ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
Настоящее описание относится к объектам, содержащимся в заявке на патент Японии No. 2009-010092, поданной 20 января 2009, которые полностью включены в данное описание путем ссылки.
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к пневматической шине и способу изготовления пневматической шины, которая используется для транспортных средств, таких как легковые автомобили, грузовые автомобили и автобусы.
ИЗВЕСТНЫЙ УРОВЕНЬ ТЕХНИКИ
Обычная пневматическая шина выполнена с каркасом, образованным поверх двух бортовых частей, расположенных вдоль направления ширины шины, и внутренним герметизирующим слоем, расположенным внутри вдоль радиального направления каркаса шины. Слой связующей резиновой смеси, как правило, размещен между внутренним герметизирующим слоем и каркасом для предотвращения отслаивания. Как правило, внутренний герметизирующий слой образован из резиновой смеси, включающей в себя главным образом бутилкаучук и имеющей низкую газопроницаемость, и слой связующей резиновой смеси образован из резиновой смеси того же вида, что и резиновая смесь каркаса.
При изготовлении подобной пневматической шины внутренний герметизирующий слой и слой связующей резиновой смеси, наложенные друг на друга заранее, наматывают вокруг формообразующего барабана так, чтобы обеспечить соединение внахлестку их концов в направлении вдоль окружности шины друг с другом. В данной соединенной внахлестку части наружная поверхность внутреннего герметизирующего слоя и внутренняя поверхность слоя связующей резиновой смеси самого по себе находятся в контакте друг с другом, и, следовательно, различные виды каучука (резиновой смеси) скрепляются друг с другом. Следовательно, неоднократное деформирование шины во время движения приводит к возникновению расслаивания в соединенной внахлестку части вследствие различия свойств каучуков (резиновых смесей), что вызывает образование трещин неблагоприятным образом.
В качестве известной контрмеры против данного недостатка концы листа, полученного посредством наложения друг на друга внутреннего герметизирующего слоя и слоя связующей резиновой смеси, в направлении вдоль окружности шины обрезают так, чтобы они имели наклон относительно направления толщины, с тем, чтобы первый конец внутреннего герметизирующего слоя в направлении вдоль окружности шины, расположенный так, чтобы он имел поверхность, наклоненную под острым углом, мог находиться в контакте с внутренней поверхностью второго конца внутреннего герметизирующего слоя в направлении вдоль окружности шины, и чтобы второй конец слоя связующей резиновой смеси в направлении вдоль окружности шины, расположенный так, чтобы он имел поверхность, наклоненную под острым углом, и мог находиться в контакте с наружной поверхностью первого конца слоя связующей резиновой смеси в направлении вдоль окружности шины. Таким образом, обеспечивают непрерывное соединение внахлестку внутреннего герметизирующего слоя и слоя связующей резиновой смеси в направлении вдоль окружности шины. Пример подобной технологии раскрыт в документе JP-A-11-005261.
Однако, когда лист, полученный наложением друг на друга внутреннего герметизирующего слоя и слоя связующей резиновой смеси, разрезают так, чтобы он имел скошенные концы в направлении вдоль окружности шины, как в обычном способе, длина наклонных поверхностей, перекрывающихся в соединенной внахлестку части, будет недостаточной, и, следовательно, для усиления эффекта предотвращения возникновения трещины необходимо дополнительно повысить прочность сцепления между концами внутреннего герметизирующего слоя и между концами слоя связующей резиновой смеси.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Одна из целей настоящего изобретения заключается в разработке пневматической шины и способа изготовления пневматической шины, в которой прочность сцепления между концами внутреннего герметизирующего слоя и между концами слоя связующей резиновой смеси в соединенной внахлестку части повышена.
В соответствии с одним аспектом изобретения разработана пневматическая шина, включающая в себя каркас; внутренний герметизирующий слой, расположенный с внутренней стороны каркаса в радиальном направлении шины, и слой связующей резиновой смеси, расположенный между каркасом и внутренним герметизирующим слоем, при этом внутренний герметизирующий слой и слой связующей резиновой смеси наложены друг на друга так, что их концы смещены друг от друга в направлении вдоль окружности шины, и при этом внутренний герметизирующий слой и слой связующей резиновой смеси соединены внахлестку, причем концы внутреннего герметизирующего слоя в направлении вдоль окружности шины перекрывают друг друга и концы слоя связующей резиновой смеси в направлении вдоль окружности шины перекрывают друг друга.
В соответствии с другим аспектом изобретения разработан способ изготовления пневматической шины, включающей в себя каркас; внутренний герметизирующий слой, расположенный с внутренней стороны каркаса в радиальном направлении шины, и слой связующей резиновой смеси, расположенный между каркасом и внутренним герметизирующим слоем, при этом способ включает в себя наложение внутреннего герметизирующего слоя и слоя связующей резиновой смеси друг на друга так, чтобы их концы были смещены друг от друга в направлении вдоль окружности шины, для образования многослойного листа; намотку многослойного листа вокруг формообразующего барабана; и соединение внахлестку внутреннего герметизирующего слоя и слоя связующей резиновой смеси так, чтобы концы внутреннего герметизирующего слоя в направлении вдоль окружности шины перекрывали друг друга и так, чтобы концы слоя связующей резиновой смеси в направлении вдоль окружности шины перекрывали друг друга.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Общая конфигурация, в которой реализованы различные признаки изобретения, будет описана со ссылкой на чертежи. Чертежи и связанное с ними описание представлены для иллюстрации вариантов осуществления изобретения, а не для ограничения объема изобретения.
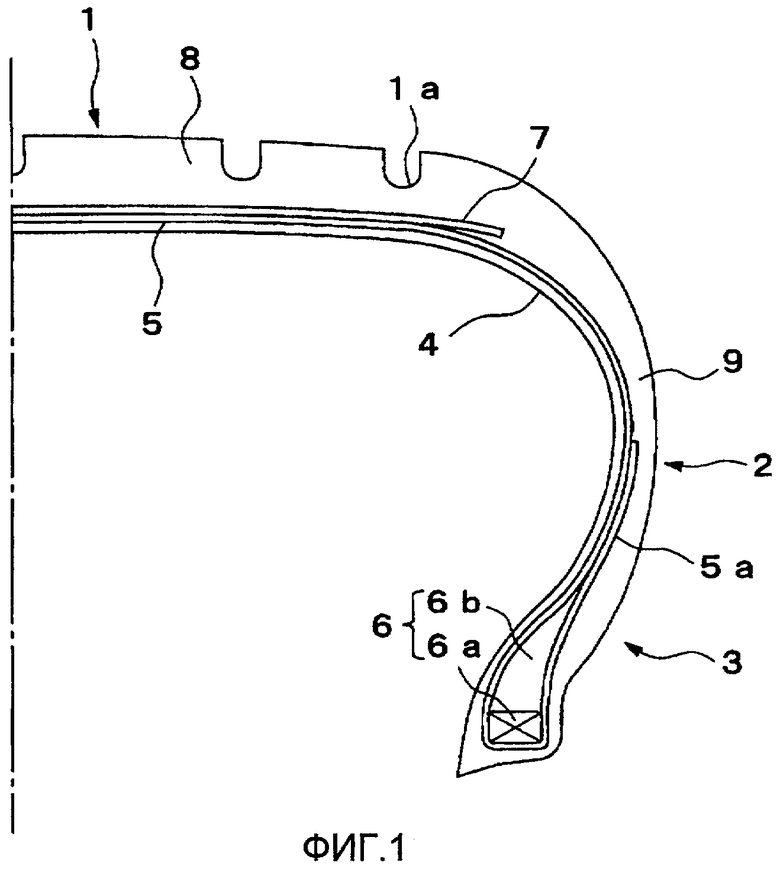
Фиг.1 представляет собой частичное фронтальное сечение пневматической шины в соответствии с одним вариантом осуществления изобретения.
