Изобретение относится к производству строительных материалов и может быть использовано для получения силикатных стеновых изделий - силикатного кирпича, плиток, блоков, стеновых панелей и т.п., подвергающихся автоклавной обработке при твердении.
Известен способ получения силикатных стеновых изделий, гранулированного заполнителя для них, включающий обжиг глинистой кремнеземсодержащей породы при 1180°С, дробление продукта обжига до фракции 0,4-1,2 мм, пропитку полученной фракции известковой суспензией до насыщения. Полученный заполнитель используют как компонент силикатной сырьевой смеси для получения изделий автоклавного твердения [Патент РФ №2142440, кл. 6 С04В 28/18, 1998].
Недостатками указанного способа приготовления силикатной смеси и заполнителя является то, что используемый заполнитель не способствует увеличению водостойкости силикатных стеновых изделий, не позволяет существенно снизить их теплопроводность, а также высокие затраты времени и энергии при получении обжигового заполнителя и, как следствие, при получении стеновых изделий.
Наиболее близким к предлагаемому решению является способ изготовления заполнителя для силикатных изделий в виде гранул размером 0,5-10,0 мм, состоящих из ядра и оболочки, включающий гранулирование ядра из смеси совместно молотых до удельной поверхности 150-250 м2/кг кремнеземсодержащего компонента - природного перлита и гидроксида натрия при их массовом соотношении 0,70-0,95:0,05-0,30 со связкой - водным раствором силиката натрия плотностью 1,2-1,3 г/см3 в количестве 0,1-7,0% от смеси, формирования оболочки на поверхности ядра путем окатывания его сухой пылевидной смесью совместно молотой негашеной извести с натрием кремнефтористым при их массовом соотношении 0,85-0,95:0,05-0,15, последующей выдержкой для твердения полученных гранул до прочности не менее 2,1 МПа [Патент РФ №2365556, кл. 7 С04В 28/18, 2007].
Недостатками способа изготовления гранулированного заполнителя по прототипу являются большие затраты времени на выдержку полученных гранул для набора необходимой прочности, это снижает производительность производства, а также то, что реакции между природным перлитом и щелочью в ядре гранулы при автоклавной обработке силикатного изделия происходят не в полном объеме, т.к. разная твердость совместно размалываемых компонентов не позволяет получить достаточно высокореакционные однородные ядра гранулированного заполнителя, при этом в готовых силикатных изделиях наблюдается до 25-30 мас.% непрореагировавшего перлита, что ухудшает качество, не позволяет получить проектируемые показатели прочности, теплопроводности и водостойкости получаемых силикатных стеновых изделий.
Предлагаемое изобретение решает задачу расширения арсенала технических средств для производства ячеистых силикатных изделий пониженной теплопроводности, позволяет сократить время производства, повысить реакционную способность гранулированного заполнителя, уменьшить теплопроводность, повысить прочностные показатели автоклавных строительных изделий.
Технический результат достигается тем, что способ изготовления гранулированного заполнителя для силикатных изделий автоклавного твердения, состоящего из ядра и оболочки, включающий формирования ядра в присутствии жидкого стекла из смеси совместно молотых природного перлита и гидроксида натрия, накатку оболочки на поверхность ядра из совместно молотой негашеной извести с натрием кремнефтористым, отверждение гранул, согласно предлагаемому решению в качестве перлита используют предварительно вспученный перлит, а отверждение гранул производят в сверхвысокочастотном поле с удельным расходом энергии 53-82 Дж/см3.
Характеристика компонентов:
1. В качестве известьсодержащего компонента для сырьевой смеси и защитной оболочки заполнителя использовали известь негашеную строительную производства ОАО «Стройматериалы», г.Белгород по ГОСТ 9179-77.
