Область изобретения
Настоящее изобретение относится к резьбовому соединению для стальных труб.
[0001]
Испрашивается приоритет по заявке на патент Японии № 2013-184717, поданной 6 сентября 2013 года, содержание которой включено в настоящее описание путем отсылки.
Предшествующий уровень техники
[0002]
В нефтяной скважине или в скважине по добыче природного газа (далее совместно именуются "нефтяная скважина") применяются скважинные стальные трубы, например, обсадные или насосно-компрессорные, последовательно соединенные резьбовыми соединениями. По существу в резьбовых соединениях такого типа применяется только коническая резьба, соответствующая стандартам Американского института нефти (API). Резьбовое соединение образовано первой трубой, имеющей участок конической наружной резьбы, и второй трубой, имеющей участок конической внутренней резьбы. Участок наружной резьбы первой трубы ввинчивают в участок внутренней резьбы второй трубы и, таким образом, первую трубу и вторую трубу соединяют друг с другом.
[0003]
Резьбовые соединения для стальных труб грубо классифицируются на два типа: соединения муфтового типа и соединения интегрального типа. В случае соединений муфтового типа первая труба является стальной трубой, а вторая труба является соединителем (короткой трубой). В этом случае на обоих концевых частях стальной трубы сформирован участок с наружной резьбой, а на обоих концевых частях соединителя сформирован участок с внутренней резьбой. То есть в соединении муфтового типа соседние стальные трубы соединены друг с другом через соединитель.
[0004]
В то же время в случае соединений интегрального типа и первая труба, и вторая труба, являются стальными трубами и соединители не применяются. В этом случае на одном конце стальной трубы сформирован участок с наружной резьбой, а на другом конце - участок с внутренней резьбой. То есть, в соединении интегрального типа соседние стальные трубы соединены непосредственно друг с другом без применения соединителя.
[0005]
По существу соединительный участок первой трубы, на котором сформирован участок наружной резьбы, содержит элемент, вставляемый в участок внутренней резьбы и, потому, именуемый ниппель. В то е время соединительный участок второй трубы, на котором сформирован участок внутренней резьбы, содержит элемент, принимающий участок наружной резьбы и, поэтому, именуемый муфтой. Далее соединительный участок, содержащий наружную резьбы также будет именоваться ниппелем, а соединительный участок, содержащий внутреннюю резьбы также будет именоваться муфтой.
[0006]
В резьбовом соединении для стальных труб участок наружной резьбы ниппеля ввинчивают в участок внутренней резьбы муфты, и участок наружной резьбы и участок внутренней резьбы находятся в плотном контакте друг с другом. Таким образом, в резьбовом соединении по стандарту API, которое не имеет уплотняющей поверхности (поверхности, не имеющей резьбы), участок наружной резьбы и участок внутренней резьбы введены в контакт друг с другом и, таким образом, обеспечивается уплотняющая способность и сопротивление давлению резьбового соединения.
[0007]
В последние годы вместе с ростом глубины нефтяных скважин и сложности условий, в которых они проходят, в резьбовых соединениях труб, особенно в резьбовых соединениях стальных труб большего диаметра, например, обсадных труб, потребовались улучшенные уплотняющие свойства и сопротивление давлению. Соответственно на наружной поверхности ниппеля и на внутренней поверхности соответствующей муфты формируют поверхность, не имеющую резьбы (уплотняющую поверхность) и уплотнение, образованное соприкосновением металла, образованное уплотняющими поверхностями, широко используется как уплотняющий механизм.
[0008]
В уплотнении, образованном соприкосновением металла наружный диаметр ниппеля задают немного большим, чем внутренний диаметр муфты (такая разница в диаметрах именуется "величина натяга уплотнения"). В уплотнении, образованном соприкосновением металла, ниппель вставлен в муфту с натягом в радиальном направлении, при этом возникает сила упругого восстановления, стремящаяся вернуть первоначальный диаметр и которая действует между муфтой, в которой диаметр увеличился, и ниппелем, в котором диаметр уменьшился. Сила упругого восстановления приводит к тому, что одна уплотняющая поверхность входит в плотный контакт с другой уплотняющей поверхностью.
[0009]
Для улучшения уплотняющих свойств и сопротивления давлению были предложены резьбовые соединения, показанные в патентных документах 1-3.
[0010]
Например, в резьбовом соединении для труб, раскрытом в патентном документе 1, уплотняющий участок расположен в положении, отнесенном от конца носка, участок носка отходит от уплотняющего участка до участка уступа (упорная поверхность) и, таким образом, уплотняющие свойства и сопротивление давлению улучшаются.
[0011]
В резьбовых соединения для стальных труб, раскрытых в патентных документах 2 и 3, первая труба (ниппель) и вторая труба (муфта) содержат конические резьбы (участок наружной резьбы и участок внутренней резьбы), который входят в плотный контакт друг с другом, а также уплотняющую поверхность и упорную поверхность. Соответственно, в резьбовых соединениях для стальных труб, раскрытых в патентных документах 2 и 3, уплотняющие поверхности ниппеля и муфты входят в плотный контакт друг с другом в соответствии с ввинчиванием ниппеля и формируют уплотнение (образованное соприкосновением металла) за счет контакта металла. Дополнительно, упорные поверхности ниппеля и муфты упираются друг в друга и контактируют друг с другом при ввинчивании ниппеля, и эти упорные поверхности играют роль стопора, который ограничивает ввинчивание ниппеля и роль приложения нагрузки в направлении, противоположной направлению ввинчивания, то есть, так называемой добавочной осевой силы, действующей на участок наружной резьбы.
Список источников
Патентные документы
[0012]
[Патентный документ 1] Не прошедшая экспертизу заявка на патент Японии, первая публикация, № 2012-149760
[Патентный документ 2] Международная публикация РСТ WO 2011/060894
[Патентный документ 3] Не прошедшая экспертизу заявка на патент Японии, первая публикация, № 2012-506000
Краткое описание изобретения
Задачи решаемые изобретением
[0013]
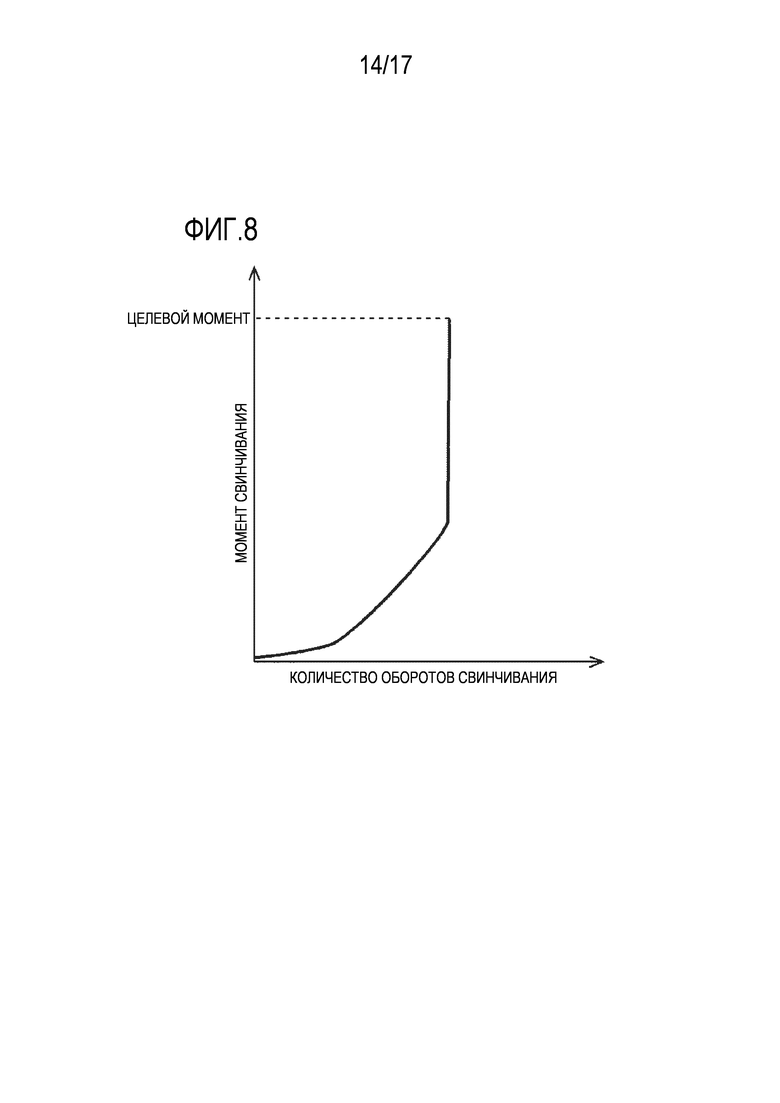
На месте установки буровой скважины, когда две трубы соединяют друг с другом, ниппель ввинчивают в муфту с применением прибора для свинчивания труб, именуемого буровым ключом. В это время, поскольку момент свинчивания и состояние свинчивания (увеличение количества оборотов свинчивания) находятся в соотношении, показанном на фиг. 8, состояние свинчивания ниппеля и муфты (состояние свинчивания между ниппелем и муфтой) определяется наблюдением (измерением) за моментом, необходимым для свинчивания.
[0014]
Когда свинчивание ниппеля и муфты происходит нормально, как показано на фиг. 8, момент свинчивания плавно и монотонно возрастает в соответствии с состоянием свинчивания (при увеличении числа оборотов свинчивания). Кроме того, упорные поверхности упираются друг в друга непосредственно перед завершением свинчивания и, поэтому, момент свинчивания резко возрастает (это явление называется столкновением (shouldering)).
[0015]
В то же время, когда в процессе свинчивания возникает нештатная ситуация, например, заедание, момент свинчивания чрезмерно растет еще до столкновения.
[0016]
В резьбовом соединении для труб, раскрытом в патентном документе 1, уплотняющие поверхности ниппеля и муфты при контакте друг с другом в процессе свинчивания резьбового соединения скользят на узкой контактной ширине и с высоки средним контактным давлением, потому возникновение заедания предотвратить нелегко. Кроме того, в резьбовых соединениях для стальных труб, раскрытых в патентных документах 2 и 3, даже когда свинчивание ниппеля и муфты проходит нормально, в процессе свинчивания момент свинчивания чрезмерно возрастает или неравномерно изменяется (происходит так называемый прыжок момента свинчивания).
[0017]
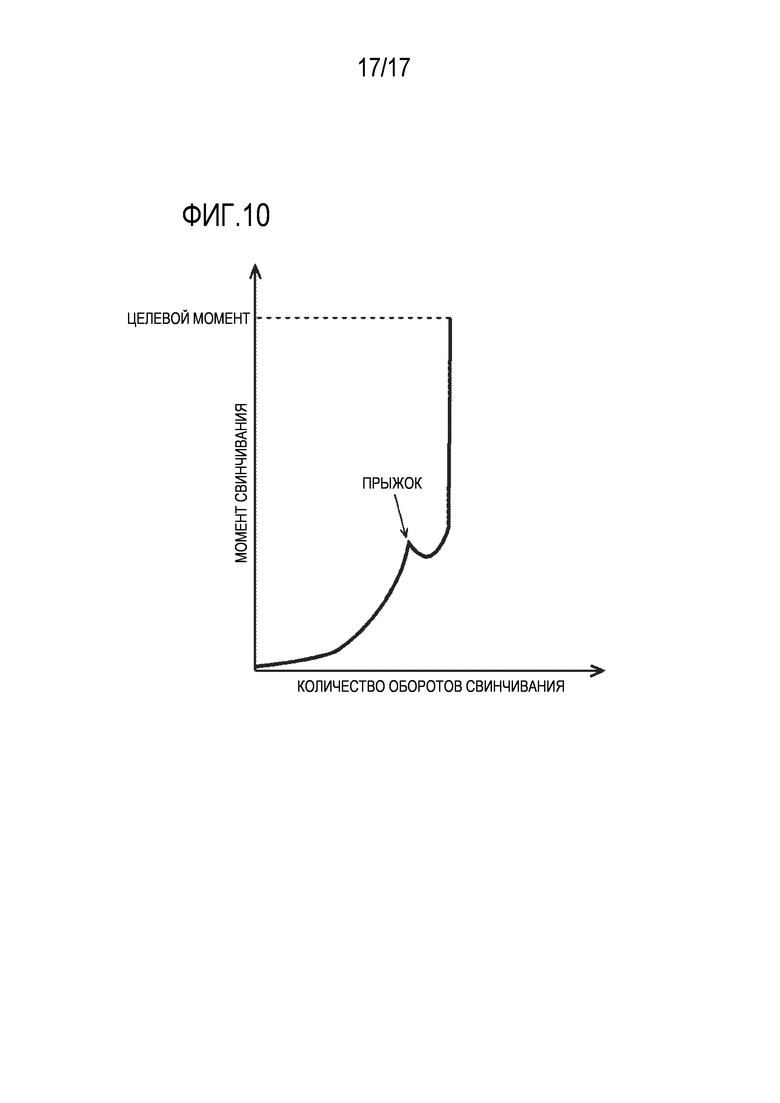
На фиг. 10 приведен схематический вид, показывающий отношение между количеством оборотов свинчивания и моментом свинчивания, когда возникает прыжок момента свинчивания. Как показано на фиг. 10, если прыжок момента свинчивания возникает в процессе ввинчивания ниппеля, бывает трудно правильно понять состояние ввинчивания ниппеля. Соответственно, в момент возникновения прыжка можно решить, что свинчивание закончено. Если будет ошибочно решено, что свинчивание закончено, свинчивание окажется недостаточным и может возникнуть проблема незавершенности соединения между первой трубой и второй трубой.
[0018]
Соответственно, настоящее изобретение было сделано с учетом вышеописанных обстоятельств и его целью является создание резьбового соединения для стальных труб, способного предотвратить прыжок момента свинчивания, который возникает при свинчивании ниппеля и муфты.
