Настоящее изобретения относится к способу изготовления трубчатого медицинского имплантата и сшивному устройству, которые могут быть использованы для изготовления различных трубчатых медицинских форм, в частности трансплантат-стент, трансплантат.
Трансплантаты-стенты представляют собой трубчатые конструкции, которые применяют внутри кровеносных сосудов. Обычно они состоят из двух элементов: трубки, почти непроницаемой для крови, которая обычно выполнена из текстильного или перепончатого материала, и армирующей структуры, обычно выполненной из проволоки или иного нитевидного металлического материала.
Трубчатый элемент конструкции трансплантата обычно состоит из тканого полиэфирного материала, однако, в ряде моделей используют мембраны из политетрафторэтилена (ПТФЭ). Трансплантат опирается на металлические кольца, обычно выполненные из проволоки, но изредка вырезанные из металлической трубки методом лазерной резки или аналогичным способом. Прикрепленные к трансплантату металлические кольца образуют общую плоскость, расположенную под определенным углом к трансплантату. Кольца могут иметь волнистую форму, ограничивая поверхность короткого цилиндра на поверхности трансплантата, либо имеют отверстия или соединены, образуя длинный цилиндрический армирующий элемент на поверхности трансплантата.
Почти во всех конструкциях армирующие кольца прикрепляют к поверхности трансплантата, пришивая их, главным образом, вручную. В некоторых конструкциях используют сотни или тысячи швов, что удорожает такую конструкцию. Кроме того, чтобы обеспечить качество каждого шва, требуются значительные затраты, а вероятность низкого качества швов в устройстве, которое имплантируют пациенту, может создать серьезную угрозу его здоровью.
Также необходимо, чтобы трансплантаты-стенты изготавливались в соответствии с индивидуальными анатомическими особенностями пациентов. В частности, такие параметры трансплантатов-стентов, как их длина, диаметр, конусообразность, дополнительная конусообразность и расположение боковых ответвлений должны определяться индивидуально для каждого пациента, что может чрезмерно удлинить процесс изготовления трансплантатов-стентов вручную.
В заявке WO 99/37242 (на имя заявителя настоящей заявки) предложено альтернативное решение, согласно которому для изготовления плоского приспособления, которому затем придают трубчатую форму, используют компьютеризованное сшивание. Благодаря такому подходу решаются многие проблемы, осложняющие ручное изготовление, однако, при этом появляется шов и становится невозможным изготавливать сплошные конструкции.
В Британском патенте 2165559 (University College London) описано сшивное устройство для прошивания субстрата, например, одной из тканей организма в процессе хирургического оперативного вмешательства. Для того чтобы согнутый отрезок субстрата оказался между иглой и челноком, его всасывают в сшивное устройство. После этого с помощью иглы нить пропускают через согнутый отрезок субстрата таким образом, чтобы показался другой ее конец, и зацепляют нить за челнок. Сшивное устройство перемещается вдоль субстрата и многократно осуществляет данную операцию, за счет чего субстрат оказывается прошит. Такое сшивное устройство не может применяться для прошивания нитью стенки трубчатого трансплантата, поскольку трансплантат не является достаточно эластичным для того, чтобы его согнутый отрезок мог быть втянут в сшивное устройство.
В патенте США 4502159 (Shiley Incorporated) описан способ формирования трубчатого протеза, согласно которому ткань перикарда свертывают в трубку и прошивают вдоль, в результате чего образуется продольный шов. Тем не менее ткань прошивают обычным способом, пропуская нить с одной стороны шва на другую, расположенную снаружи трубки.
В патенте США 4241681 (Porter) описано сшивное устройство для сшивания нескольких армирующих колец, расположенных на определенном расстоянии друг от друга на длинной гибкой трубке из огнеупорного материала. Такое устройство имеет длинную трубчатую опору, на которую заготовку надевают как рукав на руку. Оно также имеет неподвижный сшивающий механизм, прошивающий заготовку однониточным цепным швом, а выталкиватель продвигает заготовку по опоре по мере ее прошивания.
В патенте США 4414908 (Janome Sewing Machine Co., Limited) описано сшивное устройство для сшивания иссеченных тканей и органов пациента. Устройство имеет держатель иглы (по существу, щипцы-плоскогубцы) и держатель челнока, с возможность скольжения установленный на держателе иглы. При этом игла ни при каких степенях свободы не может перемешаться независимо от челнока. В частности, перемещение держателя иглы с целью проколоть иглой стенку трубчатого имплантата неизбежно приводит к соответствующему перемещению челнока в просвете имплантата. На практике было бы невозможно управлять иглой, избегая воздействия челнока на боковые стенки имплантата. что чревато опасностью повреждения имплантата.