2. В качестве кремнеземсодержащего компонента для изготовления ядра заполнителя использовали пыль, уловленную циклонами при вспучивании дробленого перлита Мухор-Талинского месторождения. Химический состав пыли перлита, мас.%: SiO2 - 71,7; Al2O3 - 14,4, Fe2O3 - 1,7, TiO2 - 0,6, CaO - 0,8; MgO - 1,9; R2O - 8,9. В настоящее время перлитовая пыль не используется, вывоз ее на свалку загрязняет окружающую среду.
3. В качестве кремнеземсодержащего компонента сырьевой силикатной смеси использовали природный кварцевый Вольский песок по ГОСТ 6139-2003.
4. Гидроксид натрия по ГОСТ 2263-79.
5. Натрий кремнефтористый Na2SiF6 по ТУ 6-09-1461-91.
6. Вода водопроводная по ГОСТ 23732-79.
7. При гранулировании смеси перлитовой пыли с гидроксидом натрия на тарельчатом грануляторе в качестве связки использовали водный раствор силиката натрия (жидкое стекло) по ТУ 2385-001-54824507-2000 плотностью 1,2-1,3 г/см3.
Для получения ядер гранулированного заполнителя перлитовую пыль дозировали с гидроксидом натрия весовым методом в соотношении 0,70-0,95:0,05-0,30. Полученную смесь загружали в шаровую мельницу и производили помол до удельной поверхности 150-250 м2/кг. Полученную смесь подавали на стандартный тарельчатый гранулятор, где при распылении водного раствора жидкого стекла плотностью 1,2-1,3 г/см3 получали ядра заполнителя заданного размера.
Полученные ядра заполнителя направляли на формирование защитной оболочки путем окатывания в барабанном смесителе, в который подавали также совместно молотые известь и натрий кремнефтористый при их массовом соотношении 0,85-0,95: 0,05-0,15, т.е. аналогично способу, описанному в патенте РФ №2365556.
Полученные гранулы направляли на отверждение в резонатор сверхвысокочастотной печи (СВЧ-поле) с удельным расходом энергии 53-82 Дж/см3 и частотой 192-300 МГц в течение 8-17 мин. Время упрочнения подбиралось исходя из максимальных значений прочностных показателей гранул. Энергонапряженность обработки гранул можно изменять как частотой СВЧ-поля, так и скоростью ленты транспортера.
Контроль прочности гранулированного заполнителя производили путем раздавливания в цилиндре по ГОСТ 9758-86.
Пример. Приготовление ядер гранулированного заполнителя.
Перлитовую пыль (8 кг) и гидроксид натрия (2 кг), т.е. в соотношении 0,80:0,20 по массе, мололи в мельнице до удельной поверхности 200 м2/кг. Полученный порошковый материал подавали на тарельчатый гранулятор. На поверхность порошка путем разбрызгивания наносили водный раствор силиката натрия плотностью 1,25 г/см3 в количестве 4% по отношению к массе ядра заполнителя. Скоростью вращения и углом наклона тарелки гранулятора регулировали диаметр получаемых ядер, который составлял в данном случае 4,4-4,5 мм (аналогично способу, описанному в патенте РФ №2365556).
Получение защитной оболочки на ядрах.
Полученные ядра направляли на опудривание порошком извести (9 кг), молотой совместно с кремнефтористым натрием (1 кг), т.е. в соотношении 0,90:0,10 до получения гранул размером 5,0 мм. Опудривание производили в барабанном смесителе (аналогично способу, описанному в патенте РФ №2365556).
Полученные гранулы направляли на отверждение в резонатор сверхвысокочастотной печи с удельным расходом энергии 74 Дж/см3 и частотой 270 МГц в течение 10 мин. Температура гранул на выходе 95°С, скорость транспортера 8 см/мин.
