Область техники
Настоящее изобретение относится к посудомоечным машинам и в частности к разбрызгивающему коромыслу для посудомоечной машины и способу его изготовления.
Уровень техники
Посудомоечная машина, как правило, содержит моечный резервуар с фронтальной загрузкой для приема подлежащей мытью посуды. С резервуаром связан сборник жидкости, который образован нижней частью резервуара или расположен возле нижней части резервуара и выполнен для сбора стекающей под воздействием силы тяжести посудомоечной жидкости, циркулирующей в резервуаре. Как правило, посудомоечная жидкость, такая как вода, приводится в состояние циркуляции циркуляционным насосом и выпускается или дозировано подается по меньшей мере одним разбрызгивающим коромыслом, расположенным при работе в резервуаре и/или с учетом его. Жидкость, дозировано подаваемая по меньшей мере одним разбрызгивающем коромыслом, направлена на посуду в резервуаре для удаления с нее пищевых остатков и других отходов. После взаимодействия с посудой использованная посудомоечная жидкость самотеком поступает в сборник для жидкости, в котором пищевые остатки и другие отходы путем процеживания и/или фильтрации удаляют из посудомоечной жидкости перед ее повторным использованием.
Некоторые разбрызгивающие коромысла выполнены с внутренней полостью или внутренним каналом для приема посудомоечной жидкости, обычно через центральный канал, вокруг которого вращаются разбрызгивающие коромысла. Посудомоечная жидкость, попав во внутреннюю полость разбрызгивающего коромысла, дозировано подается из этого разбрызгивающего коромысла по меньшей мере через одну форсунку на посуду в резервуаре. Такие разбрызгивающие коромысла могут быть изготовлены из отливаемого под давлением материала, такого как пластик или другой подходящий полимер. Из-за ограничений, связанных с литьевыми формами, используемыми в процессе литья под давлением, такие разбрызгивающие коромысла с внутренней полостью нередко нужно собирать по меньшей мере из двух отлитых по отдельности деталей.
Сборка узла разбрызгивающего коромысла по меньшей мере из двух деталей может осуществляться разными способами. Например, детали могут быть скреплены друг с другом клеями, ультразвуковой сваркой или вибросваркой. Однако клеи могут быть дорогими либо их применение в массовом производстве может быть затруднено. При сварке могут возникнуть трудности, например, с поддержанием требуемого качества соединительного шва между деталями разбрызгивающего коромысла. Кроме того, ультразвуковая сварка или вибросварка могут приводить к вытеснению материала, формирующего детали разбрызгивающего коромысла, из соединительного шва между этими деталями, что может привести к уменьшению толщины стенки разбрызгивающего коромысла возле шва или вокруг него. В таких случаях может потребоваться повторная затратная обработка или выбраковка дефектного изделия.
В других случаях полученные по отдельности литьем под давлением детали могут быть соединены друг с другом с использованием технологии многокомпонентного формования, согласно которой вокруг наружных поверхностей взаимодействующих деталей, по существу перпендикулярно их продольному направлению, наматывают ленту материала для многокомпонентного формования. Однако такой «обвязкой» для многокомпонентного формования нельзя получить водонепроницаемого уплотнения между соединенными деталями разбрызгивающего коромысла. Кроме того, обвязка лентой может быть нежелательной с эстетической точки зрения или приводить к нежелательному формированию мест накопления пищевых остатков и отходов.
Соответственно, имеется необходимость в разработке усовершенствованного разбрызгивающего коромысла для посудомоечной машины, состоящего из нескольких деталей, и способа его изготовления.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Перечисленные выше и другие задачи решены настоящим изобретением, в котором согласно одному аспекту предлагается разбрызгивающее коромысло для посудомоечной машины. Разбрызгивающее коромысло содержит первую деталь, имеющую поперечно проходящую наружную поверхность и по существу противоположную ей первую взаимодействующую поверхность, проходящую по существу по периферии наружной поверхности первой детали разбрызгивающего коромысла. Вторая деталь разбрызгивающего коромысла имеет поперечно проходящую наружную поверхность и по существу противоположную ей вторую взаимодействующую поверхность, проходящую по существу по наружной поверхности второй детали разбрызгивающего коромысла и выполненную так, что ее форма взаимно дополняет форму первой взаимодействующей поверхности для формирования поперечно проходящего нелинейного стыка при их взаимодействии, так что наружные поверхности первой и второй деталей разбрызгивающего коромысла направлены друг от друга.
Вторая деталь разбрызгивающего коромысла дополнительно содержит выступ, проходящий по наружной поверхности второй детали. Выступ расположен поперечно с внешней стороны от второй взаимодействующей поверхности на некотором расстоянии от нее с образованием канала, глубина которого проходит поперек стыка. В канале может быть размещен подходящий скрепляющий материал, который по существу заполняет его на всю глубину и проходит поперек стыка первой и второй взаимодействующих поверхностей по существу по периферии наружной поверхности первой детали разбрызгивающего коромысла, для скрепления первой и второй деталей разбрызгивающего коромысла друг с другом с образованием между ними внутренней полости, расположенной поперечно с внутренней стороны от стыка, для приема посудомоечной жидкости и ее дозированной подачи из разбрызгивающего коромысла.
