ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу изготовления трубного соединения для соединения труб, например, используемых для защиты электрического провода или кабеля, и так далее, устройству изготовления трубного соединения и трубному соединению.
УРОВЕНЬ ТЕХНИКИ
Традиционно, труба использовалась для защиты электрического провода или кабеля, и так далее. Если эта труба проложена под землей, то ее соединительная часть обязательно должна обеспечивать водонепроницаемое свойство. Поэтому трубное соединение, используемое для соединения труб, обязательно должно обладать водонепроницаемостью.
Что касается этого трубного соединения, например, известно трубное соединение, у которого разбухающий в воде лист прикреплен к поверхности, облицовывающей трубу в соединительной части трубы (Патентный Документ 1).
В дополнение, известен способ изготовления трубного соединения, при котором после размещения разбухающего в воде листа на внутренней круговой поверхности заранее отформованного цилиндрического корпусного элемента запрессовывают центральный элемент в корпусной элемент наряду с вращением центрального элемента и фиксируют разбухающий в воде лист в корпусном элементе клеящим компонентом, размещенным на внутренней круговой поверхности, и так далее, корпусного элемента (Патентный Документ 2).
Патентный Документ 1: публикация заявки на патент Японии № 2003-278973.
Патентный Документ 2: публикация патента Японии № 3678742.
ПРОБЛЕМА, НА РЕШЕНИЕ КОТОРОЙ НАПРАВЛЕНО ИЗОБРЕТЕНИЕ
Однако трубное соединение, описанное в патентном Документе 1, вызывает разброс в качестве, без сомнения, вследствие прикрепления разбухающего в воде листа на внутренней круговой поверхности корпусного элемента с помощью рабочей силы. Особенно в случае, подобном корпусному элементу, имеющему винтовую канавку, необходимо прикреплять разбухающий в воде лист вдоль винтовой канавки, поэтому работа является трудной. Более того, в силу этого есть вероятность дефекта прикрепления или утечки воды из соединительной части и так далее.
Кроме того, способ изготовления трубного соединения, описанный в Патентном Документе 2, делает изготовление трубного соединения легким, но вследствие запрессовки центрального элемента в корпусной элемент, прижимное усилие для прижимания разбухающего в воде листа к внутренней круговой поверхности корпусной детали не может изменяться. То есть, в этом способе изготовления, прижимное усилие разбухающего в воде листа определяется, единственным неизменным образом, наружным диаметром центрального элемента, внутренним диаметром корпусного элемента и толщиной разбухающего в воде листа. Поэтому оно находится под влиянием отклонения размера или изменения формы корпусного элемента, отклонения толщины разбухающего в воде листа и так далее. Следовательно, прижимное усилие разбухающего в воде листа изменяется, и качество не может быть стабильным. Более того, способ запрессовки центрального элемента в корпусную деталь, подобный этому, не может приспосабливаться к изменению конструкции, подобному изменению материала или толщины, и так далее, у разбухающего в воде листа, и необходимо вновь устанавливать центральный элемент.
Более того, для изменения прижимного усилия, необходим каждый из центральных элементов, имеющий разные наружные размеры. Поэтому, когда используются разбухающие в воде листы, имеющие разную толщину, должны быть подготовлены центральные элементы, имеющие разные размеры на основе толщина за толщиной. Более того, так как центральный элемент запрессовывается с оконечной части внутрь корпусного элемента, загибание кромок валиком и сползание разбухающего в воде листа легко происходят внутри корпусного элемента, и имеет место проблема качества.
Более того, особенно в случае, в котором корпусной элемент имеет винтовую канавку, для полного прижимания разбухающего в воде листа необходимо, чтобы вставка центрального элемента вовнутрь трубного соединения на длину, соответствующую длине листового элемента, сопровождалась вращением центрального элемента заданным количеством раз, которое требуется в соответствии с количеством шагов канавок тела трубы, а затем возвратом центрального элемента назад с обратным вращением центрального элемента такое же количество раз, как количество раз вращения во время вставки. Как результат, количество раз вращения для прижимания является меньшим в оконечной части, чем в начальной части вставки, на количество шагов винтовой канавки для перемещения, которое необходимо, чтобы был вставлен центральный элемент. Поэтому, как следствие, для обеспечения клеящего свойства в оконечной части вставки она будет стремиться прижимать в большей степени, чем необходимо. Более того, когда частота вращения центрального элемента увеличивается, листовой элемент не может прижиматься равномерно. Следовательно, скорости прикрепления трудно увеличиваться, и оно является непроизводительным. В дополнение, в случае, подобном трубе сильфонного типа, имеющей отдельную канавку у компоновки кольцевых канавок с равными интервалами, в этом способе изготовления, разбухающий в воде лист не может прикрепляться.
Настоящее изобретение сделано, принимая во внимание проблему, описанную выше, повышает производительность, может быть получено стабильное качество, и его цель состоит в том, чтобы предложить способ изготовления тела трубы, и так далее, который является допускающим легкое приспосабливание в случае, в котором изменяется толщина или материал водонепроницаемого листа, который должен быть прикреплен в трубном соединении, или стремится изменяться прижимное усилие для прижимания листа к телу трубы, и допускает сборку трубного соединения, имеющего отдельную канавку или канавку в форме гильзы на внутренней круговой поверхности тела трубы, а также винтовую канавку, или разнотипного трубного соединения.
СРЕДСТВО ДЛЯ РЕШЕНИЯ ПРОБЛЕМЫ
Для достижения цели, описанной выше, первым объектом изобретения является способ изготовления трубного соединения, включающий: для снабженного канавками тела трубы, содержащего имеющую винтовую форму канавку, непрерывно сформированную на теле трубы, или множество кольцевых канавок, сформированных по отдельности на теле трубы, вовнутрь снабженного канавками тела трубы, вдоль которого скомпонован листовой элемент по внутренней круговой поверхности тела трубы, введение прижимного тела, имеющего выпуклую часть в осевом направлении трубы, соответствующую форме канавки снабженной канавками трубы на поверхности снабженной канавками трубы, которая контактирует со снабженной канавками трубой через листовой элемент, введение в соприкосновение прижимного тела с листовым элементом и дополнительно вращение тела трубы наряду с прижиманием прижимного тела к внутренней круговой поверхности тела трубы с листовым элементом; приклеивание или обжимание листового элемента, скомпонованного на внутренней круговой поверхности снабженного канавками тела трубы, и сборку трубного соединения.
Здесь прижимное тело означает элемент, подобный центральной металлической части, для прижимания листового элемента к внутренней круговой поверхности тела трубы, и так далее. Более того, листовой элемент означает имеющий форму листа элемент со свойством расширения при впитывании воды, подобный разбухающему в воде листу, и так далее. Более того, тело трубы означает трубное соединение, которое должно быть собрано, и тело трубы, которое должно быть исходным элементом трубного соединения.
Когда листовой элемент скомпонован по внутренней круговой поверхности снабженного канавками тела трубы, листовой элемент может временно фиксироваться в, по меньшей мере, одном месте внутренней круговой поверхности тела трубы и компоноваться так, чтобы не перемещаться по отношению к внутренней круговой поверхности тела трубы.
В способе изготовления трубного соединения, описанном выше, вместо вращения снабженного канавками тела трубы может вращаться прижимное тело или оба, снабженное канавками тело трубы и прижимное тело. Более того, так как длине прижимного тела желательно быть длиной, на которой прижимное тело способно прижимать листовой элемент за один раз, длине прижимного тела желательно быть равной длине листового элемента, который должен прикрепляться к телу трубы, или длиннее, чем длина листового элемента, который должен прикрепляться к телу трубы, на длину перемещения прижимного тела во время прижимания. Если полная длина листового элемента может быть прижата за один раз, она способна приклеиваться или обжиматься с помощью вращения незначительное количество раз, равное одному или двум, трем (длина перемещения прижимного тела соответствует незначительному количеству раза вращения), посредством регулировки прижимного усилия, температуры и частоты вращения.
В способе изготовления трубного соединения, описанном выше, вместо снабженного канавками тела трубы может использоваться имеющее прямолинейную форму тело трубы, а вместо прижимного тела, имеющего выпуклую часть в осевом направлении трубы, контактирующую с таковой, также может использоваться прижимное тело, имеющее участок прямолинейной формы в осевом направлении трубы. Здесь прямолинейное тело трубы означает тело трубы, не имеющее выступов и впадин, подобных канавке, и так далее, на внутренней круговой поверхности, или тело трубы, не имеющее выступов и впадин в основной части внутренней круговой поверхности трубы.
Более того, листовой элемент, скомпонованный на внутренней круговой поверхности снабженного канавками тела трубы, может приклеиваться посредством нагревания, и так как адгезионная способность может больше улучшаться в случае приклеивания посредством нагревания, чем в случае приклеивания без нагревания, листовой элемент может быть применен легко и за короткое время. Листовой элемент также может прикрепляться к телу трубы обжиманием без использования адгезива. Например, листовой элемент из тканого полотна или нетканого полотна, включающего в себя разбухающие в воде волокна, смешанные с полиэстеровыми волокнами, и так далее, сжимаются нагретым прижимным телом. Это обеспечивает полиэстеровым волокнам возможность придавать пластичность и быть внедренными в полимер тела трубы, и листовой элемент и полимер тела трубы могут обжиматься. Здесь полиэстеровые волокна проявляют действие, подобное термоплавкому безрастворному адгезиву.
Таким образом, листовой элемент может прикрепляться к телу трубы путем приклеивания или обжатия, посредством прижимания. Конечно не только посредством нанесения адгезива на наружную поверхность листового элемента, но также посредством нагревания и сжимания разбухающего в воде листового элемента с полиэстеровыми волокнами листовой элемент может приклеиваться и обжиматься одновременно. В случае обжимания, полиэстеровые волокна, добавленные в листовой элемент, частично расплавляются и пластифицируются и приклеиваются расплавлением к полимеру тела трубы.
Таким образом, если полиэстеровые волокна, и так далее, добавлены в листовой элемент, когда листовой элемент освобождается от прижимания, листовой элемент стремится восстанавливать форму во время перед прижиманием до небольшой степени из формы, образованной в соответствии с формой внутренней круговой поверхности тела трубы во время прижимания. Однако, так как расплавленные полиэстеровые волокна обладают действием закрепления и удерживания листового элемента в некотором положении во время прижимания, добавление полиэстеровых волокон в листовой элемент также является эффективным в этом отношении.
Согласно первому изобретению, прижимное тело, прижимающее листовой элемент к телу трубы, вводится во внутреннюю круговую поверхность тела трубы без соприкосновения с листовым элементом, и так далее. Затем листовой элемент, скомпонованный на внутренней круговой поверхности снабженного канавками тела трубы так, чтобы не перемещаться, начинает прижиматься так, что скорость введения может быть увеличена. В дополнение, так как прижимное тело прижимает листовой элемент по всей длине к телу трубы, тело трубы может вращаться только незначительное количество раз, равное, по меньшей мере, одному или двум, трем. Дополнительно, может быть необходимо осуществлять вращение большее количество раз в зависимости от видов клеящих веществ и адгезионных условий. Более того, вследствие прижимания после вставки в тело трубы, не только для тела трубы, имеющего канавку винтовой формы или тела трубы, не имеющего канавки, но также для тела трубы, имеющего отдельную канавку компоновки круговых каналов с равными интервалами, листовой элемент может прикрепляться к внутренней круговой поверхности.
В дополнение, так как вставка прижимного тела и прижимание являются совершенно отдельными операциями, прижимное усилие может свободно регулироваться, и одно и то же прижимное тело может использоваться без операции замены прижимного тела даже в случае обращения с листовыми элементами с разными толщинами. Более того, если листовой элемент приклеивается нагреванием листового элемента или прижимного тела, листовой элемент может формоваться и приклеиваться легко и надежно, а время приклеивания уменьшается, так как может использоваться термоплавкий безрастворный адгезив. Посредством использования листового элемента, включающего в себя полиэстеровые волокна, имеющие свойство термокомпрессионного склеивания, тело трубы и листовой элемент могут обжиматься без использования адгезива.
В дополнение, согласно первому объекту изобретения, когда листовой элемент скомпонован на внутренней круговой поверхности снабженного канавками тела трубы, желательно, чтобы листовой элемент не перемещался по отношению к внутренней круговой поверхности снабженного канавками тела трубы. В этом случае, желательно осуществлять временную фиксацию адгезивом, хотя можно фиксировать средством фиксации, подобным штифту, и так далее. В случае фиксации средством фиксации, подобным штифту, и так далее, само собой разумеется, что необходимо удалять элемент фиксации, подобный штифту, и так далее, после завершения сборки трубного соединения. Дополнительно, в случае временной фиксации адгезивом, так как листовой элемент может делаться неподвижным, листовой элемент может временно фиксироваться в, по меньшей мере, одном месте внутренней круговой поверхности тела трубы. Таким образом, полный листовой элемент может временно фиксироваться, но необязательно обладать способностью осуществлять полную временную фиксацию, и частичная или полная временная фиксация могут быть выбраны надлежащим образом по необходимости.
В дополнение, если трубное соединение собирается только посредством склеивания, адгезив должен наноситься, с тем чтобы покрывать полную поверхность листового элемента. Однако, если трубное соединение собирается обжиманием, адгезив может быть нанесен в значительной мере, предоставляющей возможность временной фиксации. Более того, если трубное соединение собирается с использованием действий как склеивания, так и обжимания, адгезив должен наноситься на полную поверхность. Таким образом, способ нанесения адгезива может быть изменен в зависимости от способа изготовления трубного соединения.
Поэтому производительность и технологичность являются превосходными. Более того, только посредством изменения прижимного тела листовой элемент может прикрепляться к трубным соединениям обоих типов снабженной отдельными канавками трубы и снабженной винтовыми канавками трубы, и трубные соединения обоих типов могут собираться. К тому же, так как нет операции запрессовки и, таким образом, листовой элемент не загибает кромки валиком, и так далее, а прижимное усилие может регулироваться, может быть предложен способ изготовления трубного соединения, у которого может достигаться стабильное качество, даже если толщина или материалы листовых элементов являются разными.