Средства решения задачи
[0019]
Для решения поставленной выше задачи согласно настоящему изобретению предлагается следующее:
(1) Согласно первому аспекту изобретения предлагается резьбовое соединение для стальных труб, которое соединяет первую трубу и вторую трубу, при этом резьбовое соединение содержит: муфту, которая является открывающим концом второй трубы, и ниппель, имеющий форму усеченного конуса, который является концом первой трубы и вставлен в муфту, в котором ниппель содержит участок наружной резьбы, которая является конической резьбой, и уплотняющий участок, который содержит коническую поверхность, а муфта содержит участок внутренней резьбы, которая является конической резьбой, и уплотняющий участок который содержит коническую поверхность, и в котором когда участок наружной резьбы и участок внутренней резьбы свинчены, впадина профиля участка наружной резьбы и вершина профиля участка внутренней резьбы контактируют друг с другом после того, как уплотняющий участок ниппеля и уплотняющий участок муфты войдут в контакт друг с другом в процессе свинчивания и в состоянии перед свинчиванием минимальный диаметр конической поверхности ниппеля меньше, чем максимальный диаметр конической поверхности муфты.
(2) В аспекте согласно п. (1), уплотняющий участок ниппеля может быть выполнен и на стороне конца ниппеля от участка наружной резьбы, и на стороне основания ниппеля от участка наружной резьбы.
(3) В аспекте согласно п.п. (1) и (2), ниппель может далее содержать R участок, расположенный на стороне конца от уплотняющего участка ниппеля а муфта может далее содержать R участок, расположенный на стороне конца муфты от уплотняющего участка муфты.
(4) В аспекте согласно любому из п.п. (1)-(3), участок наружной резьбы может быть разделен на множество участков наружной резьбы в направлении оси первой трубы, а уплотняющий участок ниппеля может быть дополнительно расположен между участками наружной резьбы рядом друг с другом в осевом направлении трубы.
(5) В аспекте по любому из п.п. (1)-(4) ниппель далее может содержать упорную поверхность, расположенную на конце или в основании ниппеля.
(6) В аспекте по любому из п.п. (1)-(5) каждая из первой трубы и второй трубы может быть стальной трубой.
(7) В аспекте по п. (6) наружный диаметр тела первой трубы может быть 190 мм или более, наружный диаметр тела второй трубы может быть 190 мм или более, и в состоянии перед свинчиванием наружный диаметр муфты может составлять более 100% наружного диаметра тела первой трубы, и менее 104% наружного диаметра тела первой трубы.
(8) В аспекте по п. (7) в состоянии перед свинчиванием разница между минимальным диаметром конической поверхности ниппеля и максимальным диаметром конической поверхности муфты может быть более 0% от наружного диаметра тела первой трубы, и 0,3% или менее от наружного диаметра тела первой трубы.
(9) В аспекте по любому из п.п. (1)-(5) первая труба может быть стальной трубой, а вторая труба может быть соединителем.
(10) В аспекте по п. (9) наружный диаметр тела первой трубы может быть 190 мм или более.
(11) В аспекте по п. (10) в состоянии перед свинчиванием разница между минимальным диаметром конической поверхности ниппеля и максимальным диаметром конической поверхности муфты может быть более 0% от наружного диаметра тела первой трубы и 0,3% или менее наружного диаметра тела первой трубы.
Эффекты изобретения
[0020]
Согласно каждому из аспектов можно предотвратить прыжки момента свинчивания, который возникает при свинчивании ниппеля и муфты.
Краткое описание чертежей
[0021]
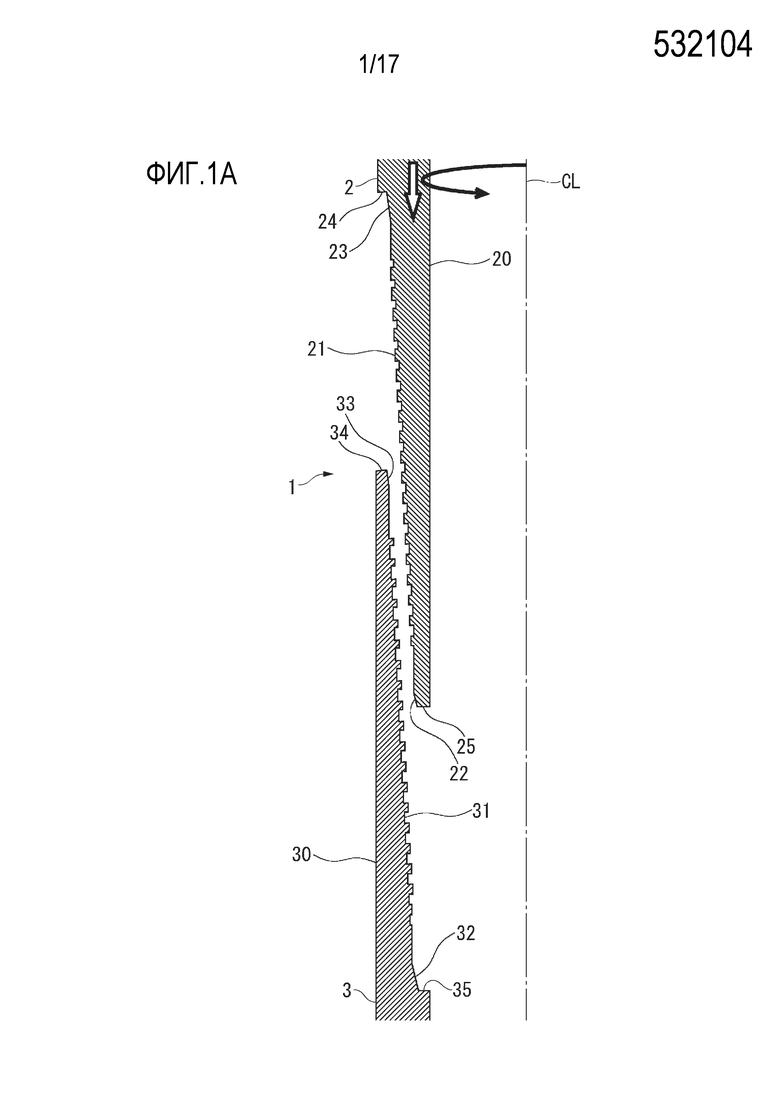
Фиг. 1А - продольное сечение основной части резьбового соединения для стальных труб при свинчивании ниппеля и муфты.
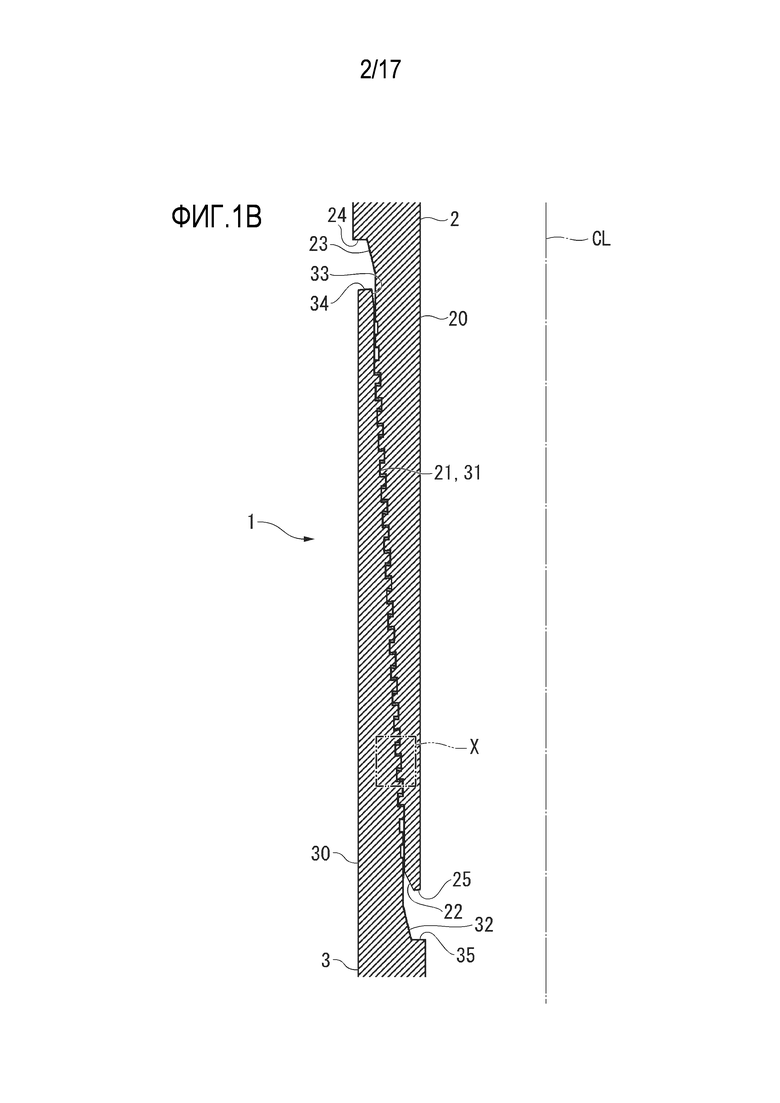
Фиг. 1В - вид, иллюстрирующий начало свинчивания ниппеля и муфты в резьбовом соединении для стальных труб по фиг. 1А.
Фиг. 1С - вид, иллюстрирующий состояние после завершения свинчивания ниппеля и муфты в резьбовом соединении для стальных труб, показанном на фиг. 1А.
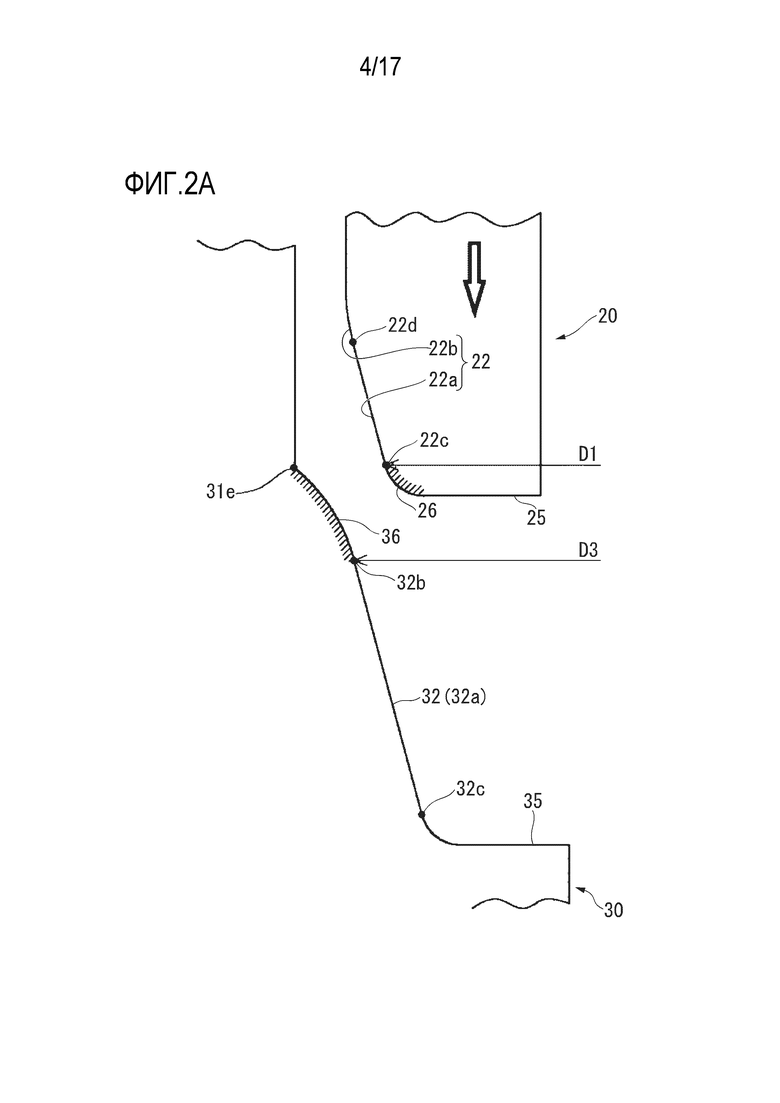
Фиг. 2А - фрагмент фиг. 1В в увеличенном масштабе, на котором показана концевая сторона ниппеля.
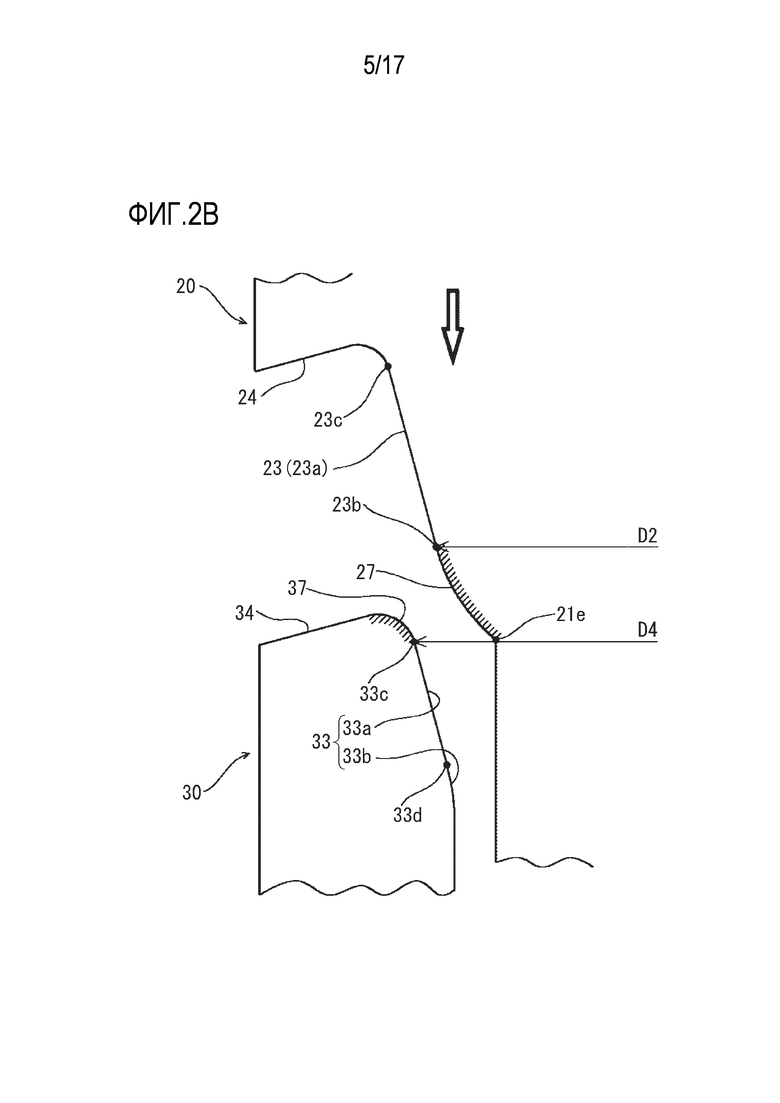
Фиг. 2В - фрагмент фиг. 1В в увеличенном масштабе, на котором показана сторона основания ниппеля.
