Изобретение, в общем, относится к капсулам, вмещающим ингредиенты напитков, для производящей напиток системы, предназначенной для использования в связи с такими капсулами, равно как и к способу изготовления таких капсул.
Уровень техники, предшествующий настоящему изобретению, относится к области капсул, которые содержат ингредиенты напитка (например, молотый кофе, сухое молоко) или другие пищевые ингредиенты, (например, дегидратированный суп). Путем взаимодействия этих ингредиентов с жидкостью могут быть приготовлены напиток или другие пищевые продукты. Это взаимодействие может представлять собой, например, процесс экстракции, варки или растворения. Такого рода капсула особо приспособлена для того, чтобы содержать молотый кофе для приготовления кофейного напитка посредством подачи в капсулу горячей воды под давлением и выведения кофейного напитка из капсулы.
Системы и способы для получения жидких пищевых продуктов из капсул, содержащих субстанции, известны, например, из EP-A-512470.
Общий принцип этого процесса экстракции может быть резюмирован следующим образом:
- Первоначально закрытая капсула вставляется между средствами держателя капсулы, которые замкнуты водонепроницаемым образом вокруг капсулы;
- Средства впрыскивания воды в машине впрыскивают воду в капсулу;
- Вода взаимодействует с ингредиентами, содержащимися в капсуле, проходя через внутреннюю часть капсулы, и затем ее заставляют покинуть капсулу по меньшей мере через одно отверстие/перфорацию, выполненные во второй стенке.
Ингредиенты в капсуле составляют «препятствие» ("уплотнение") на пути течения воды и, следовательно, вызовут падение давления между стороной спереди по течению и стороной сзади по течению потока жидкости через капсулу, каковое падение давления еще более возрастет во время взаимодействия между жидкостью и ингредиентами, например, из-за набухания ингредиентов. Соответственно, необходимо гарантировать, чтобы поток воды фактически имел место только через внутреннюю часть капсулы и чтобы вода не могла течь от впрыскивателя воды в промежуток между кольцевым охватывающим компонентом и внешней поверхностью капсулы и затем к выпускающему отверстию устройства. Другими словами, любой поток воды, внешний по отношению к капсуле, должен быть остановлен герметизирующим зацеплением между кольцевым охватывающим компонентом средств держателя и капсулой и на пути течения между впрыскивателем воды и выпускающим напиток отверстием.
Такое герметизирующее зацепление может быть, по меньшей мере, до некоторой степени, достигнуто защемляющим зацеплением между средствами держателя капсулы (то есть кольцевым охватывающим компонентом и держателем капсулы) и фланцеобразным ободом корпуса между ними.
В случае, если герметизирующее зацепление не функционирует должным образом и вода течет снаружи капсулы, то внутри капсулы не будет создано давление, достаточное для того, чтобы вызвать разрыв разрываемой грани, или, в качестве альтернативы, давление не будет вызывать полного разрыва разрываемой грани и, следовательно, будет приводить к плохому экстрагированию субстанции. В такой ситуации вода будет выводиться из производящего напиток устройства, не провзаимодействовав или в полной мере не провзаимодействовав в условиях достаточного давления с ингредиентами, содержащимися в капсуле.
Можно было бы продумать усовершенствование, согласно которому это герметизирующее зацепление дополнительно улучшается посредством выстилания внутренней стенки кольцевого компонента каучукоподобным эластичным материалом. Другими словами, согласно упомянутому подходу герметизирующее зацепление гарантируется конструкциями, установленными на приготавливающем напиток устройстве или прикрепленными к нему. Это имеет те недостатки, что после использования значительного количества капсул может иметь место такой износ установленных герметизирующих средств, что качество приготовленного напитка все более и более ухудшается из-за того, что вода проходит уплотнение, которое более не эффективно в надлежащей мере. Кроме того, герметизирующее средство может загрязниться органическими остатками, прилипающими к нему, что не вполне гигиенично и, также, может во время экстракции наносить ущерб условиям герметизации и давления.
Любая "утечка" вовне капсулы снижает нарастание давления в капсуле. С другой стороны, хорошо известно, что достаточное давление экстракции является ключевым фактором для качества кофе типа эспрессо. Одновременно рассматриваемая европейская патентная заявка номер 04025320.5, озаглавленная "Капсулы с герметизирующими средствами", относится к усовершенствованию герметизирующего зацепления, расположенного между впускным отверстием для жидкости и стороной выпуска напитка в такой производящей напиток системе. Изобретение направлено на перенос упругой части герметизирующего зацепления с производящего напиток устройства на капсулу. Преимущество состоит в том, что любой упругий герметизирующий компонент используется только один раз (то есть только со связанной с ним капсулой), так что может быть гарантировано надлежащее функционирование уплотнения, и в герметизирующем компоненте не могут возникнуть никакие гигиенические проблемы.