Вторым объектом изобретения является способ изготовления трубного соединения, содержащий для снабженного канавками тела трубы, содержащего имеющую винтовую форму канавку, непрерывно сформированную на теле трубы, или множество кольцевых канавок, сформированных по отдельности на теле трубы, вовнутрь снабженного канавками тела трубы, вдоль которого скомпонован листовой элемент по внутренней круговой поверхности тела трубы, введение прижимного тела, имеющего выпуклую часть в осевом направлении трубы, соответствующую форме канавки снабженной канавками трубы на поверхности снабженной канавками трубы, которая контактирует со снабженной канавками трубой через листовой элемент, введение в соприкосновение прижимного тела с листовым элементом и дополнительно прижимание участка нахлеста листового элемента к внутренней круговой поверхности тела трубы прижимным телом и уменьшение толщины листового элемента участка нахлеста с приклеиванием или обжиманием участка нахлеста к внутренней круговой поверхности тела трубы, и затем вращение тела трубы наряду с прижиманием прижимного тела к внутренней круговой поверхности тела трубы с листовым элементом; приклеивание или обжимание листового элемента, скомпонованного на внутренней круговой поверхности снабженного канавками тела трубы, и сборку трубного соединения.
Когда листовой элемент скомпонован по внутренней круговой поверхности снабженного канавками тела трубы, листовой элемент может временно фиксироваться в, по меньшей мере, одном месте внутренней круговой поверхности тела трубы и компоноваться так, чтобы не перемещаться по отношению к внутренней круговой поверхности тела трубы, или участок нахлеста листового элемента может временно фиксироваться на внутренней круговой поверхности тела трубы. Конечно, в это время листовой элемент может фиксироваться на полной внутренней круговой поверхности тела трубы. Фиксация листового элемента в одном месте внутренней круговой поверхности тела трубы или фиксация листового элемента по всей внутренней круговой поверхности тела трубы может определяться надлежащим образом, принимая во внимание условия, подобные видам адгезивов или условиям прижимания листовых элементов, частоте вращения тела трубы, и так далее.
Во время вращения тела трубы наряду с прижиманием прижимного тела к внутренней круговой поверхности тела трубы по листовому элементу направление вращения тела трубы может быть направлением прижимного тела, не задирающим ступеньку, сформированную внутренним краем участка нахлеста. В дополнение, направление прижимного тела, не задирающее ступеньку, сформированную внутренним краем участка нахлеста, является направлением вращения снабженной винтовыми канавками трубы 3 в направлении Z на Фиг.10, описанной ниже.
При действии таким образом, кроме результата первого изобретения, толщина участка нахлеста может быть доведена до близкой к таковой у участков кроме участка нахлеста, и это обеспечивает возможность трубного соединения, легкого для использования. В особенности, когда листовой элемент временно фиксируется к внутренней части тела трубы, только часть листового элемента может временно фиксироваться к внутренней части тела трубы, или могут временно фиксироваться полная поверхность листового элемента и полная внутренняя круговая поверхность тела трубы. Может временно фиксироваться только часть листового элемента. Например, может временно фиксироваться только участок нахлеста.
Боле того, так как направление вращения тела трубы во время вращения тела трубы с прижиманием листового элемента к телу трубы является направлением, в котором участок нахлеста не подвергается загибанию кромок валиком, отсутствует вероятность, что листовой элемент подвергается загибанию кромок валиком, и так далее, во время прижимания.
Третьим изобретением является трубное соединение, собранное посредством способа изготовления трубного соединения, предложенного первым изобретением или вторым изобретением.
Согласно третьему изобретению, так как прижимное тело для прижимания листового элемента к телу трубы вводится во внутреннюю круговую поверхность тела трубы без соприкосновения с листовым элементом, и так далее, а затем начинает осуществлять прижимание, таким образом, нет последовательности операций запрессовки, дефект, подобный загибанию кромок листа валиком, и так далее, не возникает, и может обеспечиваться трубное соединение, имеющее стабильное качество.
Четвертое изобретение является устройством изготовления трубного соединения, способного к применению каждой из снабженной отдельными канавками трубы, снабженной винтовыми канавками трубы и имеющего линейную форму тела трубы, содержащим: прижимное тело для прижимания внутренней круговой поверхности тела трубы; средство перемещения для перемещения прижимного тела внутрь и наружу тела трубы; средство прижимания для прижимания прижимного тела к внутренней круговой поверхности тела трубы; средство вращения для вращения тела трубы и/или прижимного тела, при этом средство перемещения перемещает прижимное тело вовнутрь тела трубы, средство вращения вращает тело трубы и/или прижимное тело, в то время как средство прижимания прижимает прижимное тело к внутренней круговой поверхности тела трубы.
Тело трубы может иметь канавку на своей внутренней круговой поверхности, а прижимное тело может иметь выпуклый участок, соответствующий форме канавки. Более того, средство перемещения прикладывает силу к прижимному телу во время перемещения прижимного тела, и прижимное тело не подвергается прикладыванию силы средством перемещения во время вращения тела трубы. В дополнение, средство прижимания желательно должно быть способно к регулировке прижимного усилия к внутренней круговой поверхности тела трубы по необходимости.
Согласно четвертому изобретению, так как прижимное тело для прижимания листового элемента к телу трубы вводится во внутреннюю круговую поверхность тела трубы без соприкосновения с листовым элементом, и так далее, а затем начинает прижимание, скорость вставки может быть увеличена. Более того, длина прижимного тела может превышать длину листа на заданную длину, так что прижимное тело прижимает листовой элемент по всей длине к телу трубы. Посредством надлежащего выбора адгезива и условия прижимания и несмотря на то, что тело трубы может вращаться, по меньшей мере, один раз, тело трубы, по необходимости, может вращаться заданное количество раз.
Более того, вследствие прижимания после введения тела трубы, также для тела трубы, имеющего отдельную канавку компоновки кольцевых канавок с равными интервалами, листовой элемент может прикрепляться к внутренней круговой поверхности. В дополнение, так как вставка прижимного тела и прижимание являются совершенно отдельными операциями, прижимное усилие или величина прижимания могут свободно регулироваться, и одно и то же прижимное тело может использоваться даже в случае обращения с листовыми элементами, имеющими разные толщины, если форма канавки тела трубы постоянна.
Более того, когда листовой элемент скомпонован по всей внутренней круговой поверхности тела трубы и краевые участки листового элемента соединены впритык, соединенные впритык участки листового элемента становятся водяным каналом, и есть вероятность, что вода проникает через него, и для предотвращения этого краевые участки листового элемента могут соединяться с нахлестом. Посредством использования устройства изготовления по настоящему изобретению, после того, как листовой элемент соединен с нахлестом, и вначале, в таком положении, только этот соединенный с нахлестом участок прижимается прижимным телом. Наряду с тем, что толщина листового элемента соединенного с нахлестом участка формируется тонкой по форме у внутренней круговой поверхности тела трубы, листовой элемент прикрепляется к внутренней круговой поверхности тела трубы, а затем трубное соединение вращается. Поэтому полная окружность, включающая в себя участки кроме соединенного с нахлестом участка листового элемента, может формоваться в соответствии с внутренней круговой поверхностью тела трубы и прикрепляться. Таким образом, устройство изготовления трубного соединения по настоящему изобретению способно прижимать тело трубы без вращения и с вращением тела трубы к прижимному элементу в состоянии прижимания прижимного элемента к листовому элементу.
Следовательно, может быть создано устройство изготовления трубного соединения, у которого превосходная производительность, причем листовой элемент также может прикрепляться к снабженной отдельными канавками трубе, превосходная технологичность, а также, так как нет операции запрессовки, может достигаться стабильное качество.
РЕЗУЛЬТАТ ИЗОБРЕТЕНИЯ
Согласно настоящему изобретению создан способ изготовления трубного соединения, и так далее, производительность которого превосходна, обеспечивает стабильное качество, причем он способен к легкому приспосабливанию к случаю, в котором изменяется толщина листа гидравлического уплотнения, прикрепляемого к трубному соединению, или стремится измениться прижимное усилие для прижимания листа к телу трубы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
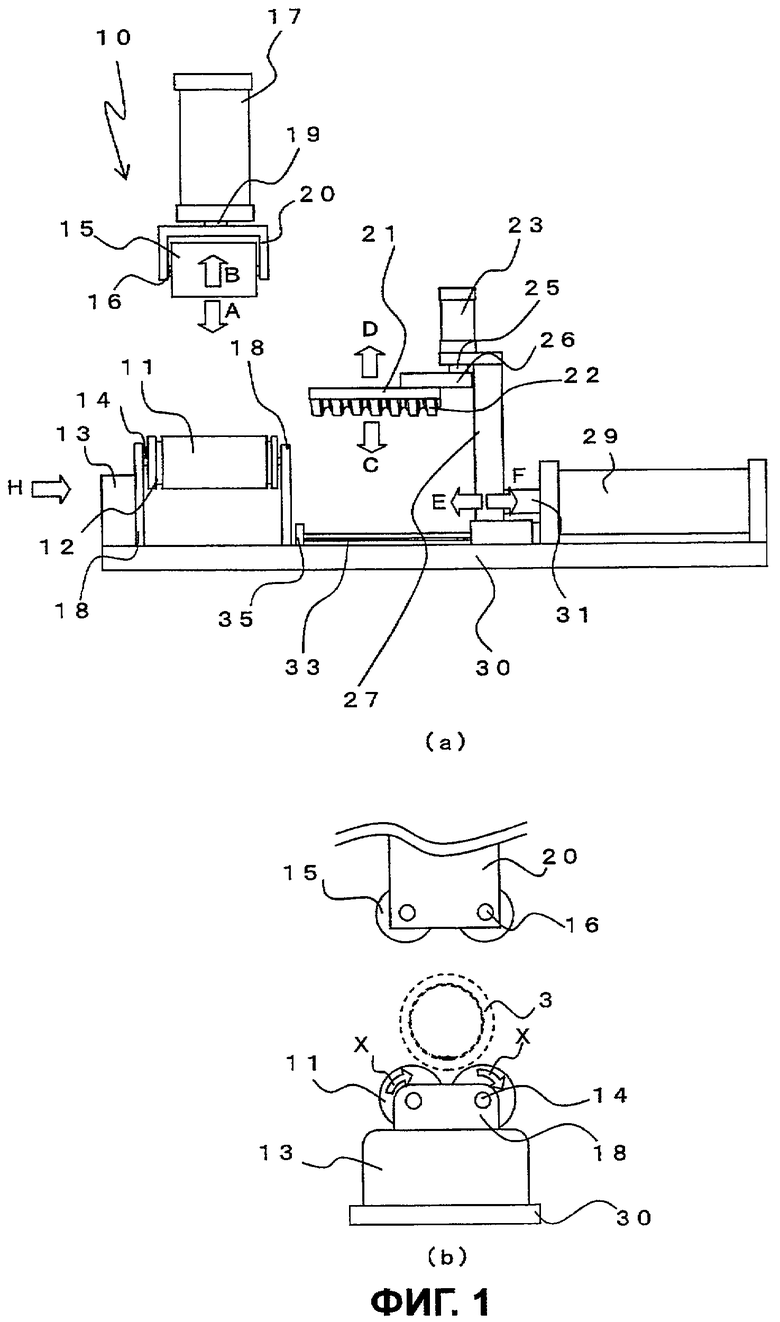
Фиг.1 - вид, показывающий устройство 10 изготовления трубного соединения: (a) - вид, показывающий строение устройства 10 изготовления трубного соединения, (b) - вид в направлении стрелки H вращающегося валика 11 и упорного валика 15.
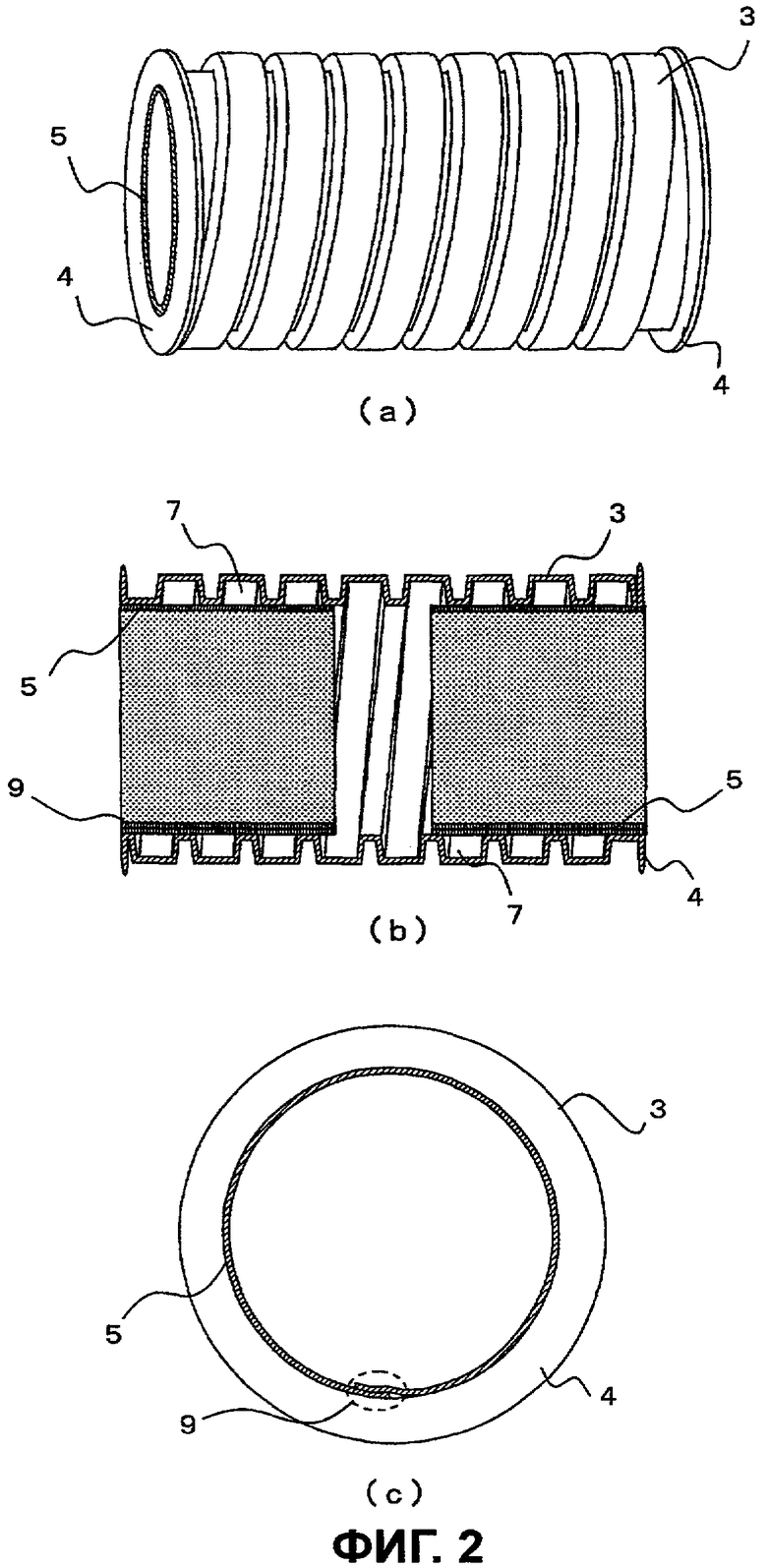
Фиг.2 - вид, показывающий состояние установки разбухающего в воде листа 5 в снабженной спиральными канавками трубе 3: (a) - вид в перспективе снабженной спиральными канавками трубы 3, (b) - вид в разрезе снабженной спиральными канавками трубы 3, (c) - вид, на котором снабженная спиральными канавками труба 3 видна с осевого направления.
