Изобретение относится к способу сборки конструкции "бак - втулка - шариковый подшипник - барабан" бытовой стиральной машины, как с фронтальной, так и с вертикальной загрузкой, но имеющей горизонтальную или наклонную ось и снабженной пластмассовым баком, который наиболее выгоден с технологической точки зрения.
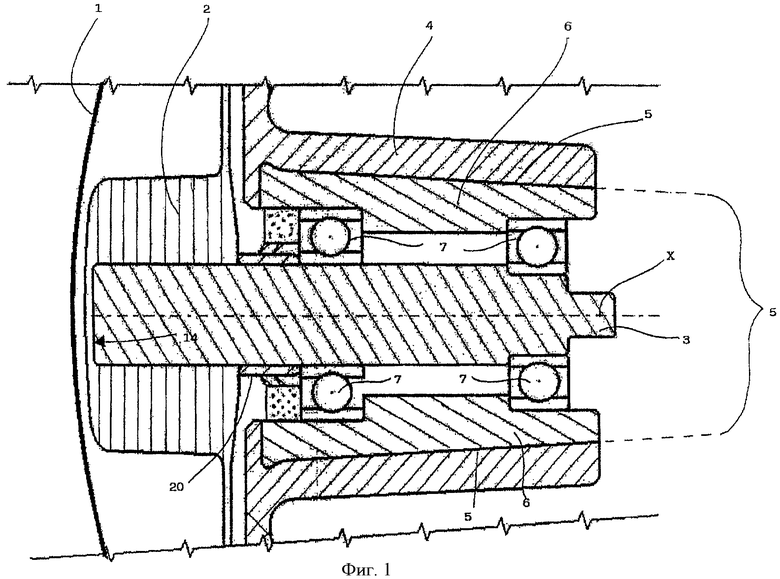
Известны бытовые стиральные машины (фиг.1), в которых загружаемое белье для стирки помещается во вращающийся барабан (1) с горизонтальной осью, который поддерживается соответствующей ступицей (2), известным способом сцепленной с головной частью вращающегося горизонтального вала (3).
Упомянутый барабан (1) расположен в баке (4), который обычно имеет герметичное уплотнение и отверстие (5) на своей вертикальной стенке, через которое пропущен упомянутый вращающийся вал (3) от наружной стороны к ступице (2) барабана.
Для лучшего размещения упомянутого вала (3) в отверстии (5) барабана, это самое отверстие выполнено с соответствующей цилиндрической втулкой (6), то есть цилиндрическим и внутренне полым элементом, который помещен на внутренней цилиндрической поверхности отверстия.
Внутри упомянутой втулки обычно установлены два шариковых подшипника (7), которые соответствующим образом отделены друг от друга и имеют соответствующий размер для поддержания вращающегося вала (3).
Предшествующий уровень техники, на который сделана ссылка, ясно показан на фиг.1 итальянской полезной модели №PN2006U000022, поданной 31 мая 2006 года, того же заявителя, к которой данное описание и отсылает для краткости.
Способ сборки модуля "бак/барабан" согласно описанному решению в основном содержит следующие этапы, выполняемые по одному, пусть даже и не строго друг за другом, поскольку могут быть введены другие и различные этапы, такие как транспортировка, обработка, различные промежуточные рабочие операции, и т.д.:
1) введение втулки в заданное место литьевой формы пластмассового бака;
2) формование пластмассового бака посредством литья под давлением с покрытием предварительно помещенной втулки;
3) извлечение бака и связанная с этим передача его на рабочую станцию, где производится введение шариковых подшипников внутрь втулки, которое обычно выполняется посредством забивания;
4) закачка смазки для герметизации прохода между шайбой и вкладышем на валу;
5) установка шайбы;
6) установка вкладыша (20);
7) установка барабана с введением вала в упомянутые шариковые подшипники.
Последовательность описанных операций может быть выполнена полностью автоматически, за исключением этапа 3), то есть введения шариковых подшипников, для чего требуется, чтобы бак, будучи извлеченным из формы, был перенесен на соответствующую рабочую станцию вне производственной линии.
Следует пояснить, что на самом деле сборочные операции над баком и над барабаном выполняются автоматически на соответствующей сборочной линии, за исключением только установки шариковых подшипников.