Настоящее изобретение относится к другому усовершенствованию одновременно рассматриваемой европейской патентной заявки номер 04025320.5, имея своей целью улучшить условия герметизации между капсулой и герметизирующим компонентом, так чтобы обеспечить водонепроницаемость во время варки. Действительно, важно избежать любой потенциальной утечки жидкости между герметизирующим компонентом и остальной частью капсулы, в частности, благодаря созданию хорошей связи между ними.
Кроме того, также важно, чтобы герметизирующий компонент был интегрирован в капсулу с использованием процесса, который может быть воплощен в большом промышленном масштабе, быть высоконадежным с минимальным количеством дефектных изделий и также быть эффективным по затратам.
Эта задача решается посредством признаков, изложенных в независимых пунктах формулы изобретения. Зависимые пункты формулы изобретения дополнительно развивают центральную идею настоящего изобретения.
В связи с этим способ по изобретению предназначен для обеспечения герметизирующего компонента на корпусе капсулы, вмещающей ингредиенты напитка, предназначенной для введения в производящее напиток устройство, в котором жидкость под давлением поступает в капсулу для взаимодействия с ингредиентами в капсуле и выведения напитка из капсулы, характеризующийся тем, что он включает этапы, на которых обеспечивают корпус и инжектируют, по меньшей мере, один герметизирующий материал методом инжекционного формования на, по меньшей мере, участок внешней поверхности корпуса для формования герметизирующего компонента, герметически прикрепленного к корпусу.
Если описать это более конкретно, то инжекция герметизирующего материала (или герметика) для образования герметизирующего компонента предлагает много преимуществ. Прежде всего, адгезия герметизирующего компонента может быть весьма существенно улучшена по сравнению с прикреплением предварительно изготовленного герметизирующего компонента. В результате может быть предотвращена утечка жидкости между герметизирующим компонентом и корпусом капсулы, и условия экстракции могут лучше обеспечиваться и сохраняться от капсулы к капсуле (то есть лучшая повторяемость условий варки). Герметизирующий компонент более прочно прикреплен, как часть капсулы, меньше риск, что герметизирующий компонент открепится или будет смещен, при использовании в варящих напитки машинах, которые не предназначены для установки капсул без герметизирующего компонента и, следовательно, также снижается риск неисправности.
Кроме того, это предлагает больше возможностей для производства корпуса капсулы с более простыми или более разнообразными формами. Способ также более быстровыполним, более эффективен по затратам, чем присоединение и прикрепление герметизирующего компонента механическими, сварочными и/или клеящими средствами, и может быть реализован эффективным образом с высокой производительностью и в большом промышленном масштабе.
Предпочтительно, чтобы герметизирующий материал был изготовлен из материала, отличного от материала корпуса. Более предпочтительно, чтобы герметизирующий материал был более мягким, чем материал корпуса.
В предпочтительном варианте корпус выполнен с фланцеобразным ободом, и этап инжекции содержит этап, на котором осуществляют инжекционное формование герметизирующего компонента на этом фланцеобразном ободе. Фланцеобразный обод представляет область, в которой капсула защемлена охватывающими компонентами (например, колоколообразным компонентом и держателем капсулы, герметически замкнутыми вокруг капсулы) производящего напиток устройства. Поскольку выполненный инжекционным формованием герметизирующий компонент изготовлен из более мягкого материала, чем корпус в области фланцеобразного обода, то он может быть сжат таким образом, чтобы компенсировать неровности, люфты в пределах допуска или зазоры и так далее, с тем, чтобы сохранять водонепроницаемость под давлением варки в камере для капсулы.
Фланцеобразный обод может, кроме того, содержать крепежный участок и поддерживающий участок. Крепежный участок расположен так, чтобы во время инжекции материал герметизирующего компонента мог течь на крепежный участок таким образом, чтобы улучшить соединение между герметизирующий компонентом и корпусом.
Крепежный участок может быть образован из частично закрученного участка. Закрученный участок может содержать отверстие, например кольцевое отверстие, для того, чтобы пластмасса затекала в него во время инжекции. Закрученный участок может быть образован во время операции глубокой вытяжки корпуса, которая предшествует инжекционному формованию герметизирующего компонента или, в качестве альтернативы, образуется в ходе отдельной операции формования фланцеобразного обода после глубокой вытяжки полости в корпусе капсулы. Предпочтительно, чтобы операция по инжекционному формованию герметизирующего компонента представляла собой инжекционное формование пластмассы под высоким давлением. Корпус капсулы зажат как изнутри, то есть со стороны полости, так и извне, то есть, с внешней стороны боковой стенки корпуса, пресс-формами для инжекционного формования, и эти пресс-формы определяют инжекционную камеру, отграничивая объем, подлежащий заполнению герметизирующим материалом. Герметизирующий материал может быть инжектирован под давлением, которое превышает 500 бар (5×107 н/м2), а предпочтительно находится между 500 (5×107 н/м2) и 2000 барами (2×108 н/м2), более предпочтительно - между 800 (8×107 н/м2) и 1500 барами (1,5×108 н/м2). Время инжекции очень коротко и обычно не превышает секунды. Непосредственно после инжекции герметизирующему материалу дают в течение нескольких секунд охладиться для отверждения, в общем между 3-8 секундами.