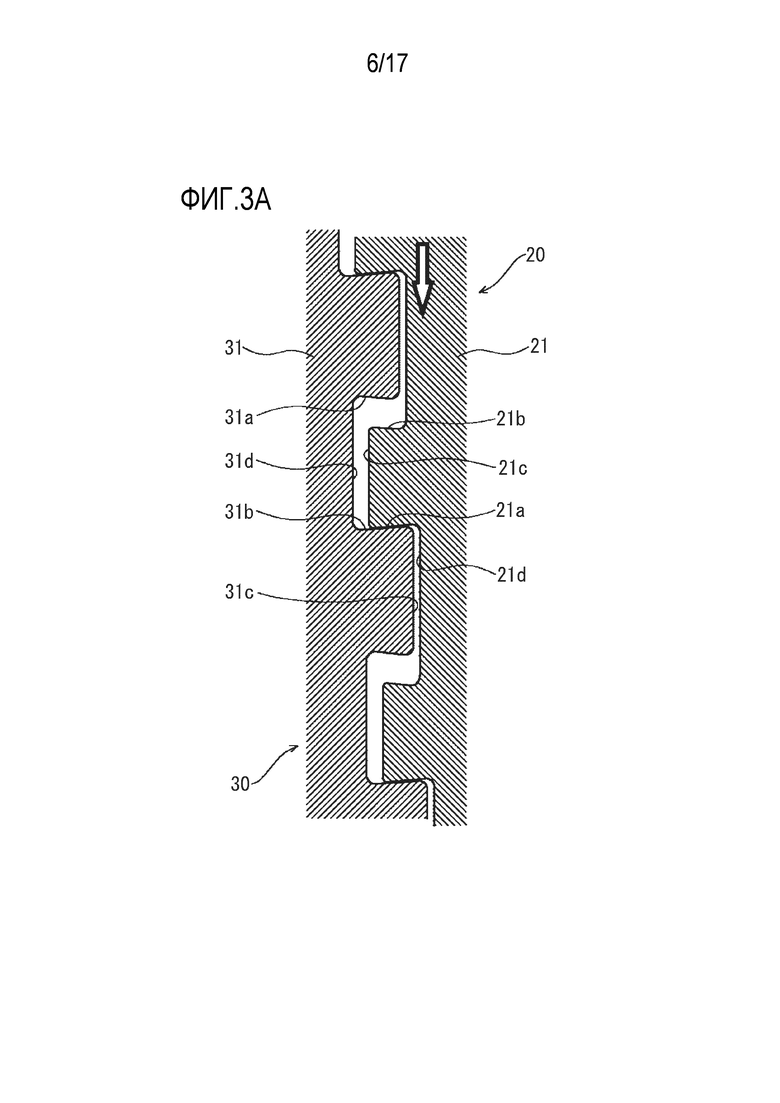
Фиг. 3А - фрагмент фиг. 1В, обозначенный позицией Х в увеличенном масштабе, иллюстрирующий участок наружной резьбы и участок внутренней резьбы.
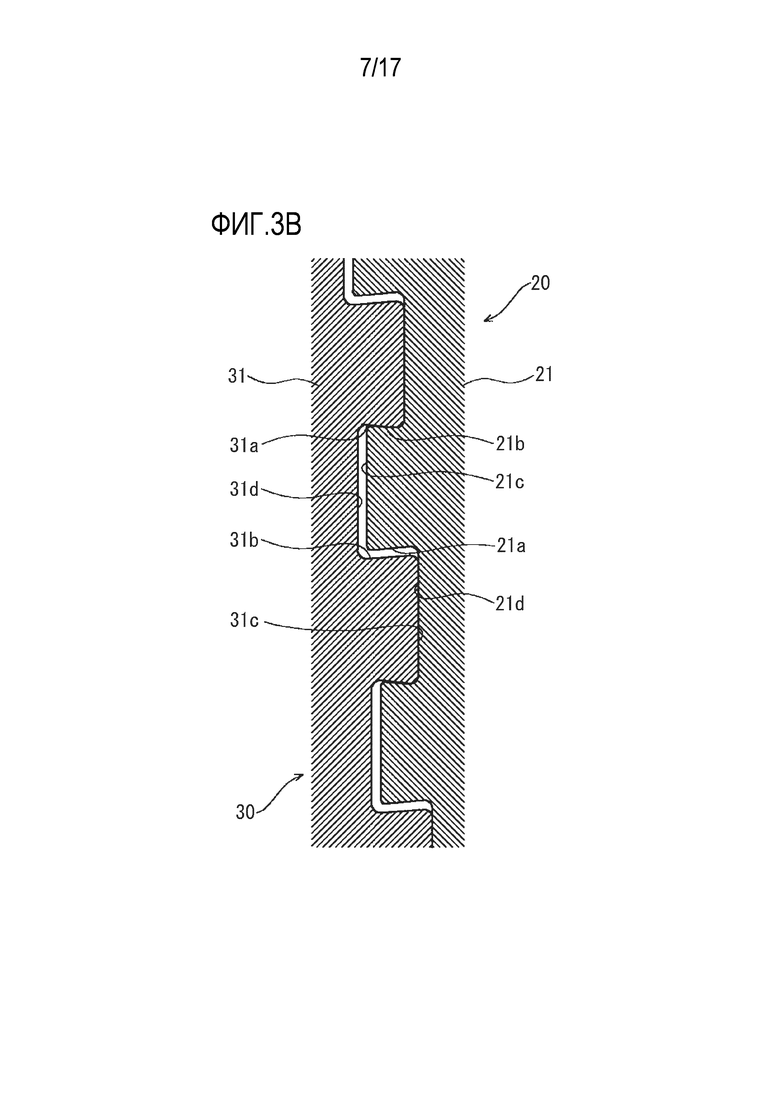
Фиг. 3В - фрагмент фиг. 1С, обозначенный позицией Y в увеличенном масштабе, иллюстрирующий участок наружной резьбы и участок внутренней резьбы.
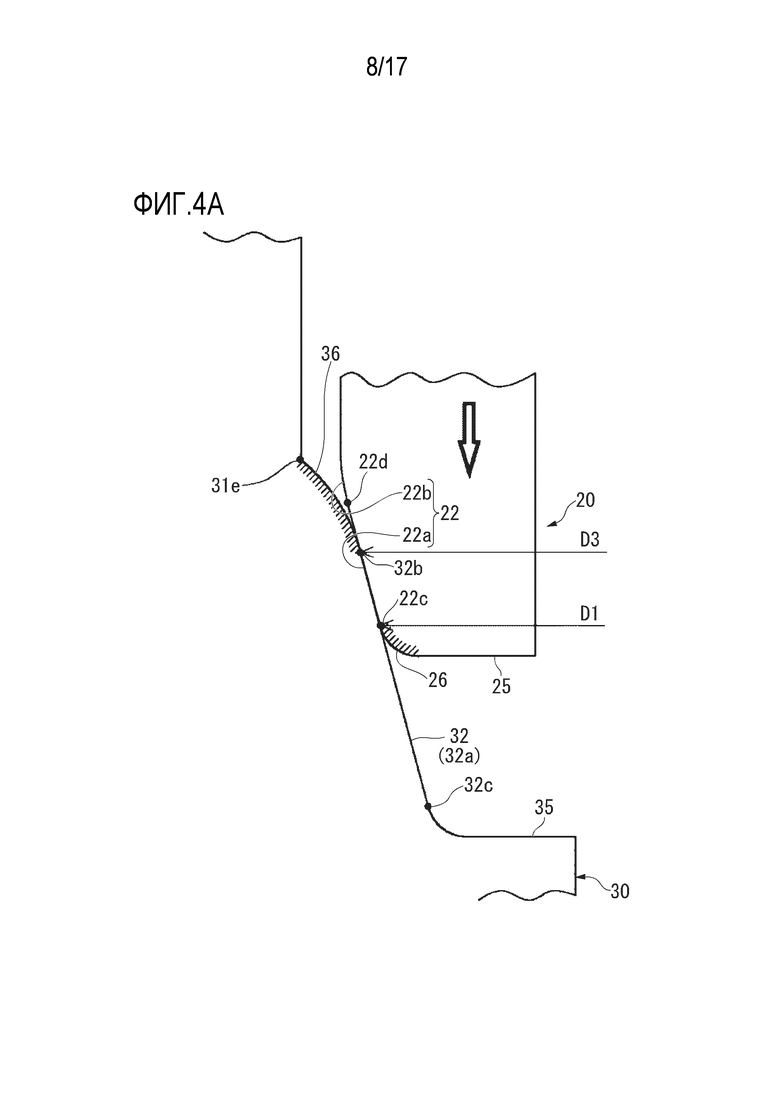
Фиг. 4А - вид, иллюстрирующий состояние во время свинчивания ниппеля и муфты в резьбовом соединении для стальных труб по фиг. 1А, показывающий концевую сторону ниппеля.
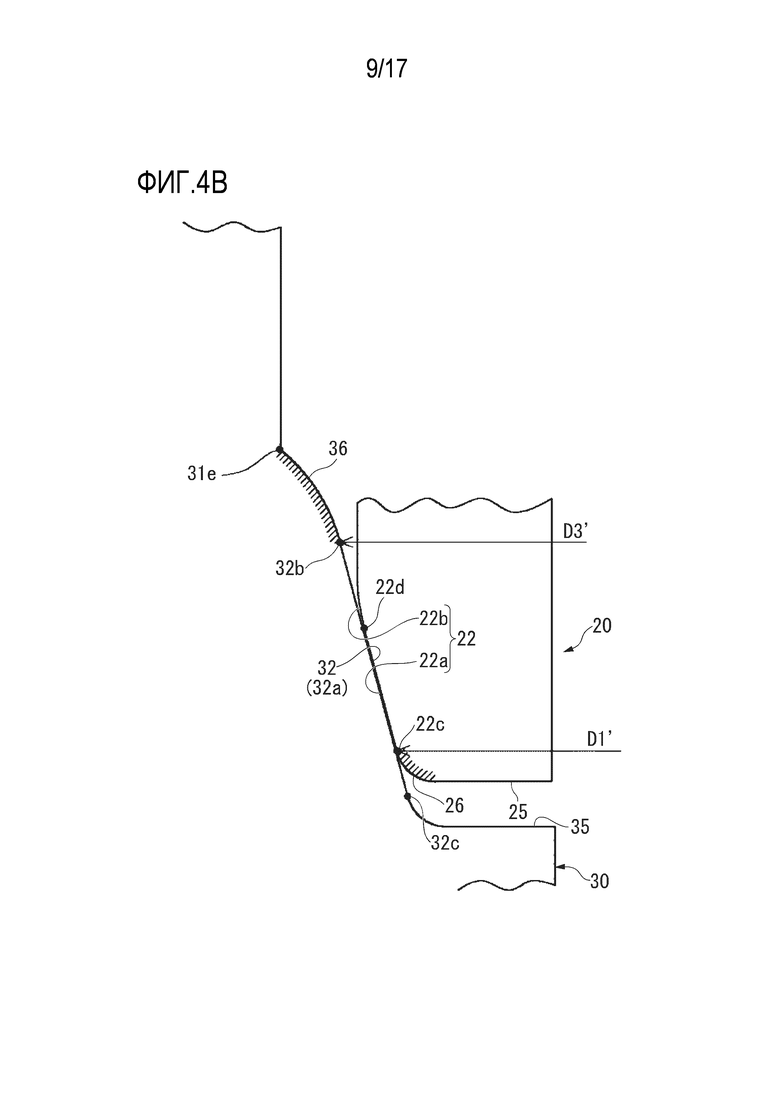
Фиг. 4В - фрагмент фиг. 1С в увеличенном масштабе, показывающий концевую сторону ниппеля.
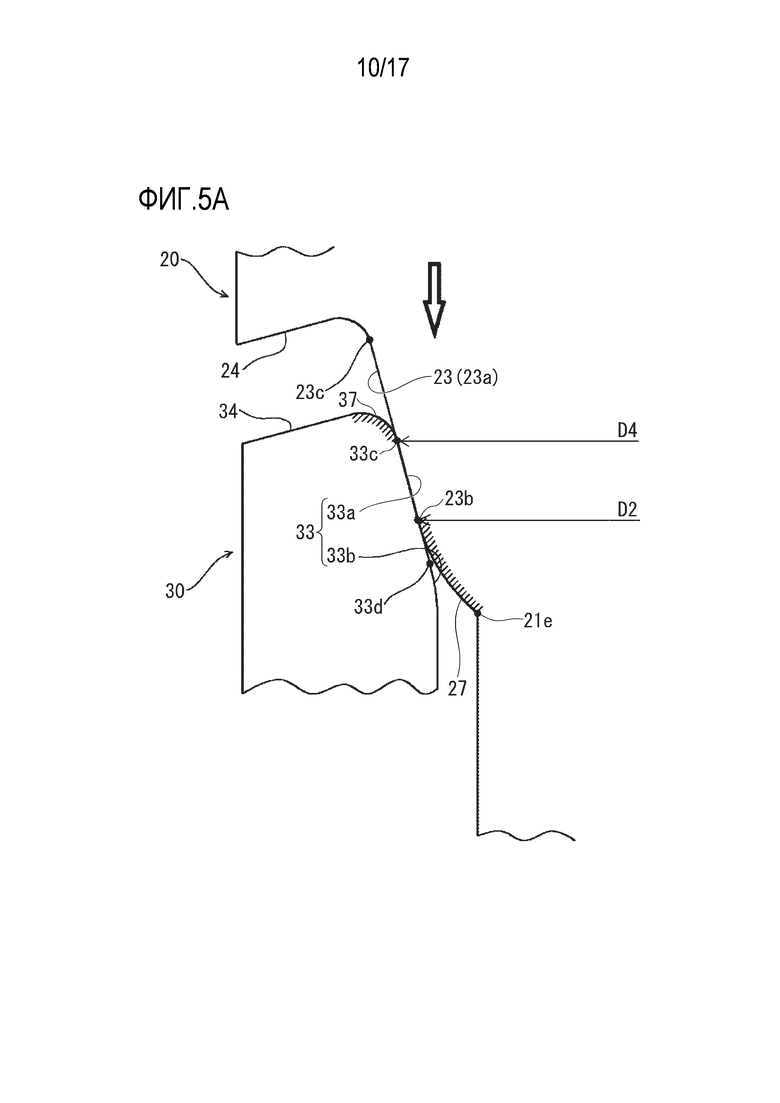
Фиг. 5А - вид, иллюстрирующий состояние во время свинчивания ниппеля и муфты в резьбовом соединении для стальных труб по фиг. 1А, показывающий сторону основания ниппеля.