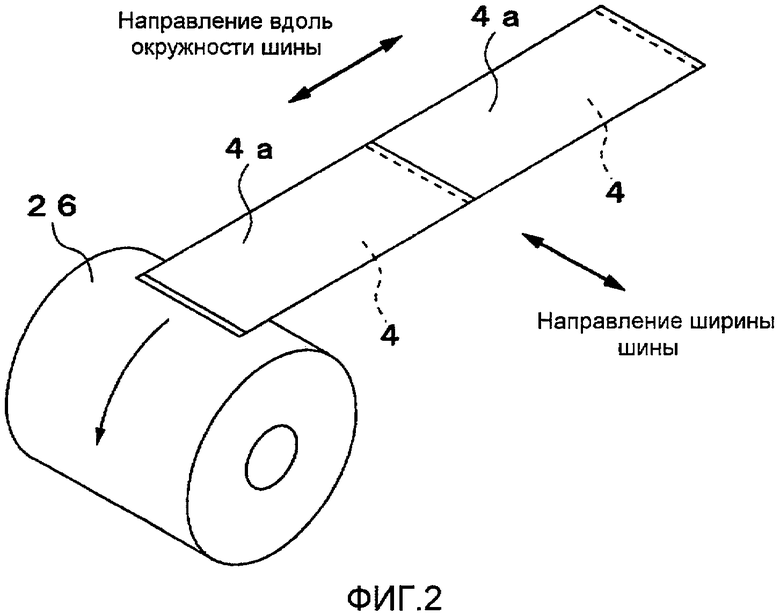
Фиг.2 представляет собой схематическое изображение части процесса изготовления шины.
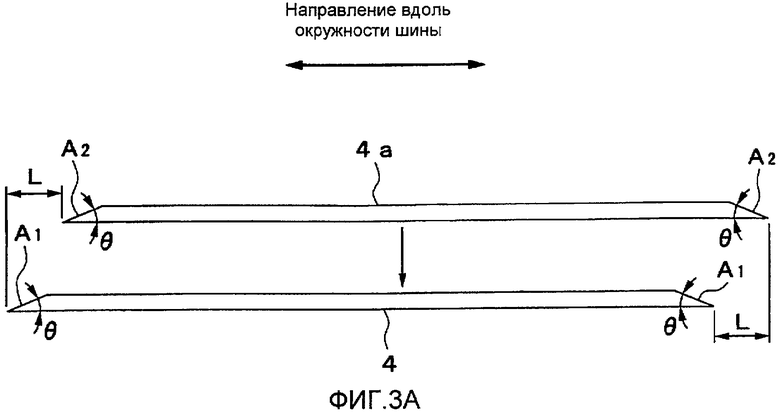
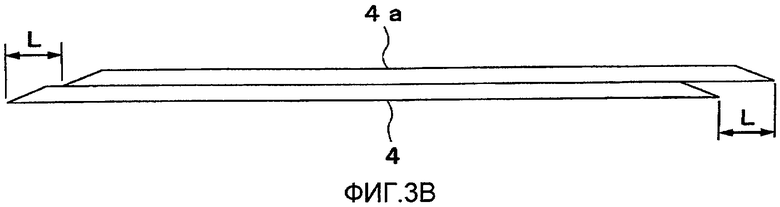
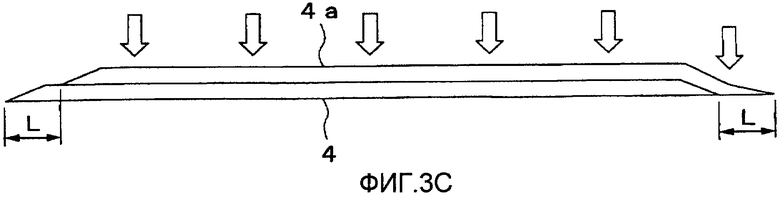
Фиг.3А, 3В и 3С представляют собой виды сбоку внутреннего герметизирующего слоя и слоя связующей резиновой смеси.
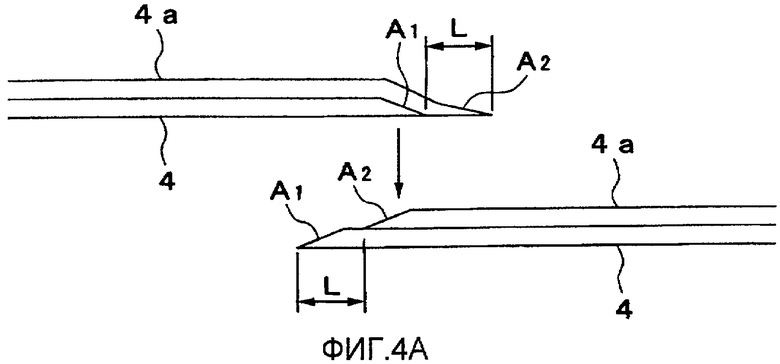
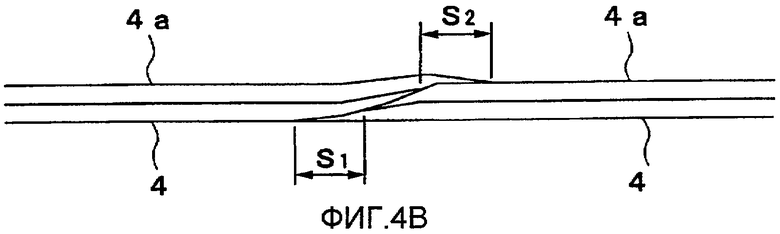
Фиг.4А и 4В представляют собой виды сбоку соединенной внахлестку части внутреннего герметизирующего слоя и слоя связующей резиновой смеси.
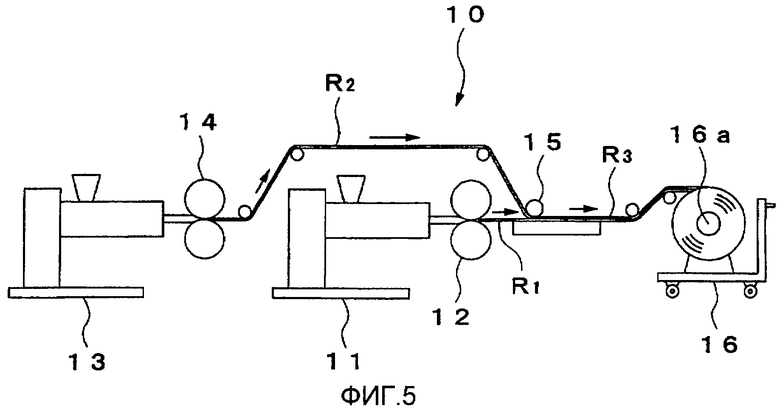
Фиг.5 представляет собой вид сбоку, иллюстрирующий операцию вальцевания и наложения друг на друга внутреннего герметизирующего слоя и слоя связующей резиновой смеси.
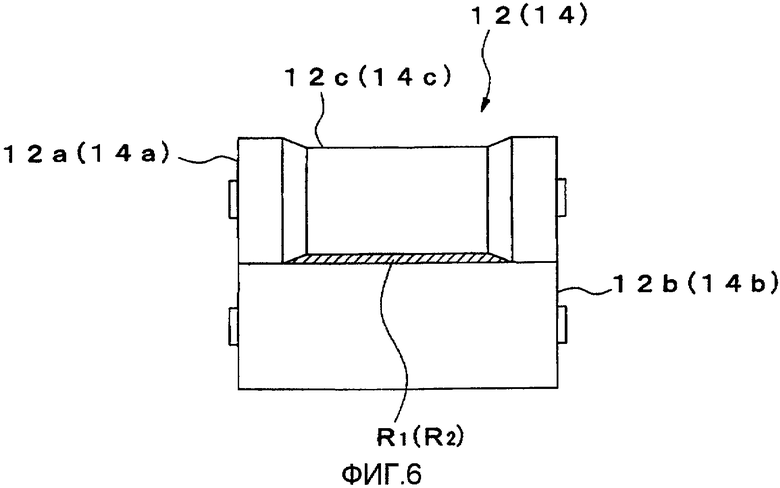
Фиг.6 представляет собой вид спереди роликового профилирующего устройства.