Однако описанному способу присущи некоторые недостатки:
- первый недостаток заключается в том, что шариковые подшипники должны устанавливаться во втулке после формования бака, и это требует технологической операции, которая должна выполняться над баком, и, следовательно, на том же самом производственном предприятии. В таком случае это препятствует какой бы то ни было гибкости производства, например отсутствует возможность выполнить установку шариковых подшипников во втулку силами внешнего подрядчика, как поставщика, который, возможно, может быть более дешевым, и после этого собрать эту втулку вместе с ее шариковыми подшипниками в ходе соответствующей технологической операции на этой производственной линии;
- второй недостаток заключается в том, что установка шариковых подшипников должна быть выполнена на определенной рабочей станции, которая является независимой и внешней по отношению к сборочной линии. В таком случае следует спланировать и осуществить дополнительную операцию, которая требует, чтобы баки были перемещены в другое место, с очевидными неудобствами в процессе производства, хотя бы вследствие того, что упомянутые баки представляют собой большую внешнюю помеху, и, следовательно, они вызывают серьезные проблемы в области логистики и транспортировки. В патенте ЕР 0219115 раскрыт способ изготовления пластмассового бака стиральной машины, в которой упомянутый бак приспособлен для вмещения в себя вращающегося барабана, поддерживаемого подшипниками, установленными в гильзе, проходящей через соответствующую торцевую стенку бака.
Этот способ характеризуется тем, что гильза изготавливается отдельно от бака посредством литья под давлением пластмассы в двух следующих друг за другом формах, а вслед за этим гильза помещается в третью форму для литьевого формования вокруг нее другой пластмассы.