В альтернативном варианте осуществления патента США 4414908 челнок установлен на стержне, способном скользить в продольном направлении параллельно оси держателя иглы, а держатель иглы способен вращаться вокруг оси стержня челнока. Это значит, что при вращении держателя иглы игла перемещается по окружности, находясь на равном расстоянии от челнока. Таким образом, игла никогда не смогла бы проникнуть через стенку трубчатого имплантата, а просто перемещалась бы вокруг имплантата на постоянном расстоянии от центра его просвета.
Настоящее изобретение имеет целью устранить вышеназванные недостатки за счет использования способа и механического сшивного устройства, управляемого компьютером, позволяющих делать швы на поверхности узких трубок и пришивать проволоку или иные конструкции к поверхности трубок. В частности, такие структуры пришивают к внутренней или наружной поверхности трубки.
Описанное устройство также применимо для изготовления других трубчатых приспособлений, имеющих нитевидные элементы, которые помещают на поверхность трубки в ходе отдельной от формирования самой трубки операции.
Технический результат, достигаемый при использовании заявленных изобретений, состоит в устранении недостатков из уровня техники, заключающихся в пришивании различных конструкций к поверхности трубчатого медицинского имплантата вручную, за счет применения механического сшивного устройства, обеспечивающего повышение производительности способа, улучшения качества и снижения стоимости изготовления имплантата.
Заявка WO 01/30269 (на имя заявителя настоящей заявки) была опубликована позже даты приоритета настоящей заявки. Она относится к способу и устройству для прошивания нитью стенки трансплантата, например, с целью создания трансплантата-стента. Настоящее изобретения является усовершенствованием названной заявки.
Для достижения технического результата предлагается устройство для прошивания нитью поверхности трубчатого медицинского имплантата, включающее опору имплантата, иглу для подачи первой нити через поверхность и далее в просвет имплантата, бобину для второй нити, средство перемещения бобины через открытый конец имплантата в упомянутый просвет с целью формирования шва в сочетании с первой нитью и средство отклонения имплантата относительно направления перемещения имплантата.
Игла и бобина предпочтительно расположены таким образом, что их продольные оси лежат в одной плоскости. Предпочтительно, оси проходят под углом 90°.
За счет взаимного расположения иглы и бобины для сшивания достаточно более ограниченного пространства, чем в случае использования обычного сшивного устройства, а швы можно делать на стенке трубчатых трансплантатов относительно малого диаметра.
В предпочтительном варианте осуществления опора бобины выполнена в виде стержня, имеющего углубление, в котором помещается бобина.
В альтернативном варианте осуществления опора бобины выполнена в виде направляющей, по которой бобина свободно перемещается в просвет и из просвета имплантата. Предпочтительно, направляющая выполнена в виде трубки с прорезью, через которую обеспечивается доступ иглы к бобине.
В особо предпочтительном варианте осуществления изобретения бобина помещается в челноке, который, в свою очередь, помещается в углублении стержня или перемещается вверх и вниз по направляющей.
Предпочтительно, челнок смещен в направлении одной из сторон направляющей, расположенной вблизи траектории иглы, за счет чего в процессе работы челнок располагается таким образом, чтобы захватывать петлю первой нити, при этом смещение таково, что челнок может в достаточной степени перемещаться в направлении, противоположном смещению, за счет чего происходит наматывание второй нити на челнок и ее разматывание с челнока.
В дополнительном варианте осуществления, по меньшей мере, один конец челнока сужен и необязательно изогнут таким образом, что, если он ориентирован внутри направляющей так, как это описано выше, конец челнока оказывается вблизи конца иглы и центра петли шва.
Вариант осуществления, в котором бобина помещается в направляющей, особо предпочтителен в случае трансплантатов малого диаметра (примерно 3-6 мм), а вариант осуществления, в котором бобина помещается в углублении стержня, предпочтителен в случае трансплантатов большего диаметра (примерно 7-40 мм).
В одном из предпочтительных вариантов осуществления на вторую нить воздействуют силой трения, пропуская ее через несколько отверстий в челноке или несущем элементе бобины, при этом чем больше число отверстий, тем сильнее тормозящее действие.
В одном из вариантов осуществления названное устройство дополнительно имеет средство натяжения названной второй нити с целью облегчить формирование швов. Средство натяжения имеет улавливающий элемент, способный перемещаться по направляющей независимо от челнока, и стопор, расположенный на противоположной от улавливающего элемента стороне челнока. В процессе работы по мере выхода из челнока вторая нить проходит между улавливающим элементом и челноком и может быть захвачена между улавливающим элементом и челноком за счет принудительного перемещения улавливающего элемента в направлении челнока до стопора, что позволяет создать натяжение второй нити при формировании шва.
В альтернативном варианте осуществления средство натяжения второй нити выполнено из упругого металла, например в виде плоской пружины, улавливающей нить. Устройство может иметь средство создания дополнительного давления на упругий металл с целью способствовать натяжению нити. Названное средство может выполнять дополнительную функцию перемещения челнока по направляющей. Таким образом, перемещение челнока может быть достигнуто на практике за счет толкателей, которые действуют на челнок с каждого конца направляющей трубки.