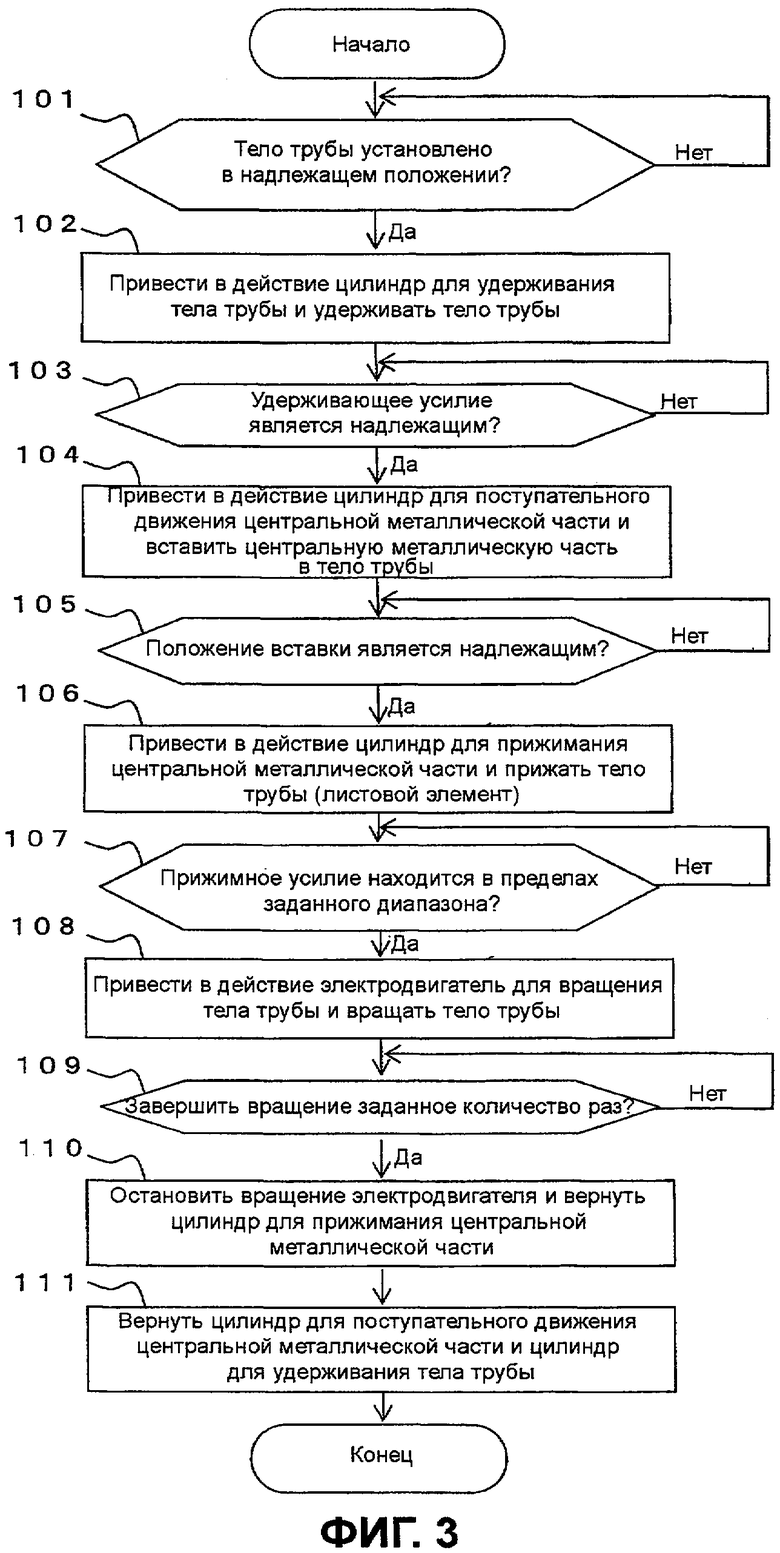
Фиг.3 - блок-схема последовательности операций способа, показывающая работу устройства 10 изготовления трубного соединения.
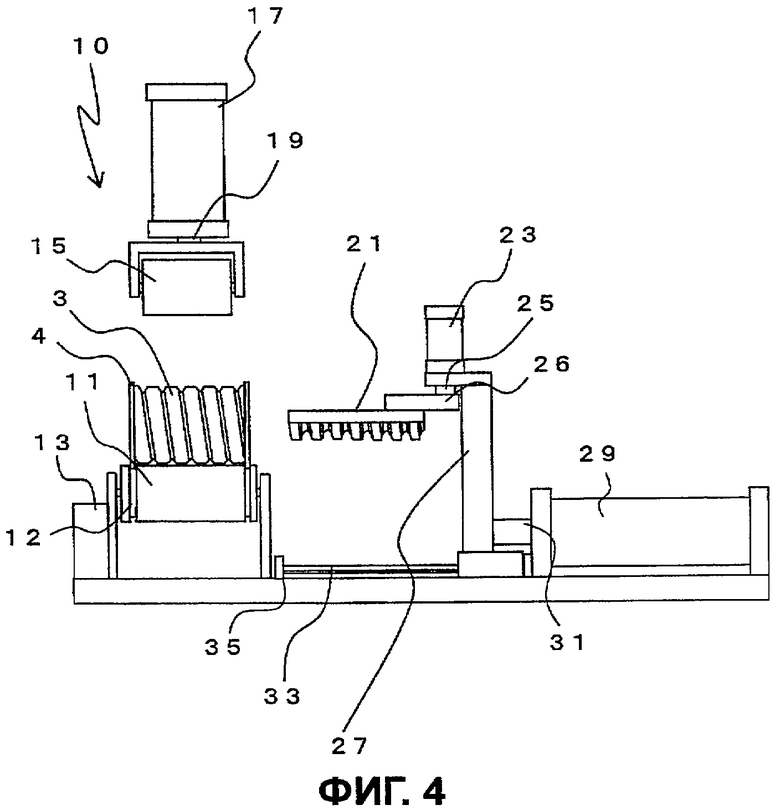
Фиг.4 - вид, показывающий состояние установки снабженной винтовыми канавками трубы 3 в устройство 10 изготовления трубного соединения.
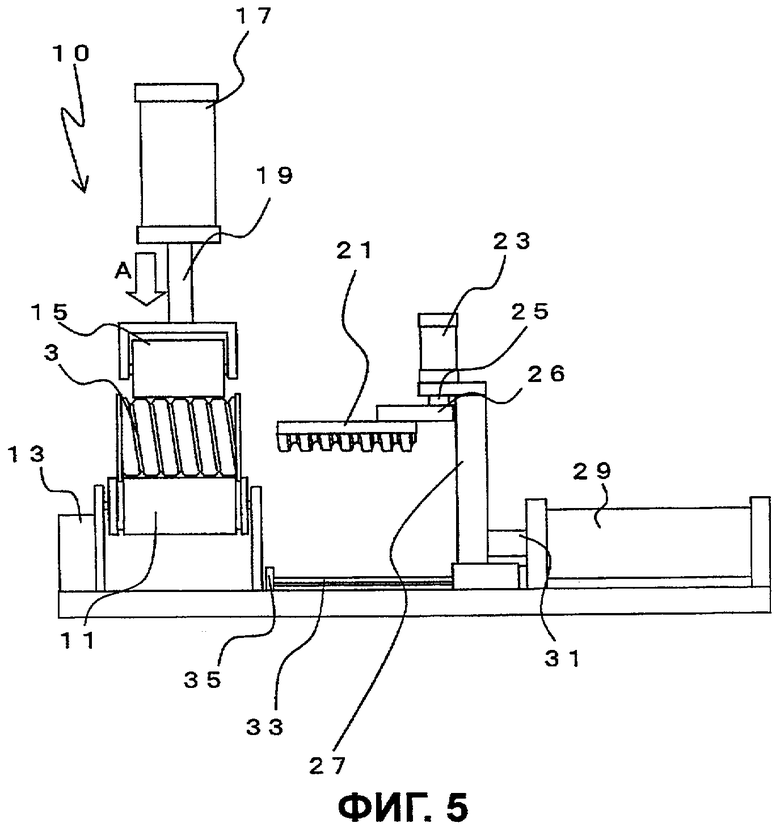
Фиг.5 - вид, показывающий состояние, в котором упорный валик 15 устройства 10 изготовления трубного соединения удерживает снабженную винтовыми канавками трубу 3.
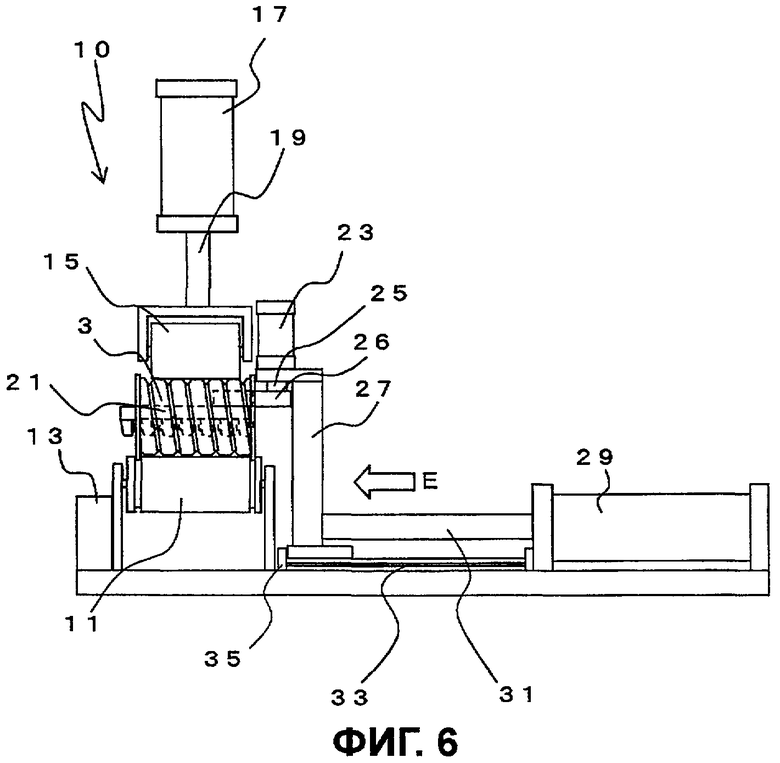
Фиг.6 - вид, показывающий состояние, в котором центральная металлическая часть 21 устройства 10 изготовления трубного соединения вставлена вовнутрь снабженной винтовыми канавками трубы 3.
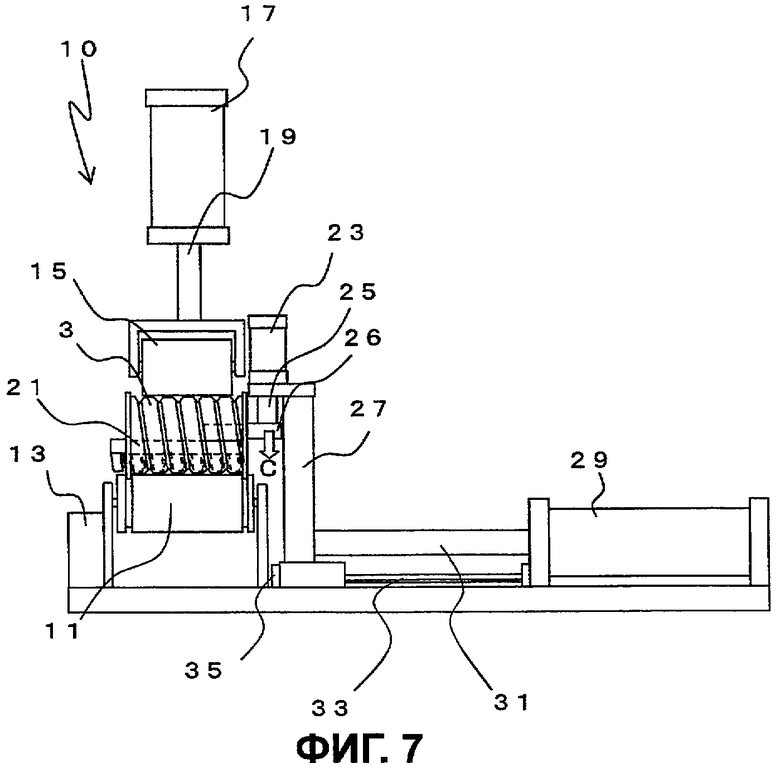
Фиг.7 - вид, показывающий состояние, в котором центральная металлическая часть 21 устройства 10 изготовления трубного соединения прижимает разбухающий в воде лист 5 внутри снабженной винтовыми канавками трубы 3.
