ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к способу изготовления поглощающих изделий, имеющих поглощающую сердцевину, заключенную между покрывающими листами, и эластичные элементы, расположенные в передней части и/или задней части изделия, включающему в себя операции укладки ряда поглощающих сердцевин на первом холсте покрывающего материала, перемещающемся в направлении движения полуфабрикатов в машине (машинном направлении), при этом продольное направление сердцевин соответствует направлению движения полуфабрикатов в машине, наложения второго холста покрывающего материала на холст, содержащий ряд поглощающих сердцевин, наложения эластичных элементов на один из указанных холстов до его контакта с указанным рядом поглощающих сердцевин, образуя тем самым ряд соединенных заготовок поглощающих изделий, и вырезания после этого отдельных поглощающих изделий из ряда заготовок изделий. Изобретение также относится к изделию, изготовленному данным способом.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Гигиенические поглощающие изделия, такие как защитные изделия, используемые при недержании, подгузники, гигиенические прокладки или тому подобное, часто снабжены предварительно натянутыми эластичными элементами для того, чтобы обеспечить возможность получения и поддержания изделием желательной трехмерной формы, когда создается возможность стягивания предварительно натянутых эластичных элементов после изготовления. Эластичные элементы обычно не проходят вдоль всей длины изделий, так что при непрерывном поточном производстве поглощающих изделий эластичные элементы укладывают с промежутками на холст покрывающего материала и прикрепляют к холсту покрывающего материала. Само собой разумеется, важно, чтобы размещение эластичных элементов было точным с тем, чтобы эластичные элементы были расположены в надлежащем положении в изготовленных изделиях. Укладка предварительно натянутых эластичных элементов с промежутками на холст в производственной линии может быть проблемой и снижает производительность, в особенности синхронизация между устройством для укладки и устройством для резки эластичных элементов и холста может создавать проблемы.
Задача настоящего изобретения заключается в упрощении укладки эластичных элементов в способе изготовления поглощающих изделий, таких как защитные изделия, используемые при недержании, гигиенические прокладки, подгузники и тому подобное.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Данная задача решается посредством способа изготовления поглощающих изделий, имеющих поглощающую сердцевину, заключенную между покрывающими листами, и эластичные элементы, расположенные в передней части и/или задней части изделия, включающего в себя операции укладки ряда поглощающих сердцевин на первом холсте покрывающего материала, перемещающемся в направлении движения полуфабрикатов в машине, при этом продольное направление сердцевин соответствует направлению движения полуфабрикатов в машине, наложения второго холста покрывающего материала на холст, содержащий ряд поглощающих сердцевин, наложения эластичных элементов на один из указанных холстов до его контакта с указанным рядом поглощающих сердцевин, образуя тем самым ряд соединенных заготовок поглощающих изделий, и вырезания после этого отдельных поглощающих изделий из ряда заготовок изделий, отличающегося тем, что поглощающие сердцевины укладывают на первый холст передняя часть к передней части и задняя часть к задней части, и непрерывные эластичные элементы накладывают на две следующие друг за другом поглощающие сердцевины с длиной в продольном направлении, соответствующей удвоенной длине соответствующего эластичного элемента в передней и/или задней части изделия и возможному расстоянию между соседними заготовками изделий в ряде заготовок изделий.
В таком способе режущее устройство, вырезающее отдельные изделия из ряда соединенных заготовок изделий, используют также для выполнения конечного разрезания эластичных элементов. Кроме того, все эластичные элементы и клей, используемый для их прикрепления, могут быть наложены в виде последовательностей с длиной, в два раза превышающей длину в том случае, если бы отдельные эластичные элементы были уложены и прикреплены для каждого отдельного изделия. Поскольку перемежающиеся технологические операции часто требуют пуска-останова конвейера в производственной линии, можно «выиграть время» для разных технологических операций и обеспечить уменьшение производственных допусков или можно поддерживать более высокую производительность, когда число пусков-остановов уменьшается.
В первом предпочтительном варианте осуществления указанный первый холст покрывающего материала представляет собой холст материала заднего листа, и указанные эластичные элементы накладывают на второй холст покрывающего материала, при этом указанный второй холст покрывающего материала представляет собой холст материала верхнего листа.
Во втором предпочтительном варианте осуществления указанный второй холст покрывающего материала представляет собой холст материала заднего листа, и указанные эластичные элементы накладывают на первый холст покрывающего материала, при этом указанный первый холст покрывающего материала представляет собой холст материала верхнего листа.
Предпочтительно эластичные элементы накладывают на холст материала верхнего листа в местах, соответствующих противоположным боковым сторонам передней части каждой поглощающей сердцевины. Эластичный элемент предпочтительно также накладывают на холст материала верхнего листа в месте, соответствующем задней части каждой поглощающей сердцевины, и вытягивают вдоль продольной оси указанного холста. За счет размещения поглощающих сердцевин так, что их передние концы и задние концы будут обращены друг к другу, устраняется риск того, что часть эластичного элемента, расположенная в задней части заготовки изделия, по ошибке попадет в переднюю часть соседней заготовки изделия в соединенном ряду заготовок изделий.
Предпочтительно каждый эластичный элемент проходит прямолинейно. Таким образом, укладка эластичных элементов может быть выполнена быстрее, чем в том случае, если бы эластичные элементы были изогнутыми. Кроме того, указанные эластичные элементы не будут влиять на указанный ряд соединенных заготовок изделий за счет упругих сил, направленных в поперечном направлении.
Эластичные элементы предпочтительно прикрепляют к участкам боковых сторон поглощающих сердцевин.
Изобретение также относится к поглощающему изделию, изготовленному способом, описанным выше, и имеющему поглощающую сердцевину, заключенную между покрывающими листами, и эластичные элементы, расположенные в передней части и/или задней части изделия, отличающемуся тем, что эластичные элементы в передней части изделия проходят до границы переднего конца изделия.