В дополнительном варианте осуществления устройство может иметь установленный на бобине регулируемый тормоз, выполненный в виде винта, действующего на бобину, предпочтительно, через резиновую кольцевую прокладку.
В еще одном дополнительном варианте осуществления устройство имеет челнок или несущий элемент (опора) бобины, который может представлять собой катаное изделие, чтобы вторая нить проходила по ее поверхности, увеличивая силу трения, воздействующую на вторую нить и тем самым создавая тормозящее действие.
В одном из вариантов осуществления описанное устройство формирует двойной закрытый шов при помощи несущего элемента бобины (и механизма), способного проходить в просвет изготавливаемой трубки. В процессе изготовления в имплантат вводят направляющую трубку, которая проходит по всей его длине и выступает с обоих концов. В направляющей трубке имеется прорезь (проходящая по всей ее длине), через которую проходит игла и которая обеспечивает ее доступ к челноку. На конце иглы расположена петля шовного материала (или любой нити), оба свободных конца которой остаются на наружной поверхности имплантата. В идеале направляющая трубка имеет некруглую форму в поперечном сечении, обеспечивающую жесткость, утерянную в результате формирования продольной прорези.
Направляющая трубка может быть выполнена, по меньшей мере, из одной фасонной полосы материала, поддерживающего челнок силой тяжести, силой магнитного поля или иной силой квазипостоянного действия. Помимо первой полосы материала в трубке может быть использована соединенная с ней вторая полоса. Целесообразно, чтобы бобина устанавливалась на челноке, выполненном в виде удлиненного элемента, имеющего на протяжении, по меньшей мере, части длины D-образную форму в поперечном сечении.
Челнок преимущественно имеет бобину, расположенную внутри несущего элемента, имеющего форму длинного узкого цилиндра. В идеале поверхность несущего элемента бобины имеет неправильную круглую форму в поперечном сечении, а предпочтительно сплющена и совпадает с соответствующей формой направляющей трубки, за счет чего поддерживается ориентация несущего элемента бобины относительно продольной оси.
Предпочтительно, игла имеет преимущественно прямолинейную форму со скошенным сечением («косой кромкой»), облегчающим образование петли. У челнока также может быть соответствующее скошенное сечение, за счет чего игла и челнок совмещаются и занимают меньшее пространство внутри просвета имплантата, чем в обычном сшивном устройстве.
Довольно редко при сшивании имплантатов возникает необходимость, чтобы их структуры крепились друг другу лишь швами. Данная задача решена в заявленном устройстве за счет независимого регулирования натяжения нитей в бобине и игле. Регулирование натяжения нити в бобине описано выше, а натяжение нити в игле регулируют при помощи устройства натяжения с электронным управлением, которое действует независимо от положения иглы.
Предпочтительно, чтобы устройство дополнительно имело средство натяжения первой нити, у которого средство натяжения действует независимо от механизма, приводящего в действие иглу.
На траектории первой нити, второй нити или обеих нитей может находиться датчик деформаций.
Устройство для изготовления, например, трансплантата-стента должно иметь механизм, фиксирующий трубчатый трансплантат-стент в процессе прошивания его поверхности армирующими швами. Имплантат может иметь участки цилиндрической и конической формы, а изменение диаметра имплантата на протяжении его длины может измеряться различными величинами. Трансплантаты-стенты также могут иметь разветвленную форму.
С целью обеспечения постоянного контакта поверхности имплантата со сшивающей головкой устройство имеет два средства крепления, которые захватывают имплантат с каждого конца таким образом, чтобы обеспечить его натяжение по оси, перемещение по оси и вращение вокруг оси. Дополнительно имплантат и средство крепления могут вращаться вокруг одной или нескольких точек, расположенных на его поверхности, таким образом, чтобы прошиваемая стенка имплантата оставалась на постоянном расстоянии от сшивающей головки и/или под постоянным углом к сшивающей головке.
Устройство предпочтительно имеет средство определения уровня поверхности имплантата и регулирования высоты иглы относительно названного уровня. Такое средство может представлять собой программу регулирования по разомкнутому циклу, которая сверяется с уровнем поверхности имплантата. Также может быть предусмотрено средство опознавания поверхности имплантата и программа обратной связи, регулирующая высоту иглы.
За счет этого обеспечивают точное позиционирование проволоки на поверхности, например, трубчатого трансплантата, при этом операция позиционирования является частью операций сшивания, за счет чего повышается эффективность и скорость процесса. Также происходит восстановление истинной формы проволоки, не требуется точно определять положение проволоки и исключается ситуация, при которой игла ударяется в проволоку и повреждается.
