ОБЛАСТЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
В первом аспекте настоящее изобретение относится к охватывающей части для оборудования бурения с верхним ударником такого типа, который описан в преамбуле п.1 формулы изобретения.
В другом аспекте настоящее изобретение также относится к способу изготовления охватывающей части согласно преамбуле п.5 формулы изобретения.
Патент США № 6293360 раскрывает охватывающую часть для бурового оборудования ударного бурения или бурения с верхним ударником. Отличительным признаком данной охватывающей части и других охватывающих частей аналогичного предназначения, которые на практике могут являться буровыми долотами, соединителями или соединительными муфтами, бурильными штангами, имеющими ниппельно-муфтовый тип соединения (где муфта имеет внутреннюю резьбу, а ниппель имеет внешнюю резьбу), переходными втулками и тому подобным, является то, что она содержит внутреннюю резьбу, предназначенную для взаимодействия с внешней резьбой охватываемой части оборудования. Такую внутреннюю резьбу обычно создают внутренней токарной обработкой полой обрабатываемой детали, более точно, посредством токарного инструмента, который в современных вариантах содержит заменяемую режущую пластину из сцементированного карбида или тому подобного материала, и который подают как в осевом, так и в радиальном направлении (продольная и поперечная подача, соответственно), при приведении обрабатываемой части во вращение. Ранее известная токарная обработка требовала механической обработки детали за множество последовательных проходов, в процессе которых канавка между боковыми сторонами гребня резьбы последовательно углублялась до получения окончательного профиля. Для обеспечения возможности выхода режущей пластины и канавки, обработанной режущей пластиной, из материала стенки на конце резьбы во внутренней части, расположенной вблизи упорного выступа, специальное пространство зазора или канавка должны обрабатываться в полости до начала собственно нарезания резьбы. Для обеспечения возможности резьбонарезному инструменту закончить резьбу указанный зазор должен иметь диаметр, превышающий диаметр дна канавки или впадины законченной резьбы. Однако наличие такого зазора глубоко в полости вызывает не только появление острых углов материала на выходе канавки резьбы в пространство зазора, но и уменьшение толщины материала стенки снаружи зазора. В таком случае охватывающая часть становится механически слабой, а также подверженной усталостному износу, при этом срок службы охватывающей части значительно сокращается.
В патенте США № 6293360 раскрыт способ токарной обработки, посредством которого наружной резьбе могут придавать последовательно уменьшающуюся высоту и ширину от полного профиля до нулевой точки, где гребень резьбы исчезает. Однако этот способ не исключает необходимости в уменьшающемся зазоре, когда внутренняя резьба должна быть выполнена в охватывающей части. Так, фигуры 1 и 3 в указанном патентном документе ясно показывают, как внутренняя часть резьбы охватывающей части заканчивается вблизи осесимметричного зазора, имеющего больший диаметр, чем канавка резьбы.
ЦЕЛИ И ПРИЗНАКИ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является устранение вышеупомянутых недостатков известных охватывающих частей для бурового оборудования с верхним ударником и создание улучшенной охватывающей части, характеризующейся высокой механической прочностью и наибольшим внутренним диаметром в нижней части канавки резьбы.
Согласно изобретению упомянутая выше цель достигается признаками, определенными в отличительной части п.1 формулы изобретения. Предпочтительные варианты осуществления охватывающей части, согласно изобретению, раскрыты в зависимых п.п.2-4 формулы изобретения.