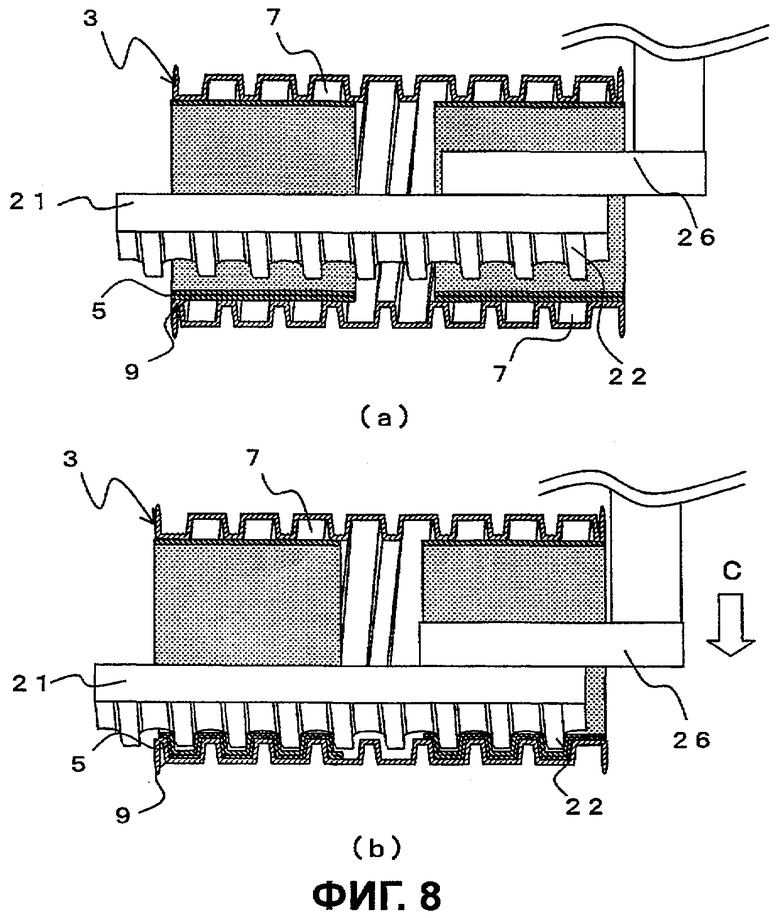
Фиг.8 - вид в разрезе, показывающий состояние, в котором центральная металлическая часть 21 прижимает разбухающий в воде лист 5: (a) - вид, показывающий состояние, в котором центральная металлическая часть 21 вставлена в снабженную винтовыми канавками трубу 3, (b) - вид, показывающий состояние, в котором центральная металлическая часть 21 прижимает разбухающий в воде лист 5 к снабженной винтовыми канавками трубе 3.
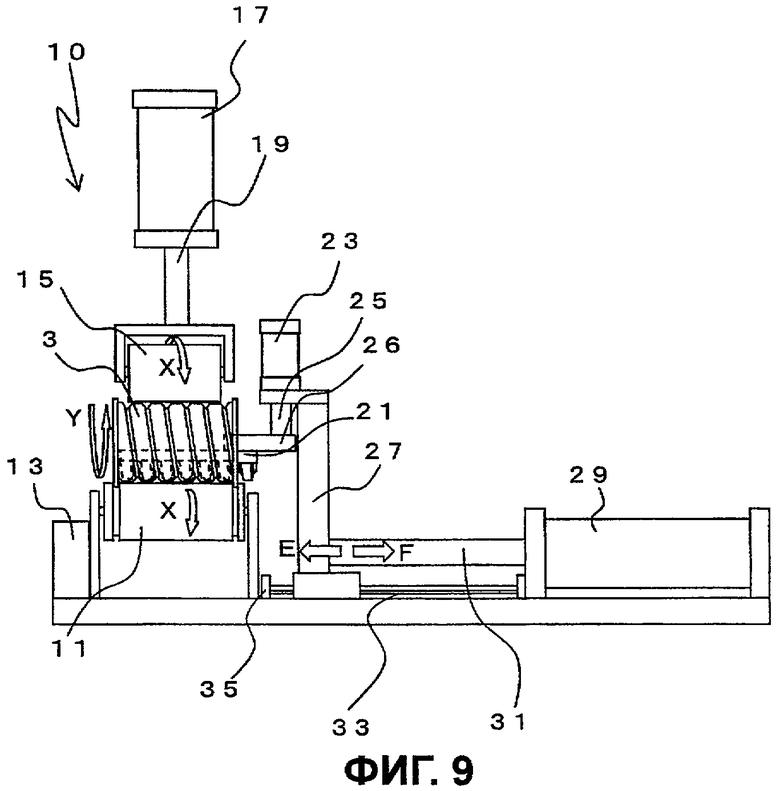
Фиг.9 - вид, показывающий состояние, в котором вращающийся валик 11 устройства 10 изготовления трубного соединения вращается.
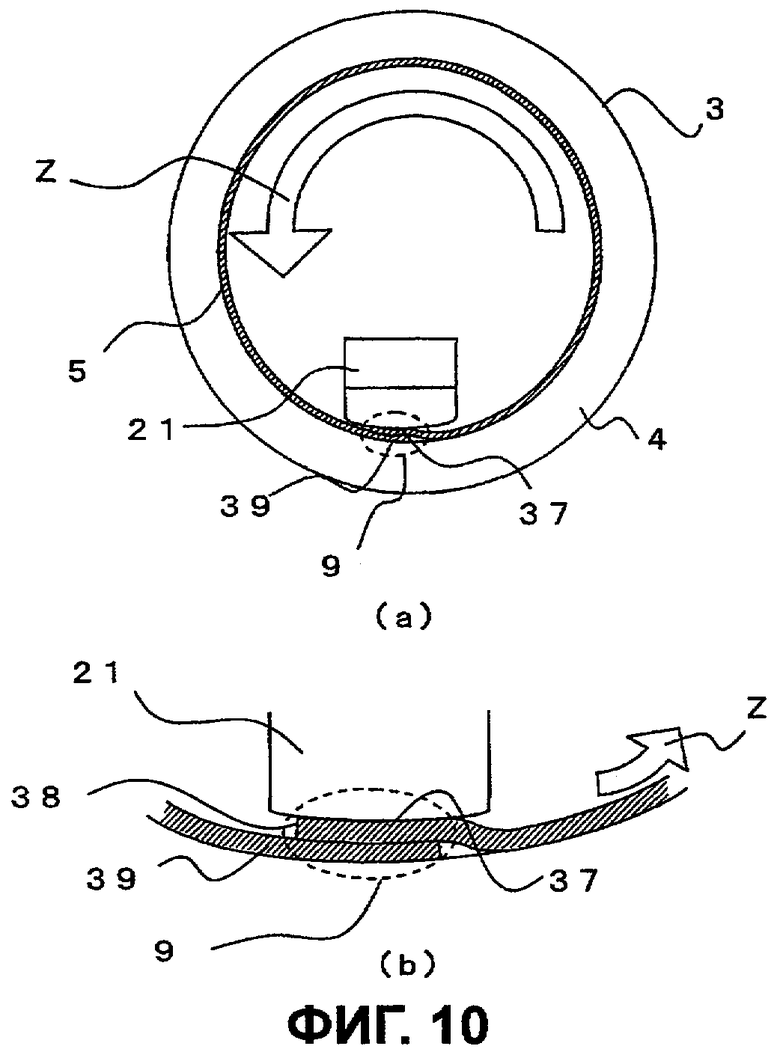
Фиг.10 - вид, показывающий состояние вращения снабженной винтовыми канавками трубы 3 в положении прижимания разбухающего в воде листа 5 центральной металлической частью 21: (a) - вид спереди снабженной винтовыми канавками трубы 3, (b) - увеличенный вид участка 9 нахлеста.
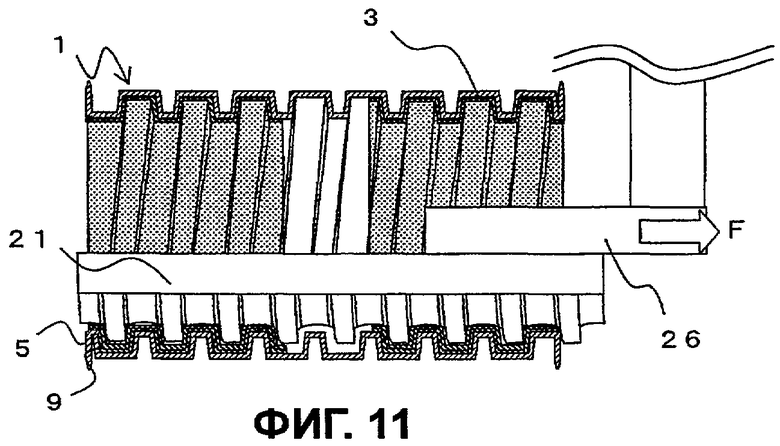
Фиг.11 - вид в разрезе, показывающий состояние, в котором снабженная винтовыми канавками труба 3 вращается в положении, в котором центральная металлическая часть 21 прижимает разбухающий в воде лист 5 к снабженной винтовыми канавками трубе 3.
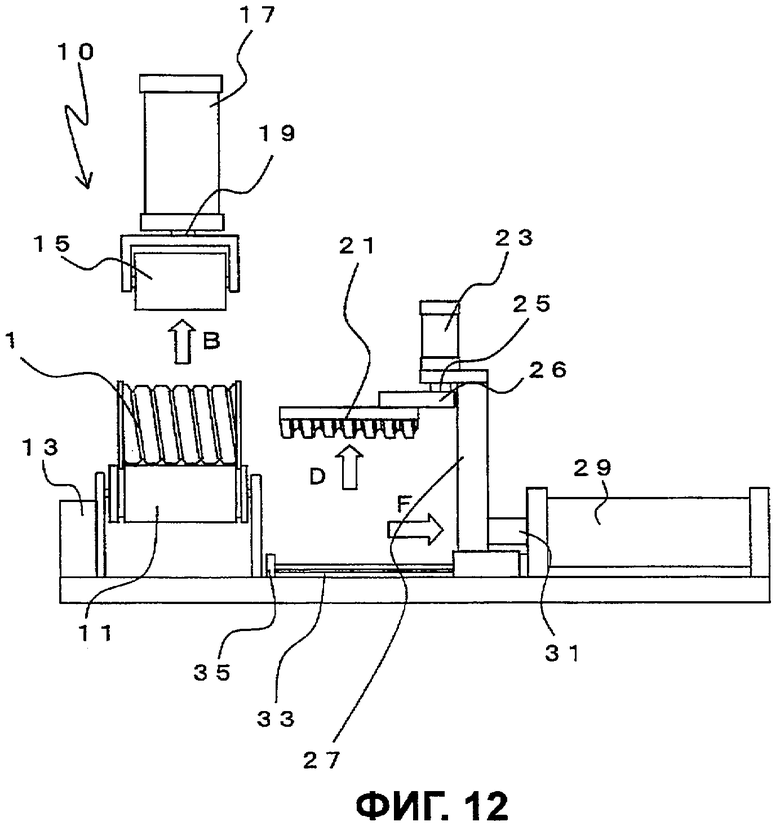
Фиг.12 - вид, показывающий состояние, в котором устройство 10 изготовления трубного соединения завершает сборку трубного соединения 1.
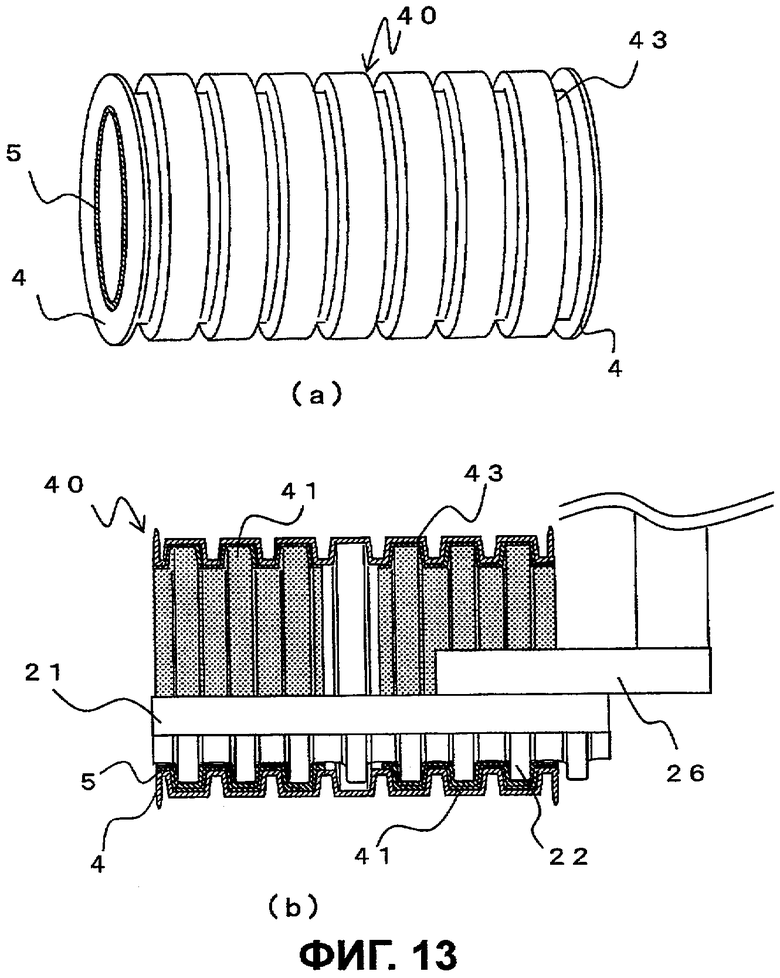
Фиг.13 - вид, показывающий снабженную отдельными канавками трубу 43, имеющую отдельную канавку: (a) - вид в перспективе снабженной отдельными канавками трубы 43, (b) - вид в разрезе, показывающий состояние, в котором центральная металлическая часть 21 прижимает снабженную отдельными канавками трубу 43.