Согласно еще одному аспекту настоящего изобретения предлагается способ формирования разбрызгивающего коромысла для посудомоечной машины. При реализации способа обеспечивают взаимодействие первой детали разбрызгивающего коромысла со его второй деталью. Первая деталь разбрызгивающего коромысла имеет поперечно проходящую наружную поверхность и по существу противоположную ей первую взаимодействующую поверхность, которая проходит по существу по периферии наружной поверхности первой детали разбрызгивающего коромысла. Вторая деталь разбрызгивающего коромысла имеет поперечно проходящую наружную поверхность и по существу противоположную ей вторую взаимодействующую поверхность, которая проходит по существу по наружной поверхности второй детали разбрызгивающего коромысла, а ее форма является взаимодополняющей по отношению к первой взаимодействующей поверхности. Введенная во взаимодействие деталь разбрызгивающего коромысла таким образом формирует поперечно проходящий нелинейный стык между первой и второй взаимодействующими поверхностями, так что наружные поверхности первой и второй деталей разбрызгивающего коромысла направлены друг от друга. Вторая деталь разбрызгивающего коромысла дополнительно содержит выступ, проходящий по ее наружной поверхности. Выступ расположен поперечно с внешней стороны от второй взаимодействующей поверхности на некотором расстоянии от нее с образованием канала, глубина которого проходит поперек стыка. Затем вводят скрепляющий материал в канал по существу для его заполнения в глубину, так что скрепляющий материал проходит поперек стыка первой и второй взаимодействующих поверхностей и по существу по периферии наружной поверхности первой детали разбрызгивающего коромысла, для скрепления первой и второй деталей разбрызгивающего коромысла друг с другом. Скрепленные первая и вторая детали разбрызгивающего коромысла таким образом взаимодействуют с образованием между ними внутренней полости, расположенной поперечно внутри по отношению к стыку, для приема посудомоечной жидкости и ее дозированной подачи из разбрызгивающего коромысла.