Для устранения названных недостатков и достижения технического результата предлагается способ прошивания нитью стенки трубчатого медицинского имплантата, имеющего прямой участок с преимущественно параллельными стенками и, по меньшей мере, один конусообразный участок с конусными стенками, в ходе осуществления которого первую нить при помощи иглы пропускают через стенку и далее в просвет имплантата, формируют петлю из первой нити, перемещают бобину, на которой находится вторая нить, в названный просвет через открытый конец имплантата и пропускают вторую нить через петлю, образованную первой нитью, затягивают названную петлю с целью формирования шва и извлекают бобину из названного просвета, при этом имплантат наклонен таким образом, что ось, вдоль которой перемещается бобина, проходит преимущественно параллельно стенке, на которой формируют шов.
Для достижения технического результата предлагается также способ прошивания нитью стенки трубчатого медицинского имплантата, имеющего прямой участок преимущественно с параллельными стенками и по меньшей мере один конусный участок с конусными стенками, включающий стадии, на которых при помощи иглы пропускают первую нить через стенку прямого участка имплантата и далее в просвет имплантата, формируют петлю из первой нити, перемещают бобину, на которой находится вторая нить, в названный просвет через открытый конец имплантата, пропускают вторую нить через петлю, образованную первой нитью, затягивают названную петлю с целью формирования шва и извлекают бобину из просвета, отклоняют имплантат таким образом, чтобы одна из стенок конусного участка имплантата была преимущественно параллельна направлению движения бобины, и повторно осуществляют все названные стадии для сформирования шва в упомянутой конусной стенке.
В предпочтительном варианте названных способов в качестве имплантатов используют трубчатый трансплантат.
Целесообразно в способе многократно осуществлять все названные стадии для формирования шва с последующим названным отклонением имплантата для формирования шва в конусной стенке, после чего многократно осуществлять стадии формирования шва.
В предпочтительном варианте осуществления способа игла и бобина расположены таким образом, что их продольные оси проходят в общей плоскости, при этом с целью предотвратить контакт бобины с иглой иглу в достаточной степени (предпочтительно, полностью) извлекают перед тем, как вторую нить пропускают через петлю, образованную первой нитью.
В особо предпочтительном варианте осуществления способа применяют следующую новую последовательность перемещений несущего элемента бобины и иглы:
- игла проходит через стенку имплантата и приближается к противоположной стенке направляющей трубки внутри имплантата;
- иглу частично извлекают;
- челнок продвигают до тех пор, пока вершина его носика не захватит петлю шва;
- челнок останавливают в данной точке;
- иглу извлекают далее и вытягивают через стенку имплантата;
- челнок продвигают через петлю шва.
Если длины нити недостаточно, носик челнока за счет своей формы протянет иглу далее через стенку имплантата внутрь трубки с целью позволить челноку полностью пройти через петлю.
Преимущество данного способа заключается в том, что последовательное перемещение бобины и иглы способствует формированию петель в ограниченном пространстве по сравнению с известными из техники способами (в которых игла и бобина одновременно прилегают друг к другу).
С целью создания достаточного натяжения, необходимого для разматывания второй нити с челнока, первую нить в процессе формирования шва зажимают.
Механизм приведения в действие иглы также отличается новизной и способен в любой момент управлять положением иглы, за счет чего обеспечивается управление иглой независимо от бобины. В обычных швейных машинах используют кулачковый механизм, связывающий перемещение бобины и движение иглы и требующий, чтобы перемещение обоих элементов было плавным и постоянным. Как описано выше, игла и бобина по настоящему изобретению управляются независимо, следовательно, их постоянное перемещение не является обязательным требованием.
Далее описан ряд предпочтительных вариантов осуществления изобретения со ссылкой на приложенные чертежи, на которых, согласно изобретению:
на фиг.1 схематически показан вид в перспективе устройства;
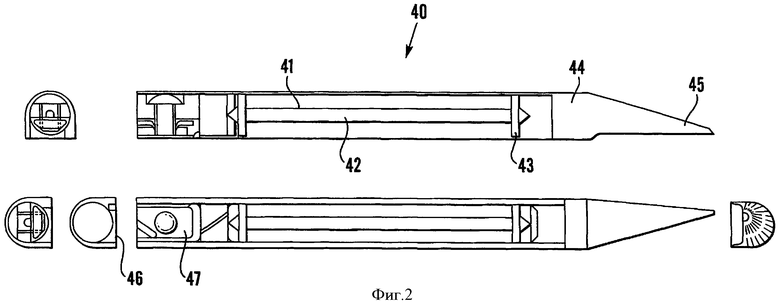
на фиг.2 - вид сбоку с частичным поперечным сечением челнока;
на фиг.3 - вид с горца с частичным поперечным сечением альтернативного варианта осуществления челнока согласно фиг.2, который находится в направляющей трубке, показанной на фиг.1;
на фиг.4А - вид в перспективе альтернативного варианта осуществления челнока;
на фиг.4В - вид в перспективе опоры челнока;
на фиг.4С - вид в перспективе челнока согласно фиг.4А, который помещается в опоре челнока, показанной на фиг.4В;
на фиг.5A-5D схематически показана работа устройства для прикрепления проволоки к поверхности трансплантата.
