Область изобретения
Настоящее изобретение относится, в общем, к области изготовления дверей и, в частности, к системе, способу и устройству для производства огнестойких дверей.
Предпосылки изобретения
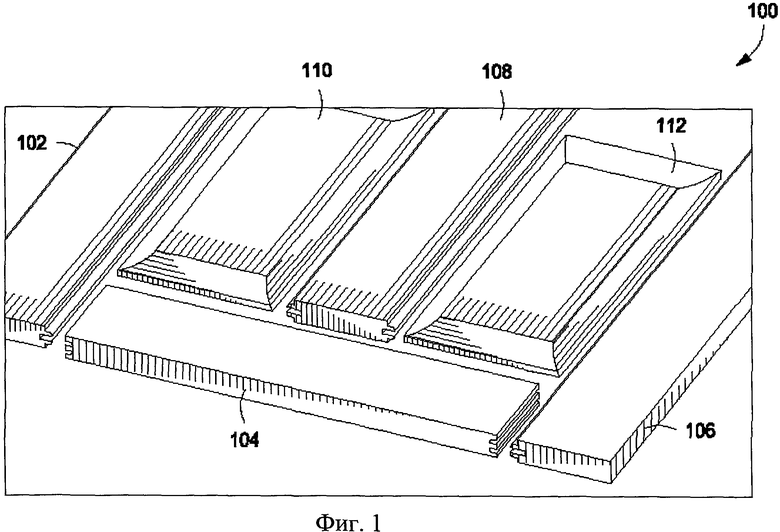
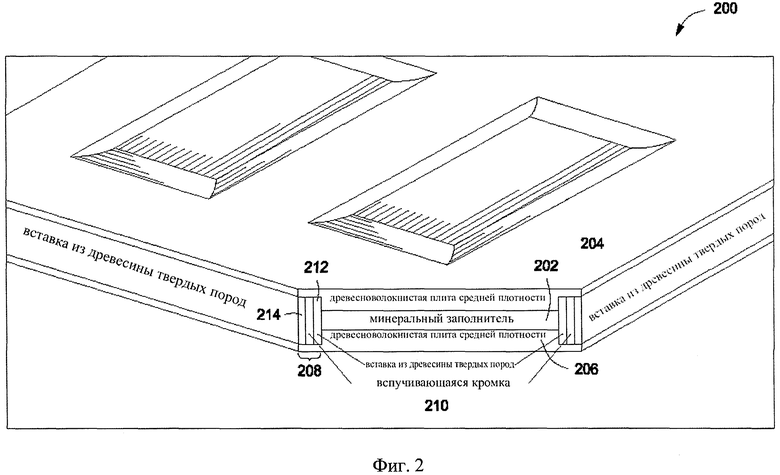
Со временем разработано много способов и методик изготовления дверей. Например, на фиг.1 показана типичная дверь 100 для жилых домов, которая сконструирована из нескольких соединяющихся внешних досок 102, 104 и 106, внутренних досок 108 и вставок 110 и 112. В другом примере на фиг.2 показана огнестойкая дверь 200, которая изготовлена с минеральным заполнителем 202, помещенным между двумя древесноволокнистыми плитами средней плотности 204 и 206. По бокам дверной конструкции проходит периметральный канал 208. Между первой вставкой из древесины твердых пород 212 и второй вставкой из древесины твердых пород 214 проложен вспучивающийся слой 210, причем все эти элементы находятся в периметральном канале 208. Существует и много других конструкций.
Эти известные конструкции не подходят для полностью автоматизированных технологических процессов изготовления. Кроме того, известные огнестойкие двери дороги и требуют внутреннего минерального заполнителя. Внутренний заполнитель может обнажаться в обработанных деталях и может уменьшать прочность двери из-за меньшей толщины дверных панелей. Кроме того, выравнивание панелей при сборке может быть сложным и требовать дополнительной отделки для придания двери прямоугольной формы после сборки. Как результат, необходима огнестойкая дверь, не имеющая этих недостатков.
Краткое описание изобретения
Предлагаются система, способ и устройство для изготовления огнестойких дверей, имеющих дополнительную прочность, лучшую отделку и приспособляемость изготовления с низкой себестоимостью. Огнестойкие двери изготавливаются из двух панелей, сложенных слоями, что уменьшает обнажение заполнителя низкой плотности в обработанных деталях, улучшает внешний вид обработанных деталей, обеспечивает более гладкий внешний вид при окраске и повышает общую прочность дверного блока благодаря улучшенному модулю упругости и модулю разрыва. Между панелями в разных целях может добавляться факультативный внутренний слой (например, огнестойкий материал, свинцовая обшивка, сталь или кевлар). Планки или бруски вставляются в продольные каналы в панелях, чтобы помочь выравниванию панелей и повысить прочность крепления конструкции. Вспучивающийся кромочный материал, скрытый кромочным материалом по периметру двери, уплотняет дверь в ее коробке при пожаре. Конструкция двери и автоматизированный процесс изготовления обеспечивают больший выбор конструкции, меньшую себестоимость и более быстрое изготовление.
Предлагается огнестойкая дверь, которая содержит первую дверную панель с возможностью обработки, прикрепленную ко второй дверной панели с возможностью обработки. Каждая панель имеет два противоположных продольных внутренних канала, причем каждый внутренний канал содержит планку. Скрепленные панели имеют периметральный канал, содержащий вспучивающийся кромочный материал и наружный слой для скрытия вспучивающегося кромочного материала.
Кроме того, предлагается огнестойкая дверь, имеющая один или несколько защитных слоев, уложенных между первой дверной панелью с возможностью обработки и второй дверной панелью с возможностью обработки. Каждая панель имеет два противоположных продольных внутренних канала. Скрепленные панели имеют периметральный канал. В каждом внутреннем канале находится планка. В периметральном канале находятся вспучивающийся кромочный материал и наружный слой для скрытия вспучивающегося кромочного материала. В дверь встроено устройство данных, содержащее производственные данные.
Кроме того, предлагается огнестойкая дверь, которая содержит первую дверную панель с возможностью обработки, прикрепленную ко второй дверной панели с возможностью обработки, с использованием огнестойкого клеящего средства, причем каждая панель имеет два противоположных продольных внутренних канала, а каждый внутренний канал содержит планку. Альтернативно, каждая панель может иметь и огнезащитное покрытие.
Кроме того, предлагается способ изготовления огнестойкой двери, включающий следующие стадии: стадию, на которой на задней стороне дверной панели вырезают два продольных внутренних канала; стадию, на которой собирают дверное полотно, для чего в каждый продольный внутренний канал первой дверной панели вставляют планку, к планкам и первой дверной панели крепят вторую дверную панель, используя клеящее средство, и к дверному полотну прикладывают давление для скрепления планок и панелей; стадию, на которой на сторонах дверного полотна вырезают периметральный канал; стадию, на которой в периметральный канал вставляют вспучивающийся кромочный материал и наружный слой для скрытия вспучивающегося кромочного материала в периметральном канале; стадию, на которой в каждой панели дверного полотна осуществляют обработку по заданному рисунку; стадию, на которой на дверное полотно наносят один или несколько слоев грунтовки; и стадию, на которой дверное полотно обрабатывают для врезки комплекта петель и замка. Этот способ могут реализовывать с использованием компьютерной программы на считываемом компьютером носителе с одним или несколькими кодовыми сегментами для выдачи команд нескольким машинам на выполнение стадий.
Кроме того, предлагается технологическая линия для производства огнестойких дверей, имеющая первую группу машин для вырезания двух продольных внутренних каналов на задней стороне дверной панели, вторую группу машин для сборки дверного полотна путем вставки планки в каждый продольный внутренний канал первой дверной панели, скрепления второй дверной панели с планками и первой дверной панелью с использованием клеящего средства и прикладывания давления к дверному полотну для скрепления планок и дверных панелей, третью группу машин для вырезания на сторонах дверной панели периметрального канала и вставки в периметральный канал вспучивающегося кромочного материала и наружного слоя для скрытия вспучивающегося кромочного материала, четвертую группу машин для обработки в каждой панели дверного полотна по заданному рисунку, пятую группу машин для нанесения на дверное полотно одного или нескольких слоев грунтовки, шестую группу машин для обработки дверного полотна для врезки комплекта петель и замка и один или несколько конвейеров, соединяющих машины для перемещения дверных полотен.
Далее настоящее изобретение описывается подробно со ссылками на прилагаемые чертежи.
Краткое описание графического материала
Другие выгоды и преимущества настоящего изобретения станут очевиднее из последующего описания различных вариантов осуществления, которые приведены в качестве примера, со ссылками на прилагаемые чертежи.
Фиг.1 представляет собой частичное перспективное изображение с пространственным разделением деталей известной двери.