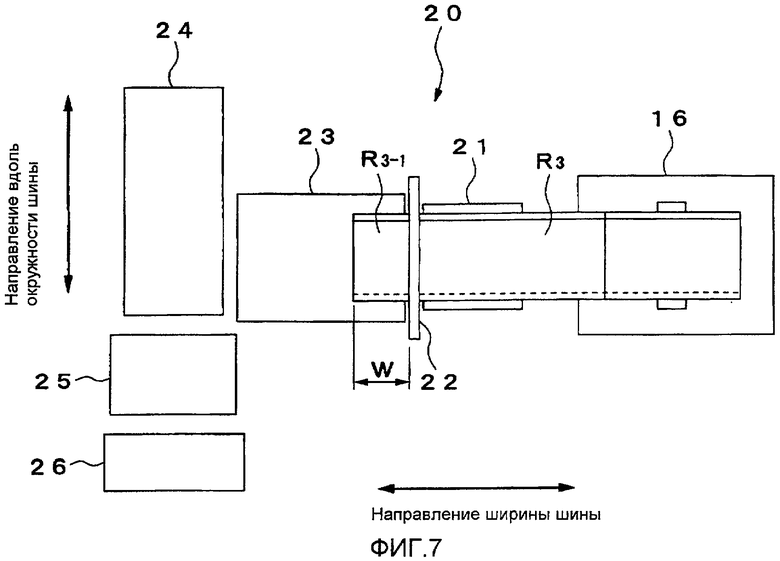
Фиг.7 представляет собой вид в плане, иллюстрирующий технологический переход на операции разрезания внутреннего герметизирующего слоя и слоя связующей резиновой смеси и придания определенной формы внутреннему герметизирующему слою и слою связующей резиновой смеси.
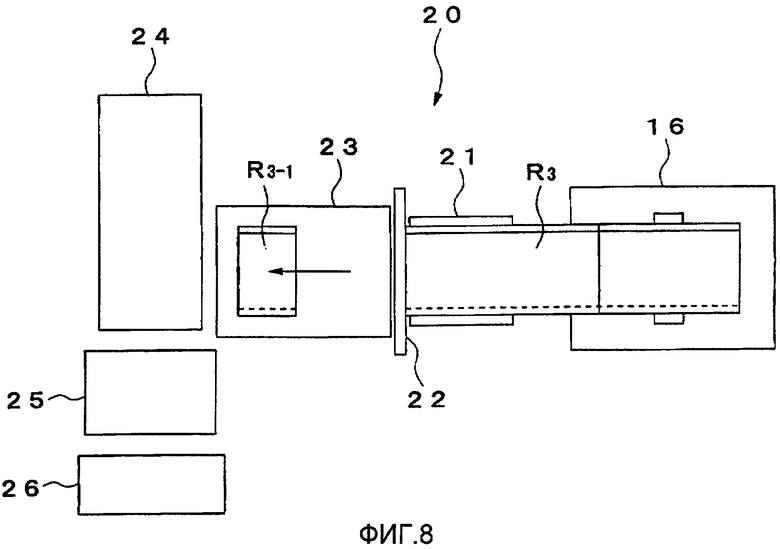
Фиг.8 представляет собой вид в плане, иллюстрирующий другой технологический переход на операции разрезания внутреннего герметизирующего слоя и слоя связующей резиновой смеси и придания определенной формы внутреннему герметизирующему слою и слою связующей резиновой смеси.
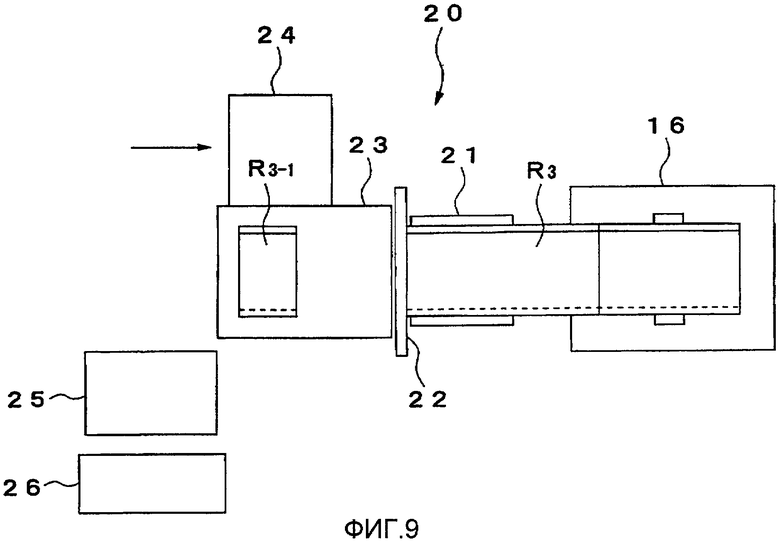
Фиг.9 представляет собой вид в плане, иллюстрирующий еще один технологический переход на операции разрезания внутреннего герметизирующего слоя и слоя связующей резиновой смеси и придания определенной формы внутреннему герметизирующему слою и слою связующей резиновой смеси.
Фиг.10 представляет собой вид в плане, иллюстрирующий еще один технологический переход на операции разрезания внутреннего герметизирующего слоя и слоя связующей резиновой смеси и придания определенной формы внутреннему герметизирующему слою и слою связующей резиновой смеси.
Фиг.11 представляет собой вид в плане, иллюстрирующий еще один технологический переход на операции разрезания внутреннего герметизирующего слоя и слоя связующей резиновой смеси и придания определенной формы внутреннему герметизирующему слою и слою связующей резиновой смеси.
Фиг.12 представляет собой вид в плане, иллюстрирующий еще один технологический переход на операции разрезания внутреннего герметизирующего слоя и слоя связующей резиновой смеси и придания определенной формы внутреннему герметизирующему слою и слою связующей резиновой смеси.
Фиг.13 представляет собой вид в плане, иллюстрирующий еще один технологический переход на операции разрезания внутреннего герметизирующего слоя и слоя связующей резиновой смеси и придания определенной формы внутреннему герметизирующему слою и слою связующей резиновой смеси.
Фиг.14 представляет собой вид в плане, иллюстрирующий еще один технологический переход на операции разрезания внутреннего герметизирующего слоя и слоя связующей резиновой смеси и придания определенной формы внутреннему герметизирующему слою и слою связующей резиновой смеси.
Фиг.15 представляет собой вид в плане, иллюстрирующий еще один технологический переход на операции разрезания внутреннего герметизирующего слоя и слоя связующей резиновой смеси и придания определенной формы внутреннему герметизирующему слою и слою связующей резиновой смеси.
Фиг.16 представляет собой вид в плане, иллюстрирующий еще один технологический переход на операции разрезания внутреннего герметизирующего слоя и слоя связующей резиновой смеси и придания определенной формы внутреннему герметизирующему слою и слою связующей резиновой смеси.
Фиг.17 представляет собой вид в плане, иллюстрирующий еще один технологический переход на операции разрезания внутреннего герметизирующего слоя и слоя связующей резиновой смеси и придания определенной формы внутреннему герметизирующему слою и слою связующей резиновой смеси.
Фиг.18 представляет собой вид в плане, иллюстрирующий еще один технологический переход на операции разрезания внутреннего герметизирующего слоя и слоя связующей резиновой смеси и придания определенной формы внутреннему герметизирующему слою и слою связующей резиновой смеси.
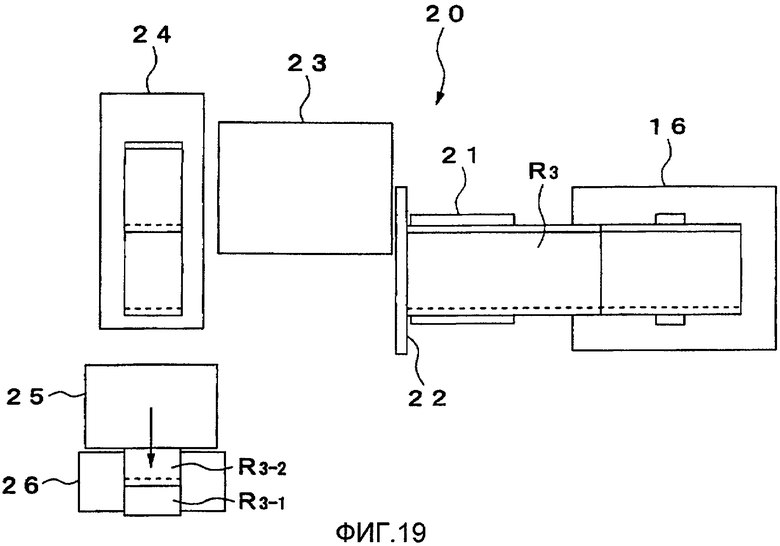
Фиг.19 представляет собой вид в плане, иллюстрирующий еще один технологический переход на операции разрезания внутреннего герметизирующего слоя и слоя связующей резиновой смеси и придания определенной формы внутреннему герметизирующему слою и слою связующей резиновой смеси.