В предпочтительном варианте осуществления эластичные элементы в передней части изделия прикреплены к участкам противоположных боковых сторон поглощающей сердцевины.
Эластичный элемент также может проходить вдоль продольной оси симметрии в задней части изделия.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение будет теперь описано со ссылкой на приложенные фигуры, из которых:
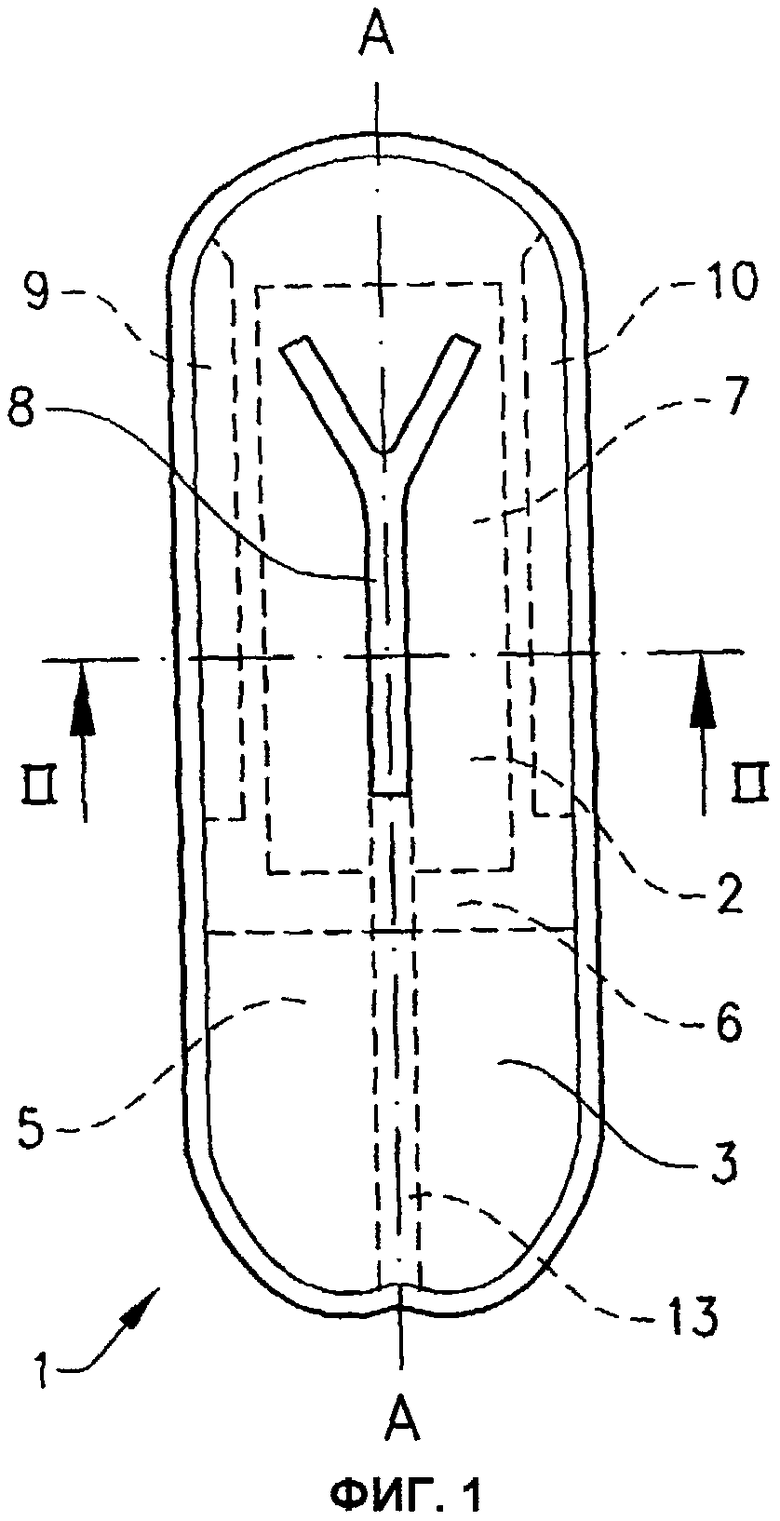
фиг.1 схематически показывает вид в плане поглощающего изделия, изготовленного в соответствии с предпочтительным вариантом осуществления способа, при этом изделие показано в плоском состоянии, то есть все эластичные элементы растянуты;
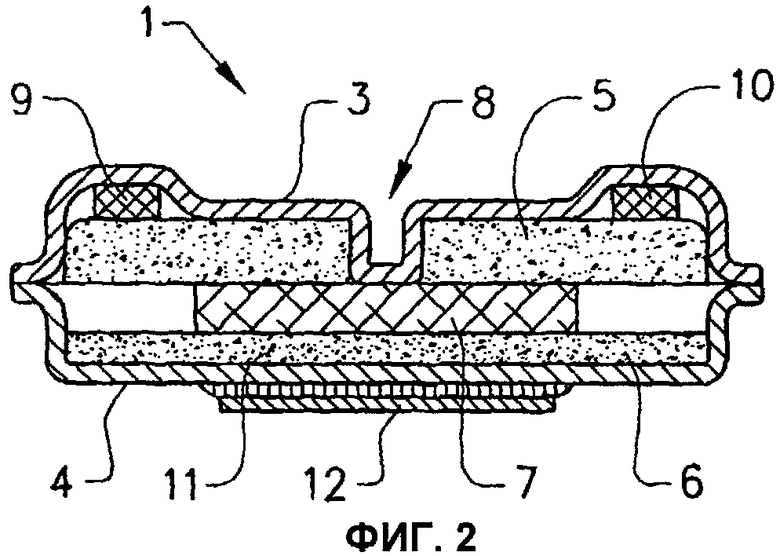
фиг.2 представляет собой сечение по линии II-II на фиг.1;
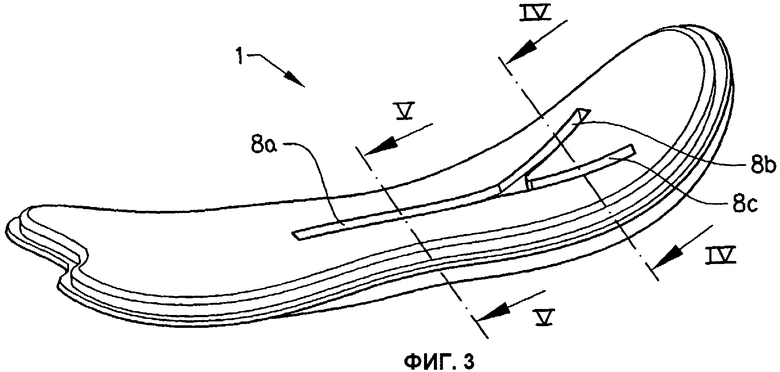
фиг.3 схематически показывает вид в перспективе поглощающего изделия по фиг.1 с эластичными элементами в стянутом состоянии;
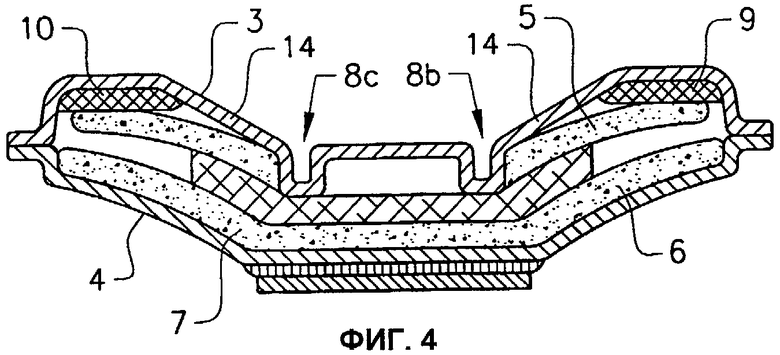
фиг.4 представляет собой сечение по линии IV-IV на фиг.3;
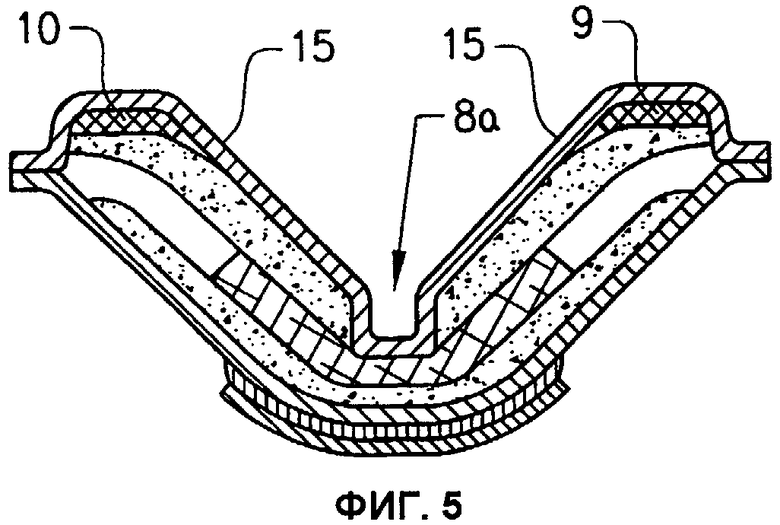
фиг.5 представляет собой сечение по линии V-V на фиг.3;
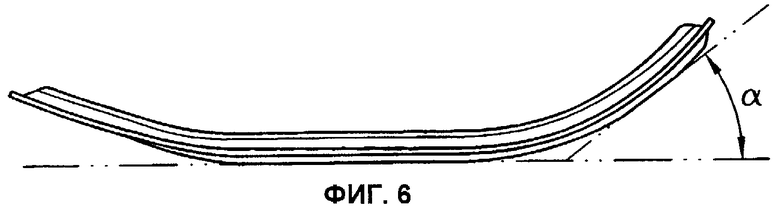
фиг.6 представляет собой схематический вид сбоку изделия по фиг.3;
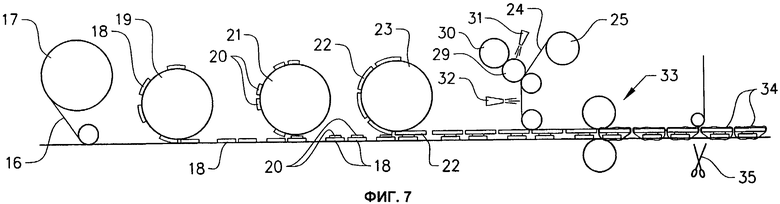
фиг.7 показывает схематически на виде сбоку производственную линию для изготовления поглощающих изделий в соответствии с предпочтительным вариантом осуществления способа;
фиг.8 схематически показывает вид в плане производственной линии по фиг.1;
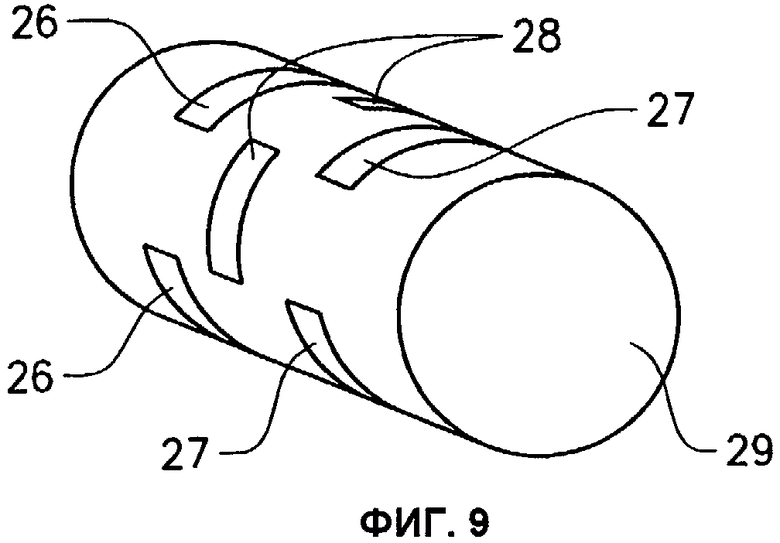
фиг.9 схематически показывает элемент устройства для укладки эластичных элементов; и
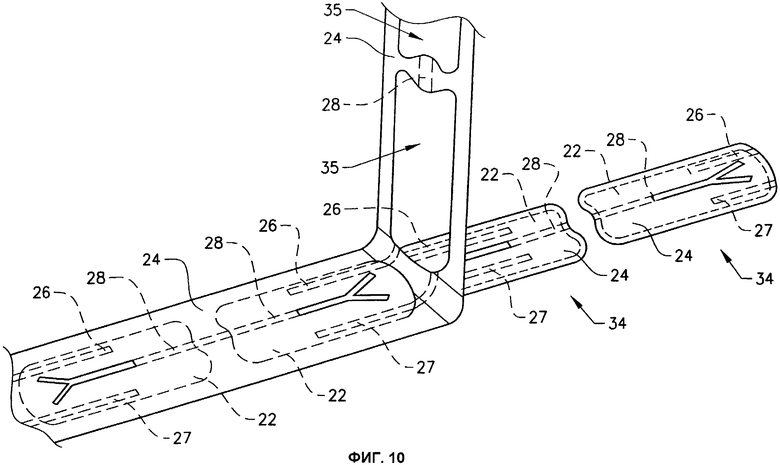
фиг.10 схематически показывает непрерывную ленту материала, идущего в отходы.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Фиг.1 и 2 показывают поглощающее изделие 1 в виде защитного изделия для женщин, страдающих легкой формой недержания, в плоском состоянии, то есть в состоянии, в каком подобные изделия удерживаются во время их изготовления. Изделие 1 состоит из поглощающего тела или сердцевины 2, заключенной между верхним листом 3 и задним листом 4. Верхний лист 3 и задний лист 4 проходят за поглощающую сердцевину 2 вокруг всей ее периферии и прикреплены друг к другу на участках, выступающих за сердцевину.