В соответствии с фиг.1 сшивное устройство 1 имеет основание 2, на котором установлен сшивающий манипулятор 10, трубка 20 челнока и стол 30 стента.
Трансплантат 5 удерживает пара захватов (не показаны), которые расположены на каждом конце трансплантата 5, а через просвет трансплантата 5 проходит трубка 20 челнока, каждый конец которой опирается на опоры 25 трубки челнока, также установленные на основании 2.
Сшивающий манипулятор 10 установлен на каретке 3, которую привод 4 перемещает параллельно и перпендикулярно трубке 20 челнока (по направлению стрелок А и В, соответственно), за счет чего сшивающий манипулятор 10 устанавливают в требуемое положение по отношению к трансплантату 5.
Сшивающий манипулятор 10 имеет головку 11 иглы 12, выступающую за край каретки 3, при этом игла 12 способна перемешаться вверх и вниз относительно трансплантата 5 (в направлении стрелки С) и из стороны в сторону (так называемое «виляние иглы») под действием привода (в направлении стрелки D). Головка 11 иглы управляет развертыванием верхней нити (не показана), через ушко иглы 12 проходящей от катушки (не показана) до прошивателя 15 (которым управляет электродвигатель 16) и затем входящей в контакт с устройством 14 натяжения верхней нити.
Проволоку, используемую для формирования стента на поверхности трансплантата 5, которой была предварительно придана соответствующая форма, укладывают на стол 30, который привод 31 перемещает в направлении стрелки Е в соответствующее положение по отношению к трансплантату 5. В процессе пришивания к трансплантату 5 проволоку (не показана) удерживает в соответствующем положении направляющая 32, прикрепленная к сшивающему манипулятору 10.
В соответствии с фиг.2 и 3 челнок 40 имеет бобину 41, на которой находится нижняя нить (не показана), и несущий элемент 44 бобины 41. Бобина 41 выполнена в форме удлиненной катушки с суженной центральной осью 42, вокруг которой наматывают нижнюю нить, и торцевые ролики 43, по которым катится бобина 41, за счет чего нить разматывается с оси 42. Бобина 41 свободно помещается в центральной полости несущего элемента 44, за счет чего нить легко разматывается с бобины 41.
Несущий элемент 44 бобины имеет удлиненную форму и асимметричный носик 45, смещенный в боковом направлении от продольной оси несущего элемента 44 бобины, за счет чего он захватывает петлю верхней нити, что описано далее. Корпус несущего элемента 44 бобины (часть, отличающаяся от носика 45) имеет параллельные верхнюю и нижнюю стенки, соединенные плоской боковой стенкой 46 и изогнутой боковой стенкой, расположенной напротив боковой стенки 46. Данная конфигурация зеркально отражает конфигурацию внутренней полости трубки 20 челнока, за счет чего челнок 40 свободно помещается в трубке 20, при этом плоская боковая стенка 46 преимущественно параллельна плоской боковой стенке 22 трубки 20 челнока. Таким образом, челнок 40 способен перемещаться возвратно-поступательным образом вдоль трубки 20 челнока, однако не способен вращаться вокруг своей продольной оси, поскольку длина боковой стенки 46 превышает воображаемый внутренний диаметр изогнутого отрезка трубки 20 челнока.
На фиг.2 и 3 показаны варианты осуществления, отличающиеся тем, что наружный профиль несущего элемента 44 бобины имеет незначительные различия. Тем не менее их функции неизменны, в частности, стенка 46 в обоих случаях служит для предотвращения возможности вращения несущего элемента 44 бобины в трубке 20 челнока.
На фиг.3 также показана прорезь 21 в трубке 20 челнока, через которую в процессе сшивания (описанном далее) проходит игла 12.
На фиг.4А показан альтернативный вариант осуществления челнока 50, имеющего бобину 41 с описанной выше центральной осью 42 и торцевыми роликами 43 и опору 51 бобины, форма которой преимущественно аналогична форме, описанной выше, несущего элемента 44 бобины за исключением того, что носик 52 опоры 51 бобины симметричен по форме в вертикальной плоскости, в которой проходит его продольная ось.
На фиг.4С показан челнок 50, помещающийся в углублении 54 стержня 53 челнока, который показан на фиг.4В. Стержень 53 челнока также имеет прорезь 55, проходящую в вертикальной плоскости, в которой проходит его продольная ось.
В соответствии с фиг.1 приводной электродвигатель 26 челнока перемещает манипуляторы 23 челнока внутрь и из каждого конца трубки 20 челнока в направлении стрелки F, за счет чего челнок 40 перемещается вперед и назад вдоль трубки 20 челнока.