Таким образом, аспекты настоящего изобретения обеспечивают существенные преимущества, о чем более подробно сказано ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Выше было приведено краткое описание изобретения, а ниже приведено более подробное его описание со ссылками на прилагаемые чертежи, которые могут быть выполнены без соблюдения масштаба и из которых
Фиг.1A-1G - различные схематичные виды нижнего разбрызгивающего коромысла для посудомоечной машины согласно одному варианту реализации настоящего изобретения;
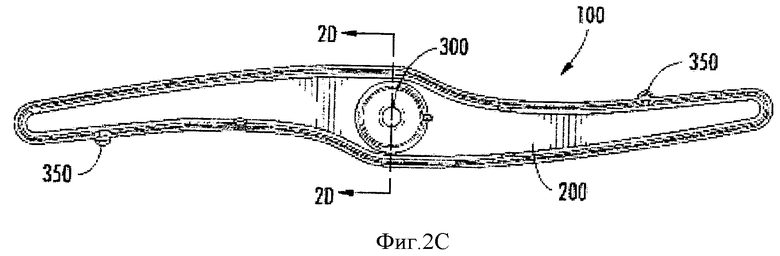
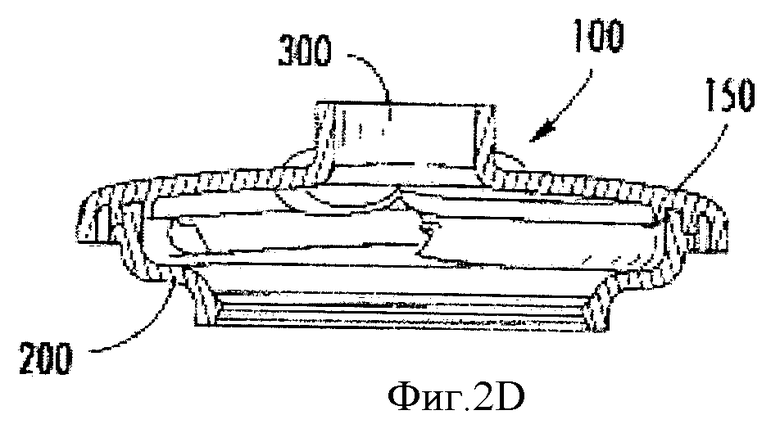
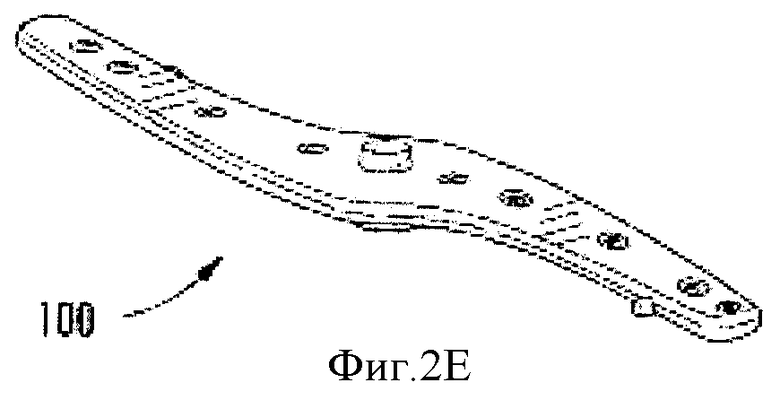
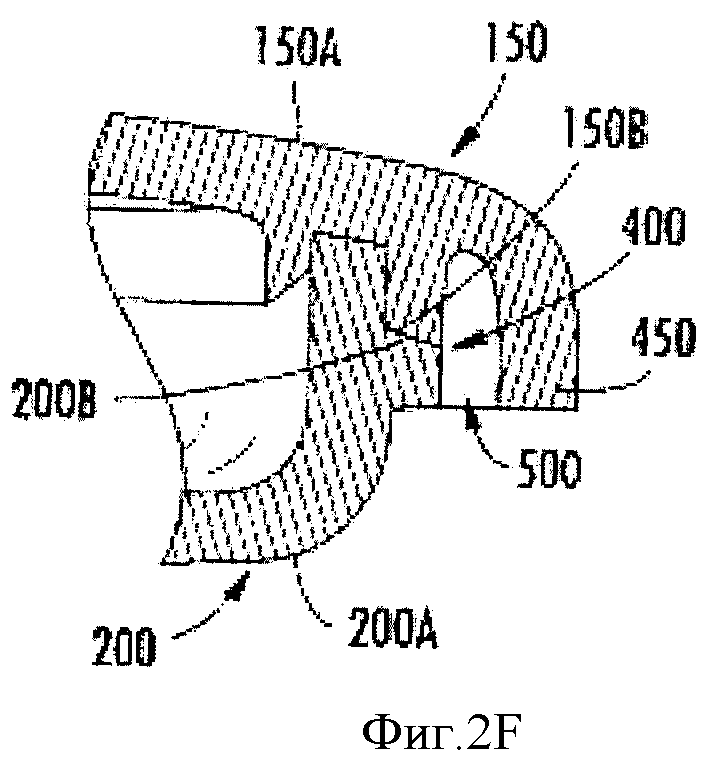
Фиг.2A-2F - различные схематичные виды среднего разбрызгивающего коромысла для посудомоечной машины согласно еще одному варианту реализации настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ниже приведено более подробное описание настоящего изобретения со ссылками на прилагаемые чертежи, на которых показаны некоторые, но не все варианты его реализации. Безусловно, изобретение может быть реализовано множеством других способов и не ограничено вариантами реализации, описанными в настоящем документе, поскольку они приведены только для того, чтобы заявка отвечала требованиям действующего законодательства. Схожие элементы на всех чертежах имеют одинаковые числовые обозначения.
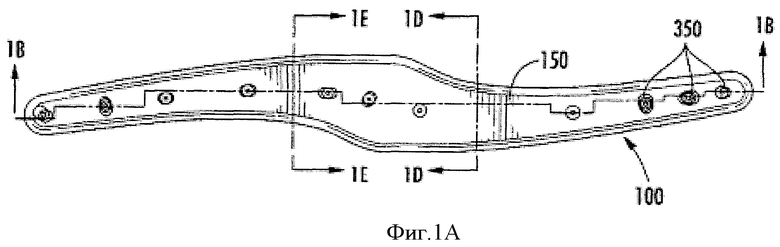
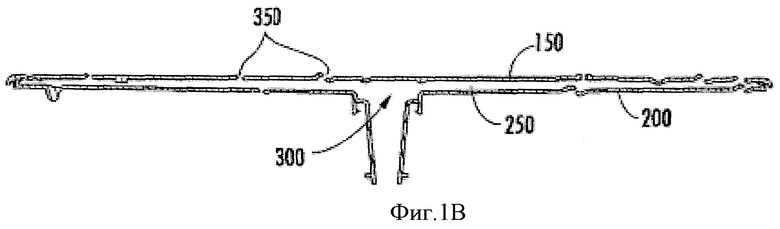
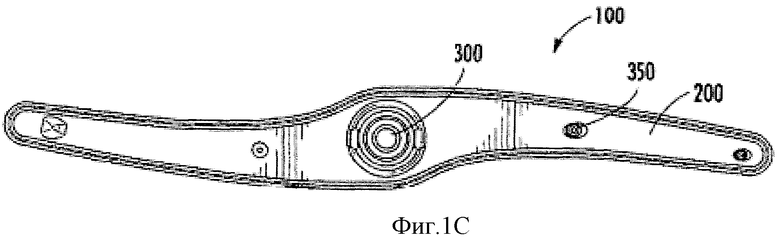
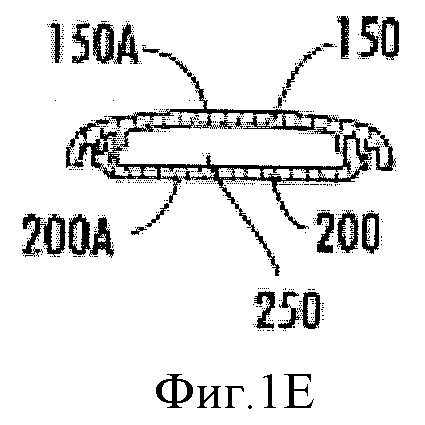
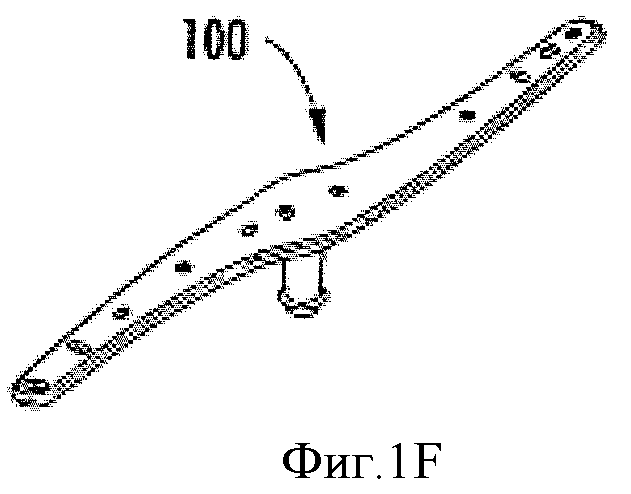