Поглощающая сердцевина 2 состоит из трех слоев: верхнего поглощающего слоя 5, ближайшего к верхнему листу, нижнего поглощающего слоя 6, дистального по отношению к верхнему листу, и принимающего слоя 7, расположенного между верхним и нижним поглощающими слоями. Сквозное отверстие 8, имеющее Y-образную форму, выполнено в верхнем поглощающем слое 5. Центральная ножка указанной [формы] Y проходит вдоль продольной оси А-А изделия, а ножки указанной [формы] Y, расходящиеся от указанной центральной ножки, расположены ближе к переднему концу изделия, то есть к верхнему концу на фиг.1, чем центральная ножка. Большая часть отверстия 8 расположена в передней половине изделия 1.
Две эластичные полоски 9 и 10 прикреплены в предварительно натянутом состоянии к противоположным продольным краям верхнего поглощающего слоя и проходят вдоль указанного отверстия 8 параллельно продольной оси А-А. Данные эластичные полоски проходят за отверстие 8 в продольном направлении, по меньшей мере, в передней части изделия, в которой эластичные полоски 9, 10 проходят до границы переднего концевого края изделия 1. Верхний лист 3 прикреплен к данным эластичным полоскам 9, 10, а также к нижней части отверстия 8, то есть к верхней стороне принимающего слоя 7.
Изделие 1 также содержит слой клея 11 для прикрепления изделия с возможностью отсоединения к внутренней стороне пары трусов и съемный слой 12, защищающий слой клея перед использованием.
Изделие 1 также содержит третью эластичную полоску 13, проходящую вдоль продольной оси А-А от задней концевой части отверстия 8 до границы заднего конца изделия.