Устройство 24 натяжения нити челнока натягивает нижнюю нить на бобине 41 за счет увеличения давления на плоскую пружину 47 с целью захватить нижнюю нить под плоской пружиной 47 и тем самым создать натяжение.
Положение трансплантата 5 по отношению к трубке 20 челнока регулируют при помощи привода 6, который перемещает подложку 7 (на которой лежит трансплантат 5) вверх и вниз относительно трубки 20 челнока (в направлении стрелки G) и из стороны в сторону параллельно продольной оси трубки 20 челнока (в направлении стрелки Н).
Если необходимо наклонить трансплантат 5 (например, в процессе прошивания поверхности на коническом участке), это делают при помощи привода 8, поднимающего и опускающего один конец трансплантата 5 в направлении стрелки I. При вращении захвата, расположенного с одного из концов трансплантата 5, он вращается вокруг своей продольной оси (в направлении стрелки J).
Далее работа сшивного устройства описана со ссылкой на фиг.1-3.
Трубку 20 челнока отсоединяют от опоры 25 и помещают трансплантат 5 поверх трубки 20 челнока, пропускают трансплантат 5 поверх трубки 20 челнока, в результате чего трубка 20 проходит через просвет трансплантата 5. Затем приводят в действие захваты трансплантата (не показаны) с целью захватить каждый из концов трансплантата 5 и правильно расположить трансплантат 5 по отношению к головке 11 иглы при помощи регулирующего положение подложки привода 6 и наклоняющего трансплантат привода 8. За счет вращения трансплантата 5 вокруг продольной оси его поверхность, к которой должна быть пришита армирующая проволока, обращена вверх в противоположную сторону от основания 2.
Армирующую проволоку, из которой на трансплантате 5 формируют стент, предварительно формуют на столе 30, который помещают над плоскостью трансплантата 5 при помощи привода 31. При помощи направляющей 32 армирующую проволоку фиксируют над трансплантатом 5 на сшивающем манипуляторе 10, который, в свою очередь, фиксируют над трансплантатом при помощи привода 4, перемещающего каретку 3.
В результате описанных операций армирующая проволока перемещается примерно в заданное положение по отношению к трансплантату 5. Армирующую проволоку устанавливают точно в заданное положение при помощи привода виляния иглы, что далее описано со ссылкой на фиг.5A-5D.
Иглу 12, несущую верхнюю нить 61, сначала устанавливают вблизи армирующей проволоки 60 и затем опускают (по стрелке С), чтобы она оказалась непосредственно над поверхностью трансплантата 5. Затем иглу 12 перемещают в сторону (по стрелке D) при помощи привода виляния иглы с целью прижать проволоку 60 вплотную к предыдущему шву. Далее иглу 12 через стенку трансплантата 5 перемещают вниз в положение 62 вблизи проволоки 60.
После того, как игла 12 полностью проткнет стенку трансплантата 5, она проходит через прорезь 21 в трубке 20 челнока, в результате чего конец иглы 12 перемещается в направлении наиболее удаленного от прорези 21 конца боковой стенки. Затем иглу 12 частично извлекают, в результате чего под действием силы трения, возникающей между верхней нитью и стенкой трансплантата 5, внутри трубки 20 челнока формируется петля.
Приводной электродвигатель 26 челнока приводит в действие манипулятор 23 челнока, который перемещает челнок вниз по трубке 20 в просвет трансплантата 5, при этом асимметричный носик 45 несущего элемента 44 бобины расположен спереди. По мере продвижения челнока 40 в направлении петли, образованной верхней нитью, носик 45 захватывает петлю, чему способствует асимметричное расположение носика 45 по отношению к плоской боковой стенке 46 несущего элемента 44 бобины. Нижнюю нить, обвитую вокруг центральной оси 42 бобины 41, тянет за собой челнок 40.
После того, как челнок 40 захватит петлю, образованную верхней нитью, его перемещение прекращается, а игла 12 полностью выходит из стенки трансплантата 5, оставляя за собой петлю, образованную верхней нитью. Затем челнок 40 перемещается таким образом, что он полностью проходит через петлю, образованную верхней нитью, и выходит с другой стороны.
После того, как нижняя нить была пропущена поверх верхней нити, был сформирован шов. Это достигается за счет комбинированного действия устройства 14 натяжения верхней нити и прошивателя 15, который электродвигатель 16 перемещает вверх в противоположном от трансплантата 5 направлении, тем самым затягивая петлю на верхней нити. Одновременно устройство 14 натяжения верхней нити воздействует на верхнюю нить, создавая такое натяжение, которое способен преодолевать прошиватель 15, формируя шов. Аналогичным образом устройство 24 натяжения нити челнока прижимает плоскую пружину 47 к челноку 40, захватывая нижнюю нить и препятствуя ее разматыванию с катушки 41.
