Изобретение относится к производству прошивных изделий и может быть использовано для прошивания цепным тамбурным швом, а именно при изготовлении щеток с различным материалом ворса.
Цель изобретения - расширение технологических возможностей за счет обеспечения выполнения качественного шва.
Поставленная цель достигается тем, что в прошивной игле, выполненной в виде полой трубки со скошенным торцом, образующим острие, конец трубки с острием загнут к ее оси в сторону скошенного торца под углома, равным 10-15°, стенка трубки, противоположная острию, выполнена вогнутой по дуге с радиусом кривизны R, определяемым по формуле R (2-3)d, где d - диаметр трубки, причем центр дуги расположен на перпендикуляре, проведенном к оси трубки на расстоянии L, равном (1,25-1,75)d от края скошенного торца, противоположного острию на расстоянии В от ее оси, определяемом по формуле В R + д , где д - толщина стенки трубки, а скошенный торец, образующий острие, выполнен под углом / к оси трубки, равном (1,1-1.2) а .
Известно использование осевого канала или выполнение иглы в виде полой трубки для подачи прошивного материала так же, как и в предлагаемой конструкции иглы.
Известно использование прямой с изогнутым концом иглы для образования потайного шва. Известно использование полой трубчатой иглы, рабочий конец которой изогнут под тупым углом относительно продольной оси трубки, для извлечения из флакона чистой фракции и предупреждения закупоривания иглы при отсасывании плазмы. Заявляемая конструкция выполнена в виде полой трубки с острием, причем конец трубки с острием загнут на угол, для обеспечения образования петли из прошивного материала, обладающего свойством сохранить остаточную деформацию, например из проволоки, что позволяет получать определенный вид шва, например, цепной тамбурный.
Угол загиба конца трубки с острием к ее оси а равен 10-15°. При угле а больше 15° увеличиваются осевые нагрузки на иглу, что может привести к потере устойчивости, а следовательно, к ухудшению работоспособности иглы и получению некачественного шва.
При угле а меньше 10° уменьшается осевой канал иглы, что затрудняет подачу прошивного материала (проволоки), что также затрудняет получение качественного шва.
5
5
Угол скошенного торца, образующего острие / , к оси трубки выбирается из условия образования петли и устойчивости иглы при работе, При углах / больше 1,2 а силы, действующие на скошенную поверхность будут больше сил, действующих с противоположной стороны, что может привести к потере устойчивости и не обеспечивает получения качественного шва. При углах / меньше 1,1 а не происходит стабильного образования петли.
Радиус кривизны R стенки трубки определен опытным путем и определяется по формуле R (2-3)d.
При R меньше 2d ухудшаются условия захвата образующейся петли челноком, из- за приближения места захвата к острию, что может привести к пропускам в шве.
При радиусе R больше 3d затрудняется 0 захват образующейся петли из-за удаления места захвата от острия, что приводит к пропускам в шве.
Место расположения центра дуги вогнутости стенки трубки радиуса R выбрано из условия оптимального осевого канала для подачи прошивного материала и определено двумя величинами В R + б , где б - толщина стенок трубки иглы и L (1,25- 1,75)d, причем L определено опытным пу- 0 тем при уменьшении L ниже 1.25d не происходит стабильного образования петли, а следовательно, качественного шва. При L 1,75d ухудшается захват образующейся петли челноком, что ухудшает качест- 5 во шва.