Фиг.1A-1G и 2A-2F схематично иллюстрируют разбрызгивающее коромысло 100 для посудомоечной машины согласно одному варианту реализации настоящего изобретения. Разбрызгивающее коромысло 100 показано сформированным из двух отдельных деталей 150, 200, но, если необходимо или желательно, оно может быть сформировано из большего количества деталей. В некоторых случаях детали 150, 200 могут быть получены, например, литьем под давлением, например, из термопластичного материала или полимера. Кроме того, такое разбрызгивающее коромысло 100 может быть выполнено на любом уровне посудомоечной машины, а именно в качестве нижнего разбрызгивающего коромысла (под нижней подставкой для посуды), среднего разбрызгивающего коромысла (между верхней и нижней подставками для посуды) или верхнего разбрызгивающего коромысла (над верхней подставкой для посуды), но в настоящей заявке в качестве примеров описаны лишь нижнее разбрызгивающее коромысло (фиг.1A-1G) и среднее разбрызгивающее коромысло (фиг.2A-2F).
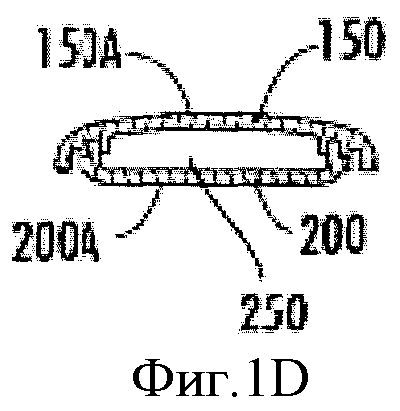
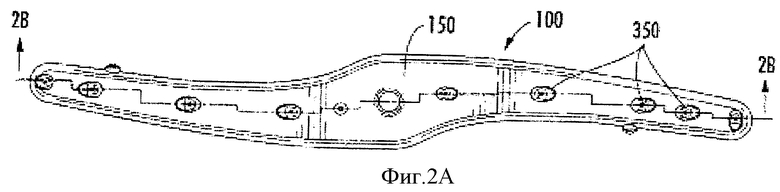
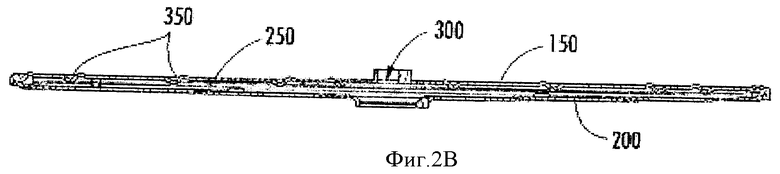
Детали 150, 200 каждая имеют наружные поверхности 150А, 200А и соответственно сконфигурированы с возможностью взаимодействия для образования между ними внутренней полости 250, когда детали 150, 200 взаимодействуют друг с другом, так что поверхности 150А, 200А направлены друг от друга или иным образом по существу обращены друг от друга. Разбрызгивающее коромысло 100 выполнено с возможностью приема посудомоечной жидкости (не показана) через ее центральный канал или ступицу 300 в полость 250, при этом коромысло 100 может быть выполнено с возможностью опоры на канал 300 и вращения вокруг него. Посудомоечная жидкость, размещаемая в полости 250, дозировано подается по меньшей мере через одно отверстие или одну форсунку 350 на находящуюся внутри посудомоечной машины посуду, причем форсунки 350 могут быть выполнены таким образом, что дозированная подача через них посудомоечной жидкости вызывает вращение коромысла 100 вокруг канала 300. Форсунки 350 могут быть образованы в детали 150 или 200, установлены во взаимодействии с деталью 150 или 200 или образованы в результате взаимодействия деталей 150, 200 друг с другом по стыку 400 (см. фиг.2А).
