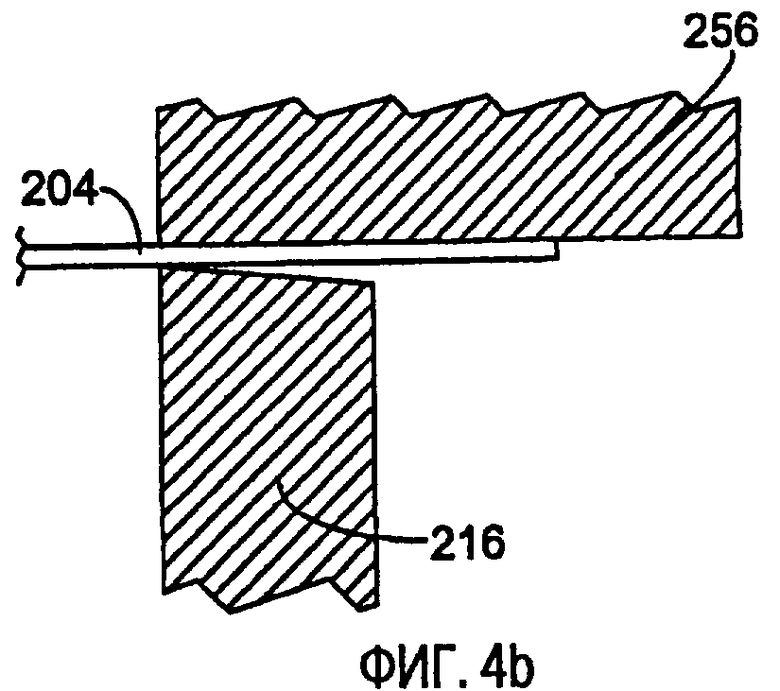
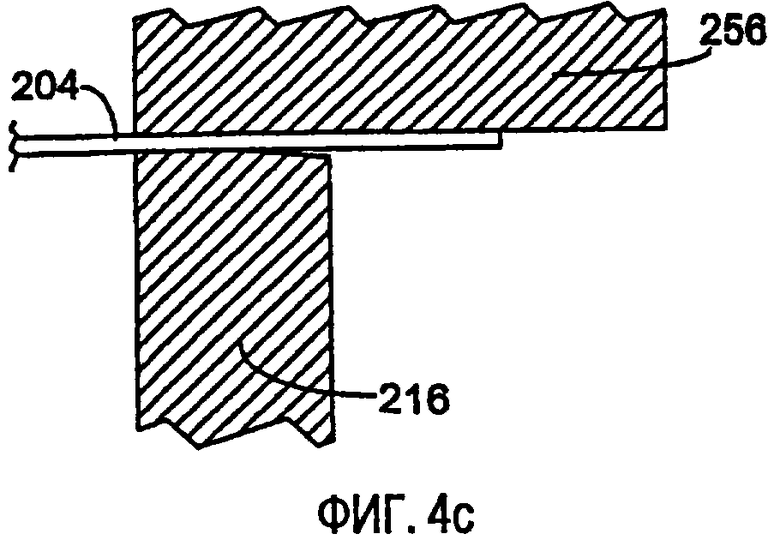
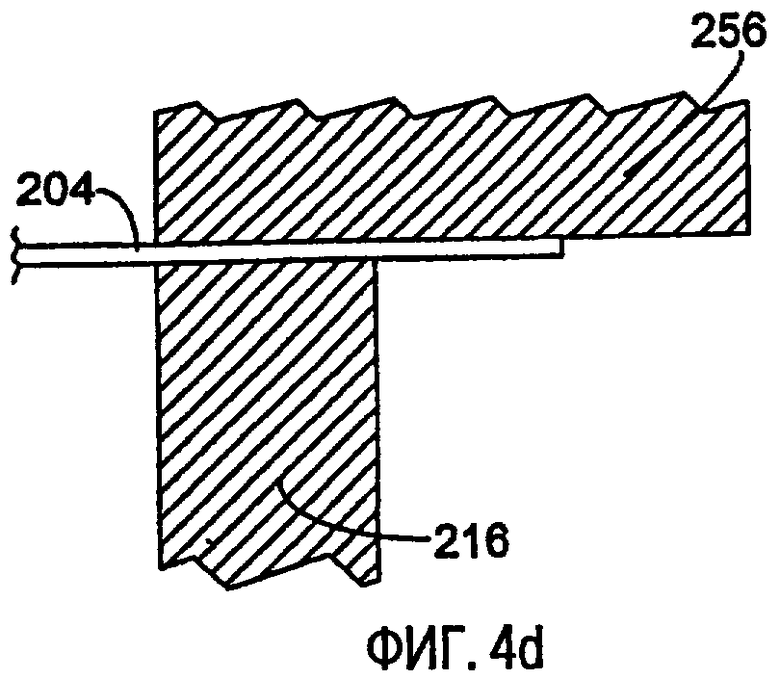
на Фиг. с 4а по 4d показаны этапы сборки кассеты с частицами;
на Фиг.5 показан второй вариант осуществления кассеты с частицами;
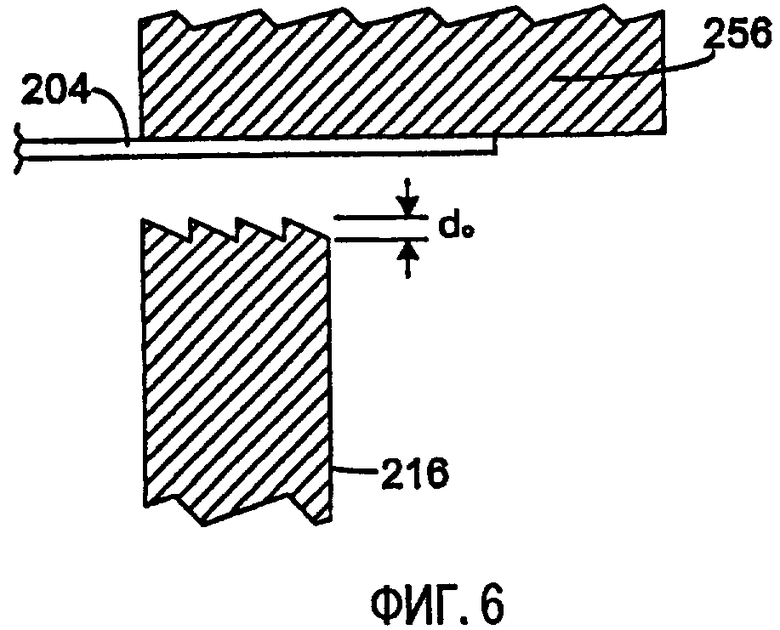
на Фиг.6 показана альтернативная конструкция для поверхности торцевого уплотнения;
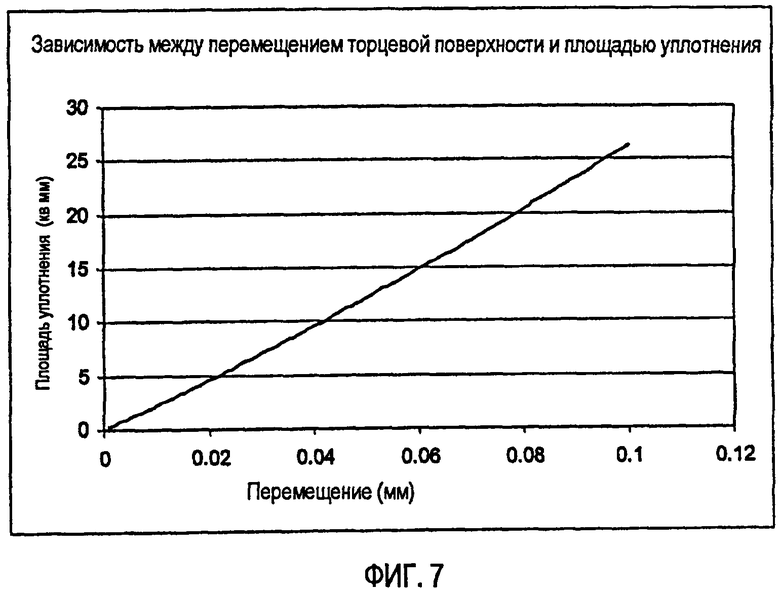
Фиг.7 представляет собой график зависимости между перемещением и площадью уплотнения для кассеты с частицами по предпочтительному варианту осуществления изобретения;
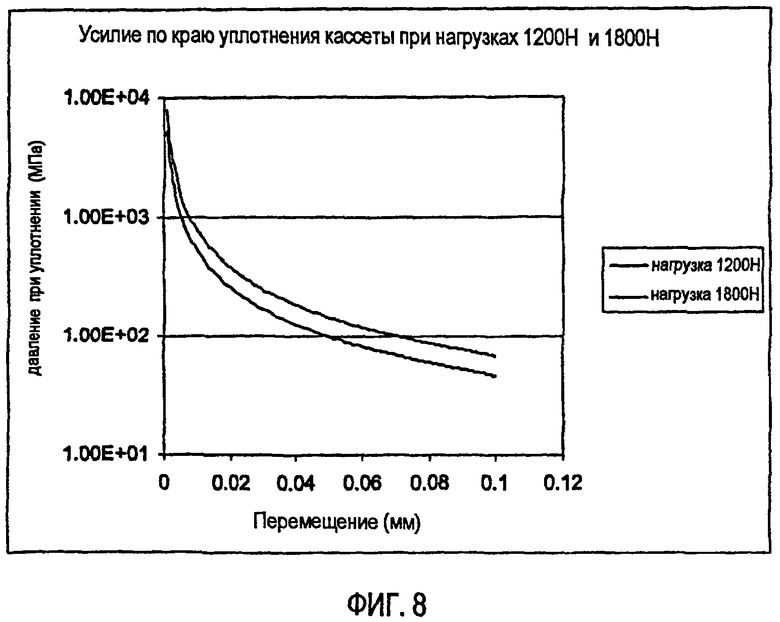
