Область техники, к которой относится изобретение
Настоящее изобретение относится, в общем, к системам распределения клея-расплава или другого термопластичного материала, и, более конкретно, к новой и усовершенствованной модульной системе для подачи клея-расплава или другого термопластичного материала, в которой, например, модульное дозирующее устройство, имеющее множество содержащихся внутри него узлов, дозирующих клей-расплав или другой термопластичный материал, может быть установлено с возможностью присоединения и отсоединения, а также функционального и гидравлического соединения с баком для клея-расплава или другого термопластичного вещества или с блоком питания. Альтернативно один или более узлов из множества узлов, дозирующих клей-расплав или другой термопластичный материал может быть расположен с внешней стороны, и также функционально и гидравлически соединен с возможностью присоединения и отсоединения к модульному дозирующему устройству, а также альтернативно и по-прежнему дополнительно, одно или более дополнительное модульное дозирующее устройство может быть функционально и гидравлически присоединено, с возможностью присоединения и отсоединения, к основному модульному дозирующему устройству. Таким образом, вся модульная система демонстрирует повышенную универсальность и промышленную гибкость, чтобы эффективно разместить или допустить осуществление процедур нанесения или применения различного, или другого клея-расплава, или другого термопластичного материала, что может быть потребовано конкретным конечным пользователем или потребителем.
Уровень техники
В связи с подачей клея-расплава или другого термопластичного материала для применения в осуществлении процедур нанесения или наложения различного или другого клея-расплава, или другого термопластичного материала, обычные правила эксплуатации диктовали, что в зависимости от, или как функция, определенных заданных требований или параметров нанесения, должны быть разработаны, изготовлены и установлены конкретным или специальным образом сконструированные системы. Следовательно, как можно легко понять, если рассматривать с некоторой противоположной или обратной точки зрения, или с точки зрения перспективы, и как это хорошо известно в технике, другие процедуры нанесения или наложения требуют, чтобы были разработаны, изготовлены, закуплены и установлены другие структурные системы. Например, другие процедуры нанесения или наложения могут требовать других размеров блоков подачи или баков для клея-расплава или другого термопластичного материала. Альтернативно, другие процедуры нанесения или наложения, содержащие, например, другие объемные параметры или требования для выхода материала, могут диктовать или требовать использования или применения других устройств дозирующих насосов для клея-расплава или другого термопластичного материала. Альтернативно, по-прежнему дополнительно, другие процедуры нанесения или наложения, включающие в себя, например, снижение потерь давления или оптимизацию значений давления, имеющегося внутри коллекторов различных потоков текучей среды или коллекторов, включающих в себя всю систему подачи клея-расплава или другого термопластичного материала, могут диктовать или требовать, чтобы устройства дозирующих насосов для клея-расплава или другого термопластичного материала и их аппликаторы были расположены или размещены относительно близко к блокам подачи или бакам для клея-расплава или другого термопластичного материала.
По-прежнему дополнительно, пространственные или логистические параметры характеристики определенной установки или промышленной мощности, то есть, например, линии по изготовлению конкретного продукта или производственные линии, могут диктовать или требовать, чтобы устройства дозирующих насосов для клея-расплава или другого термопластичного материала и их аппликаторы были расположены или размещены удаленно от блоков подачи или баков для клея-расплава или другого термопластичного материала.
Соответственно, можно легко понять, что если различные системы подачи клея-расплава или другого термопластичного материала должны быть возведены или установлены в пределах конкретных производственных мощностей в соединении с различными производственными линиями для осуществления различных или других процедур нанесения или наложения клея-расплава или другого термопластичного материала, то это чрезвычайно дорого фактически встраивать такое разнообразие систем подачи внутрь какой-либо промышленной установки или предприятия, или, если рассматривать с альтернативной точки зрения или с точки зрения перспективы, другие промышленные установки или производственные мощности должны были бы быть возведены, чтобы фактически вместить такое разнообразие систем подачи. Альтернативно, по-прежнему, кроме того, хотя конкретная система подачи могла была бы быть превращена из одного типа системы подачи в другой тип системы подачи, снова затраты, связанные с такими процедурами преобразования, фактически мешали бы экономической жизнеспособности этой процедуры.
Поэтому в технике существует потребность в новой и усовершенствованной системе подачи клея-расплава или другого термопластичного материала, в которой система подачи была бы универсальной и гибкой, например, как результат взаимного обмена, или обмена различными составными элементами внутри системы, или как результат функционального расширения системы подачи, посредством чего различные другие процедуры нанесения или наложения, имеющие или характеризующиеся с помощью разнообразных других операционных параметров или требований, могут быть легко получены без необходимости строительства или возведения большого числа различных других прикрепленных или постоянных систем подачи.
Сущность изобретения
Перечисленные выше и другие цели достигаются в соответствии с идеей и принципами настоящего изобретения за счет выполнения новой и усовершенствованной модульной системы для подачи клея-расплава или другого термопластичного материала, в которой, например, модульное дозирующее устройство, имеющее множество содержащихся внутри него узлов, дозирующих клея-расплава или другого термопластичного материала, способно быть установленным на нем с возможностью присоединения и отсоединения, и функционально и гидравлически соединено с баком или блоком подачи клея-расплава или другого термопластичного материала. Альтернативно, один или более из множества узлов, дозирующих клей-расплав или другой термопластичный материал, может быть расположен с внешней стороны и также функционально и гидравлически соединен, с возможностью присоединения или отсоединения, к модульному дозирующему устройству, при этом альтернативно, по-прежнему, кроме того, одно или более дополнительное модульное дозирующее устройство может быть функционально и гидравлически соединено, с возможностью присоединения и отсоединения, к первому или исходному модульному дозирующему устройству. Таким образом, вся модульная система демонстрирует повышенную универсальность и промышленную гибкость, чтобы эффективно вместить или позволить осуществить различные или другие процедуры нанесения или наложения клея-расплава или другого термопластичного материала, что может потребовать конкретный конечный пользователь или потребитель.
Согласно одному варианту изобретения предложена модульная система для подачи текучего материала, содержащая модульное устройство подачи для подачи текучего материала; модульное дозирующее устройство, содержащее множество отдельных дозирующих узлов, при этом каждый из упомянутого множества отдельных дозирующих узлов содержит множество дозирующих насосов для вывода заданных количеств упомянутого текучего материала к множеству аппликаторов; и средство для соединения упомянутого модульного устройства подачи для подачи упомянутого текучего материала к упомянутому модульному дозирующему устройству, содержащему упомянутое множество отдельных дозирующих узлов, с возможностью присоединения или отсоединения таким образом, что упомянутый текучий материал может быть не только подан из упомянутого модульного устройства подачи к упомянутому множеству дозирующих насосов, содержащих упомянутое множество отдельных дозирующих узлов, но дополнительно, упомянутое модульное устройство подачи и упомянутое модульное дозирующее устройство могут быть легко присоединены и отсоединены друг от друга, посредством чего другие модульные устройства и другие модульные дозирующие устройства могут быть легко соединены, с возможностью взаимной замены, друг с другом модульным образом.
Предпочтительно упомянутое средство для соединения упомянутого модульного устройства подачи с упомянутым модульным дозирующим устройством содержит первое и второе крепежные средства, соответственно установленные на стеночных элементах упомянутого модульного устройства подачи и упомянутого модульного дозирующего устройства, посредством чего упомянутое модульное устройство подачи и упомянутое модульное дозирующее устройств соединены вместе в качестве единого блока.
Предпочтительно упомянутое первое крепежное средство содержит зажимную скобу, прочно установленную на первом из упомянутых стеночных элементов упомянутого модульного устройства подачи и упомянутого модульного дозирующего устройства; и упомянутое второе крепежное средство содержит поворотный зажимной элемент, установленный с возможностью поворота на втором из упомянутых стеночных элементов упомянутого модульного устройства подачи и упомянутого модульного дозирующего устройства, таким образом, чтобы быть подвижным между первым положением, в котором упомянутый поворотный зажимной элемент выходит из зацепления из упомянутой зажимной скобы, прочно установленной на упомянутом первом из упомянутых стеночных элементов упомянутого модульного устройства подачи и упомянутого модульного дозирующего устройства, и вторым положением, при котором упомянутый поворотный зажимной элемент входит в зацепление с упомянутой зажимной скобой, прочно установленной на упомянутом первом из упомянутых стеночных элементов упомянутого модульного устройства подачи и упомянутого модульного дозирующего устройства.
Предпочтительно модульная система подачи дополнительно содержит распределительный коллектор, расположенный внутри упомянутого модульного дозирующего устройства для распределения упомянутой текучей среды к упомянутому множеству отдельных дозирующих узлов, расположенных внутри упомянутого модульного дозирующего устройства.
Предпочтительно упомянутое средство для соединения упомянутого модульного устройства подачи с упомянутым модульным дозирующим устройством содержит первое и второе крепежные средства, соответственно установленные на стеночных элементах упомянутого модульного устройства подачи и упомянутого распределительного коллектора упомянутого модульного дозирующего устройства, посредством чего упомянутое модульное устройство подачи и упомянутое модульное дозирующее устройство соединены вместе как единый блок.
Предпочтительно упомянутое первое крепежное средство содержит зажимную скобу, прочно установленную на первом из упомянутых стеночных элементов упомянутого модульного устройства подачи и распределительного коллектора упомянутого модульного дозирующего устройства; и упомянутое второе крепежное средство содержит поворотный зажимной элемент, установленный с возможностью поворота на втором из упомянутых стеночных элементов упомянутого модульного устройства подачи и распределительного коллектора упомянутого модульного дозирующего устройства, таким образом, чтобы быть подвижным между первым положением, при котором упомянутый поворотный зажимной элемент выходит из зацепления с упомянутой зажимной скобой, прочно установленной на упомянутом первом из упомянутых стеночных элементов упомянутого модульного устройства подачи и упомянутого распределительного коллектора упомянутого модульного дозирующего устройства, и вторым положением, при котором упомянутый поворотный зажимной элемент входит в зацепление с упомянутой зажимной скобой, прочно установленной на упомянутом первом из упомянутых стеночных элементов упомянутого модульного устройства подачи и упомянутого распределительного коллектора упомянутого модульного дозирующего устройства.
Предпочтительно упомянутое средство для соединения упомянутого модульного устройства подачи с возможностью присоединения и отсоединения относительно упомянутого модульного дозирующего устройства, содержит, по меньшей мере, один шланг, проводящий текучую среду, соединяющий между собой упомянутое модульное устройство подачи с упомянутым модульным дозирующим устройством.
Предпочтительно модульная система подачи содержит противоположно расположенное обратное клапанное средство, расположенное внутри противоположных концевых участков упомянутого, по меньшей мере, одного шланга, проводящего текучую среду, и внутри мест расположения отверстий, соответственно выполненных внутри упомянутого модульного устройства подачи и упомянутого модульного дозирующего устройства, таким образом, что когда любой один из упомянутых противоположных концевых участков упомянутого, по меньшей мере, одного шланга, проводящего текучую среду, отсоединен от одного из упомянутых модульного устройства подачи и модульного дозирующего устройства, чтобы осуществить отсоединение упомянутых модульного устройства подачи и модульного дозирующего устройства друг от друга, предотвращая непреднамеренную утечку упомянутого текучего материала из любого одного из упомянутых модульного устройства подачи и модульного дозирующего устройства.