Однако проблема правильной центровки и балансировки подшипников внутри гильзы (также именуемой «втулка»), по-прежнему остается нерешенной.
Желательно, и это является задачей настоящего изобретения, разработать способ изготовления, позволяющий осуществлять сборку на поточной сборочной линии пластмассового бака и барабана внутри него так, чтобы устранить вышеописанные проблемы, и использующий в основном те же самые средства производства,
Эта задача решена путем осуществления способа изготовления согласно независимому п.1 и зависимым пп.2-4. Ниже приводится описание в качестве неограничивающего примера со ссылкой на прилагаемые чертежи.
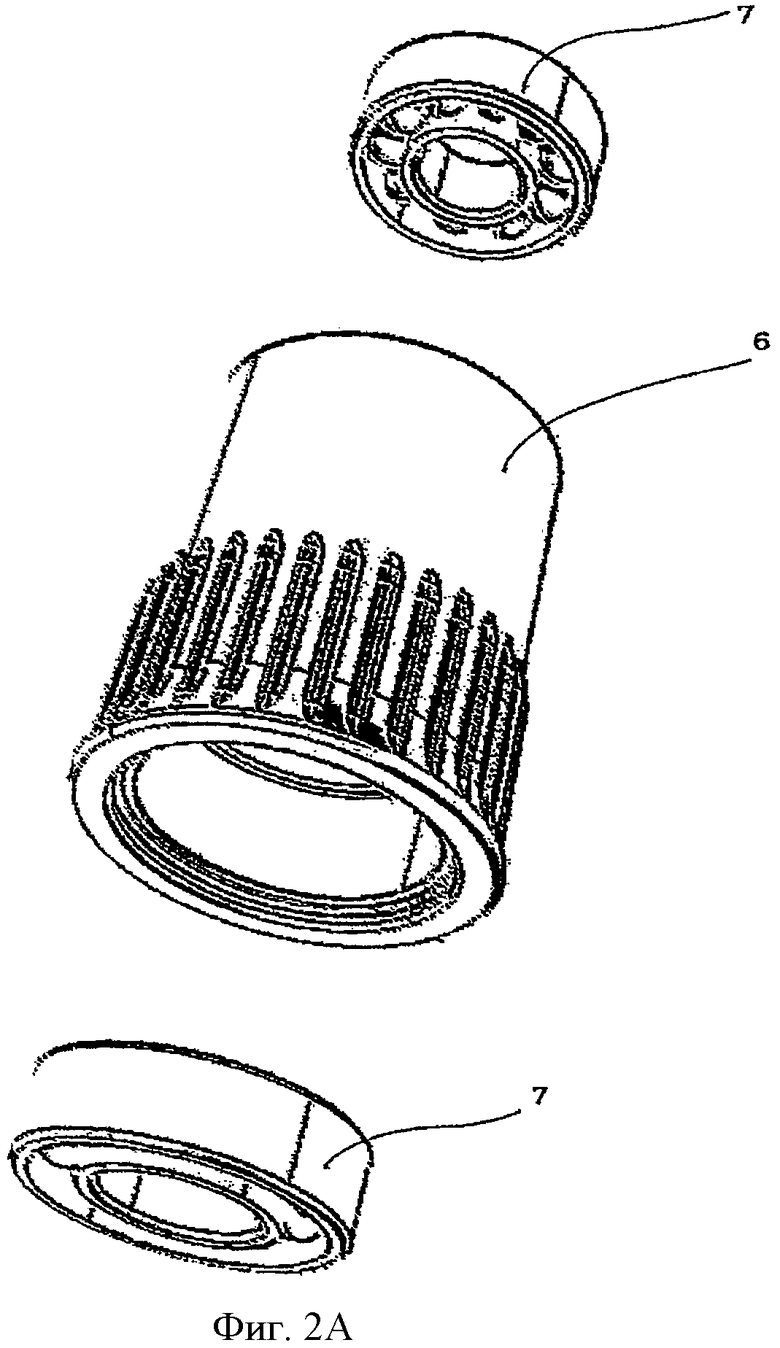
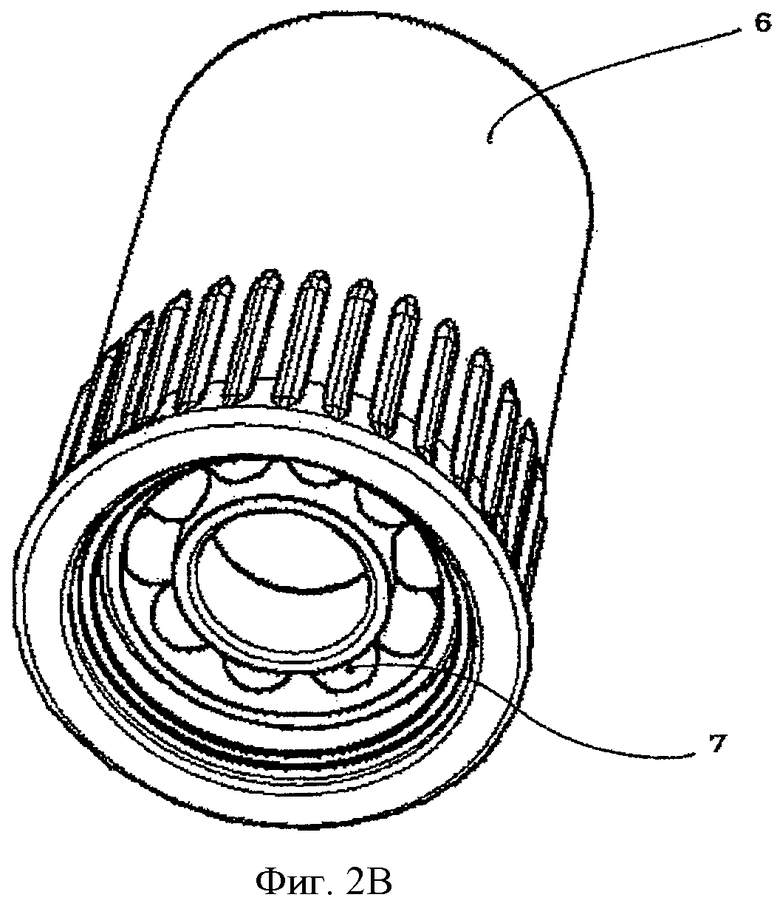
На фиг.2А и 2В схематично показаны втулка и соответствующие ей шариковые подшипники до и после сборки соответственно;