Фиг.20 представляет собой таблицу результатов испытания.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
В дальнейшем варианты осуществления изобретения будут описаны со ссылкой на чертежи. В нижеприведенном описании одинаковые или аналогичные компоненты будут обозначены одинаковыми ссылочными позициями, и дублирующее описание их будет опущено.
Пневматическая шина в соответствии с вариантом осуществления настоящего изобретения включает в себя протектор 1, образованный со стороны наружной окружной периферии шины, две боковины 2, образованные с обеих сторон вдоль направления ширины шины, и два борта 3, образованные с обеих сторон вдоль направления ширины шины. Кроме того, пневматическая шина включает в себя внутренний герметизирующий слой 4, расположенный с внутренней стороны шины, каркасный элемент 5, расположенный снаружи внутреннего герметизирующего слоя 4, два бортовых элемента 6, расположенные с обеих сторон вдоль направления ширины шины, брекер 7, расположенный снаружи каркасного элемента 5, протекторный элемент 8, расположенный со стороны наружной окружной периферии шины, и два элемента 9 боковин, расположенных с обеих сторон шины.
Внутренний герметизирующий слой 4 образован из листа резиновой смеси с низкой газопроницаемостью, включающей в себя в основном бутилкаучук, и расположен со стороны внутренней окружной периферии каркасного элемента 5. Внутренний герметизирующий слой 4 приклеен к внутренней окружной периферии каркасного элемента 5 посредством связующей резиновой смеси 4а (слоя связующей резиновой смеси), которая образована из каучука, эквивалентного тому, который используется для каркасного элемента 5, и которая размещена между ними. Концы внутреннего герметизирующего слоя 4 и слоя 4а связующей резиновой смеси в направлении вдоль окружности шины образованы соответственно в виде наклонных поверхностей А1 и А2, имеющих наклон относительно радиального направления шины, и каждая из наклонных поверхностей А1 и А2 образована с углом θ наклона, составляющим не менее 10 градусов и не более 50 градусов, относительно направления, перпендикулярного к радиальному направлению шины.
Каркасный элемент 5 выполнен из листа резиновой смеси, в котором множество кордов 5а каркаса расположены в направлении вдоль окружности шины, и оба их конца вдоль направления ширины загнуты по направлению к боковине 2 от внутренней стороны к наружной стороне вдоль направления ширины шины так, чтобы они охватывали бортовой элемент.
Бортовой элемент 6 включает в себя сердечник 6а борта, включающий в себя пучок проволок, таких как металлические проволоки, и наполнительный шнур (наполнитель) 6b борта, выполненный из резиновой смеси с, по существу, треугольным поперечным сечением, и наполнительный шнур 6а борта расположен снаружи сердечника 6а борта.
Брекер 7 получен посредством покрытия корда брекера, выполненного из стали, высокопрочного волокна или тому подобного листом резиновой смеси и расположен со стороны наружной окружной периферии каркасного элемента 5.
Протекторный элемент 8 выполнен из резиновой смеси, отформованной посредством формования экструзией, расположен так, что он покрывает центральную часть вдоль направления ширины каркасного элемента 5 и наружную окружную периферию брекера 7, и имеет на своей наружной окружной периферии канавки 1а в качестве рисунка протектора, образованного во время вулканизационного формования.
Элемент 9 боковины образован из резиновой смеси, отформованной посредством формования экструзией, и расположен так, что он покрывает обе стороны каркасного элемента 5 вдоль направлении ширины шины.
Далее будет описан способ изготовления пневматической шины по данному варианту осуществления. Между тем, операции, описанные ниже, представляют собой только часть процесса изготовления пневматической шины, и остальные операции опущены. Операции, исключенные из нижеприведенного описания, могут быть выполнены посредством применения традиционной технологии.
В первом технологическом устройстве 10, предназначенном для выполнения операции вальцевания и наложения внутреннего герметизирующего слоя и слоя связующей резиновой смеси друг на друга, как проиллюстрировано на фиг.5, резиновую смесь, экструдированную из первого экструдера 11, вальцуют посредством первого роликового профилирующего устройства 12 так, чтобы образовать первый лист R1 резиновой смеси, подлежащий использованию в качестве внутреннего герметизирующего слоя, и резиновую смесь, экструдированную из второго экструдера 13, вальцуют посредством второго роликового профилирующего устройства 14 так, чтобы образовать второй лист R2 резиновой смеси, подлежащий использованию в качестве слоя связующей резиновой смеси.
Первое роликовое профилирующее устройство 12 включает в себя два ролика 12а и 12b, расположенные в вертикальном направлении, и верхний ролик 12а имеет на своей наружной окружной периферии углубление 12с для формования первого листа R1 резиновой смеси с заданной толщиной. Оба конца углубления 12с вдоль направления ширины скошены для образования наклонных поверхностей А1 внутреннего герметизирующего слоя 4. Второе профилирующее устройство 14 включает в себя два ролика 14а и 14b, расположенных в вертикальном направлении, и верхний ролик 14а имеет углубление 14с для формования второго листа R2 резиновой смеси.
Осуществляется наложение первого листа R1 резиновой смеси и второго листа R2 резиновой смеси, соответственно отформованных роликовыми профилирующими устройствами 12 и 14, друг на друга в направлении толщины и присоединение их друг к другу за счет давления посредством прижимного ролика 15. Второй экструдер 13 и второе роликовое профилирующее устройство 14 расположены за первым экструдером 11 и первым роликовым профилирующим устройством 12, так что второй лист R2 резиновой смеси, подаваемый из второго роликового профилирующего устройства 14, может быть перемещен над первым экструдером 11 и первым роликовым профилирующим устройством 12, и, таким образом, осуществляется размещение второго листа R2 резиновой смеси поверх первого листа R1 резиновой смеси, подаваемого из первого роликового профилирующего устройства 12.
Между тем, при наложении листов R1 и R2 резиновой смеси друг на друга осуществляется их смещение друг от друга вдоль направления ширины (соответствующего направлению вдоль окружности шины) на заданную длину L (например, составляющую не менее 12 мм и не более 24 мм), как проиллюстрировано на фиг.3А и 3В, и соединение их друг с другом за счет давления, как проиллюстрировано на фиг.3С. В результате получают многослойный лист R3, в котором первый лист R1 резиновой смеси (соответствующий внутреннему герметизирующему слою) выступает за второй лист R2 резиновой смеси (соответствующий слою связующей резиновой смеси) на длину L на одном конце вдоль направления ширины, и второй лист R2 резиновой смеси (соответствующий слою связующей резиновой смеси) выступает за первый слой R1 резиновой смеси (соответствующий внутреннему герметизирующему слою) на длину L на другом конце вдоль направления ширины. Полученный таким образом многослойный лист R3 наматывают вокруг барабана 16а тележки 16 для обеспечения возможности его перемещения ко второму технологическому устройству 20, используемому для следующей операции.
Далее, во втором технологическом устройстве 20, предназначенном для выполнения операции разрезания и формования внутреннего герметизирующего слоя и слоя связующей резиновой смеси, как проиллюстрировано на фиг.7, многослойный лист R3, стягиваемый с барабана 16а тележки 16, перемещается посредством первого конвейера 21 в продольном направлении (в первую сторону вдоль направления ширины шины) и разрезается режущим устройством 22 вдоль направления ширины (соответствующего направлению вдоль окружности шины) для получения отрезка заданной ширины W, в результате чего образуется первый многослойный лист R3-1.