Фиг.8 представляет собой график зависимости между перемещением и давлением при уплотнении для двух различных значений заданной силы для кассеты с частицами по предпочтительному варианту осуществления изобретения;
На Фиг.9 показано устройство для изготовления кассеты с частицами по изобретению в начальном положении; и
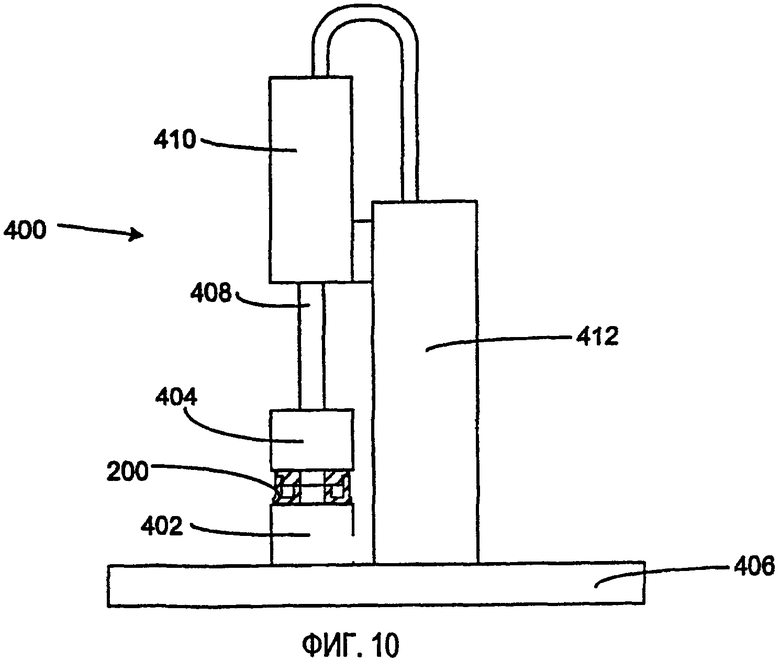
На Фиг.10 показано устройство, представленное на Фиг.9, но при сжатых между собой плитах.
Описание предпочтительных вариантов осуществления изобретения
На чертежах детали могут быть изображены не в масштабе. Чертежи выполнены схематичными для ясности. В действительности разрушаемые мембраны могут быть значительно тоньше, чем показано, и/или объем частиц может быть столь малым, что едва различим невооруженным глазом.