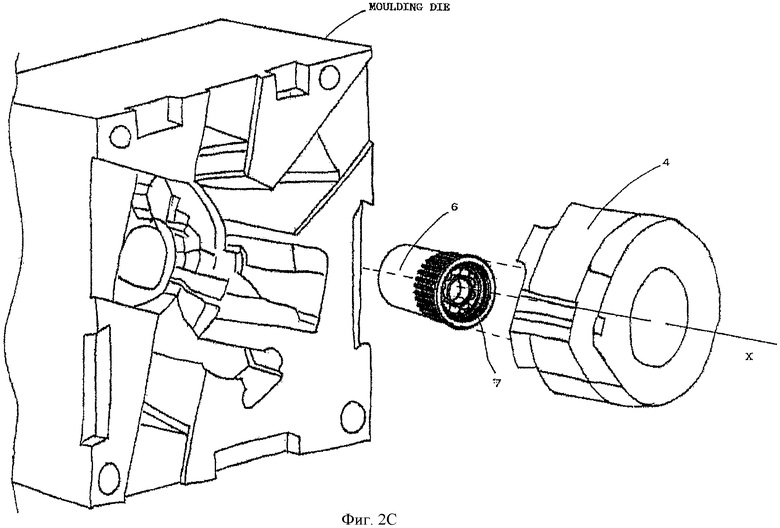
на фиг.2С упрощенно показаны в перспективе с условным пространственным разделением бак, втулка, на которой формуется упомянутый бак, и соответствующая формовочная матрица, в которой упомянутый бак формуется посредством литья под давлением;
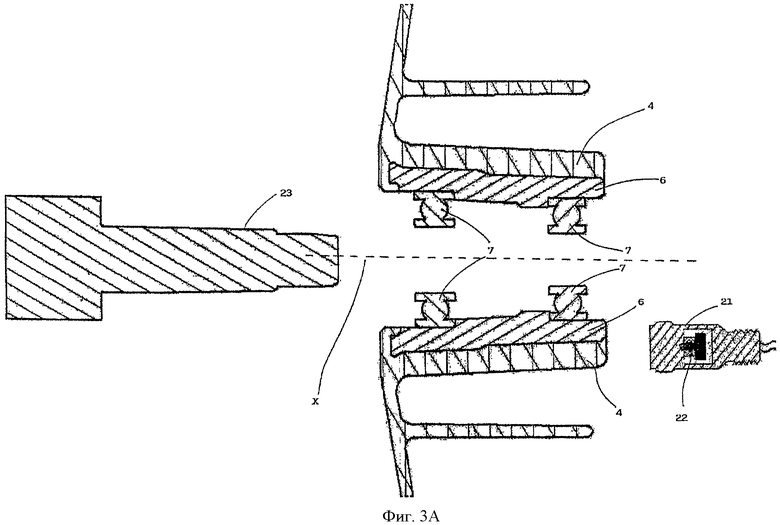
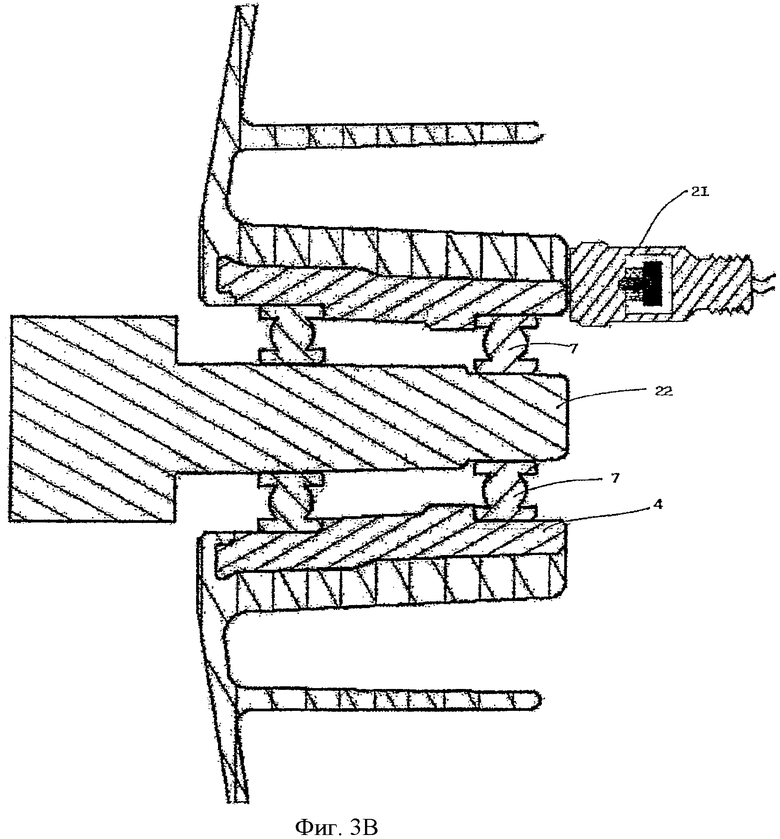
на фиг.3А и 3В схематично показан первый вариант конструктивного выполнения испытательного комплекта для бака, выполненного согласно изобретению, до и во время осуществления проверки соответственно;
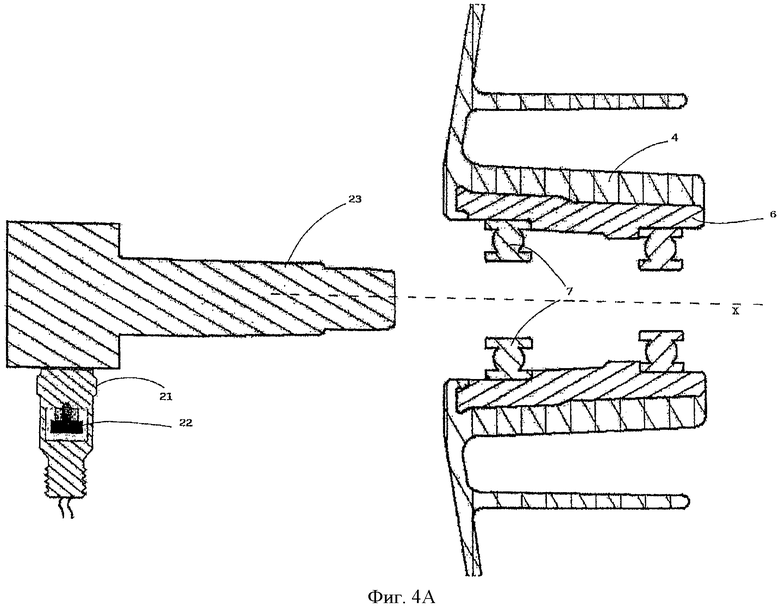
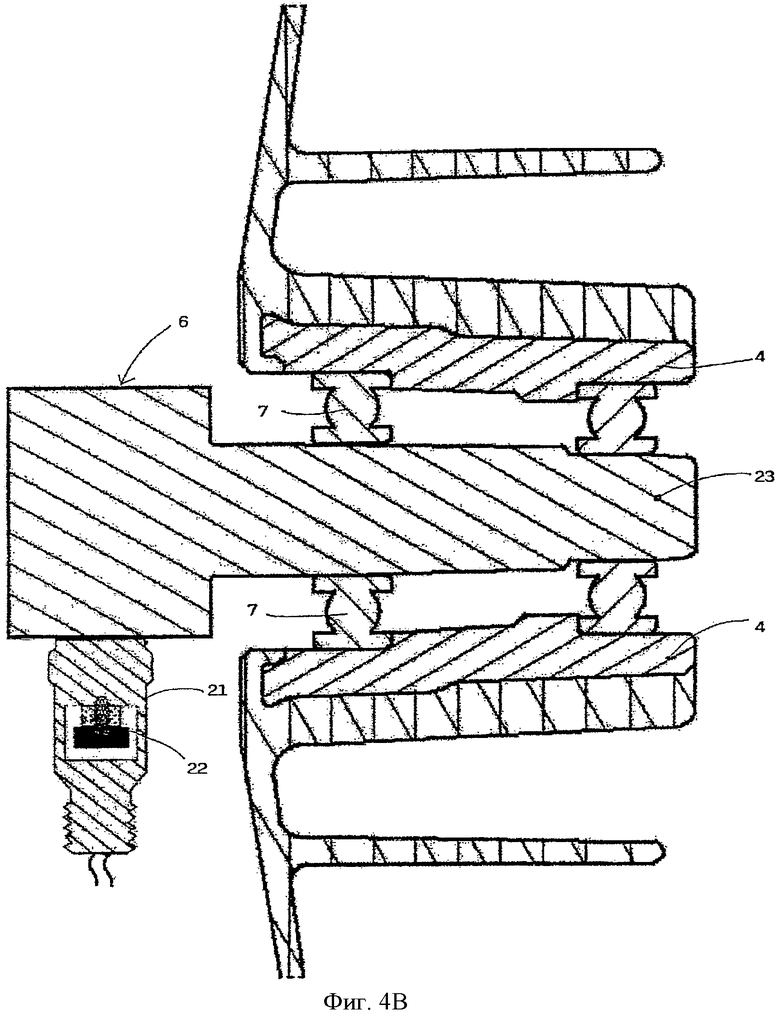
- на фиг.4А и 4В схематично показан второй вариант конструктивного выполнения испытательного комплекта для бака, выполненного согласно изобретению, до и во время осуществления проверки соответственно.