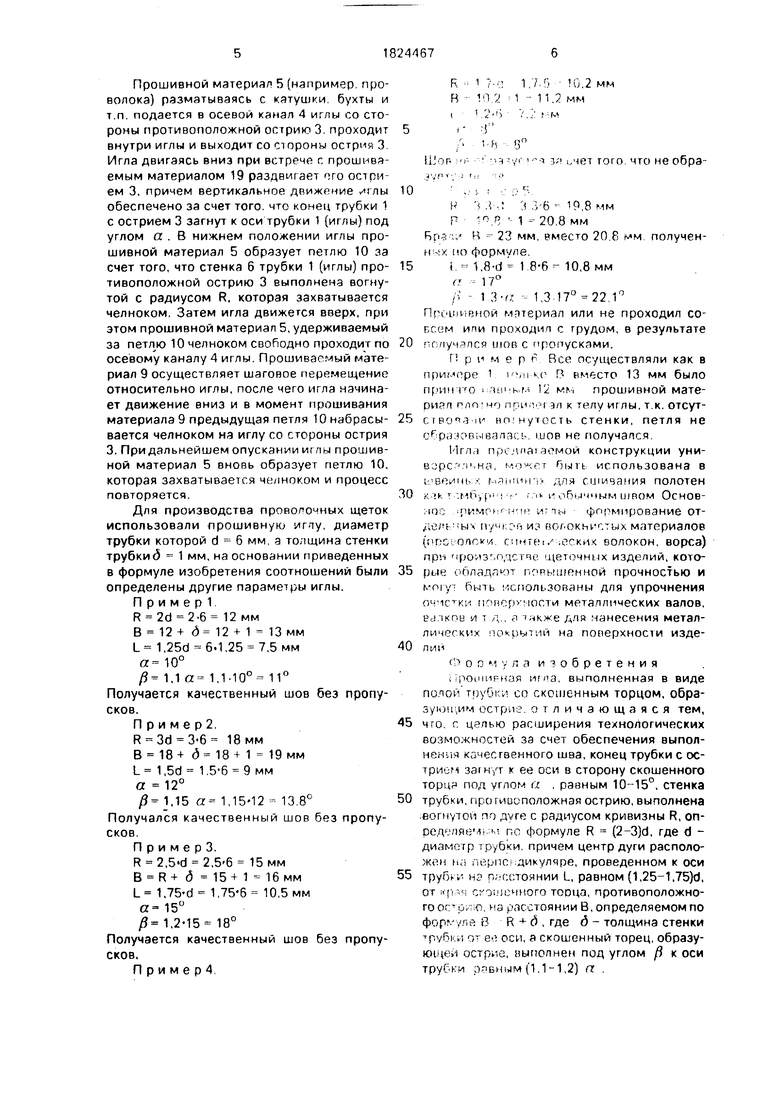
На фиг.1 изображен разрез предлагаемой иглы: на фиг.2 - то же, вид сборку; на фиг.З и 4 - игла в работе.
Игла выполнена в виде полой трубки 1 0 со скошенным торцом 2, образующим острие 3. Полость внутри трубки 1 образует осевой канал 4, через который подается прошивной материал 5, например, проволока. Конец иглы (трубки 1) с острием 3 загнут к ее 5 оси под углом а 10-15 в сторону оси трубки 1.
Стенка 6 трубки 1 противоположная острию 3 выполнена вогнутой по дуге с радиусом кривизны R (2-3)d.
Скошенный торец 2, образующий ост0
рие 3 выполнен под углом 0 (1,1-1,2) а к оси трубки 1.
Центр 7 дуги расположен на перпендикуляре а , проведенном к оси трубки 1 на 5 расстоянии L (1,25-1,75)d от края 8 ско- шейного торца 2, противоположного острию 3 на расстоянии от оси трубки 1, равном (R+ 3).
Игла работает следующим образом.
Прошивной материал 5 (например, проволока) разматываясь с кятушки, бухты и т.п. подается в осевой канал 4 иглы со стороны противоположной острию 3. проходит внутри иглы и выходит со стороны острия 3 Игла двигаясь вниз при встрече г. прошиваемым материалом 19 раздвигает его остои- ем 3, причем вертикальное движение иглы обеспечено за счет того, что конец трубки 1 с острием 3 загнут к оси трубки 1 (иглы) под углом а . В нижнем положении иглы прошивной материал 5 образует петлю 10 за счет того, что стенка б трубки 1 (иглы) противоположной острию 3 выполнена вогнутой с радиусом R. которая захватывается челноком. Затем игла движется вверх, при этом прошивной материал 5, удерживаемый за петлю 10 челноком свободно проходит по осевому каналу 4 иглы. Прошиваемый материал 9 осуществляет шаговое перемещение относительно иглы, после чего игла начинает движение вниз и в момент прошивания материала 9 предыдущая петля 10 набрасывается челноком на иглу со стороны острия 3. При дальнейшем опускании иглы прошивной материал 5 вновь образует петлю 10, которая захватывается челноком и процесс повторяется.
