Область техники, к которой относится изобретение
Настоящее изобретение относится к резьбовому соединению для использования в соединении стальных труб, таких как трубы нефтепромыслового сортамента, которые включают трубы и обсадку, как правило, используемые для разведки и добычи в нефтяных скважинах и газовых скважинах, трубы водоотводящей колонны и магистральные трубы. Более конкретно, настоящее изобретение относится к резьбовому соединению для стальных труб, которое имеет резьбовую часть, а также уплотняющую поверхность и опорную поверхность, и которое имеет превосходную герметизирующую способность под давлением.
Уровень техники
Резьбовые соединения для стальных труб, такие как трубы нефтепромыслового сортамента и трубы водоотводящей колонны, которые широко используются в системах нефтедобывающей промышленности, состоят из ниппеля, который является элементом с наружной резьбой, расположенным на конечной части первого трубчатого элемента, и муфты, которая является элементом с внутренней резьбой, расположенным на конечной части второго трубчатого элемента. Соединение выполняется с помощью резьбового зацепления наружной резьбы и внутренней резьбы, представляющих собой конические резьбы.
Первый трубчатый элемент, как правило, представляет собой трубу, такую как трубы нефтепромыслового сортамента, и второй трубчатый элемент, как правило, представляет собой отдельный узел в виде муфты. (Этот тип резьбового соединения для стальных труб относится к муфтовому типу.) Для этого типа на обоих концах трубы формируется ниппель и на обоих концах соединения формируется муфта. Существуют также неразъемные резьбовые соединения для стальных труб, в которых на внешней поверхности одного конца трубы формируется ниппель и на внутренней поверхности другого конца трубы формируется муфта. В этом типе первый трубчатый элемент представляет собой первую трубу и второй трубчатый элемент представляет собой вторую трубу.
В прошлом трубы нефтепромыслового сортамента соединялись первоначально с использованием стандартных резьбовых соединений, предписанных стандартами Американского института нефти. Однако в последние годы, так как внешние среды для извлечения грунта и добычи сырой нефти и природного газа стали более тяжелыми, высокоэффективные специальные резьбовые соединения, упоминаемые как соединения повышенного качества, используются все больше и больше.
В соединении повышенного качества ниппель и муфта имеют в дополнение к конической резьбе, которая обеспечивает соединение, уплотняющую поверхность, созданную на периферийной поверхности вблизи резьбовой части, и опорную поверхность, которая функционирует как стопор и является опорой во время создания соединения. Радиальное взаимодействие создается между уплотняющей поверхностью ниппеля и муфтой. Когда резьбовое соединение затягивается до примыкания друг к другу опорной поверхности ниппеля и муфты, уплотняющие поверхности этих двух элементов непосредственно контактируют друг с другом по всему внешнему периметру соединения, и образуется уплотнение с помощью контакта металл-металл. В дополнение к тому, что они действуют как примыкающие друг к другу стопоры во время создания соединения, опорные поверхности несут компрессионную нагрузку во время использования соединения.
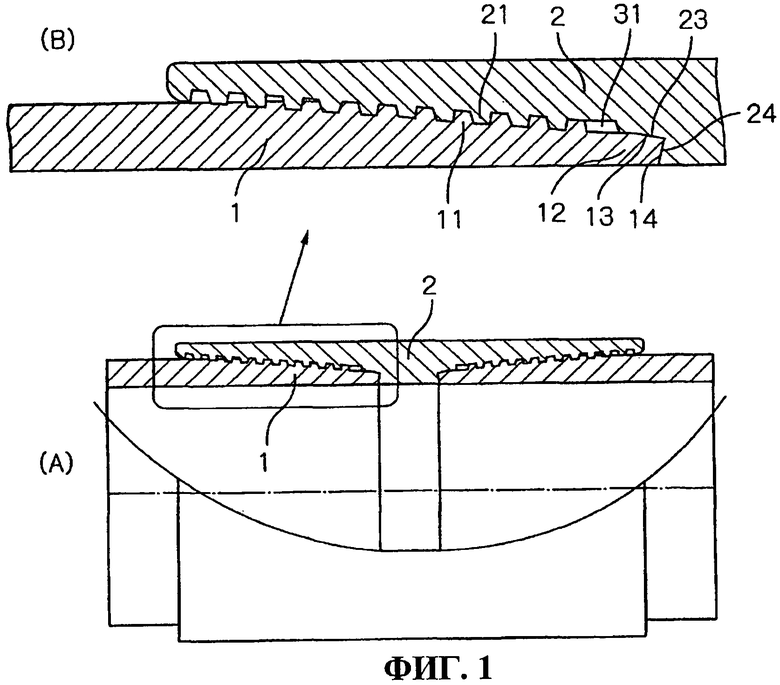
Фиг.1 представляет собой схематический вид обычного резьбового соединения повышенного качества для стальных труб муфтового типа. Фиг.1(A) представляет собой общий вид, а фиг.1(B) - увеличенный вид его части. Как показано на фиг.1(B), это резьбовое соединение для стальных труб имеет ниппель, который является элементом с внутренней резьбой, расположенными на конце трубы и муфту 2, которая является соответствующим элементом с внешней резьбой, расположенным на обеих сторонах муфтового соединения. Ниппель имеет на своей внешней поверхности наружную коническую резьбу 11 и не имеющую резьбы цилиндрическую опорную часть 12, называемую кромкой (упоминаемую ниже как кромочная часть), расположенную на конце ниппеля и примыкающую к внутренней резьбе 11. Кромочная часть 12 имеет уплотняющую поверхность 13 на своей внешней периферийной поверхности и опорную поверхность 14 на своей торцевой поверхности. Уплотняющая поверхность 13 представляет собой сужающуюся поверхность (усеченную коническую поверхность), которая постепенно уменьшается в диаметре в сторону края ниппеля.
Противоположная муфта 2 имеет на своей внутренней поверхности внутреннюю коническую резьбу 21, уплотняющую поверхность 23 и опорную поверхность 24, которые могут вступать в резьбовое зацепление или в контакт или примыкать к наружной конической резьбе 11, уплотняющей поверхности 13 и опорной поверхности 14, соответственно, ниппеля.
Как показано на чертежах, кромочная часть, которая имеет опорную поверхность на своем торце, создается главным образом на торцевой части ниппеля. В дополнение к этому, для действия в качестве стопора при затягивании опорная поверхность несет компрессионные нагрузки, действующие на соединение.
Если преобладают вертикальные скважины, резьбовое соединение для стальных труб имеет достаточные эксплуатационные свойства, если оно может выдерживать растягивающие нагрузки из-за массы труб, соединенных с его помощью, и может противодействовать утечкам текучей среды высокого давления, протекающей по внутреннему пространству. Однако в последние годы, скважины становятся глубже и количество наклонных скважин или горизонтальных скважин, которые имеют резкие или плавные изгибы под землей, растет. В дополнение к этому, нефтяные скважины в неблагоприятных условиях, таких как работа в море или в полярных областях, разрабатываются все больше и больше. Соответственно, существует устойчивый спрос на резьбовые соединения для стальных труб с увеличенной сопротивляемостью давлению и увеличенными характеристиками уплотнения, в частности, в присутствии внутреннего и внешнего давления.
Когда внешнее давление действует на описанное выше обычное соединение повышенного качества, оказываемое внешнее давление передается вдоль зазоров между нитками резьбы и проходит в положение цифры 31 на фиг.1(B), непосредственно перед уплотняющими поверхностями. Поскольку кромочная часть 12 имеет значительно меньшую толщину стенки, чем корпус трубы, она иногда испытывает деформацию в сторону снижения диаметра под действием проникающего внешнего давления. В результате, если внешнее давление повышается, может развиться ситуация, при которой щели, сформированные между уплотняющими поверхностями, приводят к утечке, а именно к проникновению внешней текучей среды внутрь корпуса трубы.