Принимающий слой 7 проходит за отверстие 8 как в продольном направлении, так и в боковом направлении. Нижний поглощающий слой 6 имеет большую протяженность по сравнению с принимающим слоем как в продольном направлении, так и в боковом направлении, но является более коротким по сравнению с верхним поглощающим слоем 5 в продольном направлении, так что верхний поглощающий слой 5 представляет собой единственный слой поглощающей сердцевины в задней концевой части поглощающей сердцевины.
Фиг.3 представляет собой схематический вид в перспективе изделия 1 после того, как была обеспечена возможность стягивания предварительно натянутых эластичных полосок 9, 10 и 13 после изготовления изделия. Как очевидно из фиг.3, передняя часть изделия оказывается поднятой над остальной его частью вследствие стягивания, то есть укорачивания, эластичных полосок 9 и 10. Кроме того, части поглощающей сердцевины, расположенные сбоку от отверстия 8, будут загнуты вверх, при этом каналы 8а, 8b и 8с в верхнем поглощающем слое, образованные отверстием 8, служат в качестве линий сгиба. Посредством этого чашеобразная форма образуется как в передней части изделия, содержащей каналы 8b и 8с, так и в средней части, содержащей канал 8а. В передней части треугольная, по существу плоская часть, см. фиг.4, имеется в зоне между расходящимися ответвлениями 8b и 8c Y-образного отверстия 8 и образует «дно» чаши. Участки передней части поглощающей сердцевины, расположенные сбоку от ответвлений или каналов 8b и 8с, образуют стенки 14 чаши в передней части. Данные участки имеют треугольную конфигурацию, при этом их вершины направлены вперед, то есть в противоположном направлении по отношению к вершине дна чаши. В средней части, см. фиг.5, чашеобразная форма имеет форму желоба. Стенки 15 в желобовидной чаше в средней части изделия имеют большую высоту, чем стенки 14 на переднем участке передней части изделия, и, следовательно, изделие будет более широким в данной передней части, чем в средней части. За задним концом канала 8а в средней части высота стенок 15 будет быстро уменьшаться, так что задняя часть изделия будет по существу плоской.