Предпочтительно упомянутое средство для соединения по текучей среде упомянутого модульного устройства подачи с упомянутым модульным дозирующим устройством с возможностью присоединения и отсоединения относительно упомянутого модульного дозирующего устройства, содержит, по меньшей мере, один шланг, проводящий текучую среду, соединяющий между собой упомянутое модульное устройство подачи с упомянутым распределительным коллектором упомянутого модульного дозирующего устройства.
Предпочтительно модульная система подачи дополнительно содержит противоположно расположенное обратное клапанное средство, расположенное внутри противоположных концевых участков упомянутого, по меньшей мере, одного шланга, проводящего текучую среду, и внутри мест расположения отверстий, соответственно выполненных внутри упомянутого модульного устройства подачи и упомянутого распределительного коллектора упомянутого модульного дозирующего устройства таким образом, что когда любой один из упомянутых противоположных концевых участков упомянутого, по меньшей мере, одного шланга, проводящего текучую среду, отсоединен от одного из упомянутых мест расположения отверстий, соответственно выполненных внутри упомянутого модульного устройства подачи и распределительного коллектора указанного модульного дозирующего устройства, чтобы осуществить отсоединение упомянутых модульного устройства подачи и модульного дозирующего устройства друг от друга, предотвращая непреднамеренную утечку упомянутого текучего материала из любого одного из упомянутых модульного устройства подачи и модульного дозирующего устройства.
Предпочтительно модульная система подачи дополнительно содержит противоположно расположенное обратное клапанное средство, расположенное внутри мест расположения отверстий, соответственно выполненных внутри упомянутого распределительного коллектора упомянутого модульного дозирующего устройства и внутри упомянутого множества отдельных дозирующих узлов, таким образом, что когда любой один из упомянутого множества отдельных дозирующих узлов отсоединен от упомянутого распределительного коллектора, то непреднамеренная утечка упомянутого текучего материала из любого одного из упомянутого распределительного коллектора и упомянутого любого из упомянутого множества отдельных дозирующих узлов предотвращена.
Предпочтительно модульная система подачи дополнительно содержит противоположно расположенное обратное клапанное средство, расположенное внутри мест расположения отверстий, соответственно выполненных внутри упомянутого распределительного коллектора упомянутого модульного дозирующего устройства и внутри упомянутого модульного устройства подачи, таким образом, что когда упомянутый распределительный коллектор упомянутого модульного дозирующего устройства и упомянутое модульное устройство подачи отсоединены друг от друга, то непреднамеренная утечка упомянутого текучего материала из любого одного из упомянутого распределительного коллектора и упомянутого модульного устройства подачи предотвращена.
Предпочтительно, по меньшей мере, один из упомянутого множества отдельных дозирующих узлов, содержащийся в упомянутом модульном дозирующем устройстве, расположен внутри упомянутого модульного дозирующего устройства.
Предпочтительно, по меньшей мере, один из упомянутого множества отдельных дозирующих узлов, содержащийся в упомянутом модульном дозирующем устройстве, расположен с внешней стороны упомянутого модульного дозирующего устройства.
Предпочтительно модульная система подачи дополнительно содержит средство для соединения по текучей среде упомянутого, по меньшей мере, одного из упомянутого множества отдельных дозирующих узлов, расположенных с внешней стороны упомянутого модульного дозирующего устройства, к упомянутому модульному дозирующему устройству с возможностью присоединения и отсоединения относительно упомянутого модульного дозирующего устройства.
Предпочтительно упомянутое средство для соединения по текучей среде упомянутого, по меньшей мере, одного из упомянутого множества отдельных дозирующих узлов, с упомянутым модульным дозирующим устройством, содержит, по меньшей мере, один шланг, проводящий текучую среду.
Предпочтительно модульная система подачи дополнительно содержит противоположно расположенное обратное клапанное средство, расположенное внутри противоположных концевых участков упомянутого, по меньшей мере, одного шланга, проводящего текучую среду, и внутри мест расположения отверстий, соответственно выполненных внутри упомянутого, по меньшей мере, одного из упомянутого множества отдельных дозирующих узлов и упомянутого модульного дозирующего устройства, таким образом, что когда любой один из упомянутых противоположных концевых участков упомянутого, по меньшей мере, одного шланга, проводящего текучую среду, отсоединен от одного из упомянутого, по меньшей мере, одного из упомянутого множества отдельных дозирующих узлов и упомянутого модульного дозирующего устройства, то непреднамеренная утечка упомянутого текучего материала из любого одного из упомянутого, по меньшей мере, одного из упомянутого множества отдельных дозирующих узлов и упомянутого модульного дозирующего устройства предотвращена.
Предпочтительно упомянутое модульное устройство подачи содержит модульное емкостное устройство, которое имеет резервуар для текучей среды, встроенный в него, и подающий насос для подачи упомянутой текучей среды от упомянутого резервуара текучей среды к упомянутому модульному дозирующему устройству.
Предпочтительно упомянутое модульное устройство подачи содержит модульное насосное устройство, выполненное с возможностью соединения с удаленно размещенным резервуаром для текучей среды для подачи упомянутой текучей среды из упомянутого резервуара для текучей среды к упомянутому модульному дозирующему устройству.
Предпочтительно модульная система подачи дополнительно содержит по меньшей мере, одно дополнительное модульное дозирующее устройство, соединенное по текучей среде с упомянутым модульным дозирующим устройством, и множество отдельных дозирующих узлов, при этом каждый из упомянутого множества отдельных дозирующих узлов содержит множество отдельных дозирующих насосов для вывода заданных количеств упомянутого текучего материала к множеству аппликаторов.
Предпочтительно модульная система подачи дополнительно содержит средство для соединения по текучей среде упомянутого, по меньшей мере, одного дополнительного модульного дозирующего устройства с упомянутым модульным дозирующим устройством.
Предпочтительно упомянутое средство для соединения по текучей среде упомянутого, по меньшей мере, одного дополнительного модульного дозирующего устройства с упомянутым модульным дозирующим устройством содержит, по меньшей мере, один шланг, проводящий текучую среду.
Предпочтительно модульная система подачи дополнительно содержит противоположно расположенное обратное клапанное средство, расположенное внутри противоположных концевых участков упомянутого, по меньшей мере, одного шланга, проводящего текучую среду, и внутри мест расположения отверстий, соответственно выполненных внутри упомянутого, по меньшей мере, одного дополнительного модульного дозирующего устройства и упомянутого модульного дозирующего устройства, таким образом, что когда любой один из упомянутых противоположных концевых участков упомянутого, по меньшей мере, одного шланга, проводящего текучую среду, отсоединен от одного из упомянутого, по меньшей мере, одного дополнительного модульного дозирующего устройства и упомянутого модульного дозирующего устройства, то непреднамеренная утечка упомянутого текучего материала из любого одного из упомянутого, по меньшей мере, одного дополнительного модульного дозирующего устройства и упомянутого модульного дозирующего устройства предотвращена.