Когда компрессионная нагрузка действует на соединение повышенного качества, так как когда трубы нефтепромыслового сортамента устанавливаются под землей в горизонтальной скважине или наклонной скважине, для большинства соединений, зазор между наружной резьбой и внутренней резьбой делается относительно большим для того, чтобы облегчить заведение конца верхней трубы в муфту нижней, в результате чего возможность резьбы выдерживать компрессионную нагрузку является низкой. Соответственно, компрессионная нагрузка создается, прежде всего, на опорных поверхностях. Однако толщина стенки опорной поверхности на конце кромочной части (область, принимающая давление от компрессионных нагрузок) является обычно гораздо меньшей, чем у стенки корпуса трубы, так что, когда прикладывается компрессионная нагрузка, соответствующая 40-60% предела текучести корпуса трубы, кромочная часть большинства соединений повышенного качества подвергается большой пластической деформации и уплотняющая способность примыкающей уплотняющей поверхности заметно уменьшается.
Для увеличения уплотняющей способности соединения для внешнего давления жесткость кромочной части на конце ниппеля может быть увеличена для повышения ее сопротивляемости к деформации с уменьшением в диаметре. С этой целью часто используется способ, упоминаемый как плющение, при котором толщина стенки кромочной части увеличивается с помощью осевого сжатия на конце трубы.
Однако если величина плющения слишком большая, в случае соединения обсадки, труба, вводимая во внутренне пространство соединенных обсадных труб, иногда прихватывается на сплющенной части, и в случае соединения труб сплющенная часть вызывает появление турбулентности текучей среды, такой как сырая нефть, которая протекает внутри соединенного трубопровода, и эта турбулентность иногда вызывает эрозию. Соответственно, величина, на которую может быть увеличена толщина стенки кромки ниппеля с помощью плющения, ограничена.
Другие обычные технологии для увеличения жесткости кромки ниппеля и увеличения характеристик герметичности описываются в упомянутых ниже патентах США 4624488, 4795200. Эти патентные документы описывают технологию, при которой характеристики герметичности увеличиваются с помощью размещения цилиндрической части, которая не контактирует с муфтой на конце уплотняющей поверхности ниппеля для увеличения жесткости периферии уплотняющей поверхности ниппеля против деформации с уменьшением диаметра и создания равномерного контакта между уплотняющими поверхностями соединения.
Даже если толщина стен кромочной части для труб увеличивается с помощью плющения, для резьбового соединения необходимо создать конические резьбы, уплотняющую поверхность и опорную поверхность с ограниченной толщиной стенки. Однако согласно технологии, описанной в указанных выше патентах, край ниппеля не стыкуется с муфтой, так что опорная поверхность должна создаваться в области иной, чем кромка, и кромка обязательно становится тонкой. Соответственно, существует ограничение на величину, на которую может увеличиваться жесткость кромки, для предотвращения деформации с уменьшением диаметра кромки, вызываемой внешним давлением, и высокая степень уплотняющей способности для внешнего давления достигаться не может. В дополнение к этому, так как нельзя обеспечить достаточную толщину стенок опорной поверхности ниппеля, не может быть получена высокая сопротивляемость к сжатию, и характеристики герметичности при комбинированной нагрузке сжатия и внешнего давления являются низкими.
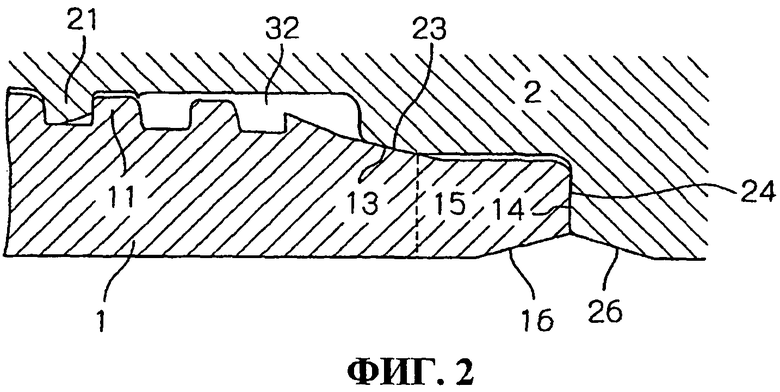
Как показано на фиг.2 публикация WO 2004/109173 предлагает резьбовое соединение для стальных труб, в котором носовая часть 15, которая является протяженной кромочной частью, создается между уплотняющей поверхностью 13 ниппеля и опорной поверхностью 14 на краю ниппеля. Носовая часть 15 ниппеля является неконтактирующей областью, которая не вступает в контакт с противоположной частью муфты 2. В то же время, уплотняющая поверхность 13 и 23 и опорные поверхности 14 и 24 ниппеля и муфты контактируют друг с другом. С помощью создания протяженной кромочной части ниппеля с тем, чтобы создать носовую часть 15, имеющую внешнюю поверхность цилиндрической формы (имеющую постоянный внешний диаметр), которая не контактирует с муфтой в положении, более близком к ниппелю, чем уплотняющая поверхность 13 ниппеля, можно увеличить толщину стенки кромочной части, имеющей ограниченную толщину стенки трубы, и, соответственно, толщину стенок опорной поверхности и уплотняющей поверхности ниппеля, тем самым могут быть значительно увеличены сопротивляемость к сжатию и характеристики герметичности для внешнего давления у резьбового соединения для труб.
В резьбовом соединении, показанном на фиг.2, для подхода наружной резьбе 11 настолько близко, насколько это возможно, к уплотняющей поверхности 13, создается кольцевая канавка 32 в муфте, так чтобы наружная резьба в части, ближайшей к ниппелю, не зацеплялась на резьбе с внутренней резьбой в положении, близком к уплотняющей поверхности муфты.
Резьбовое соединение для стальных труб, такое как предлагается в указанной WO публикации, имеющее неконтактирующую область на стороне уплотняющей поверхности ниппеля, ближайшей к краю ниппеля, имеет достаточные характеристики герметичности и сопротивляемости к сжатию даже тогда, когда оно принимает нагрузку растяжения или компрессионную нагрузку, прикладываемую в состоянии, в котором внутреннее или внешнее давление прикладывается к резьбовому соединению. Однако оно имеет относительно длинную носовую часть со стороны уплотняющей поверхности, ближайшей к краю ниппеля, с уплотняющей поверхностью, имеющей форму конуса с внешним диаметром, который постепенно снижается к краю ниппеля. Соответственно, если конец ниппеля сталкивается с муфтой во время создания соединения или если он предварительно ударяется о какой-либо другой объект, конец ниппеля может деформироваться с выпучиванием наружу. В результате, существует вероятность того, что будет невозможно дальнейшее закручивание ниппеля, или, даже если посадка трубы в муфту и закручивание возможны, характеристики герметичности уплотняющей поверхности могут ослабляться из-за выпучивания конца ниппеля, так что характеристика герметичности резьбового соединения для стальных труб ухудшается.
В частности, как показано позициями 16 и 26 на фиг.2, когда на внутренней периферийной поверхности вблизи опорных поверхностей ниппеля и муфты создается фаска для предотвращения турбулентного протекания текучей среды, протекающей внутри соединения, толщина стенки конца носовой части становится меньше, и деформация края ниппеля из-за столкновения с муфтой происходит легче.