Таким образом, в средней части изделия, содержащей канал 8а, изделие будет более узким, чем в его передней и задней частях, как схематически показано на фиг.3.
В задней концевой части изделия 1 стягивание эластичной полоски 13 придает концевой части слегка изогнутую вверх конфигурацию.
На фиг.6 показан вид сбоку изделия 1 согласно фиг.3. Как очевидно из данной фигуры, большая часть изгибания поглощающей сердцевины в продольном направлении, обусловленного стягиванием эластичных полосок 9, 10, имеет место в зоне, расположенной в продольном направлении вокруг точки, где пересекаются три ответвления отверстия 8. Зона, содержащая «дно» чаши, образованной в передней части, будет оставаться по существу плоской, как и зона, содержащая центральное ответвление 8а отверстия 8. При размещении последней зоны на горизонтальной плоскости, как на фиг.6, может быть образован угол α между вышеупомянутыми двумя зонами вдоль их продольной оси симметрии. Величина данного угла будет зависеть от сил стягивания предварительно натянутых эластичных полосок 9, 10. Применительно к настоящему изобретению стягивающие силы должны быть настолько большими, чтобы угол α был больше 30 градусов.
Защитные изделия, используемые при недержании, гигиенические прокладки и тому подобные изделия обычно упаковывают в сложенном и плоском состоянии. В случае известных изделий данного вида с эластичными элементами, предусмотренными снаружи поглощающей сердцевины, пользователь обычно должен вручную образовать чашеобразную форму изделия, которая затем сохраняется посредством эластичных элементов. Когда изделие 1 извлекают из упаковки, оно само принимает конфигурацию, схематически показанную на фиг.3-6, и, таким образом, изделие будет готово для применения непосредственно после извлечения из его упаковки. Кроме того, конфигурация изделия 1 очень хорошо «подогнана» для женского тела, и кривизна изделия также четко показывает пользователю, как изделие должно быть размещено относительно тела. Большая ширина изделия в передней части способствует удерживанию используемого изделия на месте, так что оно не будет смещаться назад из-за движений пользователя.
Размещение эластичных полосок на поглощающей сердцевине и прикрепление эластичных полосок к поглощающей сердцевине обеспечивают удерживание сердцевины ближе к телу пользователя по сравнению с аналогичными изделиями, имеющими эластичные элементы, расположенные снаружи поглощающей сердцевины. Кроме того, прикрепление верхнего листа 3 к низу отверстия 8 предотвращает отход верхнего листа от поверхности поглощающей сердцевины во время загибания вверх стенок чаш. Таким образом, материал верхнего листа в центре, то есть в зоне смачивания, будет удерживаться на расстоянии от тела пользователя в чаше, образованной в передней и средней частях, так что уменьшается риск того, что мокрая поверхность будет контактировать с телом пользователя.
В состоянии применения изделия 1 эластичная полоска 13 будет способствовать удерживанию задней части изделия у тела пользователя между ягодицами пользователя. В той части изделия, которая при использовании должна быть расположена между ягодицами пользователя, поглощающая сердцевина содержит только верхний поглощающий слой. Следовательно, поглощающая сердцевина может легко деформироваться для повторения формы ягодиц.
Проницаемый для жидкостей, верхний лист 3 может быть выполнен из любого материала, используемого в качестве материала верхнего листа для поглощающих изделий, таких как гигиенические прокладки, подгузники и защитные изделия, используемые при недержании. Он может представлять собой, например, нетканый материал, перфорированную пластиковую пленку или ламинат из двух или более слоев. Предпочтительно верхний лист выполнен из гидрофобного материала. В варианте осуществления, описанном выше, верхний лист прикреплен к эластичным полосками 9, 10, а также к низу отверстия, но, само собой разумеется, существует возможность прикрепления верхнего листа также к верхнему поглощающему слою. Такое крепление должно быть проницаемым для жидкостей и может быть выполнено посредством использования проницаемого для жидкостей клея или рисунка из пятен или узких полосок клея.
Эластичная полоска 9, 10 и 13 может быть изготовлена из эластичного материала разных видов, например из эластичного вспененного материала, но также может состоять из полоски эластичного материала, такой как резиновая лента, полиуретановая полоска, полоска из эластичного нетканого материала или из нескольких нитей эластичного материала, присоединенных путем ламинирования к одному или двум слоям неэластичного материала, такого как нетканые материалы. Пригодной эластичной полоской является эластичный вспененный материал от компании CALLIGEN FOAM Ltd, Англия, продаваемый под торговым наименованием Elastic Foam XD4100AS. Для распределения упругой силы, создаваемой предварительно натянутыми полосками 9, 10, на сравнительно большой площади верхнего поглощающего слоя так, чтобы при этом созданные чаши оставались по существу не закрытыми, ширина каждой полоски должна составлять 10-20% от ширины изделия.
Под эластичным материалом в данной заявке понимается материал, который восстанавливается, по меньшей мере, на 10%, предпочтительно, по меньшей мере, на 25% после удлинения.
Верхний поглощающий слой 5 может состоять из любого известного поглощающего материала, используемого для поглощающих изделий, таких как гигиенические прокладки, подгузники и защитные изделия, используемые при недержании. Он может состоять из вспушенной измельченной целлюлозы, предпочтительно смешанной с частицами со сверхвысокой поглощающей способностью (SAP). Одним примером материала, пригодного для верхнего поглощающего слоя, является целлюлоза, смешанная с приблизительно 25% частиц со сверхвысокой поглощающей способностью от компании BASF, Ludwigshafen, Германия, продаваемых под торговым наименованием В7160. Смесь вспушенной измельченной целлюлозы и частиц со сверхвысокой поглощающей способностью предпочтительно имеет плотность от 0,085 до 0,125 г/см3.