Для обеспечения надежной и эффективной дозированной подачи посудомоечной жидкости из коромысла 100 через форсунки 350 взаимодействие деталей 150, 200 друг с другом должно быть в достаточной степени не проницаемым для этой жидкости. По существу один аспект настоящего изобретения относится к способу обеспечения взаимодействия деталей 150, 200 и конструкциям этих деталей, обеспечивающих изготовление коромысла 100. В одном варианте реализации первая деталь 200 выполнена содержащей первую взаимодействующую поверхность 200 В, по существу противоположную ее поперечно проходящей поверхности 200А. Поверхность 200В, кроме того, может быть выполнена проходящей по существу по периферии поверхности 200А детали 200.
Вторая деталь 150 также содержит вторую взаимодействующую поверхность 150В, по существу противоположную поперечно проходящей поверхности 150А. Поверхность 150 В может также быть выполнена проходящей по существу по поверхности 150А детали 150. Иными словами, поверхность 150В может быть расположена поперечно внутри по отношению к поверхности 150А детали 150. В любом случае поверхность 150В может быть выполнена так, что ее форма взаимно дополняет форму поверхности 200В детали 200. В этом случае, когда соответствующие поверхности 150В, 200В деталей 150, 200 приведены во взаимодействие (т.е. для сборки коромысла 100), они формируют поперечно проходящий нелинейный стык 400, а поверхности 200А, 150А направлены друг от друга. Нелинейный стык 400 может быть ориентирован множеством различных способов и может служить для различных целей. Например, наклонный стык 400 (см., например, фиг.1G и 2F) может увеличивать площадь взаимодействия поверхностей 150В, 200В и/или служить для центрирования или иного совмещения деталей 150, 200 относительно друг друга. Как показано, полученный стык 400 внешне выглядит как шов вокруг разбрызгивающего коромысла, вдоль стенки, проходящей по существу перпендикулярно плоскостям поверхностей 150А, 200А.
В одном варианте реализации деталь 150 дополнительно содержит выступ 450, проходящий по периферии поверхности 150А. Иными словами, выступ 450 может представлять собой выполненный за одно целое (или иным образом взаимодействующий при работе) с деталью 150 элемент, который выступает из поверхности 150А и размещен поперечно с внешней стороны от поверхности 150В. Как показано, в одном варианте реализации выступ 450 проходит с внешней стороны от поверхности 150В на некотором расстоянии от стенки, ограничивающей шов между деталями 150, 200. По существу выступ 450 и стенка, ограничивающая шов, взаимодействуют и в свою очередь образуют канал 500, глубина которого проходит поперечно по отношению к стыку 400 между деталями 150, 200. Таким образом, канал 500 проходит по существу по периферии коромысла 100 согласованно с поверхностями 150В, 200В. В некоторых случаях любая из поверхностей 150В, 200В или обе из них, равно как и канал 500, могут прерываться, например, форсункой 350, проходящей по меньшей мере частично сквозь стенку, ограничивающую шов (см., например, фиг.2А и 2С). В таких случаях любая из поверхностей 150В, 200В или обе из них могут прерываться по краям форсунки 350, а канал 500 может содержать торцевую стенку (не показана), расположенную вблизи форсунки 350 или образованную форсункой 350.
При сборке коромысла 100 обеспечивают физическое взаимодействие деталей 150, 200, так что поверхности 150В, 200В оказываются соединены друг с другом. Детали 150, 200 удерживаются во взаимодействии по меньшей мере двумя формовочными элементами (обозначенными на фиг.1G как элементы 525А и 525В), обеспечивающими взаимодействие поверхностей 150А, 200А соответствующих деталей 150, 200. В некоторых случаях элементы 525А, 525В могут быть выполнены соответствующими контурам поверхностей 150А, 200А соответствующих деталей 150, 200. По меньшей мере один из элементов 525А проходит поперек канала 500 от выступа 450 к стенке, ограничивающей шов (т.е. поверхности 150А детали 150) и охватывает канал 500 вокруг коромысла 100. По меньшей мере в одном элементе 525А также образовано по меньшей мере одно впускное отверстие (не показано), проходящее в канал 500. По существу детали 150, 200, удерживаемые вместе элементами 525А, 525В, могут быть подвергнуты дальнейшему формованию, при котором формующий материал (не показан) или другой подходящий скрепляющий материал может быть подан в канал 500 по меньшей мере через одно впускное отверстие, образованное в одном элементе 525А. Формующий материал или скрепляющий материал может представлять собой, например, подходящий полимерный материал, такой как тот, из которого изготовлены детали 150, 200, или другой по существу похожий полимерный материал. Поскольку такую формующую операцию литья под давлением необходимо осуществлять при повышенной температуре для обеспечения возможности затекания формующего материала в канал 500 и по нему (или в участки канала или по участкам канала 500, если он является прерывистым) и принятия этим материалом формы канала 500, детали разбрызгивающего коромысла 100, образующие канал 500, тоже могут также быть подвергнуты воздействию повышенной температуры. По существу поверхности 150В, 200В и выступ 450 могут быть частично расплавлены во время формующей операции для обеспечения возможности сваривания или сплавления с ними формующего или скрепляющего материала.