Предпочтительно упомянутая модульная система для подачи упомянутого текучего материала содержит модульную систему для подачи расплава адгезионного материала.
Различные другие признаки или ожидаемые преимущества настоящего изобретения будут более понятны из следующего подробного описания, будучи рассмотренными совместно с приложенными чертежами, на которых одинаковыми ссылочными позициями обозначают одинаковые или соответствующие части на нескольких видах, и на которых:
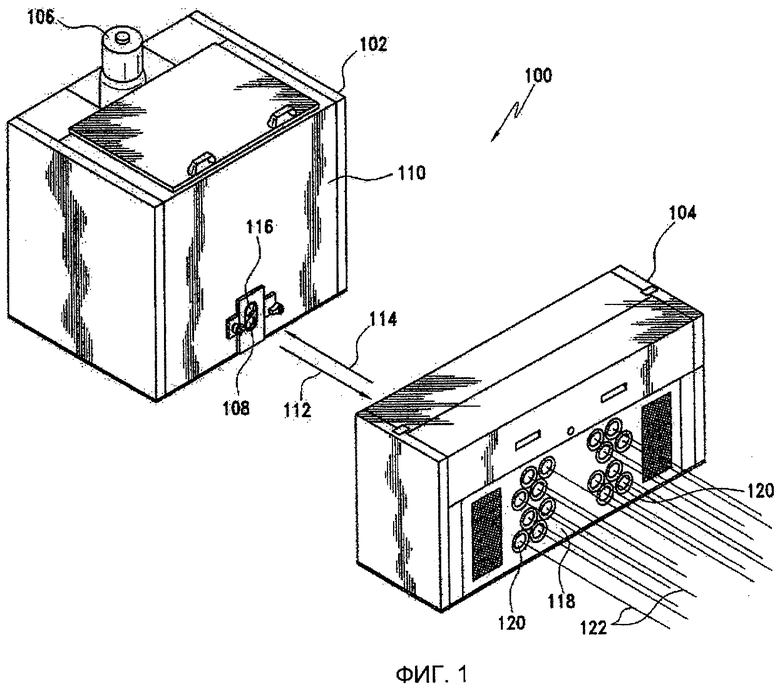
Фиг.1 представляет собой вид в перспективе первого варианта осуществления новой и усовершенствованной модульной системы для подачи клея-расплава или другого термопластичного материала, как она выполнена в соответствии с принципами и идеями настоящего изобретения, и на нем показанные ее составные части, при этом модульное дозирующее устройство является независимым от модульного емкостного устройства и расположено удаленно от него;
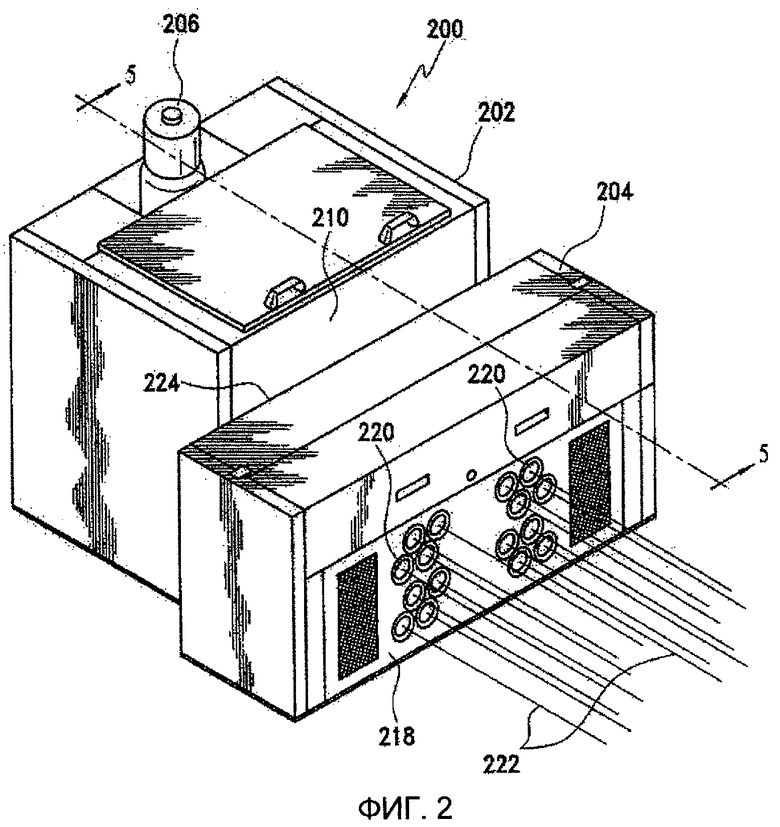
Фиг.2 представляет собой вид в перспективе, подобный виду на фиг.1, показывающий, однако, второй вариант осуществления новой и усовершенствованной модульной системы для подачи клея-расплава или другого термопластичного материала, и также созданной в соответствие с принципами и идеями настоящего изобретения, при этом модульное дозирующее устройство прочно присоединено к модульному емкостному устройству и фактически образует единый узел;
Фиг.3 представляет собой вид в перспективе, подобный и соответствующий виду на фиг.1, на котором показаны, однако, внутренние составные части модульного емкостного устройства и внутренние составные части модульного дозирующего устройства с некоторыми из внутренних составных частей модульного дозирующего устройства, представленными в разнесенном в пространстве формате для ясности;
Фиг.4 представляет собой вид сбоку распределительного коллектора модульного дозирующего устройства, схематично показывающий монтаж некоторых из дозирующих интерфейсов дозирующего узла на верхнем и переднем стеночных элементах распределительного коллектора, также как некоторые из коллекторов текучей среды, установленных внутри в распределительном коллекторе для подачи клея-расплава или другого термопластичного материала в распределительный коллектор и из него;
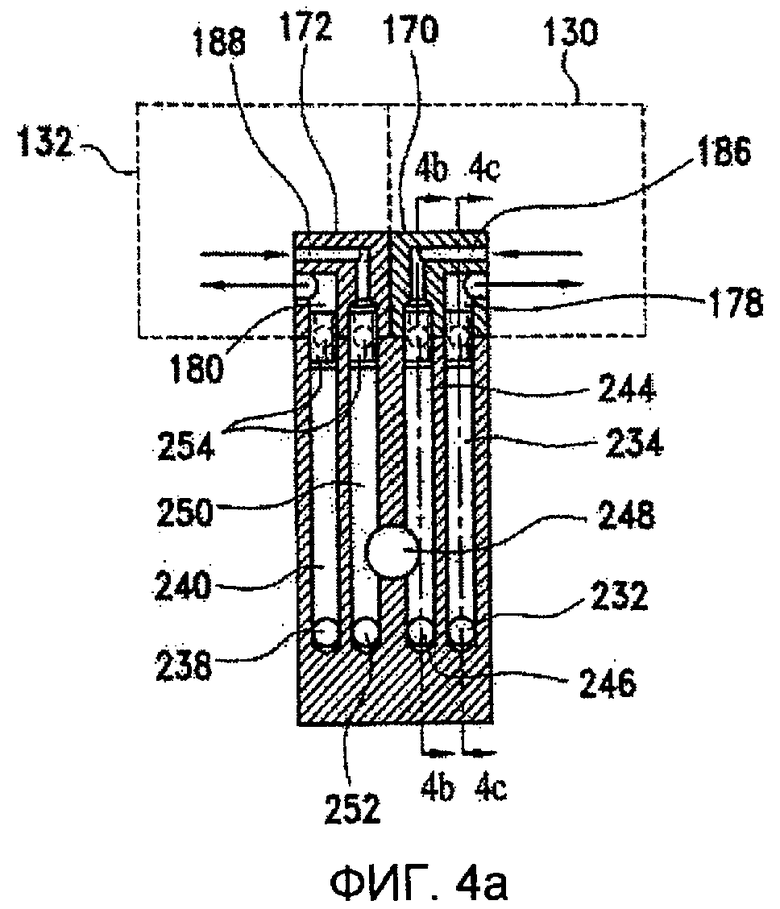
Фиг. 4а представляет собой вид в разрезе, взятом по линии 4а-4а на фиг.4, распределительного коллектора, как он показан на фиг.4,;
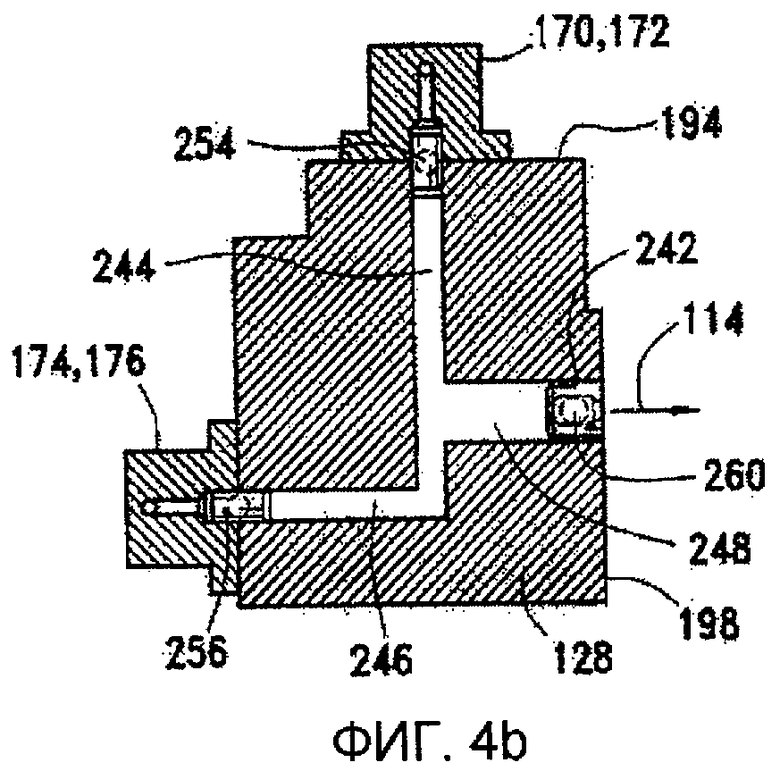
Фиг. 4b представляет собой вид в разрезе по линии 4b-4b фиг. 4а распределительного коллектора, как он показан на фиг. 4а; и
Фиг. 4с представляет собой вид в разрезе по линии 4с-4с фиг. 4а распределительного коллектора, как он показан на фиг. 4а; и
Фиг. 5 представляет собой вид в разрезе по лини 5-5 на фиг.2 интегрального узла модульного емкостного устройства - модульного дозирующего устройства, как показано на фиг. 2;
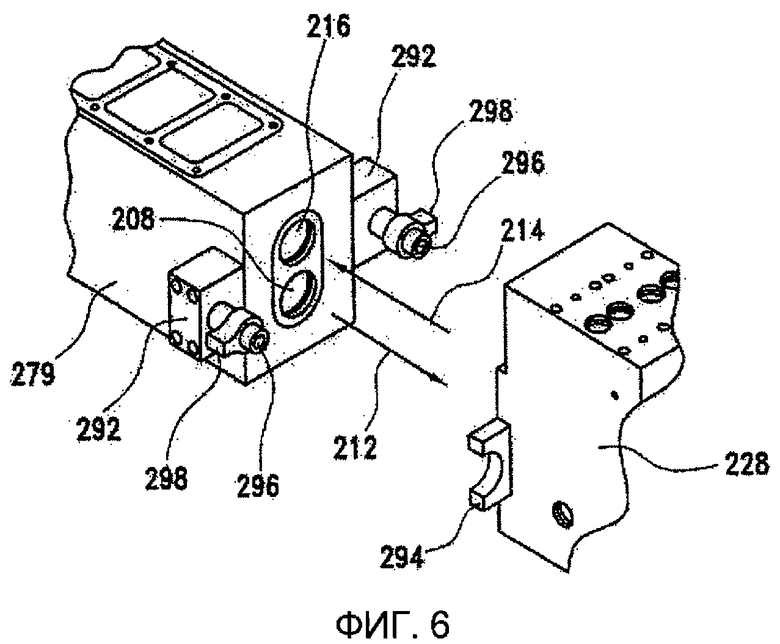
Фиг. 6 представляет собой частичный вид в перспективе корпуса коллектора клея-расплава или другого термопластичного материала, распределительного коллектора и поворотного зажимного крепежного устройства, установленного на коллекторе клея-расплава или другого термопластичного материала и распределительном коллекторе для установки с возможностью присоединения и отсоединения распределительного коллектора на корпусе коллектора клея-расплава или другого термопластичного материала, при этом поворотные зажимные крепежные устройства показаны, как расположенные в их незакрытых положениях таким образом, что распределительный коллектор может быть отсоединен от корпуса коллектора клея-расплава или другого термопластичного материала;
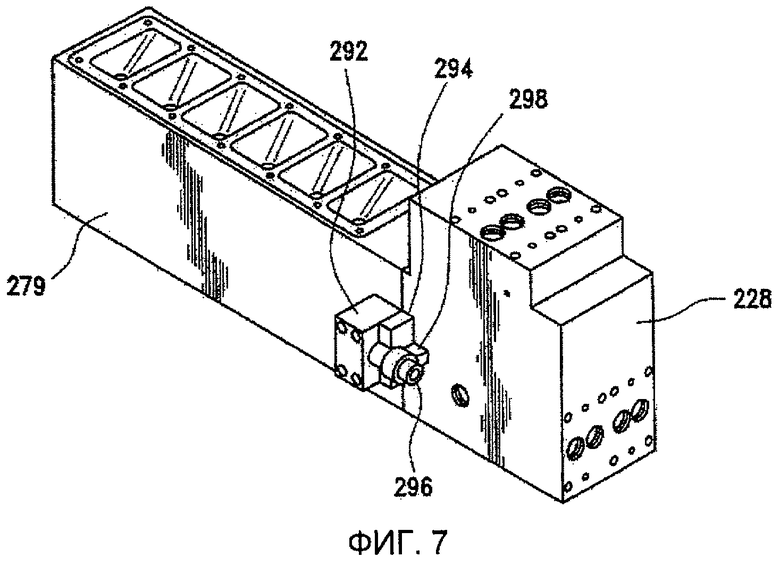
Фиг. 7 представляет собой частичный вид в перспективе, подобный виду на фиг.6, показывающий, однако, одно из поворотных зажимных крепежных устройств, расположенных в их закрытых положениях таким образом, что распределительный коллектор может быть прочно присоединен к корпусу коллектора клея-расплава или другого термопластичного материала;
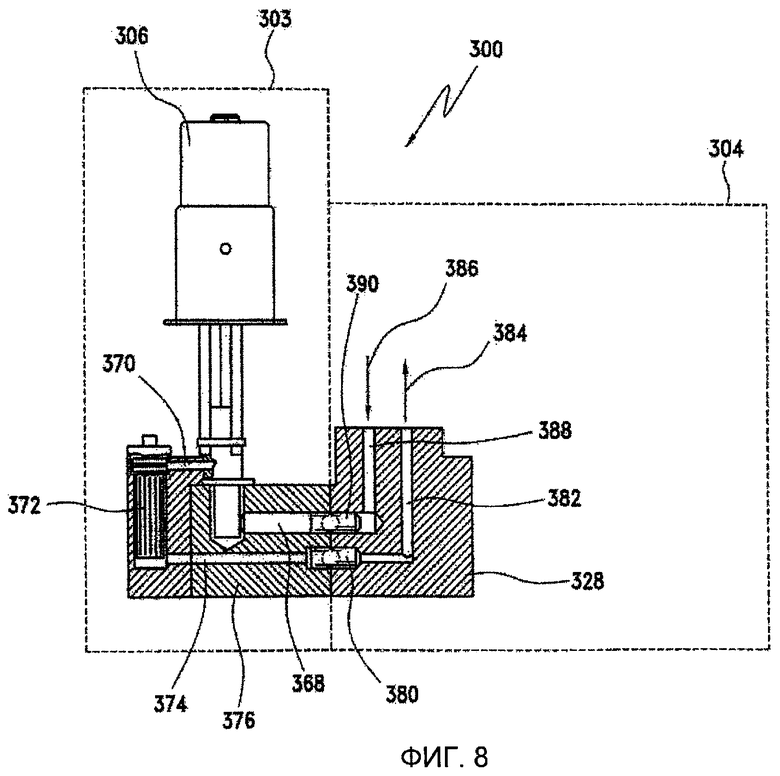
Фиг. 8 представляет собой вид в разрезе, подобный виду на фиг.5, показывающий, однако, третий вариант осуществления новой и усовершенствованной модульной системы для подачи клея-расплава или других термопластичных материалов, и также выполненной в соответствии с принципами и идеями настоящего изобретения, при этом модульное дозирующее устройство прочно присоединено и фактически образует интегральное устройство с модульным устройством насоса, причем модульное емкостное устройство отделено и размещено в удаленном месте от модульного устройства насоса;
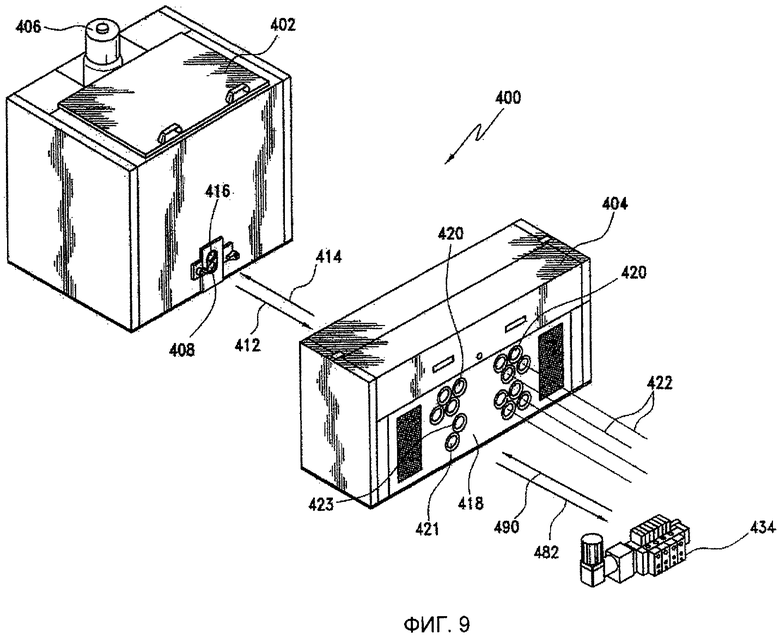
Фиг. 9 представляет собой вид в перспективе, подобный виду на фиг.3, показывающий, однако, четвертый вариант осуществления новой и усовершенствованной модульной системы для подачи клея-расплава или другого термопластичного материала и также выполненную в соответствии с принципами и идеями настоящего изобретения, в которой один, или более, или все из множества дозирующих узлов фактически размещен или размещены с внешней стороны и удалены от модульного дозирующего устройства и распределительного коллектора, расположенного в нем; и
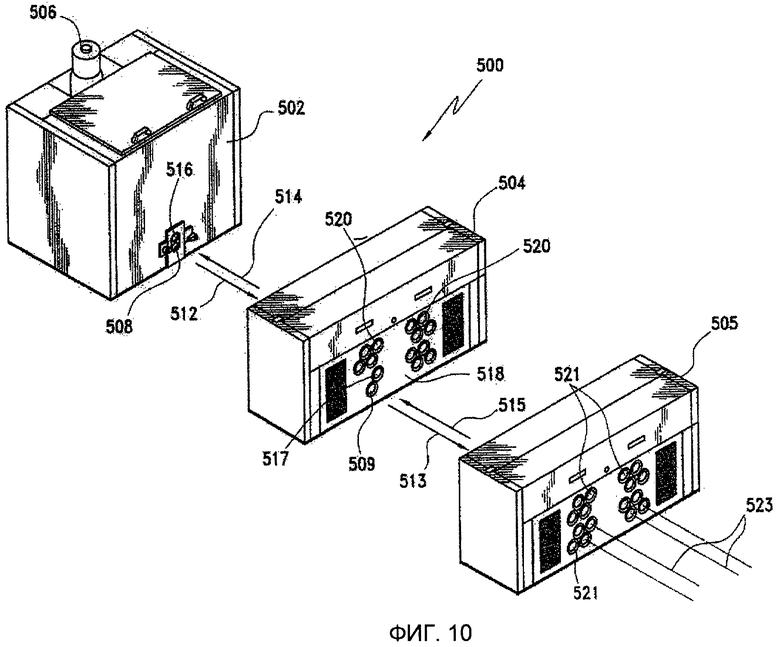
Фиг. 10 представляет собой вид в перспективе, подобный видам на фиг. 1 и 9, показывающий, однако, пятый вариант осуществления новой и усовершенствованной модульной системы для подачи клея-расплава или другого термопластичного материала и также выполненную в соответствии с принципами и идеями настоящего изобретения, в которой одно или более дополнительных модульных дозирующих устройств может быть размещено удаленно от и последовательно соединено с исходным или первым модульным дозирующим устройством и распределительным коллектором, расположенным внутри.
Подробное описание проиллюстрированных вариантов
осуществления изобретения