В дополнительном аспекте изобретение относится также к способу изготовления охватывающих частей названного типа, признаки которого изложены в независимом п.5 формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ПРИЛАГАЕМЫХ ЧЕРТЕЖЕЙ
На чертежах показано следующее:
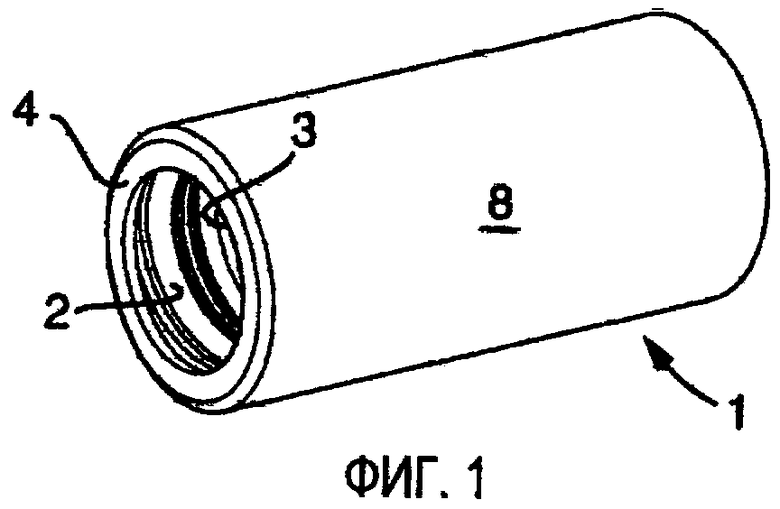
фиг.1 показывает изометрический вид охватывающей части согласно изобретению;
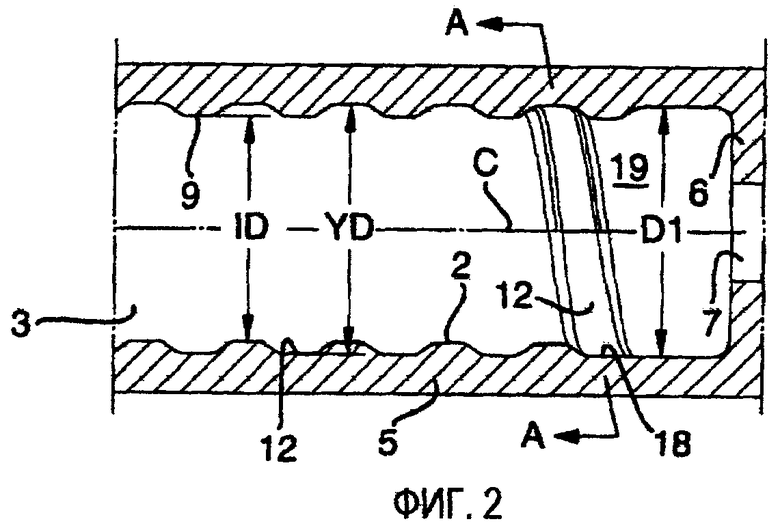
фиг.2 - частичное продольное сечение охватывающей части, показывающее части внутренней резьбы, при этом внутренняя часть охватывающей части показана с одной стороны;
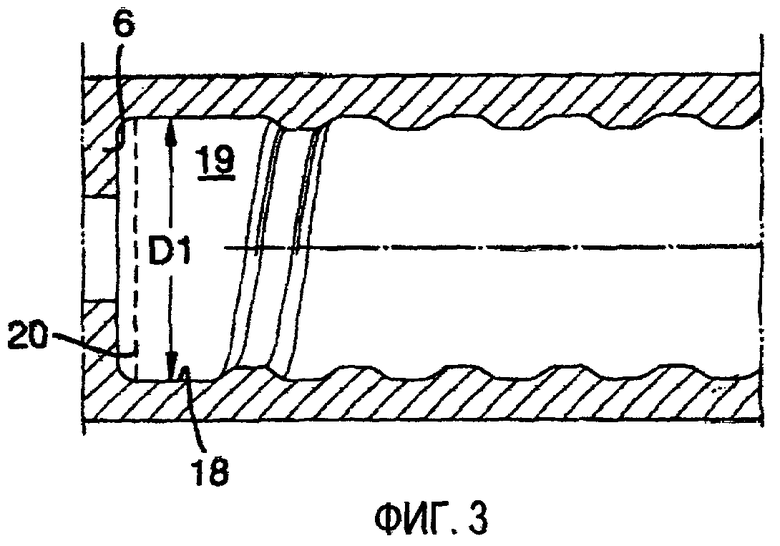
фиг.3 - продольное сечение, соответствующее фиг.2, показанное с противоположной стороны;
фиг.4 - продольное сечение с взаимодействующей охватываемой частью, вставленной во внутреннюю часть охватывающей части;
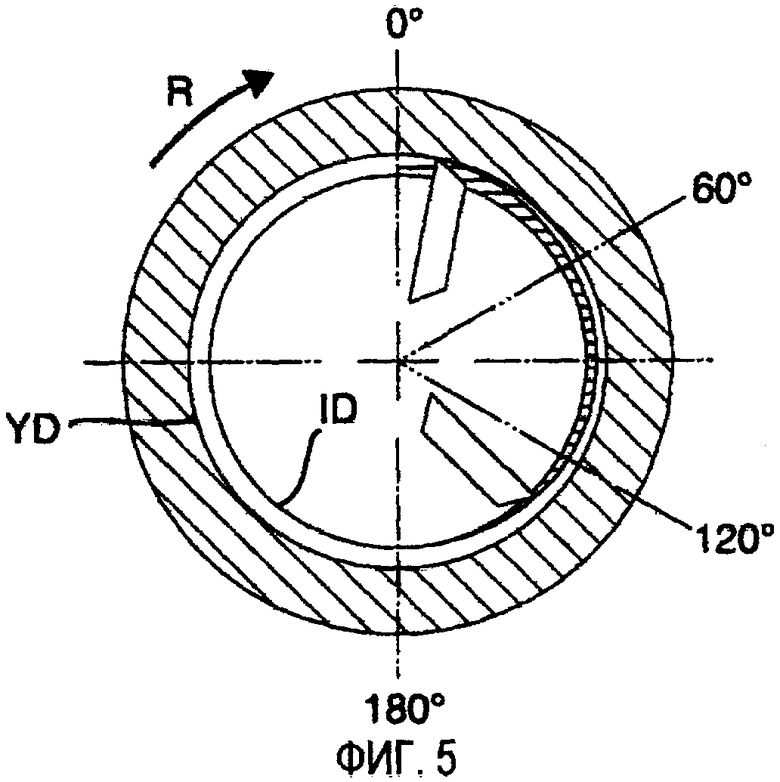
фиг.5 - сечение по линии А-А на фиг.2;
фиг.6 - ряд детальных разрезов, показывающих варианты заканчивания канавки резьбы на половине оборота с последовательно уменьшающейся глубиной;