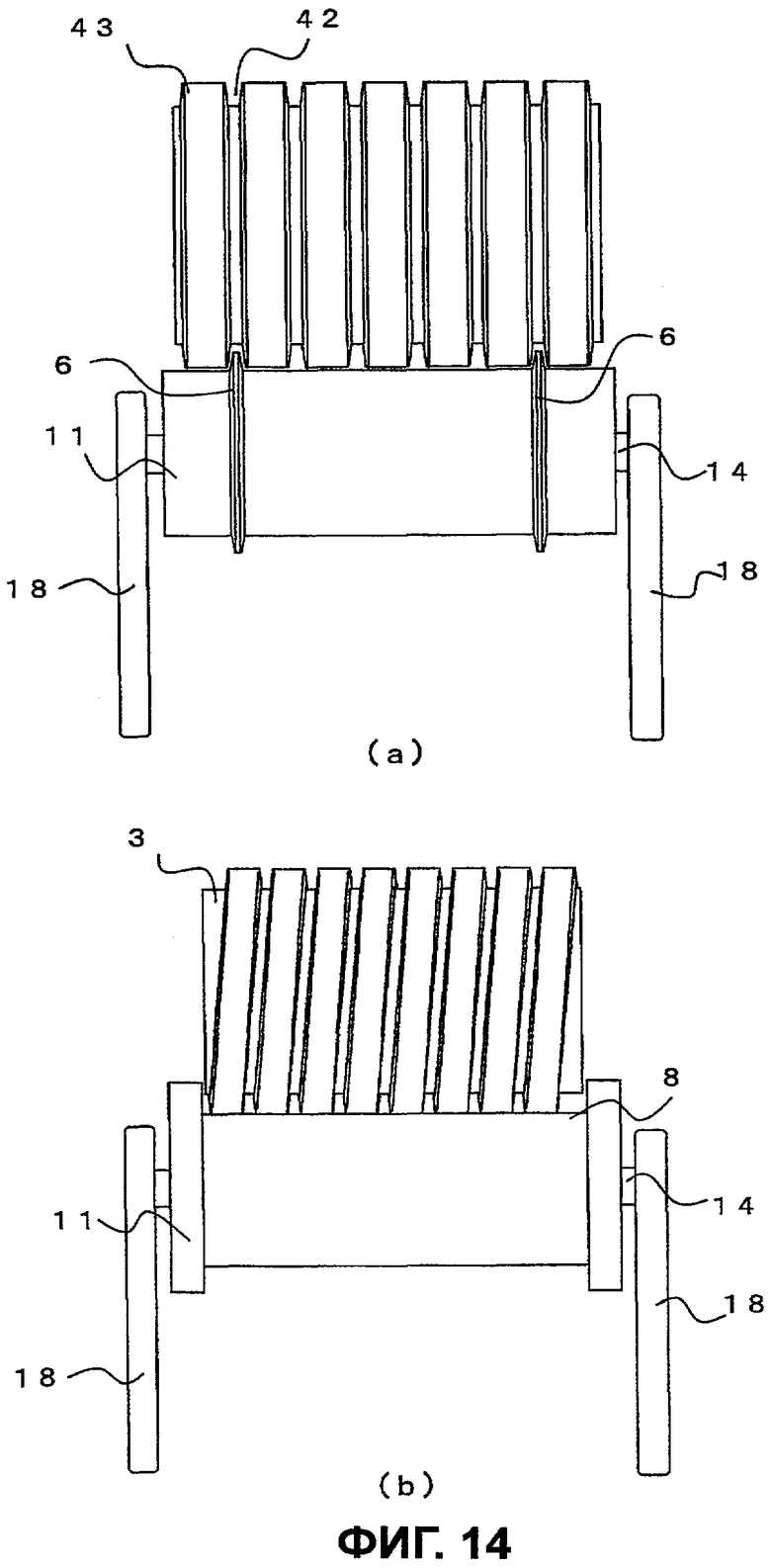
Фиг.14 - вид, показывающий состояние выравнивания вращающегося валика 11 и снабженной отдельными канавками трубы 43 или снабженной винтовыми канавками трубы 3: (a) - вид, показывающий состояние размещения выступа 6 на вращающемся валике 11, (b) - вид, показывающий состояние размещения ступеньки 8 на вращающемся валике 11.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
1, 40 - трубное соединение
3 - снабженная винтовыми канавками труба
4 - выступ
5 - разбухающий в воде лист
6 - выступ
7 - канавка
8 - ступенька
9 - участок нахлеста
10 - устройство изготовления трубного соединения
11 - вращающийся валик
12 - канавка
13 - электродвигатель
14 - вал
15 - упорный валик
16 - вал
17 - цилиндр для удерживания тела трубы
18 - опорная часть
19 - стержень для удерживания тела трубы
20 - опорная часть
21 - центральная металлическая часть
22 - выпуклая часть
23 - цилиндр для прижимания центральной металлической части
25 - стержень для прижимания центральной металлической части
26 - рычаг центральной металлической части
27 - рама центральной металлической части
29 - цилиндр для поступательного движения центральной металлической части
30 - установочная плита
31 - стержень для поступательного движения центральной металлической части
33 - направляющий рельс
35 - стопор
37 - краевой участок внутреннего листа
38 - ступенька
39 - краевой участок наружного листа
41 - отдельная канавка
42 - канавка
43 - снабженная отдельными канавками труба
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Варианты осуществления настоящего изобретения подробно описаны ниже. Как показано на Фиг.1(a), пара опорных частей 18 установлена на установочной плите 30, и вал 14 вращающегося валика 11 установлен с возможностью вращения в этих опорных частях 18. Сбоку опорной части 18 на установочной плите 30 установлен электродвигатель 13, приводящий в движение вращающийся валик 11. Возле обоих торцов вращающегося валика 11 имеются канавки 12. Вал 14 присоединен к электродвигателю 13, и вращающийся валик 11 способен вращаться в обоих, прямом и обратном, направлениях электродвигателем 13.
Над вращающимся валиком 11 расположен цилиндр 17 для удерживания тела трубы. Цилиндр 17 для удерживания тела трубы имеет стержень 19 для удерживания тела трубы. Оконечная часть стержня 19 для удерживания тела трубы расположена на опорной части 20. Вал 16 упорного валика 15 выполнен с возможностью вращения на опорной части 20. Поэтому упорный валик 15 способен перемещаться в направлениях стрелки A и стрелки B на чертеже в соответствии с перемещением цилиндра 17 для удерживания тела трубы. В дополнение, цилиндр 17 для удерживания тела трубы прикреплен к установочной плите 30 каркасом (не показан).
Как показано на Фиг.1(b), вращающийся валик 11 и упорный валик 15 каждый является состоящим из пары валиков. Валики расположены параллельно. Снабженная спиральными канавками труба 3, которая должна собираться, помещается между парой вращающихся валиков 11. В дополнение, пара вращающихся валиков 11 вращается в том же самом направлении (например, направлении X на чертеже). В это время упорный валик 15 также вращается в том же самом направлении, по отношению к вращающемуся валику 11, с вращением трубы.
Рама 27 центральной металлической части расположена на установочной плите. Цилиндр 23 для прижимания центральной металлической части скомпонован вертикально в верхней части рамы 27 центральной металлической части. Рычаг 26 центральной металлической части расположен на цилиндре 23 для прижимания центральной металлической части через стержень 25 для прижимания центральной металлической части. Центральная металлическая часть 21 в качестве прижимного тела установлена с возможностью перемещения на рычаге 26 центральной металлической части. Поэтому центральная металлическая часть 21 (прижимное тело) способна перемещаться в направлениях стрелки C и стрелки D на чертеже в соответствии с перемещением цилиндра 23 для прижимания центральной металлической части. Нагреватель (не показан) размещен во внутренней части центральной металлической части 21. Поэтому центральная металлическая часть 21 может регулироваться по температуре.
Здесь, так как центральная металлическая часть 21 может сниматься с рычага 26 центральной металлической части, она может заменяться в соответствии с видами трубных соединений 1. Форма центральной металлической части 21 определяется формой трубного соединения 1, которое должно быть собрано. То есть для сборки трубного соединения 1, не содержащего имеющих форму канавки выступов и выемок на внутренней круговой поверхности трубного соединения 1, или использования прямолинейного тела трубы поверхности прижимания центральной металлической части 21 может быть придана прямолинейная форма (не имеющая выступов и выемок) в соответствии с формой внутренней круговой поверхности трубного соединения 1. В дополнение, когда трубное соединение 1 содержит имеющие форму канавки выступы и выемки на своей внутренней круговой поверхности, форме центральной металлической части 21 может быть придана форма выступов и выемок в соответствии с формой выступов и выемок внутренней круговой поверхности трубного соединения 1, например, она может иметь выпуклый участок 22, соответствующий форме канавки.
Более того, когда трубное соединение 1 имеет канавку на своей внутренней круговой поверхности, форма центральной металлической части 21, главным образом, определяется глубиной и шагом канавки трубного соединения 1. То есть, если глубины и шаги канавок трубных соединений 1 одинаковы, может использоваться центральная металлическая часть 21 с одной и той же формой, независимо от толщины разбухающего в воде листа 5 (листового элемента), который должен быть прикреплен. Более того, когда шаги, и так далее, канавок одинаковы, центральная металлическая часть 21 с одной и той же формой также может применяться, даже если внутренние диаметры трубных соединений 1, которые должны собираться, отличаются до некоторой степени.
Более того, предпочтительно, чтобы центральная металлическая часть 21 была длиннее, чем длина тела трубы трубного соединения 1, которое должно быть собрано. (Точно, когда один листовой элемент прикреплен на внутренней круговой поверхности тела трубы по всей длине тела трубы, желательно, чтобы центральная металлическая часть 21 была длиннее, чем длина тела трубы, на длину перемещения во время формования. Более того, когда длина разбухающего в воде листа 5, который должен прикрепляться к внутренней части, короче, чем длина тела трубы, желательно, чтобы длина центральной металлической части 21 была по существу такой же, как длина разбухающего в воде листа 5, или являлась длиной, у которой длина разбухающего в воде листа 5 складывается с длиной перемещения прижимного тела).
Цилиндр 29 для поступательного движения центральной металлической части и направляющий рельс 33 расположены на установочной плите 30, рама 27 центральной металлической части с возможностью перемещения расположена на направляющем рельсе 33. Направляющий рельс 33 установлен вплоть до окрестности опорной части 18 вращающегося валика 11. В дополнение, стержень 31 для поступательного движения центральной металлической части цилиндра 26 для поступательного движения центральной металлической части присоединен к раме 27 центральной металлической части. Поэтому рама 27 центральной металлической части может скользить по направляющему рельсу 33 в направлениях стрелки B и стрелки F на чертеже в соответствии с перемещением цилиндра 29 для поступательного движения центральной металлической части. То есть посредством поступательного движения рамы 27 центральной металлической части цилиндр 23 для прижимания центральной металлической части, центральная металлическая часть 21, и так далее, скомпонованные на раме 27 центральной металлической части, также подобным образом перемещаются в направлениях стрелки E и стрелки F на чертеже.
Для останова рамы 27 центральной металлической части в точном месте, когда рама 27 центральной металлической части осуществляет поступательное движение, на направляющем рельсе 33 в окрестности опорной части 18 установлен стопор 35. Рама 27 центральной металлической части входит в соприкосновение со стопором 35 и останавливает скольжение во время поступательного движения в направлении стрелки E на чертеже. Поэтому стопор 35 прикреплен к направляющему рельсу 33, с тем чтобы свободно изменять положение на направляющем рельсе 33 в соответствии с видами трубных соединений, которые должны быть собраны.
Более того, концевой выключатель (не показан) расположен в окрестности стопора 35. Концевой выключатель детектирует положение, в котором находится рама 27 центральной металлической части, остановленная стопором 35, во время поступательного движения центральной металлической части 21 в направлении стрелки E на чертеже.
Здесь не указаны материалы вращающегося валика 11 и упорного валика 15, причем они предпочтительно должны быть с низким проскальзыванием, с тем чтобы предохранять их от скольжения по отношению к трубному соединению, которое должно быть собрано, и могут использоваться резина или полимер, и так далее. В дополнение, в качестве электродвигателя 13 может использоваться обыкновенный электромотор. Более того, не указан материал центральной металлической части 21, хотя он предпочтительно должен быть с высоким проскальзыванием по отношению к разбухающему в воде листу 5 и должен наименее вероятно деформироваться, так что могут использоваться метал, полимер и так далее.
Электрический цилиндр, и так далее, а также масляный гидравлический цилиндр и пневматический цилиндр могут использоваться для цилиндра 17 для удерживания тела трубы, цилиндра 23 для прижимания центральной металлической части и цилиндра 29 для поступательного движения центральной металлической части. В дополнение, как описано ниже, цилиндр 29 для поступательного движения центральной металлической части не прикладывает внешнюю силу к раме 27 центральной металлической части, кроме как во время операции поступательного движения рамы 27 центральной металлической части. Более того, в это время в случае, в котором к раме 27 центральной металлической части прикладывается внешняя сила другими, раме 27 центральной металлической части необходимо быть в состоянии, в котором она может свободно скользить по направляющему рельсу 33 (в направлениях стрелки E и стрелки F на чертеже), не принимая силы реакции от цилиндра 29 для поступательного движения центральной металлической части. Поэтому желательно, чтобы цилиндр 29 для поступательного движения центральной металлической части был пневматическим цилиндром, имеющим простую конструкцию.
Более того, цилиндр 23 для прижимания центральной металлической части может свободно регулировать прижимное усилие центральной металлической части 21 и сохранять прижимное усилие к разбухающему в воде листу 5 постоянным во время сборки трубного соединения 1, причем желательно, чтобы он был пневматическим цилиндром, имеющим простую конструкцию. В этом случае, посредством подачи давления воздуха может быть настроено максимальное прижимное усилие центральной металлической части 21. В дополнение, посредством снабжения цилиндра 23 для прижимания центральной металлической части предохранительным клапаном прижимное усилие центральной металлической части 21 может регулироваться для сохранения постоянным, не становясь слишком высоким.