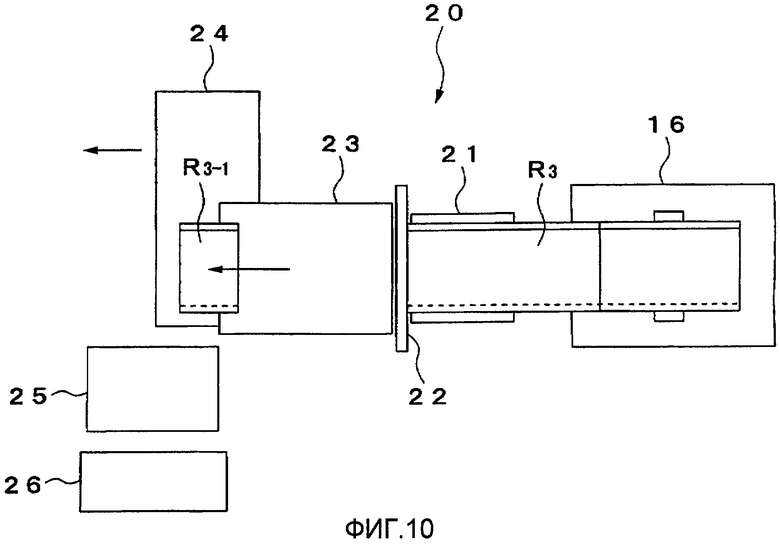
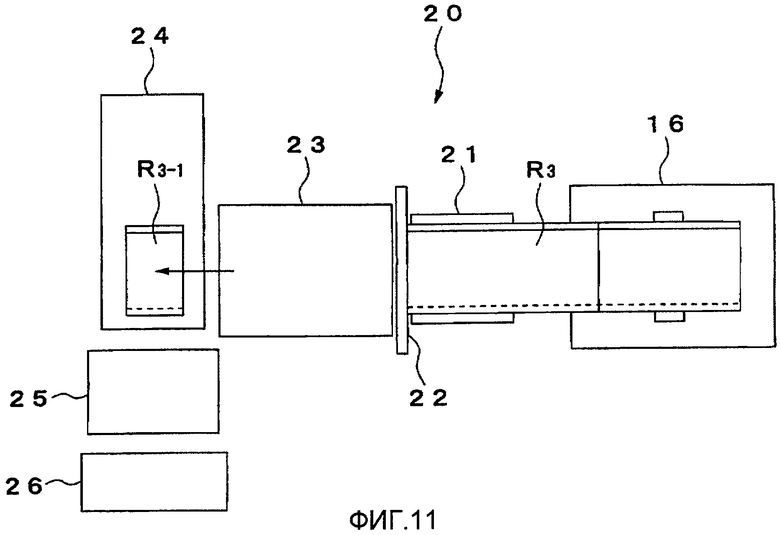
Далее, как проиллюстрировано на фиг.8, первый многослойный лист R3-1 перемещается на второй конвейер 23, и, как проиллюстрировано на фиг.9, третий конвейер 24 перемещается во вторую сторону вдоль направления ширины шины для размещения его под вторым конвейером 23. Впоследствии, как проиллюстрировано на фиг.10, третий конвейер 24 перемещается в первую сторону вдоль направления ширины шины при одновременной подаче первого многослойного листа R3-1 посредством второго конвейера 23 в том же направлении, в результате чего осуществляется перемещение первого многослойного листа R3-1 на третий конвейер 24, как проиллюстрировано на фиг.11.
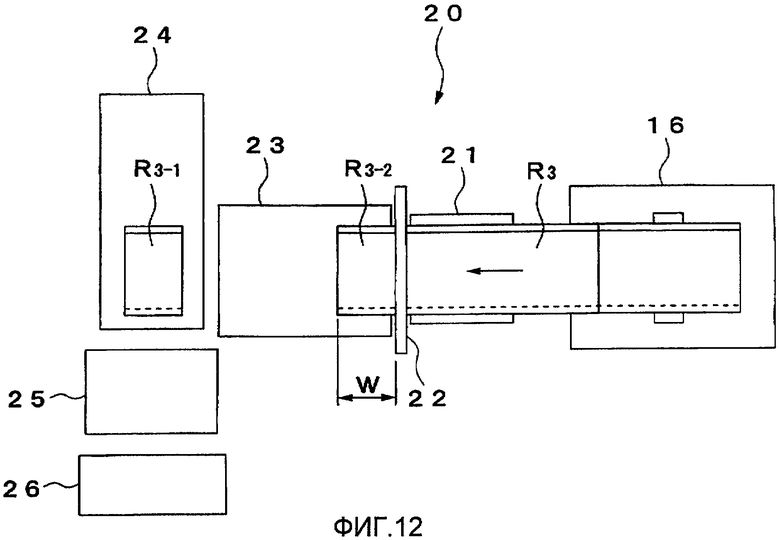
После этого, как проиллюстрировано на фиг.12, другой многослойный лист R3, стягиваемый с барабана 16а тележки 16, перемещается посредством первого конвейера 21 в продольном направлении (в первую сторону вдоль направления ширины шины) и разрезается режущим устройством 22 вдоль направления ширины (соответствующего направлению вдоль окружности шины) для получения отрезка заданной ширины W, в результате чего образуется второй многослойный лист R3-2.
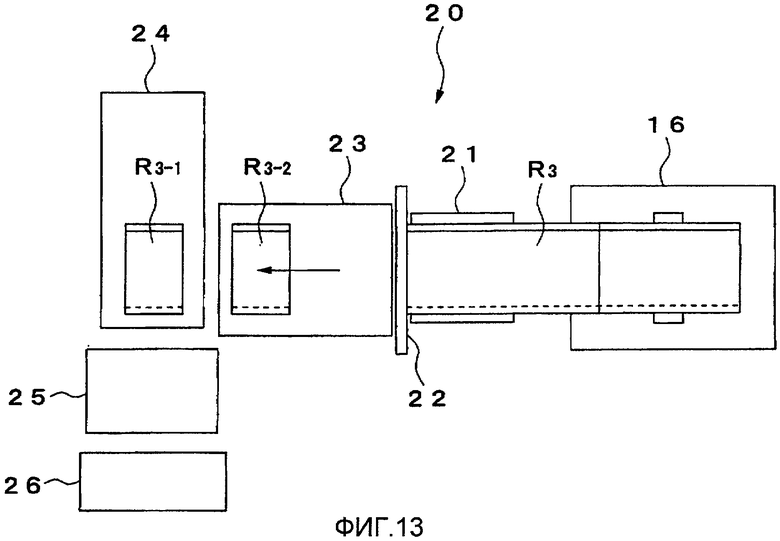
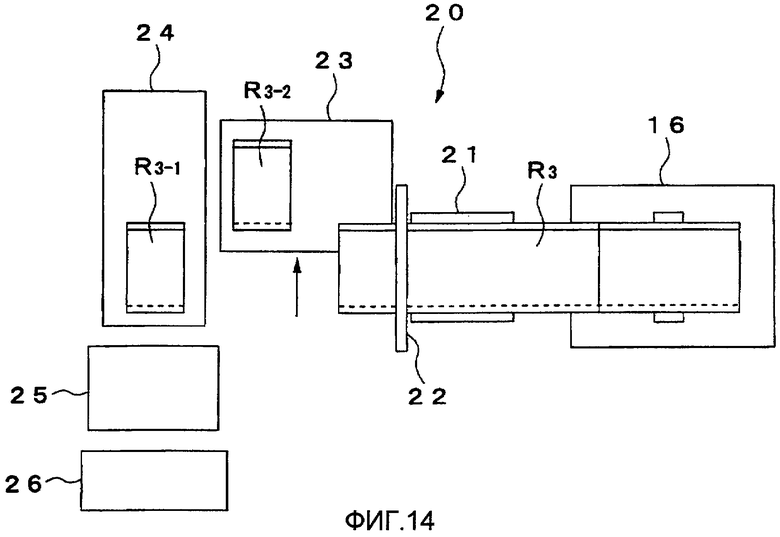
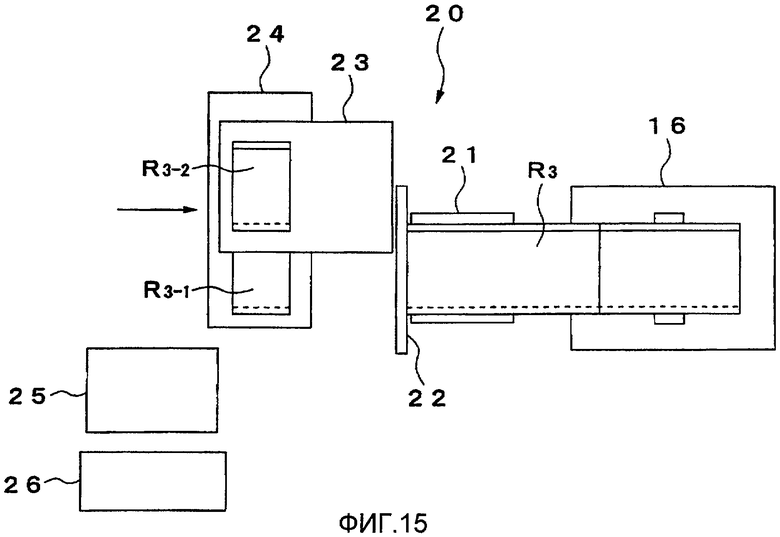
Далее, второй многослойный лист R3-2 перемещается на второй конвейер 23, как проиллюстрировано на фиг.13, второй конвейер 23 перемещается в первую сторону в направлении вдоль окружности шины, как проиллюстрировано на фиг.14, и третий конвейер 24 перемещается во вторую сторону вдоль направления ширины шины для размещения его под вторым конвейером 23, как проиллюстрировано на фиг.15.