Так как носовая часть края ниппеля является относительно длинной, существует опасность повреждения уплотняющей поверхности муфты из-за отклонения угла посадки трубы в муфту во время посадки в муфту ниппеля. В дополнение к этому, если внешняя периферийная поверхность края ниппеля имеет по существу цилиндрическую поверхность, не достигается направляющего действия в направлении посадки трубы в муфту ниппеля для корректировки отклонения оси ниппеля относительно оси муфты.
Описание изобретения
Целью настоящего изобретения является решение описанных выше проблем в резьбовом соединении для стальных труб, имеющем неконтактирующую область со стороны уплотняющей поверхности, ближайшей к концу ниппеля и, соответственно, имеющей относительно длинную кромочную часть.
В результате дальнейшего изучения соединения, основанного на резьбовом соединении для стальных труб, описанных в упомянутой выше WO публикации, авторы настоящего изобретения обнаружили, что описанные выше проблемы полностью решаются с помощью изменения формы неконтактирующей области, сформированной на стороне уплотняющей поверхности ниппеля, ближайшей к концу ниппеля, так чтобы, по меньшей мере, часть неконтактирующей области, которая примыкает к концу ниппеля, образовывала коническую поверхность, имеющую по существу тот же угол наклона, что и уплотняющая поверхность, вместо цилиндрической поверхности с постоянным внешним диаметром по всей неконтактирующей области.
Настоящее изобретение представляет собой резьбовое соединение для стальных труб, содержащее ниппель, имеющий наружную резьбу, уплотняющую поверхность и конечную опорную поверхность, соответственно, расположенные от задней части к концу ниппеля, и муфту, имеющую внутреннюю резьбу, уплотняющую поверхность и опорную поверхность, соответствующие наружной резьбе, уплотняющей поверхности и опорной поверхности ниппеля, соответственно, при этом резьбы являются коническими резьбами, и уплотняющая поверхность является конической поверхностью, отличающееся тем, что ниппель и муфта имеет неконтактирующие поверхности, при этом периферийные поверхности ниппеля и муфты не контактируют друг с другом в положении между уплотняющей поверхностью и опорной поверхностью, и, по меньшей мере, часть неконтактирующей области ниппеля, примыкающей к концу ниппеля, является конической частью поверхности, имеющей по существу тот же угол наклона, что и уплотняющая поверхность ниппеля.
Неконтактирующая область муфты, расположенная напротив неконтактирующей области ниппеля, предпочтительно является по существу цилиндрической поверхностью, которая не имеет конической части поверхности. По существу цилиндрическая поверхность означает, что допускается пологий наклон, самое большее, в 1°, и углы могут быть развальцованы в целях скругления. Форма внутренней поверхности неконтактирующей области муфты не ограничивается постольку, поскольку она не мешает заведению ниппеля верхней трубы в муфту нижней трубы резьбового соединения, и она не вступает в контакт с неконтактирующей областью ниппеля после монтажа. Примеры различных форм, которые являются возможными, включают форму обратного конуса, которая расширяется к концу ниппеля, или форму, которая сначала является формой обратного конуса и которая изменяется, принимая форму конуса, который сужается к концу ниппеля. Внутренние поверхности вблизи опорной поверхности ниппеля и муфты могут быть развальцованы.
Неконтактирующая область ниппеля предпочтительно состоит из части с цилиндрической поверхностью на стороне, ближайшей к уплотняющей поверхности, и части с конической поверхностью, примыкающей к концу ниппеля (а именно, к торцевой опорной поверхности ниппеля). В этом случае часть с конической поверхностью неконтактирующей области, которая постепенно уменьшается во внешнем диаметре в сторону конца ниппеля, может быть сформирована так, что ее внешний диаметр постепенно уменьшается от конца части с цилиндрической поверхностью неконтактирующей области, ближайшей к концу ниппеля, в сторону конца ниппеля, или она может формироваться так, чтобы ее внешний диаметр увеличивался от конца части с цилиндрической поверхностью, ближайшей к концу ниппеля, к концу ниппеля, и затем внешний диаметр постепенно уменьшается от части, имеющей увеличенный внешний диаметр. В первом случае часть с цилиндрической поверхностью и часть с конической поверхностью являются продолжением друг друга, тогда как во втором случае внешний диаметр ниппеля первоначально увеличивается между частью с цилиндрической поверхностью и частью с конической поверхностью, и в результате толщина стенки конца ниппеля увеличивается и формируется утолщение. Далее, часть с конической поверхностью для первого случая будет упоминаться как простая поверхность в форме усеченного конуса, и часть с конической поверхностью для второго случая будет упоминаться как стреловидная поверхность в форме усеченного конуса. Для стреловидной поверхности в форме усеченного конуса различие между максимальным внешним диаметром части с конической поверхностью неконтактирующей области ниппеля (максимальный внешний диаметр утолщения) и внутренним диаметром неконтактирующей области муфты в противоположном положении предпочтительно составляет 0,2-0,4 мм.
Также является возможным изготовление всей неконтактирующей области с конической поверхностью без создания части с цилиндрической поверхностью в неконтактирующей области. В этом случае длина неконтактирующей области в продольном направлении предпочтительно делается малой, так что площадь опорной поверхности на конце ниппеля не становится слишком малой и форма неконтактирующей области ниппеля предпочтительно делается формой описанной выше стреловидной поверхности в форме усеченного конуса.
Коническая поверхность представляет собой поверхность, сформированную вращением прямой линии, которая наклонена относительно оси, вокруг оси трубы. Угол между наклонной прямой линией и осью трубы (а именно, угол между конической поверхностью и осью трубы в поперечном сечении в продольном направлении трубы) представляет собой угол наклона конической поверхности. Когда уплотняющая поверхность и коническая поверхность неконтактирующей области имеют по существу одинаковые углы наклона, это значит, что различие между углами наклона при разных углах наклона находится в пределах примерно 5% от угла наклона конической поверхности, имеющей меньший угол наклона. Разумеется допустимо отклонение, самое большее, ±0,5°, как производственный допуск. Углы наклона уплотняющей поверхности и части с конической поверхностью неконтактирующей области ниппеля предпочтительно находятся в пределах 2,5°-25°.
Резьбовое соединение для стальных труб согласно настоящему изобретению имеет высокую жесткость при деформации с уменьшением диаметра периферии уплотняющей поверхности ниппеля, как в случае с резьбовым соединением для стальных труб, описанном в упомянутом выше WO публикации, с помощью создания неконтактирующей области на внешней периферийной поверхности, наиболее близкой к ниппелю, чем уплотняющая поверхность ниппеля. По этой причине даже когда она подвергается нагрузке растяжения или компрессионной нагрузке под внутренним или внешним давлением, прикладываемым к резьбовому соединению, напряжение может создаваться частью неконтактирующей области на конце ниппеля, так что характеристики герметичности и сопротивляемости к сжатию во время приложения нагрузки повышаются.
Создавая, по меньшей мере, часть неконтактирующей области, которая примыкает к концу ниппеля, в виде конической поверхности, имеющей по существу тот же угол наклона, что и уплотняющая поверхность, даже если внешняя периферийная поверхность конца ниппеля контактирует с уплотняющей поверхностью муфты во время заведения ниппеля, обе конические поверхности имеют одинаковый угол наклона, так что режим контакта становится поверхностным контактом. В результате предотвращается значительное местное разрушение уплотняющей поверхности муфты (такое как образование зазубрин) и достигается газонепроницаемость уплотняющей поверхности.
