Изобретение относится к способам соединения металлов сваркой взрывом и может быть использовано в машиностроении, металлургии и других отраслях промышленности.
Сварка взрывом («взрывное плакирование») применяется для получения прочного соединения двух или нескольких металлических тел при их соударении. Ускорение соударяющихся тел до необходимой скорости осуществляется, как правило, под действием энергии взрыва, выделяющейся при детонации взрывчатых веществ. Сварку взрывом используют для изготовления многослойных (чаще всего биметаллических) листов, полос, цилиндрических изделий из разнообразных металлов и сплавов.
Известен способ плакирования трубных заготовок сваркой взрывом, включающий установку плакирующей заготовки с зазором внутри плакируемой заготовки, размещение внутри плакирующей заготовки гидравлического генератора для создания ударных волн, обеспечивающих воздействие на плакирующую и плакируемую заготовки с получением сварного соединения в зонах контакта (JP 58068490 А, 23.04.1983, реферат). Данный способ плакирования трубных заготовок сваркой взрывом является наиболее близким аналогом (прототипом) к предлагаемому способу.
Недостатком данного способа является не всегда хорошее качество сварных соединений.
Задачей изобретения является улучшение качества сварных соединений.
Поставленная цель достигается тем, что в известном способе плакирования трубных заготовок сваркой взрывом, включающем установку плакирующей заготовки с зазором внутри плакируемой заготовки, размещение внутри плакирующей заготовки гидравлического генератора для создания ударных волн, обеспечивающих воздействие на плакирующую и плакируемую заготовки с получением сварного соединения в зонах контакта, согласно изобретению плакируемую заготовку устанавливают в массивной матрице, между наружной поверхностью плакируемой заготовки и внутренней поверхностью массивной матрицы размещают пластичный материал, а для создания ударных волн используют электрогидравлический генератор, содержащий электроды, установленные в цилиндрическом корпусе, изолированном по всей внутренней поверхности и заполненном жидкостью, в стенках которого выполнены кумулятивные выемки с расположенными в них облицовками, при этом ударные волны в жидкости получают путем создания импульсного высоковольтного электрического разряда между электродами, а воздействие на плакирующую и плакируемую заготовку осуществляют кумулятивными струями, образованными за счет перемещения облицовок кумулятивных выемок под действием ударных волн.
Кроме того, форма, количество и расположение в корпусе кумулятивных выемок с облицовками соответствует заданному расположению зон контакта при получении сварного соединения с учетом направления распространения кумулятивных струй.
Улучшение качества сварных соединений достигается за счет использования кумулятивного эффекта взрывчатых веществ (увеличения действия взрыва путем его концентрации в заданном направлении), что достигается применением в электрогидравлическом генераторе ударных волн кумулятивных выемок и расположенных в выемках облицовок. При инициировании взрыва формируется высокоскоростная кумулятивная струя. Стенки облицовки охлопываются навстречу друг другу, при этом в результате их соударения давление в материале облицовки резко возрастает. Движение облицовки подобно течению жидкой пленки - образуется струя, перемещающаяся со скоростью до 10 км/с, что обеспечивает ей большую силу.
В качестве электрогидравлического генератора ударных волн можно использовать, например, устройство электрогидравлическое кумулятивное для разрушения и дробления твердых материалов (патент RU №2380161 С1, В02С 19/00, F42B 1/02, 23.05.2008).