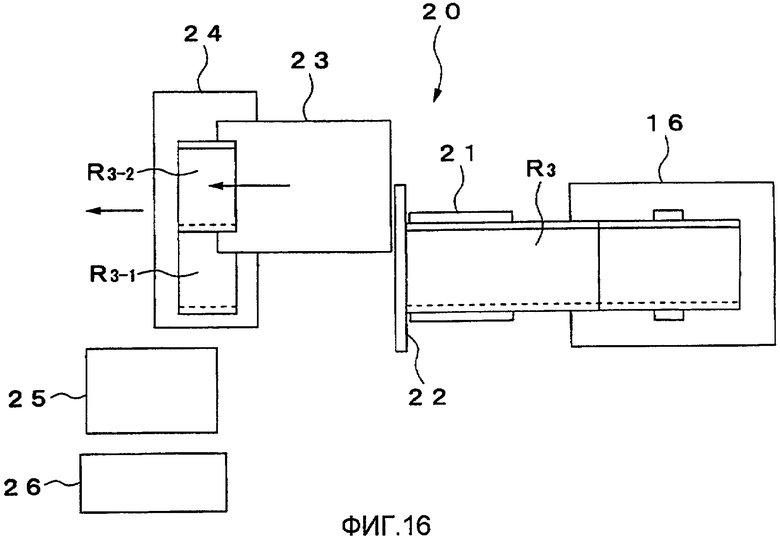
Впоследствии, как проиллюстрировано на фиг.16, третий конвейер 24 перемещается в первую сторону вдоль направления ширины шины при одновременной подаче второго многослойного листа R3-2 посредством второго конвейера 23 в том же направлении, в результате чего осуществляется перемещение второго многослойного листа R3-2 на третий конвейер 24 так, чтобы конец второго многослойного листа R3-2 с первой стороны в направлении вдоль окружности шины перекрывал конец первого многослойного листа R3-1 со второй стороны в направлении вдоль окружности шины.
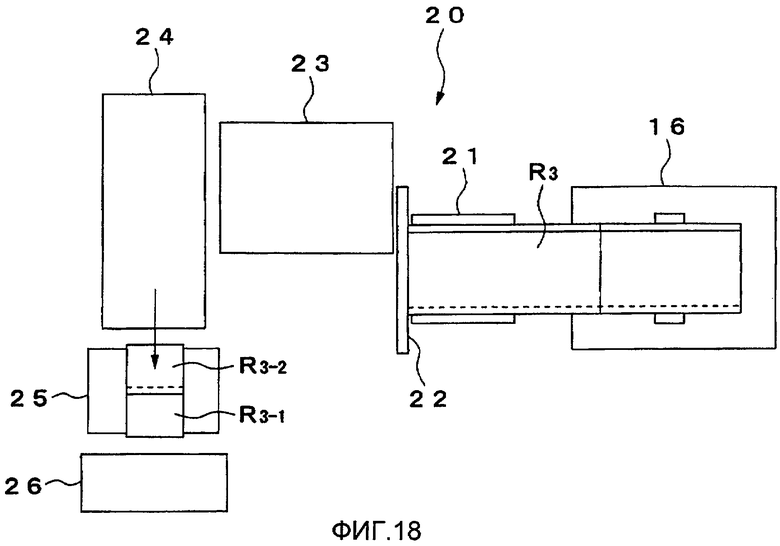
Затем многослойные листы R3-1 и R3-2 соединяют внахлестку друг с другом. После этого многослойные листы R3-1 и R3-2 наматывают вокруг передаточного барабана 25, как проиллюстрировано на фиг.18, и затем наматывают вокруг формообразующего барабана 26 с передаточного барабана 25, как проиллюстрировано на фиг.19, для соединения одного конца первого многослойного листа R3-1 с первой стороны в направлении вдоль окружности шины внахлестку с одним концом второго многослойного листа R3-2 со второй стороны в направлении вдоль окружности шины.
Таким образом, многослойные листы R3-1 и R3-2 будут соединены внахлестку друг с другом в двух частях с равными интервалами в направлении вдоль окружности шины.
Поскольку внутренний герметизирующий слой 4 и слой 4а связующей резиновой смеси смещены в направлении вдоль окружности шины друг от друга так, чтобы их концы в направлении вдоль окружности шины были смещены друг от друга на длину L, как проиллюстрировано на фиг.4А, внутренний герметизирующий слой 4 будет выступать за слой 4а связующей резиновой смеси на длину L на одном конце в направлении вдоль окружности шины, и слой 4а связующей резиновой смеси будет выступать за внутренний герметизирующий слой 4 на длину L на другом конце в направлении вдоль окружности шины.
Следовательно, когда внутренний герметизирующий слой 4 и слой 4а связующей резиновой смеси наложены друг на друга и соединены внахлестку, длина S1 соединения внахлестку в направлении вдоль окружности шины между концами внутреннего герметизирующего слоя 4 и длина S2 соединения внахлестку в направлении вдоль окружности шины между концами слоя 4а связующей резиновой смеси будут гарантированы в достаточной степени, как проиллюстрировано на фиг.4В.
Кроме того, поскольку внутренний герметизирующий слой 4 и слой 4а связующей резиновой смеси соответственно образуют посредством разрезания, в направлении ширины шины, листы R1 и R2 резиновой смеси вальцуют вдоль направления ширины шины и образуют при направлении разрезания, соответствующем направлению вдоль окружности шины, за счет процесса вальцевания обеспечивается более высокая эластичность вдоль направления ширины шины (соответствующего направлению вальцевания), чем эластичность в направлении вдоль окружности шины. Следовательно, эластичность в направлении вдоль окружности шины будет ниже, чем эластичность вдоль направления ширины шины, и, следовательно, частота возникновения трещин может быть уменьшена.
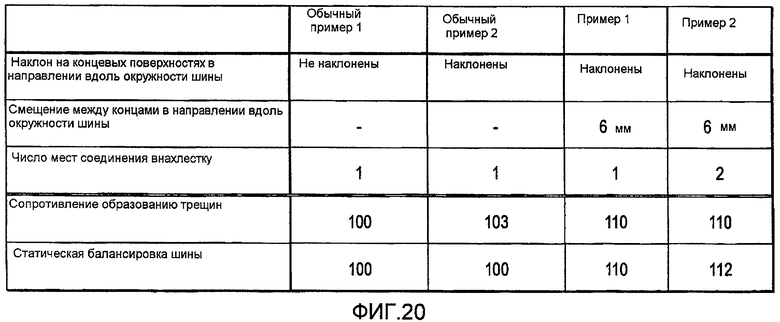
Шины в соответствии с примерами 1 и 2 и обычными примерами 1 и 2 были подвергнуты испытаниям на растрескивание и статическую балансировку шин, в результате чего были получены результаты, проиллюстрированные на фиг.20.
В обычном примере 1 внутренний герметизирующий слой и слой связующей резиновой смеси наложены друг на друга так, что их концы в направлении вдоль окружности шины не смещены друг от друга, и в обычном примере 2 внутренний герметизирующий слой и слой связующей резиновой смеси наложены друг на друга так, что их концы не смещены друг от друга и отрезаны с наклоном относительно направления толщины. В обоих из обычных примеров 1 и 2 один внутренний герметизирующий слой и один слой связующей резиновой смеси наложены друг на друга и соединены внахлестку в одной части в направлении вдоль окружности шины.