Принимающий материал 7 может состоять из любого материала, используемого в качестве принимающего материала для поглощающих изделий, таких как гигиенические прокладки, подгузники и защитные изделия, используемые при недержании. Он представляет собой открытопористый материал, который будет легко пропускать принятую жидкость в нижерасположенный нижний поглощающий слой. Кроме того, он не должен сплющиваться после приема жидкости, но должен оставаться открытопористым. Пригодным материалом для принимающего слоя является гидрофобная набивка из нетканого материала, поставляемого компанией Libeltex, Бельгия, имеющего торговое наименование Dry Web T23W.
Нижний поглощающий слой 6 может состоять из материала, аналогичного материалу в верхнем поглощающем слое. Однако капилляры в нижнем поглощающем слое предпочтительно должны быть меньше, чем в верхнем поглощающем слое, с тем, чтобы жидкость, временно удерживаемая в принимающем слое, сначала всасывалась нижним поглощающим слоем. Посредством этого большая часть жидкости, выделенной пользователем изделия, будет удерживаться в нижнем поглощающем слое, и только небольшое количество жидкости будет поглощаться и удерживаться в верхнем поглощающем слое. Пригодным материалом для нижнего поглощающего слоя является целлюлоза, смешанная с приблизительно 35% частиц со сверхвысокой поглощающей способностью такого же или аналогичного качества, как для верхнего поглощающего слоя.
Кроме того, основной функцией частиц со сверхвысокой поглощающей способностью в нижнем слое 6 является повышение способности данного слоя к удерживанию жидкости, в то время как основной функцией возможных частиц со сверхвысокой поглощающей способностью в верхнем слое 5 является предотвращение повторного смачивания жидкостью, поглощенной в данном слое, если изделие сжимается под действием внешних сил во время использования, например когда пользователь едет на велосипеде. Таким образом, частицы со сверхвысокой поглощающей способностью в верхнем поглощающем слое предпочтительно будут представлять собой частицы другого типа, отличающиеся от частиц со сверхвысокой поглощающей способностью, используемых в нижнем поглощающем слое, но могут представлять собой частицы того же качества в меньшей концентрации.
Задний лист может быть выполнен из любого материала, используемого в качестве заднего листа в поглощающих изделиях, таких как гигиенические прокладки, подгузники и защитные изделия, используемые при недержании. Он может состоять, например, из пластиковой пленки, не проницаемого для жидкостей, нетканого материала, содержащего один или несколько слоев, или из ламината из пластиковой пленки и нетканого материала. Предпочтительно может быть использован паропроницаемый материал.
Как указано выше, стягивающие силы, создаваемые предварительно натянутыми эластичными полосками 9, 10, должны быть настолько большими, чтобы угол α (см. фиг.6) был больше 30 градусов. Таким образом, требуемые силы зависят от размера изделия, и материалов, и толщины разных слоев в поглощающей сердцевине, и, следовательно, их невозможно легко определить. Тем не менее, угол α хорошо подходит для задания требуемого предварительного натяжения.
Кроме того, поглощающая сердцевина должна иметь такую жесткость и прочность, чтобы форма изделия, описанного со ссылкой на фиг.3-6, была получена без локального разрыва или локальной дезинтеграции в любом из слоев, образующих поглощающую сердцевину. Верхний и нижний поглощающие слои обычно имеют требуемую прочность и жесткость и не создают никакой проблемы в данном отношении. Если существует опасность того, что произойдет локальное разрушение или дезинтеграция, целостность различных слоев может быть обеспечена посредством вставки придающего жесткость элемента между нижним поглощающим слоем и задним листом. Подобный придающий жесткость элемент может состоять из пластикового листа с линиями сгиба или без линий сгиба, гидрофобного нетканого материала, бумажного материала с гидрофобной поверхностью и т.д.
Y-образная форма отверстия 8 может быть изменена для создания желательной чашеобразной формы в передней и средней частях изделия путем изменения угла между расходящимися ножками 8b, 8с [формы] Y и путем варьирования относительной длины различных ножек [формы] Y. Кроме того, можно изменять ширину ножек (ответвлений). Тем не менее, внешний угол между ответвлением 8а и соответствующими ответвлениями 8b, 8с всегда должен быть больше 90 градусов.
Как указано выше, ответвления отверстия 8 служат в качестве линий сгиба для поглощающей сердцевины. Таким образом, средняя часть изделия, расположенная при использовании между бедрами пользователя, может легко повторять движения бедер только за счет изменения угла сгиба относительно края ответвления 8а без деформирования поглощающей сердцевины. Эластичные полоски 9, 10 обеспечивают смещение стенок желобовидной чаши в средней части изделия в положение, показанное на фиг.3-6, когда изделие не подвергается воздействию внешних сил.
На фиг.7 и 8 схематически показана производственная линия в соответствии с предпочтительным вариантом осуществления способа изготовления поглощающих изделий.
Холст 16 материала заднего листа стягивают с подающего барабана 17 и укладывают на конвейер. После этого ряд поглощающих сердцевин укладывают на холст 16. Поглощающие сердцевины изделий включают в себя нижний поглощающий слой 18, который укладывают на холст 16 с помощью передаточного барабана 19, принимающий слой 20, который укладывают на нижний поглощающий слой 18 с помощью передаточного барабана 21, и верхний поглощающий слой 22, который укладывают на принимающий слой 20 с помощью передаточного барабана 23. В способе по изобретению поглощающие сердцевины укладывают в ряд таким образом, чтобы передние концы поглощающих сердцевин были обращены друг к другу так же, как и задние концы. Таким образом, в ряде поглощающих сердцевин, уложенных на холст 16, каждая вторая поглощающая сердцевина повернута на 180 градусов относительно соседней поглощающей сердцевины. Как очевидно из фиг.1, нижний поглощающий слой и принимающий слой не расположены симметрично в продольном направлении в изготовленном изделии, но основная часть их протяженности находится в передней части изделия. Это означает, что интервалы между отдельными слоями в ряде из данных слоев, уложенных на холст 16, будут различаться, при этом расстояние между соседними подобными слоями будет малым на их передних концах и большим на их задних концах. В производственной линии по настоящей заявке слои размещены на соответствующем передаточном барабане так, чтобы они были уложены с надлежащими промежутками на холст 16. Один способ обеспечения надлежащего размещения и конфигурации разных слоев в поглощающей сердцевине заключается в конструировании форм и выполнении расстояний между формами на соответствующем барабане для образования мата так, чтобы у образованных слоев, поданных на передаточный барабан, передние концы были обращены (повернуты) друг к другу и расположены с надлежащими промежутками друг относительно друга. Для простоты подобные барабаны для образования мата не показаны на фиг.1.