Ссылаясь на чертежи и, более конкретно, на фиг.1, первый вариант осуществления новой и усовершенствованной модульной системы подачи клея-расплава или другого термопластичного материала описан и, в общем, обозначен ссылочной позицией 100. Более конкретно, видно, что новая и усовершенствованная модульная система 100 подачи содержит модульное емкостное устройство 102, внутри которого запас клея-расплава или другого термопластичного материала плавится и хранится, и модульное дозирующее устройство 104, внутри которого множество дозирующих узлов, причем каждый содержит множество дозирующих зубчатых насосов, как это будет раскрыто более подробно далее, расположены для вывода заданных или точно дозированных количеств клея-расплава или другого термопластичного материала. В соответствии с дополнительными характеристиками структурных признаков новой и усовершенствованной системы 100 подачи клея-расплава или другого термопластичного материала, кроме того, видно, что модульное емкостное устройство 102 содержит первичный насос 106, который повышает давление клея-расплава или другого термопластичного материала, содержащегося внутри модульного емкостного устройства 102, до заданной постоянной величины давления, и что находящийся под давлением клей-расплав или другой термопластичный материал затем подают при переменных объемных скоростях к модульному дозирующему устройству 104 в зависимости от, или как функцию, запроса множества дозирующих зубчатых насосов, расположенных внутри модульного дозирующего устройства 104, посредством выпускного отверстия 108 подачи текучей среды, образованного внутри переднего стеночного элемента 110 модульного емкостного устройства 102, и трубопровода 112 подачи текучей среды, который может содержать соответствующий гибкий шланг. Неиспользованный клей-расплав или другой термопластичный материал возвращают к модульному емкостному устройству 102 из модульного дозирующего устройства 104 с помощью трубопровода 114 возврата текучей среды и впускного отверстия 116 возврата текучей среды, также образованного внутри переднего стеночного элемента 110 модульного емкостного устройства 102.
Следовательно, может быть очевидно, что в соответствие с принципами и идеями этого первого варианта осуществления настоящего изобретения модульное дозирующее устройство 104 не зависит и может быть расположено удаленно, на различных расстояниях, от модульного емкостного устройства 102, как определено, например, с помощью различных, заданных размеров длины трубопроводов 112, 114 подачи текучей среды и отвода текучей среды. В дополнение, видно, что передний стеночный элемент 118 модульного дозирующего устройства 104 выполнен, например, с шестнадцатью выпускными отверстиями 120 подачи текучей среды, при этом шестнадцать выпускных отверстии 120 подачи текучей среды размещены четырьмя группами или множествами, причем каждая группа или множество выпускных отверстий 120 подачи текучей среды содержит четыре отдельных выпускных отверстия 120 подачи текучей среды. Как будет более очевидно далее, выводы множества дозирующих зубчатых насосов, содержащие множество дозирующих узлов, расположенных внутри модульного дозирующего устройства 104, соединены по текучей среде с множеством выпускных отверстий 120 подачи текучей среды, при этом множество шлангов аппликаторов, схематично показанных как 122, могут быть соответственно соединены по текучей среде со множеством выпускных отверстий 120 подачи текучей среды таким образом, чтобы фактически подавать заданные или точно дозированные количества клея-расплава или другого термопластичного материала к головкам аппликаторов клея-расплава или другого термопластичного материала.
Теперь со ссылкой на фиг.2 описан и, в общем, обозначен ссылочной позицией 200 второй вариант осуществления новой и усовершенствованной модульной системы для подачи клея-расплава или другого термопластичного материала. Необходимо понимать, что этот второй вариант осуществления модульной системы 200 по существу подобен первому варианту осуществления модульной системы 100, как она показана на фиг.1, за исключением того, что будет описано далее, и поэтому подробное описание второго варианта осуществления модульной системы 200 будет опущено для краткости, раскрытие и описание того же будет по существу ограничено различиями между первым и вторым вариантами осуществления модульных систем 100, 200. В дополнение, также отмечено, что с точки зрения подобия между первым и вторым вариантами осуществления модульных систем 100, 200, составные части второго варианта осуществления модульной системы 200, которые соответствуют составным частям первого варианта осуществления модульной системы 100, будут обозначены соответствующими ссылочными позициями, за исключением того, что они будут находиться внутри 200 серий. Более конкретно, одно из различий между первым и вторым вариантами осуществления модульных систем 100, 200 заключается в том факте, что в соответствие с принципами и идеями второго варианта осуществления модульной системы 200 модульное дозирующее устройство 204 прочно присоединено к модульному емкостному устройству 202, чтобы фактически образовать единый интегральный блок. Составное крепежное средство, которое будет раскрыто далее, установлено на переднем стеночном элементе 210 модульного емкостного устройства 202 и на заднем стеночном элементе 224 модульного дозирующего устройства 204 таким образом, чтобы фактически прикрепить с возможностью присоединения и отсоединения модульное дозирующее устройство 204 к модульному емкостному устройству 202. В дополнение, как результат такого прикрепления модульного дозирующего устройства 204 к модульному емкостному устройству 202 и создания вышеупомянутого интегрального элемента, трубопроводы 112, 114 подача текучей среды и возврата текучей среды, характеризующие первый вариант осуществления модульной системы 100 и использованные, чтобы соединить по текучей среде между собой модульное емкостное устройство 102 и модульное дозирующее устройство 204, могут быть исключены.
Со ссылкой на фиг. 3 и фактически возвращаясь назад, или рассматривая совместно с фиг.1, раскрывающей первый вариант осуществления модульной системы 100, будут рассмотрены внутренние структурные детали модульного емкостного устройства 102 и модульного дозирующего устройства 104. Более конкретно, видно, что модульное емкостное устройство 102 имеет расположенный в нем резервуар или бункер 126 для клея-расплава или другого термопластичного материала, внутри которого запас клея-расплава или другого термопластичного материала расплавляют и удерживают при заданном требуемом уровне температуры и вязкости. Первичный насос 106 принимает клей-расплав или другой термопластичный материал из резервуара или бункера 126 для клея-расплава или другого термопластичного материала, сжимает материал до заданного значения давления и направляет материал к модульному дозирующему устройству 104 посредством трубопровода 112 подачи текучей среды. Как можно легко понять из фиг.3, модульное дозирующее устройство 104 имеет распределительный коллектор 128, расположенный внутри него, при этом распределительный коллектор 128 имеет множество дозирующих узлов, таких как, например, четыре дозирующих узла 130, 132, 134, 136, неподвижно установленных на нем и функционально и гидравлически соединенных с ним. Хотя четыре дозирующих узла 130, 132, 134, 136 показаны, как расположенные с внешней стороны модульного дозирующего устройства 104, необходимо понимать и признать, что четыре дозирующих узла 130, 132, 134, 136 фактически, просто проиллюстрированы в разнесенном в пространстве формате относительно модульного дозирующего устройства 104 только в целях иллюстрации, и что четыре дозирующих узла 130, 132, 134, 136 для подачи клея-расплава или другого термопластичный материал к расположенным дальше по ходу головкам аппликатора, являются, в соответствии с принципами и идеями первого варианта осуществления новой и усовершенствованной модульной системы, фактически приспособленными, чтобы быть расположенными внутри модульного дозирующего устройства 104.