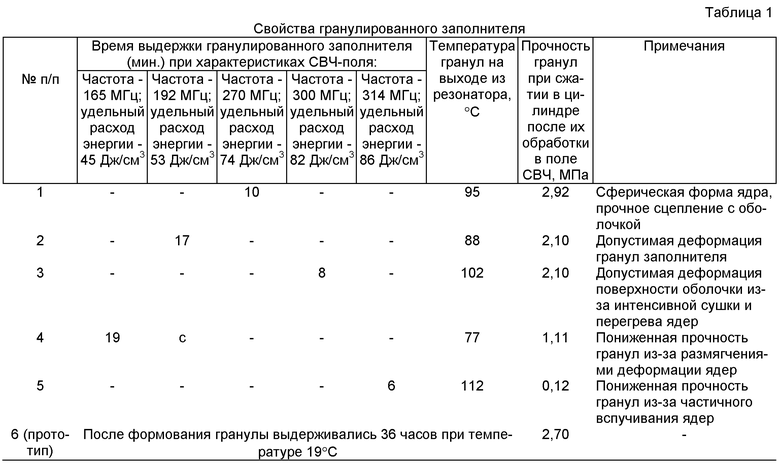
Часть полученного гранулированного заполнителя испытывали на прочность путем сдавливания в цилиндре по ГОСТ 9758, прочность составила 2,92 МПа; остальной - использовали при приготовлении силикатных смесей для изготовления стандартных образцов строительных изделий.
Приготовление силикатной сырьевой смеси.
Дозировку компонентов производили весовым способом: 1,15 кг негашеной извести (11,5 мас.%, табл.1, смесь 1), 5,85 кг песка (58,5 мас.%) и 3,0 кг (30 мас.%) гранулированного заполнителя перемешивали, гасили в шнековом смесителе и доувлажняли до формовочной влажности, которая составляла 12%.
Формование образцов производили традиционным способом при давлении 20 МПа.
Гидротермальную обработку образцов производили в автоклаве при давлении 1 МПа и температуре 178°С в течение 12 часов согласно прототипу [Патент РФ №2365556, кл. 7 С04В 28/18, 2007].
Полученные образцы стеновых изделий испытывали на прочность (по ГОСТ 10180), определяли теплопроводность (по ГОСТ 7076), морозостойкость (по ГОСТ 7025-91) и водостойкость - относительную потерю прочности при сжатии образцов после 25 циклов замачивания: частное от деления прочности образцов при сжатии после замачиваний на начальную прочность образцов. Отношение массы непрореагировавшего перлита в гранулах после автоклавной обработки изделия к исходной определяли как отношение остаточной массы перлита в гранулах после автоклавной обработки силиката к начальной массе перлита в грануле перед введением ее в состав силикатной смеси (в массовых процентах), чем эта величина меньше, тем выше реакционная способность ядра гранулы заполнителя.
Таким же образом были получены стеновые силикатные изделия с другими характеристиками гранулированных заполнителей из-за варьирования параметров СВЧ-поля и скорости транспортерной ленты при их отверждении. Содержание гранул в силикатных смесях 1-6 было постоянно и составляло 30 мас.%. При формировании гранулированного заполнителя для получения сопоставимых результатов выполнялись следующие условия: соотношение между перлитом и гидроксидом натрия по массе в ядре гранулы - 0,80:0,20; соотношение между известью и натрием кремнефтористым в защитной оболочке гранулы по массе - 0,90:0,10; количество водного раствора силиката натрия по отношению к массе ядер заполнителя - 4,0%; диаметр гранул 5 мм.
Ядро гранулированного заполнителя по патенту РФ №2365556 изготавливали из совместно молотого природного перлита и гидроксида натрия; выдерживали после изготовления для набора прочности при 19°С в сухих условиях 36 часов.