В дополнение к этому, даже если конец ниппеля деформируется изнутри от удара во время контакта или столкновения конца ниппеля с другим узлом (таким как муфта) во время манипуляций, таких как транспортировка резьбового соединения, или во время монтажа, радиальный зазор между ниппелем и муфтой на конце ниппеля является достаточно большим, так что предотвращается отрицательное влияние на монтаж из-за деформации края ниппеля. По этой причине, даже если имеет место деформация конца ниппеля, можно полностью затянуть резьбовое соединение так, чтобы опорная поверхность ниппеля и муфты вступали в контакт друг с другом и их уплотняющие поверхности взаимодействовали друг с другом и могли демонстрировать достаточные характеристики герметичности.
В частности, с помощью стреловидного ниппеля, имеющего поверхность в форме усеченного конуса, у которой внешний диаметр ниппеля увеличивается между частью с цилиндрической поверхностью и частью с конической поверхностью в неконтактирующей области, если внешний диаметр конца ниппеля, который расширяется путем деформации, меньше, чем максимальный внешний диаметр части с конической поверхностью, а именно внешний диаметр части, которая увеличивается для создания утолщения, может быть достигнуто надежное полное затягивание резьбового соединения. В результате можно легко определить, возможен ли монтаж при деформировании конца ниппеля.
Из-за присутствия на конце ниппеля с конической поверхностью у неконтактирующей области ниппеля, имеющей тот же угол наклона, что и уплотняющие поверхности ниппеля и муфты, коническая поверхность на конце ниппеля, который первый контактирует с внутренней поверхностью муфты во время заведения ниппеля в муфту во время монтажа резьбового соединения, действует как направляющая, и становится легче совместить оси ниппеля и муфты. Таким образом, если коническая поверхность неконтактирующей области на конце ниппеля контактирует с уплотняющей поверхностью внутренней поверхности муфты во время заведения ниппеля, тот факт, что углы наклона этих двух поверхностей являются одинаковыми, облегчает затягивание, происходящее при совмещенных продольных направлениях ниппеля и муфты. В результате сводится к минимуму опасность повреждения уплотняющей поверхности из-за удара конца ниппеля об него. Уплотняющие поверхности являются самыми важными частями механизма поддержания газонепроницаемости резьбового соединения.
С помощью стреловидного ниппеля, имеющего поверхность в форме усеченного конуса, в котором внешний диаметр ниппеля увеличивается между частью с цилиндрической поверхностью и частью с конической поверхностью в неконтактирующей области, с помощью образования радиального зазора между максимальным внешним диаметром выступающей части с конической поверхностью и противоположной внутренней поверхностью муфты с соответствующей величиной (0,2-0,4 мм), утолщение ниппеля становится направляющей для исключительно точной посадки, и во время монтажа резьбового соединения может достигаться прочное и легкое совмещение продольных направлений ниппеля и муфты.
Даже когда резьбовое соединение для стальных труб согласно настоящему изобретению применяется к резьбовому соединению, используемому в наклонных областях или горизонтальных областях, в которых монтаж имеет тенденцию к усложнению из-за несовпадения осей ниппеля и муфты или из-за деформации, вызванной ударами ниппеля, могут легко осуществляться заведение ниппеля в муфту и затягивание.
Краткое описание чертежей
Фиг.1(A) показывает пояснительный схематический вид в продольном направлении типичного обычного резьбового соединения муфтового типа для стальных труб, упоминаемого как соединение повышенного качества, и фиг.1(B) показывает частично увеличенный вид области вблизи ниппеля этого соединения.
Фиг.2 представляет собой схематический осевой вид в разрезе обычного резьбового соединения для стальных труб, имеющего неконтактирующую область в кромочной части.
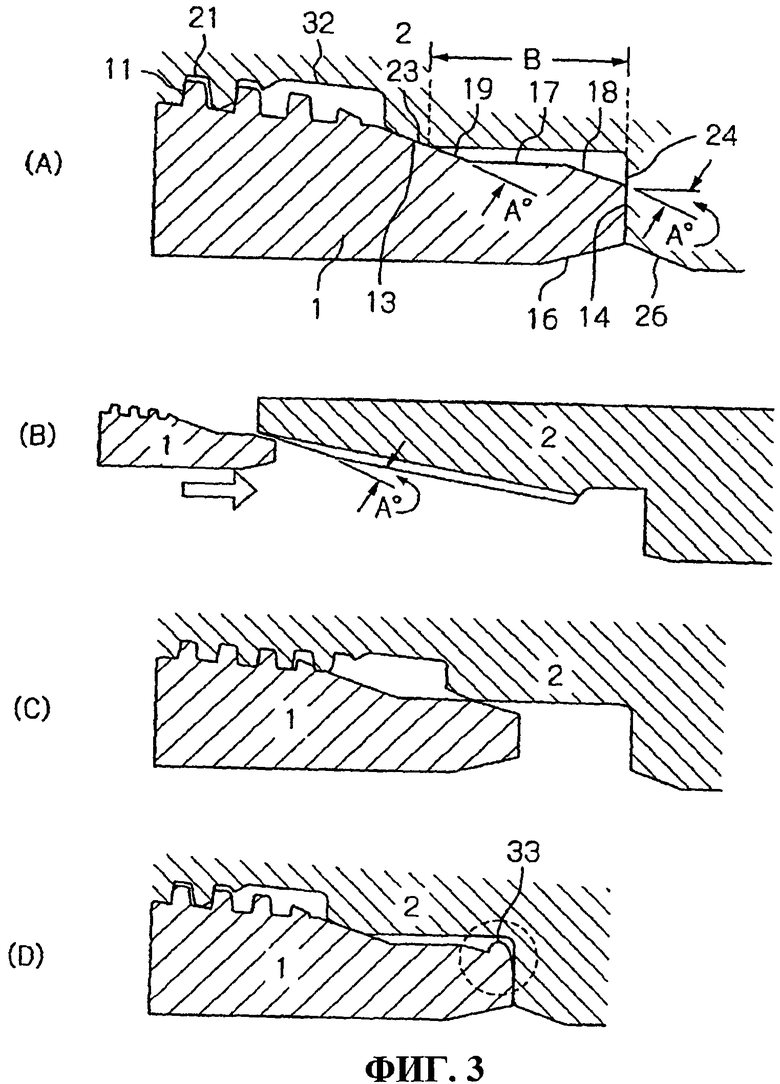
Фиг.3(A) представляет собой схематический осевой вид в разрезе первого варианта осуществления резьбового соединения для стальных труб согласно настоящему изобретению, фиг.3(B) представляет собой пояснительный вид, показывающий положение во время заведения ниппеля этого резьбового соединения, фиг.3(C) представляет собой пояснительный вид, показывающий ситуацию, когда ниппель этого резьбового соединения заводится в муфту до положения, в котором коническая часть поверхности в конце ниппеля вступает в контакт с уплотняющей поверхностью муфты, и фиг.3(D) представляет собой пояснительный вид, показывающий резьбовое соединение фиг.3(A), которое монтируется с использованием ниппеля, который является деформированным на своем конце.