В дальнейшем описание относится к стиральной машине общего типа с горизонтальной осью, но будет подразумеваться, что настоящее изобретение может быть тождественным образом применено к стиральной машине, как с фронтальной, так и с вертикальной загрузкой.
Согласно фиг.1, известная бытовая стиральная машина содержит:
- вращающийся барабан (1), в который вводится загружаемое белье для стирки, поддерживаемый ступицей (2), способной устойчиво удерживать упомянутый вращающийся барабан, причем эта ступица посредством жесткого зацепления соединена с вращающимся валом (3), способным приводить ее во вращение;
- стиральный бак (4), который обычно содержит как барабан со связанной с ним ступицей, так и часть упомянутого вала (3), проходящего через отверстие (5) в вертикальной стенке бака.
Как было указано выше, бак изготавливается посредством литья под давлением с покрытием пластмассой цилиндрической втулки (6), так что, когда уже сформированный бак извлекается из формы для инжекционного формования, он уже включает в себя упомянутую втулку.
Только после вышеупомянутой операции вставляются шариковые подшипники.
В уровне техники описанное выше широко известно.
Согласно изобретению, и в соответствии с фиг.2А и 2В последовательность операций изменена на обратную, т.е. сначала выполняется введение шариковых подшипников (7) во втулку (6), и только после этого упомянутая втулка, удерживаемая в правильном положении уже вместе с шариковыми подшипниками, вставляется в формовочную матрицу для покрытия пластмассой посредством литья под давлением, в результате чего формируется бак вокруг упомянутой втулки (фиг.2С).
После операций, выполненных в только что описанной последовательности, остальные технологические операции, которые были ранее определены и обозначены номерами от 4 и выше, выполняются в той же самой последовательности.
В этом случае достигнут основной результат, заключающийся в том, что операция введения шарикового подшипника во втулку больше не является операцией, которая должна быть выполнена вне производственной линии, пусть даже и на уже сформованном баке. В отличие от этого данная операция представляет собой технологическую операцию, которая должна быть выполнена первой и полностью независимо от того, что происходит на сборочной линии, устраняя тем самым прерывание упорядоченной последовательности этапов производственного процесса вдоль сборочной линии бака.
При этом специалисту в данной области техники будет ясно, что такое преимущество может быть использовано различными путями:
а) в первом варианте соединение втулки с шариковыми подшипниками осуществляется на рабочей станции, которая удалена и, в частности, подпадает под ответственность и затраты других производственных организаций, например, с привлечением внешних подрядчиков. Если внести полную ясность, то это означает, что втулка, шариковые подшипники и их соединение могут быть произведены третьими компаниями, которые затем продают эту предварительную сборку как обычный покупной компонент. Дополнительная возможность заключается в том, чтобы в соответствии с возможностями передать поставщику - третьему лицу только операцию соединения (как "работу, выполняемую внешним подрядчиком").
Данное обстоятельство может привести к заметным преимуществам в затратах без дополнительных издержек в логистике, поскольку размеры втулки в любом случае гораздо меньше, чем размеры бака, и, кроме того, ее размеры не изменяются, даже если вставляются соответствующие шариковые подшипники.
б) во втором варианте соединение втулки с шариковыми подшипниками осуществляется на том же самом предприятии, что осуществляет формование пластмассового бака. Такая возможность устраняет необходимость реализации конкретной рабочей станции вдоль сборочной линии бака, что имеет очевидные преимущества как с точки зрения непрерывности и равномерности технологического потока, так и в логистике. Фактически при необходимости обеспечения в любом случае некоторых "накопительных" площадей из-за размера бака до и после операции введения шариковых подшипников потребовались бы обширные складские площади и связанные с ними издержки логистики, которые исключены настоящим изобретением.