Материал для герметизирующего компонента должен быть выбран среди термопластичного эластомера, способного быть упругим, стойким к воздействию теплоты и давления и пригодным к инжекционному формованию. Предпочтительно, чтобы термопластичный материал обычно представлял собой термопластичный эластомер ("ТРЕ"). Более предпочтительно, чтобы ТРЕ представлял собой эластомер на основе полипропилена.
Как было упомянуто, на предварительном этапе изготовления корпус капсулы может быть предварительно сформирован глубокой вытяжкой металлического или металлопластикового листа. Глубокая вытяжка корпуса капсулы может быть осуществлена в ходе одного этапа или последовательных этапов, формирующих окончательную основную открытую полость, позволяющую наполнить ее пищевыми ингредиентами. Во время операции (операций) глубокой вытяжки могут быть образованы фланцеобразный обод, крепежные средства, в частности закрученный край обода или другие важные функциональные профили.
Кроме того, может быть выполнена, по меньшей мере, одна локальная деформация боковой стенки корпуса для создания дополнительных крепежных средств для герметизирующего компонента, в частности на манжетном участке герметизирующего компонента, который простирается вдоль боковой стенки корпуса. Локальная деформация (локальные деформации) может быть произведена в боковой стенке корпуса таким образом, чтобы создавать, например, один или более имеющих форму дуги выступов стенки корпуса, выступающих внутрь материала герметизирующего компонента. Упомянутая локальная деформация (локальные деформации) может быть выполнена во время инжекционного формования или охлаждения получаемого инжекционным формованием герметизирующего компонента. На другом последующем этапе корпус заполняют пищевыми ингредиентами, такими как жаренный и молотый кофе.
Корпус капсулы может содержать алюминий. Это может быть единственный слой алюминия или комбинированный слой из пластмассы и алюминия, такой как полипропилен и алюминий.
Изобретение также относится к изготовлению капсулы, вмещающей ингредиенты напитка, предназначенной для введения в производящее напиток устройство, то есть между охватывающими капсулу компонентами, в котором жидкость под давлением поступает в капсулу для того, чтобы взаимодействовать с ингредиентами в капсуле и выводить из капсулы напиток. Капсула содержит корпус с прикрепленным к нему герметизирующим компонентом. Герметизирующий компонент предназначен для того, чтобы обеспечивать водонепроницаемость между капсулой и, по меньшей мере, надавливающей поверхностью производящего устройства, то есть одним из охватывающих компонентов устройства. Способ включает этапы, на которых обеспечивают корпус, заполняют корпус пищевыми ингредиентами и непроницаемо закрывают корпус. Способ также включает этап, на котором инжектируют, по меньшей мере, один герметизирующий материал методом инжекционного формования на, по меньшей мере, участок внешней поверхности корпуса для того, чтобы образовать герметизирующий компонент, герметически прикрепленный к корпусу.
На последующем этапе, следующим за этапом заполнения пищевыми ингредиентами, вдоль участка внешней грани фланцеобразного обода приваривают мембрану для того, чтобы закрыть капсулу. Запечатывающая мембрана может также быть из алюминия или ламината из пластмассы и алюминия.
Изобретение также относится к конкретной системе инжекционной установки для инжекции герметизирующего материала на поверхность корпусов капсул, изготовленных согласно способу по изобретению.
Эта система содержит:
- первый компонент пресс-формы для инжекционного формования, содержащий, по меньшей мере, первую и вторую инжекционные стороны для размещения на них множества корпусов капсул,
- по меньшей мере, второй компонент пресс-формы для инжекционного формования, сконфигурированный для того, чтобы закрывать первый компонент пресс-формы для инжекционного формования и чтобы вводиться во множество корпусов капсул;
- по меньшей мере, первые средства замены корпуса, сконфигурированные для замены корпусов капсул на одной стороне из числа первой или второй инжекционных сторон, в то время как выполняется инжекционное формование герметизирующего материала на корпусах капсул на, по меньшей мере, одной другой инжекционной стороне первого компонента пресс-формы, при этом первый и, по меньшей мере, второй компоненты пресс-формы для инжекционного формования подвижны относительно друг друга таким образом, чтобы позволить закрывание вторым компонентом пресс-формы поочередно первой и второй сторон первого компонента пресс-формы для инжекционного формования.