После охлаждения или отверждения формующего материала коромысло 100 отделяют от элементов 525А, 525В, и благодаря конфигурации этих элементов канал 500 оказывается заполненным по существу до краев. Кроме того, поскольку формующий материал заполняет канал 500 на его глубину, затвердевший формующий материал проходит поперек шва между поверхностями 150В, 200В, сплавлен с этим швом и таким образом обеспечивает не проницаемое для жидкости уплотнение деталей 150, 200. По существу по меньшей мере из одной форсунки 350 эффективно дозировано подается любая посудомоечная жидкость, поступающая в полость 250.
В некоторых случаях, поскольку во время формующей операции нагнетание формующего материала в канал 500 осуществляется под давлением, некоторая часть этого материала может входить в стык 400 между поверхностями 150В, 200В и, что нежелательно, проникать в полость 250 коромысла 100. Для того чтобы предотвратить или свести к минимуму это явление, детали 150, 200 могут быть снабжены одним или несколькими дополнительными выступами 550, 600, выполненными для взаимодействия друг с другом, и/или внутренней поверхностью стенки, ограничивающей шов (см., например, фиг.1G), для образования лабиринтного или иного нелинейного прохода между этой стенкой и полостью 250. Например, одна из деталей 150, 200 (см., например, деталь 200, показанную на фиг.1G) может содержать первый дополнительный выступ 550, имеющий поперечное внутреннее и смежное расположение по отношению к соответствующей одной из поверхностей 150В, 200В (см., например, поверхность 200В на фиг.1G). В таких случаях выступ 550 может быть выполнен проходящим поперек стыка 400 поверхностей 150В, 200В, в полости 250.
Еще в одном варианте реализации другая из деталей 150, 200 (см., например, деталь 150, показанную на фиг.1G) может содержать второй дополнительный выступ 600, расположенный поперечно и внутри по отношению к соответствующей одной из поверхностей 150В, 200В и на некотором расстоянии от нее (см., например, поверхность 150В на фиг.1G), так что этот выступ и эта поверхность ограничивают собою паз для выступа. В таких случаях указанный паз для выступа сконфигурирован для приема выступа 550. Как показано на фиг.1G, по меньшей мере один из выступов 550, 600 может быть выполнен с фаской для облегчения размещения выступа 550 в пазу для выступа. Соответственно, в таких вариантах реализации первый и выполняемый при необходимости второй выступ 550, 600 могут быть сконфигурированы для взаимодействия друг с другом и стыком 400 поверхностей 150В, 200В с образованием нелинейной области взаимодействия между деталями 150, 200, проходящей от поверхностей 150А, 200А к полости 250 по существу для предотвращения затекания скрепляющего материала в полость 250 через эту область. Полученный таким образом направляющий проход дополнительно облегчает совмещение деталей 150, 200 при сборке, а также может предотвращать любое затекание формующего материала в полость 250.
В некоторых случаях направляющий проход может также содержать открытую полость 650 для сбора любого формующего материала, текущего вдоль этого прохода, до приближения этого формующего материала к полости 250. Иными словами, паз для выступа может быть выполнен взаимодействующим с выступом 550 с образованием по нелинейному стыку 400 между деталями 150, 200 перепускной полости 650, приспособленной для приема любого скрепляющего материала, протекающего сквозь стык 400 между поверхностями 150В, 200В, для предотвращения по существу затекания этого скрепляющего материала сквозь стык 400 в полость 250.
Специалисты в данной области могут разработать большое количество модификаций и других вариантов реализации настоящего изобретения, обладающих преимуществами, представленными в приведенном выше описании и прилагаемых чертежах. Следовательно, необходимо отметить, что предлагаемое изобретение не ограничено конкретными раскрытыми вариантами его реализации, и в рамки определенного формулой объема изобретения входят различные модификации и другие варианты реализации. Используемые в описании термины являются общими и носят описательный, а не ограничительный характер.