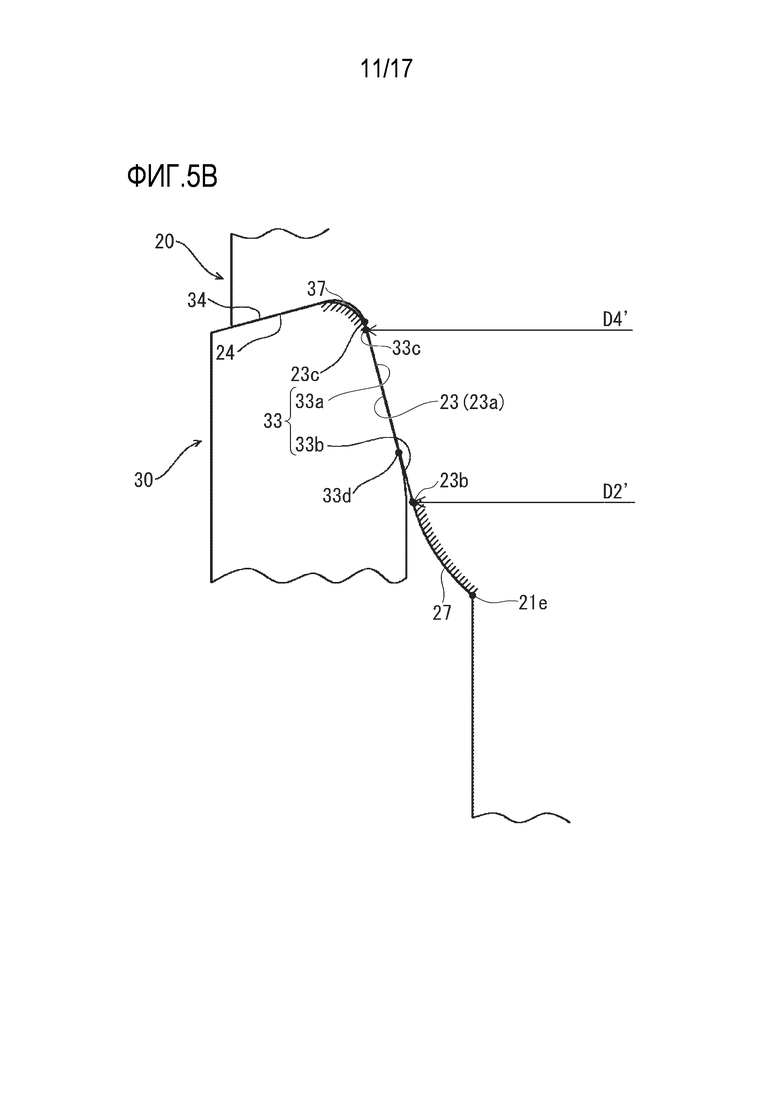
Фиг. 5В - фрагмент фиг. 1С в увеличенном масштабе, показывающий сторону основания ниппеля.
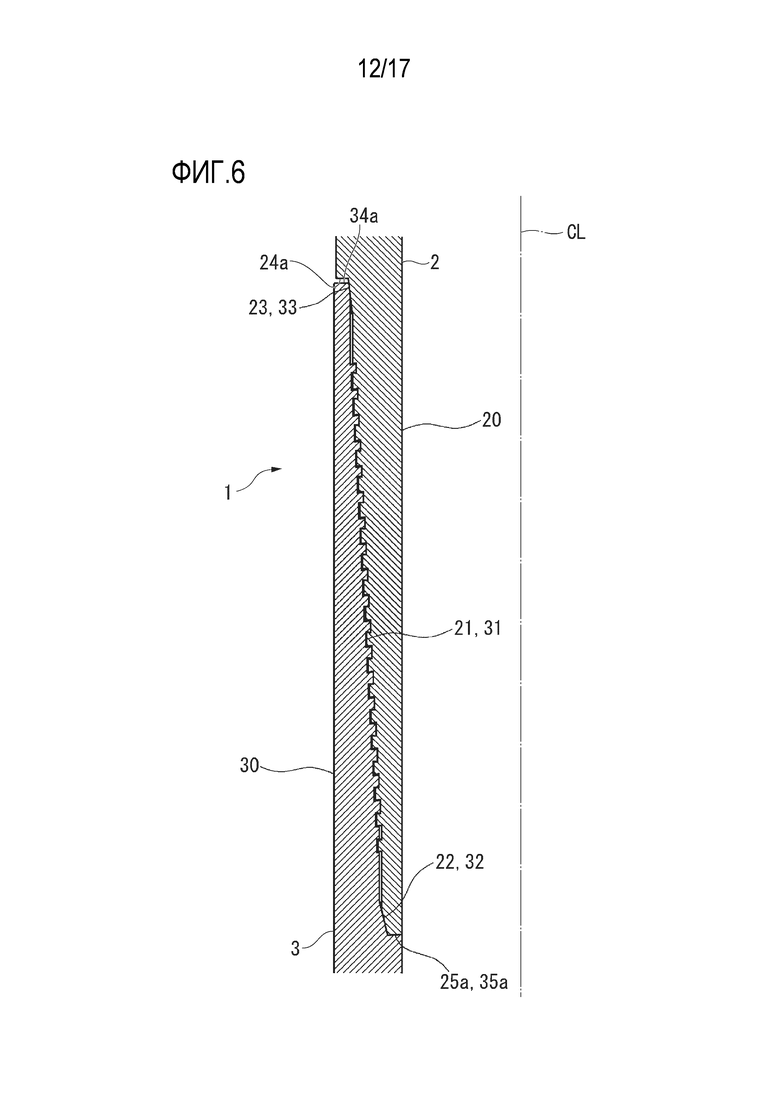
Фиг. 6 - продольное сечение, иллюстрирующее модифицированный пример резьбового соединения для стальных труб по первому варианту настоящего изобретения.
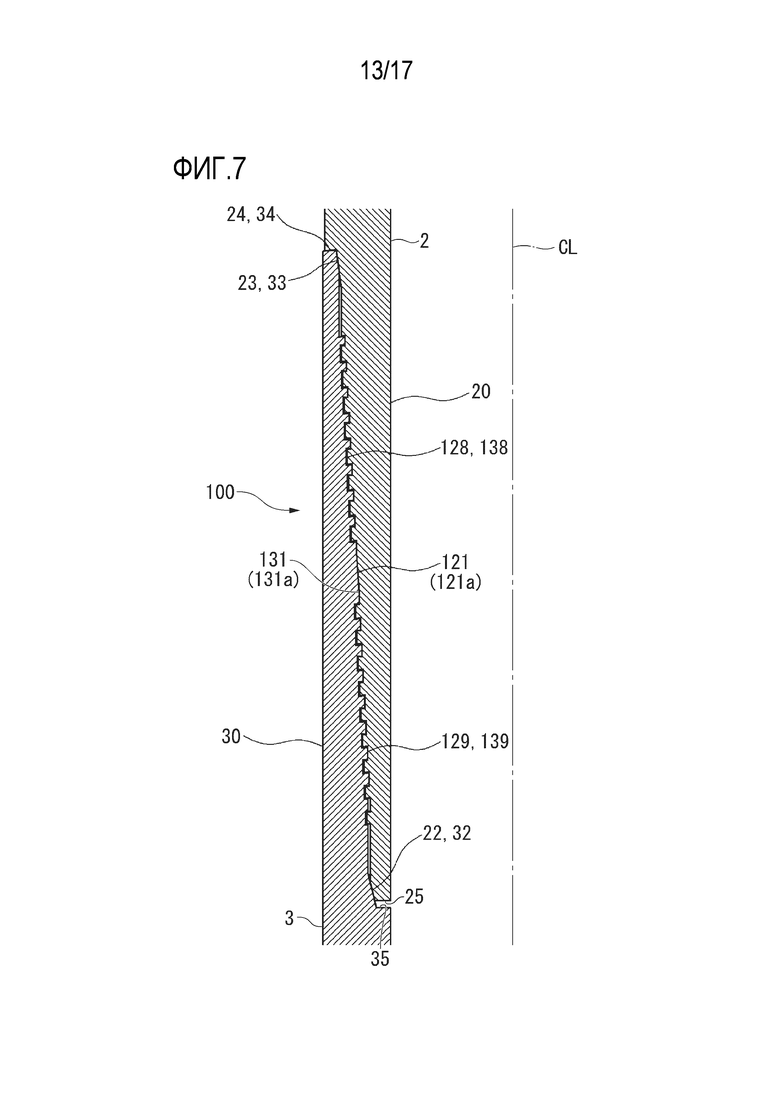
Фиг. 7 - продольное сечение, иллюстрирующее резьбовое соединение для стальных труб по второму варианту настоящего изобретения.
Фиг. 8 - схематический вид, иллюстрирующий отношение между числом оборотов свинчивания и моментом свинчивания в резьбовом соединении для стальных труб по первому варианту настоящего изобретения.
Фиг. 9А - фрагмент в увеличенном масштабе, иллюстрирующий резьбовое соединение для стальных труб, в котором возникает прыжок момента свинчивания, и показывающий концевую сторону ниппеля.
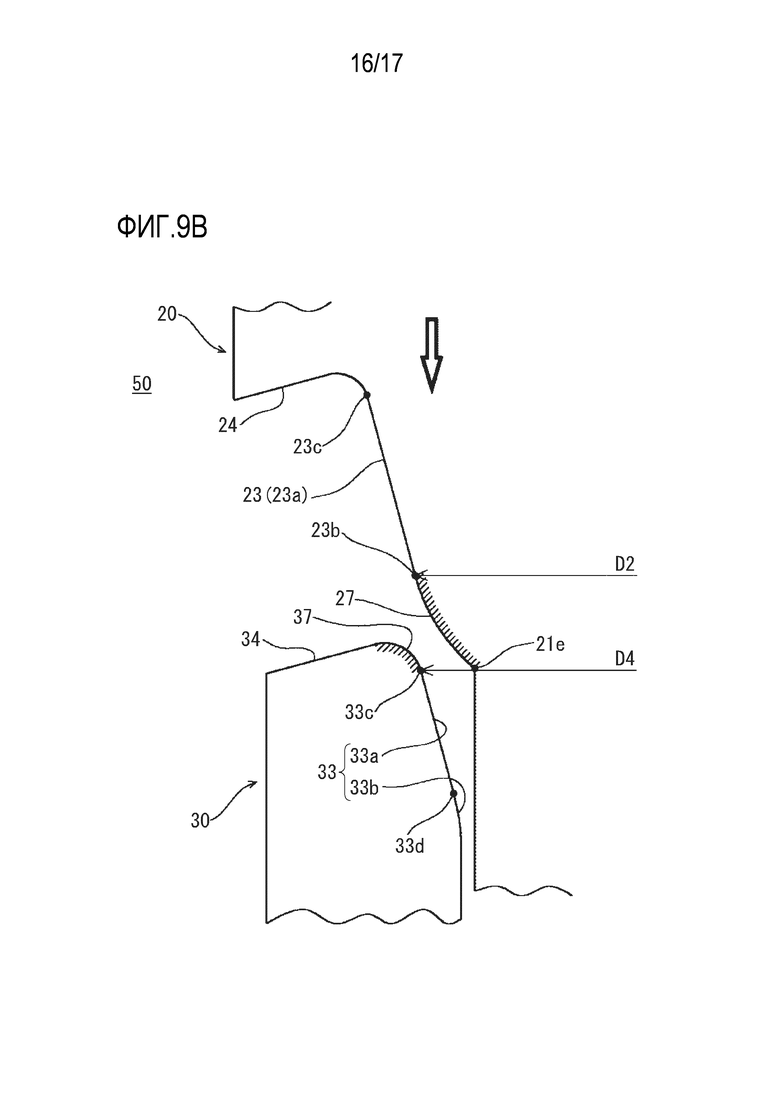
Фиг. 9В - фрагмент в увеличенном масштабе, иллюстрирующий резьбовое соединение для стальных труб, в котором возникает прыжок момента свинчивания и показывающий сторону основания ниппеля.
Фиг. 10 - схематический вид, показывающий отношение между числом оборотов свинчивания и моментом свинчивания в резьбовом соединении для стальных труб, в котором возникает прыжок момента свинчивания.
Варианты изобретения
[0022]
Далее следует подробное описание каждого варианта настоящего изобретение со ссылками на чертежи. В настоящем описании и на чертежах одинаковые компоненты, имеющие по существу одинаковые функции и конфигурации обозначены одними и теми же позициями, и повторные описания таких компонентов опускаются.
[0023]
Первый вариант
Пример конфигурации резьбового соединения для стальных труб
Сначала будет описано резьбовое соединение 1 для стальных труб (далее именуемое просто "резьбовое соединение") по первому варианту настоящего изобретения. На фиг. 1А-1С приведены продольные сечения, иллюстрирующие резьбовое соединение 1 для стальных труб по первому варианту. На фиг. 1А приведен вид, иллюстрирующий состояние до того, как ниппель 20 будет ввинчиваться в муфту 30 (состояние до свинчивания ниппеля 20 и муфты 30), на фиг. 1В показано состояние до ввинчивания ниппеля 20 (состояние до свинчивания ниппеля 20 и муфты 30), а на фиг. 1С показано состояние, в котором ввинчивание ниппеля 20 завершено (состояние, в котором свинчивания ниппеля 20 и муфты 30 завешено). Далее следует описание свинчивания ниппеля 20 и муфты 30.