Более того, устройство 10 изготовления трубного соединения имеет блок управления (не показан). Блок управления присоединен к различным датчикам или рабочей части, и так далее, предусмотренным у устройства 10 изготовления трубного соединения, и управляет работой устройства 10 изготовления трубного соединения.
Далее будут описаны операции устройства 10 изготовления трубного соединения и способ изготовления трубного соединения 1 согласно этому варианту осуществления.
Сначала, как показано на Фиг.2, разбухающий в воде лист 5 в качестве листового элемента наносится на внутреннюю круговую поверхность снабженной винтовыми канавками трубы 3 в качестве тела трубы. Снабженная винтовыми канавками труба 3 является трубой, отформованной с непрерывной имеющей винтовую форму канавкой 7 на своей внутренней круговой поверхности. Разбухающий в воде лист 5 предварительно складывается трубкой в форме цилиндра, который является до некоторой степени меньшим, чем внутренний диаметр снабженной винтовыми канавками трубы 3, с тем чтобы укладываться во внутренней части снабженной винтовыми канавками трубы 3, и вставляется так, чтобы приходить в соприкосновение с внутренней круговой поверхностью снабженной винтовыми канавками трубы 3. В это время разбухающий в воде лист 5, который является более длинным, чем длина внутренней окружности снабженной винтовыми канавками трубы 3, используется, с тем чтобы сформировать участок 9 нахлеста в части разбухающего в воде листа 5.
Здесь участок 9 нахлеста означает участок, на котором оба края разбухающего в воде листа 5 перекрываются друг с другом во время складывания в трубку разбухающего в воде листа 5 в цилиндрической форме. Это происходит потому, что без формирования участка 9 нахлеста формируется зазор между двумя краями разбухающего в воде листа 5 после последовательности операций прикрепления, и обеспечивается то, что вода проникает через него. В дополнение, что касается направления перекрытия участка 9 нахлеста, необходимо осуществлять перекрытие в направлении, не вызывающем загибание кромок валиком при вращении снабженной винтовыми канавками трубы 3 в процессе прижимания центральной металлической частью 21, описанном ниже. Направление, не вызывающее загибание кромок валиком, является направлением, в котором краевой участок элемента верхней стороны участка нахлеста не соприкасается с прижимным элементом во время вращения, и направлением от верхнего края (краевого участка листа, который должен быть находящимся внутри тела трубы) к нижнему краю (краевому участку листа, который должен быть находящимся снаружи тела трубы) участка нахлеста по участку нахлеста.
По меньшей мере одному месту разбухающего в воде листа 5 желательно временно фиксироваться к снабженной винтовыми канавками трубе 3 в состоянии, в котором разбухающий в воде лист 5 уложен в теле трубы. Для временной фиксации разбухающего в воде листа 5 к снабженной винтовыми канавками трубе 3 полная окружность разбухающего в воде листа 5 может временно фиксироваться к внутренней круговой поверхности снабженной винтовыми канавками трубы 3 адгезивом, и так далее, и только одно место разбухающего в воде листа 5 может временно фиксироваться к внутренней круговой поверхности снабженной винтовыми канавками трубы 3.
Например, когда только одно место разбухающего в воде листа 5 временно фиксируется к внутренней круговой поверхности снабженной винтовыми канавками трубы 3, оно временно фиксируется к внутренней круговой поверхности снабженной винтовыми канавками трубы 3 посредством адгезива, предварительно нанесенного на наружную круговую поверхность разбухающего в воде листа 5 на участке 9 нахлеста. В этом случае, что касается участков кроме участка 9 нахлеста, временно зафиксированного, у разбухающего в воде листа 5, есть вероятность, что зазор формируется между ними и внутренней круговой поверхностью снабженной винтовыми канавками трубы 3, но так как сложенный в трубку разбухающий в воде лист 5 обладает самоустойчивостью, он может способствовать поддержке с сохранением приблизительно цилиндрической формы без свертывания в снабженной винтовыми канавками трубе 3.
Выступы 4 скомпонованы на обоих концах снабженной винтовыми канавками трубы 3. Выступы 4 входят в зацепление с канавкой 12 вращающегося валика 11, когда снабженная винтовыми канавками труба 3 устанавливается на вращающемся валике 11. Поэтому положение установки снабженной винтовыми канавками трубы 3 делается постоянным, и снабженная винтовыми канавками труба 3 предохраняется от смещения на вращающемся валике 11, когда снабженная винтовыми канавками труба 3 подвергается сборке. Более того, адгезив предварительно наносится на наружную круговую поверхность разбухающего в воде листа 5, который должен быть вставлен, или внутреннюю круговую поверхность снабженной винтовыми канавками трубы 3. Следовательно, посредством прижимания разбухающего в воде листа 5 к внутренней круговой поверхности снабженной винтовыми канавками трубы 3 центральной металлической частью 21, описанной ниже, разбухающий в воде лист 5 приклеивается вдоль винтовой канавки внутренней круговой поверхности снабженной винтовыми канавками трубы 3. В дополнение, если используется разбухающий в воде лист 5 со свойством термокомпрессионного приклеивания, разбухающий в воде лист 5 также может обжиматься по винтовой канавке внутренней круговой поверхности снабженной винтовыми канавками трубы 3.
Более того, что касается снабженной винтовыми канавками трубы 3, показанной на Фиг.2, разные разбухающие в воде листы 5 вводятся, соответственно, с обоих концов снабженной винтовыми канавками трубы 3, причем один разбухающий в воде лист 5 может быть прикреплен по всей длине (всей внутренней круговой поверхности) снабженной винтовыми канавками трубы 3.
Здесь, что касается материала разбухающего в воде листа 5, он может впитывать воду и разбухать. Например, могут использоваться разбухающее в воде нетканое полотно или лист, покрытый разбухающим материалом на нем, сам разбухающий материл, отформованный в форме листа, и так далее. Более того, что касается адгезива, он может быть обыкновенным адгезивом. Например, может использоваться адгезив из ряда синтетических каучуков, винильного ряда и так далее. Если центральная металлическая часть 21 нагревается, также может использоваться термоплавкий безрастворный адгезив. Типичным примером термоплавкого безрастворного адгезива является адгезив из полиэстерового ряда и полиамидного ряда.
В дополнение, не указан материал снабженной винтовыми канавками трубы 3, и могут использоваться как полимер, так и металл. Однако, принимая во внимание себестоимость, полимер является более желательным. Более того, когда электрический провод, и так далее, вставлен в ее внутреннюю часть, также принимая во внимание изоляционное свойство, полимер является более предпочтительным, чем металл. Что касается материала снабженной винтовыми канавками трубы 3, например, могут использоваться полиэтилен, товарные пластмассы, полиэтилен, винилхлоридный полимер, полимер ABS (акрилонитрил-бутадиен-стирола), жесткая резина и так далее. Однако материалу необходимо выбираться надлежащим образом из этих материалов в соответствии с предполагаемой целью использования.
Затем описаны операции устройства 10 изготовления трубного соединения. Вначале, как показано на Фиг.4, снабженная винтовыми канавками труба 3, внутри которой скомпонован разбухающий в воде лист 5, устанавливается на вращающемся валике 11. В это время снабженная винтовыми канавками труба 3 установлена так, что выступ 4 входит в зацепление с канавкой 12 вращающегося валика 11. Следовательно, положение установки снабженной винтовыми канавками трубы 3 может делаться постоянным в любое время. Блок управления устройства 10 изготовления трубного соединения обнаруживает, что снабженная винтовыми канавками труба 3 установлена посредством фотоэлектронных датчиков (не показаны), и так далее, и выявляет, является ли положение установки надлежащим (этап 101 на Фиг.3). В дополнение, как будет подробно описано в дальнейшем, когда снабженная винтовыми канавками труба 3 установлена, она установлена так, что участок 9 нахлеста разбухающего в воде листа 5 во внутренней части приходит на нижнюю сторону внутренней круговой поверхности снабженной винтовыми канавками трубы 3.
Как показано на Фиг.5, блок управления подтверждает, что снабженная винтовыми канавками труба 3 установлена в надлежащем положении, а затем приводит в действие цилиндр 17 для удерживания тела трубы, перемещает вниз (направление стрелки A на чертеже) упорный валик 15 и удерживает снабженную винтовыми канавками трубу 3 упорным валиком 15 (этап 102). Более того, в это время цилиндр 17 для удерживания тела трубы детектирует положение удерживания и удерживающее усилие упорного валика 15, удерживающего снабженную винтовыми канавками трубу 3 посредством концевого выключателя или датчика давления, и так далее (не показаны), и подтверждает, что положение удерживания и удерживающее усилие являются надлежащими (этап 103).
Затем, как показано на Фиг.6, блок управления приводит в действие цилиндр 29 для линейного перемещения центральной металлической части. В силу этого рама 27 центральной металлической части и цилиндр 23 для прижимания центральной металлической части и центральная металлическая часть, и так далее, связанные с этим, перемещаются в направлении E (этап 104), и центральная металлическая часть 21 вставляется вовнутрь снабженной винтовыми канавками трубы 3. Рама 27 центральной металлической части перемещается вплоть до положения стопора 35, которое является положением останова, установленным ранее, и цилиндр 29 для поступательного движения центральной металлической части останавливает перемещение (этап 105). В это время блок управления обнаруживает, что рама 27 центральной металлической части перемещается вплоть до стопора 35 посредством упомянутого выше концевого выключателя.
Затем, как показано на Фиг.7, блок управления приводит в действие цилиндр 23 для прижимания центральной металлической части и перемещает вниз (направление C на чертеже) рычаг 26 центральной металлической части и центральную металлическую часть 21, прикрепленную к нему (этап 106).
Как показано на Фиг.8(b), когда центральная металлическая часть 21 перемещается вниз, разбухающий в воде лист 5, вставленный вовнутрь снабженной винтовыми канавками трубы 3, прижимается к внутренней круговой поверхности снабженной винтовыми канавками трубы 3 центральной металлической частью 21. Здесь центральная металлическая часть 21 имеет выпуклую часть 22, соответствующую форме выступов и выемок, сформированной канавкой 7 внутренней круговой поверхности снабженной винтовыми канавками трубы 3. Поэтому центральная металлическая часть 21 прижимает разбухающий в воде лист 5 вдоль канавки 7 внутренней круговой поверхности снабженной винтовыми канавками трубы 3.
Более того, как описано выше, если центральная металлическая часть 21 сделана длиннее, чем длина трубного соединения 1, которое должно собираться, на длину перемещения центральной металлической части 21 для приклеивания или обжимания прижиманием, вся длина центральной металлической части 21 может прижимать всю длину снабженной винтовыми канавками трубы 3. Как описано выше, длине центральной металлической части 21 желательно быть длиннее на длину перемещения центральной металлической части 21. В дополнение, даже если центральная металлическая часть сделана более короткой или не имеет прижимного участка по всей свой длине, она может быть способной осуществлять формование посредством обращения трубы вокруг и прижимания или повторного прижимания.
Температура нагрева нагревателя меняется согласно разбухающему в воде листу 5 и виду адгезива. Температура нагрева нагревателя может выбираться надлежащим образом, чтобы быть в пределах диапазона, в котором разбухающий в воде лист не видоизменяется, а адгезионная способность адгезива является хорошей. Она обычно устанавливается в диапазоне от 60°C до 210°C. Если температура становится выше, чем эта, разбухающий в воде лист видоизменяется. А если температура ниже, чем приблизительно 60°C, адгезионное действие адгезива не способно достигаться полностью.
Более того, по необходимости, посредством нагревателя, установленного вовнутрь центральной металлической части 21, центральная металлическая часть 21 может нагреваться до заданной температуры. Когда центральная металлическая часть 21 нагревается и используется, нагреватель может предварительно нагреваться до заданной температуры. В этом случае, посредством блока управления температура может регулироваться, чтобы находиться в пределах заданного диапазона температур, так что центральная металлическая часть 21 должна быть в пределах заданного диапазона температур. В дополнение, посредством нагревания центральной металлической части 21 разбухающий в воде лист 5 легко формуется в форме выступов и впадин, образованных канавкой 7 внутренней круговой поверхности снабженной винтовыми канавками трубы 3, когда центральная металлическая часть 21 прижимает разбухающий в воде лист 5, и адгезионная способность также улучшается. Следовательно, оба приклеиваются легко и надежно. Более того, если разбухающий в воде лист 5 и снабженная винтовыми канавками труба 3 склеиваются посредством использования термоплавкого безрастворного адгезива, они могут склеиваться за короткое время.
Более того, если разбухающий в воде лист 5 со свойством термокомпрессионного склеивания используется в качестве разбухающего в воде листа 5, посредством прижимания разбухающего в воде листа 5, нагретого до заданной температуры прижимным элементом, разбухающий в воде лист 5 и снабженная винтовыми канавками труба 3 могут обжиматься.
Более того, участок 9 нахлеста разбухающего в воде листа 5 в снабженной винтовыми канавками трубе 3 устанавливается, чтобы приходить на нижнюю сторону снабженной винтовыми канавками трубы 3. Участок 9 нахлеста снабженной винтовыми канавками трубы 3 прижимается в этом состоянии, а затем снабженная винтовыми канавками труба 3 вращается. Поэтому центральная металлическая часть сначала прижимает участок 9 нахлеста. В силу этого, разбухающий в воде лист 5 может равномерно прикрепляться на внутренней круговой поверхности снабженной винтовыми канавками трубы 3, и вращение снабженной винтовыми канавками трубы 3 может поддерживаться постоянным.
Цилиндр 23 для прижимания центральной металлической части может регулировать прижимное усилие, как описано выше, и способен регулировать прижимное усилие, с которым центральная металлическая часть 21 прижимает разбухающий в воде лист 5. Более того, цилиндр 23 для прижимания центральной металлической части может прижимать разбухающий в воде лист 5 с постоянным усилием в любое время посредством настройки прижимного усилия. То есть, даже если разбухающие в воде листы 5 с разными толщинами прикрепляются к одной и той же снабженной винтовыми канавками трубе 3, может использоваться одна и та же центральная металлическая часть 21.