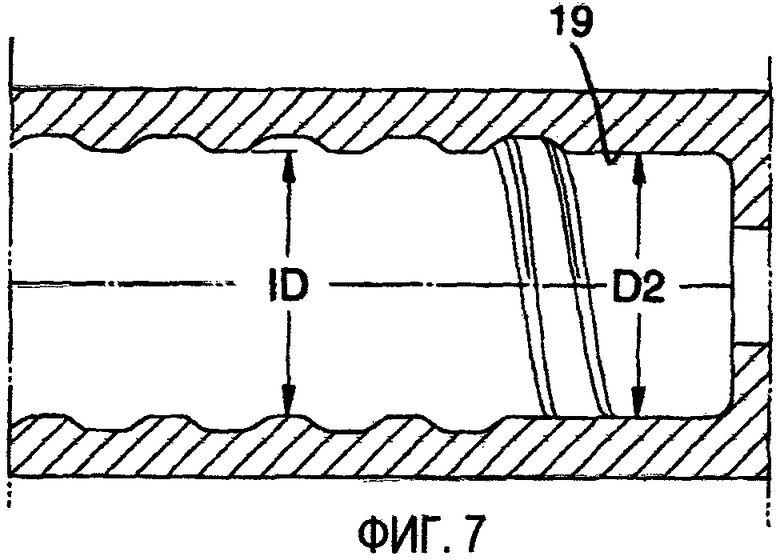
фиг.7 - продольный разрез альтернативного варианта осуществления охватывающей части;
фиг.8 - продольный разрез охватываемой частью, вставленной в охватывающую часть, согласно фиг.7;
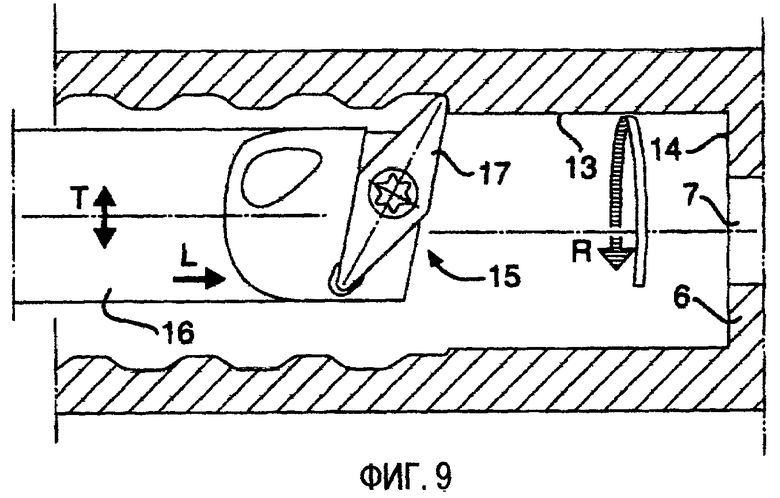
фиг.9 - увеличенный продольный разрез обрабатываемой детали во время обработки токарным инструментом;
фиг.10 - соответствующий продольный разрез, показывающий токарный инструмент после завершения нарезки резьбы.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг.1 показана охватывающая часть 1 с внутренней резьбой 2, расположенной на внутренней стороне цилиндрической стенки, ограничивающей полость 3, которая открыта на конце 4 охватывающей части. На практике охватывающая часть может быть соединительной втулкой, содержащей две полости, разделенные перегородкой или упорным выступом, в которой обе полости имеют внутреннюю резьбу на стенке. Однако далее будет обсуждаться лишь одна из упомянутых внутренних резьб.