Фиг.2 представляет собой частичное перспективное изображение с вырезом известной огнестойкой двери.
Фиг.3 представляет собой частичное перспективное изображение с пространственным разделением деталей двери в соответствии с одним вариантом осуществления настоящего изобретения.
Фиг.4 представляет собой частичное перспективное покомпонентное изображение двери в соответствии с другим вариантом осуществления настоящего изобретения.
На фиг.5 представлена технологическая карта, иллюстрирующая способ изготовления двери в соответствии с одним вариантом осуществления настоящего изобретения.
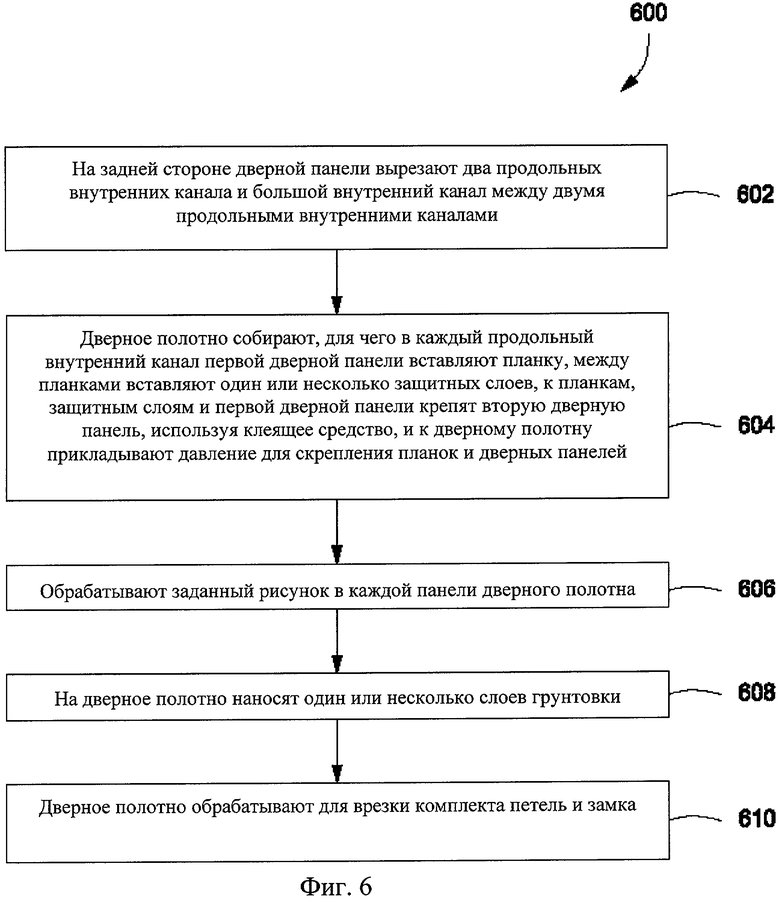
На фиг.6 представлена технологическая карта, иллюстрирующая способ изготовления двери в соответствии с другим вариантом осуществления настоящего изобретения.
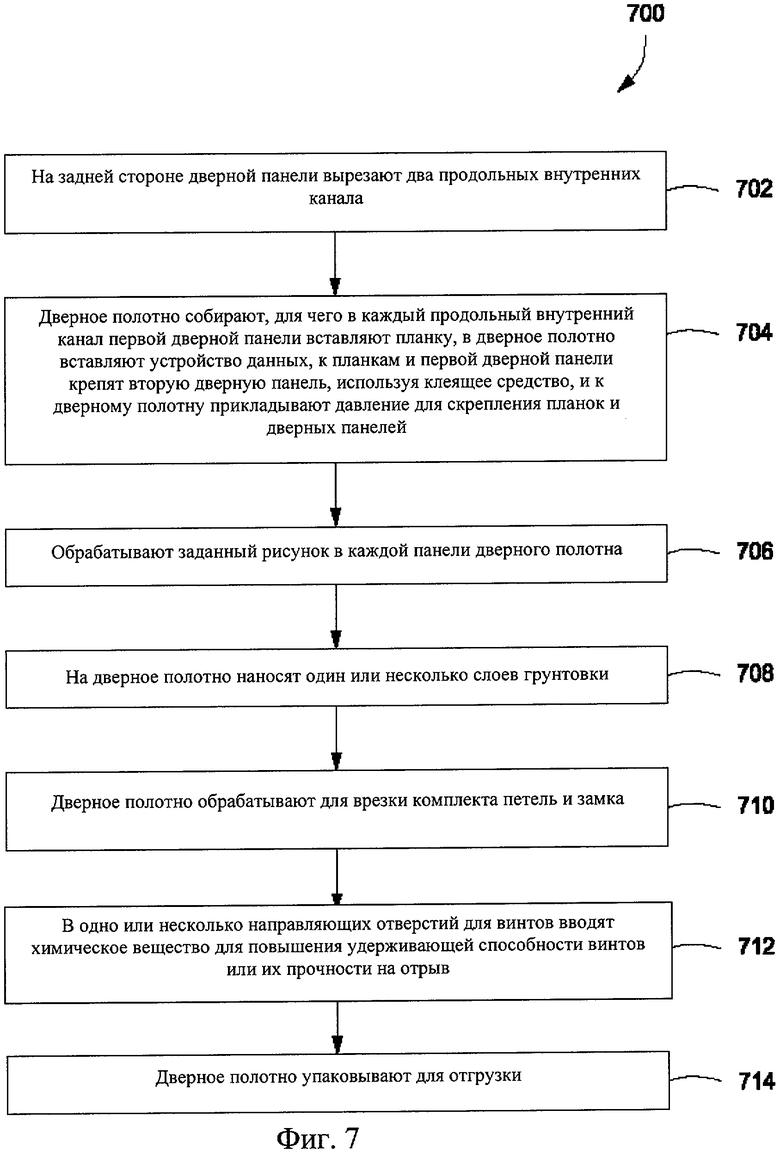
На фиг.7 представлена технологическая карта, иллюстрирующая способ изготовления двери в соответствии с еще одним вариантом осуществления настоящего изобретения.
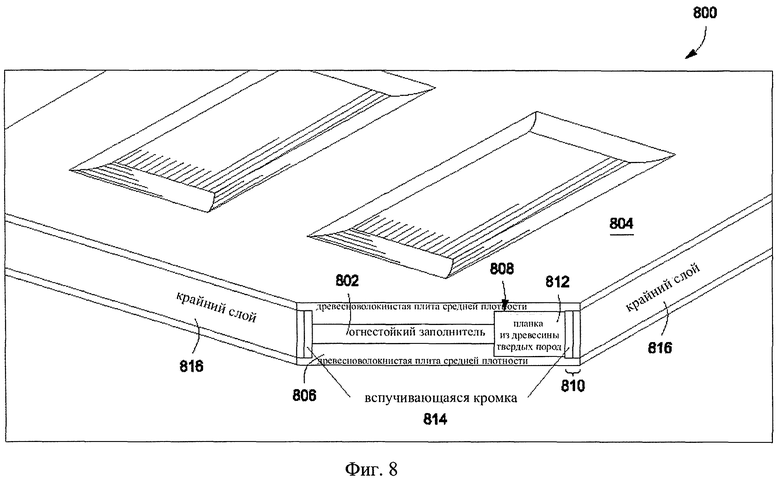
Фиг.8 представляет собой частичное перспективное изображение с вырезом огнестойкой двери в соответствии с одним вариантом осуществления настоящего изобретения.
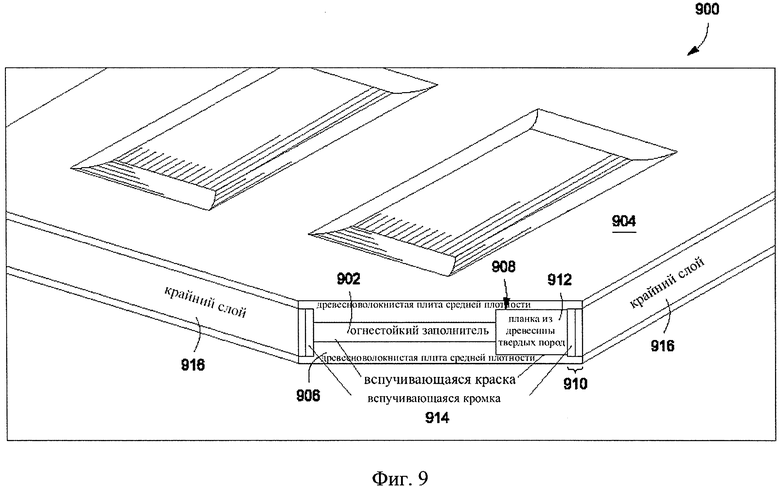
Фиг.9 представляет собой частичное перспективное изображение с вырезом огнестойкой двери в соответствии с другим вариантом осуществления настоящего изобретения.