Кроме того, дополнительное и особенно ценное преимущество изобретения заключается в конечном качестве сборки. Фактически, после операции формования бака на втулке, которая уже снабжена шариковыми подшипниками, может быть предусмотрена дополнительная операция контроля качества на предмет правильной работы собранных шариковых подшипников. Такого рода операция, которая может быть выполнена непосредственно на сборочной линии, состоит в проверке того, что вращение шариковых подшипников осуществляется правильно и, в частности, без вибраций.
На самом деле возможен результат, при котором во время формования пластмассы бака вокруг втулки образуются некоторые нарушения симметрии в положении шариковых подшипников или происходят некоторые повреждения (вследствие того, что для фиксации сборочной единицы "втулка/шариковые подшипники" в форме, то есть на соответствующей опоре, являющейся держателем втулки, необходимо центрировать упомянутую сборочную единицу при помощи соответствующего инструмента, предпочтительно центрирующего штыря, который использует в качестве установочной базы внутреннее кольцо шарикового подшипника). Согласно фиг.3А и 3В для обнаружения таких возможных нарушений симметрии организована дополнительная контрольная станция, которая содержит щуп (21) для обхода контура и связанные с ним соответствующие средства, такие как оправка (23) или конический вал для управления вращением.
Способ проверки включает первый этап (фиг.3А), на котором после формования бака на втулке (6) вращающаяся оправка (23) приближается к шариковым подшипникам (7), центрируется относительно оси "X" упомянутых подшипников и вводится в шариковые подшипники, в то время как с другой стороны втулки (6) (фиг.3А) к ней приближается и, в конечном счете, входит в контакт с ней щуп (21) с датчиком (22) вибраций.
На втором этапе (фиг.3В) втулку приводят во вращение, например, со скоростью около 1500 оборотов в минуту посредством упомянутой оправки (23), в то время как упомянутый датчик (22) вибраций, размещенный в упомянутом щупе (21), определяет возможную вибрацию втулки и измеряет ее величину. Таким образом, косвенно обнаруживается и измеряется вибрация, порождаемая возможными нарушениями нормальной работы упомянутых шариковых подшипников.
После этого упомянутые вибрации преобразуются в электрический сигнал, который передается соответствующему средству управления и контроля (не показанному на чертежах) той же самой дополнительной контрольной станции.
Реализация и функционирование описанной контрольной станции (20) хорошо известно в данной области техники, и поэтому они не будут объяснены.
Второй вариант реализации этого способа представлен на фиг.4А и 4В. Различие состоит в том, что щуп (21) приводится в контакт непосредственно с оправкой (23), а не с втулкой (6).
Преимущество такого расположения заключается в том, что вибрации обнаруживаются и измеряются более точно при обеспечении подходящего контакта между упомянутым неподвижным щупом (21) и вращающейся оправкой (23).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТИРАЛЬНОЙ МАШИНЫ | 2010 |
|
RU2536025C2 |
| СТИРАЛЬНАЯ МАШИНА | 2008 |
|
RU2470103C2 |
| МАШИНА ДЛЯ ОБРАБОТКИ БЕЛЬЯ | 2009 |
|
RU2503759C2 |
| ПЛАСТМАССОВЫЙ БАК БЫТОВОЙ СТИРАЛЬНОЙ МАШИНЫ | 2003 |
|
RU2317356C2 |
| ИЗГОТОВЛЕННЫЙ ИЗ ПЛАСТИКА РЕМЕННОЙ ШКИВ СТИРАЛЬНОЙ МАШИНЫ | 2021 |
|
RU2803349C1 |
| ЭЛЕКТРОДВИГАТЕЛЬ, СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО ИНДУКТОРА И СТИРАЛЬНАЯ МАШИНА С ТАКИМ ЭЛЕКТРОДВИГАТЕЛЕМ | 2005 |
|
RU2346377C2 |
| СТИРАЛЬНАЯ МАШИНА | 2012 |
|
RU2575860C2 |
| СТИРАЛЬНАЯ МАШИНА | 2012 |
|
RU2563773C1 |
| МАШИНА ДЛЯ ОБРАБОТКИ БЕЛЬЯ | 2009 |
|
RU2511847C2 |
| СТИРАЛЬНАЯ МАШИНА | 2012 |
|
RU2569768C1 |
Способ изготовления и сборки бака и связанного с ним барабана бытовой стиральной машины, как с загрузкой сверху, так и с фронтальной загрузкой, содержащей: перфорированный вращающийся барабан, ступицу, способную прочно поддерживать вращающийся барабан, вращающийся вал, находящийся в зацеплении с упомянутой ступицей, бак. В баке расположен барабан со связанной с ним ступицей, имеющий цилиндрическое отверстие для прохода вращающегося вала, втулку, установленную в упомянутом цилиндрическом отверстии, по меньшей мере, один шариковый подшипник, находящийся в зацеплении с внутренней поверхностью втулки. Этап введения шарикового подшипника в упомянутую втулку предшествует этапу введения этой втулки в соответствующем положении в литьевую форму, который, в свою очередь, предшествует этапу формования упомянутого бака на упомянутой втулке посредством литья под давлением. Обеспечивается правильная центровка и балансировка подшипников. 3 з.п. ф-лы, 8 ил.