На фиг.2-6 показан первый вариант осуществления внутренней резьбы 2. Резьба 2 образована на внутренней поверхности цилиндрической стенки 4, 5. Упорный выступ 6 разделяет полость 3 от второй аналогичной полости (не показано). Две полости сообщены друг с другом через центральное отверстие 7 для подачи промывочного средства, например воды и/или воздуха, из одной бурильной штанги в другую.
В данном варианте резьба 2 имеет форму трапецеидальной резьбы, которая является в данном случае цилиндрической и имеет центральную ось С.
Перед описанием варианта осуществления, показанного на фиг.2-6, приводится описание фиг.9 и 10, на которых схематически показана токарная обработка детали с резьбой. На этих фигурах видно, что резьба 2 представляет собой гребень, спирально проходящий по внутренней стороне стенки и ограниченный вершиной 9 профиля резьбы и двумя боковыми сторонами 10 профиля резьбы, между которыми проходит канавка 11 с дном 12. Поскольку профиль резьбы является трапецеидальным, вершина профиля резьбы, боковые стороны и дно канавки ограничены прямыми образующими. Фактическая форма профиля ни в коей мере не является критичной. Таким образом, резьба может быть, например, круглой или иметь другую произвольную форму профиля. На фиг.2 диаметр дна 12 канавки или впадины обозначен YD, в то время как диаметр вершины 9 профиля резьбы обозначен ID.
Механическая обработка детали, показанная на фиг.9 и 10, осуществляется посредством недавно разработанной токарной обработки, которая позволяет производить нарезку резьбы за один проход (даже если множество проходов, естественно, является выполнимым). Обрабатываемую деталь подготавливают путем формирования цилиндрической полости, имеющей цилиндрическую поверхность 13 и торцевую поверхность 14. Формирование полости может осуществляться посредством сверления/фрезерования, при этом предпочтительно также сверление центрального отверстия 7. Для выполнения резьбы используется токарный инструмент 15, который обычно состоит из шпинделя 16 и заменяемой режущей пластины 17 для токарной обработки. Инструмент 15 подается в продольном направлении, показанном стрелкой L, при этом одновременно перемещаясь поперечно по направлению стрелки T. Особенность новой обработки состоит в том, что поперечная подача инструмента 15 осуществляется быстрыми прерывистыми движениями в радиальном направлении, при этом инструментом управляет программа, обеспечивающая необходимую форму профиля. Продольная подача инструмента 15 осуществляется традиционным путем с непрерывным осевым перемещением инструмента, в котором подача является замедленной (например, 0,2 мм/сек). Во время обработки обрабатываемая деталь вращается в направлении стрелки R.
Цилиндрическая стенка обрабатываемой детали первоначально имеет одинаковую толщину по всей длине.
Когда инструмент, более точно, режущая пластина 17 для токарной обработки, входит в материал через вход, не показанный, но расположенный слева на фиг.9, выполняют главную секцию, в которой резьба имеет полный профиль, путем подачи инструмента все дальше и дальше в пространство полости. На надлежащем удалении от упорного выступа 6 выполнение полнопрофильной резьбы завершают и проводят измерения для создания выхода, в который может войти резьба. Это осуществляется, как показано на фиг.5 и 6.
В выбранной нулевой точке (0°) начинается завершающая последовательность поперечной подачи, во время которой глубина канавки 11 последовательно уменьшается. В этом случае такое уменьшение глубины осуществляют на полуобороте, на фиг.6 показана приблизительная глубина канавки после 60° и 120° вплоть до 180°, где канавка исчезает на граничной линии 18 (см. также фиг.2), которая в этом случае представляет собой по существу прямую линию, параллельную центральной оси С. Как видно на фиг.2, уменьшение глубины канавки приводит к последовательному увеличению ширины дна 12 канавки до конечной граничной линии 18.