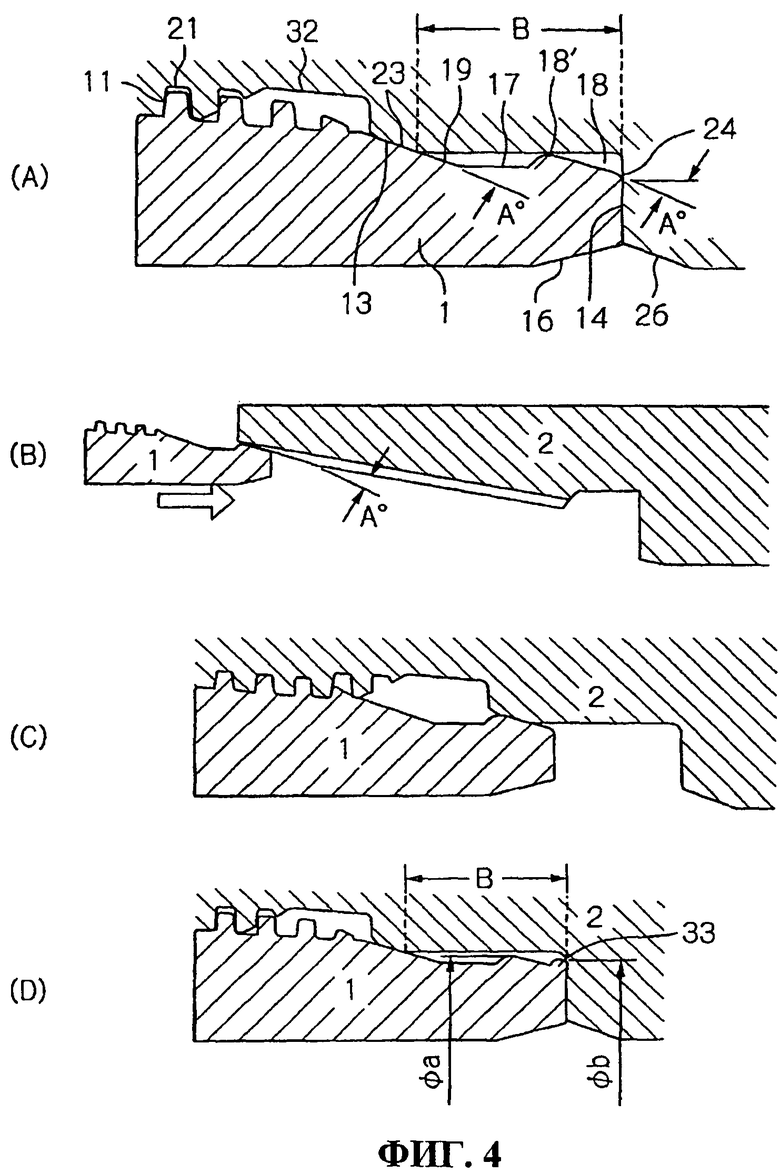
Фиг.4(A) представляет собой схематический осевой вид в разрезе другого варианта осуществления резьбового соединения для стальных труб согласно настоящему изобретению, фиг.4(B) представляет собой пояснительный вид, показывающий положение во время заведения ниппеля этого резьбового соединения, фиг.4(C) представляет собой пояснительный вид, показывающий положение, когда ниппель этого резьбового соединения заводится в муфту в положении, в котором коническая часть поверхности на конце ниппеля этого резьбового соединения контактирует с уплотняющей поверхностью муфты, и фиг.4(D) представляет собой пояснительный вид, показывающий резьбовое соединение фиг.4(A), которое монтируется с использованием ниппеля, который является деформированным на своем конце.
Наилучший способ осуществления изобретения
Ниже резьбовое соединение будет описано для стальных труб согласно настоящему изобретению со ссылками на чертежи.
Фиг.3(A) представляет собой схематический вид в разрезе в продольном направлении части вблизи конца ниппеля одного из вариантов осуществления резьбового соединения для стальных труб согласно настоящему изобретению.
Это резьбовое соединение представляет собой тип соединения повышенного качества и содержит ниппель, имеющий наружную резьбу 11, уплотняющую поверхность 13 и опорную поверхность 14 на конце ниппеля, соответственно, расположенные от задней части к концу ниппеля, и муфту 2, имеющую внутреннюю резьбу 21, уплотняющую поверхность 23 и опорную поверхность 24, которые соответствуют (а именно, они зацепляются, сталкиваются или опираются друг на друга) наружной резьбе уплотняющей поверхности и опорной поверхности ниппеля. Область ниппеля, которая находится ближе к концу ниппеля, чем резьбовая часть, и содержит уплотняющую поверхность 13, является кромочной частью. Резьбы представляют собой конические резьбы. Конические резьбы - это резьбы сформированные на внешней или внутренней поверхности конуса. Уплотняющая поверхность 13 ниппеля представляет собой коническую поверхность, имеющую внешний диаметр, который постепенно уменьшается к концу ниппеля. Угол наклона этой конической поверхности относительно оси трубы равен A (°). Естественно, уплотняющая поверхность 23 муфты также является конической поверхностью, имеющей такой же угол наклона. Из-за взаимодействия между этими уплотняющими поверхностями, созданными при выполнении внешнего диаметра уплотняющей поверхности 13 ниппеля немного большим, чем внутренний диаметр уплотняющей поверхности 23 муфты, гарантируется герметичнсть во время монтажа резьбового соединения. Эта область взаимодействия представляет собой обычно около 0,4-1,2 мм.
Как и для резьбового соединения, описанного в вышеуказанной WO публикации и показанного на фиг.2, неконтактирующая область B, в которой ниппель и муфта не контактируют друг с другом, создается между уплотняющей поверхностью и опорными поверхностями ниппеля и муфты. Соответственно, длина кромочной части увеличивается по сравнению с обычным соединением повышенного качества, показанным на фиг.1, которое не имеет подобной неконтактирующей области, расположенной ближе к концу, чем уплотняющая поверхность ниппеля.
В соединении, показанном на фиг.2, неконтактирующая область ниппеля представляет собой цилиндрическую поверхность, а именно поперечное сечение в аксиальном направлении трубы имеет поверхность, параллельную оси трубы по существу по всей длине трубы в аксиальном направлении кроме короткой части с конической поверхностью, примыкающей к уплотняющей поверхности (которая необходима, чтобы гарантировать то, что неконтактирующая область имеет соответствующий зазор между ней и муфтой). Соответственно, за исключением обоих концов неконтактирующей области, радиальный зазор в неконтактирующей области между ниппелем и муфтой является постоянным.
В отличие от этого в резьбовом соединении для стальных труб согласно настоящему изобретению, как показано на фиг.3(A), неконтактирующая область ниппеля содержит часть 17 с цилиндрической поверхностью, имеющую постоянный внешний диаметр, на стороне, ближайшей к уплотняющей поверхности, и часть 18 с конической поверхностью, примыкающую к концу ниппеля (примыкающую к опорной поверхности на конце ниппеля) и имеющую внешний диаметр, который постепенно уменьшается в сторону конца ниппеля. Таким же образом, как на фиг.2, для обеспечения неконтактирующей области, имеющей подходящий радиальный зазор между муфтой и ниппелем, неконтактирующая область ниппеля имеет дополнительную часть 19 с конической поверхностью между уплотняющей поверхностью и цилиндрической частью поверхности неконтактирующей области ниппеля. Эта дополнительная часть 19 с конической поверхностью предпочтительно является конической поверхностью, имеющей такой же угол наклона, как и уплотняющие поверхности 13 и 23 ниппеля и муфты. Таким образом, уплотняющая поверхность 13 ниппеля и дополнительная часть 19 с конической поверхностью в неконтактирующей области могут формироваться с помощью единственной механической обработки, и издержки на обработку, таким образом, снижаются.
Таким же образом, как и для резьбового соединения, показанного на фиг.2, неконтактирующая область муфты предпочтительно является по существу цилиндрической поверхностью по всей длине от конца уплотняющей поверхности 23 до опорной поверхности 24. В результате радиальный зазор между ниппелем и муфтой в неконтактирующей области B является постоянным в цилиндрической части 17 поверхности ниппеля, он увеличивается в сторону конца ниппеля в конической части 18 поверхности и является максимальным на конце ниппеля.