1. Способ изготовления и сборки бака и связанного с ним барабана бытовой стиральной машины, как с фронтальной, так и с вертикальной загрузкой, содержащей перфорированный вращающийся барабан (1), способный содержать загружаемое белье для стирки, ступицу, способную прочно поддерживать вращающийся барабан, вращающийся вал (3), находящийся в зацеплении с упомянутой ступицей и способный приводить ее во вращение, бак (4), в котором расположен барабан со связанной с ним ступицей, имеющий цилиндрическое отверстие (5) для прохода вращающегося вала, втулку (6), установленную в упомянутом цилиндрическом отверстии (5), по меньшей мере, один шариковый подшипник (7, 7А) находящийся в зацеплении с внутренней поверхностью втулки и способный поддерживать вращающийся вал (3), средство герметизации (33) на внутренней поверхности той части бака, в которой выполнено упомянутое отверстие, при этом способ включает следующие этапы, которые могут быть выполнены непоследовательно и на которых:
а) вводят втулку в соответствующем положении внутрь литьевой формы для формования пластмассового бака,
б) формуют пластмассовый бак посредством литья под давлением с предварительно помещенной втулкой,
в) вводят шариковые подшипники в упомянутую втулку,
г) наносят герметизирующую смазку на уплотнение для герметизации промежутка между уплотнением и вкладышем на валу,
д) вводят уплотнение,
е) вводят вал барабана в упомянутые шариковые подшипники, после чего устанавливают барабан в упомянутый бак,
отличающийся тем, что этап (в) введения шарикового подшипника в упомянутую втулку (6) осуществляют перед этапом введения втулки в соответствующем положении в литьевую форму, в свою очередь предшествующим этапу (б) формования литьем упомянутого бака на упомянутой втулке.
2. Способ изготовления и сборки по п.1, отличающийся тем, что вслед за этапом (б) формования литьем выполняют операцию проверки шариковых подшипников, введенных в упомянутую втулку (6), включающую этап обнаружения уровня вибрации, превышающего заранее заданный уровень, при приведении во вращение шариковых подшипников.
3. Способ изготовления и сборки по п.2, отличающийся тем, что этап обнаружения уровня вибрации включает введение вращающегося средства (23) в упомянутые шарикоподшипники (7) и приведения их во вращение, в то время как соответствующая вибрация регистрируется соответствующими измерительными средствами, предпочтительно щупом (21) с соответствующим датчиком (22) вибраций.
4. Способ изготовления и сборки по п.3, отличающийся тем, что упомянутое средство, способное регистрировать вибрацию шариковых подшипников, вводится в контакт либо с упомянутой втулкой (6), либо с упомянутым вращающимся средством (23).
| JP 57101123 A, 23.06.1982 | |||
| Расходомер | 1986 |
|
SU1428924A1 |
| EP 1522624 A2, 13.04.2005 | |||
| ГЕМОСТАТИЧЕСКОЕ СРЕДСТВО (ЖЕЛАТИНОВАЯ ГУБКА) | 0 |
|
SU219115A1 |
| Стиральная машина | 1982 |
|
SU1068566A1 |

