Изобретение относится к области оборудования для химической промышленности и машиностроения, в частности к аппаратам термического прессования резинотехнических изделий, и предназначено для осуществления, преимущественно, вспомогательного нагрева изделий из каучуковых композиций или реактопластов в процессе вулканизации или термического прессования.
Техническое решение может быть использовано в процессе вулканизации или термического прессования изделий из каучуковых композиций или реактопластов, например, в процессе вулканизации фрикционных тормозных накладок легковых автомобилей.
Известные устройства и способы вулканизации композиций в процессе высокотемпературного прессования и формования, основанные на использовании принципов теплопередачи, конвекции, индукции, диэлектрического и волнового нагрева, обладают рядом недостатков.
Основными недостатками способов, основанных на принципах теплопередачи и конвекции, является высокая неравномерность нагрева объекта по объему при малом значении коэффициента теплопроводности композиции, что имеет место быть в традиционном процессе термического прессования фрикционной композиции.
Рассмотренные выше недостатки отсутствуют при использовании способов нагрева, основанных на принципах индукции, диэлектрических потерь и волнового нагрева, но способам, основанным на принципах сверхвысокочастотного (СВЧ) волнового нагрева, присущи следующие недостатки: помещение пресс-формы в камеру СВЧ-обработки, необходимость применения для нагрева объекта форм, частично или полностью пропускающих используемое электрическое, магнитное или электромагнитное излучения; необходимость создания таких условий поглощения объектом нагрева подводимой СВЧ-энергии, при котором минимизируется или полностью устраняется отраженная обратно к генератору СВЧ-энергия, так как это является отрицательным явлением [1].
Значительное отражение СВЧ-энергии обратно к генератору, как правило, возникает при нагреве объектов с малыми геометрическим размерами, соизмеримыми с длиной волны используемого электромагнитного излучения, из материала с малым значением тангенса угла диэлектрических потерь, когда объектом нагрева поглощается только малая доля подводимой СВЧ-энергии.
Указанные недостатки частично устранены в устройстве, основанном на принципах теплопередачи и волнового нагрева [2]. Устройство предназначено для вулканизации, термического прессования и формования листовых изделий различной толщины. Устройство содержит прессующую часть, верхнюю и нижнюю пресс-формы, источники СВЧ-энергии, встроенные в верхнюю и/или нижнюю часть пресс-формы, радиопрозрачные окна. Микроволновое излучение действует на композицию через радиопрозрачные окна для нагрева композиции через ее диэлектрические потери. Рабочая полость пресса является одновременно камерой СВЧ-обработки. Устройство позволяет обеспечить СВЧ-нагрев композиции одновременно с прессованием и формованием.
К существенному недостатку данного устройства относится невозможность равномерного СВЧ-нагрева отдельного объекта с малыми геометрическими размерами из композиции с низким значением коэффициента теплопроводности и малым значением тангенса угла диэлектрических потерь по причине значительных отражений подводимого микроволнового электромагнитного излучения от плоскостей, образованных элементами конструкции и гранями изделия, что приводит к снижению коэффициента полезного действия и изменению распределения максимумов СВЧ электромагнитного поля в рабочем объеме пресса и, как следствие, невозможности обеспечения равномерности нагрева объекта по всему объему.
Известно устройство [3, прототип], использующее принципы теплопередачи и волнового нагрева, содержащее: пресс-форму, включающую внутреннюю штамповочную полость, определяемую окружающими стенками и дном; подвижный гидравлический цилиндр, предназначенный для прессования и формования внутри штамповочной полости; радиопрозрачное окно с малыми диэлектрическими потерями, изготовленное из керамического материала или материалов на основе оксидов алюминия, расположенное на боковой стенке штамповочной полости, напрямую соединяющееся со штамповочной полостью и предназначенное для подвода СВЧ-энергии и препятствующее выходу композиции из штамповочной полости во время операции прессования; перемещаемый прямоугольный волновод, оперативно подключаемый к штамповочной полости магнетрон, как источник СВЧ-энергии; внешний нагревательный элемент; дно штамповочной полости, включающее выемку для удерживания металлической пластины, независимо перемещающееся относительно боковых стенок.