В варианте осуществления, показанном на фиг.3(A), часть 18 с конической поверхностью в неконтактирующей области ниппеля формируется так, чтобы ее внешний диаметр постепенно уменьшался в сторону конца ниппеля от конца части 17 с цилиндрической поверхностью, ближайшей к концу ниппеля. Эта форма конической поверхности является простой стреловидной формой. Угол наклона A части 18 с конической поверхностью неконтактирующей области ниппеля является по существу таким же, как и угол наклона A его уплотняющей поверхности 13. Угол наклона A предпочтительно находится в пределах 2,5-25°, а более предпочтительно 5-15°.
Как показано на фиг.3(B), когда ниппель заводится в муфту, кромочная часть на конце ниппеля первой вступает в контакт с резьбовой частью на краю муфты. В это время для обычного соединения повышенного качества, показанного на фиг.1, которое имеет уплотняющую поверхность, расположенную на краю ниппеля, существует опасность того, что уплотняющая поверхность ниппеля разрушится из-за контакта с резьбой муфты. В отличие от этого в резьбовом соединении согласно настоящему изобретению, хотя конец ниппеля является частью с конической поверхностью, имеющей тот же угол наклона, что и уплотняющая поверхность, поверхность не является уплотняющей поверхностью и не контактирует с муфтой, так что, даже если часть с конической поверхностью конца ниппеля разрушается, герметичность резьбового соединения не уменьшается.
Когда ниппель затем заводится в муфту, как показано на фиг.3(C), часть с конической поверхностью на конце ниппеля достигает уплотняющей поверхности муфты. В это время, как показано на чертежах, даже если часть с конической поверхностью на конце ниппеля контактирует с уплотняющей поверхностью муфты, уплотняющая поверхность муфты имеет тот же угол наклона, что и часть с конической поверхностью на конце ниппеля, так что контакт между уплотняющей поверхностью муфты и частью с конической поверхностью конца ниппеля становится поверхностным контактом и предотвращается значительное локальное разрушение уплотняющей поверхности муфты. В результате предотвращается уменьшение герметичности резьбового соединения из-за контакта между уплотняющей поверхностью муфты и краем ниппеля.
Из-за поверхностного контакта между концом ниппеля и уплотняющей поверхностью муфты ниппель и муфта аксиально совмещаются, и последующее затягивание ниппеля и муфты может осуществляться в положении, в котором они легко совмещаются. А именно, часть с конической поверхностью на конце ниппеля служит направляющей для поддержания направления заведения ниппеля в подходящем направлении, когда она вступает в контакт с уплотняющей поверхностью муфты.
Когда часть с конической поверхностью на конце ниппеля достигает положения, в котором она контактирует с уплотняющей поверхностью муфты, как показано на фиг.3(C), наружная резьба, которая ближе всего к концу ниппеля (как показано на чертежах, наружная резьба в этом положении может находиться в форме неполной резьбы, которая не зацепляется на резьбе с внутренней резьбой), предпочтительно находится в положении, в котором она контактирует с внутренней резьбой муфты. В результате, создание резьбового соединения продолжается в совмещенном положении, которое достигается с помощью поверхностного контакта между частью с конической поверхностью конца ниппеля и уплотняющей поверхностью муфты, поддерживаемого так, что монтаж даже становится легче.
Конец части ниппеля является частью резьбового соединения для стальных труб, имеющей наименьшую толщину стенок. В частности, как показано на чертежах, толщина стенок конца с ниппеля становится даже меньше, когда внутренняя поверхность конца ниппеля изготавливается с помощью развальцовки конической поверхности. Эта развальцовка внутренней поверхности конца ниппеля предусматривается для предотвращения формирования ступеньки, когда опорная поверхность ниппеля и муфты контактируют, что приводит к возникновению турбулентности, создаваемой в текучей среде, протекающей внутри резьбового соединения, и внутренняя поверхность соединения, соответственно, повреждается эрозией. В этом случае такая же фаска создается на внутренней поверхности вблизи опорной поверхности муфты.
Когда ниппель заводится в муфту, опорная поверхность на конце ниппеля перед заведением иногда контактирует с концом муфты или вступает в контакт, или сталкивается с другим объектом во время хранения или во время манипуляций, во время транспортировки перед использованием, и иногда получает удар, и, в частности, удар в аксиальном направлении. Толщина стенок конечной части ниппеля маленькая, так что, когда опорная поверхность на конце ниппеля получает удар в аксиальном направлении, конец части ниппеля может быть пластически деформирован и разрушен так, что он деформируется с выпучиванием, формируя при этом выступ 33 на конце ниппеля, как показано пунктирным кругом на фиг.3(D).
Даже если конец ниппеля деформируется с выпучиванием таким образом, как показано на фиг.3(D) в настоящем изобретении, радиальный зазор между ниппелем и муфтой на конце ниппеля может изготавливаться достаточно большим для поглощения этого выпучивания, и создание резьбового соединения может продолжаться до завершения. Если выпучивание (величина деформации) конца ниппеля является не слишком большим (конкретно, если она лежит в таких пределах, что на конце ниппеля оно не вступает в контакт с противоположной поверхностью неконтактирующей области муфты), даже если существует деформация, затягивание может осуществляться так, чтобы уплотняющие поверхности ниппеля и муфты полностью взаимодействовали друг с другом, таким образом, нет отрицательного действия на герметичность резьбового соединения. Другими словами, определенная величина деформации конца ниппеля допустима. По этой причине, даже если ниппель деформируется, создание резьбового соединения может продолжаться без возникновения необходимости в замене ниппеля новым ниппелем, что создает очень большое воздействие на снижение затрат.
Фиг.4(A) представляет собой схематический осевой вид в разрезе части, близкой к концу ниппеля второго варианта осуществления резьбового соединения, для стальных труб согласно настоящему изобретению.
Резьбовое соединение для стальных труб, показанное на фиг.4(A), представляет собой такое же соединение, как и в первом варианте осуществления резьбового соединения, показанном на фиг.3(A), в том, что область ниппеля, которая ближе к концу ниппеля, чем уплотняющая поверхность 13, представляет собой неконтактирующую область, которая не контактирует с муфтой, и эта неконтактирующая область ниппеля имеет часть 17 с цилиндрической поверхностью на стороне, примыкающей к уплотняющей поверхности, и часть 18 с конической поверхностью, которая проходит от цилиндрической поверхности к опорной поверхности на конце ниппеля. Части, отличные от неконтактирующей области ниппеля, по существу представляют собой части, сходные с первым вариантом осуществления резьбового соединения, например, относительно резьбовых частей 11 и 21, уплотняющих поверхностей 13 и 23, опорных поверхностей 14 и 24, и необязательных вальцованных частей внутренних поверхностей 16 и 26. Внутренняя поверхность неконтактирующей области B муфты содержит цилиндрическую поверхность по существу по всей длине таким же образом, как на фиг.3(A).
Второй вариант осуществления резьбового соединения, показанный на фиг.4(A), отличается от первого варианта осуществления резьбового соединения тем, что для неконтактирующей области ниппеля, его внешний диаметр увеличивается на конце части 17 с цилиндрической поверхностью, более близком к концу ниппеля в сторону конца ниппеля для формирования утолщения 18', а затем формируется часть 18 с конической поверхностью с помощью постепенного уменьшения диаметра от этого утолщения. Угол наклона части 18 с конической поверхностью является по существу таким же, как угол наклона уплотняющей поверхности 13 ниппеля. Утолщение 18' имеет такую высоту, чтобы оно не контактировало с противоположной поверхностью неконтактирующей области муфты, когда создается резьбовое соединение. Высота утолщения 18', а именно максимальный внешний диаметр конической части поверхности неконтактирующей области ниппеля (показанный с помощью ⌀a на фиг.4(D)), предпочтительно является таким, чтобы зазор между ним и противоположной поверхностью неконтактирующей области муфты находился в пределах 0,2-0,4 мм, когда ниппель и муфта находятся в собранном положении.