На Фиг.1 показано устройство для безыгольных инъекций, в котором кассета с частицами по изобретению может быть приемлема и практически использована. Безыгольный шприц содержит резервуар 100 со сжатым газом, обычно гелием под давлением выше атмосферного, например от 20 до 60 бар. Резервуар 100 выполнен в форме колбы, имеющей тонкостенный наконечник 102. На одном конце этого устройства предусмотрена кнопка 110 срабатывания, которая расположена так, что при нажатии кнопки усилие от нее передается на тонкостенный наконечник 102 так, чтобы разрушить тонкостенный наконечник 102 резервуара 100. Газ, находящийся под давлением выше атмосферного, таким образом, высвобождается из резервуара 100 и, обтекая снаружи резервуар 100, устремляется в проходы 120 так, как описано в ЕР 0934754. Газ проходит через фильтр 130 перед тем, как достичь кассеты с частицами, обозначенной в целом позицией 200. Кассета с частицами содержит первую часть 210 кассеты, имеющую первую разрушаемую мембрану 202, присоединенную к этой части, а также вторую часть 250 кассеты, имеющую вторую разрушаемую мембрану 204, присоединенную к этой части. Частицы 300 расположены в камере между этими мембранами. Давление газа, выпущенного из резервуара, приводит к последовательному разрушению мембран 202, 204, и частицы 300 вовлекаются в газовый поток. Газовый поток (содержащий частицы) ускоряется при прохождении через сопло 140, имеющее предпочтительно конфузорно-диффузорную конфигурацию, в направлении мишени 150. Мишень 150 предпочтительно представляет собой кожу или иную ткань живого человека или животного. Следует понимать, что настоящее описание шприца - всего лишь пример и возможны модификации в соответствии с идеями предшествующего уровня техники, касающимися подобных безыгольных шприцов. Например, резервуар 100 может содержать клапан, а не тонкостенный наконечник, и может располагаться так, что газ вытекает непосредственно в направлении фильтра, а не делает поворот на 180° при выходе из резервуара. Кроме того, могут быть обеспечены система шумоглушения и разделитель для разнесения выхода сопла и мишени, что известно в данной области техники. Кассета с частицами по изобретению в общем случае применима к любому типу безыгольных шприцов, в которых частицы подхватываются и вовлекаются в струю газа.
Следует понимать, что задняя мембрана 204 до срабатывания шприца сообщается с атмосферой через отверстие сопла 140. Для уверенности в том, что частицы герметично закрыты от атмосферы до использования шприца, в настоящем изобретении обеспечивается положение, при котором никакой газ, входящий в состав атмосферы, не проникает между частями 210, 250 кассеты в пространство, где расположены частицы 300.
Конструкция частей кассеты показана на Фиг.2. На этой фигуре показано сечение частей кассеты по диаметру с поперечной штриховкой в плоскости сечения. Разрушаемые мембраны 202, 204 показаны не в сечении. Первая часть 210 кассеты имеет базовую поверхность 212, к которой присоединена мембрана 202, предпочтительно путем присоединения с нагревом. Присоединение с нагревом обеспечивает герметичное соединение между мембраной 202 и первой частью 210 кассеты.
Первая часть 210 кассеты содержит первый кольцеобразный выступ 214, расположенный по всему периметру первой части 210 кассеты. Назначение этого выступа заключается во взаимодействии с соответствующими деталями второй части 250 кассеты так, чтобы удерживать обе части кассеты вместе. Первый кольцеобразный выступ 214 имеет на своем торце поверхность 222 в форме кольца. Второй кольцеобразный выступ 216 расположен радиально с внутренней стороны кольцеобразного выступа 214. Этот кольцеобразный выступ 216 окружает и ограничивает камеру 218 для содержания частиц кассеты с частицами в сборке. Второй кольцеобразный выступ 216 имеет на своем торце кольцеобразную поверхность 220 уплотнения. Поверхность 220 уплотнения рассчитана на герметичное соединение со второй разрушаемой мембраной 204 после сборки кассеты с частицами. Как показано на Фиг.2, поверхность 220 уплотнения имеет коническую форму, при этом внутренний контур этой поверхности располагается ближе к разрушаемой мембране 204, чем наружный контур этой поверхности. Может быть обеспечена конусообразность и в другом направлении для достижения того же эффекта. Конус предпочтительно должен быть пологим, например угол наклона от плоскости, перпендикулярной плоскости продольного сечения (т.е. плоскости мембран 202 и 204), может составлять 5°. По расчету конус должен быть весьма пологим, чтобы при сближении двух частей кассеты площадь уплотненной поверхности увеличивалась сравнительно быстро, что позволяет получить больший участок уплотнения при довольно малых продольных перемещениях частей кассеты. Другие значения угла при основании конуса, такие как 10° и 15°, в равной мере могут быть использованы.
Первая часть 210 кассеты предпочтительно имеет скругленный край на участке взаимодействия с первой разрушаемой мембраной 202. Это скругление 224 обеспечивает область для затекания в нее излишка материала, образуемого в процессе присоединения с нагревом. Это предотвращает распространение материала наружу из внутреннего объема камеры 218 для содержания частиц, а также способствует обеспечению воспроизводимых и желаемых характеристик разрушения мембраны 202 в процессе эксплуатации.
Вторая часть 250 кассеты содержит базовую поверхность 252, к которой присоединена вторая разрушаемая мембрана 204, предпочтительно путем присоединения с нагревом. Такое присоединение с нагревом создает герметичность между второй частью 250 кассеты и второй разрушаемой мембраной 204. Вторая часть 250 кассеты содержит кольцеобразный участок 256, который своей внутренней в радиальном направлении стороной создает проход 258, а также своей наружной стороной образует сопряженную поверхность 260. Проход 258 позволяет газу и вовлеченным в него частицам выйти из кассеты с частицами в процессе эксплуатации, а дальняя в радиальном направлении поверхность 260 предпочтительно взаимодействует с первым кольцеобразным выступом 214 первой части кассеты для удерживания кассеты как единого целого. Дальняя в радиальном направлении поверхность 260 представляет собой наружную поверхность ряда зубцов, расположенных по всему периметру второй части 250 кассеты. Как показано на Фиг.2, эти зубцы имеют конусный входной участок, который способствует расположению первой и второй частей кассеты по одной оси. Причина использования зубцов - позволить воздуху выйти из пространства между частями кассеты при сведении их вместе.