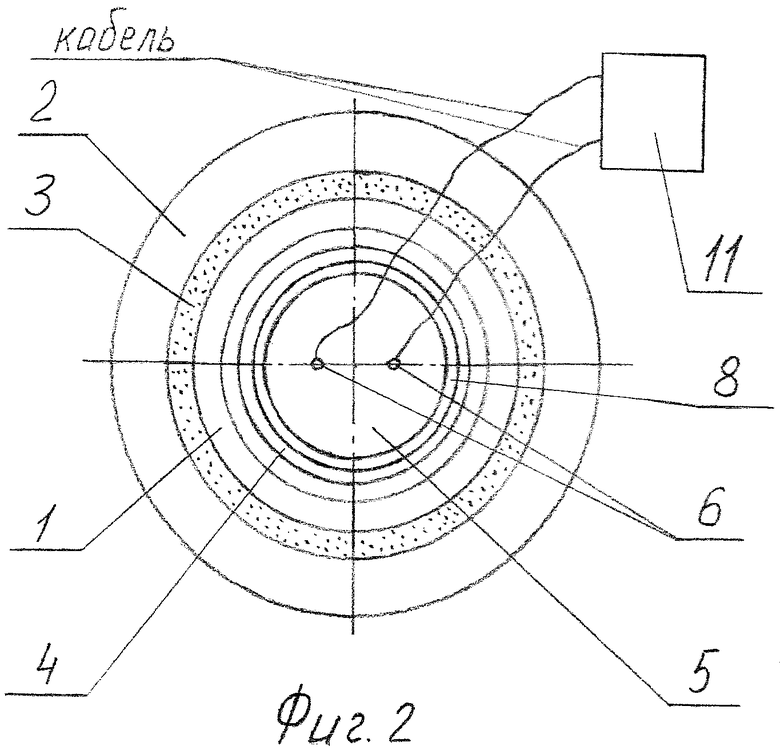
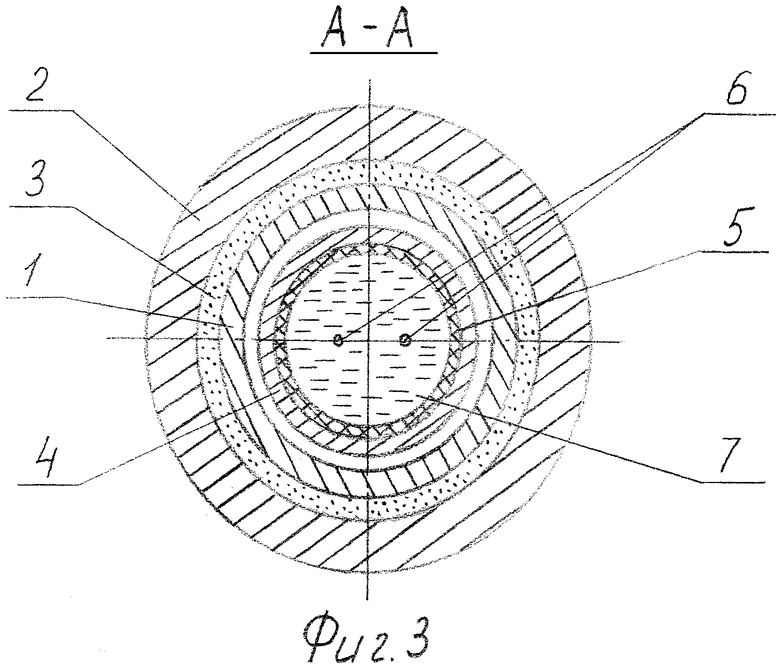
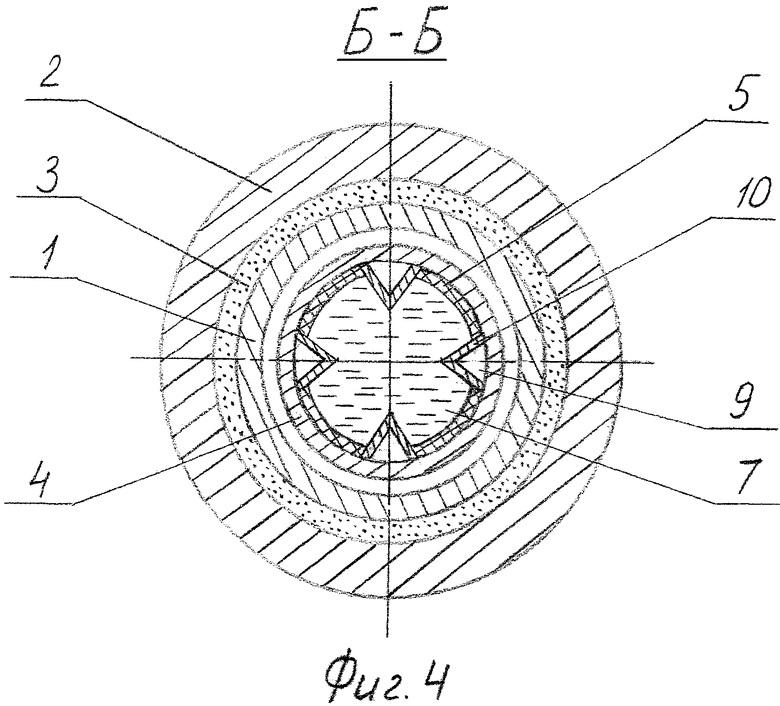
Предлагаемое изобретение иллюстрируется чертежами, на которых на фиг.1-4 показан вариант применения предлагаемого способа и позициями обозначены: 1 - плакируемая трубная заготовка, 2 - массивная матрица, 3 - пластичный материал, 4 - плакирующая трубная заготовка, 5 - электрогидравлический генератор ударных волн, 6 - электроды, 7 - жидкость, 8 - корпус электрогидравлического генератора ударных волн, 9 - кумулятивные выемки, 10 - облицовки, 11 - генератор высоковольтных импульсов.