На фиг.3 показана сторона полости, противоположная показанной на фиг.2, конечная граничная линия 18 показана на фиг.3 слева. При достижении инструментом конечной граничной линии 18, он прекращает совершать движения в радиальном направлении. При этом инструмент продолжает механическую обработку обрабатываемой детали путем продолжающегося вращения в течение, по меньшей мере, полуоборота, удерживаемый при этом в данном радиальном положении. Таким образом образуется последовательно сужающаяся к одному концу поверхность 19, ограниченная между заканчивающимся гребнем резьбы и пунктирной линией 20. Эта поверхность имеет диаметр D1, который в данном случае соответствует диаметру YD канавки резьбы. Конечная линия 20 расположена в непосредственной близости от упорного выступа 6. Другими словами, резьба заканчивается настолько близко к упорному выступу, насколько это возможно.
Воображаемый цилиндр или воображаемый конус (не показан) можно назвать совпадающим с вершиной 9 профиля резьбы или дном 1,2 канавки, при этом цилиндр или конус являются также совпадающими с поверхностью 19.
На фиг.4 видно, как охватываемая часть 21 вставлена в охватывающую часть 1. Охватываемая часть 21 может, например, быть включена в состав бурильной штанги, которая в традиционном виде содержит промывочный канал 22 и внешнюю резьбу 23, взаимодействующую с описанной внутренней резьбой. Справа на фиг.4 видно, что конечная поверхность 24 охватываемой части может оказывать давление на упорный выступ 6 в связи с импульсными силами, передаваемыми от одной охватываемой части к другой через охватывающую часть.
На фиг.7 показан альтернативный вариант осуществления, в котором завершенная поверхность 19 имеет диаметр D2, соответствующий диаметру ID вершины профиля резьбы и проходит на некоторое расстояние от поверхности согласно показанному на фиг.2-4. Так, поверхность 19 может использоваться для направления переднего конца охватываемой части 21A. При выполнении резьбы цилиндрической соответственно поверхность 19 формирует цилиндрическую направляющую поверхность, которая при сравнительно точной посадке может взаимодействовать с внутренней цилиндрической поверхностью 25 охватываемой части, показанной на фиг.8.
Даже если вышеописанное изобретение описано в контексте цилиндрической резьбы, оно применимо и к конической резьбе. В обоих случаях поверхность 19 может иметь осесимметричную форму, по существу конгруэнтную с осесимметричной основной формой резьбы или похожую на нее. Другими словами, поверхность 19 части является конической, если резьба коническая. Охватывающую часть может, в качестве альтернативы, встраиваться в буровое долото, соединитель или муфту сцепления, бурильную штангу с соединением типа ниппель-муфта или переходную втулку.
Изобретение никоим образом не ограничено вышеописанными вариантами осуществления, но может свободно изменяться в пределах прилагаемой формулы изобретения.




Предложенная группа изобретений относится к муфтовому соединению буровых штанг для бурового оборудования с верхним ударником и к способу его изготовления. Техническим результатом является повышение механической прочности соединения. Охватывающая часть для бурового оборудования с верхним ударником включает полость с цилиндрической или конической внутренней резьбой и упорным выступом. При этом глубина канавки резьбы последовательно уменьшается по направлению к концу резьбы, который определяется граничной линией, отделяющей дно канавки от цилиндрической или конической поверхности, образованной между граничной линией и выступом. Причем указанная поверхность совпадает с высотой профиля резьбы или дном канавки. Способ изготовления охватывающей части включает этапы непрерывной подачи в продольном направлении токарного инструмента в полость обрабатываемой детали, приведение инструмента в возвратно-поступательное перемещение между радиально внешним и внутренним концевыми положениями для образования резьбы нужного профиля, и последовательное уменьшение разницы радиусов до нуля для завершения канавки резьбы с постепенно уменьшающейся глубиной на завершающем этапе. 2 н. и 4 з.п. ф-лы, 10 ил.