С другой стороны, в каждом из примеров 1 и 2 каждый из внутреннего слоя и слоя связующей резиновой смеси образован так, что он имеет наклонные (скошенные) концы в направлении вдоль окружности шины, которые имеют наклон относительно радиального направления шины, и слои смещены так, что их концы в направлении вдоль окружности шины смещены друг от друга на 6 мм. В примере 1 один внутренний герметизирующий слой и один слой связующей резиновой смеси наложены друг на друга и соединены внахлестку в одной части в направлении вдоль окружности шины, и в примере 2 два внутренних герметизирующих слоя и два слоя связующей резиновой смеси наложены друг на друга и соединены внахлестку в двух частях с равными интервалами в направлении вдоль окружности шины. Кроме того, в каждом из примеров 1 и 2 и обычных примеров 1 и 2 внутренний герметизирующий слой имеет толщину 0,7 мм, и слой связующей резиновой смеси имеет толщину 0,7 мм. Испытание выполняют посредством использования размера шины 225/45R18 и внутреннего давления в шине, составляющего 180 кПа.
При испытании на возникновение трещины после пробега 4800 км при эксплуатационном испытании с низким давлением посредством использования испытательной машины барабанного типа, используемой внутри помещения, величина, обратная глубине трещины, образованной на соединенной внахлестку части внутреннего герметизирующего слоя, выражена показателем, при этом соответствующая величина для обычного примера 1 рассматривается как показатель, равный 100, и чем больше значение данного показателя, тем лучшими считаются шины. В результате проведения испытания установлено, что в шинах по примерам 1 и 2 было образовано меньше трещин, чем в шинах по обычным примерам 1 и 2.
В испытании на статическую балансировку шин статическую балансировку шины определяли в соответствии с JASOC607, и измеренный показатель статической балансировки выражали посредством показателя, который для обычного примера 1 рассматривался как показатель, равный 100, и чем больше значение данного показателя, тем лучшими считаются шины. В результате испытания установлено, что шины по примеру 2 в соответствии с изобретением лучше с точки зрения статической балансировки шин по сравнению с шинами по обычным примерам 1 и 2 и примеру 1, и их однородность улучшена.
Таким образом, в соответствии с данным вариантом осуществления внутренний герметизирующий слой 4 и слой 4а связующей резиновой смеси накладывают друг на друга так, чтобы их концы в направлении вдоль окружности шины были смещены друг от друга в направлении вдоль окружности шины на заданную длину L, и затем соединяют внахлестку так, чтобы концы внутреннего герметизирующего слоя 4 в направлении вдоль окружности шины перекрывали друг друга, и так, чтобы концы слоя 4а связующей резиновой смеси в направлении вдоль окружности шины перекрывали друг друга. Следовательно, длина S1 соединения внахлестку внутреннего герметизирующего слоя 4 в направлении вдоль окружности шины и длина S2 соединения внахлестку слоя 4а связующей резиновой смеси в направлении вдоль окружности шины могут быть гарантированы в достаточной степени для повышения прочности сцепления между концами внутреннего герметизирующего слоя 4 и между концами слоя 4а связующей резиновой смеси в соединенной внахлестку части. В результате эффект предотвращения возникновения трещины в соединенной внахлестку части может быть усилен, что обеспечивает повышение долговечности шины.
Места расположения концов внутреннего герметизирующего слоя 4 и концов слоя 4а связующей резиновой смеси смещены друг от друга в направлении вдоль окружности шины на длину, составляющую не менее 12 мм и не более 24 мм, и, следовательно, длина L смещения предпочтительно не будет слишком малой для достижения достаточного эффекта, и может быть предотвращена ситуация, при которой она будет слишком большой, что привело бы к ухудшению однородности.
Кроме того, поскольку каждый из внутреннего герметизирующего слоя 4 и слоя 4а связующей резиновой смеси образован с концами в направлении вдоль окружности шины, имеющими наклон относительно радиального направления шины, в том случае, когда наклонные концевые поверхности находятся в контакте друг с другом, в соединенной внахлестку части разность уровней по высоте или «остатки» воздуха возникают в минимальной степени, что очень благоприятно для повышения прочности сцепления.
Каждый из внутреннего герметизирующего слоя 4 и слоя 4а связующей резиновой смеси образован так, что он имеет концы в направлении вдоль окружности шины, имеющие наклон относительно направления, перпендикулярного к радиальному направлению шины, с углом θ наклона, составляющим не менее 10 градусов и не более 50 градусов. Следовательно, угол θ наклона предпочтительно не слишком большой для достижения достаточного эффекта и не настолько мал, чтобы это могло вызвать сбой при разрезании на концах в направлении вдоль окружности шины.
Кроме того, после наложения друг на друга лентообразного первого листа R1 резиновой смеси, подлежащего использованию в качестве внутреннего герметизирующего слоя 4, и лентообразного второго листа R2 резиновой смеси, подлежащего использованию в качестве слоя 4а связующей резиновой смеси, так, чтобы места их расположения были смещены вдоль направления ширины, полученный таким образом многослойный лист R3 разрезают вдоль направления ширины для образования внутреннего герметизирующего слоя 4 и слоя 4а связующей резиновой смеси, и внутренний герметизирующий слой 4 и слой 4а связующей резиновой смеси соединяют внахлестку после намотки вокруг формообразующего барабана 25 при направлении разрезания, соответствующем направлению вдоль окружности шины. Следовательно, по сравнению со случаем, в котором, например, внутренний герметизирующий слой 4 и слой 4а связующей резиновой смеси накладывают друг на друга после разрезания их до заданной длины, многослойный лист R3, в котором их концы в направлении вдоль окружности шины смещены друг от друга в направлении вдоль окружности шины, может быть образован легче, что обеспечивает повышение производительности.
Поскольку первый лист R1 резиновой смеси и второй лист R2 резиновой смеси образованы посредством вальцевания резиновой смеси вдоль направлении ширины шины, эластичность в направлении вдоль окружности шины может быть меньше эластичности вдоль направления ширины шины (соответствующего направлению вальцевания), и, следовательно, эффект предотвращения возникновения трещин в соединенной внахлестку части может быть дополнительно усилен.
Кроме того, листы R1 и R2 резиновой смеси, имеющие наклонные концевые поверхности в направлении вдоль окружности шины, соответственно образованы посредством вальцевания роликами (вальцами) 12а и 14а, имеющими на их наружных окружных периферийных поверхностях углубления 12с и 14с, имеющие наклонные поверхности А1 и А2 на концах вдоль направления ширины. Следовательно, вальцевание листов резиновой смеси и образование наклонных поверхностей А1 и А2 выполняются одновременно, и, следовательно, по сравнению со случаем, в котором наклонные поверхности образуют посредством разрезания на последующей операции, производительность может быть повышена.
Кроме того, поскольку каждый из внутреннего герметизирующего слоя 4 и слоя 4а связующей резиновой смеси разделен на множество частей в направлении вдоль окружности шины и соединен внахлестку в местах, расположенных с равными интервалами в направлении вдоль окружности шины, статическая балансировка шины может быть улучшена и однородность может быть повышена.
Несмотря на то что многослойный лист R3 из внутреннего герметизирующего слоя 4 и слоя 4а связующей резиновой смеси разделяют в направлении вдоль окружности шины и соединяют внахлестку во множестве мест в направлении вдоль окружности шины в вышеупомянутом варианте осуществления, он может быть соединен внахлестку в одном месте в направлении вдоль окружности шины без разделения. Кроме того, несмотря на то что каждый из внутреннего герметизирующего слоя 4 и слоя 4а связующей резиновой смеси имеет концевые поверхности в направлении вдоль окружности шины, наклонные относительно радиального направления шины в вышеупомянутом варианте осуществления, внутренний герметизирующий слой и слой связующей резиновой смеси, имеющие ненаклонные концевые поверхности в направлении вдоль окружности шины, могут быть наложены друг на друга так, что места их расположения будут смещены друг от друга в направлении вдоль окружности шины.