Соответственно, кроме того, видно, что множество монтажных скоб 138, 140, 142, 144 прочно закреплены изнутри в пределах модульного дозирующего устройства 104, и что множество дозирующих узлов 130, 132, 134, 136 приспособлены, чтобы быть соответственно установленными и прочно прикрепленными на них. Продолжая по-прежнему дальше, также видно, что каждый из множества дозирующих узлов 130, 132, 134, 136 соответственно содержит комплект дозирующих зубчатых насосов 146, 148, 150, 152, приводной двигатель 154, 156, 158, 160 соответственно для привода с возможностью вращения каждого комплекта дозирующих зубчатых насосов 146, 148, 150, 152 с помощью устройства редуктора 162, 164, 166, 168, и дозирующий интерфейс 170, 172, 174, 176, соответственно, для выполнения гидравлического интерфейса между распределительным коллектором 128 и каждым комплектом дозирующих зубчатых насосов 146, 148, 150, 152. В дополнение можно также признать, что каналы 178, 180, 182, 184 подачи текучей среды для клея-расплава или другого термопластичного материала и каналы 186, 188, 190, 192 возврата текучей среды для клея-расплава и другого термопластичного материала соответственно образованы между распределительным коллектором 128 и каждым из дозирующих интерфейсов 170, 172, 174, 176, соответствующим образом соединенных с каждым комплектом дозирующих зубчатых насосов 146, 148, 150, 152. Кроме того, дополнительно, видно, что каждый из четырех комплектов дозирующих зубчатых насосов 146, 148, 150, 152 содержит, например, четыре последовательно размещенных дозирующих зубчатых насоса, и, следовательно, общее число дозирующих зубчатых насосов, функционально объединенных и соединенных по текучей среде с распределительным коллектором 128, расположенным внутри модульного дозирующего устройства 104, содержит шестнадцать дозирующих зубчатых насосов, гидравлические выходы которых приспособлены, чтобы быть соединенными по текучей среде с выпускными отверстиями 120 подачи текучей среды, образованными внутри переднего стеночного элемента 118 модульного дозирующего устройства 104, как раскрыто на фиг.1.
Поэтому может быть понятно, что в связи с подачей и возвратом клея-расплава или другого термопластичного материала, клей-расплав или другой термопластичный материал, размещенный внутри бака или бункера 126 для клея-расплава или другого термопластичного материала, будет направлен к выпускному отверстию 108 подачи текучей среды, образованному в пределах переднего стеночного элемента 110 модульного емкостного устройства 102, с помощью первичного насоса 106, при этом клей-расплав или другое термопластичный материал будет, в свою очередь, направлен вдоль трубопровода 112 подачи текучей среды к распределительному коллектору 128, который, в свою очередь, будет направлять клей-расплав или другой термопластичный материал к каждому комплекту дозирующих зубчатых насосов 146, 148, 150, 152 с помощью каналов 178, 180, 182, 184 подачи клея-расплава или другого термопластичного материала и дозирующих интерфейсов 170, 172, 174, 176. Наоборот, клей-расплав или другой термопластичный материал, который должен быть возвращен в резервуар или бункер 126 для клея-расплава или другого термопластичного материала, будет направлен от каждого комплекта дозирующих зубчатых насосов 146, 148, 150, 152 с помощью его соответствующих дозирующих интерфейсов 170, 172, 174, 176, каналов 186, 188, 190, 192 возврата клея-расплава или другого термопластичного материала, распределительного коллектора 128 и трубопровода 114 возврата текучей среды.
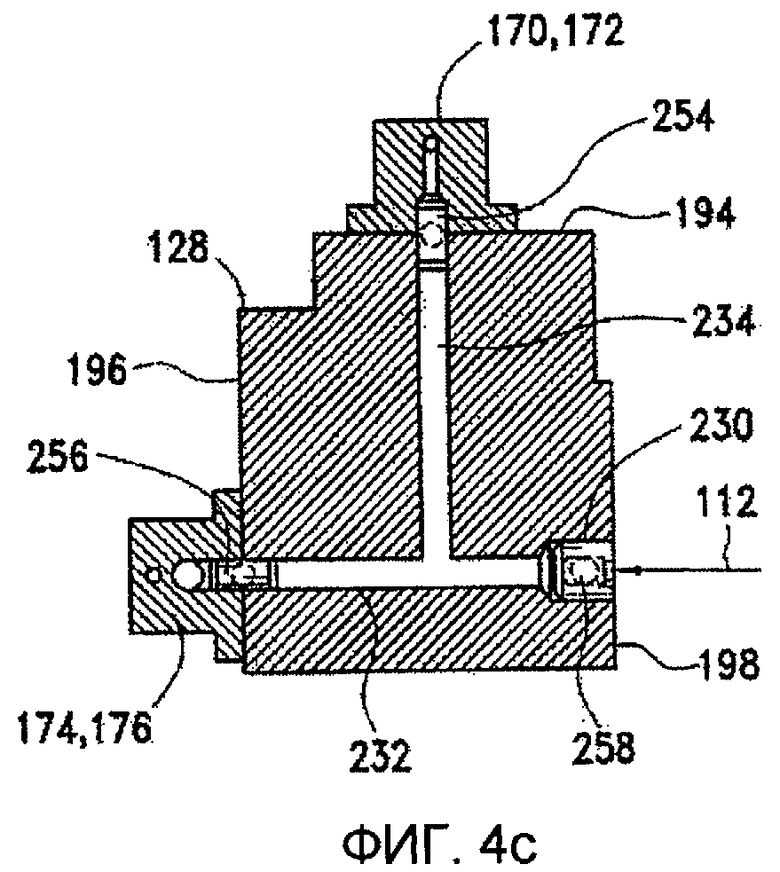
Со ссылкой опять на фиг.3 и с дополнительной ссылкой на фиг. 4-4с видно, что дозирующие интерфейсы 170, 172, функционально и гидравлически объединенные с дозирующими узлами 130, 132, приспособлены, чтобы быть установленными на верхнем стеночном элементе 194 или вершине стенки распределительного коллектора 128, и что дозирующие интерфейсы 174, 176. функционально и гидравлически объединенные с дозирующими узлами 134, 136, приспособлены, чтобы быть установленными на переднем стеночном элементе 196 распределительного коллектора 128. В дополнение, как может быть наиболее понятно и видно из фиг. 4-4с, теперь будут раскрыты и описаны различные перепускные каналы подачи текучей среды и возврата текучей среды для клея-расплава и другого термопластичного материала, образованные внутри в пределах распределительного коллектора 128 и ведущие по направлению к и от дозирующих интерфейсов 170, 172, 174, 176, и комплекты дозирующих зубчатых насосов 146, 148, 150, 152, функционально и гидравлически соединенных с ними. Более конкретно, как может быть понятно из фиг.4, 4а, 4b, так же, как фиг.3, трубопровод 112 подачи текучей среды, соединенный по текучей среде с и продолжающийся наружу от переднего стеночного элемента 110 модульного емкостного устройства 102, функционально и гидравлически соединен с нижним участком заднего стеночного элемента 198 распределительного коллектора 128 посредством впускного отверстия 230. Первый горизонтальный, продольно ориентированный перепускной канал 232 подачи текучей среды ведет внутри в распределительный коллектор 128 от впускного отверстия 230, в направлении трубопровода 112 подачи текучей среды таким образом, чтобы гидравлически соединить с первым из дозирующих интерфейсов 174, 176, расположенных на переднем стеночном элементе 196 распределительного коллектора 128, одновременно первый вертикально ориентированный перепускной канал 234 подачи текучей среды, соединенный по текучей среде или пересекающий первый горизонтальный перепускной канал 232 подачи текучей среды, соединяет по текучей среде с первым из дозирующих интерфейсов 170, 172, расположенных на верхнем стеночном элементе или вершине стенки распределительного коллектора 128.
В дополнение, второй горизонтальный, поперечно ориентированный перепускной канал 236 подачи текучей среды, как видно на фиг. 4, соединяет по текучей среде между собой первый горизонтальный перепускной канал 232 подачи текучей среды с третьим горизонтальным перепускным каналом 238 подачи текучей среды, который продолжается, по существу, параллельно первому горизонтальному перепускному каналу 232 подачи текучей среды и виден на фиг. 4а таким образом, чтобы направлять клей-расплав или другой термопластичный материал ко второму одному из дозирующих интерфейсов 174, 176, расположенных на переднем стеночном элементе 196 распределительного коллектора 128, одновременно второй вертикально ориентированный перепускной канал 240 подачи текучей среды, расположенный по существу параллельно первому вертикально ориентированному перепускному каналу 234 текучей среды, соединен по текучей среде или пересекает третий горизонтальный перепускной канала 238 подачи текучей среды таким образом, чтобы направить клей-расплав или другой термопластичный материал ко второму одному из дозирующих интерфейсов 170, 172, расположенных на верхнем стеночном элементе 194 или вершине стенки распределительного коллектора 128. После прохождения вдоль первого и второго вертикально ориентированных перепускных каналов 234, 240 подачи текучей среды, клей-расплав или другой термопластичный материал будет фактически направлен вдоль каналов 178, 180 подачи текучей среды, которые также схематично показаны фиг. 3, таким образом, чтобы соответственно входить в дозирующие интерфейсы 170, 172. из которых клей-расплав или другой термопластичный материал будет затем подан к дозирующим зубчатым насосам 146, 148 дозирующих узлов 130, 132. Подобные каналы потока текучей среды без сомнения выполнены в связи с подачей клея-расплава или другого термопластичного материала к дозирующим интерфейсам 174, 176 и дозирующим зубчатым насосам 150, 152 дозирующих узлов 134, 136.
В связи с возвратом клея-расплава или другого термопластичного материала от дозирующих узлов 130, 132, 134, 136 назад к резервуару или баку 126 хранения клея-расплава или другого термопластичного материала модульного емкостного устройства 102, посредством распределительного коллектора 128, ссылка на фиг. 4, 4а и 4b, так же, как на фиг.3, показывает, что подобно подаче клея-расплава или другого термопластичного материала к распределительному коллектору 128, распределительный коллектор 128 снабжен различными внутренними перепускными каналами текучей среды таким образом, чтобы соединять по текучей среде между собой дозирующие интерфейсы 170, 172, 174, 176 дозирующих узлов 130, 132, 134, 136 с трубопроводом 114 возврата текучей среды. Более конкретно, видно, что трубопровод 114 возврата текучей среды соединен по текучей среде и продолжается наружу от заднего стеночного элемента 198 распределительного коллектора 128 с помощью выпускного отверстия 242 текучей среды таким образом, чтобы сопрягаться по текучей среде с впускным отверстием 116 возврата текучей среды модульного емкостного устройства 102. Первый вертикально ориентированный перепускной канал 244 возврата текучей среды продолжается вниз внутри распределительного коллектора 128 от первого одного из дозирующих интерфейсов 170, 172, расположенных на верхнем стеночном элементе 194 или вершине стенки распределительного коллектора 128, при этом первый горизонтальный, продольно ориентированный перепускной канал 246 возврата текучей среды продолжается внутрь в пределах распределительного коллектора 128 от первого одного из дозирующих интерфейсов 174, 176, расположенных на переднем стеночном элементе 196 распределительного коллектора.