На фиг.10 представлена технологическая карта, иллюстрирующая способ изготовления огнестойкой двери в соответствии с одним вариантом осуществления настоящего изобретения.
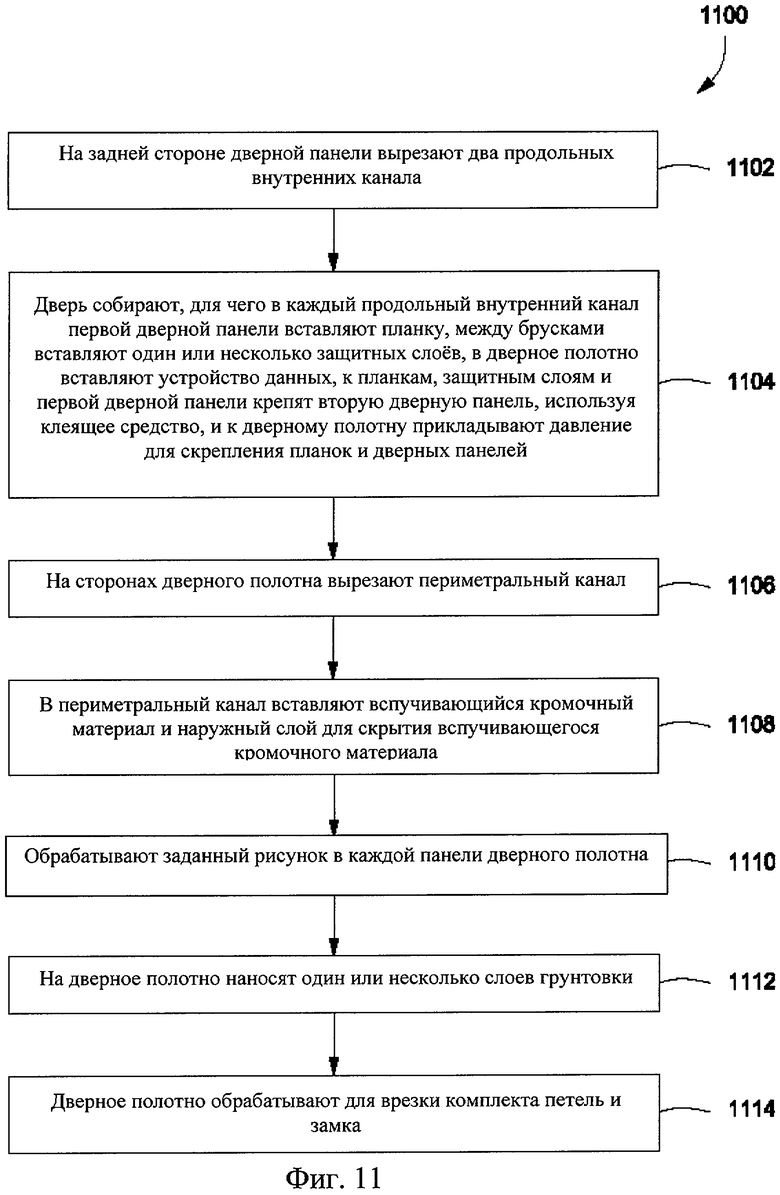
На фиг.11 представлена технологическая карта, иллюстрирующая способ изготовления огнестойкой двери в соответствии с другим вариантом осуществления настоящего изобретения.
На фиг.12 представлена технологическая карта, иллюстрирующая способ изготовления огнестойкой двери в соответствии с еще одним вариантом осуществления настоящего изобретения.
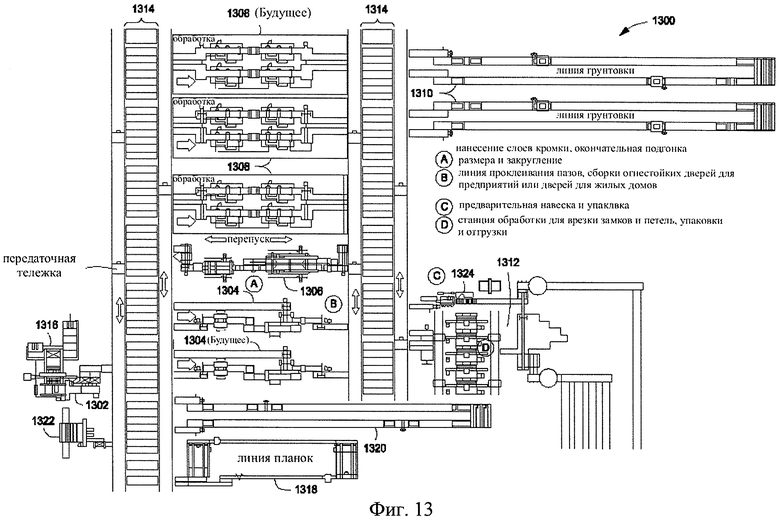
На фиг.13 представлена блок-схема технологической линии в соответствии с одним вариантом осуществления настоящего изобретения.
Описание изобретения
Ниже приводится подробное описание изготовления и использования различных вариантов осуществления настоящего изобретения, однако следует понимать, что предлагаются много применимых концепций, отвечающих требованию патентоспособности «новизна», которые могут воплощаться в самых различных конкретных контекстах. Конкретные варианты осуществления, рассмотренные в настоящем документе, служат лишь иллюстрацией конкретных путей изготовления и использования изобретения и не ограничивают объем изобретения.
Для того чтобы помочь пониманию этого изобретения, ниже приводятся определения ряда терминов. Термины, определения которым приведены в настоящем документе, имеют значения, обычно понятные специалистам в областях, относящихся к настоящему изобретению. Термины в единственном числе не предназначены лишь для единственного числа, а включают общий класс, конкретный пример которого может использоваться для иллюстрации. Терминология в настоящем документе используется для описания конкретных вариантов осуществления изобретения, но их использование не ограничивает объем изобретения, определенный его формулой.
Предлагаются система, способ и устройство для изготовления огнестойких дверей, имеющих дополнительную прочность, лучшую отделку и приспособляемость изготовления с низкой себестоимостью. Огнестойкие двери изготавливаются из двух панелей, сложенных слоями, что уменьшает обнажение заполнителя низкой плотности в обработанных деталях, улучшает внешний вид обрабатываемых деталей, обеспечивает более гладкий внешний вид при окраске и повышает общую прочность дверной конструкции благодаря улучшенному модулю упругости и модулю разрыва. Между панелями в разных целях может добавляться факультативный внутренний слой (например, огнестойкий материал, свинцовая обшивка, сталь или кевлар). Планки или бруски вставляются в продольные каналы в панелях, чтобы помочь выравниванию панелей и повысить прочность крепления конструкции. Вспучивающийся кромочный материал, скрытый кромочным материалом по периметру двери, уплотняет дверь в ее коробке при пожаре. Конструкция двери и автоматизированный процесс изготовления обеспечивают больший выбор конструкции, сниженную себестоимость и более быстрое изготовление.
Обратимся теперь к фиг.3, которая представляет собой частичное перспективное изображение с пространственным разделением деталей двери 300 в соответствии с одним вариантом осуществления настоящего изобретения. Дверь 300 содержит первую дверную панель с возможностью обработки 302, прикрепленную ко второй дверной панели с возможностью обработки 304. Дверные панели 302 и 304 могут изготавливаться из лигноцеллюлозной подложки, дерева, деревянного композиционного материала, древесноволокнистой плиты средней плотности или их сочетания. Каждая дверная панель 302 и 304 имеет два противоположных продольных внутренних канала, паза, канавки или выреза 306. Каждый внутренний канал, паз или канавка 306 содержит планку, прут или брусок 308. Планка, прут или брусок 308 может изготавливаться из древесины твердых пород или иного твердого композиционного материала. Планки 308 используются для расположения и выравнивания дверных панелей, чтобы дверь можно было собирать с использованием автоматов. Использование планок 308 уменьшает ошибки и снижает отходы, повышает качество двери и ускоряет процесс изготовления. Альтернативно, планки могут вставляться и приклеиваться на краю дверных панелей как брусок или полоса в обработанный вырез. Дверные панели 302 и 304 и планки 308 скрепляются с использованием клеящего средства. Тип используемого клеящего средства будет зависеть от свойств материала дверной панели 302 и места установки двери 300. Клеящим средством может быть эпоксидная смола или клей, и он может наноситься различными способами, такими как, например, кистью или распылением. В некоторых случаях может использоваться и двусторонняя лента. Клеящее средство может наноситься на часть или части одной или обеих дверных панелей 302 и 304. Предпочтительно, однако, клеящее средство наносить на всю поверхность одной из дверных панелей 302 или 304, и оно представляет собой клей на основе водорастворимого латекса, изоцианатную смолу/клей, катализированный клей (например, эпоксидные смолы и контактные клеи) или смолу на основе уретана. Количество клеящего средства, наносимого для сцепления дверных панелей 302 и 304, - это количество, по меньшей мере, достаточное для удерживания этих двух элементов вместе, чтобы дверью 300 можно было манипулировать и чтобы ее можно было установить в ее окончательное положение. Использование двух дверных панелей, сложенных слоями, уменьшает обнажение заполнителя низкой плотности в обработанных деталях, улучшает внешний вид обрабатываемых деталей, обеспечивает более гладкий внешний вид при окраске и повышает общую прочность дверной конструкции благодаря улучшенному модулю упругости и модулю разрыва. Обращенные наружу части дверных панелей 302 и 304 можно окончательно отделывать в зависимости от окружения, в котором дверь 300 будет установлена. Описанной выше дверью может быть огнестойкая дверь, если использовать клеящее средство, обладающее огнезащитными свойствами. Кроме того, дверные панели могут покрываться огнестойким или огнезащитным материалом.