Для производства проволочных щеток использовали прошивную иглу, диаметр трубки которой d - 6 мм, а толщина стенки трубкид - 1 мм, на основании приведенных в формуле изобретения соотношений были определены другие параметры иглы.
Пример
R 2d 2-6 12 мм
В 12 + д 12 + 1 13 мм
L 1,25d 6-1,25 7,5 мм « 10°
/ 1,1 а 1.1-10° 11° Получается качественный шов без пропусков.
П р и м е р 2.
R 3d 3-6 18мм
В 18+ д 18+ 1 19 мм
L 1,5d 1.5-6 9 мм
а 12°
Ј 1,15 а 1,15-12 - 13,8° Получался качественный шов без пропусков.
П р и м е р 3.
R 2,5 d 2,5-6 15мм
В R + д 15 + 1 16 мм
L 1.75-d 1, 10,5мм
/5 1,2-15 18°
Получается качественный шов без пропусков.
П р и м е р 4
R 1 7 : 1,7 r-. HJ.2 мм В ТТ 1 - 11.2 мм
12-s v : ( м
г Г
;. 1 h G° liJor- . Ч , зя очет того чтонеобрэi ,P I . Г,
. ,.С;
Н .,: Ч 6 - 19,8 мм Г п Р 1 -20,8 мм
Бра К - 23 мм. вместо 20 8 мм получен- н - по формуле.
1.8-d 18-6- 10,8 мм
(г - 17°
,-; - 1 3-а -- 1,3 17° 22 Г ПгЧ ЦИ|Вной материал или не проходил совсем ипи проходит с трудом, в результате
г-г пучдпся шов с пропусками.
Г р ч м е р г Все осуществляли как в примере 1 I viM1 R вместо 13 мм было прим)го . UM h.M 12 мм прошивной мате- ОИРЛ глп- MO nnniVM эл к телу иглы, т.к. отсутсгво аи вп-нугость стенки, петля не с рловываласл- шов не получался
1 1гл,1 пролпа: аомой конструкции уни- Bopc j i -на, 1, |-л|. использована в 1--веииь - f-iPiimtr.. для С1личания полотен
к к г -.Mh, р- ( г к, и обычным UJBOM Основ- , ino -римс- - ij 4j и ты формирование от- /;хз; с :ыч nyi i ri MJ волокнистых материалов ( опгки ciinrei/. волокон, ворса) чромзг,одстче изделий, которые ибладл т повышенной прочностью и мору Ьыть использованы для упрочнения о -1стки trniepviocTH метаплических валов, Вслкпв и т /; , а ыкже АЛИ нанесения металлических покоытий на поперхности изделип
о о у л а и о б р е т е н и я i рои ирная игла, выполненная в виде попой тпуОки со скошенным торцом, образующим острие отличающаяся тем,
чго. с ЦРЛЬЮ расширения технологических возможностей за счет обеспечения выполнения качественного шва, конец трубки с ос- три-jM к ее оси в сторону скошенного торця под углом а , равным 10-15°. стенка
трубки, противоположная острию, выполнена вогнутой по дуге с радиусом кривизны R, оп- ред ляем м по формуле R (2-3)d, где d - диаметр тр/бки, причем центр дуги расположен h,s пйрио дикулчре, проведенном к оси
трубси но п;-сотоянии L, равном (1,25-1.75)d, от р-, c oiucMHoro торца, противоположного of с. о, на расстоянии В, определяемом по форр.- , лй 8 R д , где д - толщина стенки Tpv6i i о е оси, а скошенный торец, образующей острие, выполнен под углом / к оси труСки равным (1.1-1,2) пг .