После формирования шва манипуляторы 23 челнока действуют в обратном направлении, перемещая челнок 40 из просвета трансплантата 5 и тем самым создавая пространство для повторного перемещения иглы 12 в трансплантат 5 и формирования очередной петли. Расположение второго шва выбирают таким образом, чтобы он проходил поверх армирующей проволоки и тем самым пришивал ее к трансплантату 5. Это достигается при помощи привода 13 виляния иглы, который перемещает иглу 12 таким образом, чтобы достичь точной установки иглы 12 в заданное положение по отношению к армирующей проволоке и трансплантату 5.
По мере пришивания армирующей проволоки к трансплантату 5 его положение по отношению к сшивающему манипулятору 10 непрерывно регулируют при помощи захватов трансплантата, регулирующего положение подложки привода 6 и наклоняющего трансплантат привода 8.
В альтернативном варианте осуществления изобретения вместо челнока 40 используют челнок 50. Нить наматывают на бобину 41, которая помещается внутри несущего элемента 51, а несущий элемент 51 помещается в углублении 54 стержня 53 челнока, как это показано на фиг.4С. Стержень 53 перемещается возвратно-поступательным образом аналогично описанному перемещению челнока 40 в трубке 20 челнока. Игла 12 проходит через прорезь 55, а затем перемещается немного назад, формируя петлю. Стержень 53 продолжает перемещаться, и носик 52 входит в контакт с петлей. После этого формируют швы аналогично тому, как это описано выше.
Несмотря на то, что в изобретении описано прошивание нитью трубчатого медицинского имплантата, который может представлять собой трансплантат, стент, трансплантат-стент, устройство фиксации трансплантата, армирующие устройства глазных орбит, кольцевые опоры сердечных клапанов, имплантаты, опоры венных клапанов или любые другие трубчатые медицинские формы, очевидно, что способ и устройство по изобретению могут в равной мере применяться для прошивания нитью поверхности любой трубчатой формы.
Очевидно, что элементы описанного устройства могут использоваться для достижения дополнительных целей, которые не были конкретно описаны. Например, устройство может быть использовано для формирования трехмерных текстильных структур, таких как структуры искусственной ткани или подложки для нее.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДИЦИНСКОГО ТРАНСПЛАНТАТА-СТЕНТА | 2002 |
|
RU2297199C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДИЦИНСКОГО ИМПЛАНТАТА И УСТРОЙСТВО ДЛЯ ПРОШИВАНИЯ СТЕНКИ ТРУБЧАТОГО МЕДИЦИНСКОГО ИМПЛАНТАТА | 2000 |
|
RU2254060C2 |
| СПОСОБ ЗАКРЫТИЯ ДЕФЕКТА ГОРТАНИ И/ИЛИ ТРАХЕИ | 2010 |
|
RU2435525C1 |
| МАШИНА ДЛЯ СШИВАНИЯ ПОЛОТНИЩ | 2021 |
|
RU2763580C1 |
| СИСТЕМА И СПОСОБ ПОЗИЦИОНИРОВАНИЯ СТЕНТ-ГРАФТА | 2007 |
|
RU2460496C2 |
| СПОСОБ ЛАПАРОСКОПИЧЕСКОГО ИНТРАКОРПОРАЛЬНОГО РУЧНОГО ГАСТРОЭНТЕРОАНАСТОМОЗА | 2016 |
|
RU2645116C2 |
| СПИРАЛЬНЫЙ СТЕНТ-ГРАФТ | 2007 |
|
RU2460495C2 |
| УСТРОЙСТВО ДЛЯ ЗАКРЫВАНИЯ ДЕФЕКТОВ В СОСУДИСТОЙ СИСТЕМЕ | 2009 |
|
RU2520153C2 |
| Прошивная игла | 1990 |
|
SU1824467A1 |
| ВНУТРИПРОСВЕТНАЯ ХИРУРГИЧЕСКАЯ СИСТЕМА ДОСТАВКИ | 2005 |
|
RU2370224C2 |









Группа изобретений относится к медицине. Способ может быть использован для прошивания трубчатого имплантата, который имеет прямой участок преимущественно с параллельными стенками и, по меньшей мере, один конусный участок с конусными стенками. Для осуществления способа предлагается сшивное устройство. Устройство способно пришивать проволоку или иные конструкции к поверхности трубчатого имплантата для формирования трубчатых приспособлений, например трансплантатов-стентов. Устройство имеет бобину, которая может помещаться в челноке. Бобина перемещает нижнюю нить через просвет трубчатого трансплантата и формирует шов в сочетании с верхней нитью. Верхнюю нить перемещает игла, протыкающая стенку трансплантата. Технический результат - повышение производительности способа, улучшение качества имплантата и снижение его стоимости. 3 н. и 16 з.п. ф-лы, 5 ил.