Следовательно, согласно этой конкретной системе инжекционное формование корпусов капсул может быть выполнено с высокой производительностью и в автоматическом режиме.
Если описать это более конкретно, то первая и вторая стороны первого компонента пресс-формы содержат ряд полостей для размещения в них корпусов капсул, тогда как второй компонент пресс-формы содержит ряд оправок для введения в корпуса капсул при смыкании компонентов пресс-форм.
Другие зависимые пункты формулы изобретения развивают далее эту конкретную систему для выполнения способа по изобретению.
Дополнительные преимущества, признаки и задачи настоящего изобретения станут очевидны для специалиста в данной области техники при прочтении нижеследующего подробного описания вариантов реализации настоящего изобретения, рассматриваемых в сочетании с фигурами прилагаемых чертежей.
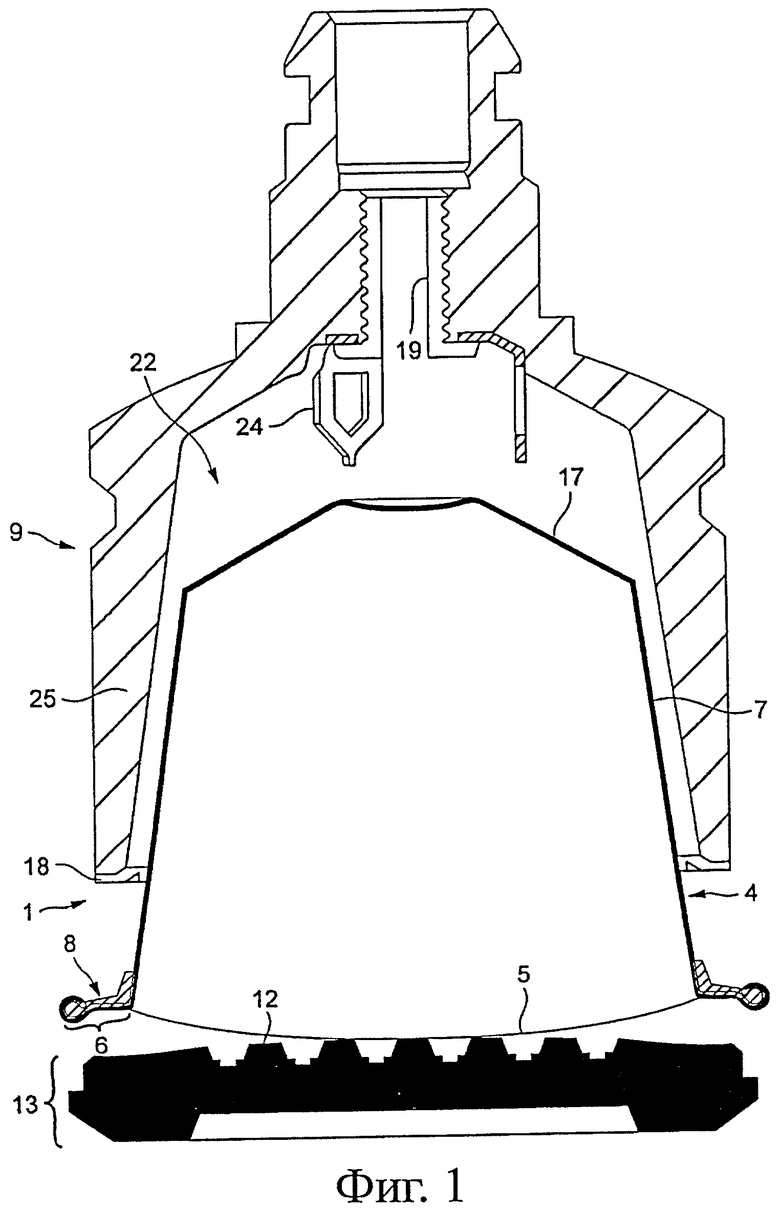
Фиг.1 показывает первый вариант реализации системы капсулы по настоящему изобретению, в котором капсула помещается на держателе капсулы, но еще не достигла своего закрытого положения в производящем напиток устройстве,
фиг.2 показывает увеличенный фрагмент фиг.1,
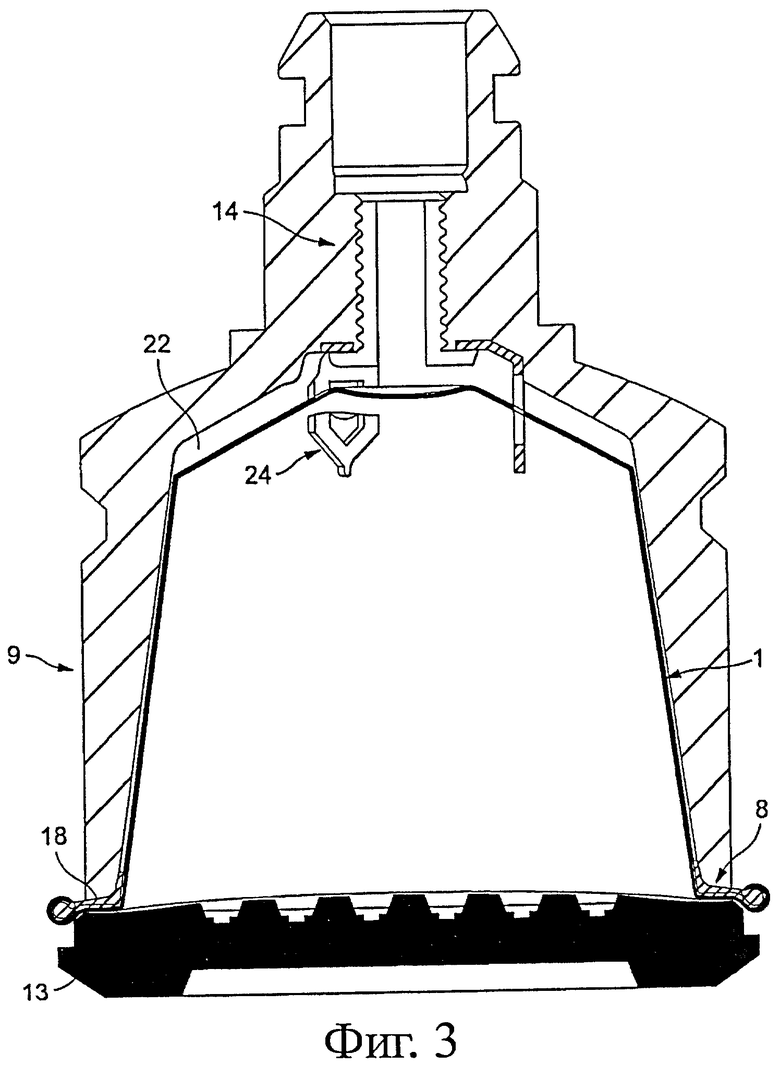
фиг.3 показывает первый вариант реализации изобретения в состоянии, при котором капсула достигла своего закрытого положения между охватывающими капсулу частями, то есть колоколообразным компонентом и держателем капсулы,
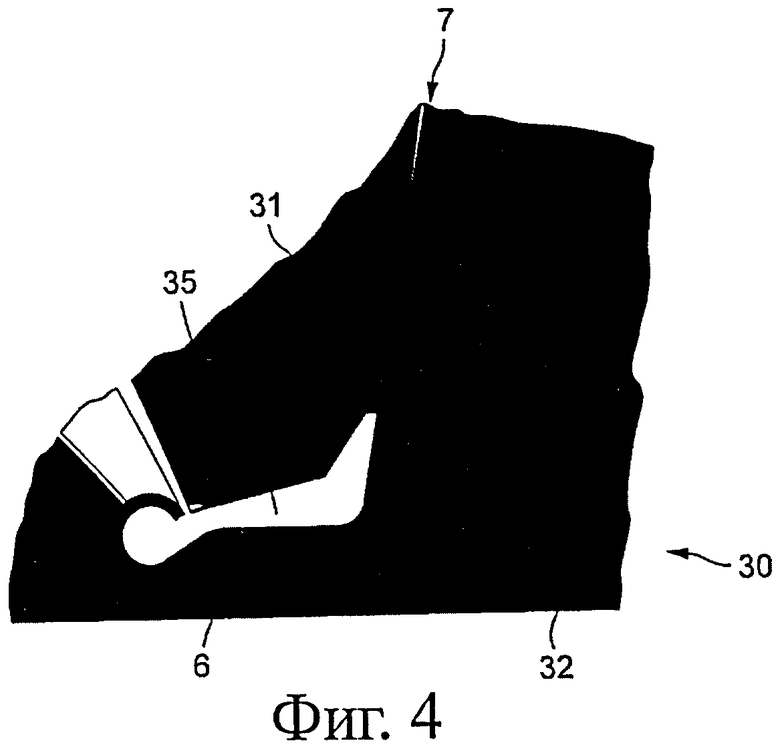
фигуры 4 и 5 схематично показывают операцию инжекции герметизирующего компонента на корпус капсулы,
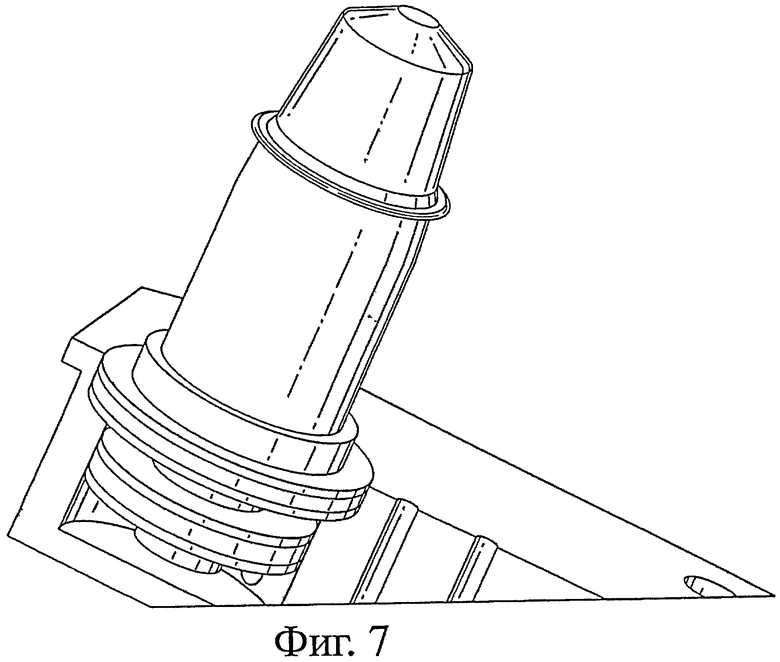
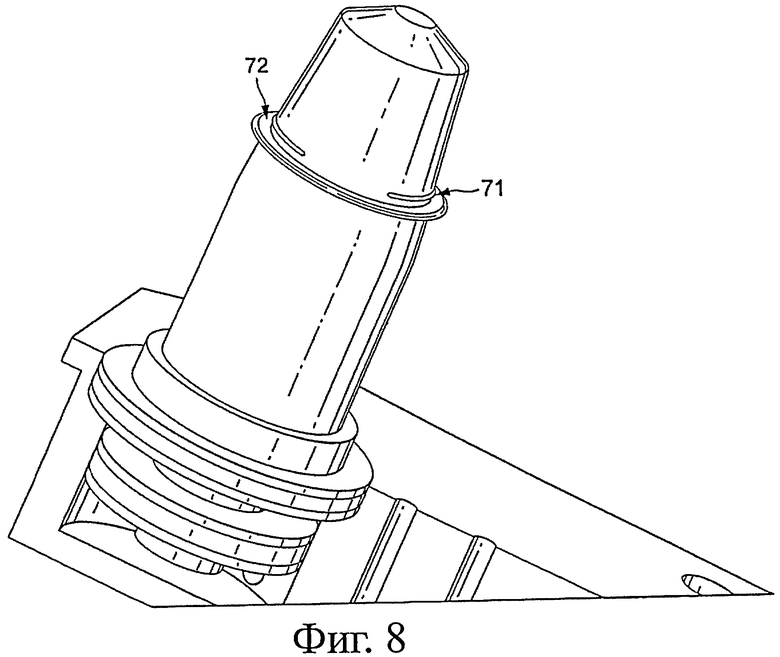