Устройство позволяет обеспечить нагрев композиции одновременно с прессованием и формованием. Существенным недостатком данного устройства является невозможность обеспечения равномерного и эффективного нагрева композиции с низким значением коэффициента теплопроводности и обладающей очень малым или очень большим значением тангенса угла диэлектрических потерь на используемой частоте электромагнитного излучения по причине возникновения значительного отражения СВЧ-энергии от полости пресс-формы, заполненной композицией, и/или границы раздела сред «композиция - радиопрозрачное окно» обратно к генератору. Минимизация отраженной СВЧ-энергии в данном устройстве достигается за счет добавления в нагреваемую композицию веществ, повышающих коэффициент поглощения последней на используемой частоте электромагнитного излучения, что также является недостатком, например, при недопустимости внесения изменений в состав композиции и/или невозможности изменения частоты излучения.
Предлагаемое техническое решение, как и устройство [3], использует принципы теплопередачи и волнового нагрева, но при этом позволяет обеспечивать равномерный СВЧ-нагрев объекта с малыми геометрическими размерами из композиции с низким значением коэффициента теплопроводности и малым значением тангенса угла диэлектрических потерь, со снижением отражения подводимого СВЧ электромагнитного излучения от полости пресс-формы обратно к генератору.
Суть предлагаемого технического решения состоит в том, что в известном устройстве пресс-форма, являющаяся рабочей СВЧ-камерой, располагается, преимущественно, перпендикулярно (для достижения максимального результата) осевой линии прямоугольного волновода и изготовлена из электропроводящего материала с малым электрическим сопротивлением и имеет электрический контакт с волноводом по периметру окна связи, причем ввод СВЧ-энергии в полость пресс-формы осуществляется через одну из торцевых стенок пресс-формы, функцию которой выполняет окно связи, расположенное на узкой стенке прямоугольного волновода, напротив максимума действительной части электрической составляющей электромагнитного поля стоячей электромагнитной волны типа H01 в волноводе, изготовленное из радиопрозрачного материала с достаточной механической прочностью и температуростойкостью, например керамика, стекло, обладающего малым значением тангенса угла диэлектрических потерь и имеющего значение коэффициента относительной диэлектрической проницаемости, равное или близкое значению относительной диэлектрической проницаемости нагреваемой композиции, при котором поперечные размеры прямоугольного волновода, образованные окном и удерживающей рамкой, равны или больше критических и определяются из условия распространения электромагнитной волны в волноводе [4] для частоты используемого СВЧ электромагнитного излучения.
Преимущественно возбуждаемая в полости пресс-формы электромагнитная волна типа H01 позволяет однозначно определить объемную равномерность нагрева композиции. Равенство значения относительной диэлектрической проницаемости материала окна значению относительной диэлектрической проницаемости используемой композиции позволяет минимизировать отражение электромагнитного излучения от границы раздела «окно связи - композиция», а также позволяет минимизировать геометрические размеры окна связи, что позволяет подводить СВЧ-энергию к полости пресс-формы с малыми геометрическим размерами. Размещение окна связи на узкой боковой стенке прямоугольного волновода позволяет отбирать долю подводимой СВЧ-энергии, определяемую размерами полости пресс-формы и окна связи, электрическими характеристиками заполняющей композиции и материалом окна связи, с минимизацией отражения электромагнитного излучения от полости пресс-формы обратно к генератору и обеспечением возможности одновременного нагрева композиции в нескольких пресс-формах.