Более того, цилиндр 23 для прижимания центральной металлической части может прижимать разбухающий в воде лист 5 с надлежащим прижимным усилием для вида разбухающего в воде листа в соответствии с разновидностью разбухающих в воде листов 5. В дополнение, в случае прижимания участков с разными толщинами, подобными участку 9 нахлеста, или с изменением формы и погрешностью размера, и так далее, винтовой канавки 3, прижимное усилие, с которым центральная металлическая часть 21 прижимает разбухающий в воде лист 5, не изменяется, и цилиндр 23 для прижимания центральной металлической части может прижимать центральную металлическую часть 21 к разбухающему в воде листу 5 с постоянным усилием в любое время.
Цилиндр 23 для прижимания центральной металлической части оборудован датчиком давления (не показан), и так далее, и блок управления детектирует прижимное усилие центральной металлической части 21 (давление цилиндра 23 для прижимания центральной металлической части). Когда прижимное усилие центральной металлической части 21 становится находящимся в пределах заданного диапазона прижимного усилия, блок управления приводит в действие электродвигатель 13, как показано на Фиг.9, и вращает (в направлении стрелки X на чертеже) вращающийся валик 11 (этап 107, 108). В силу этого, снабженная винтовыми канавками труба 3 вращается между вращающимся валиком 11 и упорным валиком 15 (в направлении стрелки Y на чертеже).
В это время цилиндр 29 для поступательного движения центральной металлической части способен свободно перемещаться в осевом направлении (направлениях стрелки E и стрелки F на чертеже). То есть цилиндр 29 для поступательного движения центральной металлической части не только не прикладывает внешнюю силу к центральной металлической части 21, но не прикладывает силу реакции против усилия, прикладываемого центральной металлической частью 21. Следовательно, рама 27 центральной металлической части может свободно скользить по направляющему рельсу 33.
Более того, центральная металлическая часть 21 свинчивается с имеющей винтовую форму канавкой 7 снабженной винтовыми канавками трубы 3. Поэтому, так как центральная металлическая часть 21 контактирует с канавкой 7 снабженной винтовыми канавками трубы через листовой элемент посредством вращения снабженной винтовыми канавками трубы 3, она начинает перемещаться в осевом направлении трубного соединения по отношению к снабженной винтовыми канавками трубе 3. С другой стороны, центральная металлическая часть 21 способна свободно скользить в осевом направлении (направлении стрелки E и стрелки F на чертеже), так же как рама 27 центральной металлической части. Следовательно, с вращением снабженной винтовыми канавками трубы 3 центральная металлическая часть 21 (рама 27 центральной металлической части) перемещается в любом осевом направлении трубного соединения (например, направлении стрелки F на чертеже) по имеющей винтовую форму канавке 7 в соответствии с направлением вращения.
В дополнение, не определено направление вращения вращающегося валика 11 (снабженной винтовыми канавками трубы 3). В этом варианте осуществления, когда снабженная винтовыми канавками труба 3 содержит имеющую винтовую форму канавку 7, как описано выше, посредством свинчивания выпуклой части 22 центральной металлической части 21 с канавкой 7 внутренней круговой поверхности снабженной винтовыми канавками трубы 3, центральная металлическая часть 21 перемещается в осевом направлении снабженной винтовыми канавками трубы 3 (направлении стрелки E и стрелки F на чертеже) с вращением снабженной винтовыми канавками трубы 3. В этом случае, направление вращения снабженной винтовыми канавками трубы 3 может быть любым направлением, если оно является направлением, в котором участок 9 нахлеста снабженной винтовыми канавками трубы 3 не загибает кромки валиком. Однако, так как есть возможность, подобная мешающему воздействию рычага 26 центральной металлической части и снабженной винтовыми канавками трубы 3 при вращении, предпочтительно, желательнее, чтобы снабженная винтовыми канавками труба 3 вращалась так, что центральная металлическая часть 21 перемещается в направлении отступления назад (направлении стрелки F на чертеже).
Направление, в котором участок 9 нахлеста снабженной винтовыми канавками трубы 3 не загибает кромки валиком, является направлением вращения, в котором центральная металлическая часть 21 не задирает и соединяет впритык краевой участок верхней стороны участка 9 нахлеста (внутри тела трубы), и направлением от верхнего края (краевого участка разбухающего в воде листа 5, наложенного на внутреннюю часть тела трубы) до нижнего края (краевого участка разбухающего в воде листа 5, наложенного на наружную часть тела трубы) участка 9 нахлеста вдоль участка 9 нахлеста.
Как показано на Фиг.10, в состоянии, в котором центральная металлическая часть 21 прижимает участок 9 нахлеста, снабженная винтовыми канавками труба 3 вращается в направлении стрелки Z на чертеже. Участок 9 нахлеста перекрывается так, что краевой участок внутреннего листа 37 становится верхней стороной, а краевой участок наружного листа 39 становится нижней стороной, и ступенька 38 формируется краевым участком внутреннего листа 37. То есть краевой участок внутреннего листа 37 является краевым участком листа стороны, которая открыта на сторону центральной металлической части 21. Направление вращения, в котором разбухающий в воде лист не загибается валиком, является направлением, в котором центральная металлическая часть 21 не задирает ступеньку, образованную краевым участком внутреннего листа 37 участка 9 нахлеста. Направление, в котором центральная металлическая часть 21 не задирает ступеньку, образованную краевым участком внутреннего листа 37 участка 9 нахлеста, является направлением, в котором снабженная винтовыми канавками труба 3 перемещается в направлении стрелки Z на чертеже. То есть центральная металлическая часть 21 начинает прижимать разбухающий в воде лист 5 с краевого участка внутреннего листа 37 разбухающего в воде листа 5, доходит до ступеньки 38 и прижимает краевой участок наружного листа 39. Поэтому центральная металлическая часть 21 не задирает ступеньку 38 и соединяет ступеньку 38 впритык. В дополнение, в случае вращения центральной металлической части 21 с фиксацией снабженной винтовыми канавками трубы 3, направление вращения, в котором разбухающий в воде лист 5 не загибает кромку валиком, может быть направлением вращения, противоположным направлению Z, описанному выше.
Вращающийся валик 11 вращается заданное количество раз посредством таймера или датчика положения, и так далее (не показаны). Заданному количеству вращений необходимо быть количеством вращений, при котором снабженная винтовыми канавками труба 3 вращается, по меньшей мере, один раз. Это происходит потому, что центральная металлическая часть 21 осуществляет прижимание по всей внутренней круговой поверхности снабженной винтовыми канавками трубы 3. Фактическое количество вращений может определяться надлежащим образом, принимая во внимание адгезионную способность адгезива или свойство обжимания.
Как показано на Фиг.11, посредством вращения снабженной винтовыми канавками трубы 3 разбухающий в воде лист 5 на своей внутренней круговой поверхности прижимается по всей окружности вдоль имеющей винтовую форму канавки 7 на ее внутренней круговой поверхности. Более того, центральная металлическая часть 21 свинчивается со снабженной винтовыми канавками трубой 3. Поэтому, когда снабженная винтовыми канавками труба 3 вращается, центральная металлическая часть 21 перемещается относительно снабженной винтовыми канавками трубы 3 на длину, соответствующую одному шагу канавки 7 из положения прижимания в начальный момент времени. На Фиг.11 показано состояние, в котором центральная металлическая часть 21 перемещается в направлении, отступающем назад (направлении стрелки F на чертеже).
Когда вращающийся валик 11 заканчивает вращаться заданное количество раз, как показано на Фиг.12, блок управления останавливает электродвигатель 13, приводит в действие цилиндр 23 для прижимания центральной металлической части, поднимает центральную металлическую часть 21 на обычную высоту (в направлении стрелки D на чертеже) и прекращает осуществлять прижимание центральным металлическим элементом 21.
Блок управления обнаруживает, что цилиндр 23 для прижимания центральной металлической части возвращается в перечисляемое положение (верхнее положение) посредством концевого выключателя, и так далее (не показан), приводит в действие каждый цилиндр 29 для поступательного движения центральной металлической части и цилиндр 17 для удерживания тела трубы и возвращает их в перечисляемые положения. Поэтому рама 27 центральной металлической части возвращается в перечисляемое положение (в направлении стрелки F на чертеже), упорный валик 15 движется вверх (в направлении стрелки B на чертеже) и освобождает снабженную винтовыми канавками трубу 3 от удерживания. Таким образом, собирается трубное соединение 1, у которого разбухающий в воде лист 5 прикреплен на внутренней круговой поверхности снабженной винтовыми канавками трубы 3.
Посредством обнаружения цилиндра 29 для поступательного движения центральной металлической части и цилиндра 17 для удерживания тела трубы, находящихся в перечисляемых положениях, посредством концевого выключателя, и так далее (не показан), сборка трубного соединения 1 завершается. После того как трубное соединение 1, завершившее сборку, удалено, снабженная винтовыми канавками труба 3 вновь устанавливается, по необходимости, и подобные операции повторяются, так что может собираться следующее трубное соединение 1. В дополнение, операции, описанные выше, управляются блоком управления, и, что касается блока управления, он может состоять из концевого выключателя или фотоэлектрического датчика, датчика давления, таймера, датчика температуры, и так далее, с релейным управлением. Более того, что касается блока управления, он способен управлять, задействуя программу посредством ЦПУ (центрального процессорного устройства). Более того, при сборке этих трубных соединений 1 установка и удерживание тела трубы в устройстве изготовления, вставка центральной металлической части в тело трубы, прижимание листового элемента центральной металлической частью, приведение в действие электродвигателя для вращения тела трубы, и так далее, могут выполняться автоматически, но они также могут выполняться вручную с подтверждением этих операций.
Таким образом, устройство 10 изготовления трубного соединения согласно этому варианту осуществления может легко собирать трубное соединение 1 с разбухающим в воде листом 5 на своей внутренней круговой поверхности. Более того, если трубное соединение 1 содержит имеющую винтовую форму канавку 7 на своей внутренней круговой поверхности, разбухающий в воде лист 5 может прикрепляться вдоль канавки 7. Более того, если, по меньшей мере, одно место разбухающего в воде листа 5 временно фиксируется к внутренней круговой поверхности снабженной винтовыми канавками трубы 3, так как разбухающий в воде лист 5 не перемещается в снабженной винтовыми канавками трубе 3, следующая последовательность операций прижимания может надежно выполняться.
Центральная металлическая часть 21 для прижимания разбухающего в воде листа 5 может подвергаться регулировке прижимного усилия и осуществлять прижимание с постоянным давлением в любое время. Поэтому без влияния точности размера, и так далее, снабженной винтовыми канавками трубы 3 стабильное качество может достигаться в любое время. Более того, когда участок нахлеста разбухающего в воде листа 5 сжимается до заданной толщины и когда прикрепляются разбухающие в воде листы с разными толщинами, и так далее, центральной металлической части 21 не обязательно заменяться, и посредством одной центральной металлической части 21 операция прикрепления может выполняться с надлежащим прижимным усилием в соответствии с разновидностями или толщинами разбухающих в воде листов. Следовательно, сокращается операция для замены центральной металлической части. Более того, не обязательно подготавливать много центральных металлических частей, и технологичность является превосходной.
Центральная металлическая часть 21 для прижимания разбухающего в воде листа 5 может регулироваться по температуре посредством нагревания. Поэтому, когда центральная металлическая часть 21 прижимает разбухающий в воде лист 5, разбухающий в воде лист 5 легко формуется в форме выступов и выемок, образованных канавкой 7 на внутренней круговой поверхности снабженной винтовыми канавками трубы 3. В особенности когда разбухающий в воде лист 5 включает в себя термопластический полимер, так как разбухающий в воде лист 5 может легко формоваться, может достигаться трубное соединение 1 с высоким качеством. Более того, разбухающий в воде лист 5 и снабженная винтовыми канавками труба 3 желательно должны склеиваться нагреванием и они могут склеиваться нагреванием легко и надежно. Более того, так как может использоваться термоплавкий безрастворный адгезив, время склеивания может становиться более коротким.
В дополнение, центральная металлическая часть 21 прижимает только одну часть разбухающего в воде листа 5 на внутренней круговой поверхности трубного соединения и не прикладывает силу в осевом направлении снабженной винтовыми канавками трубы 3 во время прижимания разбухающего в воде листа 5. Более того, направление вращения снабженной винтовыми канавками трубы 3, когда центральная металлическая часть 21 прижимает разбухающий в воде лист 5, является направлением, в котором нет загибания кромок разбухающего в воде листа 5 валиком. Поэтому, когда центральная металлическая часть 21 прижимает разбухающий в воде лист 5, разбухающий в воде лист 5 не отслаивается и не загибает кромку валиком, и так далее, и дефект не возникает.
Более того, для прикрепления разбухающего в воде листа 5 по всей внутренней круговой поверхности снабженной винтовыми канавками трубы 3 снабженная винтовыми канавками труба 3 может вращаться, по меньшей мере, один раз. Следовательно, разбухающий в воде лист 5 способен прикрепляться к снабженной винтовыми канавками трубе 3 за крайне короткое время и, таким образом, трубное соединение 1 может собираться с высокой технологичностью.
Более того, в случае, в котором снабженная винтовыми канавками труба 3 имеет отдельную канавку на своей внутренней круговой поверхности, разбухающий в воде лист 5 может надежно прикрепляться вдоль отдельной канавки внутренней круговой поверхности снабженной винтовыми канавками трубы 3.
Как показано на Фиг.13, трубное соединение 40 является таким, что листовой элемент 5 прикреплен на внутренней круговой поверхности снабженной отдельными канавками трубы 43, имеющей отдельную канавку 41. Здесь, отдельная канавка 41 означает многочисленные кольцевые канавки, которые скомпонованы по отдельности друг от друга в осевом направлении тела трубы.
Согласно устройству 10 изготовления трубного соединения, даже для снабженной отдельными канавками трубы 43 с отдельной канавкой 41, трубное соединение 40 может собираться посредством использования центральной металлической части 21, имеющей выпуклую часть 22, соответствующую отдельной канавке 41. То есть, как показано на Фиг.13(b), центральная металлическая часть 21 с выпуклой частью 22, соответствующей отдельной канавке 41, прижимает разбухающий в воде лист 5 к внутренней круговой поверхности снабженной отдельными канавками трубы 43. Посредством вращения снабженной отдельными канавками трубы 43 в этом положении разбухающий в воде лист 5 может прикрепляться по всей внутренней круговой поверхности снабженной отдельными канавками трубы 43 вдоль отдельной канавки 41.