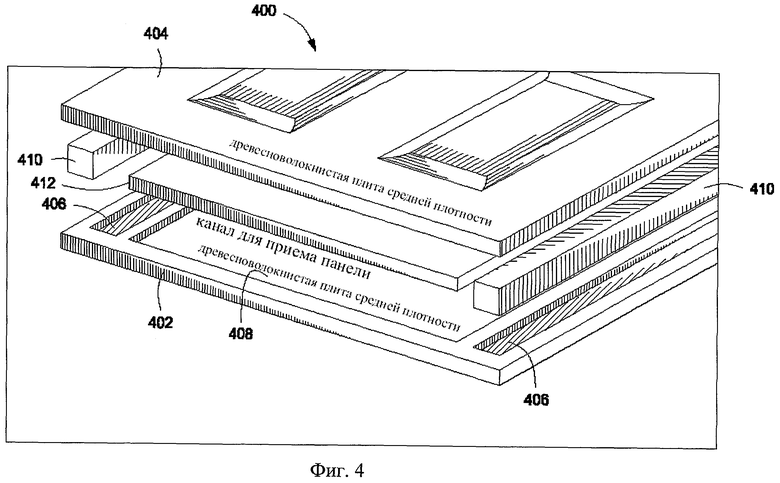
Обратимся теперь к фиг.4, которая представляет собой частичное перспективное изображение с пространственным разделением деталей двери в соответствии с другим вариантом осуществления настоящего изобретения. Дверь 400 содержит первую дверную панель с возможностью обработки 402, прикрепленную ко второй дверной панели с возможностью обработки 404. Дверные панели 402 и 404 могут изготавливаться из лигноцеллюлозной подложки, дерева, деревянного композиционного материала, древесноволокнистой плиты средней плотности или их сочетания. Каждая дверная панель 402 и 404 имеет два противоположных продольных внутренних канала, паза, канавки или выреза 406 и большой внутренний канал, паз или вырез 408 между двумя противоположными продольными внутренними каналами 406. Каждый внутренний канал 306 содержит планку, прут или брусок 410. Планка, прут или брусок 410 может изготавливаться из древесины твердых пород или иного твердого композиционного материала и обеспечивает вышеописанные выгоды. Большой внутренний канал содержит один или несколько защитных слоев 412. Защитные слои 412 могут быть из огнестойкого, взрывостойкого, баллистически стойкого, экранирующего, химически стойкого материала, материала, стойкого к биологическим опасностям, материала, обладающего радиационной стойкостью, демпфирующего, заземляющего материала или их сочетания. Например, защитными слоями могут быть один или несколько гипсокартонных листов, один или несколько стальных листов, один или несколько свинцовых листов, один или несколько листов из кевлара, один или несколько керамических листов, слой пеноуретана, слой графита, проволочная сетка или их сочетание. Дверные панели 402 и 404, планки 410 и защитные слои 412 скрепляются с использованием клеящего средства, как описано выше. Обращенные наружу части дверных панелей 402 и 404 можно окончательно отделывать в зависимости от окружения, в котором дверь 400 будет установлена. Описанной выше дверью может быть огнестойкая дверь, если использовать клеящее средство, обладающее огнезащитными свойствами. Кроме того, дверные панели могут покрываться огнестойким или огнезащитным материалом.
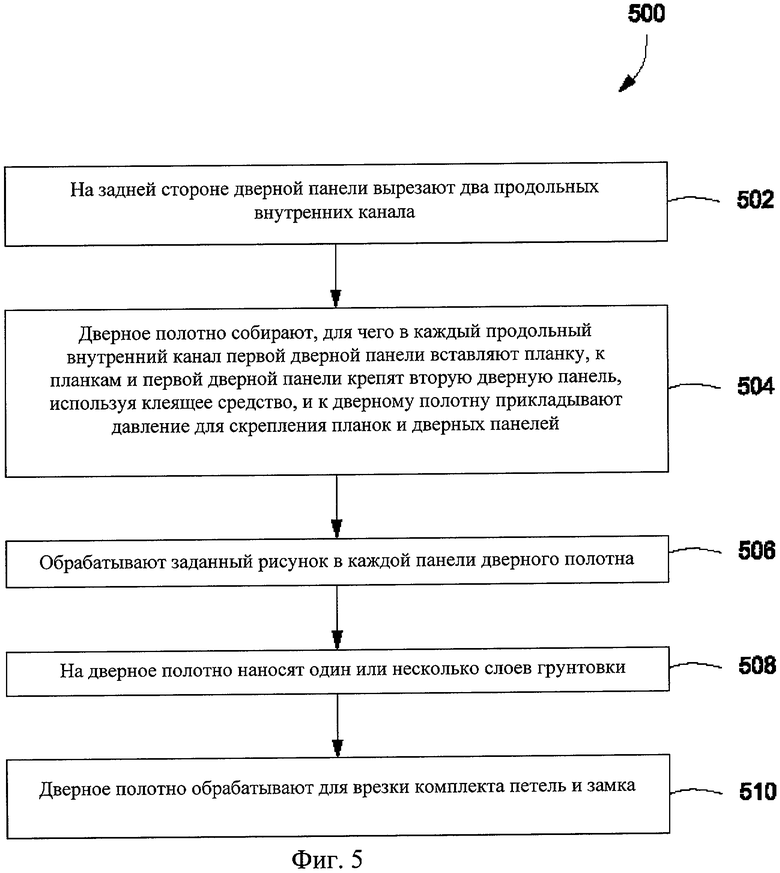
Обратимся теперь к фиг.5, на которой представлена технологическая карта, иллюстрирующая способ 500 изготовления двери в соответствии с одним вариантом осуществления настоящего изобретения. На стадии 502 на задней стороне дверной панели вырезают два продольных внутренних канала. Затем на стадии 504 дверь собирают, для чего (а) в каждый продольный внутренний канал первой дверной панели вставляют планку, (б) к планкам и первой дверной панели крепят вторую дверную панель, используя клеящее средство, и (в) к дверному полотну прикладывают давление для скрепления планок и дверных панелей. На стадии 506 в каждой дверной панели дверного полотна обрабатывается заданный рисунок. На стадии 508 на дверное полотно наносят один или несколько слоев грунтовки. Слои грунтовки могут наносить, используя процесс нанесения порошкового покрытия в электростатическом поле. На стадии 510 дверное полотно обрабатывают для врезки комплекта петель и замка. Описанной выше дверью может быть огнестойкая дверь, если использовать клеящее средство, обладающее огнезащитными свойствами. Кроме того, дверные панели могут покрываться огнестойким или огнезащитным материалом. Кроме того, этот способ могут реализовывать с использованием компьютерной программы на считываемом компьютером носителе с одним или несколькими кодовыми сегментами для выдачи команд нескольким машинам на выполнение стадий.