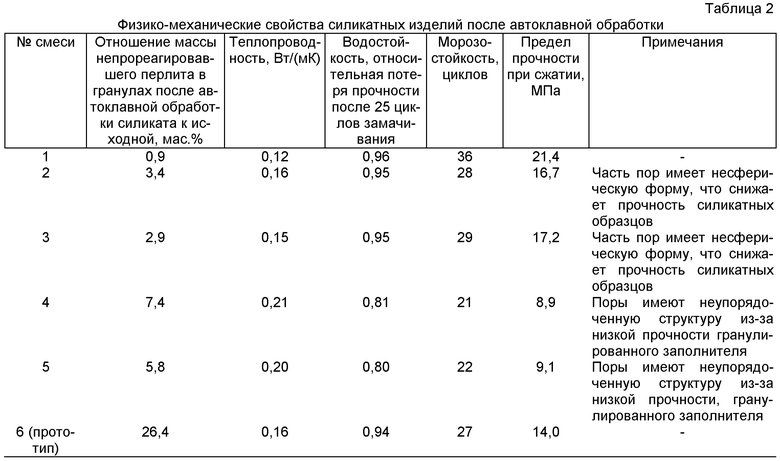
Анализ результатов испытаний свойств образцов силикатных строительных изделий, приведенных в табл.2, показывает следующее.
1. Введение в состав силикатной смеси гранулированного заполнителя, изготовленного по заявляемому способу, использование для отверждения его сверхвысокочастотного поля с частотой 192-300 МГц и удельным расходом энергии 53-82 Дж/см3, замена природного перлита на предварительно вспученный позволяет получать прочные водостойкие силикатные строительные изделия с пониженной теплопроводностью, при этом за счет исключения процесса длительной выдержки заполнителя для твердения сокращается время его изготовления до 20-30 минут, значительно повышается реакционная способность ядра.
2. Снижение удельного расхода энергии до 53 Дж/см3 и частоты сверхвысокочастотного поля до 192 МГц при отверждении гранулированного заполнителя приводит к появлению деформаций и уменьшению его прочности из-за размягчения ядра, реакционная способность заполнителя снижается. Силикатные образцы, приготовленные с использованием данного заполнителя, характеризуются повышенной теплопроводностью, пониженной прочностью и водостойкостью (смесь 2, табл.2), данный состав принят как граничный.
Дальнейшее уменьшение названных параметров СВЧ-поля приводит к существенному снижению физико-механических показателей силикатных строительных изделий, поэтому состав смеси 4 выходит за рамки заявляемого способа изготовления гранулированного заполнителя для силикатных изделий автоклавного твердения.
3. Увеличение удельного расхода энергии до 86 Дж/см3 и частоты сверхвысокочастотного поля до 314 МГц при отверждении гранулированного заполнителя приводит к уменьшению его прочности, появлению деформаций сферических ядер, зонального вспучивания из-за перегрева и интенсивного удаления влаги из ядра гранулы, наблюдается уменьшение реакционной способности заполнителя. Силикатные образцы, приготовленные с использованием полученного заполнителя, характеризуются повышенной теплопроводностью, пониженной прочностью и водостойкостью (смесь 3, табл.2), данный состав принят как граничный.
Дальнейшее увеличение названных параметров СВЧ-поля приводит к существенному снижению физико-механических показателей силикатных строительных изделий и гранулированного заполнителя из-за его вспучивания, поэтому состав смеси 5 выходит за рамки заявляемого способа изготовления гранулированного заполнителя для силикатных изделий автоклавного твердения.
При оптимальных характеристиках СВЧ-поля, используемого для отверждения гранулированного заполнителя (смесь 1, табл.1), полученные силикатные строительные изделия имеет следующие преимущества по сравнению с известными:
1) прочностные показатели увеличиваются на 25-30%, теплопроводность уменьшается на 20%, характеристика по водостойкости при этом увеличивается за счет более полного растворения материала ядра и, значит, более плотной пропитки окружающего гранулу силиката;
2) получаемый гранулированный заполнитель по заявляемому способу не требует больших затрат времени на изготовление, за счет этого снижаются трудозатраты при получении конструкционно-теплоизоляционных силикатных строительных изделий.