Pui.4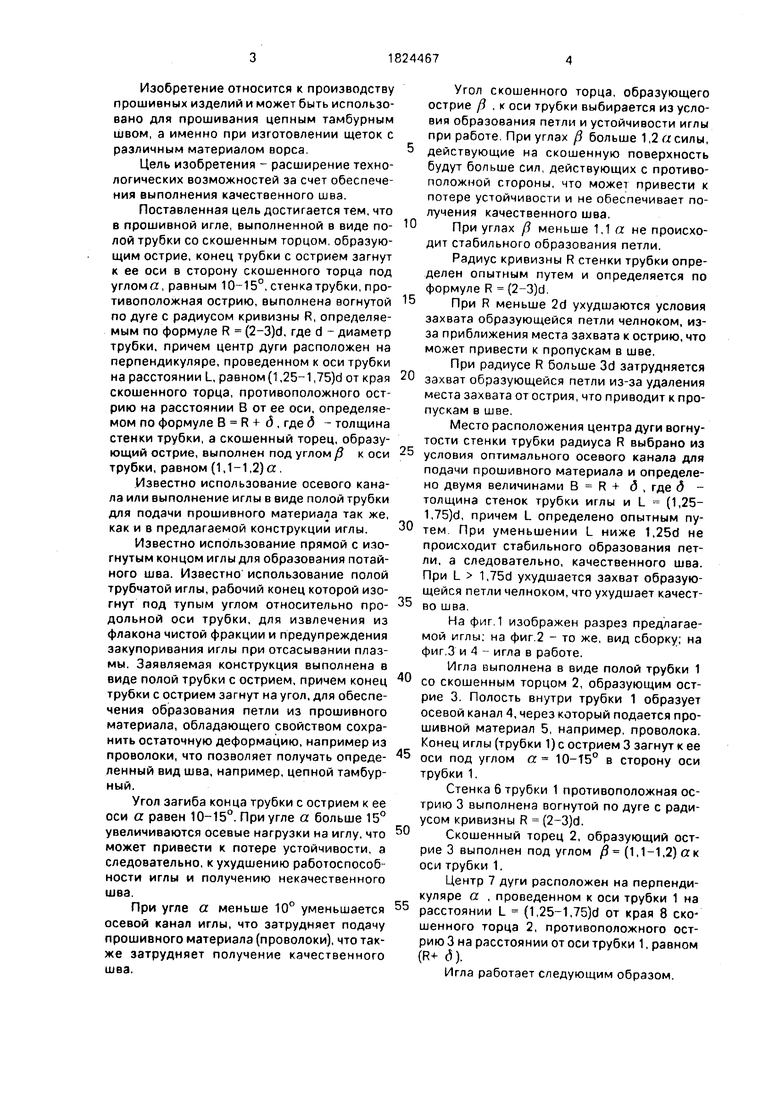
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО МЕДИЦИНСКОГО ИМПЛАНТАТА | 2002 |
|
RU2425656C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДИЦИНСКОГО ТРАНСПЛАНТАТА-СТЕНТА | 2002 |
|
RU2297199C2 |
| Прошивная игла для жгута | 1978 |
|
SU765430A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДИЦИНСКОГО ИМПЛАНТАТА И УСТРОЙСТВО ДЛЯ ПРОШИВАНИЯ СТЕНКИ ТРУБЧАТОГО МЕДИЦИНСКОГО ИМПЛАНТАТА | 2000 |
|
RU2254060C2 |
| СПОСОБЫ И УСТРОЙСТВА ДЛЯ НАЛОЖЕНИЯ ШВОВ | 2005 |
|
RU2404717C2 |
| Прошивная игла | 1977 |
|
SU652249A2 |
| МАЛОИНВАЗИВНЫЙ СПОСОБ ХИРУРГИЧЕСКОГО ЛЕЧЕНИЯ ПОДКОЖНОГО РАЗРЫВА АХИЛЛОВА СУХОЖИЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2703184C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПИЩЕВОДНО-КИШЕЧНОГО АНАСТОМОЗА И ЗОНД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2349270C2 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ | 1995 |