Обратимся теперь к фиг.6, на которой представлена технологическая карта, иллюстрирующая способ 600 изготовления двери в соответствии с другим вариантом осуществления настоящего изобретения. На стадии 602 на задней стороне дверной панели вырезают два продольных внутренних канала и большой внутренний канал между двумя продольными внутренними каналами. Затем на стадии 604 дверь собирают, для чего (а) в каждый продольный внутренний канал первой дверной панели вставляют планку, (б) в большой внутренний канал между планками вставляют один или несколько защитных слоев, (в) к планкам, защитным слоям и первой дверной панели крепят вторую дверную панель, используя клеящее средство, и (г) к дверному полотну прикладывают давление для скрепления планок и панелей. В качестве защитных слоев могут использовать огнестойкий, взрывостойкий, баллистически стойкий, экранирующий, химически стойкий материал, материал, стойкий к биологическим опасностям, материал, обладающий радиационной стойкостью, демпфирующий, заземляющий материал или их сочетание. На стадии 606 в каждой дверной панели дверного полотна обрабатывают заданный рисунок. На стадии 608 на дверное полотно наносят один или несколько слоев грунтовки. Слои грунтовки могут наносить, используя процесс нанесения порошкового покрытия в электростатическом поле. На стадии 610 дверное полотно обрабатывают для врезки комплекта петель и замка. Альтернативно, один или несколько защитных слоев вставляют между дверными панелями без использования большого внутреннего канала. Описанной выше дверью может быть огнестойкая дверь, если использовать клеящее средство, обладающее огнезащитными свойствами. Кроме того, дверные панели могут покрываться огнестойким или огнезащитным материалом. Кроме того, этот способ могут реализовывать с использованием компьютерной программы на считываемом компьютером носителе с одним или несколькими кодовыми сегментами для выдачи команд нескольким машинам на выполнение стадий.
Обратимся теперь к фиг.7, на которой представлена технологическая карта, иллюстрирующая способ 700 изготовления двери в соответствии с еще одним вариантом осуществления настоящего изобретения. На стадии 702 на задней стороне дверной панели вырезают два продольных внутренних канала. Затем на стадии 704 дверь собирают, для чего (а) в каждый продольный внутренний канал первой дверной панели вставляют планку, (б) в дверное полотно вставляют устройство данных, (в) к планкам и первой дверной панели крепят вторую дверную панель, используя клеящее средство, и (г) к дверному полотну прикладывают давление для скрепления планок и дверных панелей. На стадии 706 в каждой дверной панели дверного полотна обрабатывают заданный рисунок. На стадии 708 на дверное полотно наносят один или несколько слоев грунтовки. Слои грунтовки могут наносить, используя процесс нанесения порошкового покрытия в электростатическом поле. На стадии 710 дверное полотно обрабатывают для врезки комплекта петель и замка. На стадии 712 в одно или несколько направляющих отверстий для винтов вводят химическое вещество для повышения удерживающей способности винтов или их прочности на отрыв. Затем на стадии 714 дверное полотно упаковывают для отгрузки. Описанной выше дверью может быть огнестойкая дверь, если использовать клеящее средство, обладающее огнезащитными свойствами. Кроме того, дверные панели могут покрываться огнестойким или огнезащитным материалом. Кроме того, этот способ могут реализовывать с использованием компьютерной программы на считываемом компьютером носителе с одним или несколькими кодовыми сегментами для выдачи команд нескольким машинам на выполнение стадий.
Обратимся теперь к фиг.8, которая представляет собой частичное перспективное изображение с вырезом огнестойкой двери 800 в соответствии с одним вариантом осуществления настоящего изобретения. Огнестойкая дверь 800 содержит один или несколько защитных слоев 802, уложенных между первой дверной панелью с возможностью обработки 804 и второй дверной панелью с возможностью обработки 806. Дверные панели 804 и 806 могут изготавливаться из лигноцеллюлозной подложки, дерева, деревянного композиционного материала, древесноволокнистой плиты средней плотности или их сочетания. Защитные слои 802 могут быть из огнестойкого, взрывостойкого, баллистически стойкого, экранирующего, химически стойкого материала, материала, стойкого к биологическим опасностям, материала, обладающего радиационной стойкостью, демпфирующего, заземляющего материала или их сочетания. Каждая дверная панель 804 и 806 имеет два противоположных продольных внутренних канала 808. Прикрепленные дверные панели 800 имеют периметральный канал 810. Каждый внутренний канал 808 содержит планку, прут или брусок 812. Планка 812 может изготавливаться из древесины твердых пород или иного твердого композиционного материала и обеспечивает вышеописанные выгоды. В периметральном канале 810 содержатся вспучивающийся кромочный материал 814 и наружный слой 816 для скрытия вспучивающегося кромочного материала 814. Как показано, периметральный канал 810 проходит до планки 812. Альтернативно, периметральный канал 810 не доходит до планки 812. В дверь встроено устройство данных (не показано), например устройство радиочастотной идентификации, содержащее производственные данные. Производственные данные могут включать дату, в которую дверь была изготовлена, время, в которое дверь была изготовлена, номер заказа, номер покупки, идентификатор изделия, идентификатор покупателя, идентификатор смены, идентификатор персонала, идентификатор производственной линии, одни или несколько технических условий для двери, перечень металлоизделий для двери, размер двери, модель двери, идентификатор обрабатываемого рисунка, перечень деталей, идентификатор вариантов, идентификатор специальных особенностей, программу сборки (ЧПУ) или их сочетание.
Защитные слои 802, дверные панели 804 и 806 и планки 812 скрепляются с использованием клеящего средства. При этом может использоваться и клеящее средство, обладающее огнезащитными свойствами. Кроме того, дверные панели могут покрываться огнестойким или огнезащитным материалом.
Обратимся теперь к фиг.9, которая представляет собой частичное перспективное изображение с вырезом огнестойкой двери в соответствии с другим вариантом осуществления настоящего изобретения. Огнестойкая дверь 900 содержит один или несколько защитных слоев 902, уложенных между первой дверной панелью с возможностью обработки 904 и второй дверной панелью с возможностью обработки 906. Дверные панели 904 и 906 могут изготавливаться из лигноцеллюлозной подложки, дерева, деревянного композиционного материала, древесноволокнистой плиты средней плотности или их сочетания. Защитные слои 902 могут быть из огнестойкого, взрывостойкого, баллистически стойкого, экранирующего, химически стойкого материала, материала, стойкого к биологическим опасностям, материала, обладающего радиационной стойкостью, демпфирующего, заземляющего материала или их сочетания. Каждая дверная панель 904 и 906 имеет два противоположных продольных внутренних канала 908. Прикрепленные дверные панели 900 имеют периметральный канал 910. Каждый внутренний канал 908 содержит планку, прут или брусок 912. Планка 912 может изготавливаться из древесины твердых пород или иного твердого композиционного материала и обеспечивает вышеописанные выгоды. В периметральном канале 910 содержатся вспучивающийся кромочный материал 914 и наружный слой 916 для скрытия вспучивающегося кромочного материала 914. Как показано, периметральный канал 910 проходит до планки 912. Альтернативно, периметральный канал 910 не доходит до планки 912. В дверь встроено устройство данных (не показано), например устройство радиочастотной идентификации, содержащее производственные данные. Производственные данные могут включать дату, в которую дверь была изготовлена, время, в которое дверь была изготовлена, номер заказа, номер покупки, идентификатор изделия, идентификатор покупателя, идентификатор смены, идентификатор персонала, идентификатор производственной линии, одни или несколько технических условий для двери, перечень металлоизделий для двери, размер двери, модель двери, идентификатор обрабатываемого рисунка, перечень деталей, идентификатор вариантов, идентификатор специальных особенностей, программу сборки (ЧПУ) или их сочетание. Защитные слои 902, дверные полотна 904 и 906 и планки 912 скрепляются с использованием клеящего средства. Один (одна) или несколько защитных слоев 902 и планок 912 покрыты вспучивающимся материалом 818. Дверные панели 904 и 906 могут также покрываться вспучивающимся материалом 818 или иным огнестойким или огнезащитным материалом. Кроме того, может использоваться и клеящее средство, обладающее огнезащитными свойствами.
Обратимся теперь к фиг.10, на которой представлена технологическая карта, иллюстрирующая способ 1000 изготовления огнестойкой двери в соответствии с одним вариантом осуществления настоящего изобретения. На стадии 1002 на задней стороне дверной панели вырезают два продольных внутренних канала. Затем на стадии 1004 дверь собирают, для чего (а) в каждый продольный внутренний канал первой дверной панели вставляют планку, (б) к планкам и первой дверной панели крепят вторую дверную панель, используя клеящее средство, и (в) к дверному полотну прикладывают давление для скрепления планок и дверных панелей. На стадии 1006 на сторонах дверного полотна вырезают периметральный канал. Периметральный канал могут выполнять проходящим до планки. На стадии 1008 в периметральный канал вставляют вспучивающийся кромочный материал и наружный слой для скрытия вспучивающегося кромочного материала. Альтернативно, бруски и дверные панели могут изготавливать с содержанием вспучивающихся или огнестойких материалов. На стадии 1010 в каждой дверной панели дверного полотна обрабатывают заданный рисунок. На стадии 1012 на дверное полотно наносят один или несколько слоев грунтовки. Слои грунтовки могут наносить, используя процесс нанесения порошкового покрытия в электростатическом поле. Альтернативно, бруски, дверные панели и/или слои грунтовки могут изготавливать с содержанием вспучивающихся или огнезащитных/огнестойких материалов. Кроме того, могут использовать клеящее средство с огнезащитными свойствами. На стадии 1014 дверное полотно обрабатывают для врезки комплекта петель и замка. Этот способ могут реализовывать с использованием компьютерной программы на считываемом компьютером носителе с одним или несколькими кодовыми сегментами для выдачи команд нескольким машинам на выполнение стадий.