При использовании гранулированных заполнителей, полученных с граничными параметрами СВЧ-поля (смеси 2 и 3, табл.1), подученные силикатные строительные изделия практически сохраняют марку по водостойкости и прочностные характеристики, сравнимые с аналогичными свойствами прототипа.
Замена природного перлита на отходы производства вспученного перлита при изготовлении гранулированного заполнителя для силикатных изделий автоклавного твердения позволяет существенно повысить производительность мельниц, используемых для совместного помола перлита и щелочи, либо использовать вместо них шнековые смесители. Присутствие вспученного перлита в ядре обеспечивает необходимую капиллярную пористость, позволяющую свободный выход образующихся паров воды.
Утилизация не находящих применения объемных отходов производства вспученного перлита позволит не только улучшить окружающую среду, но и получать качественные экологически чистые конструкционно-теплоизоляционные силикатные изделия автоклавного твердения с хорошими потребительскими характеристиками.
Изобретение относится к производству строительных материалов и может быть использовано при получении силикатных стеновых изделий - силикатного кирпича, плиток, блоков, стеновых панелей, подвергающихся автоклавной обработке при твердении. Технический результат - сокращение времени производства, повышение активности гранулированного заполнителя, уменьшение теплопроводности, повышение прочностных показателей автоклавных строительных изделий. Способ изготовления гранулированного заполнителя для силикатных изделий автоклавного твердения, состоящего из ядра и оболочки, включает формирование ядра в присутствии жидкого стекла из смеси совместно молотых вспученного перлита и гидроксида натрия, накатку оболочки на поверхность ядра из совместно молотой негашеной извести с натрием кремнефтористым, отверждение гранул в сверхвысокочастотном поле с удельным расходом энергии 53-82 Дж/см3. 2 табл.
Способ изготовления гранулированного заполнителя для силикатных изделий автоклавного твердения, состоящего из ядра и оболочки, включающий формирование ядра в присутствии жидкого стекла из смеси совместно молотых природного перлита и гидроксида натрия, накатку оболочки на поверхность ядра из совместно молотой негашеной извести с натрием кремнефтористым, отверждение гранул, отличающийся тем, что в качестве перлита используют предварительно вспученный перлит, а отверждение гранул производят в сверхвысокочастотном поле с удельным расходом энергии 53-82 Дж/см3.
| ГРАНУЛИРОВАННЫЙ КОМПОЗИЦИОННЫЙ ЗАПОЛНИТЕЛЬ ДЛЯ СИЛИКАТНЫХ СТЕНОВЫХ ИЗДЕЛИЙ НА ОСНОВЕ ПЕРЛИТА, СОСТАВ СЫРЬЕВОЙ СМЕСИ ДЛЯ ИЗГОТОВЛЕНИЯ СИЛИКАТНЫХ СТЕНОВЫХ ИЗДЕЛИЙ, СПОСОБ ПОЛУЧЕНИЯ СИЛИКАТНЫХ СТЕНОВЫХ ИЗДЕЛИЙ И СИЛИКАТНОЕ СТЕНОВОЕ ИЗДЕЛИЕ | 2007 |
|
RU2365556C2 |
| ГРАНУЛИРОВАННЫЙ ЗАПОЛНИТЕЛЬ НА ОСНОВЕ ПЕРЛИТА ДЛЯ БЕТОННОЙ СМЕСИ, СОСТАВ БЕТОННОЙ СМЕСИ ДЛЯ ПОЛУЧЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ, СПОСОБ ПОЛУЧЕНИЯ БЕТОННЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И БЕТОННОЕ СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ | 2007 |
|
RU2358937C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СМЕСИ ДЛЯ СИЛИКАТНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2142440C1 |
| БЕТОН | 2000 |
|
RU2201410C2 |
| DE 4104919 A1, 20.08.1992 | |||
| ГОРЯЙНОВ К.Э | |||
| и др | |||
| Технология теплоизоляционных материалов и изделий | |||
| - М.: Стройиздат, 1982, с.316. | |||