Вторая часть 250 кассеты имеет также фланцевый участок 262, выступающий в радиальном направлении за пределы кольцеобразного участка 256. Фланцевый участок 262 может быть рассчитан на ограничение возможных относительных перемещений первой и второй частей кассеты при сведении их вместе в продольном направлении. В частности, эти части кассеты нельзя свести ближе, чем на расстояние, определяемое контактом фланцевого участка 262 с поверхностью 222 первого кольцеобразного выступа 214 первой части кассеты.
Вторая часть 250 кассеты подобно первой части 210 кассеты имеет округление 268 по всей длине края внутреннего контура, который взаимодействует с разрушаемой мембраной 204. Опять же, это создает пространство для затекания в него материала в процессе присоединения с нагревом.
Процесс изготовления кассеты с частицами начинается с присоединения мембраны 202 к базовой поверхности 212 первой части 210 кассеты, а также присоединения мембраны 204 к базовой поверхности 252 второй части 250 кассеты. Такие соединения - предпочтительно соединения с нагревом, которые по результатам исследований обеспечивают высокую герметизацию. Однако могут быть использованы иные типы соединения, например склеивание. Части кассеты в несобранном виде далее предпочтительно подвергают облучению для их обеззараживания, предпочтительно с использованием гамма-радиации. Далее эти части соединяются вместе согласно дальнейшим разъяснениям.
На Фиг.3 показана кассета в сборке. Первая и вторая части кассеты размещены по одной оси в продольном направлении, как показано на Фиг.2, и сжаты вместе для достижения положения, показанного на Фиг.3. Начальный конус 264 ребра 266 способствует расположению по одной оси в продольном направлении частей кассеты, даже если изначально они были сведены с некоторым отклонением от общей оси. Сила, используемая для сдавливания этих частей друг с другом, такова, чтобы сдавить вторую разрушаемую мембрану 204 с конической торцевой поверхностью 220 уплотнения первой части 210 кассеты. Эта сила является достаточной для пластического деформирования торцевой поверхности 220 уплотнения второго кольцеобразного выступа 216 и, на примере Фиг.3, оказалась также достаточной для полного выпрямления торцевой поверхности 220. Пластическое деформирование торцевой поверхности 220 приводит к образованию герметичного соединения между первой частью 210 кассеты и второй разрушаемой мембраной 204. Таким образом, камера 218 для содержания частиц полностью непроницаема для окружающей среды.
Предпочтительно обеспечить средства для удерживания кассеты с частицами как единого целого и это удобно сделать путем обеспечения взаимодействия между внешней поверхностью 260 ребер 266 второй части 250 кассеты с внутренней поверхностью первого кольцеобразного выступа 214 первой части 210 кассеты. Одно ребро или большее количество ребер 266 могут быть размещены на внешней поверхности второй части кассеты (как показано на Фиг.2 и 3) либо на внутренней поверхности первого кольцеобразного выступа 214 так, чтобы между первой и второй частями кассеты была непосредственно обеспечена посадка с натягом или по типу фрикционного соединения. Ребра предпочтительно размещаются на внешней поверхности 260 второй части кассеты, но также легко могут быть обеспечены на внутренней поверхности первого кольцеобразного выступа 214 первой части 210 кассеты. Взаимодействие между первой и второй частями кассеты предпочтительно достигается с использованием ребер 266 таким образом, чтобы в определенных местах по длине окружности имелись воздушные просветы, которые позволят вывести воздух из пространства между частями кассеты при сведении этих частей. Эти ребра могут быть подобны ребрам 74, показанным на Фиг.13 в публикации WO 03/011379. Внешний диаметр поверхности 260 предпочтительно немного превышает внутренний диаметр внутренней поверхности выступа 214. Это приводит к созданию окружного напряжения на участке выступа первой части 210 кассеты и обеспечивает посадку с натягом между двумя частями кассеты.
Фланец 262 второй части 250 кассеты может при желании играть роль стопора для предотвращения относительных перемещений между первой и второй частями кассеты, когда фланец 262 входит в контакт с торцевой поверхностью 222 первого кольцеобразного выступа 214.
Последовательность действий при сборке частей кассеты и обеспечении герметичности с использованием процесса холодного деформирования будет описана со ссылкой на Фиг. от 4а до 4d.
На Фиг. от 4а до 4d показана в увеличенном масштабе область Фиг.3, выделенная пунктиром и обозначенная как «А». В начальном положении первая часть 210 кассеты расположена на горизонтальной поверхности, такой как плита, при этом ее мембрана 202 обращена вниз и камера 218 открыта для атмосферы. На этом этапе может быть обеспечено размещение частиц в камере 218. После этого вторая часть 250 кассеты размещается по одной оси с первой частью кассеты в продольном направлении, как показано на Фиг.4а. Благодаря ребрам 266 на внешней кольцеобразной поверхности 260 второй части кассеты, которая предпочтительно имеет конусообразную фронтальную поверхность для облегчения расположения по одной оси (см. также ребра 74 в публикации WO 03/011379), мембрана 204 будет изначально удерживаться на некоторой высоте над поверхностью 220 уплотнения, т.к. эти ребра воспрепятствуют автоматическому вхождению второй части 250 кассеты под действием собственного веса в зазор, образованный внутри первого кольцеобразного выступа 214 первой части 210 кассеты. С приложением давления ко второй части 250 кассеты, предпочтительно второй плитой, которая сжимает первую и вторую части кассеты друг с другом, вторая часть 250 кассеты и прикрепленная к ней мембрана 204 перемещаются вниз до тех пор, пока мембрана 204 не войдет в контакт с поверхностью 220 уплотнения второго кольцеобразного выступа 216 первой части 210 кассеты. Благодаря конической форме второго кольцеобразного выступа 216 мембрана 204 входит в контакт лишь с внутренней частью поверхности уплотнения, как показано на Фиг.4b. На этом этапе будет существовать лишь очень малая зона контакта между мембраной 204 и поверхностью 220 уплотнения. На этом же этапе первая и вторая части кассеты предпочтительно достаточно прочно удерживаются между собой путем взаимодействия между поверхностью 260 и первым кольцеобразным выступом 214 по типу посадки с натягом (например, посредством ребер).