Обратимся теперь к фиг.11, на которой представлена технологическая карта, иллюстрирующая способ 1100 изготовления огнестойкой двери в соответствии с другим вариантом осуществления настоящего изобретения. На стадии 1102 на задней стороне дверной панели вырезают два продольных внутренних канала. Затем на стадии 1104 дверь собирают, для чего (а) в каждый продольный внутренний канал первой дверной панели вставляют планку, (б) между брусками вставляют один или несколько защитных слоев, (в) в дверное полотно вставляют устройство данных, (г) к планкам, защитным слоям и первой дверной панели крепят вторую дверную панель, используя клеящее средство, и (д) к дверному полотну прикладывают давление для скрепления планок и дверных панелей. В качестве защитных слоев могут использовать огнестойкий, взрывостойкий, баллистически стойкий, экранирующий, химически стойкий материал, материал, стойкий к биологическим опасностям, материал, обладающий радиационной стойкостью, демпфирующий, заземляющий материал или их сочетание. В устройстве данных хранят данные, такие как дата, в которую дверь изготовили, время, в которое дверь изготовили, номер заказа, номер покупки, идентификатор изделия, идентификатор покупателя, идентификатор смены, идентификатор персонала, идентификатор производственной линии, одни или несколько технических условий для двери, перечень металлоизделий для двери, размер двери, модель двери, идентификатор обрабатываемого рисунка, перечень деталей, идентификатор вариантов, идентификатор специальных особенностей, программа сборки (ЧПУ) или их сочетание. На стадии 1106 на сторонах дверного полотна вырезают периметральный канал. Периметральный канал могут выполнять проходящим до планки. На стадии 1108 в периметральный канал вставляют вспучивающийся кромочный материал и наружный слой для скрытия вспучивающегося кромочного материала. На стадии 1112 на дверное полотно наносят один или несколько слоев грунтовки. Слои грунтовки могут наносить, используя процесс нанесения порошкового покрытия в электростатическом поле. Альтернативно, защитные слои, бруски, дверные панели и/или слои грунтовки могут изготавливать с содержанием вспучивающихся или огнезащитных/огнестойких материалов. Кроме того, могут использовать клеящее средство с огнезащитными свойствами. На стадии 1110 в каждой дверной панели дверного полотна заданный рисунок обрабатывается. На стадии 1114 дверное полотно обрабатывают для врезки комплекта петель и замка. Этот способ могут реализовывать с использованием компьютерной программы на считываемом компьютером носителе с одним или несколькими кодовыми сегментами для выдачи команд нескольким машинам на выполнение стадий.
Обратимся теперь к фиг.12, на которой представлена технологическая карта, иллюстрирующая способ 1200 изготовления огнестойкой двери в соответствии с еще одним вариантом осуществления настоящего изобретения. На стадии 1202 на задней стороне дверной панели вырезают два продольных внутренних канала. На стадии 1204 один или несколько защитных слоев покрывают вспучивающимся материалом, а на стадии 1206 вспучивающимся материалом покрывают бруски. В качестве защитных слоев могут использовать огнестойкий, взрывостойкий, баллистически стойкий, экранирующий, химически стойкий материал, материал, стойкий к биологическим опасностям, материал, обладающий радиационной стойкостью, демпфирующий, заземляющий материал или их сочетание. Затем на стадии 1208 дверь собирают, для чего (а) в каждый продольный внутренний канал первой дверной панели вставляют планку, (б) между брусками вставляют один или несколько защитных слоев, (в) в дверное полотно вставляют устройство данных, (г) к планкам, защитным слоям и первой дверной панели крепят вторую дверную панель, используя клеящее средство, и (д) к дверному полотну прикладывают давление для скрепления планок и дверных панелей. В устройстве данных хранят данные, такие как дата, в которую дверь изготовили, время, в которое дверь изготовили, номер заказа, номер покупки, идентификатор изделия, идентификатор покупателя, идентификатор смены, идентификатор персонала, идентификатор производственной линии, одни или несколько технических условий для двери, перечень металлоизделий для двери, размер двери, модель двери, идентификатор обрабатываемого рисунка, перечень деталей, идентификатор вариантов, идентификатор специальных особенностей, программа сборки (ЧПУ) или их сочетание. На стадии 1210 на сторонах дверного полотна вырезают периметральный канал. Периметральный канал могут выполнять проходящим до планки. На стадии 1212 в периметральный канал вставляют вспучивающийся кромочный материал и наружный слой для скрытия вспучивающегося кромочного материала. На стадии 1214 в каждой дверной панели дверного полотна обрабатывают заданный рисунок. На стадии 1216 на дверное полотно наносят один или несколько слоев грунтовки. Слои грунтовки могут наносить, используя процесс нанесения порошкового покрытия в электростатическом поле. Альтернативно, защитные слои, бруски, дверные панели и/или слои грунтовки могут изготавливать с содержанием вспучивающихся или огнезащитных/огнестойких материалов. Кроме того, могут использовать клеящее средство с огнезащитными свойствами. На стадии 1218 дверное полотно обрабатывают для врезки комплекта петель и замка. Этот способ могут реализовывать с использованием компьютерной программы на считываемом компьютером носителе с одним или несколькими кодовыми сегментами для выдачи команд нескольким машинам на выполнение стадий.
Обратимся теперь к фиг.13, на которой представлена блок-схема технологической линии 1300 в соответствии с одним вариантом осуществления настоящего изобретения. Первая группа машин 1302 вырезает два продольных внутренних канала на задней стороне дверной панели. Вторая группа машин 1304 собирает дверное полотно, вставляя планку в каждый продольный внутренний канал первой дверной панели, скрепляя вторую дверную панель с планками и первой дверной панелью с использованием клеящего средства и прикладывая давление к дверному полотну для скрепления планок и дверных панелей. Третья группа машин 1306 вырезает на сторонах дверного полотна периметральный канал и вставляет в периметральный канал вспучивающийся кромочный материал и наружный слой для скрытия вспучивающегося кромочного материала. Четвертая группа машин 1308 в каждой дверной панели дверного полотна обрабатывает заданный рисунок. Пятая группа машин 1310 наносит на дверное полотно один или несколько слоев грунтовки. Шестая группа машин 1312 обрабатывает дверное полотно для врезки комплекта петель и замка. Машины соединены одним или несколькими конвейерами 1314 для перемещения дверных полотен.
Технологическая линия может включать и седьмую группу машин 1316 для нарезки больших листов из лигноцеллюлозной подложки, дерева, деревянного композиционного материала, древесноволокнистой плиты средней плотности или их сочетания для дверной панели. Для нанесения вспучивающегося покрытия на планки может использоваться восьмая группа машин 1318, а для нанесения вспучивающегося покрытия на один или несколько защитных слоев может использоваться девятая группа машин 1320. Один или несколько защитных слоев вставляются между первой дверной панелью и второй дверной панелью второй группой машин 1304. Десятая группа машин 1322 нарезает защитные слои, такие как гипсокартонный лист, нужного размера. Одиннадцатая группа машин 1324 предварительно навешивает и упаковывает двери. Вторая группа машин 1304 может также вставлять в дверное полотно устройство данных. Устройство данных выдает одну или несколько команд для управления одной или несколькими машинами. Как результат, заданный рисунок для фигурной обработки для последовательных дверных полотен, движущихся по линии, может быть разным. Кроме того, устройство данных позволяет изготавливать каждое дверное полотно в соответствии с конкретными требованиями заказа. Все машины могут быть полностью автоматическими или полуавтоматическими.
Более конкретный пример предлагаемого технологического процесса производства настоящего изобретения описан не будет. Из больших листов выпиливают дверные панели примерного размера. Дверные панели подгоняют по размеру на длинных краях и выбирают пазы для планок или брусков при необходимости в этом. После операции выпиливания дверные панели автоматически подают на технологическую линию из нескольких машин. Как первую операцию на этой линии отрезают длинные края дверных панелей до согласующегося и заданного размера для требуемого изделия. На этой же машине обрабатывают два паза для вставки выравнивающих планок или брусков.