фигуры с 6 по 10 показывают фрагмент охватываемой пресс-формы для инжекционного формования, которая держит корпус капсулы и обеспечивает "локальное" деформирование во время операции инжекции,
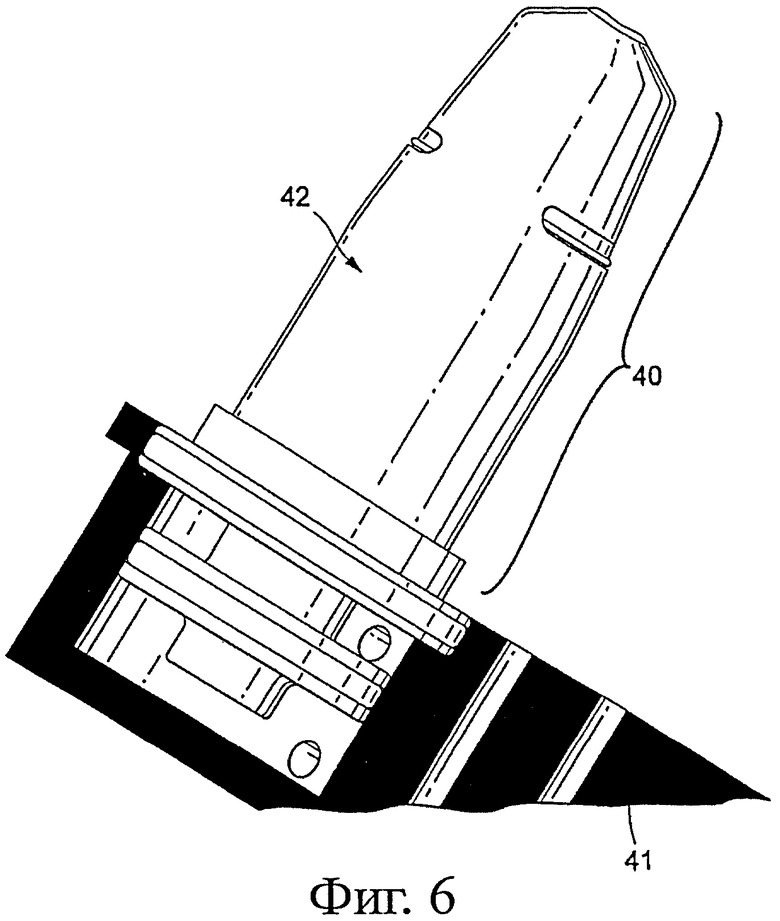
фиг.6 показывает охватываемую пресс-форму без расположенного на ней корпуса капсулы,
фиг.7 показывает охватываемую пресс-форму с установленным на ней корпусом капсулы после инжекции герметизирующего компонента,
фиг.8 показывает охватываемую пресс-форму с установленным на ней корпусом капсулы, но при том, что герметизирующий компонент удален для демонстрации местных деформаций, образованных на корпусе пресс-формой,
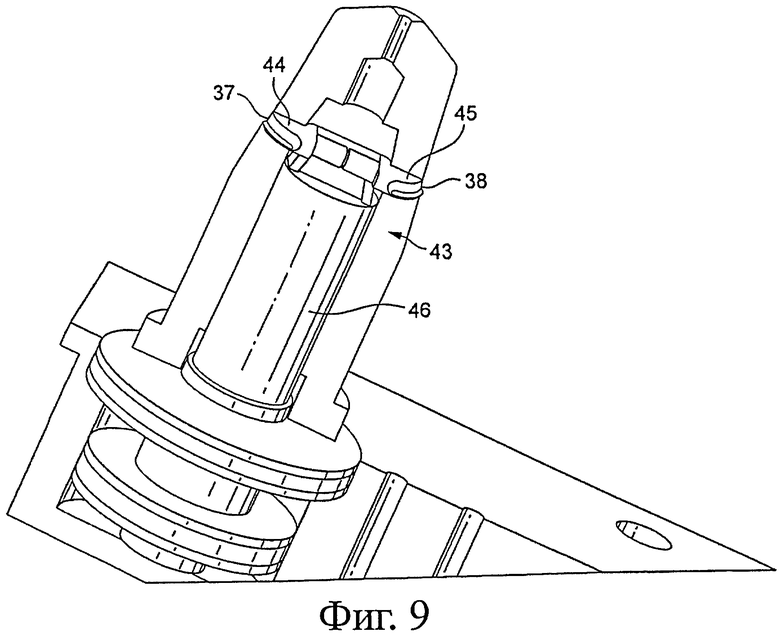
фиг.9 показывает разрез охватываемой пресс-формы без корпуса капсулы,
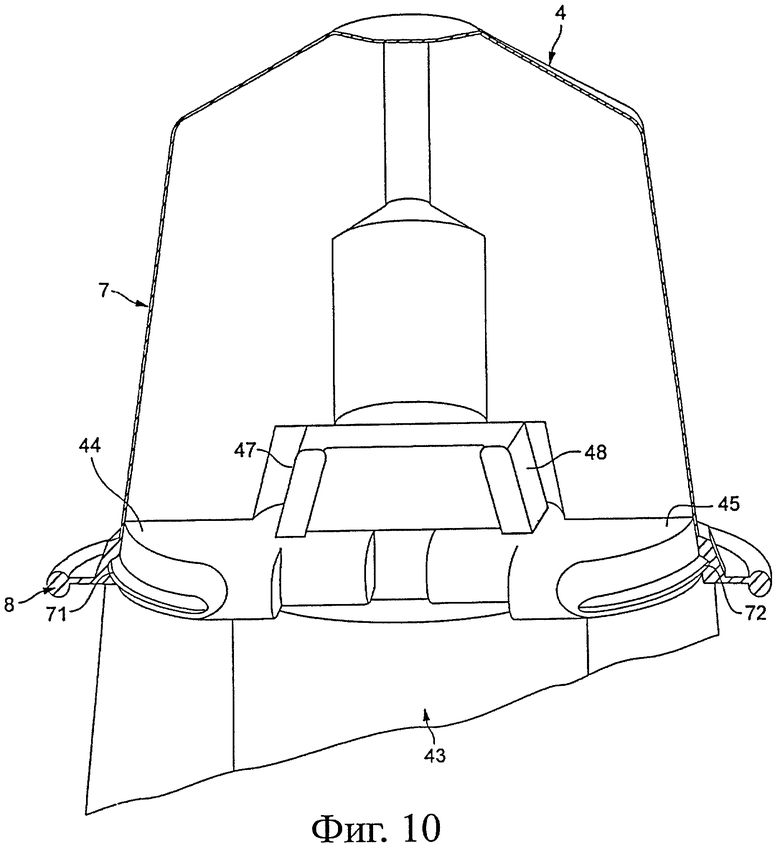
фиг.10 показывает местный разрез охватываемой пресс-формы с установленным на ней корпусом капсулы и герметизирующим компонентом, инжекционное формование которого осуществляется,