Если поглощающий слой должен быть уложен на холст материала верхнего листа вместо холста материала заднего листа, слои в поглощающей сердцевине, само собой разумеется, будут уложены в обратном порядке. Таким образом, порядок наложения слоев многослойной поглощающей сердцевины может варьироваться.
Следовательно, после укладки ряда поглощающих сердцевин, содержащих слои 18, 20, 22, на холст 16 так, чтобы их передние концы и задние концы были обращены (повернуты) друг к другу, холст 24 материала верхнего листа с подающего барабана 25 укладывают на холст 16 и ряд поглощающих сердцевин, размещенных на нем. Перед сближением холста 24 материала верхнего листа с холстом 16 ряды предварительно натянутых эластичных полосок прикрепляют к холсту 24. Предпочтительно это может быть выполнено посредством наложения эластичных полосок 26-28 с ролика 29, схематически показанного на фиг.9, под давлением на холст 24. Ролик 29 обеспечивает захват полосок с подающего ролика 30, на котором намотаны полоски, натяжение полосок и удерживание натянутых полосок посредством низкого давления во время перемещения с подающего ролика 30 на холст 24 материала верхнего листа. Таким образом, один ряд центрально расположенных, предварительно натянутых эластичных полосок 28 и два ряда предварительно натянутых эластичных полосок 26, 27, которые расположены в боковом направлении на одинаковых расстояниях от осевой линии холста 24, прикрепляют к нему. Расположение полосок 26, 27 в боковом направлении таково, что данные полоски будут расположены над боковыми краевыми частями поглощающей сердцевины в передней части изготовленных изделий. Устройство для укладки также включает в себя режущее устройство (не показано) для отрезания полосок, подаваемых с подающего ролика, когда удлиненные полоски заданной длины удерживаются роликом 29. Устройство 31 для нанесения клея на полоски 26-28 также показано на фиг.7. Однако подобное устройство может вместо этого наносить узкие полоски клея на холст 24 перед поджимом полосок 26-28 к данному холсту.
Холст 24 проходит мимо устройства 32 для нанесения клея на нижнюю сторону полосок 26-28, то есть сторону, противоположную по отношению к их стороне, прикрепленной к холсту 24, перед сближением его с холстом 16 и рядом поглощающих сердцевин, уложенных на него. В описанном варианте осуществления устройство 32 наносит клей также на холст 24 материала верхнего листа помимо нижних сторон полосок 26-28.
Композиционные холсты 16, 24 с поглощающими сердцевинами, расположенными между ними, затем проходят через сжимающее устройство 33, в котором холст 24 прижимается к верхней стороне поглощающих сердцевин, и холсты 16, 24 прижимаются друг к другу в зонах снаружи поглощающих сердцевин. Кроме того, холст 24 материала верхнего листа вдавливается в Y-образные отверстия в верхнем слое 22 поглощающих сердцевин так, что верхний лист в изготовленных изделиях будет прикреплен к низу данных отверстий. Для выполнения этого верхний ролик сжимающего устройства 33 профилирован соответствующим образом.
После прохода холстов 16, 24 через сжимающее устройство 33 образуется холст из соединенных заготовок изделий. Затем отдельные поглощающие изделия 34 вырезают из холста соединенных заготовок изделий посредством режущего устройства 35, вырезающего контур каждого отдельного изделия. По меньшей мере, один из холстов 16, 24 и предпочтительно оба холста имеют такую ширину, что после вырезания контуров отдельных изделий материал, идущий в отходы, будет образовывать непрерывную ленту материала, идущего в отходы, как показано на фиг.9 и схематически показано на фиг.10, на которой также имеется расстояние между изделиями, вырезанными из холста из соединенных заготовок изделий. Таким образом, лента из материала, идущего в отходы, будет содержать оставшиеся части холстов 16, 24 и части эластичных полосок 26-28, остающиеся между холстами 16, 24 в их частях, расположенных между отверстиями 35 из ряда, имеющими контур вырезанных изделий 34.
После изготовления поглощающие изделия упаковывают. Упаковывание может включать в себя загибание сначала задней трети изделия на среднюю часть и последующее загибание передней трети поверх загнутой внутрь задней части.
Все компоненты в производственной линии, описанной со ссылкой на фиг.7-9, сами по себе известны специалисту, и их дополнительное описание не требуется.
Способ был описан применительно к изготовлению защитных изделий одноразового использования, используемых при недержании, предназначенных для женщин, страдающих легкой формой недержания, но, само собой разумеется, также может быть использован для других типов поглощающих изделий одноразового использования, таких как подгузники, гигиенические прокладки и тому подобное. Если способ используется для изделий, предназначенных для крепления к внутренней стороне трусов, клейкое покрытие и слой съемного материала, закрывающий покрытие, наносят на нижнюю сторону холста 16 материала заднего листа, предпочтительно непосредственно перед тем, как холст из соединенных заготовок изделий дойдет до режущего устройства.