Способ осуществляют следующим образом.
Плакируемую трубную заготовку 1 устанавливают в массивной матрице 2. Между наружной поверхностью плакируемой трубной заготовки 1 и внутренней поверхностью массивной матрицы 2 размещают пластичный материал 3, например асфальт, гудрон, песок, глину, резину и др. Внутрь плакируемой трубной заготовки 1 с зазором устанавливают плакирующую трубную заготовку 4, а внутрь плакирующей трубной заготовки 4 размещают электрогидравлический генератор ударных волн 5, содержащий электроды 6, установленные в заполненном жидкостью 7, герметичном цилиндрическом, изолированном по всей внутренней поверхности корпусе 8, в стенках которого выполнены кумулятивные выемки 9 с расположенными в них облицовками 10. Форму, количество и расположение в корпусе 8 кумулятивных выемок 9 с облицовками 10 определяют в соответствии с заданным расположением зон контакта при получении сварного соединения, учитывая направление распространения кумулятивных струй.
Далее электрогидравлический генератор ударных волн 5 через высокочастотный кабель подключают к выходу генератора высоковольтных импульсов 11.
После включения генератора высоковольтных импульсов 11 на разрядный промежуток, образованный электродами 6 электрогидравлического генератора ударных волн 5, подается высокое напряжение, и происходит пробой разрядного промежутка, сопровождающийся образованием, токопроводящего канала. В канале разряда происходит интенсивный локальный разогрев жидкости 7. При этом в нем концентрируется энергия перегретого ионизированного газа и пара. Быстрое расширение канала разряда в виде парогазовой полости под действием внутреннего давления создает в жидкости 7 волны сжатия и импульсы давления. Благодаря высокому давлению и быстрому расширению канала разряда формируются ударные волны, которые, перемещаясь, схлопывают стенки облицовок 10 навстречу друг другу. В результате соударения стенок давление в материале облицовок 10 резко возрастает. Движение облицовок 10 образует сходящиеся под определенным углом к осям кумулятивных выемок 9 потоки, которые переходят в тонкие струи жидкости, перемещающиеся вдоль осей с очень большими скоростями. В результате этого наружная поверхность плакирующей трубной заготовки 4 вступает в зоне контакта в соударение с внутренней поверхностью плакируемой трубной заготовки 1, образуя сварное соединение.
Предлагаемый способ позволяет улучшить качество сварных соединений.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ СПОСОБ РАЗРУШЕНИЯ И ДРОБЛЕНИЯ ТВЕРДЫХ МАТЕРИАЛОВ | 2008 |
|
RU2385417C2 |
| УСТРОЙСТВО ЭЛЕКТРОГИДРАВЛИЧЕСКОЕ КУМУЛЯТИВНОЕ ДЛЯ РАЗРУШЕНИЯ И ДРОБЛЕНИЯ ТВЕРДЫХ МАТЕРИАЛОВ | 2008 |
|
RU2380161C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2353487C1 |
| ВИНТОВОЙ СЕПАРАТОР | 2010 |
|
RU2424059C1 |
| ВИНТОВОЙ СЕПАРАТОР | 2010 |
|
RU2436635C2 |
| СПОСОБ РАЗДЕЛЕНИЯ МИНЕРАЛЬНЫХ ПРОДУКТОВ НА МАГНИТНЫЕ И НЕМАГНИТНЫЕ ЧАСТИ | 2010 |
|
RU2424854C1 |
| ВИНТОВОЙ СЕПАРАТОР | 2010 |
|
RU2432997C2 |
| ВИНТОВОЙ СЕПАРАТОР | 2010 |
|
RU2432995C1 |
| СПОСОБ РАЗДЕЛЕНИЯ МИНЕРАЛЬНЫХ ПРОДУКТОВ НА МАГНИТНЫЕ И НЕМАГНИТНЫЕ ЧАСТИ | 2010 |