После выхода панелей с машины на описанной выше стадии их покрывают полиуретановым реактивным горячим расплавленным клеящим средством, а затем собирают в дверное полотно. Ее могут выполнять из двух дверных панелей с герметизированными установочными планками или брусками, как конструкцию без планок или как огнестойкую дверь или иной тип конструкции с планками или без них. Третий слой в конструкции огнестойкой двери выполняют из слоя гипсокартонного листа типа С или типа Х толщиной 5/8 или 1/2 дюйма. Этот лист могут покрывать вспучивающейся или огнестойкой краской или же его могут изготавливать со вспучивающимися ингредиентами, которые смешивают с гипсом. Планки (при их наличии) также могут покрывать той же вспучивающейся или огнестойкой краской. Кроме того, на этой стадии вовнутрь вставляют устройство радиочастотной идентификации. В этом устройстве радиочастотной идентификации будут хранить информацию о двери, идентифицируя ее для всех последующий операций, чтобы на стадиях процесса изготовления использовать правильные программы и параметры машин. После сборки полотна его пропустят через прижимные устройства для обеспечения надежной связи между компонентами и автоматически уложат в штабель на роликовый конвейер.
На следующей стадии процесса двери автоматически подают со штабелей на роликовом конвейере на автоматизированную линию, на которой вначале будут обрабатывать короткие стороны двери, чтобы они были параллельными и конкретного размера. Затем двери разворачивают на 90 градусов и подают во вторую машину, в которой обрабатывают длинные стороны, придавая им задний угол 3 градуса, выполняют эти стороны параллельными и нужного размера.
Кроме того, на этой стадии обработанные края ошкуривают, чтобы скрыть соединение между панелями, и края закругляют. При изготовлении огнестойких дверей машинами, кроме того, будут выбирать зазор для вспучивающейся кромки, и устанавливать ее по всем четырем краям, и, кроме того, будут иметь возможность устанавливать другой слой окрашиваемой кромки поверх вспучивающейся кромки для обеспечения требуемого внешнего вида сплошной подложки. После операций обработки, накладывания кромки и ошкуривания двери снова автоматически уложат в штабель на роликовый конвейер.
Затем двери подают через автоматические линии фигурных стругов, на которых первыми машинами фигурных стругов обрабатывают одну сторону двери, на второй станции дверь переворачивают и другими машинами фигурных стругов обрабатывают противоположную сторону, после чего их автоматически укладывают в штабель.
После выполнения дверей точно по размерам и/или окаймления их автоматически подадут из штабелей на линии машин, в которых выполнят обработку в соответствии с заказом клиента для придания необходимого окончательного внешнего вида - с выступающей и/или резной панелью. В первой машине будут обрабатывать одну панель двери, а по окончании этой операции двери будут транспортировать в устройство, в котором их перевернут, чтобы их можно было ввести во вторую машину, которой будут обрабатывать противоположную панель. По окончании этой операции двери снова автоматически уложат в штабель на роликовый конвейер.
Затем двери пропускают через автоматические линии покрытия грунтовкой, где вначале отделывают верхнюю сторону, затем двери переворачивают и отделывают противоположную сторону. Затем двери подают на вторую идентичную линию, на которой на все панели дверей наносят второе покрытие, до того как их автоматически штабелируют. Затем двери по одной пропускают через процесс, в котором верхнюю панель ошкуривают для удаления дефектов, удаляют усы и зачищают, предварительно нагревают, напыляют грунтовку, отверждают грунтовку и снова удаляют усы. Затем двери переворачивают и те же стадии выполняют на противоположной панели с одной дополнительной стадией: в конце технологической линии на длинных краях удаляют усы. После этого двери автоматически подают на вторую линию, идентичную первой, нанося на все панели второе покрытие. Затем двери автоматически штабелируют на роликовый конвейер.
Альтернативно, двери пропускают через автоматическую линию отделки с нанесением порошкового покрытия. Затем двери загружают вручную или роботом на рейки, установленные на системе подвесного конвейера. В качестве этой системы конвейера могут использовать систему с линейным типом конвейера или типа самоходной тележки с автономным управлением. Двери электрически заряжают либо через контакт через рейки/крюки и саму систему конвейера, либо предварительно наносят проводящее грунтовочное покрытие. После загрузки дверей на рейки их пропускают через процесс предварительного подогрева. В качестве механизма предварительного подогрева могут использовать один из трех типов: инфракрасный электрический, инфракрасный газовый каталитический или термический с использованием циркуляции нагретого воздуха. В этом процессе нельзя допускать слишком быстрого нагрева дверей, которое может вызвать выход влаги на панель, что в свою очередь приведет к трещинам в панели дверей. Еще одной проблемой могло бы быть подгорание панели. После предварительного подогрева двери подают в камеру нанесения порошка. Порошок могут наносить вручную, полуавтоматически (при этом должен присутствовать оператор для нанесения порошка на пропущенные участки, чтобы обеспечить полное покрытие) или автоматически. Могут использовать порошок трех типов: с термоотверждением, низкотемпературным термоотверждением или УФ-отверждением. После нанесения порошка двери подвергают процессу отверждения. Процесс отверждения осуществляют путем подачи тепла с использованием ИК-устройств. Для разных применений эти ИК-устройства могут использовать с разными длинами волн или с сочетанием коротких, средних и длинных волн для улучшения характеристик отверждения. В конце цикла отверждения для порошка с УФ-отверждением могут использовать источник УФ-света. Затем двери подают в охлаждающий туннель с циркуляцией холодного воздуха для охлаждения дверей до температуры, при которой ими можно манипулировать. Затем их выгружают с системы конвейера и штабелируют - вручную или используют для этого робот. В описанном выше процессе могут получать панели с текстурой от гладкой до неровной и уровнем глянца от низкого до высокого.
Затем двери подают через автоматическую линию машин, где их подготавливают для врезки петель и замков при необходимости в этом. После этой операции двери пропускают через станцию автоматического контроля, где их проверяют с использованием оборудования машинного зрения и лазерного контрольного/измерительного оборудования на соответствие стандартам и чтобы убедиться, что двери соответствуют намеченным техническим условиям, записанным во встроенном чипе радиочастотной идентификации. После этого их автоматически укладывают в штабели и упаковывают для отгрузки.
На этой автоматической линии машин края дверей будут обрабатывать под соответствующие петли и замки. На эту стадию двери подают и после нее штабелируют также автоматически. После этой операции в направляющие отверстия для винтов петель вводят химическое вещество для повышения удерживающей способности винтов.
На каждую из этих линий машин будут подавать команды, какие работы необходимо выполнить на каждой двери, с использованием закодированной информации, которую хранят на встроенном устройстве радиочастотной идентификации.
Выше приведено подробное описание настоящего изобретения и его преимуществ. Однако следует понимать, что возможны различные изменения в пределах сущности и объема изобретения, определенных прилагаемой формулой изобретения. Кроме того, объем изобретения не ограничивается конкретными вариантами осуществления процесса, машины, производства, состава вещества, средств, способов и стадий, описанных в настоящем описании, а ограничивается лишь формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Огнестойкое дверное полотно | 2018 |
|
RU2693704C1 |
| ОГНЕСТОЙКОЕ ДВЕРНОЕ ПОЛОТНО | 2003 |
|
RU2272116C2 |
| ОГНЕСТОЙКОЕ ДВЕРНОЕ ПОЛОТНО | 1998 |
|
RU2158817C2 |
| ПРОТИВОПОЖАРНЫЙ ДВЕРНОЙ БЛОК | 2005 |
|
RU2299965C2 |
| ПРОТИВОПОЖАРНАЯ ДВЕРЬ, ДВЕРНОЕ ПОЛОТНО ПРОТИВОПОЖАРНОЙ ДВЕРИ (ВАРИАНТЫ) | 2008 |
|
RU2376436C1 |
| Дверь противопожарная герметическая | 2021 |
|
RU2775385C1 |
| Огнестойкая строительная конструкция и способ ее изготовления | 2002 |
|
RU2217570C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ И СПОСОБ ИЗГОТОВЛЕНИЯ ДВЕРИ ХОЛОДИЛЬНОГО АППАРАТА | 2009 |
|
RU2505761C2 |
| ГИПСОВЫЕ КОМПОЗИТЫ, ИСПОЛЬЗУЕМЫЕ В ОГНЕСТОЙКИХ СТРОИТЕЛЬНЫХ ЭЛЕМЕНТАХ | 2013 |
|
RU2641872C2 |
| Пожаровзрывозащитная дверь | 2017 |
|
RU2644519C1 |


Изобретение относится к области строительства, а именно к способам и конструкциям огнестойких дверей. Изобретение позволит повысить прочность дверей. Огнестойкая дверь содержит первую панель по размеру двери, выполненную с возможностью обработки, прикрепленную задней стороной к задней стороне второй панели по размеру двери, выполненной с возможностью обработки, таким образом, что противоположными продольными внутренними каналами на задней стороне каждой панели по размеру двери образуются два продольных внутренних канала. Каждый образованный продольный внутренний канал выполнен с планкой. Периметральный канал на сторонах двери включает вспучивающийся кромочный материал; наружный слой для скрытия вспучивающегося кромочного материала. Первая панель по размеру двери выполнена с возможностью обработки, и вторая панель по размеру двери выполнена с возможностью обработки и содержит лигноцеллюлозную подложку, дерево, деревянный композиционный материал, древесноволокнистую плиту средней плотности или их сочетание. 3 н. и 22 з.п. ф-лы, 13 ил.