Само собой разумеется, описанный вариант осуществления может быть модифицирован в нескольких отношениях без отхода от объема изобретения. Например, нижний поглощающий слой может иметь такую же форму, как верхний поглощающий слой, и принимающий слой может иметь большую протяженность. Эластичная полоска 13, 28 в задней части изделия может быть исключена. Предварительное натяжение полоски можно изменять таким образом, чтобы предварительное натяжение задней эластичной полоски 13, 28 было меньше или больше, чем предварительное натяжение полосок 9, 10, 26, 27. Слой 11 клея необязательно должен быть однородным, но может состоять из нескольких узких полосок клея или рисунка из клея. Также существует возможность замены данного слоя клея фрикционным материалом или материалом типа крючков. Эластичные полоски необязательно должны быть проницаемыми для жидкостей, даже если это предпочтительно, и, таким образом, клей, используемый для крепления данных полосок к верхнему листу и верхнему поглощающему слою, необязательно должен быть проницаемым для жидкостей, даже если это предпочтительно. Если термопластичные волокна имеются в верхнем поглощающем слое, прикрепление данного слоя к эластичным полоскам может быть осуществлено посредством сварки с помощью устройства для ультразвуковой сварки или других устройств для термосварки. Форма изделия также может отличаться. Разные слои в поглощающих сердцевинах могут быть сведены вместе (соединены) до того, как они будут поданы на холст материала заднего листа. Поглощающие сердцевины могут быть уложены на холст материала верхнего листа вместо холста материала заднего листа, при этом в данном случае ряды эластичных полосок прикрепляют к холсту материала верхнего листа до укладки поглощающих сердцевин на него. Компоненты в производственной линии могут иметь конструкцию, отличающуюся от конструкции описанных компонентов, например разные поглощающие слои могут быть поданы непосредственно с барабанов для образования матов. Следовательно, объем защиты не должен быть ограничен описанными вариантами осуществления, но должен определяться приложенной формулой изобретения.

Изобретение относится к способу изготовления поглощающих изделий и поглощающему изделию, имеющему поглощающую сердцевину, заключенную между покрывающими листами, и эластичные элементы, расположенные в передней части и/или задней части изделия. Способ включает в себя операции укладки ряда поглощающих сердцевин на первом холсте покрывающего материала, перемещающемся в направлении движения заготовок в машине, наложения второго холста покрывающего материала на холст, содержащий ряд поглощающих сердцевин, наложения эластичных элементов на один из указанных холстов до его контакта с указанным рядом поглощающих сердцевин, образуя тем самым ряд соединенных заготовок поглощающих изделий, и вырезания после этого отдельных поглощающих изделий из ряда заготовок изделий. В соответствии с изобретением соответствующие эластичные элементы накладывают на один из указанных холстов так, что эластичные элементы, имеющие длину в продольном направлении, соответствующую удвоенной длине соответствующего эластичного элемента в передней и/или задней части изделия и расстоянию между соседними отдельными поглощающими изделиями, вырезаемыми из ряда заготовок изделий. Изобретение позволяет упростить укладку эластичных элементов поглощающих изделий. 2 н. и 6 з.п. ф-лы, 10 ил.
1. Способ изготовления поглощающих изделий, имеющих поглощающую сердцевину, заключенную между покрывающими листами, и эластичные элементы, расположенные в передней части и/или задней части изделия, включающий в себя операции укладки ряда поглощающих сердцевин на первом холсте покрывающего материала, перемещающемся в направлении движения заготовок в машине, при этом продольное направление сердцевин соответствует направлению движения заготовок в машине, в результате чего поглощающие сердцевины укладывают на первый холст передняя часть к передней части и задняя часть к задней части, наложения второго холста покрывающего материала на холст, содержащий ряд поглощающих сердцевин, наложения эластичных элементов на один из указанных холстов до его контакта с указанным рядом поглощающих сердцевин, образуя тем самым ряд соединенных заготовок поглощающих изделий, и вырезания после этого отдельных поглощающих изделий из ряда заготовок изделий, отличающийся тем, что ряды эластичных элементов накладывают на один из указанных холстов так, что эластичные элементы, имеющие длину в продольном направлении, соответствующую удвоенной длине соответствующего эластичного элемента в передней и/или задней части изделия и расстоянию между соседними отдельными поглощающими изделиями, вырезаемыми из ряда заготовок изделий, накладывают поверх двух следующих друг с другом поглощающих сердцевин, при этом эластичные элементы накладывают на один из указанных холстов в местах, соответствующих противоположным боковым сторонам передней части каждой поглощающей сердцевины.
2. Способ по п.1, в котором указанный первый холст покрывающего материала представляет собой холст материала заднего листа и указанные эластичные элементы накладывают на второй холст покрывающего материала, при этом указанный второй холст покрывающего материала представляет собой холст материала верхнего листа.
3. Способ по п.1, в котором указанный второй холст покрывающего материала представляет собой холст материала заднего листа и указанные эластичные элементы накладывают на первый холст покрывающего материала, при этом указанный первый холст покрывающего материала представляет собой холст материала верхнего листа.
4. Способ по пп.1, 2 или 3, в котором эластичный элемент накладывают на холст материала верхнего листа в месте, соответствующем задней части каждой поглощающей сердцевины, и вытягивают вдоль продольной оси указанного холста.
5. Способ по п.1, в котором каждый эластичный элемент вытянут прямолинейно.
6. Способ по пп.1, 2 или 3, в котором эластичные элементы прикрепляют к участкам боковых сторон поглощающих сердцевин.
7. Поглощающее изделие, изготовленное способом по п.1 и имеющее поглощающую сердцевину, заключенную между покрывающими листами, и эластичные элементы, расположенные в передней части и/или задней части изделия, отличающееся тем, что эластичные элементы в передней части изделия проходят до границы переднего конца изделия и прикреплены к участкам противоположных боковых сторон поглощающей сердцевины.
8. Поглощающее изделие по п.7, в котором эластичный элемент проходит вдоль продольной оси симметрии в задней части изделия.
| WO 9844882 A1, 15.10.1998 | |||
| БОЙНО-ДОСТАВОЧНЫЙ ИСПОЛНИТЕЛЬНЫЙ ОРГАН | 0 |
|
SU213742A1 |
| УСТРОЙСТВО для ОПРЕДЕЛЕНИЯ ВЫНОСНОГО ЦЕНТРА | 0 |
|
SU236032A1 |
| US 4578133 А, 25.03.1986. | |||