[0024]
Как показано на фиг. 1А-1С, резьбовое соединение 1 для стальных труб по первому варианту применяется для соединения верхней трубы 2 (первой трубы) и нижней трубы 3 (второй трубы) последовательно в направлении оси CL трубы (продольное направление трубы, направление соединения или вертикальное направление; см фиг. 1А). Резьбовое соединение 1 для стальных труб содержит ниппель 20, имеющий форму усеченного конуса, который выполнен на одном конце (на нижнем конце) верхней трубы 2, и муфту 30, которая выполнена на открывающем конце (верхнем конце) нижней трубы 3. Кроме того, резьбовое соединение 1 для стальных труб является резьбовым соединением интегрального типа в котором и верхняя туба 2, и нижняя труба 3 являются стальными трубами. Далее направление CL оси трубы именуется "направление оси трубы".
[0025]
Как показано на фиг. 1А, в ниппеле 20, имеющем форму усеченного конуса и расположенном на нижнем конце (одном конце) верхней трубы 2, имеется концевая поверхность 25, первый R участок 26 (первый изогнутый участок), первый уплотняющий участок 22, участок 21 наружной резьбы, второй R участок 27 (второй изогнутый участок), второй уплотняющий участок 23 и упорная поверхность 24, которые расположены в указанном порядке, начиная от концевой стороны ниппеля 20. На фиг. 1А первый R участок 26 и второй R участок 27 не показаны. Участок 21 наружной резьбы имеет коническую резьбу, которая спирально сформирована на внешней периферийной поверхности ниппеля 20. Упорная поверхность 24 является кольцевой поверхностью, проходящей в радиальном направлении (в направлении, перпендикулярном направлению оси трубы) и немного наклонена в радиальном направлении. Например, предпочтительно, угол наклона упорной поверхности 24 меньше или равен 20° и более предпочтительно, равен 15°. В настоящем описании коническая резьба означает резьбы, выполненную на наружной поверхности или на внутренней поверхности усеченного конуса.
Кроме того, на фиг. 1А нижняя сторона является концевой стороной (стороной переднего конца) ниппеля 20, а верхняя сторона является концевой стороной (стороной переднего конца) муфты 30. Стороны, противоположные концевым сторонам ниппеля 20 и муфты 30 именуются сторонами основания (сторонами заднего конца). Это относится ко всем чертежам настоящего описания.
[0026]
Как показано на фиг. 1А, в муфте 30, расположенной на открывающем конце (верхнем конце) нижней трубы 3 имеется базовая поверхность 35, третий уплотняющий участок 32, третий R участок 36 (третий изогнутый участок), участок 31 внутренней резьбы, четвертый уплотняющий участок 33, четвертый R участок 37 (четвертый изогнутый участок) и упорная поверхность 34, расположенные в указанном порядке от стороны основания муфты 30. На фиг. 1А третий R участок 36 и четвертый R участок 37 не показаны. Как и участок 21 наружной резьбы, участок 31 внутренней резьбы имеет коническую резьбы, сформированную спирально на внутренней периферийной поверхности муфты 30.
[0027]
Третий уплотняющий участок 32, участок 31 внутренней резьбы, четвертый уплотняющий участок 33 и упорная поверхность 34 муфты 30 соответствуют первому уплотняющему участку 22, участку 21 наружной резьбы, второму уплотняющему участку 23 и упорной поверхности 24 ниппеля, соответственно. Хотя это будет подробнее описано ниже, профиль наружной резьбы на участке 21 резьбы ниппеля 20 и профиль внутренней резьбы на участке 31 резьбы муфты имеют обратную трапецеидальную форму (далее именуемую формой "ласточкин хвост"), если смотреть в сечении, параллельном направлению оси трубы, и находятся в зацеплении друг с другом.
[0028]
На фиг. 2А приведен увеличенный вид фрагмента фиг. 1В, который иллюстрирует концевую сторону ниппеля 20 (сторону основания муфты 30). Как показано на фиг. 2А, первый уплотняющий участок 22 содержит первую коническую поверхность 22а (первую уплотняющую коническую поверхность) и первую криволинейную поверхность 22b, которые сформированы на наружной периферийной поверхности ниппеля 20.
[0029]
Если рассматривать сечение ниппеля 20, параллельное направлению оси трубы, первая коническая поверхность 22а образует поверхность усеченного конуса, диаметр которой постепенно уменьшается от стороны основания ниппеля 20 к концевой стороне на наружной периферийной поверхности ниппеля 20. Например, предпочтительно, угол конусности конической поверхности 22 составляет 2°-21°, более предпочтительно, 2°-15° и наиболее предпочтительно, 2°-7°.
[0030]
Если рассматривать сечение ниппеля 20, параллельное направлению оси трубы, первая криволинейная поверхность 22b образована кривой заранее определенной кривизны, например, дугой, и плавно соединяет первый уплотняющий участок 22 (первую коническую поверхность 22а) с участком 21 наружной резьбы. Таким образом, имеется первая изогнутая поверхность 22b плавно соединяет первый уплотняющий участок 22 (первую коническую поверхность 22а) и участок 21 наружной резьбы и, поэтому, можно предотвратить заедание во время свинчивания. Кроме того, первая изогнутая поверхность 22b может содержать дугу и может содержать кривую, не являющуюся дугой.
[0031]
Первый R участок 26 (передний R участок ниппеля 20) ниппеля 20 имеет небольшое скругление (см. наклонный линейный участок на фиг. 2А), и плавно соединяет первый уплотняющий участок 22 с концевой поверхностью 25. То есть, первый R участок 26 (первый изогнутый участок) содержит поверхность (криволинейную поверхность или скругленную поверхность), соответствующую периферийной поверхности тела вращения, полученную путем вращения кривой, имеющей заранее определенную кривизну, например, дуги, вокруг оси CL трубы. Таким образом, первый R участок 26 плавно соединяет первый уплотняющий участок 22 и концевую поверхность 25 и, следовательно, можно предотвратить заедание во время свинчивания. Первый R участок 26 может содержать дугу или кривую, не являющуюся дугой.
[0032]
Как показано на фиг. 2А, третий уплотняющий участок 32 муфты 30 содержит третью коническую поверхность 32а (третью уплотняющую коническую поверхность). Если рассматривать сечение муфты 30, параллельное направлению оси трубы, третья коническая поверхность 32а наклонена под заранее определенным углом (углом конусности). То есть, третья коническая поверхность 32а образует поверхность усеченного конуса, в которой диаметр постепенно увеличивается от стороны основания муфты 30 к концевой стороне на внутренней периферийной поверхности муфты 30. Например, предпочтительно, угол конусности конической поверхности 32а составляет 2°-21°, более предпочтительно, 2°-15° и наиболее предпочтительно, 2°-7°.
[0033]
Третий R участок 36 (задний R участок муфты 30) имеет большую круглую форму небольшой кривизны (см. наклонную линию на фиг. 2А) и плавно соединяет третий уплотняющий участок 32 с задним концом 31е участка 31 внутренней резьбы (не показан на фиг. 2А). То есть, третий R участок 36 (третий изогнутый участок) содержит поверхность (криволинейную поверхность или скругленную поверхность), соответствующую периферийной поверхности тела вращения, полученного путем вращения кривой, имеющей заранее определенную кривизну, например, дуги, вокруг оси CL трубы. Таким образом, третий R участок 36 плавно соединяет третий уплотняющий участок 32 и задний конец 31е участка 31 внутренней резьбы и, потому можно предотвратить заедание во время свинчивания. Кроме того, третий R участок 36 может содержать дугу и может содержать кривую, не являющуюся дугой.
[0034]
Угол конусности первой конической поверхности 22а ниппеля 20 и угол конусности третьей конической поверхности 32а муфты 30 постоянны. Кроме того, угол конусности первой конической поверхности 22а по существу равен углу конусности третьей конической поверхности 32а. Здесь выражение "по существу равен" означает, что углы конусности могут отличаться друг от друга в пределах ±0,75°.
[0035]
Третья коническая поверхность 32а имеет большую длину, чем первая коническая поверхность 22а. То есть, расстояние между передним концом 32b и задним концом 32 в третьей конической поверхности 32а больше, чем расстояние между передним концом 22с и задним концом 22 первой конической поверхности 22а.
[0036]
Как показано на фиг. 22А, первый уплотняющий участок 22, третий уплотняющий участок 32, первый R участок 26 и третий R участок 36 являются участками, на которых отсутствует резьба.
[0037]
Предпочтительно, третий уплотняющий участок 32 состоит только из третьей конической поверхности 32а. В этом случае, поскольку конические поверхности вступают в контакт друг с другом, на большее широкой площади поверхности, среднее давление контакта можно снизить. В результате можно улучшить сопротивление заеданию.
[0038]
На фиг. 2В приведен увеличенный фрагмент фиг. 1В, иллюстрирующий сторону основания ниппеля 20 (концевую сторону муфты 30). Как показано на фиг. 2В, второй уплотняющий участок 23 ниппеля 20 содержит вторую коническую поверхность 23а (вторую уплотняющую коническую поверхность), сформированную на наружной периферийной поверхности ниппеля 20.
[0039]
Если рассматривать сечение ниппеля 20, параллельное направлению оси трубы, вторая коническая поверхность 23а наклонена под заранее определенным углом (углом конусности). То есть, вторая коническая поверхность 23а образует поверхность усеченного конуса в которой диаметр постепенно уменьшается от стороны основания ниппеля 20 к концевой стороне на наружной периферийной поверхности второй конической поверхности ниппеля 20. Например, предпочтительно, угол конусности второй конической поверхности 23а равен 2°-21°, более предпочтительно, 2°-15°, и наиболее предпочтительно, 2°-7°.
[0040]
Второй R участок 27 (задний R участок ниппеля 20) ниппеля 20 имеет большую круглую форму небольшой кривизны (см. участок наклонной линии на фиг. 2В) и плавно соединяет второй уплотняющий участок 23 и задний конец 21е участка 21 наружной резьбы (не показан на фиг. 2В). То есть, второй R участок 27 (второй изогнутый участок) содержит поверхность (криволинейную поверхность или скругленную поверхность), соответствующую периферийной поверхности тела вращения, полученной путем вращения кривой с заранее определенной кривизной, например, дуги, вокруг оси трубы. Таким образом, второй R участок 27 плавно соединяет второй уплотняющий участок 23 и задний конец 21е участка 21 наружной резьбы и, следовательно, можно предотвратить заедание во время свинчивания. Кроме того, второй R участок 27 может содержать дугу или может содержать кривую, не являющуюся дугой.
[0041]
четвертый уплотняющий участок 33 муфты 30 содержит четвертую коническую поверхность 33а (четвертую уплотняющую коническую поверхность) и вторую изогнутую поверхность 33b, которые сформированы на внутренней периферийной поверхности муфты 30.
[0042]
Если рассматривать сечение муфты 30, параллельное направлению оси трубы, четвертая коническая поверхность 33а наклонена под заранее определенным углом (углом конусности). То есть, четвертая коническая поверхность 33а образует поверхность усеченного конуса, в котором диаметр постепенно увеличивается от стороны основания муфты 30 к концевой стороне на внутренней периферийной поверхности муфты 30. Например, предпочтительно, угол конусности четвертной конической поверхности 33а равен 2°-21°, более предпочтительно, 2°-15°, и наиболее предпочтительно, 2°-7°.
[0043]
Если рассматривать сечение муфты 30, параллельное направлению оси трубы, вторая изогнутая поверхность 33b образует изгиб с заранее определенной кривизной, например, дугу, и плавно соединяет четвертый уплотняющий участок 33 (четвертую коническую поверхность 33а и участок 31 внутренней резьбы (не показан на фиг. 2В). Таким образом, вторая изогнутая поверхность плавно соединяет четвертый уплотняющий участок 33 (четвертую коническую поверхность 33а и участок 31 внутренней резьбы и, следовательно имеется возможность предотвратить заедание во время свинчивания. Кроме того вторая изогнутая поверхность 33b может включать дугу и может включать кривую, не являющуюся дугой.
[0044]
Четвертый R участок 37 муфты 30 (передний R участок муфты 30) имеет небольшую круглую форму небольшой кривизны (см. наклонную линию на фиг. 2В), и плавно соединяет четвертый уплотняющий участок 33 и упорную поверхность 34 муфты 30. То есть, четвертый R участок 37 (четвертый изогнутый участок) имеет поверхность (изогнутую поверхность или скругленную поверхность), соответствующую периферийной поверхности тела вращения, полученную путем вращения кривой с заранее определенной кривизной, например, дуги, вокруг оси CL трубы. Таким образом, имеется четвертый R участок 37 и четвертый уплотняющий участок 33 и упорная поверхность 34 муфты 30 плавно соединены друг с другом и, поэтому, можно предотвратить заедание во время свинчивания. Кроме того, четвертый R участок 37 может содержать дугу или может содержать кривую, не являющуюся дугой.
[0045]
Угол конусности второй конической поверхности 23а ниппеля 20 и угол конусности четвертой конической поверхности 33а муфты 30 постоянны. Угол конусности второй конической поверхности 23а по существу равен углу конусности четвертой конической поверхности 33а. Здесь выражение "по существу равен" означает, что углы конусности могут отличаться друг от друга в пределах ±0,75°.
[0046]
Вторая коническая поверхность 23а имеет большую длину, чем четвертая коническая поверхность 33а. То есть, расстояние между передним концом 33е и задним концом 33d четвертой конической поверхности 33а меньше, чем расстояние между передним концом 23b и задним концом 23с второй конической поверхности 23а.
[0047]
Как показано на фиг. 2В второй уплотняющий участок 23 четвертый уплотняющий участок 33, второй R участок 27 и четвертый R участок 37 являются участками не имеющими резьбы.
[0048]
Предпочтительно, второй уплотняющий участок 23 ниппеля 20 имеет только вторую коническую поверхность 23а. В этом случае, поскольку конические поверхности входят в контакт друг с другом, среднее давление контакта можно уменьшить. В результате можно улучшить сопротивление заеданию.
[0049]
На фиг. 3А показан фрагмент Х на фиг. 1В в увеличенном масштабе, иллюстрирующий участок 21 наружной резьбы и участок 31 внутренней резьбы. Как показано на фиг. 3А, профиль участка 21 наружной резьбы содержит вершину 21с профиля резьбы, впадину 21d профиля резьбы, поверхность 21а закладной стороны (stabbing flank) витка резьбы и поверхность 21b опорной стороны (load flank) витка резьбы. Поскольку ниппель 20 имеет коническую форму, диаметры вершины 21с и впадины 21 изменяются в направлении оси трубы. Вершина 21с и впадина 21d параллельны направлению оси трубы. И на вершине 21с, и на впадине 21 имеется изогнутый соединительный участок.