|
RU2430785C1 |
Изобретение может быть использовано при получении сваркой взрывом многослойных трубных заготовок. Плакируемую заготовку устанавливают в массивной матрице. Между наружной поверхностью плакируемой заготовки и внутренней поверхностью массивной матрицы размещают пластичный материал. Плакирующую заготовку устанавливают с зазором внутри плакируемой заготовки и размещают внутри электрогидравлический генератор для создания ударных волн. Генератор содержит электроды, установленные в герметичном цилиндрическом корпусе, изолированном по всей внутренней поверхности и заполненном жидкостью, в стенках которого выполнены кумулятивные выемки с расположенными в них облицовками. Ударные волны в жидкости получают путем создания импульсного высоковольтного электрического разряда между электродами. Воздействие на плакирующую и плакируемую заготовки осуществляют кумулятивными струями, образованными за счет перемещения облицовок кумулятивных выемок под действием ударных волн. Способ позволяет улучшить качество сварных соединений и снизить себестоимость работ, при этом он является экологически чистым за счет исключения использования токсичных взрывчатых веществ. 1 з.п. ф-лы, 4 ил.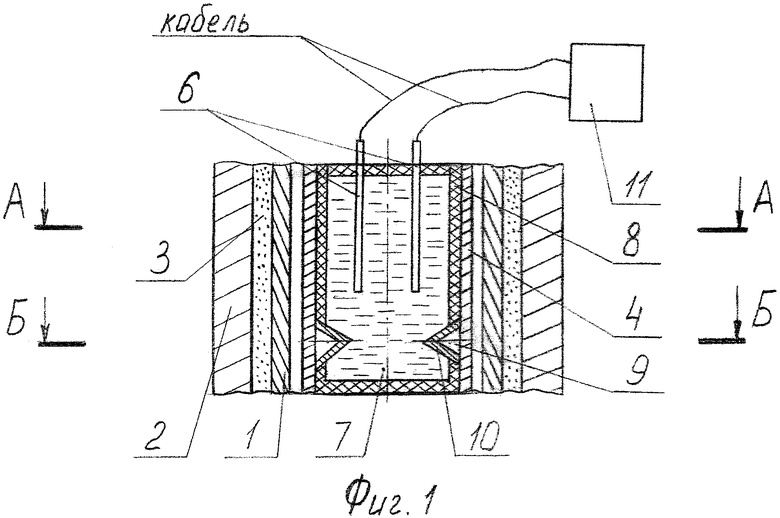
1. Способ плакирования трубных заготовок сваркой взрывом, включающий установку плакирующей заготовки с зазором внутри плакируемой заготовки, размещение внутри плакирующей заготовки гидравлического генератора для создания ударных волн, обеспечивающих воздействие на плакирующую и плакируемую заготовки с получением сварного соединения в зонах контакта, отличающийся тем, что плакируемую заготовку устанавливают в массивной матрице, между наружной поверхностью плакируемой заготовки и внутренней поверхностью массивной матрицы размещают пластичный материал, а для создания ударных волн используют электрогидравлический генератор, содержащий электроды, установленные в герметичном цилиндрическом корпусе, изолированном по всей внутренней поверхности и заполненном жидкостью, в стенках которого выполнены кумулятивные выемки с расположенными в них облицовками, при этом ударные волны в жидкости получают путем создания импульсного высоковольтного электрического разряда между электродами, а воздействие на плакирующую и плакируемую заготовки осуществляют кумулятивными струями, образованными за счет перемещения облицовок кумулятивных выемок под действием ударных волн.
2. Способ по п.1, отличающийся тем, что форма, количество и расположение в корпусе кумулятивных выемок с облицовками соответствует заданному расположению зон контакта при получении сварного соединения с учетом направления распространения кумулятивных струй.
| JP 58068490 A, 23.04.1983 | |||
| US 5104027 A, 14.04.1992 | |||
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ТИТАНОГРАФИТОВЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ ИЗ ПОРОШКОВ | 2006 |
|
RU2341354C2 |
| УСТРОЙСТВО ЭЛЕКТРОГИДРАВЛИЧЕСКОЕ КУМУЛЯТИВНОЕ ДЛЯ РАЗРУШЕНИЯ И ДРОБЛЕНИЯ ТВЕРДЫХ МАТЕРИАЛОВ | 2008 |
|
RU2380161C1 |
| SU 1827089 A3, 20.02.1996. | |||