С приложением к частям кассеты заданной силы давление в зоне контакта между мембраной 204 и поверхностью 220 уплотнения приведет к пластическому деформированию поверхности 220 уплотнения с преобразованием этой поверхности из конической в более плоскую, как показано на Фиг.4с. Это, в свою очередь, увеличит зону контакта между поверхностью 220 уплотнения и мембраной 204. Поскольку прикладываемая сила имеет заданное значение и неизменна по величине, увеличение зоны контакта приведет к уменьшению давления в точке контакта. Торцевая поверхность 220 продолжит пластически деформироваться до тех пор, пока давление в зоне контакта не станет меньше предела текучести при сжатии для материала торцевой поверхности 220 уплотнения. На Фигуре 4d показана ситуация, при которой заданная сила была таковой, что давление всегда превышало предел текучести при сжатии для торцевой поверхности 220 уплотнения второго кольцеобразного выступа 216. В этом случае первая и вторая части кассеты при отсутствии препятствий продолжат сближение до тех пор, пока фланец 262 второй части 250 кассеты не упрется в торцевую поверхность 222 первого кольцеобразного выступа 214 первой части 210 кассеты.
Нет необходимости в том, чтобы вся торцевая поверхность 220 уплотнения стала плоской подобно тому, как показано на Фиг.4d. Процесс создания герметичного соединения может быть в равной мере осуществлен при остановке в некоторой промежуточной точке, как показано на Фиг.4с, когда торцевая поверхность 220 стала плоской лишь частично. Это может быть достигнуто путем выбора такого значения заданной силы, которое будет недостаточным для перехода в состояние текучести второго кольцеобразного выступа 216 по всей его площади. Другими словами, значение силы выбирается таким, что в зоне контакта, показанной на Фиг.4с, предел текучести материала при сжатии более не достигается. В общем случае материал второго кольцеобразного выступа 216 перестанет пластически деформироваться, когда давление на торцевой поверхности 220 уплотнения станет меньше предела текучести материала при сжатии.
Для достижения прочного герметичного соединения оказалось желательным прикладывать заданную силу с некоторой выдержкой по времени. Этот отрезок времени предпочтительно составляет от 0,1 до 10 секунд, более предпочтительно от 1 до 7 секунд, еще более предпочтительно от 2 до 4 секунд. Есть основания полагать, что такая выдержка по времени способствует обеспечению того, что пластическое деформирование состоится и будет создано уплотнение в условиях холодного деформирования.
На Фиг.5 показан второй вариант осуществления кассеты с частицами. В этом варианте осуществления имеются три части кассеты: первая часть 210а кассеты, вторая часть 250 кассеты и третья часть 250а кассеты. В этом варианте осуществления третья часть 250а кассеты идентична второй части 250 кассеты. Части, принадлежащие первой части 210а кассеты, которые взаимодействуют со второй и третьей частями кассеты, также идентичны соответствующим частям первой части 210 кассеты в первом варианте осуществления. Так же, как в первом варианте осуществления, вторая часть 250 кассеты имеет наружный фланец 262, кольцеобразный участок 256, который своей внутренней в радиальном направлении стороной создает проход 258, а также набор ребер 266 по внешнему контуру кольцеобразного участка 256. Вторая разрушаемая мембрана 204 присоединена с нагревом к одной поверхности второй части 250 кассеты, как показано на Фиг.5. Третья часть 250а кассеты имеет точно такую же конструкцию, как вторая часть 250 кассеты, и для простоты понимания дальнейшее ее описание будет опущено.
Первая часть 210а кассеты имеет первый кольцеобразный выступ 222а для взаимодействия со второй частью 250 кассеты и симметрично ему второй выступ 222b для взаимодействия с третьей частью 250а кассеты. С внутренней стороны первых выступов имеются вторые выступы 216а и 216b, которые располагаются также симметрично, соответственно для взаимодействия со второй и третьей частями кассеты. Камера 218а для содержания частиц обеспечивается так же, как в первом варианте осуществления.
Следует понимать, что первая часть 210а кассеты по второму варианту осуществления не имеет никаких разрушаемых мембран, присоединенных к ней. Следует также понимать, что пластические деформации возникают на двух участка первой части 210а кассеты: на поверхности 220а уплотнения, а также на поверхности 220b уплотнения.
На Фиг.6 показана альтернативная конструкция поверхности торцевого уплотнения, которая может быть применима к первому или ко второму варианту осуществления. Здесь, вместо одного конуса 220, который охватывает торцевую поверхность уплотнения по всей ее длине, обеспечивается набор пилообразных конусов. Это позволяет конусу иметь больший по размеру угол и, тем самым, возрастает скорость образования участка уплотнения при перемещении частей кассеты навстречу друг другу.
Значения силы, давления, перемещения и площади уплотнения могут быть представлены в форме математических уравнений. В положениях на Фиг.4b, 4с и 4d давление в зоне контакта будет равно используемой силе, деленной на площадь зоны контакта. Это может быть представлено известным уравнением
 ,
,
где давление Р измеряется в МПа, сила F измеряется в Ньютонах, а А измеряется в мм2. Значение силы F может быть выбрано таким, чтобы площадь уплотнения была бы минимальной. Если давление Р выбрано равным пределу текучести при сжатии С для материала второго кольцеобразного выступа 216, а площадь А выбрана равной минимальной площади А уплотнения, то уравнение 1 может быть преобразовано следующим образом:

Например, если желаемая минимальная площадь уплотнения составляет 10 мм2, а в качестве материала для второго кольцеобразного выступа 216 выбран PETG (предел текучести при сжатии С приблизительно составляет 85 МПа), то требуемое значение заданной силы составит 85×10=850 Н.