Первый вертикально ориентированный перепускной канал 244 возврата текучей среды и первый горизонтальный, продольно ориентированный перепускной канал 246 возврата текучей среды гидравлически пересекают или объединяются во второй горизонтально ориентированный перепускной канал 248 возврата текучей среды, который соединен по текучей среде с выпускным отверстием 142 текучей среды, и, как наилучшим образом можно видеть на фиг. 4а, второй вертикально ориентированный перепускной канал 250 возврата текучей среды, функционально и гидравлически соединенный со вторым одним из дозирующих интерфейсов 170, 172, также выполнен внутри в пределах распределительного коллектора 128 таким образом, чтобы продолжаться по существу параллельно первому вертикально ориентированному перепускному каналу 244 возврата текучей среды и быть соединенным по текучей среде со вторым горизонтально ориентированным перепускным каналом 248 возврата текучей среды, ведущим к выпускному отверстию 242 текучей среды. В дополнение, третий горизонтально ориентированный перепускной канал 252 возврата текучей среды выполнен для соединения по текучей среде второго одного из дозирующих интерфейсов 174, 176 со вторым горизонтально ориентированным перепускным каналом 248 возврата текучей среды и выпускным отверстием 242 текучей среды, и таким образом, возврат клея-расплава или другого термопластичного материала может быть возвращен к резервуару или бункеру для клея-расплава или другого термопластичного материала от дозирующих узлов 130, 132, 134, 136 вдоль каналов 186, 188, 190, 192 возврата текучей среды, распределительного коллектора 128 и трубопровода 114 возврата текучей среды.
Необходимо дополнительно отметить, что в связи с множеством гидравлических интерфейсов подачи и возврата, образованных, например, между множеством дозирующих интерфейсов 170, 172, 174, 176 и распределительным коллектором 128, также как гидравлическим интерфейсом, образованным, например, между трубопроводом 112 подачи текучей среды и распределительным коллектором 128, и гидравлическим интерфейсом, образованным, например, между трубопроводом 114 возврата текучей среды и распределительным коллектором 128, два противоположно расположенных обратных клапана, соответственно, встроены внутри распределительного коллектора 128 и множества дозирующих интерфейсов 170, 172, 174, 176 на местах соединения таких составных элементов, как показано поз. 254, 256 на фиг.4b, и подобным образом, два противоположно расположенных обратных клапана, соответственно, встроены внутри распределительного коллектора 128 и трубопроводов 112, 114 подачи текучей среды и возврата текучей среды на месте соединения таких составных элементов, как показано поз. 258, 260 на фиг. 4c и 4b, хотя отмечено, что показаны только обратные клапаны, встроенные внутри распределительного коллектора 128. В результате наличия таких противоположно расположенных обратных клапанов 254, 256, 258, 260 различные структурные составные элементы способны быть отделенными друг от друга без какой-либо непреднамеренной выгрузки или утечки клея-расплава или другого термопластичного материала через указанные интерфейсы. Также отмечено, что относительно, например, трубопроводов 112, 114 подачи текучей среды и возврата текучей среды, такие трубопроводы 112, 114 могут быть легко и надежно соединены с возможностью присоединения и отсоединения с распределительным коллектором 128 и модульным емкостным устройством 102 посредством соответствующих резьбовых фитингов или т.п.
Теперь со ссылкой на фиг.5 и фактически возвращаясь назад, или рассматривая совместно с фиг.2, будет раскрыт второй вариант осуществления модульной системы 200, дополнительных внутренних структурных деталей модульного емкостного устройства 202 и его функциональное и гидравлическое соединение с модульным дозирующим устройством 204. Более конкретно, видно, что модульное емкостное устройство 202 имеет первичный насос 206 и расположенный в нем резервуар или бункер 226 для клея-расплава или другого термопластичного материала, подобный резервуару или бункеру 106 для клея-расплава или другого термопластичного материала, при этом модульное дозирующее устройство 204 имеет распределительный коллектор 228, подобный распределительному коллектору 128, расположенному в нем. Резервуар или бункер 226 для клея-расплава или другого термопластичного материала содержит внутри запас клея-расплава или другого термопластичного материала, при этом нижний конец или участок дна резервуара или бункера 226 для клея-расплава или другого термопластичного материала фактически выполнен с отверстием, обозначенным как 264, таким образом, чтобы позволить расплавленному клею-расплаву или другому термопластичному материалу 262 выгружаться в горизонтально ориентированный перепускной канал 266 сбора, который соединен по текучей среде с перепускным каналом 268 подачи насоса, который ведет к концу впускного отверстия первичного насоса 206. Первичный насос 206 затем выводит клей-расплав или другой термопластичный материал 262 к перепускному каналу 270 выпускного отверстия насоса, через который клей-расплав или другой термопластичный материал 262 затем проходит через элемент 272 сетка-фильтр таким образом, чтобы удалить из него ненужные или нежелательные частицы или загрязнения.
После прохождения через элемент 272 сетка-фильтр клей-расплав или другой термопластичный материал 262 затем входит в первый горизонтально ориентированный перепускной канал 274 выпускного отверстия, который выполнен внутри нижнего участка корпуса 276 первичного насоса, и во второй горизонтально ориентированный перепускной канал 278 вывода, который выполнен внутри основного участка или нижнего участка 279 сборного корпуса резервуара или бункера 226, и который соединен по текучей среде с распределительным коллектором 228 посредством двух противоположно расположенных обратных клапанов 280, которые могут быть подобны вышеуказанным обратным клапанам 258. Клей-расплав или другой термопластичный материал 262 затем направляют через вертикально ориентированный перепускной канал 282 подачи, который может быть подобен любому из вертикально ориентированных перепускных каналов 234, 240 подачи таким образом, чтобы быть направленным вдоль канала 284 подачи текучей среды, который может быть подобен любому из каналов 178,180 подачи текучей среды, ведущему к дозирующим интерфейсам, аналогичным дозирующим интерфейсам 170,172. Подобным образом, клей-расплав или другой термопластичный материал 262 может быть возвращен из дозирующих интерфейсов к перепускному каналу 226 сбора вдоль канала 286 возврата текучей среды, который может быть подобен любому из каналов 186,188 возврата текучей среды, вертикально ориентированный перепускной канал 288 возврата текучей среды, который может быть подобен любому из вертикально ориентированных перепускных каналов 244, 250, и двух противоположно расположенных обратных клапанов 290, которые могут быть подобны выше обозначенным обратным клапанам 260.
Продолжая дальше, чтобы прочно закрепить вместе распределительный коллектор 228 и нижний участок 279 сборного корпуса резервуара или бункера 226, с возможностью соединения и отсоединения, могут быть использованы соответствующие крепежные устройства, такие как, например, два поворотных зажимных крепежных устройства. Более конкретно, как можно наилучшим образом видеть на фиг. 6, каждое из двух поворотных зажимных крепежных устройств содержит два опорных блока 292, 292, которые неподвижно установлены на противоположных сторонах нижнего участка 279 сборного корпуса резервуара или бункера 226, и две зажимные скобы, только одна из которых видна как позиция 294, установленные на противоположных сторонах распределительного коллектора 228. Каждая из зажимных скоб 294 имеет, по существу, C-образную конфигурацию в сечении и каждый из опорных блоков 292,292 выполнен с внутренней резьбой таким образом, чтобы, соответственно, принимать приспособление с внешней резьбой или стяжные винты 296, 296.
Поворотный или шарнирный зажимной элемент 298 установлен с возможностью свободного поворота на каждом из приспособлений или стяжных винтов 296, и, соответственно, когда распределительный коллектор 228 должен быть неподвижно установлен и соединен с нижним участком 279 сборного корпуса резервуара или бункера 226, зажимные элементы 298, 298 изначально располагают в их незакрытом положении, как показано на фиг. 6. Нижний участок 279 сборного корпуса резервуара или бункера 226 с опорными блоками 292, 292 и зажимными элементами 298, 298, установленными на нем, затем фактически перемещают в направлении, параллельном продольным осям приспособления или стяжных винтов 296, 296 таким образом, что увеличенные участки зажимных элементов 298, 298 проходят через С-образные зажимные скобы 294. После фактического прохождения С-образных зажимных скоб 294 зажимные элементы 298, 298 затем вращают или поворачивают вокруг приспособления или стяжных винтов 296, 296 посредством углового перемещения на 180°, при этом последовательно приспособление или стяжные винты 296, 296 затягивают таким образом, чтобы заставить выступающие участки ушек зажимных элементов 298, 298 соответственно плотно войти в зацепление с зажимными скобами 294, посредством чего заставляя нижний участок 279 сборного корпуса резервуара или бункера 226 и распределительный коллектор 228 плотно войти в зацепление друг с другом.
Со ссылкой теперь на фиг.8 раскрыт и, в общем, обозначен ссылочной позицией 300 третий вариант осуществления новой и усовершенствованной модульной системы для подачи клея-расплава или другого термопластичного материала, построенной в соответствии с принципами и идеями настоящего изобретения, подобный второму варианту осуществления модульной системы 200, как он раскрыт на фиг.2 и 5, за исключением того, что будет отмечено далее. Необходимо понимать, что с точки зрения того факта, что этот третий вариант осуществления модульной системы 300 подобен второму варианту осуществления модульной системы 200, как он раскрыт на фиг. 2 и 5, подробное описание третьего варианта осуществления модульной системы 300 будет опущено для краткости, раскрытие и описание одного и того же ограничено по существу только различиями между вторым и третьим вариантами осуществления модульных систем 200, 300. В дополнение, также отмечено, что с точки зрения подобия между вторым и третьим вариантами осуществления модульных систем 200, 300, составные части третьего варианта осуществления модульной системы 300, которые соответствуют составным частям второго варианта осуществления модульной системы 200, будут обозначены соответствующими ссылочными позициями, за исключением того, что они будут находиться в 300 сериях. Более конкретно, одно из различий между вторым и третьим вариантами осуществления модульных систем 200, 300 заключается в том факте, что, в соответствии с принципами и идеями третьего варианта осуществления модульной системы 300, бак резервуара или бункер для клея-расплава или другого термопластичного материала и его функционально объединенный участок сборного корпуса, как соответственно показано позициями 226 и 279 на фиг.5, фактически были удалены, и следовательно, вместо модульного емкостного устройства 202, характеристики второго варианта осуществления модульной системы 200, третий вариант осуществления модульной системы 300 содержит модульный насос или устройство 303 подачи, внутри которого расположены первичный насос 306 и его элемент 372 сетка/фильтр. По-прежнему дополнительно, необходимо также отметить, что в соответствие с принципами и идеями третьего варианта осуществления модульной системы 300 модульное дозирующее устройство 304 непосредственно неподвижно прикреплено и фактически образует единый узел с модульным устройством 303 насоса, при этом модульное емкостное устройство, непоказанное, теперь содержит отдельный модульный элемент, который может быть размещен в месте, удаленном от модульного устройства насоса. Соответственно, концепции модульности, взаимозаменяемости составных частей в зависимости, или как функция, от различных потребностей или требований конечного пользователя или потребителя, следовательно, дополнительно усилены.