Изобретение относится к посудомоечным машинам и в частности к разбрызгивающему коромыслу для посудомоечной машины и направлено на решение такой задачи, как разработка усовершенствованного разбрызгивающего коромысла для посудомоечной машины. Разбрызгивающее коромысло (100) для посудомоечной машины, содержит первую деталь (150), имеющую первую взаимодействующую поверхность, проходящую по периферии ее наружной поверхности, и вторую деталь (200), имеющую вторую взаимодействующую поверхность, проходящую по ее наружной поверхности и выполненную так, что ее форма взаимно дополняет форму первой взаимодействующей поверхности. Взаимодействующие поверхности при взаимодействии формируют поперечно проходящий, нелинейный стык, при этом наружные поверхности первой и второй деталей разбрызгивающего коромысла направлены друг от друга. Вторая деталь дополнительно содержит кромку (450), проходящую по наружной поверхности и расположенную поперечно с внешней стороны от второй взаимодействующей поверхности на некотором расстоянии от нее, с образованием канала (500), глубина которого проходит поперек указанного стыка. В канал вводят скрепляющий материал, который по существу заполняет канал и проходит поперек стыка по периферии наружной поверхности первой детали, для скрепления первой и второй деталей друг с другом. 2 н. и 13 з.п. ф-лы, 11 ил.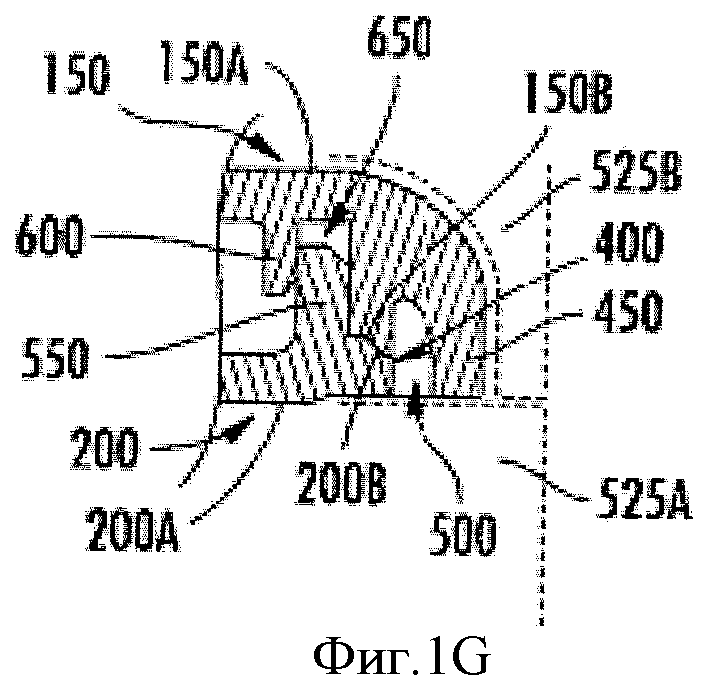
1. Разбрызгивающее коромысло для посудомоечной машины, содержащее: первую деталь, имеющую поперечно проходящую наружную поверхность и, по существу, противоположную ей первую взаимодействующую поверхность, проходящую, по существу, по периферии наружной поверхности первой детали разбрызгивающего коромысла; вторую деталь, имеющую поперечно проходящую наружную поверхность и, по существу, противоположную ей вторую взаимодействующую поверхность, проходящую, по существу, по наружной поверхности второй детали разбрызгивающего коромысла и выполненную так, что ее форма взаимно дополняет форму первой взаимодействующей поверхности для формирования при взаимодействии с ней поперечно проходящего нелинейного стыка, так что наружные поверхности первой и второй деталей разбрызгивающего коромысла направлены друг от друга; причем вторая деталь разбрызгивающего коромысла дополнительно содержит выступ, проходящий по ее наружной поверхности и расположенный поперечно с внешней стороны от второй взаимодействующей поверхности на некотором расстоянии от нее с образованием канала, глубина которого проходит поперек указанного стыка; и скрепляющий материал, выполненный с возможностью размещения в канале и, по существу, его заполнения в глубину, так что скрепляющий материал проходит поперек стыка первой и второй взаимодействующих поверхностей и, по существу, по периферии наружной поверхности первой детали разбрызгивающего коромысла для скрепления первой и второй деталей разбрызгивающего коромысла друг с другом с образованием между ними внутренней полости, расположенной поперечно с внутренней стороны от стыка, для приема посудомоечной жидкости и ее дозированной подачи из разбрызгивающего коромысла.
2. Разбрызгивающее коромысло по п.1, дополнительно содержащее, по меньшей мере, одну форсунку, образованную, по меньшей мере, в одной из указанных деталей разбрызгивающего коромысла, первой или второй, и выполненную с возможностью дозированной подачи через нее посудомоечной жидкости из указанной полости.
3. Разбрызгивающее коромысло по п.1, в котором скрепляющий материал выполнен с возможностью затекания в канал, протекания по нему и принятия его формы во время литья под давлением.
4. Разбрызгивающее коромысло по п.1, в котором скрепляющий материал выполнен с возможностью сплавления с его первой и второй деталями по стыку с образованием непроницаемого для жидкости соединения с ними посредством связующего.
5. Разбрызгивающее коромысло по п.1, в котором его первая и вторая детали и скрепляющий материал содержат, по существу, похожие полимерные материалы.
6. Разбрызгивающее коромысло по п.1, в котором одна из его деталей, первая или вторая, также содержит первый дополнительный выступ, имеющий поперечное, внутреннее и смежное расположение по отношению к соответствующей поверхности из указанных взаимодействующих поверхностей, первой или второй, выполненной так, что она проходит поперек стыка первой и второй взаимодействующих поверхностей во внутренней полости.
7. Разбрызгивающее коромысло по п.6, в котором другая его деталь также содержит второй дополнительный выступ, расположенный поперечно внутри по отношению к соответствующей поверхности из указанных взаимодействующих поверхностей, первой или второй, на некотором расстоянии от нее, так что между ними образован паз для выступа, выполненный с возможностью приема первого дополнительного выступа, причем первый и второй дополнительные выступы выполнены с возможностью взаимодействия друг с другом и со стыком первой и второй взаимодействующих поверхностей с образованием между первой и второй деталями разбрызгивающего коромысла нелинейной области взаимодействия, проходящей от указанных наружных поверхностей к внутренней полости, для предотвращения, по существу, затекания скрепляющего материала через эту область во внутреннюю полость.
8. Разбрызгивающее коромысло по п.7, в котором, по меньшей мере, одна из дополнительных кромок, первая или вторая, выполнена с фаской для облегчения размещения первого дополнительного выступа в пазу для выступа.