Зависимость между площадью уплотнения в каждый момент времени и перемещением второй части кассеты по отношению к первой части кассеты также может быть рассчитана. Если положение на Фигуре 4b, в котором мембрана 204 лишь касается внутреннего края второго кольцеобразного выступа 216, принять за точку с нулевым перемещением, а дальнейшее перемещение, при котором две части кассеты сводятся вместе, рассматривать как положительное перемещение, то можно показать, что площадь уплотнения в общем положении, представленном на Фиг.4с, в котором части кассеты сдвинулись вместе на расстояние d, может быть выражена следующим образом:
 ,
,
где А - мгновенное значение площади уплотнения, d - мгновенное значение перемещения части кассеты, d0 - перемещение, при котором конус полностью перейдет в плоскость (см. Фиг.4а),
rmax - внешний радиус выступа 216, а r0 - внутренний радиус выступа 216.
Это Уравнение графически представлено на Фиг.7 для случая d0=0,1 мм, rmax=4,2 мм и r0=3 мм. Из графика на Фиг.7 видно, что площадь А уплотнения увеличивается пропорционально квадрату перемещения d, однако кривая такова, что в представляющей интерес области эта зависимость близка к линейной.
В этом примере максимальная площадь уплотнения равна полной площади торцевой поверхности 220. Это может быть рассчитано, если в Уравнении 3 принять d, равной разнице высот в продольном направлении между внутренним краем поверхности 220 уплотнения и внешним краем поверхности 220 уплотнения. Это задается величиной d, которая в настоящем примере равна 0,1 мм. Из Уравнения 3 следует, что при d=d0, rmax=4,2 мм и r0=3 мм площадь уплотнения составляет Amax=27,14 мм2. Предпочтительно значение силы выбирается таким, чтобы площадь уплотнения составила по меньшей мере 10% от максимально возможной площади уплотнения. Это можно представить выражением:
 ,
,
где F - заданная сила, С - предел текучести при сжатии материала на торцевой поверхности 220 уплотнения, Amax - максимально возможная площадь уплотнения (27,14 мм2 в случае примера Фиг.5 и 6).
Эффективность герметизации предполагается пропорциональной площади уплотнения и, таким образом, в вариантах осуществления настоящего изобретения, в которых используется конусообразная поверхность 220 уплотнения, достигаемая площадь уплотнения может гарантироваться обеспечением определенного перемещения между первой и второй частями кассеты. Величина перемещения, которое возможно осуществить, может быть отрегулирована путем регулирования размеров фланца 262 и первого кольцеобразного выступа 214. Таким образом, с использованием настоящего изобретения может быть гарантирована определенная заданная площадь уплотнения.
Давление на площади уплотнения также может быть рассчитано как функция перемещения с использованием Уравнений 1 и 3, где давление Р представляет собой силу F, поделенную на площадь А:

Это Уравнение графически представлено на Фиг.8 при значениях силы F, равных 1200Н и 1800Н, при тех же размерах кассеты, что и на Фиг.5. Из этого графика видно, что при приложении силы 1200Н давление в 100 МПа будет достигнуто при перемещении, равном 0,05 мм. Если перемещение составляет 0,1 мм, значение давления составит 44,2 МПа. В общем случае, пластическое деформирование прекратится, когда значение давления станет меньше напряжения пластического течения при сжатии для используемого материала. Для такого материала как PETG, предел текучести при сжатии которого составляет около 85 МПа, конечная величина перемещения d при действии силы 1200 Н по результатам расчетов составляет 0,056 мм. По Уравнению 3 при такой величине перемещения площадь уплотнения А составит 14,09 мм2. Таким образом, при использовании силы величиной 1200Н и при использовании материала, предел текучести при сжатии которого составляет 85 МПа, для создания площади уплотнения, примерно равной 14 мм2, вторая часть кассеты должна переместится в нижнем направлении на 0,56 мм относительно первой части кассеты. Более высокие значения площади уплотнения и относительного перемещения могут быть достигнуты при использовании больших значений силы, как следует из Фиг.7 и 8. Достигаемая площадь уплотнения при желании может быть ограничена путем ограничения возможного перемещения d, что обеспечивается правильным выбором конструкции фланца 262 и выступа 214. Таким образом, может быть обеспечена некоторая постоянная площадь уплотнения даже при приложении слишком большой силы. Постоянная площадь уплотнения может быть также обеспечена путем деформирования всей торцевой поверхности 220 выступа 216, и в расчете на упор фланца 262 в первый кольцеобразный выступ 214, чтобы остановить относительное перемещение частей кассеты. В этом случае площадь уплотнения будет равна площади торцевой поверхности 220, рассматриваемой в продольном направлении.
В предпочтительном варианте осуществления изобретения первая и вторая части кассеты предпочтительно выполнены из PETG. По результатам исследований этот материал отвечает следующим важным критериям:
- способен образовывать связь с разрушаемыми диафрагмами (предпочтительно изготовленными из PET);
- разрешен к использованию в медицинских устройствах;
- совместим с DNA (возможно нанесение на частицы);
- может быть подвержен обеззараживанию с использованием гамма-радиации с сохранением устойчивых характеристик; а также
- стоек к поглощению влаги.
Тем не менее, могут быть использованы и другие материалы, предпочтительно полимеры. В следующей таблице приведены возможные материалы совместно с диапазоном их значений предела текучести при сжатии, С, выраженного в МПа:
Следует понимать, что конкретное значение предела текучести при сжатии выбирается совместно с выбором размеров кассеты, а также выбором заданной минимальной силы таким образом, чтобы обеспечить определенную площадь уплотнения между частями кассеты. Если используются материалы с более низким значением предела текучести при сжатии, то могут быть использованы меньшие значения заданной силы.
На Фиг.9 и 10 показан пример устройства для изготовления кассеты с частями в сборке. Устройство 400 содержит первую плиту 402, обеспеченную на основании 406, а также вторую плиту 404, обеспеченную на пуансоне 408, закрепленном на пневматическом цилиндре 410. В пневматический цилиндр 410 подается сжатый воздух из устройства 412 подачи воздуха и регулирования (которое в этом примере служит также опорой для пневматического цилиндра 410 и плиты 404).