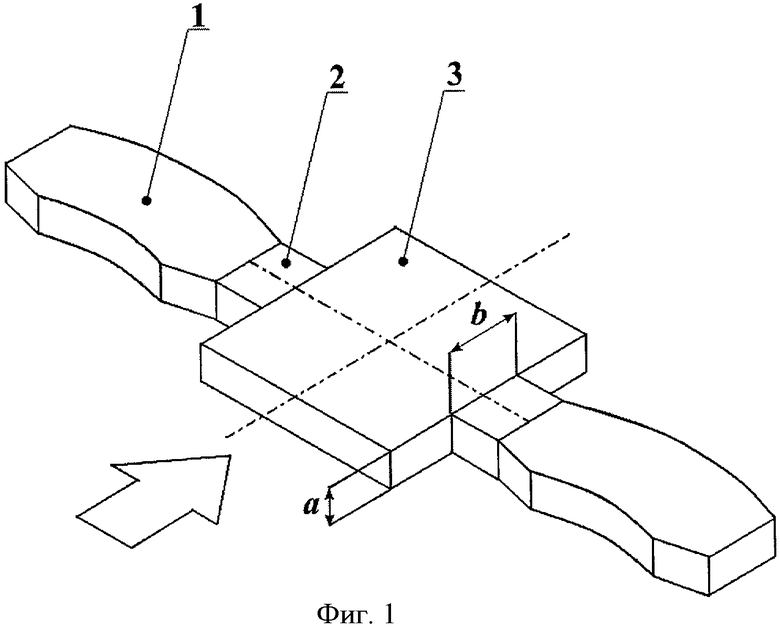
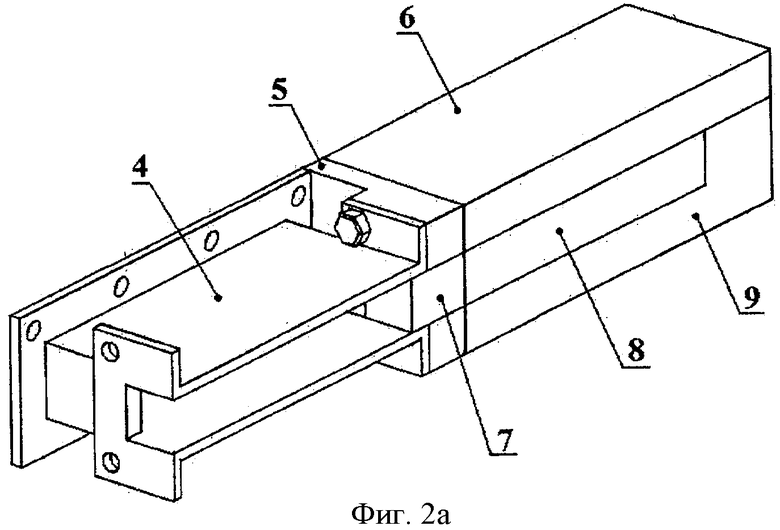
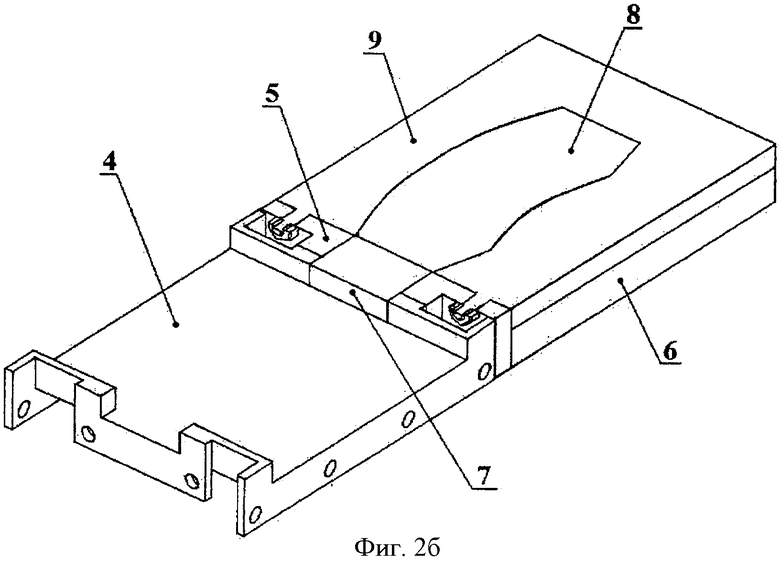
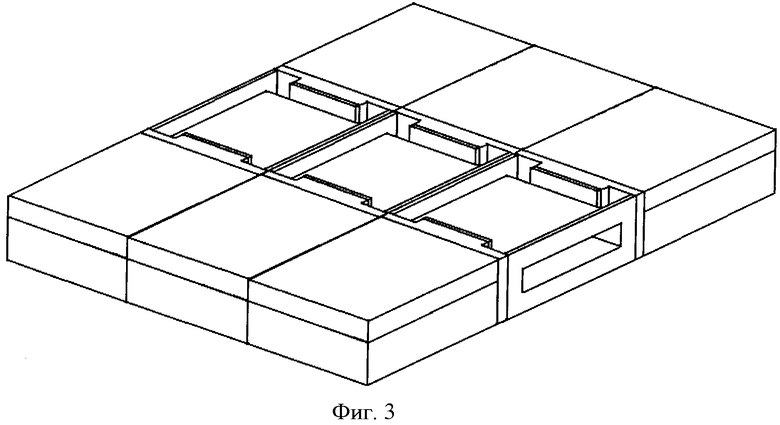
Предлагаемое техническое решение поясняется на фиг.1-2. На фиг.1 показана схема взаимного расположения и соединения полостей пресс-формы и волновода. Поз.1 - условное изображение полости пресс-формы, заполненного нагреваемой композицией, поз.2 - условное изображение объема окна связи, поз.3 - условное изображение полости волновода, а - высота полости волновода и окна связи, b - ширина окна связи, стрелка - направление ввода СВЧ-энергии. На фиг.2а, 2б представлены эскизы сечений основного элемента установки для осуществления СВЧ-вулканизации. Поз.4 - волновой разветвитель, поз.5 - рамка радиопрозрачного окна, поз.6 - верхняя полуформа пресс-формы, поз.7 - радиопрозрачное окно, поз.8 - изделие, поз.9 - нижняя полуформа пресс-формы. Согласующий трансформатор волновых сопротивлений, источник СВЧ-энергии (магнетрон), вторая пресс-форма и отражающий элемент условно не показаны. На фиг.3 представлен эскиз установки, содержащий последовательное соединение шести пресс-форм. Согласующий трансформатор волновых сопротивлений, источник СВЧ-энергии (магнетрон) и отражающий элемент условно не показаны.