1. Охватывающая часть для бурового оборудования с верхним ударником, содержащая полость (3), имеющую центральную ось (С), открытую на свободном конце (4) охватывающей части и ограниченную окружающей стенкой (5) и упорным выступом (6), расположенным на расстоянии по оси от свободного конца (4), внутреннюю резьбу, выполненную на внутренней стороне стенки в форме гребня (2), имеющего осесимметричную, цилиндрическую или коническую базовую форму, проходящего по спирали вдоль по внутренней стороне стенки (5), являющегося концентричным с центральной осью (С) полости и ограниченного вершиной (9) профиля резьбы и двумя боковыми сторонами (10) профиля резьбы, между которыми проходит спиральная канавка (11), имеющая дно (12), причем резьба имеет полный профиль вдоль основной секции определенной длины по оси и содержит концевую часть, расположенную между секцией полного профиля и упорным выступом (6), в которую выходит канавка, отличающаяся тем, что глубина канавки (11) последовательно уменьшается по направлению к упомянутому концу, который определен граничной линией (18), отделяющей дно (12) канавки от поверхности (19), образованной на внутренней стороне стенки (5) и имеющей такую же осесимметричную форму, что и резьба (1), посредством прохождения вдоль воображаемого цилиндра или воображаемого конуса, совпадающего с вершиной (9) профиля резьбы или дном (12) канавки.
2. Охватывающая часть по п.1, отличающаяся тем, что поверхность (19) проходит до упорного выступа (6).
3. Охватывающая часть по п.1 или 2, отличающаяся тем, что воображаемый цилиндр или воображаемый конус также совпадает со всей поверхностью (19).
4. Охватывающая часть по п.1 или 2, отличающаяся тем, что расположена на буровом долоте, соединителе или соединительной втулке, бурильной штанге, имеющей соединение типа ниппель-муфта или переходные втулки.
5. Охватывающая часть по п.3, отличающаяся тем, что расположена на буровом долоте, соединителе или соединительной втулке, бурильной штанге, имеющей соединение типа ниппель-муфта или переходные втулки.
6. Способ изготовления охватывающей части (1) для бурового оборудования с верхним ударником, содержащей полость (3), открытую на свободном конце (4) охватывающей части и ограниченную окружающей стенкой (5) с внутренней резьбой (2), имеющей осесимметричную базовую форму, и упорным выступом (6), расположенным на расстоянии от свободного конца (4), при этом резьба имеет полный профиль вдоль основной секции некоторой длины и содержит две более короткие концевые секции, в которых заканчивается канавка резьбы, при этом способ содержит этапы приведения полой обрабатываемой детали во вращение вокруг центральной оси (С), приведения токарного инструмента (15) для обработки детали в полости обрабатываемой детали, подачей токарного инструмента (15) в продольном направлении (L) между противоположными концевыми зонами полости и одновременной подачи инструмента (15) в поперечном направлении (Т), или радиально для создания необходимого профиля резьбы, отличающийся тем, что осуществляют дополнительные этапы непрерывной подачи в продольном направлении (L) за один проход, приведения инструмента (15) в возвратно-поступательное перемещение между радиально внешним и внутренним концевыми положениями, при этом при внешнем положении образуется дно (12) канавки резьбы полного профиля, а при внутреннем положении образуется вершина (9) резьбы полного профиля, и завершающий этап последовательного уменьшения разницы радиусов между радиально конечными положениями до нуля для завершения канавки резьбы с постепенно уменьшающейся глубиной до конца граничной линии (18), отделяющей дно (12) канавки от поверхности (19), образованной на внутренней стороне стенки (5), при этом поверхность (19) имеет такую же симметричную форму вращения, как и резьба (2), проходит вдоль воображаемого цилиндра или воображаемого конуса и совпадает с вершиной (9) профиля резьбы или дном (12) канавки.
| US 6293360 B1, 25.09.2001 | |||
| БУРОВОЙ ИНСТРУМЕНТ | 0 |
|
SU267546A1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ЭЛЕМЕНТОВ БУРИЛЬНОЙ КОЛОННЫ ДЛЯ УДАРНОГО БУРЕНИЯ | 1995 |
|
RU2155852C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ БУРИЛЬНОЙ КОЛОННЫ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ УДАРНОГО БУРЕНИЯ ПО ПОРОДЕ | 1999 |
|
RU2204684C2 |
| Видоизменение химического огнетушителя | 1926 |
|
SU19056A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ | 0 |
|
SU244512A1 |
| Газовая горелка | 1960 |
|
SU138686A1 |