Для изготовления кассеты с частицами первая часть 210 кассеты размещается на нижней плите 402. Частицы помещают в камеру 218 и вторую часть 250 кассеты выставляют по одной оси в продольном направлении с первой частью кассеты. После этого в пневматический цилиндр 410 подается воздух под заданным давлением из устройства 412 регулируемой подачи так, чтобы привести в движение пуансон 408. Затем плита 404 движется вниз до тех пор, пока не соприкоснется со второй частью 250 кассеты и не окажет на нее заданное силовое воздействие. Таким образом, первая и вторая части кассеты сводятся вместе под воздействием этой заданной силы так, чтобы образовать герметичное соединение между торцевой поверхностью 220 уплотнения первой части кассеты и второй разрушаемой мембраной 204. После этого плита 404 движется вверх путем создания в пневматическом цилиндре 410 отрицательного давления, собранная кассета вынимается, и устройство готово для изготовления следующей кассеты. Этот порядок действий может повторяться для получения множества кассет.
Кассеты с частицами, полученные по настоящему изобретению, были испытаны на достижение должного уровня герметизации. Кассеты, изготовленные по первому варианту осуществления изобретения и собранные с использованием оборудования, показанного на Фиг.9, были помещены в измерительное приспособление внутри вакуумной камеры.
Измерительное приспособление имеет упоры, которые располагаются на внешней поверхности верхней и нижней мембран кассеты. Это приспособление измеряет перемещение мембран кассеты.
Перед созданием вакуума, т.е. в условиях атмосферного давления, измерение перемещения мембраны выставляется в нуль. Камера закрывается и создается вакуум на уровне -80 кПа. Перемещение мембраны регистрируется при достижении в первый раз вакуума на уровне -80 кПа, после чего запускается хронометр обратного отсчета времени. Через 30 секунд перемещение мембраны снова регистрируется. Кассета успешно выдерживает испытание на целостность уплотнения, если при создании вакуума существует начальное перемещение мембраны и это перемещение мембраны сохраняется на отрезке времени в 30 секунд.
Это испытание на целостность уплотнения было проведено для различных условий сборки. Результаты испытаний приведены в следующей таблице:
Давление в первой колонке - давление, прикладываемое к поршню диаметром 50 мм оборудования, показанного на Фиг.9. Действительная нагрузка в Ньютонах рассчитана и приведена во второй колонке. В третьей колонке дано время выдержки при приложении нагрузки, в четвертой колонке - количество испытываемых кассет для каждого набора рабочих параметров. В пятой колонке указано количество кассет, которые не прошли испытание на целостность уплотнения. В шестой колонке указана полная высота кассеты с частицами в собранном виде. Это - мера площади уплотнения, достигаемого за счет использования конической формы, при этом меньшему значению полной высоты соответствует большее значение площади уплотнения.
Из этой таблицы следует понимать, что в общем случае, что с увеличением силы, используемой для сжатия частей кассеты, время выдержки, необходимое для обеспечения соответствующей герметизации, может быть уменьшено. При значении силы 1767Н время выдержки в 2 секунды было достаточным для обеспечения того, чтобы все 30 испытанных кассет выдержали испытание на целостность уплотнения. Однако при значении силы 1374Н и времени выдержки в 2 секунды, 20% кассет не выдержали испытание на целостность уплотнения. Когда используются очень короткие времена выдержки, например от 0,5 до 1 секунды, с приложением средних по уровню сил, большинство кассет не выдерживают испытание на цельность уплотнение, однако предполагается, что можно использовать более короткие отрезки времени для выдержки при более высоких силовых нагрузках и при этом обеспечить надежную герметизацию кассеты.
Настоящее изобретение описано со ссылкой на конструктивное решение кассеты с частицами, имеющую в общем круглую форму при рассмотрении в продольном направлении. Поэтому были использованы термины «радиус», «диаметр», «кольцеобразный» и т.д. Настоящее изобретение в равной степени применимо для вариантов кассеты некруглой формы, и интерпретация указанных терминов должна быть соответствующей. Например, кассета с частицами может иметь квадратную или прямоугольную форму при рассмотрении в продольном направлении, и в этом случае выступы 214 и 216 необязательно должны быть кольцеобразными, как показано на чертежах, но могут быть квадратными или прямоугольными.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗБИРАТЕЛЬНО ГЕРМЕТИЧНО ЗАКРЫВАЕМЫЕ ОХВАТЫВАЕМЫЕ БЕЗЫГОЛЬНЫЕ СОЕДИНИТЕЛИ И СООТВЕТСТВУЮЩИЕ СПОСОБЫ | 2010 |
|
RU2513938C2 |
| КАССЕТА ДЛЯ ИЗМЕРЕНИЙ АКУСТИЧЕСКИХ ХАРАКТЕРИСТИК ЖИДКИХ ПРОБ ПРИ ВЫСОКОМ ДАВЛЕНИИ | 1993 |
|
RU2128833C1 |
| ДАТЧИК УПРАВЛЕНИЯ РАБОЧИМ ПРОЦЕССОМ | 2004 |
|
RU2351906C2 |
| ФЛЮИДНАЯ КАССЕТА ДЛЯ ТЕСТИРОВАНИЯ | 2018 |
|
RU2761479C2 |
| КАССЕТА ДЛЯ ПОРОШКА, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ДИАЛИЗАТОРА | 1996 |
|
RU2158608C2 |
| БЕЗЫГОЛЬНЫЙ ШПРИЦ И СПОСОБ ТЕРАПЕВТИЧЕСКОГО ЛЕЧЕНИЯ С ИСПОЛЬЗОВАНИЕМ БЕЗЫГОЛЬНОГО ШПРИЦА (ВАРИАНТЫ) | 1994 |
|
RU2129021C1 |
| КАССЕТА МАГНИТНОГО ДИСКА | 2002 |
|
RU2273061C2 |
| УСТРОЙСТВО И СПОСОБ ГЕРМЕТИЗАЦИИ КАМЕРЫ ВЫСОКОГО ДАВЛЕНИЯ БАЛЛИСТИЧЕСКОЙ УСТАНОВКИ | 2010 |
|
RU2465568C2 |
| ТЕСТ-КАССЕТА ДЛЯ ПРОБ И ТЕСТ-СИСТЕМА ДЛЯ АНАЛИЗИРУЕМОГО ВЕЩЕСТВА, В КОТОРОЙ ИСПОЛЬЗУЕТСЯ ТАКАЯ ТЕСТ-КАССЕТА ДЛЯ ПРОБ | 2020 |
|
RU2825072C1 |
| ФИЛЬТР-КАССЕТА, ФИЛЬТРОВАЛЬНОЕ УСТРОЙСТВО И ГАЗОВАЯ ТУРБИНА С ТАКОЙ ФИЛЬТР-КАССЕТОЙ | 2010 |
|
RU2491114C2 |