Во втором варианте осуществления резьбового соединения толщина стенки части 18 с конической поверхностью ниппеля больше чем в первом варианте осуществления, показанном на фиг.3(A), которая не имеет утолщения, и площадь опорной поверхности 14 на конце ниппеля также увеличивается. В результате, жесткость кромочной части и сопротивляемость к сжатию опорной поверхности на конце ниппеля увеличиваются, могут выдерживаться более высокие компрессионные нагрузки во время завинчивания, и является более сложным возникновение пластической деформации во время контакта или соударения конца ниппеля с концом муфты или с другим объектом.
Создание части 18 с конической поверхностью неконтактирующей области ниппеля, которая имеет тот же угол наклона, что и уплотняющая поверхность, начиная от утолщения 18', не только повышает сопротивляемость к сжатию и жесткость из-за описанного выше увеличения толщины стенок конца ниппеля, но также создает другие важные эффекты, которые описываются ниже.
Во-первых, как показано на фиг.4(B), при начале заведения ниппеля часть с конической поверхностью на конце ниппеля контактирует с внутренней резьбой муфты, а затем контактирует с уплотняющей поверхностью муфты, которая имеет тот же угол наклона. Тем же самым образом, как указывается относительно первого варианта осуществления, предотвращается повреждение уплотняющей поверхности муфты концом ниппеля и становится легче совместить оси ниппеля и муфты. В частности, с помощью создания радиального зазора между выступающей частью с конической поверхностью максимального внешнего диаметра и противоположной внутренней поверхностью муфты, который имеет достаточное значение 0,2-0,4 мм, утолщение ниппеля становится направляющей для достижения исключительно точной посадки, и во время создания соединения может быть достигнуто прочное и легкое совмещение осей ниппеля и муфты.
Во втором варианте осуществления конец ниппеля представляет собой часть с конической поверхностью, имеющей диаметр больший, чем в первом варианте осуществления. Соответственно, когда часть с конической поверхностью конца ниппеля контактирует с внутренней поверхностью муфты, расстояние между ниппелем резьбового соединения и муфтой в части внутри конической части поверхности ниппеля становится больше по сравнению с первым вариантом осуществления. Соответственно, вероятность того, что края ниппеля вступят в контакт с уплотняющей поверхностью муфты, становится крайне малой, и даже если угол заведения ниппеля значительно отклоняется от аксиального направления трубы, нет опасности повреждения уплотняющей поверхности муфты краем ниппеля.
Когда ниппель проходит далее в муфту, часть с конической поверхностью на конце ниппеля достигает уплотняющей поверхности муфты. Тем же образом, как указано относительно первого варианта осуществления, когда часть с конической поверхностью конца ниппеля контактирует с уплотняющей поверхностью муфты, поскольку уплотняющая поверхность муфты имеет тот же угол наклона, что и часть с конической поверхностью на конце ниппеля, контакт между уплотняющей поверхностью муфты и частью с конической поверхностью на конце ниппеля становится поверхностным контактом и предотвращается значительное локальное повреждение уплотняющей поверхности муфты. В результате предотвращается уменьшение герметичности резьбового соединения из-за контакта между уплотняющей поверхностью муфты и концом ниппеля.
Из-за конца ниппеля, имеющего поверхностный контакт с уплотняющей поверхностью муфты, последующее затягивание может осуществляться в положении, в котором аксиальные направления ниппеля и муфты легко совмещаются друг с другом. Часть с конической поверхностью конца ниппеля, который контактирует с уплотняющей поверхностью муфты, служит как направляющая для поддержания направления заведения ниппеля в соответствующем направлении.
Когда часть с конической поверхностью на конце ниппеля достигает положения, где она вступает в контакт с уплотняющей поверхностью муфты, как показано на фиг.4(C), наружная резьба ниппеля, ближайшая к концу ниппеля (как показано на фигуре, наружная резьба в этой части может находиться в форме неполной резьбы, которая не зацепляется с помощью резьбы с внутренней резьбой), контактирует с внутренней резьбой муфты. В результате создание резьбового соединения продолжается, при этом достигнутое положение, совмещенное по оси, с помощью поверхностного контакта между частью с конической поверхностью на конце ниппеля и уплотняющей поверхностью муфты надежно поддерживается, и создание соединения облегчается.
Во втором варианте осуществления хотя толщина стенки конца ниппеля увеличивается, когда опорная поверхность на конце ниппеля контактирует или сталкивается с концом муфты или каким-либо другим узлом и, в частности, когда она получает удар в аксиальном направлении, конец ниппеля может иногда пластически деформироваться и разрушаться, в частности, когда внутренняя поверхность конца ниппеля развальцована, и поэтому площадь опорной поверхности на конце ниппеля уменьшается. В результате, как показано на фиг.4(D), утолщение в результате вздутия 33 формируется иногда на конце части ниппеля. Однако, при тех же условиях, конечное вздутие меньше, чем в первом варианте осуществления.
Даже если конец ниппеля деформируется так, что создается подобное вздутие, как показано на фиг.4(D), радиальный зазор между ниппелем и муфтой на конце ниппеля может создаваться достаточно большим, чтобы он компенсировал вздутие, так что создание резьбового соединения может осуществляться полностью. Если сравнивать с первым вариантом осуществления, радиальный зазор между ниппелем и муфтой на конце ниппеля является меньшим из-за утолщения 18', но жесткость конца ниппеля увеличивается, так что величина деформации понижается, давая возможность в достаточной мере бороться с деформацией конца ниппеля из-за столкновений, которые могут предполагаться.
В этом случае, как показано на фиг.4(D), если внешний диаметр ⌀b конца ниппеля после деформации является меньшим, чем максимальный внешний диаметр ⌀а части с конической поверхностью в неконтактирующей области ниппеля, создание резьбового соединения может осуществляться без проблем даже там, где существует деформация края ниппеля. Соответственно, можно легко определить является ли возможным создание соединения на основе того, является ли или не является максимальный внешний диаметр ⌀а утолщения, созданного в неконтактирующей области ниппеля, большим, чем внешний диаметр ⌀b части ниппеля, которая деформируется при ударе, или нет. В случае ⌀a>⌀b, как показано на фиг.4(D), свинчивание может осуществляться так, что уплотняющие поверхности ниппеля и муфты полностью совмещаются и гарантируется герметичность резьбового соединения. В случае ⌀a<⌀b, деформация края ниппеля отрицательно влияет на герметичность уплотняющей поверхности, и ниппель заменяется на новый.
Не существует особых ограничений на длину неконтактирующей области ниппеля или части с цилиндрической поверхностью, или части с конической поверхностью резьбового соединения, но полная длина неконтактирующей области и уплотняющей поверхности кромочной части предпочтительно равна 8-20 мм. Например, длина неконтактирующей области равна примерно 7-14 мм, длина части с цилиндрической поверхностью равна примерно 5-8 мм и длина части с конической поверхностью, которая примыкает к краю ниппеля, равна примерно 2-6 мм. Толщина стенки края ниппеля предпочтительно делается равной, по меньшей мере, 4 мм для придания достаточной жесткости кромочной части.