[0050]
Участок 21 наружной резьбы имеет форму ласточкиного хвоста, в которой ширина (длина вершины 21с в направлении оси трубы) вершины 21с больше, чем ширина участка основания (участка впадины профиля резьбы).
[0051]
Как показано на фиг. 3А, участок 31 внутренней резьбы содержит вершину 31с, впадину 31, поверхность 31b закладной стороны и поверхность 31а опорной стороны. Поскольку муфта 30 имеет коническую форму, диаметры вершины 31с и впадины 31 изменяются в направлении оси трубы. Вершина 31с и впадина 31 параллельны направлению оси трубы. И на вершине 31с и на впадине 31d имеется изогнутый соединительный участок.
[0052]
Как и участок 21 наружной резьбы, участок 31 внутренней резьбы также имеет форму ласточкиного хвоста (обратная трапецеидальная форма).
[0053]
Вершины 21с и 31с и впадины 21d и 31d имеют ширину, которая изменяется в направлении оси трубы. Например, ширина L вершины 21с представлена следующим уравнением:
L=L0+Ax… (Уравнение 1),
где L0 и А - постоянные, х - положение в направлении оси трубы, а ширина L измеряется параллельно направлению оси трубы.
[0054]
В резьбовом соединении 1 для стальных труб ширина вершины 21с участка 21 наружной резьбы уменьшается вдоль направления оси трубы (то есть, ширина вершины уменьшается от стороны основания ниппеля 20 к концевой стороне), а ширина участка впадины 21d участка 21 наружной резьбы увеличивается вдоль направления оси трубы (то есть, ширина впадины увеличивается от стороны основания ниппеля 20 к концевой стороне). Ширина вершины 31с участка 31 внутренней резьбы увеличивается в направлении оси трубы (то есть, ширина вершины увеличивается от концевой стороны муфты 30 к стороне основания), а ширина впадины 31d участка 31 внутренней резьбы уменьшается в направлении оси трубы (то есть, ширина впадины уменьшается от концевой стороны муфты 30 к стороне основания).
[0055]
Далее следует описание процесса ввинчивания ниппеля 20 в муфту 30 (процесса свинчивания ниппеля 20 и муфты 30)
[0056]
Когда верхнюю трубу 2 и нижнюю трубу 3 соединяют друг с другом (когда свинчивают ниппель 20 и муфту 30), сначала, как показано на фиг. 1А, ниппель 20 вставляют в муфту 30 в направлении оси трубы. Затем ниппель 20 вращают относительно муфты 30 вокруг оси CL трубы. Таким образом ниппель 20 ввинчивают в муфту 30 в направлении оси трубы и ввинчивание ниппеля 20 (свинчивание ниппеля 20 и муфты 30) продолжается. То есть, ввинчивание ниппеля 20 в муфту 30 происходит от стороны основания ниппеля 20 к концевой стороне (направление ввинчивания).
[0057]
Как показано на фиг. 3, в состоянии, когда начинается свинчивание ниппеля 20 и муфты 30, поверхность 21а закладной стороны витка резьбы участка 21 наружной резьбы входит в контакт с поверхностью закладной стороны 31b участка 31 внутренней резьбы под действием веса всей верхней трубы 2. Другими словами, в состоянии, когда начинается свинчивание, участок 21 наружной резьбы и участок 31 внутренней резьбы не контактируют друг с другом, за исключением поверхностей 21а и 31b закладных сторон витков резьбы.
[0058]
Если ниппель 20 дальше ввинчивать в муфту 30 в направлении оси трубы из состояния, в котором начинается свинчивание, которое показано на фиг. 1В и 3А, первый уплотняющий участок 22 и второй уплотняющий участок 23 ниппеля 20 входят в плотный контакт с третьим уплотняющим участком 32 и четвертым уплотняющим участком 33 муфты 30, соответственно. Если ниппель 20 дальше ввинчивать в муфту 30 из этого состояния, впадина 21d участка 21 наружной резьбы и вершина 31с участка 31 внутренней резьбы войдут в контакт друг с другом.
[0059]
Если ниппель 20 дальше ввинчивать в муфту 30, как показано на фиг. 1С, упорная поверхность 24 ниппеля 20 и упорная поверхность 34 муфты 30 упрутся друг в друга и упорная поверхность 24 ниппеля 20 прижмется к упорной поверхности 34 муфты 30, и ввинчивание ниппеля 20 (свинчивание ниппеля 20 и муфт 30) будет завершено. Таким образом упорные поверхности 24 и 34 упираются друг в друга, ввинчивание ниппеля 20 ограничивается и на участок 21 наружной резьбы ниппеля 20 действует нагрузка в направлении противоположном направлению ввинчивания, т.е., осевая сила свинчивания.
[0060]
Как показано на фиг. 1С, поскольку первый уплотняющий участок 22 и третий уплотняющий участок 32 сталкиваются друг с другом в радиальном направлении при контакте друг с другом, образуется структура (уплотнение за счет касания металла), в которой по меньшей мере часть первого уплотняющего участка 22 входит в плотный контакт с по меньшей мере частью третьего уплотняющего участка 32 по всей окружности. Уплотнение, создаваемое первым уплотняющим участком 22 и третьим уплотняющим участком 32 в основном играет роль уплотнения, удерживающего внутреннего давления Pin в верхней трубе 2 и в нижней трубе 3.
[0061]
Аналогично, поскольку второй уплотняющий участок 23 и четвертый уплотняющий участок 33 сталкиваются друг с другом в радиальном направлении при контакте друг с другом, образуется структура (уплотнение за счет касания металла), в которой по меньшей мере часть второго уплотняющего участка 23 входит в плотный контакт с по меньшей мере частью четвертого уплотняющего участка 33 по всей окружности. Уплотнение, создаваемое вторым уплотняющим участком 23 и четвертым уплотняющим участком 33 в основном играет роль уплотнения, удерживающего внешнего давления Pout в верхней трубе 2 и в нижней трубе 3.
[0062]
На фиг. 3В приведен фрагмент фиг. 1С, обозначенный позицией Y, в увеличенном масштабе, где показан участок наружной резьбы и участок внутренней резьбы в состоянии, когда свинчивание завершено. Как показано на фиг. 3В, в состоянии, когда свинчивание завершено, поверхность 21b опорной стороны профиля витка резьбы участка 21 наружной резьбы и поверхность 31а опорной стороны витка резьбы участка 31 внутренней резьбы, расположенная напротив поверхности 21b опорной стороны, входят в плотный контакт друг с другом и, поэтому, впадина 21d участка 21 наружной резьбы и вершина 31с участка 31 внутренней резьбы входят в плотный контакт друг с другом. Кроме того, как показано на фиг. 3В, в состоянии, когда свинчивание завершено, возникает зазор между закладной стороной 21а витка резьбы ниппеля 20 и закладной стороной 31b витка резьбы муфты 30 в направлении оси трубы, и возникает зазор между вершиной 21с резьбы ниппеля 20 и впадиной 31d резьбы муфты в радиальном направлении.
[0063]
Как описано выше, ниппель 20 ввинчен в муфту 30, свинчивание ниппеля 20 и муфты 30 завершено и, поэтому верхняя труба 2 и нижняя труба 3 соединены друг с другом.
[0064]
Причина прыжков момента
Далее следует описание причины, по которой возникают прыжки момента свинчивания. На фиг. 9А и 9В приведены виды в увеличенном масштабе, иллюстрирующие резьбовое соединение 50 для стальных труб, в котором возникают прыжки момента. Кроме того, на фиг. 9А показана концевая сторона ниппеля 20, а на фиг. 9В показана сторона основания ниппеля 20.
[0065]
Как описано выше, в состоянии, когда начинается свинчивание ниппеля 20 и муфты 30, поверхность 21а закладной стороны профиля витка резьбы участка 21 наружной резьбы и поверхность 31b закладной стороны профиля витка резьбы участка 31 внутренней резьбы входят в контакт друг с другом. Однако, за исключением этих поверхностей закладных сторон участок 21 наружной резьбы и участок 31 внутренней резьбы друг с другом не контактируют (см. фиг. 3А). То есть, в состоянии, когда начинается свинчивание, имеется зазор между впадиной 21d участка 21 наружной резьбы и вершиной 31с участка 31 внутренней резьбы. Кроме того, зазор также имеется между вершиной 21с участка 21 наружной резьбы и впадиной 31d участка 31 внутренней резьбы, и между поверхностью 21b опорной стороны участка 21 наружной резьбы и поверхностью 31а опорной стороны участка 31 внутренней резьбы.
[0066]
То есть, в состоянии, когда начинается свинчивание ниппеля 2- и муфты 30, поскольку участок 21 наружной резьбы ниппеля 20 и участок 31 внутренней резьбы муфты 30 находятся в некотором зацеплении друг с другом, существует техническая возможность взаимного зацепления этих резьб. Соответственно, в процессе свинчивания ось (центральная) верхней трубы 2 и ось (центральная) нижней трубы 2 могут потерять соосность.
[0067]
В таких обстоятельствах в состоянии до свинчивания ниппеля 20 и муфты 30, когда ниппель 20 и муфта 30 соответствуют условиям (i) и (ii), приведенным ниже, определяется возникновение прыжка момента, хотя ненормальности, такой как заедание, не возникает.
(i) Диаметр переднего конца 22с первой конической поверхности 22а ниппеля 20 больше, чем диаметр D3 переднего конца 32b третьей конической поверхности 32а муфты (см. фиг. 9А). То есть, минимальный диаметр D1 первой конической поверхности 22а больше, чем максимальный диаметр D3 третьей конической поверхности 32а.
(ii) Диаметр D2 переднего конца 23b второй конической поверхности 23а ниппеля 20 больше, чем диаметр D4 переднего конца 33с четвертой конической поверхности 33а муфты 30 (см. фиг. 9В). То есть, минимальный диаметр D2 второй конической поверхность 23а больше, чем максимальный диаметр D4 четвертой конической поверхности 33а муфты 30.
[0068]
Здесь диаметр конической поверхности - это диаметр, когда уплотняющий участок в форме усеченного конуса, образованный этой конической поверхностью, рассматривается в сечении, перпендикулярном направлению оси трубы.
[0069]
В случаях (i) и (ii), если ведется свинчивание, возникает прыжок момента свинчивания, вызванный следующим явление.
[0070]
Если ниппель 20 ввинчивается в муфту 30 из положения, показанного на фиг. 9А, первый R участок 26 ниппеля 20 входит в контакт с третьим R участком 36 муфты 30 до того, как первый уплотняющий участок 22 ниппеля 20 войдет в контакт с третьим уплотняющим участком 32 муфты 30. Когда первый R участок 26 и третий R участок 36 входят в контакт друг с другом, первый уплотняющий участок 22 не плавно вставляется в третий уплотняющий участок 32 из-за форм и размеров изогнутых поверхностей (скругленных поверхностей) и, поэтому ось верхней трубы 2 и ось нижней трубы 3 легко выходят из соосности.
[0071]
Аналогично, как показано на фиг. 9В, второй R участок 27 ниппеля 20 входит в контакт с четвертым R участком 37 муфты 30 до того, как второй уплотняющий участок 23 ниппеля 20 войдет в контакт с четвертым уплотняющим участком 33 муфты 30. Таким образом, когда второй R участок 27 и четвертый R участок 37 входят в контакт друг с другом, второй уплотняющий участок 23 не плавно вставляется в четвертый уплотняющий участок 33 из-за форм и размеров изогнутых поверхностей (скругленных поверхностей) и, поэтому, ось верхней трубы 2 и ось нижней трубы 3 легко выходят из соосности.
[0072]
Как описано выше, в состоянии, когда первый R участок 26 ниппеля 20 входит в контакт с третьим R участком 36 муфты 30, ниппель 20 ввинчивается в муфту 30, а первый R участок 26 ниппеля 20 нестабильно контактирует с третьим R участком 36 муфты 30. Аналогично, в состоянии, когда второй R участок 27 ниппеля 20 входит в контакт с четвертым R участком 37 муфты 30, ниппель 20 ввинчивается в муфту 30, второй R участок 27 ниппеля 20 нестабильно контактирует с четвертым R участком 37 муфты 30. Как описано выше, поскольку существует техническая возможность взаимного зацепления резьб, то есть, участка 21 наружной резьбы ниппеля 20 и участка 31 внутренней резьбы муфты 30, нестабильное ввинчивание генерирует временное увеличение и нерегулярные изменения момента свинчивания. Таким образом, появляются прыжки момента свинчивания, даже когда заедание отсутствует.
[0073]
Чтобы предотвратить вышеописанные прыжки момента свинчивания, в резьбовом соединении 1 для стальных труб по настоящему изобретению, как показано на фиг. 2А, в состоянии перед свинчиванием ниппеля 20 и муфты 30 диаметр D1 переднего конца 22с первой конической поверхности меньше, чем диаметр D3 переднего конца 23b третьей конической поверхности 32а.
[0074]
Аналогично, в первом варианте резьбового соединения 1 для стальных труб, как показано на фиг. 2В, в состоянии перед свинчиванием ниппеля 20 и муфты 30 диаметр D2 переднего конца 23b второй конической поверхности 23а меньше, чем диаметр D4 переднего конца 33с четвертой конической поверхности 33а.
[0075]
То есть, в первом варианте резьбового соединения 1 для стальных труб в состоянии перед свинчиванием ниппеля 20 и муфты 30 первое условие (D1<D3), согласно которому минимальный диаметр D1 первой конической поверхности 22а меньше максимального диаметра D3 третьей конической поверхности 32а, и второе условие (D2<D4), согласно которому минимальный диаметр D2 второй конической поверхности 23а меньше максимального диаметра D4 четвертой конической поверхности 33а муфты 30, выполняются.