Поэтому посредством изменения только формы центральной металлической части 21 даже трубное соединение 40 с отдельной канавкой 41 и даже трубное соединение 1 с имеющей винтовую форму канавкой 7 или другие трубные соединения без канавок могут собираться подобным образом. В дополнение, в случае сборки трубного соединения 40 с отдельной канавкой 41, даже если снабженная отдельными канавками труба 43 вращается, когда центральная металлическая часть 21 прижимает разбухающий в воде лист 5, центральная металлическая часть 21 не перемещается в осевом направлении трубного соединения вследствие отсутствия свинчивания со спиральной канавкой.
Варианты осуществления настоящего изобретения были пояснены со ссылкой на прилагаемые чертежи, как описано выше, хотя технический объем настоящего изобретения не ограничен вариантами осуществления, описанными выше. Очевидно, что специалист в данной области техники способен понять идеи различных модифицированных или скорректированных примеров в пределах объема технических идей, описанных в формуле изобретения, и естественно понятно, что такие примеры принадлежат к техническому объему настоящего изобретения.
Например, в первом варианте осуществления, так как используется центральная металлическая часть 21, более длинная, чем снабженная винтовыми канавками труба 3, центральная металлическая часть 21 может осуществлять прижимание по всей длине внутренней круговой поверхности снабженной винтовыми канавками трубы 3, в то время как снабженная винтовыми канавками труба 3 вращается один раз, хотя может использоваться центральная металлическая часть 21, более короткая, чем снабженная винтовыми канавками труба 3. То есть в первом варианте осуществления, центральная металлическая часть 21 вставляется вовнутрь снабженной винтовыми канавками трубы 3 вплоть до положения, в котором центральная металлическая часть 21 перекрывается с полной длиной снабженной винтовыми канавками трубы 3, а затем прижимает разбухающий в воде материал 5. Однако центральная металлическая часть 21, более короткая, чем снабженная винтовыми канавками труба 3, может выполнять операцию прижимания после вставки в снабженную винтовыми канавками трубу 3.
Например, после того как центральная металлическая часть 21, более короткая, чем снабженная винтовыми канавками труба 3, вставлена в канавку 7 внутренней круговой поверхности снабженной винтовыми канавками трубы 3, центральная металлическая часть 21 прижимает разбухающий в воде лист 5, а затем посредством вращения снабженной винтовыми канавками трубы 3 центральная металлическая часть 21 свинчивается со снабженной винтовыми канавками трубой 3, и центральная металлическая часть 21 может прижимать разбухающий в воде лист 5 по всей длине снабженной винтовыми канавками трубы 3 с перемещением в снабженной винтовыми канавками трубе 3 посредством свинчивания. В этом случае, общая длина центральной металлической части 21 может быть боле короткой, чем снабженная винтовыми канавками труба 3, хотя общей длине центральной металлической части 21 желательно быть длиннее, чем общая длина разбухающего в воде листа 5.
Более того, в варианте осуществления, описанном выше, снабженная винтовыми канавками труба 3 вращается, хотя может вращаться и центральная металлическая часть 21, или могут вращаться обе из них. То есть, если снабженная винтовыми канавками труба 3 и центральная металлическая часть 21 осуществляют относительное вращение, то может быть достигнут подобный результат.
Более того, снабженная винтовыми канавками труба 3 имеет выступ 4, посредством его зацепления с канавкой 12 вращающегося валика 11 выравнивается положение установки снабженной винтовыми канавками трубы 3, и снабженная винтовыми канавками труба 3 предохраняется от перемещения в направлении вала 14 вращающегося валика 11 во время прикрепления разбухающего в воде листа 5. Даже если снабженная винтовыми канавками труба 3 не имеет выступа 4, как показано на Фиг.14, подобный результат может быть достигнут компоновкой выступа 6 или ступеньки 8 для выравнивания положения установки снабженной винтовыми канавками трубы 3 и предохранения снабженной винтовыми канавками трубы от смещения в ее осевом направлении на вращающемся валике 11.
То есть Фиг.14(a) иллюстрирует ситуацию, в которой вращающийся валик 11 снабжен выступом 6, и если отдельная кольцевая канавка 42 предусмотрена на наружной поверхности, подобно снабженной отдельными канавками трубе 43, посредством выравнивания выступа 6 и канавки 42, положение установки снабженной отдельными канавками трубы 43 может быть постоянно выровненным. Более того, когда прикрепляется разбухающий в воде лист 5, снабженная отдельными канавками труба 43 не смещается в направлении вала 14 на вращающемся валике 11.
В дополнение, Фиг.14(b) иллюстрирует состояние, в котором вращающийся валик 11 снабжен ступенькой 8, и посредством предоставления ступеньки 8 с шириной, соответствующей длине снабженной винтовыми канавками трубы 3, снабженная винтовыми канавками труба 3 входит в зацепление со ступенькой 8, и положение установки снабженной винтовыми канавками трубы 3 может быть постоянно выровненным. Более того, когда прикрепляется разбухающий в воде лист 5, снабженная винтовыми канавками труба 3 не смещается в направлении вала 14 на вращающемся валике 11. Дополнительно, канавка 12, выступ 6, ступенька 8 могут быть предусмотрены не только на вращающемся валике 11, но также на упорном валике 15, и они могут быть предусмотрены только на упорном валике 15 вместо упорного валика 11.
Более того, способ изготовления и устройство изготовления по настоящему изобретению обычно применяются к способу изготовления и устройству изготовления трубного соединения любой конфигурации трубного соединения снабженной отдельными канавками трубы, снабженной винтовыми канавками трубы и имеющей прямолинейную форму трубы. Кроме вышеупомянутых трубных соединений, они могут применяться к разнотипному трубному соединению (трубному соединению разнотипных тел труб), которое соединяет имеющие разную форму тела труб, соответственно, на обоих концах.
Более того, посредством использования способа, описанного для настоящего изобретения, сборка трубы начинается только с одной стороны трубного соединения, хотя в случае разнотипного трубного соединения или двух листовых элементов, каждый из которых прикрепляется с концевых частей к центру трубного соединения, они могут прикрепляться для двух за один раз посредством выбора длины прижимного элемента или прикрепляться для одного за каждый из двух раз переворачиванием трубного соединения в осевом направлении трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТРУБНОГО СОЕДИНЕНИЯ | 2000 |
|
RU2258169C2 |
| ТРУБНОЕ СОЕДИНЕНИЕ С ИЗМЕНЯЕМЫМ УГЛОМ | 2006 |
|
RU2354880C1 |
| ТРУБА, ТРУБНОЕ СОЕДИНЕНИЕ И СООТВЕТСТВУЮЩИЙ СПОСОБ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2824241C2 |
| БЫСТРОРАЗЪЕМНОЕ СОЕДИНЕНИЕ | 2022 |
|
RU2784134C1 |
| УСОВЕРШЕНСТВОВАННОЕ ТРУБНОЕ СОЕДИНЕНИЕ | 2006 |
|
RU2386075C2 |
| ТРУБНОЕ СОЕДИНЕНИЕ | 2007 |
|
RU2380604C1 |
| ТРУБНЫЙ СОЕДИНИТЕЛЬ | 2014 |
|
RU2768320C2 |
| ТРУБНЫЙ СОЕДИНИТЕЛЬ | 2014 |
|
RU2664908C2 |
| СОЕДИНИТЕЛЬ И СОЕДИНИТЕЛЬНАЯ СБОРКА ДЛЯ СОЕДИНЕНИЯ ТРУБНЫХ ЭЛЕМЕНТОВ | 1998 |
|
RU2211988C2 |
| УСОВЕРШЕНСТВОВАННАЯ ТРУБНАЯ МУФТА СО ВСТРОЕННЫМ ЗАХВАТОМ | 2008 |
|
RU2459997C2 |
Группа изобретений относится к трубным соединениям. Устройство изготовления трубного соединения приводит в действие цилиндр для поступательного движения центральной металлической части и вводит центральную металлическую часть в снабженную винтовыми канавками трубу, предварительно снабженную разбухающим в воде листом на ее внутренней круговой поверхности. Впоследствии устройство изготовления трубного соединения приводит в действие цилиндр для прижимания центральной металлической части, так чтобы центральная металлическая часть прижимала разбухающий в воде лист к внутренней круговой поверхности снабженной винтовыми канавками трубы, соответственно вращая снабженную винтовыми канавками трубу в таком состоянии. Центральная металлическая часть прижимает разбухающий в воде лист к внутренней круговой поверхности снабженной винтовыми канавками трубы по всей ее окружности по мере того, как снабженная винтовыми канавками труба вращается. Изобретение повышает надежность трубного соединения. 3 н. и 9 з.п. ф-лы, 21 ил.
1. Способ изготовления трубного соединения, при котором:
для снабженного канавками тела трубы, содержащего имеющую винтовую форму канавку, непрерывно сформированную на теле трубы, или множество кольцевых канавок, сформированных по отдельности на теле трубы, вовнутрь снабженного канавками тела трубы, вдоль которого скомпонован листовой элемент по внутренней круговой поверхности тела трубы, вводят прижимное тело, имеющее выпуклую часть в осевом направлении трубы, соответствующую форме канавки снабженной канавками трубы на поверхности снабженной канавками трубы, которая контактирует с упомянутой снабженной канавками трубой через листовой элемент, и затем вводят в соприкосновение прижимное тело с листовым элементом и дополнительно вращают тело трубы, прижимая прижимное тело к внутренней круговой поверхности тела трубы по листовому элементу; приклеивают или обжимают листовой элемент, скомпонованный на внутренней круговой поверхности снабженного канавками тела трубы, и собирают трубное соединение.
2. Способ по п.1, при котором, когда листовой элемент скомпонован вдоль внутренней круговой поверхности снабженного канавками тела трубы, упомянутый листовой элемент временно фиксируется в, по меньшей мере, одном месте внутренней круговой поверхности тела трубы и компонуется так, чтобы не перемещаться по отношению к внутренней круговой поверхности тела трубы.
3. Способ по п.1, при котором длина прижимного тела равна или больше длины в осевом направлении листового элемента, который должен прикрепляться к телу трубы.
4. Способ по п.1, при котором приклеивают или обжимают листовой элемент, скомпонованный на внутренней круговой поверхности снабженного канавками тела трубы, посредством нагревания.
5. Способ изготовления трубного соединения, при котором для снабженного канавками тела трубы, содержащего имеющую винтовую форму канавку, непрерывно сформированную на теле трубы, или множество кольцевых канавок, сформированных по отдельности на теле трубы, вовнутрь снабженного канавками тела трубы, вдоль которого скомпонован листовой элемент по внутренней круговой поверхности тела трубы, вводят прижимное тело, имеющее выпуклую часть в осевом направлении трубы, соответствующую форме канавки снабженной канавками трубы на поверхности снабженной канавками трубы, которая контактирует с упомянутой снабженной канавками трубой через листовой элемент, и затем вводят в соприкосновение прижимное тело с листовым элементом и, дополнительно прижимают участок нахлеста листового элемента к внутренней круговой поверхности тела трубы упомянутым прижимным телом и уменьшают толщину листового элемента участка нахлеста, при этом приклеивая или обжимая участок нахлеста к внутренней круговой поверхности тела трубы, и затем вращают тело трубы, прижимая прижимное тело к внутренней круговой поверхности тела трубы по листовому элементу; приклеивают или обжимают листовой элемент, скомпонованный на внутренней круговой поверхности снабженного канавками тела трубы, и собирают трубное соединение.
6. Способ по п.5, при котором, когда листовой элемент скомпонован вдоль внутренней круговой поверхности упомянутого снабженного канавками тела трубы, листовой элемент временно фиксируют в, по меньшей мере, одном месте внутренней круговой поверхности тела трубы и компонуют так, чтобы он не перемещался по внутренней круговой поверхности тела трубы.
7. Способ по п.6, при котором участок нахлеста листового элемента временно фиксируют на внутренней круговой поверхности тела трубы.
8. Способ по п.5, при котором во время вращения тела трубы с прижиманием прижимного тела к внутренней круговой поверхности тела трубы по листовому элементу направление вращения тела трубы является направлением прижимного тела, не задирающим ступеньку, сформированную внутренним краем участка нахлеста.
9. Устройство для изготовления трубного соединения, применяемое к каждой из снабженной отдельными канавками трубе, снабженной винтовыми канавками трубе и имеющему прямолинейную форму телу трубы, содержащее: прижимное тело для прижимания внутренней круговой поверхности тела трубы; средство перемещения для перемещения прижимного тела внутрь и наружу тела трубы; средство прижимания для прижимания прижимного тела к внутренней круговой поверхности тела трубы; средство вращения для вращения тела трубы и/или прижимного тела, при этом средство перемещения перемещает прижимное тело вовнутрь тела трубы, средство вращения вращает тело трубы и/или прижимное тело, в то время как средство прижимания прижимает прижимное тело к внутренней круговой поверхности тела трубы.
10. Устройство по п.9, в котором тело трубы имеет канавку на своей внутренней круговой поверхности, а прижимное тело имеет выпуклый участок, соответствующий форме упомянутой канавки.
11. Устройство по п.9, в котором средство прижимания регулирует прижимное усилие к внутренней круговой поверхности тела трубы.
12. Устройство по п.9, в котором средство перемещения прикладывает силу к прижимному телу во время перемещения прижимного тела, и прижимное тело не подвергается прикладыванию силы средством перемещения во время вращения тела трубы.
| JP 2003278973 А, 02.10.2003 | |||
| JP 2006258204 А, 28.09.2006 | |||
| Подвеска трубопровода | 1976 |
|
SU709899A1 |
| JP 3678742 В1, 03.08.2005 | |||
| JP 200764410 А, 15.03.2007 | |||
| JP 200626899 А, 02.02.2006. | |||