Основные геометрические размеры тормозных накладок, изготовленных из полимерной фрикционной композиции, относящейся к диэлектрикам с малыми потерями [4], представлены в табл.1, значения основных электрических характеристик полимерной фрикционной композиции представлены в табл.2.
Основные геометрические размеры тормозной накладки
Значения основных электрических величин фрикционной композиции
Технический результат выражается в обеспечении равномерного СВЧ-нагрева с одновременным формованием и прессованием объектов с малыми геометрическими размерами из композиции с низким значением коэффициента теплопроводности и малым значением тангенса угла диэлектрических потерь без использования дополнительных СВЧ-камер, с минимизацией отраженного микроволнового электромагнитного излучения обратно к генератору от полости пресс-формы, заполненной композицией, и возможности использования устройства для равноценного нагрева композиции в группе одинаковых пресс-форм.
В настоящее время в лаборатории Бийского технологического института создан опытный образец установки СВЧ-вулканизации тормозных накладок. Лабораторные испытания установки СВЧ-вулканизации с использованием магнетрона с частотой генерации 2,45 ГГц и выходной мощностью 1 кВт для вулканизации и формования одновременно десяти тормозных накладок легковых автомобилей показали соответствие изготовленного образца вышезаявленным свойствам.
Источники информации
1. Архангельский Ю.С. Установки диэлектрического нагрева. СВЧ-установки: Учеб. пособие по дисциплине "Установки диэлектр. нагрева" для студентов специальности 180500 "Электротехнол. установки и системы" / Ю.С.Архангельский; М-во образования Рос. Федерации. Сарат. гос. техн. ун-т - Саратов: СГТУ, 2003 с.123-125.
2. Патент, CN 1548287 А, 2004 г.
3. Заявка, US 2009014918 A1, 2009, прототип.
4. Чернушенко A.M. Конструирование экранов и СВЧ-устройств. М.: Радио и связь, 1990 - 352 с.: ил., с.23.
5. Патент, DE 69512957 D1, 1999 г.
6. Патент, DE 69512957 T2, 2000 г.
7. Патент, DE 69512957 Т3, 2003 г.
8. Патент, ЕР 0681116 В1, 1999 г.
9. Патент, ЕР 0681116 В2, 2002 г.
10. Патент, ЕР 0681116 А2,1995 г.
11. Патент, ЕР 0681116 A3, 1996 г.
12. Патент, JP 3409426 В2, 2003 г.
13. Патент, JP 7290447 А, 1995 г.
14. Патент, JP 7301265 А, 1995 г.
15. Патент, US 5641444, 1997 г.
16. Патент, US 5641444 А, 1997 г.
17. Заявка, AT 214883 Т, 2002 г.
18. Патент, DE 19860611 C1, 2000 г.
19. Патент, ЕР 1016354 A1, 2000 г.
20. Патент, ЕР 1016354 В1, 2000 г.
21. Патент, JP 2000-190394, 2000 г.
22. Патент, JP 2000-190394 А, 2000 г.
23. Патент, US 6358459, 2002 г.
24. Патент, US 6358459 В1, 2002 г.
25. Патент, US 7122146, 2006 г.
26. Патент, US 7223087, 2007 г.