Теперь со ссылкой на фиг.9 раскрыт и, в общем, обозначен ссылочной позицией 400 четвертый вариант осуществления новой и усовершенствованной модульной системы для подачи клея-расплава или другого термопластичного материала, построенной в соответствии с принципами и идеями настоящего изобретения, подобный первому варианту осуществления модульной системы 100, как он раскрыт на фиг.1 и 3, за исключением того, как это будет отмечено далее. Необходимо понимать, что с точки зрения того факта, что этот четвертый вариант осуществления модульной системы 400 подобен первому варианту осуществления модульной системы 100, как он раскрыт на фиг. 1 и 3, подробное описание четвертого варианта осуществления модульной системы 400 будет для краткости опущено, причем раскрытие и описание одного и того же ограничено по существу только различиями между четвертым и первым вариантами осуществления модульных систем 400, 100. В дополнение также отмечено, что с точки зрения подобия между четвертым и первым вариантами осуществления модульных систем 400, 100, составные части четвертого варианта осуществления модульной системы 400, которые соответствуют составным частям первого варианта осуществления модульной системы 100, будут обозначены соответствующими ссылочными позициями, за исключением того, что они будут находиться внутри 400 серий.
Более конкретно, одно из различий между четвертым и первым вариантами осуществления модульных систем 400,100, заключается в том факте, что, в соответствии с принципами и идеями четвертого варианта осуществления модульной системы 400, один или более, или все из множества дозирующих узлов, таких как, например, дозирующий узел 434, который может быть подобен дозирующему узлу 134 по первому варианту осуществления модульной системы 100, как он раскрыт на фиг.3, фактически может быть размещен с внешней стороны и удален от модульного дозирующего устройства 404. В связи с внешним расположением дозирующего узла 434 по отношению к модульному дозирующему устройству 404, и распределительным коллектором, расположенным внутри него, но не показанным на фиг.9, множество дозирующих зубчатых насосов других дозирующих узлов, расположенных внутри в пределах модульного дозирующего устройства 404, но также не показанных на фиг.9, будут функционировать подобно дозирующим узлам 130, 132, 136, модульного дозирующего устройства 104, как оно показано на фиг.3, в котором такие внутренне расположенные дозирующие узлы модульного дозирующего устройства 404 будут иметь впускные отверстия текучей среды, соответственно, гидравлически соединенные с выпускными отверстиями 420 подачи текучей среды, образованными внутри переднего стеночного элемента 418 модульного дозирующего устройства 404. Таким образом, множество шлангов 422 аппликаторов могут быть, соответственно, соединены по текучей среде с множеством выпускных отверстий 420 подачи текучей среды для направления клея-расплава или другого термопластичного материала к головкам аппликаторов или т.п.
Однако, поскольку, например, дозирующий узел 434 расположен с внешней стороны и удаленно от модульного дозирующего устройства 404, выпускные отверстия подачи текучей среды, которые обычно были бы выполнены внутри переднего стеночного элемента 418 модульного дозирующего устройства 404 в результате того, что соответственно, соединены по текучей среде и объединены с выходами дозирующих зубчатых насосов дозирующего узла 434, фактически не выполнены или не образованы внутри переднего стеночного элемента 418 модульного дозирующего устройства 404, а, наоборот, клей-расплав или другой термопластичный материал будет направлен внутри в пределах распределительного коллектора, расположенного внутри модульного дозирующего устройства 404 и выведенного к расположенному с внешней стороны и удаленно дозирующему узлу 434, от выпускного отверстия 421 подачи, образованного внутри переднего стеночного элемента 418 модульного дозирующего устройства 404, и направлен вдоль канала 482 подачи текучей среды для клея-расплава или другого термопластичного материала, который подобен каналу 182 подачи текучей среды для клея-расплава или другого термопластичного материала, как он раскрыт на фиг.3, и который также может быть подобен по конструкции трубопроводу 412 подачи текучей среды. Подобным образом клей-расплав или другой термопластичный материал, будучи направленным от внешнего удаленного дозирующего узла 434 назад к модульному дозирующему устройству 404 и распределительному коллектору, расположенному внутри, будет направлен вдоль канала 490 возврата текучей среды для клея-расплава или другого термопластичного материала, который подобен каналу 190 возврата текучей среды для клея-расплава или другого термопластичного материала, как он раскрыт на фиг.3, для входа во впускное отверстие 423 возврата, образованное внутри переднего стеночного элемента 418 модульного дозирующего устройства 404 таким образом, чтобы быть направленным назад к распределительному коллектору, расположенному внутри модульного дозирующего устройства 404, и который может быть подобен по структуре трубопроводу 414 возврата текучей среды.
Наконец, со ссылкой на фиг.10 пятый вариант осуществления новой и усовершенствованной модульной системы для подачи клея-расплава или другого термопластичного материала, построенной в соответствии с принципами и идеями настоящего изобретения, подобный первому и четвертому вариантам осуществления модульной системы 100,400, как они раскрыты на фиг.1 и 3, и 9, за исключением того, что будет отмечено далее, раскрыт и в общем обозначен ссылочной позицией 500. Необходимо понимать, что с точки зрения того факта, что этот пятый вариант осуществления модульной системы 500 подобен первому и четвертому вариантам осуществления модульной системы 100,400, как они раскрыты на фиг. 1 и 3, и 9, подробное описание пятого варианта осуществления модульной системы 500 будет для краткости опущено, причем раскрытие и описание одного и того же ограничено по существу только различиями между пятым и первым или четвертым вариантами осуществления модульных систем 500, 100, 400. В дополнение также отмечено, что с точки зрения подобия между пятым и первым или четвертым вариантами осуществления модульных систем 500, 400, 100, составные части пятого варианта осуществления модульной системы 500, которые соответствуют составным частям первого или четвертого вариантов осуществления модульной системы 100, 400, будут обозначены соответствующими ссылочными позициями, за исключением того, что они будут находиться внутри 500 серий.
Более конкретно, одно из различий между пятым и первым или четвертым вариантами осуществления модульных систем 500, 100, 400 заключается в том факте, что вместо всех дозирующих узлов 130, 132, 134, 136, которые расположены внутри в пределах модульного дозирующего устройства 104, как раскрыто в первом варианте осуществления модульной системы 100, как он раскрыт на фиг 1 и 3, и вместо одного или более из дозирующих узлов, расположенных с внешней стороны от модульного дозирующего устройства 404, как оно было раскрыто в четвертом варианте осуществления модульной системы 400, как показано позицией 434 на фиг.9, в соответствии с принципами и идеями пятого варианта осуществления модульной системы 500, один или более, но не все, из дозирующих узлов, подобны дозирующим узлам 130, 132, 134, 136, размещенным внутри в пределах модульного дозирующего устройства 104 по первому варианту осуществления модульной системы 100, как раскрыто на фиг. 1 и 3, могут, например, быть подобным образом размещены внутри в пределах модульного дозирующего устройства 504, тогда как, сопутствующим образом, например, один или более из дозирующих узлов, подобных дозирующему узлу 434, функционально и гидравлически соединены с модульным дозирующим устройством 404 по четвертому варианту осуществления модульной системы 400, как она раскрыта на фиг. 9, могут быть фактически удалены из модульного дозирующего устройства 504 и заменены, например, вторым модульным дозирующим устройством 505, которое вмещает внутри второй комплект или массив дозирующих узлов, не показанных, но подобных первому комплекту или массиву дозирующих узлов 130, 132, 134, 136, расположенных внутри в пределах первого модульного дозирующего устройства 504, таким образом, что первое и второе модульные дозирующие устройства 504, 505 соединены по текучей среде вместе последовательным образом.
Более конкретно, с точки зрения того факта, что, например, дозирующий узел, обычно расположенный внутри в пределах модульного дозирующего устройства 504 и подобный, например, дозирующему узлу 134 или 434, был фактически замещен посредством второго модульного дозирующего устройства 505, которое размещено снаружи и удаленно от первого модульного дозирующего устройства 504, выпускных отверстий подачи текучей среды, которые обычно были образованы внутри переднего стеночного элемента 518 первого модульного дозирующего устройства 504, в результате гидравлического соединения соответствующим образом и объединения с выходами дозирующих зубчатых насосов дозирующих узлов 134 или 434, фактически не образованы или не выполнены внутри переднего стеночного элемента 518 первого модульного дозирующего устройства 504, а, наоборот, клей-расплав или другой термопластичный материал будет направлен внутри в пределах распределительного коллектора, расположенного внутри первого модульного дозирующего устройства 504, и выведен к расположенному снаружи и удаленно второму модульному дозирующему устройству 505 от выпускного отверстия 509 подачи текучей среды, подобного выпускному отверстию 508 подачи текучей среды, образованному в переднем стеночном элементе 510 первого модульного дозирующего устройства 504, и направлен вдоль трубопровода 513 подачи текучей среды, подобного трубопроводу 512 подачи текучей среды. Подобным образом клей-расплав или другой термопластичный материал, будучи направлен от второго модульного дозирующего устройства 505 назад к первому модульному дозирующему устройству 504 и распределительному коллектору, расположенному внутри, будет направлен вдоль трубопровода 515 возврата текучей среды, подобного трубопроводу 514 возврата текучей среды, для входа во впускное отверстие 517 возврата текучей среды, подобное впускному отверстию 516 возврата текучей среды, также выполненному внутри переднего стеночного элемента 518 первого модульного дозирующего устройства 504 таким образом, чтобы быть направленным назад к распределительному коллектору, расположенному внутри первого модульного дозирующего устройства 504. По-прежнему дополнительно, также понятно, что множество выпускных отверстий 521 подачи текучей среды, подобных выпускным отверстиям 120, 420 подачи текучей среды, образованы внутри переднего стеночного элемента 519 второго модульного дозирующего устройства 505, и что множество головок 523 аппликатора, подобных головкам 122, 422 аппликатора, приспособлены, чтобы быть соответствующим образом соединенными по текучей среде с множеством выпускных отверстий 521 подачи текучей среды. Таким образом, в соответствии с принципами и идеями пятого варианта осуществления модульной системы 500 по настоящему изобретению, можно понять, что множество модульных дозирующих устройств могут быть последовательно соединены вместе, расположены в различных удаленных местах относительно друг друга и, в свою очередь, также позволяют другим комплектам или массивам дозирующих узлов, и их функционально объединенным аппликаторам или т.п. подобным образом быть размещенными в различных удаленных местах.
Таким образом, можно видеть, что в соответствии с принципами и идеями настоящего изобретения была раскрыта новая и усовершенствованная модульная система для подачи клея-расплава или другого термопластичного материала, в которой, например, модульное дозирующее устройство имеющее множество дозирующих узлов для клея-расплава или другого термопластичного материала, находящихся внутри, способно быть установленным с возможностью присоединения и отсоединения, и функционально и гидравлически соединено с емкостным устройством или устройством подачи клея-расплава или другого термопластичного материала. Альтернативно, один или более из множества дозирующих узлов для клея-расплава или другого термопластичного материала может быть расположен с внешней стороны и также функционально и гидравлически соединен с возможностью присоединения и отсоединения, с модульным дозирующим устройством, и также альтернативно, по-прежнему дополнительно, одно или более дополнительное модульное дозирующее устройство может быть функционально и гидравлически соединено с возможностью присоединения и отсоединения с первым или исходным модульным дозирующим устройством. Таким образом, вся модульная система демонстрирует повышенную универсальность и производственную гибкость, чтобы фактически приспособить или позволить осуществление различных и других процедур нанесения или наложения клея-расплава или другого термопластичного материала, которые могут быть затребованы конечным пользователем или потребителем.