Изобретение относится к медицинской технике и касается в общем случае удерживания частиц перед безыгольной инъекцией этих частиц в потоке газа, а именно настоящее изобретение имеет отношение к кассетам с частицами, имеющим пару мембран, удерживающих эти частицы в камере между собой, а также способам изготовления и сборки таких кассет с частицами. Способ изготовления кассеты с частицами для устройства, выполняющего безыгольные инъекции, содержит этапы: (а) обеспечение первой части кассеты, имеющей первую разрушаемую мембрану, присоединенную к этой части; (в) обеспечение второй части кассеты, имеющей вторую разрушаемую мембрану, присоединенную к этой части; (с) установку упомянутых первой и второй части по одной оси в продольном направлении; (d) приложение заданной силы в продольном направлении так, чтобы столкнуть первую и вторую части кассеты с образованием пластической деформации части упомянутой кассеты таким образом, чтобы сформировать герметично уплотненную камеру между первой разрушаемой мембраной и второй разрушаемой мембраной. После этапа (в) обеспечивают частицы в первой части кассеты рядом с первой разрушаемой мембраной таким образом, чтобы частицы после этого содержались в упомянутой герметичной камере, созданной на этапе (d). Техническим результатом изобретения является обеспечение герметичности камеры для частиц на столько, чтобы не только частицы не могли покинуть камеру, но и газ и даже частицы более высокого порядка малости (например, микробы) не могли попасть в камеру. 19 з.п. ф-лы, 10 ил., 2 табл.
1. Способ изготовления кассеты с частицами для устройства, выполняющего безыгольные инъекции, при этом упомянутый способ содержит этапы:
(а) обеспечение первой части кассеты, имеющей первую разрушаемую мембрану, присоединенную к этой части;
(в) обеспечение второй части кассеты, имеющей вторую разрушаемую мембрану, присоединенную к этой части;
(c) установку упомянутых первой и второй частей по одной оси в продольном направлении;
(d) приложение заданной силы в продольном направлении так, чтобы столкнуть первую и вторую части кассеты с образованием пластической деформации части упомянутой кассеты таким образом, чтобы сформировать герметично уплотненную камеру между первой разрушаемой мембраной и второй разрушаемой мембраной,
причем способ далее содержит, после этапа (в), обеспечение частиц в первой части кассеты рядом с первой разрушаемой мембраной таким образом, чтобы частицы после этого содержались в упомянутой герметичной камере, созданной на этапе (d).
2. Способ по п.1, при котором пластическую деформацию образуют в части кассеты, отличной от мембраны.
3. Способ по п.1 или 2, при котором пластическую деформацию образуют в первой части кассеты.
4. Способ по п.1 или 2, при котором способ включает обеспечение третьей частью кассеты, при этом пластическую деформацию образуют в третьей части кассеты.
5. Способ по п.1, при котором часть, в которой образуют пластическую деформацию, содержит торцевую поверхность уплотнения и упомянутая пластическая деформация является пластической деформацией упомянутой торцевой поверхности уплотнения.
6. Способ по п.5, при котором торцевая поверхность уплотнения имеет коническую форму и осуществляют пластическую деформацию так, чтобы деформировать этот конус таким образом, чтобы он стал по меньшей мере частично плоским в плоскости, перпендикулярной продольному направлению.
7. Способ по п.5 или 6, при котором первая часть кассеты содержит торцевую поверхность уплотнения и упомянутую торцевую поверхность уплотнения герметично соединяют непосредственно со второй разрушаемой мембраной второй части кассеты.
8. Способ по п.5 или 6, при котором торцевая поверхность уплотнения располагается на выступе первой части кассеты.
9. Способ по п.8, при котором выступ представляет собой кольцеобразный выступ.
10. Способ по п.1, при котором первая часть кассеты выполнена из PETG (полиэтилентерефталатгликоль), а вторая разрушаемая мембрана выполнена из PET (полиэтилентерефталат).
11. Способ по п.1, при котором заданную силу, прикладываемую на этапе (d), определяют по следующей формуле:
F≥0,1CAmax,
где F - заданная сила, в Н; С - предел текучести при сжатии участка пластического деформирования, МПа и Аmах - максимально возможная площадь уплотнения, достижимая с использованием частей кассеты, мм2.
12. Способ по п.1, при котором первую и вторую части кассеты сближают друг с другом в продольном направлении на этапе (d).
13. Способ по п.12, при котором первую и вторую части кассеты сближают друг с другом не более чем на 0,1 мм.
14. Способ по п.11, при котором предел текучести при сжатии для участка пластического деформирования лежит в пределах от 50 до 100 МПа.
15. Способ по п.11, при котором предел текучести при сжатии второй разрушаемой мембраны имеет большее значение, чем предел текучести при сжатии участка первой части кассеты, на котором образуют пластическую деформацию.
16. Способ по п.1, при котором упомянутую заданную силу прикладывают путем сжатия вместе первой и второй частей кассеты с использованием плит.
17. Способ по п.1, при котором заданная сила, прикладываемая на этапе (d), составляет более 200 Н.
18. Способ по п.1, при котором заданная сила, прикладываемая на этапе (d), составляет более 800 Н.
19. Способ по п.1, при котором заданную силу выдерживают на заданном отрезке времени.
20. Способ по п.19, при котором упомянутая выдержка по времени составляет от 0,1 до 10 с, предпочтительно от 2 до 7 с.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для инъекции лекарственных препаратов | 1988 |
|
SU1828402A3 |
| EP 0951917 A2, 27.10.1999 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| DE 1942023 A1, 04.03.1971. | |||