[0076]
На фиг. 4А в увеличенном масштабе показано состояние в процессе свинчивания ниппеля 20 и муфты 30 и показана концевая сторона ниппеля 20. Состояние в процессе свинчивания означает, что началось состояние, при котором ниппель 20 дальше ввинчен в муфту 30 из состояния, в котором свинчивание началось, которое показано на фиг 2А. В резьбовом соединении 1 для стальных труб, как описано выше, в состоянии перед свинчиванием ниппеля 20 и муфты 30, ниппель 20 и муфта 30 удовлетворяют отношению первого условия (D1<D3). Соответственно как показано на фиг. 4А, первый R участок 26 ниппеля 20 не входит в контакт с третьим R участком 36 муфты 30, и первая коническая поверхность 22а и третья коническая поверхность 32а плавно входят в контакт друг с другом.
[0077]
На фиг. 4В в увеличенном масштабе показано состояние, в котором свинчивание ниппеля 20 и муфт 30 завершено, и показана концевая сторона ниппеля 20. Как описано ниже, в резьбовом соединении 1 для стальных труб упорная поверхность 24 ниппеля 20 и упорная поверхность 34 муфты 30 упираются друг в друга и, поэтому, свинчивание ниппеля 20 и муфты 30 завершается (см. виг. 5В). Как показано на фиг. 4В, в состоянии, когда свинчивание ниппеля 20 и муфты 30 завершено, часть первого уплотняющего участка 22 или весь этот участок входит в плотный контакт с третьей конической поверхностью 32а по всей окружности. В это время имеется зазор между концевой поверхностью 25 ниппеля 20 и поверхностью 35 основания муфты 30.
[0078]
В состоянии, когда свинчивание завершено, поскольку первый уплотняющий участок 22 и третий уплотняющий участок 32 заходят друг на друга в радиальном направлении, диаметры D1 и D3 в состоянии перед свинчиванием не обязательно совпадают с диаметрами D1' и D3' в состоянии, когда свинчивание завершено.
[0079]
Как показано на фиг. 4В, первая коническая поверхность 22а и третья коническая поверхность 32а входят в контакт друг с другом. Однако, по меньшей мере одна из первой изогнутой поверхности 22b и первой конической поверхности 22а могут войти в контакт с третьей конической поверхностью 32а.
[0080]
На фиг. 5А показан вид в увеличенном масштабе, который иллюстрирует состояние в процессе свинчивания ниппеля 20 и муфты 30, и показывает сторону основания ниппеля 20. Фиг. 5А соответствует фиг. 4А. Как описано выше, в состоянии перед свинчиванием ниппеля 20 и муфты 30, ниппель 20 и муфта 30 удовлетворяют отношению второго условия (D2<D4). Соответственно, как показано на фиг. 5А, второй R участок 27 ниппеля 20 не контактирует с четвертым R участком 37 муфты 30, и вторая коническая поверхность 23а и четвертая коническая поверхность 33а плавно входят в контакт друг с другом.
[0081]
На фиг. 5В представлен вид в увеличенном масштабе, иллюстрирующий состояние, когда свинчивание ниппеля 20 и муфты 30 завершено, и показывает сторону основания ниппеля 20. Фиг. 5В соответствует фиг. 4В. Как показано на фиг. 5В, в состоянии, когда свинчивание завершено, часть четвертого уплотняющего участка 33 или весь уплотняющий участок 33 входит в контакт со второй конической поверхностью 23а на всей окружности. Кроме того, в резьбовом соединении 1 для стальных труб упорная поверхность 24 ниппеля 20 и упорная поверхность муфты 30 упираются друг в друга и, поэтому, свинчивание ниппеля 20 и муфты 30 завершается.
[0082]
В состоянии, когда свинчивание завершено, поскольку второй уплотняющий участок 23 и четвертый уплотняющий участок 33 заходят друг на друга в радиальном направлении, диаметры D2 и D4 в состоянии перед свинчиванием не обязательно совпадают с диаметрами D2' и D4' после завершения свинчивания.
[0083]
На фиг. 5В вторая коническая поверхность 32а и четвертая коническая поверхность 33а контактируют друг с другом. Однако со второй конической поверхностью 23а может контактировать по меньшей мере одна из четвертой конической поверхности 33а и второй изогнутой поверхности 33b.
[0084]
Кроме того, как описано выше, когда ниппель 20 и муфта 30 свинчиваются, можно использовать свинчивающее устройство, именуемое механическим трубным ключом.
[0085]
Как описано выше, в первом варианте резьбового соединения 1 для стальных труб R участки 26 и 27 ниппеля 20 не входят в контакт со R участками 36 и 37 муфты, соответственно. В результате в процессе ввинчивания ниппеля 20 в муфту 30 (центральная) ось трубы и ниппеля и (центральная ось) трубы и муфты расположены соосно и, поэтому, ввинчивание происходит плавно. Соответственно, можно предотвратить прыжки момента свинчивания.
[0086]
Когда R участки 26 и 27 ниппеля 20 контактируют со R участками 36 и 37 муфты 30, поскольку эти изогнутые поверхности контактируют друг с другом, площадь контакта уменьшается. В этом случае возникает высокое давление контакта в областях, в которых R участки 26 и 27 ниппеля 20 и R участки 36 и 36 муфты контактируют друг с другом, и, поэтому, легко возникает заедание. Однако в резьбовом соединении 1 контакта между R участками 26 и 27 ниппеля 20 и R участками 36 и 37 муфты 30 можно избежать и, в результате, предотвратить заедание. Соответственно, резьбовое соединение 1 имеет преимущество, поскольку в нем редко возникает заедание.
[0087]
Резьбовое соединение 1 может применяться как в соединении интегрального типа, так и в соединении муфтового типа. В случае интегрального соединения и верхняя труба 2, и нижняя труба 3 являются стальными трубами. В случае муфтового соединения верхняя труба 2 является стальной трубой, а нижняя труба 3- соединителем (короткой трубой).
[0088]
Кроме того, поскольку при соединении друг с другом труб большого диаметра легко возникают прыжки момента свинчивания, предпочтительно для соединения труб большого диаметра применяют первый вариант резьбового соединения 1. Например, при соединении интегрального типа предпочтительно наружные диаметры основных тел (участков, кроме ниппеля и муфты) верхней трубы 2 (стальной трубы) и нижней трубы 3 (стальной трубы) равны 190 мм и более, более предпочтительно, равны 240 мм и более и наиболее предпочтительно, равны 290 мм и более.
Кроме того, прыжки момента свинчивания легче возникают с уменьшением толщины муфты 30. Например, в состоянии перед началом свинчивания, когда наружный диаметр муфты 30 нижней трубы 3 составляет более 100% и менее 104% от наружного диаметра тела (участка, кроме ниппеля 20 и муфты 30) верхней трубы 2, легко возникают прыжки момента свинчивания. Соответственно, когда наружный диаметр муфты 30 составляет более 100% и менее 104% от наружного диаметра тела верхней трубы 2, резьбовое соединение 1 способствует уменьшению прыдков момента свинчивания.
[0089]
Верхний предел наружного диаметра основных тел (участков кроме ниппеля 20 верхней трубы 2 и участка кроме муфты 30 нижней трубы 3) верхней трубы 2 и нижней трубы 3 не ограничен. Однако когда используются скважинные трубы, металлические уплотнения почти не используются в резьбовых соединениях скважинных труб сверхбольшого диаметра (более 600 мм), например, в кондукторе, который заглубляется на небольшую глубину. С учетом этого, резьбовое соединение 1 можно применять в стальных трубах, наружный диаметр тела которых равен или меньше 600 мм.
[0090]
В соединениях муфтового типа предпочтительно наружный диаметр тела верхней трубы 2 (стальная труба) равен 190 мм и больше, более предпочтительно, равен 240 мм и больше, и наиболее предпочтительно, равен 290 мм и больше.
[0091]
С увеличением размера (диаметр, длина и пр.) стальной трубы, точность ее размерная точность может уменьшаться. В случае стальных труб большого диаметра в состоянии перед свинчиванием ниппеля 20 и муфты 30, снижение размерной точности влияет на правильность круглой формы на уплотняющих участках (конической поверхности) ниппеля 20 и муфты 30. Соответственно, когда для соединения стальных труб большого диаметра применяется первый вариант резьбового соединения 1 по настоящему изобретению, с учетом правильности круглой формы каждого уплотняющего участка (каждой конической поверхности) предпочтительно соответственно подбираются диаметры D1 и D2 ниппеля 20 и диаметры D3 и D4 муфты 30 перед свинчиванием ниппеля 20 и муфты 30.
[0092]
Более конкретно, когда разница между диаметрами D1 и D2 ниппеля 20 в состоянии перед свинчиванием и диаметрами D3 и D4 муфты 30 в состоянии перед свинчиванием невелика, существенного эффекта предотвращения прыжков момента свинчивания получить нельзя, если сильно снижена правильность круглой формы. Более того, когда ниппель 20 или муфту 30 подвергают обработке поверхности, например, химическому преобразованию или наносят покрытие, существенного эффекта предотвращения момента свинчивания получить нельзя, если разница между диаметром D1 и диаметром D3, а также разница между диаметром D2 и диаметром D4 не будет больше или равна толщине такого покрытия на поверхности. Дополнительно, когда контакт между коническими поверхностями начинается, поскольку имеется много зазоров между участком 21 наружной резьбы и участком 31 внутренней резьбы, можно увеличить эффект предотвращения прыжков момента свинчивания, если выдержать допуск на разницу в диаметрах.
В то же время, если разница между диаметрами D1 и D2 ниппеля 20 в состоянии до свинчивания, и диаметрами D3 и D4 муфты 30 в состоянии до свинчивания задать больше чем требуется, необходимо удлинить коническую поверхность уплотняющего участка и, таким образом, возрастет себестоимость из-за нерациональной конструкции.
[0093]
В соответствии с вышеизложенным разница между диаметром D1 и диаметром D3, а также разница между диаметром D2 и диаметром D4 составляет больше 0% и меньше или равна 0,3% от наружного диаметра тела стальной трубы (верхней трубы 2), и более предпочтительно, больше 0,05% и меньше или равна 0,2%.
[0094]
В первом варианте показан случай, в котором на концевой стороне и на стороне основания ниппеля 20 имеются уплотняющий участки (первый конический участок 22 и второй конический участок 23), а на муфте имеются соответствующие им уплотняющие участки (третий уплотняющий участок 32 и четвертый уплотняющий участок 33). Однако в соответствии с характеристиками уплотнения и сопротивлением давления, которые требуются в резьбовом соединении 1 для стальных труб, уплотняющий участок может быть расположен ибо на передней стороне (концевой стороне), либо на задней стороне (стороне основания) в области где сформирована коническая резьба (участок 21 наружной резьбы участок внутренней резьбы 31). То есть, может иметься только один из первого уплотняющего участка 22 и второго уплотняющего участка 23 и, в соответствии с этим, на муфте 30 может иметься третий уплотняющий участок 32 или четвертый уплотняющий участок 33.
[0095]
Кроме того, в первом варианте показан случай, когда упорная поверхность 24 ниппеля 20 имеется на основании (задняя часть ниппеля 20) ниппеля 20 и, в соответствии с этим, упорная поверхность 34 муфты 30 расположена на вершине (передний конец муфты 30) муфты 30. Однако с учетом характеристик уплотнения и сопротивления давлению, требуемых в резьбовом соединении 1, для стальных труб, как показано на фиг. 6, упорная поверхность 25а может быть расположена на концевой поверхности 25 ниппеля 20 и, в соответствии с этим, упорная поверхность 35а может быть расположена на базовой поверхности муфты 30.
[0096]
(Второй вариант)
Далее следует описание резьбового соединения 100 для стальных труб по второму варианту настоящего изобретения. Компоненты, одинаковые с вышеописанными компонентами обозначены теми же позициями и их повторное описание опущено.
[0097]
На фиг. 7 приведено продольное сечение, иллюстрирующее резьбовое соединение 100 для стальных труб по второму варианту настоящего изобретения. В первом варианте сформирована только одна область резьбы. Однако во втором варианте, как показано на фиг. 7, участок 21 наружной резьбы на ниппеле 20 разделен на два вдоль направления оси трубы и сформированы верхний резьбовой участок 128 и нижний резьбовой участок 129. Аналогично, участок 31 внутренней резьбы муфты 30 разделен на два вдоль направления оси трубы и сформированы верхний резьбовой участок 138 и нижний резьбовой участок 139. Пятый уплотняющий участок 121 расположен на участке (на промежуточном участке) между верхним участком 128 наружной резьбы и нижним участком 129 наружной резьбы, а шестой уплотняющий участок 131 расположен на участке между верхним участком 138 внутренней резьбы и нижним участком 139 внутренней резьбы. Кроме того, пятый уплотняющий участок 121 и шестой уплотняющий участок 131 образованы пятой конической поверхностью 121а и шестой конической поверхностью 131а, соответственно.
[0098]
По сравнению с первым вариантом в резьбовом соединении 100 для стальных труб по второму варианту, поскольку пятый уплотняющий участок 121 и шестой уплотняющий участок 131 служат резервным уплотнением когда возникает утечка в любом из первого уплотняющего участка 22, второго уплотняющего участка 23, третьего уплотняющего участка 32 и четвертого уплотняющего участка 33, можно дополнительно улучшить характеристики уплотнения и сопротивление давлению.
[0099]
Дополнительно, в резьбовом соединении 100 по второму варианту участок 21 наружной резьбы ниппеля 20 можно разделить на три или более участка, а участок 31 внутренней резьбы муфты 30 можно разделить на три или более участка. В этом случае уплотняющий участок может находиться между разделенными участками 21 наружной резьбы и, соответственно, между разделенными участками 31 внутренней резьбы.
[0100]
Выше были описаны варианты настоящего изобретения. Однако эти варианты представлены как примеры и не ограничивают объем изобретения. В этих вариантах могут быть реализованы различные аспекты изобретения и в них могут быть внесены различные исключения, замены и модификации, на выходящие за пределы объема и входящие в изобретательскую идею. Если варианты или примеры модификаций включены в формулу изобретения или в изобретательскую идею, эти варианты и модификации входят в объем изобретения, определяемый формулой.
[0101]
Например, моет существовать резьбовое соединение, в котором верхняя труба 2 (первая труба) имеет муфты 30, а нижняя труба 3 (вторая труба) содержит ниппель 20.
ПРИМЕР
[0102]
Для подтверждения эффектов настоящего изобретения была изготовлена стальная труба, в которой были созданы соединения интегрального типа, как показано в Таблице 1 и Таблице 2. Трубы подверглись испытаниям на свинчивание ниппеля и муфты с применением свинчивающего устройства. Характеристики материала и размеры приведены в Таблице 1.