1. Огнестойкая дверь, содержащая: первую панель по размеру двери, выполненную с возможностью обработки, прикрепленную задней стороной к задней стороне второй панели по размеру двери, выполненной с возможностью обработки таким образом, что противоположными продольными внутренними каналами на задней стороне каждой панели по размеру двери образуются два продольных внутренних канала, причем каждый образованный продольный внутренний канал содержит планку; периметральный канал на сторонах двери, содержащий вспучивающийся кромочный материал; наружный слой для скрытия вспучивающегося кромочного материала; и первая панель по размеру двери, выполненная с возможностью обработки, и вторая панель по размеру двери, выполненная с возможностью обработки, содержат лигноцеллюлозную подложку, дерево, деревянный композиционный материал, древесно-волокнистую плиту средней плотности или их сочетание.
2. Дверь по п.1, содержащая также: один или несколько защитных слоев, уложенных между первой панелью по размеру двери, выполненной с возможностью обработки, и второй панелью по размеру двери, выполненной с возможностью обработки; и отличающаяся тем, что один или несколько защитных слоев содержат огнестойкий материал, взрывостойкий материал, баллистически стойкий материал, экранирующий материал, химически стойкий материал, материал, стойкий к биологическим опасностям, материал, обладающий радиационной стойкостью, демпфирующий, заземляющий материал или их сочетание.
3. Дверь по п.2, отличающаяся тем, что один или несколько защитных слоев содержат один или несколько гипсокартонных листов, один или несколько стальных листов, один или несколько свинцовых листов, один или несколько листов из кевлара, один или несколько керамических листов, слой пеноуретана, слой графита, проволочную сетку или их сочетание.
4. Дверь по п.2, отличающаяся тем, что один или несколько защитных слоев содержат вспучивающийся или огнестойкий материал или покрыты вспучивающимся или огнестойким материалом.
5. Дверь по п.1, отличающаяся тем, что периметральный канал вдоль продольных сторон двери проходит до планки.
6. Дверь по п.1, содержащая также устройство данных, содержащее производственные данные, встроенное в дверь, отличающаяся тем, что производственные данные содержат дату, в которую дверь была изготовлена, время, в которое дверь была изготовлена, номер заказа, номер покупки, идентификатор изделия, идентификатор покупателя, идентификатор смены, идентификатор персонала, идентификатор производственной линии, одно или несколько технических условий для двери, перечень металлоизделий для двери, размер двери, модель двери, идентификатор обрабатываемого рисунка, перечень деталей, идентификатор вариантов, идентификатор специальных особенностей, программу сборки или их сочетание.
7. Дверь по п.1, отличающаяся тем, что планки содержат вспучивающийся или огнестойкий материал или покрыты вспучивающимся или огнестойким материалом.
8. Дверь по п.1, отличающаяся тем, что первая панель по размеру двери, выполненная с возможностью обработки, и вторая панель по размеру двери, выполненная с возможностью обработки, содержат вспучивающийся или огнестойкий материал или покрыты вспучивающимся или огнестойким материалом.
9. Способ изготовления огнестойкой двери, включающий следующие стадии: стадию, на которой на задней стороне первой панели по размеру двери и второй панели по размеру двери вырезают два продольных внутренних канала, отличающийся тем, что панель по размеру двери содержит лигноцеллюлозную подложку, дерево, деревянный композиционный материал, древесно-волокнистую плиту средней плотности или их сочетание; стадию, на которой собирают дверное полотно, для чего в каждый продольный внутренний канал первой панели по размеру двери вставляют планку, к планкам и задней стороне первой панели по размеру двери крепят заднюю сторону второй панели по размеру двери, используя клеящее средство, и к дверному полотну прикладывают давление для скрепления планок и панелей по размеру двери; стадию, на которой на сторонах дверного полотна вырезают периметральный канал; стадию, на которой в периметральный канал вставляют вспучивающийся кромочный материал и наружный слой для скрытия вспучивающегося кромочного материала; стадию, на которой на лицевой стороне каждой панели по размеру двери дверного полотна обрабатывают заданный рисунок; стадию, на которой на дверное полотно наносят один или несколько слоев грунтовки; и стадию, на которой дверное полотно обрабатывают для врезки комплекта петель и замка.
10. Способ по п.9, отличающийся тем, что включает еще одну стадию, на которой на планки наносят вспучивающееся покрытие.
11. Способ по п.9, отличающийся тем, что включает еще одну стадию, на которой в дверное полотно вставляют устройство данных; и в одно или несколько направляющих отверстий для винтов вводят химическое вещество для повышения удерживающей способности винтов или их прочности на отрыв.
12. Способ по п.9, отличающийся тем, что включает еще одну стадию, на которой между первой панелью по размеру двери и второй панелью по размеру двери вставляют один или несколько защитных слоев.
13. Способ по п.12, отличающийся тем, что включает еще одну стадию, на которой на один или несколько защитных слоев наносят вспучивающееся покрытие.
14. Способ по п.9, отличающийся тем, что одно или несколько покрытий грунтовки включает вспучивающийся материал.
15. Способ по п.9, отличающийся тем, что одно или несколько покрытий грунтовки наносят, используя процесс нанесения порошкового покрытия в электростатическом поле.
16. Технологическая линия для производства огнестойких дверей, содержащая: первую группу машин для вырезания двух продольных внутренних каналов на задней стороне первой панели по размеру двери и второй панели по размеру двери; вторую группу машин для сборки дверного полотна путем вставки планки в каждый продольный внутренний канал первой панели по размеру двери, скрепления задней стороны второй панели по размеру двери с планками и задней стороной первой панели по размеру двери с использованием клеящего средства и прикладывания давления к дверному полотну для скрепления планок и панелей по размеру двери; третью группу машин для вырезания на сторонах дверного полотна периметрального канала и вставки в периметральный канал вспучивающегося кромочного материала и наружного слоя для скрытия вспучивающегося кромочного материала; четвертой группы машин для обработки заданного рисунка на лицевой стороне каждой панели по размеру двери дверного полотна; пятую группу машин для нанесения на дверное полотно одного или нескольких слоев грунтовки; шестую группу машин для обработки дверного полотна для врезки комплекта петель и замка; и один или несколько конвейеров, соединяющих машины для перемещения дверных панелей.
17. Технологическая линия по п.16, отличающаяся тем, что содержит также седьмую группу машин для нарезки больших листов из лигноцеллюлозной подложки, дерева, деревянного композиционного материала, древесно-волокнистой плиты средней плотности или их сочетания для дверной панели.
18. Технологическая линия по п.16, отличающаяся тем, что первая группа машин дополнительно обрезает длинные края панелей по размеру двери; периметральный канал вдоль продольных сторон дверного полотна проходит до планки; и одно или несколько покрытий грунтовки содержат вспучивающийся материал.
19. Технологическая линия по п.16, отличающаяся тем, что заданный рисунок для последовательных дверных полотен, движущихся по линии, является разным.
20. Технологическая линия по п.16, отличающаяся тем, что каждое дверное полотно изготавливается в соответствии с конкретными требованиями заказа.
21. Технологическая линия по п.16, отличающаяся тем, что содержит также восьмую группу машин для нанесения на планки вспучивающегося покрытия.
22. Технологическая линия по п.16, отличающаяся тем, что вторая группа машин дополнительно вставляет в дверное полотно устройство данных, которое выдает одну или несколько команд для управления одной или несколькими машинами; и все машины являются автоматическими или полуавтоматическими.
23. Технологическая линия по п.16, отличающаяся тем, что вторая группа машин дополнительно вставляет один или несколько защитных слоев между первой панелью по размеру двери и второй панелью по размеру двери.
24. Технологическая линия по п.23, отличающаяся тем, что содержит также девятую группу машин для нанесения вспучивающегося покрытия на один или несколько защитных слоев.
25. Технологическая линия по п.16, отличающаяся тем, что одно или несколько покрытий грунтовки наносятся с использованием процесса нанесения порошкового покрытия в электростатическом поле; и шестая группа машин дополнительно вводит в одно или несколько направляющих отверстий для винтов химическое вещество для повышения удерживающей способности винтов или их прочности на отрыв.
| US 4716702 А, 05.01.1988 | |||
| US 5417024 А, 23.05.1995 | |||
| US 6745526 B1, 08.06.2004 | |||
| US 6268022 В1, 31.07.2001 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ ПРЕССОВАННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041816C1 |