Как показано на фиг.3 и 4, опорная поверхность 14 на конце ниппеля и опорная поверхность 24 муфты опираются друг на друга, когда прикладывается компрессионная нагрузка, или во время свинчивания обе они могут быть перпендикулярными к оси соединения.
Форма резьбового соединения для стальных труб может быть в остальном такой же, как и при обычном резьбовом соединении для стальных труб.
Например, наружная резьба и внутренняя резьба ниппеля и муфты резьбового соединения для стальных труб согласно настоящему изобретению могут представлять собой конические резьбы, подобные типичным резьбовым соединениям для стальных труб (таким как трапецеидальные резьбы, определяемые API как резьбы батресс). Существует множество предложений касательно формы конических резьб для резьбового соединения для стальных труб (такие как угол наклона передних и задних боковых поверхностей профиля резьбы, фаска, расстояние между передними боковыми поверхностями профиля резьбы, расстояние между вершинами и впадинами и радиусы кривизны скругленных углов), и может использоваться любое из этих предложений. Например, фаска может создаваться на передних боковых сторонах одной или обеих резьб из наружной резьбы и внутренней резьбы.
Резьбовые части стальных труб содержат конические резьбы. Вершины и впадины каждой резьбы могут быть параллельны конусу конических резьб, но предпочтительно они параллельны аксиальному направлению соединения. При таком расположении проблемы из-за отклонения угла заведения во время свинчивания на объекте могут быть уменьшены.
Отсутствует необходимость зацепления всей наружной резьбы и всей внутренней резьбы. Как показано на фиг.1(A), длина внутренней резьбовой части муфты в аксиальном направлении соединения может быть выполнена большей, чем длина наружной резьбовой части ниппеля в аксиальном направлении соединения, и в положении завинчивания внутренняя резьба вблизи края муфты может находиться в незацепленном положении, т.е. она не зацепляется с наружными резьбами. Это делает заведение ниппеля более легким.
Как показано на фиг.2-4 для прохождения наружной резьбы 11 настолько близко, насколько это возможно к уплотняющей поверхности вблизи резьбы, в муфте может создаваться кольцевая канавка 32, и наружная резьба, ближайшая к концу ниппеля, может не зацепляться с внутренней резьбой вблизи уплотняющей поверхности. В результате увеличивается жесткость кромки и увеличивается сопротивляемость к сжатию соединения. С той же целью толщина стенок ниппеля и муфты может повышаться по направлению к опорной поверхности (внутренний диаметр постепенно понижается) с помощью плющения или наращивания.
Как показано на фиг.2-4, на обеих опорных поверхностях 14 и 24 ниппеля и муфты предпочтительно формируются внутренние фаски 16 и 26. Фаски повышают обтекаемость периферии соединения между ниппелем и муфтой на внутренней поверхности соединения для труб и предотвращают появление турбулентности текучей среды, протекающей внутри.
Настоящее изобретение описано выше в связи с конкретными вариантами осуществления, но это описание является только примером и настоящее изобретение не ограничивается этими вариантами осуществления.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНОЙ ТРУБЫ | 2017 |
|
RU2702315C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2018 |
|
RU2740836C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2014 |
|
RU2642922C2 |
| РЕЗЬБОВОЕ ТРУБНОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2604461C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2019 |
|
RU2768626C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ | 2012 |
|
RU2541363C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2018 |
|
RU2721075C1 |
| ЗАЩИТНОЕ СРЕДСТВО ДЛЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ТРУБ | 2009 |
|
RU2482371C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ С ЭЛАСТИЧНЫМ УПЛОТНИТЕЛЬНЫМ КОЛЬЦОМ | 2008 |
|
RU2451853C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНОЙ ТРУБЫ | 2016 |
|
RU2694698C1 |
Изобретение относится к резьбовым соединениям труб. Резьбовое соединение для стальных труб содержит ниппель, имеющий наружную коническую резьбу, коническую уплотняющую поверхность и конечную опорную поверхность, и муфту, имеющую, соответственно, внутреннюю коническую резьбу, коническую уплотняющую поверхность и опорную поверхность, которое имеет возможность легкого завинчивания и имеет увеличенную герметичность из-за уплотняющей поверхности, которая располагается так, чтобы ниппель и муфта имели неконтактирующую область. Периферийные поверхности ниппеля и муфты не контактируют друг с другом между уплотняющими поверхностями и опорными поверхностями. По меньшей мере, часть неконтактирующей области ниппеля, примыкающая к концу ниппеля, является частью с конической поверхностью, имеющей по существу тот же угол наклона, что и коническая уплотняющая поверхность, и неконтактирующая область муфты является по существу цилиндрической поверхностью. Изобретение повышает надежность соединения труб. 7 з.п. ф-лы, 4 ил.
1. Резьбовое соединение для стальных труб, содержащее ниппель, имеющий наружную резьбу, уплотняющую поверхность и конечную опорную поверхность, последовательно расположенные от задней части к концу ниппеля, и муфту, имеющую внутреннюю резьбу, уплотняющую поверхность и опорную поверхность, соответствующие наружной резьбе, уплотняющей поверхности и опорной поверхности ниппеля соответственно, при этом резьбы представляют собой конические резьбы, и уплотняющие поверхности представляют собой конические поверхности, отличающееся тем, что ниппель и муфта имеет неконтактирующие поверхности между уплотняющей поверхностью и опорной поверхностью, причем периферийные поверхности ниппеля и муфты не контактируют друг с другом, и, по меньшей мере, часть неконтактирующей области ниппеля, примыкающая к концу ниппеля, представляет собой часть с конической поверхностью, имеющую, по существу, тот же угол наклона, что и уплотняющая поверхность.
2. Резьбовое соединение для стальных труб по п.1, в котором неконтактирующая область муфты, которая расположена напротив неконтактирующей области ниппеля, состоит из, по существу, цилиндрической поверхности.
3. Резьбовое соединение для стальных труб по п.1 или 2, в котором неконтактирующая область ниппеля состоит из части с цилиндрической поверхностью на стороне, ближайшей к уплотняющей поверхности, и часть с конической поверхностью примыкает к концу ниппеля.
4. Резьбовое соединение для стальных труб по п.3, в котором часть с конической поверхностью образована посредством постепенного уменьшения внешнего диаметра от конца части с цилиндрической поверхностью, ближайшей к концу ниппеля, по направлению к концу ниппеля.
5. Резьбовое соединение для стальных труб по п.3, в котором внешний диаметр увеличивается от конца части с цилиндрической поверхностью на стороне, ближайшей к концу ниппеля, по направлению к концу ниппеля, и часть с конической поверхностью постепенно уменьшается во внешнем диаметре от увеличенного внешнего диаметра.
6. Резьбовое соединение для стальных труб по п.5, в котором разница между максимальным внешним диаметром части с конической поверхностью неконтактирующей области ниппеля и внутренним диаметром неконтактирующей области муфты в противоположенном положении равна 0,2-0,4 мм.
7. Резьбовое соединение для стальных труб по п.1 или 2, в котором угол наклона уплотняющих поверхностей и части с конической поверхностью неконтактирующей области ниппеля находится в пределах 2,5-25°.
8. Резьбовое соединение для стальных труб по п.1 или 2, в котором внутренние периферийные поверхности на периферии опорных поверхностей ниппеля и муфты имеют фаски.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1998 |
|
RU2200820C2 |
| 1967 |
|
SU434663A3 | |
| Соединение труб вертикальной колонны | 1987 |
|
SU1446268A1 |
| US 4384737 А, 24.05.1983 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