27. Заявка, US 2004-222554 А1, 2004 г.
28. Патент, US 7223087 B2, 2007 г.
29. Заявка, US 2005184434 А1, 2005 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО РАЗОГРЕВА ВЯЗКИХ ДИЭЛЕКТРИЧЕСКИХ ПРОДУКТОВ ПРИ ИХ ТРАНСПОРТИРОВКЕ ТРУБОПРОВОДАМИ | 2010 |
|
RU2439863C1 |
| УСТРОЙСТВО ВВОДА ЭНЕРГИИ ДЛЯ СВЧ-ПЕЧИ | 2012 |
|
RU2482636C1 |
| СПОСОБ СВЧ-ОБРАБОТКИ ДИЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2014 |
|
RU2570293C2 |
| УСТАНОВКА КОНВЕЙЕРНОЙ СВЧ-СУШКИ ДИЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ | 2001 |
|
RU2211416C1 |
| УСТАНОВКА ДЛЯ СВЧ-ОБРАБОТКИ ДИЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ | 1994 |
|
RU2126606C1 |
| Двухрезонаторная СВЧ установка непрерывно-поточного действия для дефростации и разогрева молозива животных | 2021 |
|
RU2762645C1 |
| Амортизатор с регулированием упругой характеристики | 1991 |
|
SU1793125A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ДИЭЛЕКТРИЧЕСКОЙ ПРОНИЦАЕМОСТИ ОБРАЗЦА МАТЕРИАЛА ПРИ ВОЗДЕЙСТВИИ ВНЕШНИХ ФАКТОРОВ | 2011 |
|
RU2453856C1 |
| УСТАНОВКА ДЛЯ НАГРЕВА ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2024 |
|
RU2836503C1 |
| Хмелесушилка непрерывно-поточного действия с источниками эндогенно-конвективного нагрева | 2021 |
|
RU2774186C1 |
Изобретение относится к области оборудования химической промышленности и машиностроения, в частности к аппаратам термического прессования резинотехнических изделий. Техническим результатом заявленного устройства является обеспечение равномерного СВЧ-нагрева, формования и прессования композиции без использования дополнительной СВЧ-камеры с минимизацией отраженного микроволнового электромагнитного излучения от полости пресс-формы к генератору и возможности использования устройства для равноценного нагрева композиции в группе одинаковых пресс-форм. Технический результат достигается устройством для вулканизации тормозных накладок, которое содержит пресс-форму, волновод, радиопрозрачное окно связи и магнетрон. При этом электропроводящая пресс-форма располагается перпендикулярно осевой линии прямоугольного волновода и имеет электрический контакт с волноводом по периметру окна связи. Окно связи расположено на узкой стенке прямоугольного волновода, напротив максимума действительной части электрической составляющей электромагнитной волны в волноводе. Окно имеет значение коэффициента относительной диэлектрической проницаемости, равное или близкое значению относительной диэлектрической проницаемости нагреваемой композиции, при котором поперечные размеры прямоугольного волновода, образованные окном связи, равны или больше критических для частоты используемого СВЧ электромагнитного излучения. 1 з.п. ф-лы, 4 ил., 2 табл.
1. Устройство вулканизации тормозных накладок, содержащее пресс-форму, волновод, радиопрозрачное окно связи, магнетрон, отличающееся тем, что электропроводящая пресс-форма располагается перпендикулярно осевой линии неподвижного прямоугольного волновода и имеет электрический контакт с волноводом по периметру окна связи, окно связи расположено на узкой стенке прямоугольного волновода напротив максимума действительной части электрической составляющей электромагнитной волны в волноводе и имеет значение коэффициента относительной диэлектрической проницаемости, равное или близкое значению относительной диэлектрической проницаемости нагреваемой композиции, при котором поперечные размеры прямоугольного волновода, образованные окном связи, равны или больше критических для частоты используемого СВЧ электромагнитного излучения.
2. Устройство по п.1, отличающееся тем, что содержит требуемое количество последовательно соединенных пресс-форм.
| US 2009014918 A1, 15.01.2009 | |||
| JP 58212928 A, 10.12.1983 | |||
| JP 56034441 A, 06.04.1981 | |||
| Способ изготовления резиновых изделий | 1991 |
|
SU1813047A3 |
| US 2004222554 A1, 11.11.2004 | |||
| Устройство для нагрева резинокордных торообразных оболочек | 1984 |
|
SU1234203A1 |