1. Способ прошивания нитью стенки трубчатого медицинского имплантата, имеющего прямой участок преимущественно с параллельными стенками и, по меньшей мере, один конусный участок с конусными стенками, включающий стадии, на которых:
а. при помощи иглы, установленной на механическом сшивном устройстве, пропускают первую нить через стенку и далее в просвет имплантата,
b. формируют петлю из первой нити,
с. перемещают бобину, на которой находится вторая нить, в названный просвет через открытый конец имплантата,
d. пропускают вторую нить через петлю, образованную первой нитью,
е. затягивают названную петлю для формирования шва и
f. извлекают бобину из просвета,
при этом имплантат отклоняют таким образом, чтобы ось, вдоль которой перемещается бобина, проходила преимущественно параллельно стенке, в которой формируют шов.
2. Способ по п.1, в котором имплантат представляет собой трубчатый трансплантат.
3. Способ по п.1, в котором бобина и игла расположены таким образом, что их продольные оси проходят в обшей плоскости, при этом для предотвращения контакта бобины с иглой иглу в достаточной степени извлекают перед тем, как вторую нить пропускают через названную петлю.
4. Способ по п.3, в котором петлю формируют на первой нити, начиная извлекать иглу, а конец иглы полностью извлекают из просвета лишь после того, как челнок войдет в контакт с упомянутой петлей.
5. Устройство для прошивания нитью поверхности трубчатого медицинского имплантата, включающее:
а. опору имплантата,
b. иглу, установленную на механическом сшивном устройстве, для подачи первой нити через поверхность и далее в просвет имплантата,
с. бобину для второй нити,
d. средство перемещения бобины через открытый конец имплантата в упомянутый просвет с целью формирования шва в сочетании с первой нитью и
е. средство отклонения имплантата относительно направления перемещения имплантата.
6. Устройство по п.5, дополнительно имеющее средство определения уровня поверхности имплантата и регулирования высоты иглы относительно упомянутого уровня.
7. Устройство по любому из пп.5, 6, в котором игла и бобина расположены таким образом, что их продольные оси проходят в общей плоскости.
8. Устройство по п.7, в котором в просвете имплантата предусмотрена удлиненная опора бобины.
9. Устройство по любому из пп.5-7, в котором опора бобины выполнена в виде стержня, имеющего углубление, в котором помещается бобина.
10. Устройство по п.9, в котором опора бобины выполнена в виде направляющей, по которой бобина свободно перемещается в названный просвет и из просвета.
11. Устройство по п.10, в котором направляющая выполнена в виде трубки с прорезью, через которую обеспечивается доступ иглы к бобине.
12. Устройство по п.5, в котором бобина помещается в челноке.
13. Устройство по п.12, в котором челнок выполнен в виде удлиненного элемента, имеющего на протяжении, по меньшей мере, части длины D-образную форму в поперечном сечении.
14. Устройство по п.5, дополнительно имеющее средство натяжения первой нити, действующее независимо от механизма приведения в действие иглы.
15. Способ прошивания нитью стенки трубчатого медицинского имплантата, имеющего прямой участок преимущественно с параллельными стенками и, по меньшей мере, один конусный участок с конусными стенками, включающий стадии, на которых:
а. при помощи иглы, установленной на механическом сшивном устройстве, пропускают первую нить через стенку прямого участка имплантата и далее в просвет имплантата,
b. формируют петлю из первой нити,
с. перемещают бобину, на которой находится вторая нить, в названный просвет через открытый конец имплантата,
d. пропускают вторую нить через петлю, образованную первой нитью,
е. затягивают названную петлю с целью формирования шва,
f. извлекают бобину из просвета,
g. отклоняют имплантат таким образом, чтобы одна из стенок конусного участка имплантата была преимущественно параллельна направлению движения бобины, и
h. повторно осуществляют стадии a-f, чтобы сформировать шов в упомянутой конусной стенке.
16. Способ по п.15, в котором многократно осуществляют стадии a-f с последующей стадией g, после чего многократно осуществляют стадию h.
17. Способ по любому из пп.15, 16, в котором игла установлена на полуавтоматической швейной машине.
18. Способ по любому из пп.15, 16, в котором бобина и игла расположены таким образом, что их продольные оси проходят в общей плоскости, при этом для предотвращения контакта бобины с иглой иглу в достаточной степени извлекают перед тем, как вторую нить пропускают через названную петлю.
19. Способ по п.18, в котором в котором петлю формируют на первой нити, начиная извлекать иглу, а конец иглы полностью извлекают из просвета лишь после того, как бобина войдет в контакт с упомянутой петлей.
| US 5824037 А, 20.10.1998 | |||
| RU 97122289 A, 10.10.1999 | |||
| US 5824040 A, 20.10.1998 | |||
| WO 9937242 A, 29.07.1999 | |||
| Устройство для наложения шва | 1984 |
|
SU1292743A1 |
| Зажим для наложения швов | 1986 |
|
SU1424810A1 |