9. Разбрызгивающее коромысло по п.7, в котором паз для выступа дополнительно выполнен с возможностью взаимодействия с первым дополнительным выступом для образования вдоль нелинейной области взаимодействия между первой и второй деталями разбрызгивающего коромысла перепускной полости, приспособленной для приема любого скрепляющего материала, протекающего сквозь стык между первой и второй взаимодействующими поверхностями, для предотвращения, по существу, затекания этого скрепляющего материала сквозь указанный стык во внутреннюю полость.
10. Способ изготовления разбрызгивающего коромысла для посудомоечной машины, согласно которому: вводят первую деталь разбрызгивающего коромысла во взаимодействие с его второй деталью, причем первая деталь разбрызгивающего коромысла имеет поперечно проходящую наружную поверхность и, по существу, противоположную ей первую взаимодействующую поверхность, проходящую, по существу, по периферии наружной поверхности первой детали разбрызгивающего коромысла; а вторая деталь разбрызгивающего коромысла имеет поперечно проходящую наружную поверхность и, по существу, противоположную ей вторую взаимодействующую поверхность, проходящую, по существу, по наружной поверхности второй детали разбрызгивающего коромысла и выполненную так, что ее форма взаимно дополняет форму первой взаимодействующей поверхности для формирования между первой и второй взаимодействующими поверхностями поперечно проходящего нелинейного стыка, так что наружные поверхности первой и второй деталей разбрызгивающего коромысла направлены друг от друга; причем вторая деталь разбрызгивающего коромысла дополнительно содержит выступ, проходящий по ее наружной поверхности и расположенный поперечно с внешней стороны от второй взаимодействующей поверхности на некотором расстоянии от нее с образованием канала, глубина которого проходит поперек указанного стыка; и вводят скрепляющий материал в канал, по существу, для его заполнения в глубину, так что скрепляющий материал проходил поперек стыка первой и второй взаимодействующих поверхностей и, по существу, по периферии наружной поверхности первой детали разбрызгивающего коромысла, для скрепления первой и второй деталей разбрызгивающего коромысла друг с другом, при этом первая и вторая детали разбрызгивающего коромысла взаимодействуют с образованием между ними внутренней полости, расположенной поперечно с внутренней стороны от стыка, для приема посудомоечной жидкости и ее дозированной подачи из разбрызгивающего коромысла.
11. Способ по п.10, согласно которому дополнительно удерживают первую и вторую детали разбрызгивающего коромысла во взаимодействии, по меньшей мере, между двумя расположенными напротив друг друга формовочными элементами, выполненными с возможностью рабочего взаимодействия с наружными поверхностями первой и второй деталей разбрызгивающего коромысла, причем, по меньшей мере, один из указанных формовочных элементов проходит поперек канала от указанного выступа к наружной поверхности первой детали разбрызгивающего коромысла и при этом окружает указанный канал, и образует, по меньшей мере, одно впускное отверстие, проходящее в указанный канал.
12. Способ по п.11, в котором при вводе в канал скрепляющего материала вводят его через указанное, по меньшей мере, одно впускное отверстие, образованное указанным, по меньшей мере, одним формовочным элементом.
13. Способ по п.10, в котором при вводе в канал скрепляющего материала вводят его во время литья под давлением, так что скрепляющий материал принимает форму канала и сплавляется с первой и второй деталями разбрызгивающего коромысла по стыку с образованием непроницаемого для жидкости соединения с ними посредством связующего.
14. Способ по п.10, в котором первая и вторая детали разбрызгивающего коромысла содержат полимерный материал, а при вводе в канал скрепляющего материала вводят в этот канал полимерный скрепляющий материал, по существу, похожий на полимерный материал первой и второй деталей разбрызгивающего коромысла, для скрепления первой и второй деталей разбрызгивающего коромысла друг с другом.
15. Способ по п.10, в котором одна из указанных деталей разбрызгивающего коромысла, первая или вторая, также содержит первый дополнительный выступ, имеющий поперечное, внутреннее и смежное расположение по отношению к соответствующей взаимодействующей поверхности и проходящий поперек стыка первой и второй взаимодействующих поверхностей во внутренней полости, другая деталь разбрызгивающего коромысла содержит второй дополнительный выступ, расположенный поперечно с внутренней стороны от соответствующей взаимодействующей поверхности, первой или второй, на некотором расстоянии от нее, с образованием между ними паза для выступа, выполненного с возможностью приема первого дополнительного выступа, а во взаимодействие первую и вторую детали разбрызгивающего коромысла вводят таким образом, что первый и второй дополнительные выступы взаимодействуют друг с другом и со стыком первой и второй взаимодействующих поверхностей с образованием между первой и второй деталями разбрызгивающего коромысла нелинейной области взаимодействия, проходящего от наружных поверхностей к внутренней полости, для предотвращения, по существу, затекания скрепляющего материала через эту область во внутреннюю полость.
| US 3809106 А, 07.05.1974 | |||
| US 4172463 А, 30.10.1979 | |||
| Машина для мытья посуды | 1930 |
|
SU21366A1 |