Очевидно, возможны многие изменения и модификации настоящего изобретения в свете выше перечисленных идей. Более конкретно, различные структурные перестановки и сочетания различных составных элементов системы, как они были раскрыты и проиллюстрированы на перечисленных выше чертежах, также возможны. Например, хотя все из дозирующих узлов 130, 132, 134, 136 модульного дозирующего устройства 104 были раскрыты как расположенные внутри в пределах их модульного дозирующего устройства 104 в соответствии с принципами и идеями первого варианта осуществления модульной системы 100, как она проиллюстрирована на фиг. 1 и 2, хотя один или более дозирующих узлов, такие как, например, дозирующий узел 434 модульного дозирующего устройства 404, был раскрыт как расположенный с внешней стороны от его модульного дозирующего устройства 404 в соответствии с принципами и идеями четвертого варианта осуществления модульной системы 400, как она проиллюстрирована на фиг. 9, и хотя один или более из дозирующих узлов, расположенных внутри в пределах модульного дозирующего устройства 504, фактически были удалены из модульного дозирующего устройства 504 и фактически были замещены посредством второго модульного дозирующего устройства 505, можно, кроме того, понять или признать, что один или более из дозирующих узлов конкретного модульного дозирующего устройства может быть расположен с внешней стороны от такого модульного дозирующего устройства, хотя, в дополнение, один или более из других дозирующих узлов такого конкретного модульного дозирующего устройства может быть удален из конкретного модульного дозирующего устройства и может быть замещен посредством другого последовательно соединенного модульного дозирующего устройства. Поэтому необходимо понимать, что в пределах объема заявленной формулы изобретения настоящее изобретение может быть осуществлено другим способом, нежели тот, который был конкретно описан здесь.



Изобретение относится к системам распределения клея-расплава или другого термопластичного материала. Модульная система для подачи текучего материала содержит модульное дозирующее устройство, имеющее множество дозирующих узлов, расположенных в нем. Каждый из множества отдельных дозирующих узлов содержит комплект дозирующих насосов для вывода заданных количеств упомянутого текучего материала к множеству аппликаторов и двигатель для соответствующего привода комплекта дозирующих насосов. Система также содержит средство для соединения модульного устройства подачи для подачи текучего материала к модульному дозирующему устройству. Модульное устройство способно быть установленным с возможностью присоединения и отсоединения на модульном баке или устройстве подачи. Альтернативно, один или более из множества дозирующих узлов может быть расположен с внешней стороны модульного дозирующего устройства. Одно или более дополнительное дозирующее устройство может быть соединено с возможностью присоединения и отсоединения с первым модульным дозирующим устройством. Техническим результатом изобретения является повышенная универсальность и промышленная гибкость для эффективного осуществления различных процедур нанесения различных материалов, которые могут быть потребованы конкретным конечным пользователем или потребителем. 14 з.п. ф-лы, 10 ил.
1. Модульная система для подачи текучего материала,
содержащая:
модульное устройство подачи для подачи текучего материала;
модульное дозирующее устройство, содержащее множество отдельных дозирующих узлов, при этом каждый из упомянутого множества отдельных дозирующих узлов содержит комплект дозирующих насосов, содержащий множество дозирующих насосов для вывода заданных количеств упомянутого текучего материала к множеству аппликаторов и двигатель (154, 156, 158, 160) для соответствующего привода указанного комплекта дозирующих насосов; и
средство для соединения упомянутого модульного устройства подачи для подачи упомянутого текучего материала к упомянутому модульному дозирующему устройству, содержащему упомянутое множество отдельных дозирующих узлов, с возможностью присоединения или отсоединения таким образом, что упомянутый текучий материал может быть не только подан из упомянутого модульного устройства подачи к упомянутому множеству дозирующих насосов, содержащих упомянутое множество отдельных дозирующих узлов, но дополнительно упомянутое модульное устройство подачи и упомянутое модульное дозирующее устройство могут быть легко присоединены и отсоединены друг от друга, посредством чего другие модульные устройства и другие модульные дозирующие устройства могут быть легко соединены с возможностью взаимной замены друг с другом модульным образом.
2. Модульная система подачи по п.1, в которой
упомянутое средство для соединения упомянутого модульного устройства подачи с упомянутым модульным дозирующим устройством содержит первое и второе крепежные средства, соответственно установленные на стеночных элементах упомянутого модульного устройства подачи и упомянутого модульного дозирующего устройства, посредством чего упомянутое модульное устройство подачи и упомянутое модульное дозирующее устройство соединены вместе в качестве единого блока.
3. Модульная система подачи по п.2, в которой
упомянутое первое крепежное средство содержит зажимную скобу, прочно установленную на первом из упомянутых стеночных элементов упомянутого модульного устройства подачи и упомянутого модульного дозирующего устройства; и
упомянутое второе крепежное средство содержит поворотный зажимной элемент, установленный с возможностью поворота на втором из упомянутых стеночных элементов упомянутого модульного устройства подачи и упомянутого модульного дозирующего устройства, таким образом, чтобы быть подвижным между первым положением, в котором упомянутый поворотный зажимной элемент выходит из зацепления из упомянутой зажимной скобы, прочно установленной на упомянутом первом из упомянутых стеночных элементов упомянутого модульного устройства подачи и упомянутого модульного дозирующего устройства, и вторым положением, при котором упомянутый поворотный зажимной элемент входит в зацепление с упомянутой зажимной скобой, прочно установленной на упомянутом первом из упомянутых стеночных элементов упомянутого модульного устройства подачи и упомянутого модульного дозирующего устройства.
4. Модульная система подачи по п.1 дополнительно содержит распределительный коллектор, расположенный внутри упомянутого модульного дозирующего устройства для распределения упомянутой текучей среды к упомянутому множеству отдельных дозирующих узлов, расположенных внутри упомянутого модульного дозирующего устройства.
5. Модульная система подачи по п.4, в которой
упомянутое средство для соединения упомянутого модульного устройства подачи с упомянутым модульным дозирующим устройством содержит первое и второе крепежные средства, соответственно установленные на стеночных элементах упомянутого модульного устройства подачи и упомянутого распределительного коллектора упомянутого модульного дозирующего устройства, посредством чего упомянутое модульное устройство подачи и упомянутое модульное дозирующее устройство соединены вместе как единый блок.
6. Модульная система подачи по п.5, в которой
упомянутое первое крепежное средство содержит зажимную скобу, прочно установленную на первом из упомянутых стеночных элементов упомянутого модульного устройства подачи и распределительного коллектора упомянутого модульного дозирующего устройства; и
упомянутое второе крепежное средство содержит поворотный зажимной элемент, установленный с возможностью поворота на втором из упомянутых стеночных элементов упомянутого модульного устройства подачи и распределительного коллектора упомянутого модульного дозирующего устройства, таким образом, чтобы быть подвижным между первым положением, при котором упомянутый поворотный зажимной элемент выходит из зацепления с упомянутой зажимной скобой, прочно установленной на упомянутом первом из упомянутых стеночных элементов упомянутого модульного устройства подачи и упомянутого распределительного коллектора упомянутого модульного дозирующего устройства, и вторым положением, при котором упомянутый поворотный зажимной элемент входит в зацепление с упомянутой зажимной скобой, прочно установленной на упомянутом первом из упомянутых стеночных элементов упомянутого модульного устройства подачи и упомянутого распределительного коллектора упомянутого модульного дозирующего устройства.
7. Модульная система подачи по п.1, в которой
упомянутое средство для соединения упомянутого модульного устройства подачи с возможностью присоединения и отсоединения относительно упомянутого модульного дозирующего устройства содержит, по меньшей мере, один шланг, проводящий текучую среду, соединяющий между собой упомянутое модульное устройство подачи с упомянутым модульным дозирующим устройством.
8. Модульная система подачи по п.4 дополнительно содержит:
противоположно расположенное обратное клапанное средство, расположенное внутри мест расположения отверстий, соответственно выполненных внутри упомянутого распределительного коллектора упомянутого модульного дозирующего устройства и внутри упомянутого множества отдельных дозирующих узлов, таким образом, что когда любой один из упомянутого множества отдельных дозирующих узлов отсоединен от упомянутого распределительного коллектора, то непреднамеренная утечка упомянутого текучего материала из любого одного из упомянутого распределительного коллектора и упомянутого любого из упомянутого множества отдельных дозирующих узлов предотвращена.
9. Модульная система подачи по п.4 дополнительно содержит: противоположно расположенное обратное клапанное средство,
расположенное внутри мест расположения отверстий, соответственно выполненных внутри упомянутого распределительного коллектора упомянутого модульного дозирующего устройства и внутри упомянутого модульного устройства подачи, таким образом, что когда упомянутый распределительный коллектор упомянутого модульного дозирующего устройства и упомянутое модульное устройство подачи отсоединены друг от друга, то непреднамеренная утечка упомянутого текучего материала из любого одного из упомянутого распределительного коллектора и упомянутого модульного устройства подачи предотвращена.
10. Модульная система подачи по п.1, в которой, по меньшей мере, один из упомянутого множества отдельных дозирующих узлов, содержащийся в упомянутом модульном дозирующем устройстве, расположен внутри упомянутого модульного дозирующего устройства.
11. Модульная система подачи по п.1, в которой, по меньшей мере, один из упомянутого множества отдельных дозирующих узлов, содержащийся в упомянутом модульном дозирующем устройстве, расположен с внешней стороны упомянутого модульного дозирующего устройства.
12. Модульная система подачи по п.1, в которой упомянутое модульное устройство подачи содержит модульное емкостное устройство, которое имеет резервуар для текучей среды, встроенный в него, и подающий насос для подачи упомянутой текучей среды от упомянутого резервуара текучей среды к упомянутому модульному дозирующему устройству.
13. Модульная система подачи по п.1, в которой упомянутое модульное устройство подачи содержит модульное насосное устройство, выполненное с возможностью соединения с удаленно размещенным резервуаром для текучей среды для подачи упомянутой текучей среды из упомянутого резервуара для текучей среды к упомянутому модульному дозирующему устройству.
14. Модульная система подачи по п.1 дополнительно содержит:
по меньшей мере, одно дополнительное модульное дозирующее устройство, соединенное по текучей среде с упомянутым модульным дозирующим устройством, и множество отдельных дозирующих узлов, при этом каждый из упомянутого множества отдельных дозирующих узлов содержит множество отдельных дозирующих насосов для вывода заданных количеств упомянутого текучего материала ко множеству аппликаторов.
15. Модульная система подачи по п.14 дополнительно содержит: средство для соединения по текучей среде упомянутого, по меньшей мере, одного дополнительного модульного дозирующего устройства с упомянутым модульным дозирующим устройством.
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| US 5605720 А, 25.02.1997 | |||
| US 6422428 В1, 23.07.2002 | |||
| US 6089413 А, 18.07.2000 | |||
| ЕР 11591167 А1, 02.11.2005 | |||
| Устройство для передачи и приема информации по двухпроводной линии связи | 1980 |
|
SU936000A1 |
| Устройство для нанесения клея-расплава | 1982 |
|
SU1063597A1 |