|
RU2083774C1 |
| Карусельный ткацкий станок с несколькими одновременно работающими челноками | 1925 |
|
SU15596A1 |
Изобретение относится к оборудованию для производства прошивных изделий и может быть использовано для прошивания цепным тамбурным швом, а именно для изготовления щеток с различным материалом Фиг.1 ворса, и позволяет расширить технологические возможности иглы за счет обеспечения выполнения качественного шва. Игла выполнена в виде полой трубки со скошенным торцом, образующим острие. Полость трубки образует осевой канал для подачи прошивной материал. Конец иглы с острием загнут к ее оси под углом а- 10-15° в сторону оси трубки. Стенка, противоположная острию 3, выполнена вогнутой по дуге радиусом R (2-3)d, где d - диаметр трубки 1. Скошенный торец 2 выполнен под углом /Ј 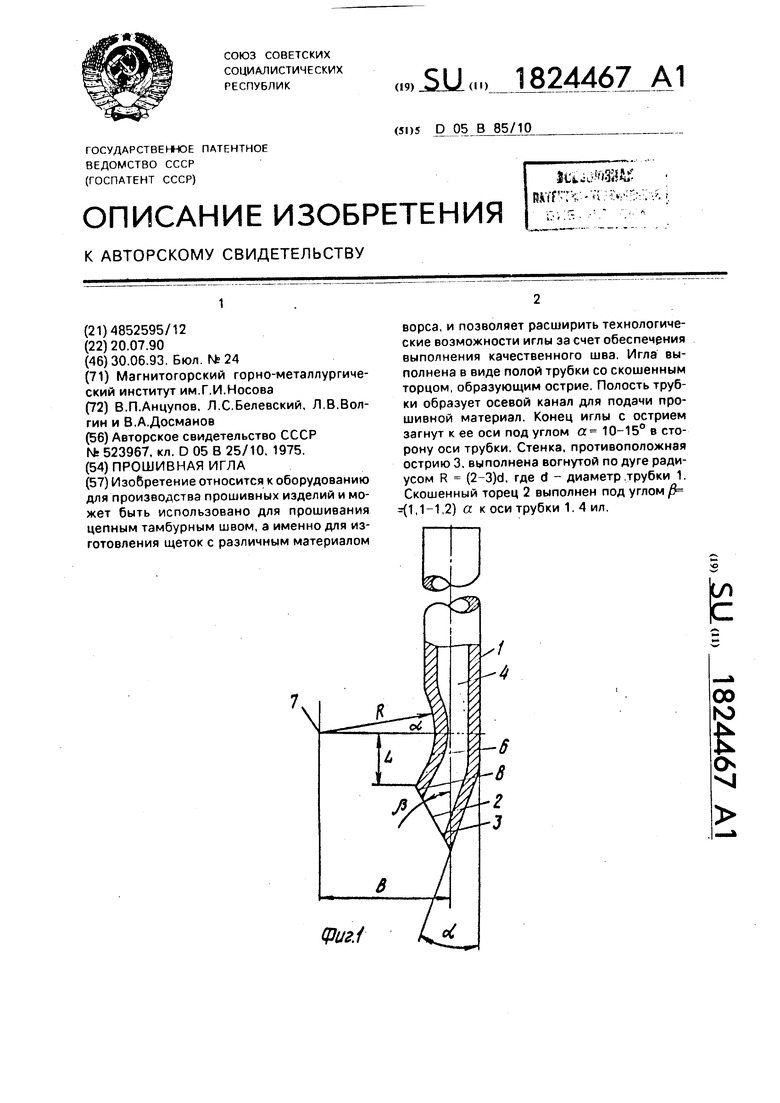
| Прошивная игла | 1975 |
|
SU523967A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