Как описано выше, длина соединения внахлестку в направлении вдоль окружности шины между концами внутреннего герметизирующего слоя и длина соединения внахлестку в направлении вдоль окружности шины между концами слоя связующей резиновой смеси могут быть гарантированы в достаточной степени, и, следовательно, прочность сцепления между концами внутреннего герметизирующего слоя и между концами слоя связующей резиновой смеси в соединенной внахлестку части может быть повышена. В результате эффект предотвращения возникновения трещин в соединенной внахлестку части может быть усилен для повышения долговечности шины.
Следует понимать, что изобретение не ограничено конкретным вариантом осуществления, описанным выше, и что изобретение может быть реализовано с компонентами, модифицированными без отхода от сущности и объема изобретения. Изобретение может быть реализовано в разных вариантах в соответствии с надлежащими комбинациями компонентов, раскрытых в вариантах осуществления, описанных выше. Например, некоторые компоненты могут быть исключены из конфигураций, описанных в качестве варианта осуществления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМАТИЧЕСКАЯ ШИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2423239C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2012 |
|
RU2560939C1 |
| Пневматическая шина для высоконагруженных машин | 2015 |
|
RU2633046C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2012 |
|
RU2563508C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2016 |
|
RU2663259C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2014 |
|
RU2640917C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2008 |
|
RU2410245C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2015 |
|
RU2670564C2 |
| РЕЗИНОВАЯ ЗАПЛАТА ДЛЯ РЕМОНТА РАДИАЛЬНОЙ ШИНЫ, СПОСОБ РЕМОНТА РАДИАЛЬНОЙ ШИНЫ ПУТЕМ ИСПОЛЬЗОВАНИЯ РЕЗИНОВОЙ ЗАПЛАТЫ И РАДИАЛЬНАЯ ШИНА, ОТРЕМОНТИРОВАННАЯ С ПОМОЩЬЮ РЕЗИНОВОЙ ЗАПЛАТЫ | 2012 |
|
RU2545363C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2008 |
|
RU2457948C2 |

Настоящее изобретение относится к пневматической шине и способу изготовления пневматической шины, которая используется для транспортных средств. Техническим результатом заявленного изобретения является повышение прочности сцепления между концами внутреннего герметизирующего слоя и между концами слоя связующей резиновой смеси в соединенной внахлестку части. Технический результат достигается в пневматической шине, содержащей каркас. С внутренней стороны каркаса в радиальном направлении шины расположен внутренний герметизирующий слой. Между каркасом и внутренним герметизирующим слоем расположен слой связующей резиновой смеси. При этом внутренний герметизирующий слой и слой связующей резиновой смеси наложены друг на друга так, что их концы смещены друг от друга в направлении вдоль окружности шины. При этом внутренний герметизирующий слой и слой связующей резиновой смеси соединены внахлестку так, что концы внутреннего герметизирующего слоя в направлении вдоль окружности шины перекрывают друг друга, и так, что концы слоя связующей резиновой смеси в направлении вдоль окружности шины перекрывают друг друга. 2 н. и 10 з.п. ф-лы, 23 ил.
1. Пневматическая шина, содержащая:
каркас;
внутренний герметизирующий слой, расположенный с внутренней стороны каркаса в радиальном направлении шины; и
слой связующей резиновой смеси, расположенный между каркасом и внутренним герметизирующим слоем,
при этом внутренний герметизирующий слой и слой связующей резиновой смеси наложены друг на друга так, что их концы смещены друг от друга в направлении вдоль окружности шины, и
при этом внутренний герметизирующий слой и слой связующей резиновой смеси соединены внахлестку так, что концы внутреннего герметизирующего слоя в направлении вдоль окружности шины перекрывают друг друга, и так, что концы слоя связующей резиновой смеси в направлении вдоль окружности шины перекрывают друг друга.
2. Пневматическая шина по п.1,
в которой внутренний герметизирующий слой и слой связующей резиновой смеси наложены друг на друга так, что их концы смещены друг от друга в направлении вдоль окружности шины на длину, составляющую не менее 12 мм и не более 24 мм.
3. Пневматическая шина по п.1,
в которой внутренний герметизирующий слой и слой связующей резиновой смеси имеют концевые поверхности, образованные с наклоном их относительно радиального направления шины.
4. Пневматическая шина по п.3,
в которой внутренний герметизирующий слой и слой связующей резиновой смеси имеют концевые поверхности, образованные с наклоном их относительно направления, перпендикулярного радиальному направлению шины, с углом наклона, составляющим не менее 10° и не более 50°.
5. Способ изготовления пневматической шины, содержащей:
каркас;
внутренний герметизирующий слой, расположенный с внутренней стороны каркаса в радиальном направлении шины; и
слой связующей резиновой смеси, расположенный между каркасом и внутренним герметизирующим слоем,
при этом способ включает в себя:
наложение внутреннего герметизирующего слоя и слоя связующей резиновой смеси друг на друга так, чтобы их концы были смещены друг от друга в направлении вдоль окружности шины, для образования многослойного листа;
намотку многослойного листа вокруг формообразующего барабана; и соединение внахлестку внутреннего герметизирующего слоя и слоя связующей резиновой смеси так, чтобы концы внутреннего герметизирующего слоя в направлении вдоль окружности шины перекрывали друг друга, и так, чтобы концы слоя связующей резиновой смеси в направлении вдоль окружности шины перекрывали друг друга.
6. Способ по п.5,
в котором внутренний герметизирующий слой и слой связующей резиновой смеси накладывают друг на друга так, чтобы их концы были смещены друг от друга в направлении вдоль окружности шины на длину, составляющую не менее 12 мм и не более 24 мм.
7. Способ по п.5,
в котором внутренний герметизирующий слой и слой связующей резиновой смеси имеют концевые поверхности, образуемые с наклоном их относительно радиального направления шины.
8. Способ по п.7,
в котором внутренний герметизирующий слой и слой связующей резиновой смеси имеют концевые поверхности, образуемые с наклоном их относительно направления, перпендикулярного радиальному направлению шины, с углом наклона, составляющим не менее 10° и не более 50°.
9. Способ по п.5, дополнительно включающий в себя:
образование многослойного листа резиновой смеси посредством наложения друг на друга первого листа резиновой смеси, подлежащего использованию в качестве внутреннего герметизирующего слоя, и второго листа резиновой смеси, подлежащего использованию в качестве слоя связующей резиновой смеси, так, чтобы места их расположения были смещены друг от друга в направлении ширины многослойного листа резиновой смеси; и
разрезание многослойного листа резиновой смеси в направлении ширины для образования многослойного листа из внутреннего герметизирующего слоя и слоя связующей резиновой смеси,
при этом многослойный лист наматывают вокруг формообразующего барабана так, чтобы направление ширины соответствовало направлению вдоль окружности шины.
10. Способ по п.9,
в котором многослойный лист резиновой смеси образуют посредством вальцевания первого листа резиновой смеси и второго листа резиновой смеси вдоль направления ширины шины.
11. Способ по п.10,
в котором первый лист резиновой смеси и второй лист резиновой смеси образуют так, чтобы их концевые поверхности в направлении вдоль окружности шины были наклонными, и
в котором многослойный лист резиновой смеси образуют путем вальцевания первого листа резиновой смеси и второго листа резиновой смеси вдоль направления ширины шины посредством ролика (вальца), имеющего наружную окружную периферию, образованную с углублением, имеющим скошенные края.
12. Способ по п.5, дополнительно включающий в себя:
соединение внахлестку множества раздельных листов в местах соединения внахлестку, расположенных с заданным интервалом, для образования внутреннего герметизирующего слоя и слоя связующей резиновой смеси.
| JP 2007229941 А, 13.09.2007 | |||
| WO 2007126143 A1, 08.11.2007 | |||
| WO 2007138918 A1, 06.12.2007 | |||
| Устройство для снятия изоляции с микропроводов | 1986 |
|
SU1457040A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЛЕНТОЧНОГО МАТЕРИАЛА НА СБОРОЧНЫЙ БАРАБАН | 2000 |
|
RU2184036C1 |
| СПОСОБ НАЛОЖЕНИЯ ЛЕНТОЧНОГО ЭЛАСТИЧНОГО МАТЕРИАЛА НА ВРАЩАЮЩИЙСЯ ОБЪЕКТ | 1990 |
|
SU1725516A1 |