[0103]
[0104]
Отношения размеров между диаметром D1 переднего конца первой конической поверхности ниппеля и диаметром D3 переднего конца третьей конической поверхности, и отношения размеров между диаметром D2 переднего конца второй конической поверхности и диаметром D4 переднего конца четвертой конической поверхности муфты показаны в Таблице 2.
[0105]
[0106]
В Примере и в первом уплотняющем участке и во втором уплотняющем участке ниппеля, поскольку диаметры D1 и D2 передних концов конических поверхностей ниппеля были меньше, чем диаметры D3 и D4 передних концов конических поверхностей муфты, соответственно, как показано на фиг. 8, прыжков момента свинчивания не возникало. В Сравнительном примере и в первом уплотняющем участке и во втором уплотняющем участке ниппеля, поскольку диаметры D1 и D2 передних концов конических поверхностей ниппеля были больше, чем диаметры D2 и D4 передних концов конических поверхностей муфты, как показано на фиг 10, возникали прыжки момента свинчивания.
Промышленная применимость
[0107]
Согласно настоящему изобретению имеется возможность создать резьбовое соединение для стальных труб, способное предотвращать прыжки момента свинчивания, возникающие при свинчивании ниппеля и муфты.
Краткое описание позиций на чертежах
[0108]
1 - резьбовое соединение для стальных труб (первый вариант)
2 - верхняя труба (первая труба)
3 - нижняя труба (вторая труба)
20 - ниппель
21 - участок наружной резьбы
22 - первый уплотняющий участок (уплотняющий участок ниппеля)
22а - первая коническая поверхность (коническая поверхность первого уплотняющего участка)
22b - первая изогнутая поверхность (изогнутая поверхность первого уплотняющего участка)
22с - передний конец первой конической поверхности
22d - задний конец первый конической поверхности
23 - второй уплотняющий участок (уплотняющий участок ниппеля)
23а - вторая коническая поверхность (коническая поверхность второго уплотняющего участка)
23b - передний конец второй конической поверхности
23с - задний конец второй конической поверхности
24 - упорная поверхность ниппеля (базовая поверхность ниппеля)
25 - концевая поверхность ниппеля
26 - первый R участок (передний R участок ниппеля)
27 - второй R участок (задний R участок ниппеля)
30 - муфта
31 - участок внутренней резьбы
32 - третий уплотняющий участок (уплотняющий участок муфты)
32а - третья коническая поверхность (коническая поверхность третьего уплотняющего участка)
32b - передний конец третьей конической поверхности
32с - задний конец третьей конической поверхности
33 - четвертый уплотняющий участок (уплотняющий участок муфты)
33а - четвертая коническая поверхность (коническая поверхность четвертого уплотняющего участка)
33b - вторая изогнутая поверхность (изогнутая поверхность четвертого уплотняющего участка)
33с - передний конец четвертой конической поверхности
33d - задний конец четвертой конической поверхности
34 - упорная поверхность муфты (концевая поверхность муфты)
35 - базовая поверхность муфты
36 - третий R участок (задний R участок муфты)
37 - четвертый R участок (передний R участок муфты)
100 - резьбовое соединение для стальных туб (второй вариант)
121 - пятый уплотняющий участок (уплотняющий участок ниппеля)
121а - пятая коническая поверхность (коническая поверхность пятого уплотняющего участка)
128 - верхний участок наружной резьбы
129 - нижний участок наружной резьбы
131 - шестой уплотняющий участок (уплотняющий участок муфты)
131а - шестая коническая поверхность (коническая поверхность шестого уплотняющего участка)
138 - верхний участок внутренней резьбы
139 - нижний участок внутренней резьбы
D1 - диаметр переднего конца первой конической поверхности (минимальный диаметр первой конической поверхности)
D2 - диаметр переднего конца второй конической поверхности (минимальный диаметр второй конической поверхности)
D3 - диаметр переднего конца третьей конической поверхности (максимальный диаметр третьей конической поверхности)
D4 - диаметр переднего конца четвертой конической поверхности (максимальный диаметр четвертой конической поверхности)
CL - ось трубы
Pin - внутреннее давление
Pout - наружное давление
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНОЙ ТРУБЫ | 2017 |
|
RU2702315C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2019 |
|
RU2756365C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2019 |
|
RU2762926C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2015 |
|
RU2647169C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2019 |
|
RU2768626C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2005 |
|
RU2335686C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2018 |
|
RU2718867C1 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ И ОБРАЗУЮЩАЯ СМАЗОЧНОЕ ПОКРЫТИЕ КОМПОЗИЦИЯ ДЛЯ ПРИМЕНЕНИЯ В НЕМ | 2013 |
|
RU2604526C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2019 |
|
RU2757621C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2015 |
|
RU2659834C1 |


Изобретение относится к резьбовым соединениям для стальных труб. Резьбовое соединение для стальных труб содержит муфту, которая является открывающим концом второй трубы, и ниппель в форме усеченного конуса, который является концом первой трубы и вставлен в муфту. Ниппель содержит участок наружной резьбы, которая является конической резьбой, и уплотняющий участок, который содержит коническую поверхность, а муфта содержит участок внутренней резьбы, которая является конической резьбой, и уплотняющий участок, который содержит коническую поверхность, и в состоянии перед свинчиванием ниппеля и муфты минимальный диаметр конической поверхности ниппеля меньше, чем максимальный диаметр конической поверхности муфты. Изобретение повышает надежность резьбового соединения. 21 з.п. ф-лы, 17 ил., 2 табл.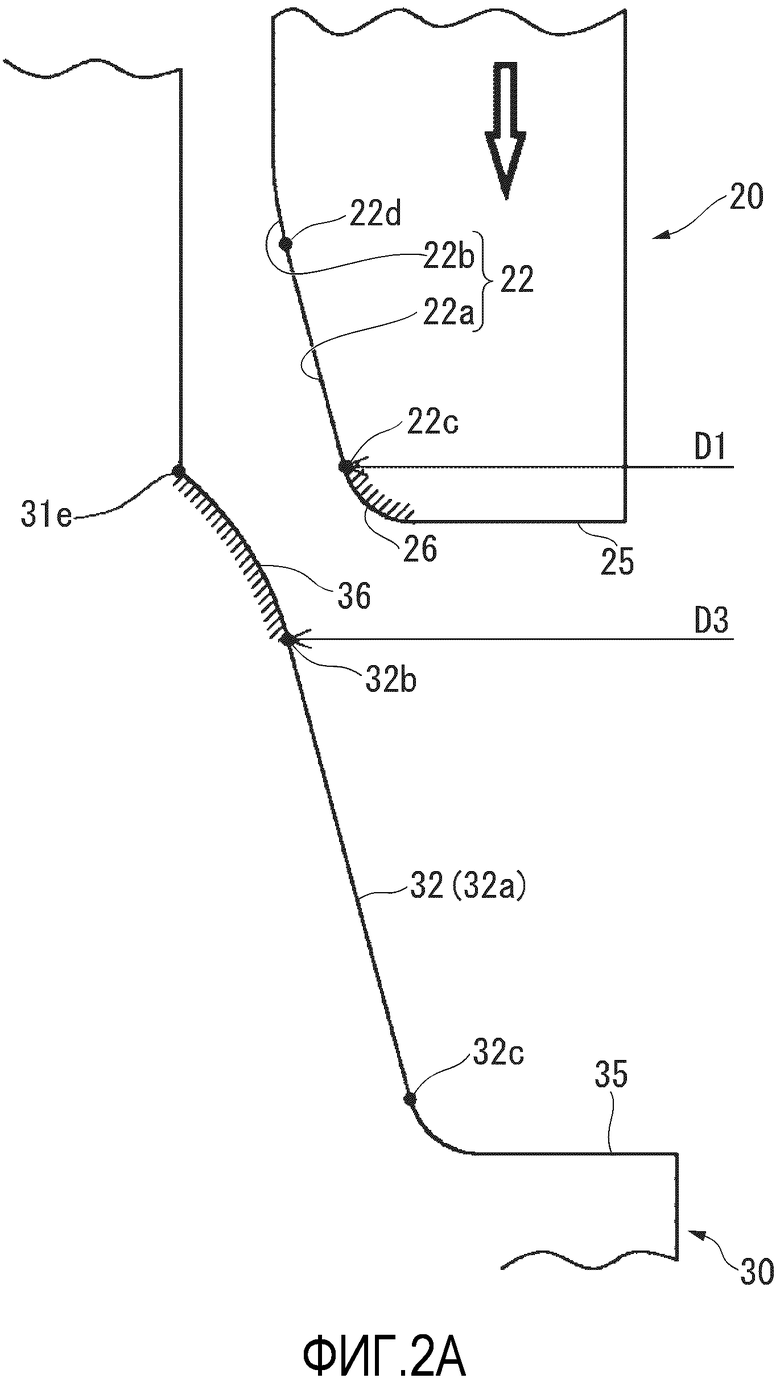
1. Резьбовое соединение для стальной трубы, которое соединяет первую трубу и вторую трубу, содержащее:
муфту, которая является открывающим концом второй трубы, и
ниппель в форме усеченного конуса, который является концом первой трубы и вставлен в муфту, в котором:
ниппель содержит участок наружной резьбы, которая является конической резьбой, и уплотняющий участок, содержащий коническую поверхность, и
муфта содержит участок внутренней резьбы, которая является конической резьбой, и уплотняющий участок, содержащий коническую поверхность, и причем
когда участок наружной резьбы и участок внутренней резьбы свинчивают, впадина на участке наружной резьбы и вершина на участке внутренней резьбы входят в контакт друг с другом после того, как уплотняющий участок ниппеля и уплотняющий участок муфты войдут в контакт друг с другом в процессе свинчивания, и
в состоянии перед свинчиванием минимальный диаметр конической поверхности ниппеля меньше максимального диаметра конической поверхности муфты.
2. Соединение по п. 1, в котором уплотняющий участок ниппеля расположен на каждой из концевой стороны ниппеля, проходя от участка наружной резьбы, и стороны основания ниппеля, проходя от участка наружной резьбы.
3. Соединение по п. 1, в котором
ниппель дополнительно содержит R участок, расположенный на концевой стороне ниппеля и проходящий от уплотняющего участка ниппеля, и
муфта далее содержит R участок, расположенный на концевой стороне муфты и проходящий от уплотняющего участка муфты.
4. Соединение по п. 2, в котором
ниппель дополнительно содержит R участок, расположенный на концевой стороне ниппеля и проходящий от уплотняющего участка ниппеля, и
муфта далее содержит R участок, расположенный на концевой стороне муфты и проходящий от уплотняющего участка муфты.
5. Соединение по п. 1, в котором
участок наружной резьбы разделен на множество участков наружной резьбы вдоль осевого направления первой трубы, и
уплотняющий участок ниппеля дополнительно расположен между соседними участками наружной резьбы в направлении оси трубы.
6. Соединение по п. 2, в котором
участок наружной резьбы разделен на множество участков наружной резьбы вдоль осевого направления первой трубы, и
уплотняющий участок ниппеля дополнительно расположен между соседними участками наружной резьбы в направлении оси трубы.
7. Соединение по п. 3, в котором
участок наружной резьбы разделен на множество участков наружной резьбы вдоль осевого направления первой трубы, и
уплотняющий участок ниппеля дополнительно расположен между соседними участками наружной резьбы в направлении оси трубы.
8. Соединение по п. 4, в котором
участок наружной резьбы разделен на множество участков наружной резьбы вдоль осевого направления первой трубы, и
уплотняющий участок ниппеля дополнительно расположен между соседними участками наружной резьбы в направлении оси трубы.
9. Соединение по п. 1, в котором ниппель дополнительно содержит упорную поверхность на конце или в основании ниппеля.
10. Соединение по п. 2, в котором ниппель дополнительно содержит упорную поверхность на конце или в основании ниппеля.
11. Соединение по п. 3, в котором ниппель дополнительно содержит упорную поверхность на конце или в основании ниппеля.
12. Соединение по п. 4, в котором ниппель дополнительно содержит упорную поверхность на конце или в основании ниппеля.
13. Соединение по п. 5, в котором ниппель дополнительно содержит упорную поверхность на конце или в основании ниппеля.
14. Соединение по п. 6, в котором ниппель дополнительно содержит упорную поверхность на конце или в основании ниппеля.
15. Соединение по п. 7, в котором ниппель дополнительно содержит упорную поверхность на конце или в основании ниппеля.
16. Соединение по п. 8, в котором ниппель дополнительно содержит упорную поверхность на конце или в основании ниппеля.
17. Соединение по любому из пп. 1-16, в котором каждая из первой трубы и второй трубы является стальной трубой.
18. Соединение по п. 17, в котором
наружный диаметр тела первой трубы равен 190 мм или больше,
наружный диаметр тела второй трубы равен 190 мм или больше, и
в состоянии до свинчивания наружный диаметр муфты больше чем 100% наружного диаметра тела первой трубы и меньше чем 104% наружного диаметра тела первой трубы.
19. Соединение по п. 18, в котором
в состоянии перед свинчиванием разница между минимальным диаметром конической поверхности ниппеля и максимальным диаметром конической поверхности муфты больше 0% от наружного диаметра первой трубы и равна 0,3% или меньше от наружного диаметра тела первой трубы.
20. Соединение по любому из пп. 1-16, в котором
первая труба является стальной трубой и
вторая труба является соединителем.
21. Соединение по п. 20, в котором наружный диаметр тела первой трубы равен 190 мм или больше.
22. Соединение по п. 21, в котором в состоянии перед свинчиванием разница между минимальным диаметром конической поверхности ниппеля и максимальным диаметром конической поверхности муфты больше 0% от наружного диаметра первой трубы и равна 0,3% или меньше от наружного диаметра тела первой трубы.
| JP 08135855 A, 31.05.1996 | |||
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНОЙ ТРУБЫ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2005 |
|
RU2326285C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ И СПОСОБ ОБРАБОТКИ ЕГО ПОВЕРХНОСТИ | 2002 |
|
RU2258170C2 |
| Способ изготовления разъемного резьбового соединения для стальных труб | 1985 |
|
SU1575950A3 |
| JP 2012241863 A, 10.12.2012. | |||