фигуры с 11 по 13 показывают виды устройства системы инжекционного формования на производственном предприятии, обеспечивающей высокий объем выпуска частей капсулы, получаемых инжекционным формованием,
фиг.14 представляет собой блок-схему последовательности операций, иллюстрирующую этапы согласно варианту способа по изобретению,
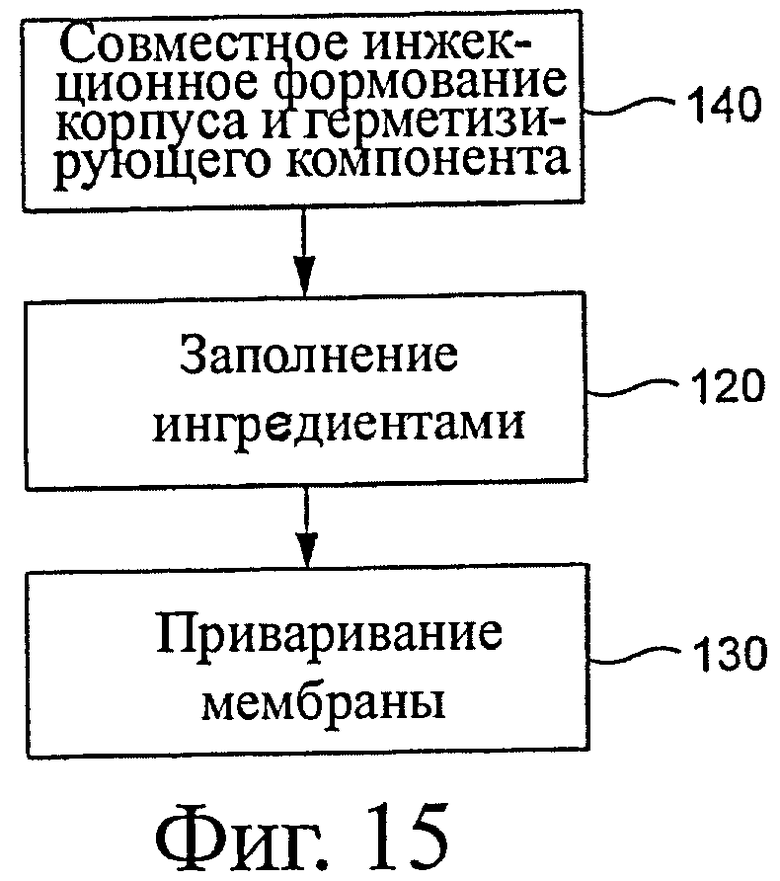
фиг.15 представляет собой блок-схему последовательности операций, иллюстрирующую этапы согласно разновидности способа по изобретению.
Отметим, что в нижеследующем описании изобретение будет разъяснено со ссылкой на определенную конструкцию капсулы, то есть конструкцию, согласно которой капсула содержит чашеобразный корпус-основание и закрывающий выполненный из фольги компонент. Однако следует понимать, что могут иметь место и другие конструкции капсулы, такие как, например, капсулы, имеющие двояковыпуклую форму с двумя по существу сопряженными и расположенными напротив друг друга стенками (например, выполненными из фольги), запечатанными, например, по кольцеобразной кромке. Вообще, капсула согласно настоящему изобретению содержит, по меньшей мере, два расположенных напротив друг друга компонента-стенки (грани), которые соединены друг с другом на своих соответствующих кромках, образуя герметизированную область фланцеобразного обода, таким образом охватывая собой герметизированное внутреннее пространство.
Этот вариант реализации изобретения показывает держатель (13) капсулы, имеющий рельефные элементы (12), которые предназначены для того, чтобы разрывать и перфорировать выполненный из фольги компонент (5), закупоривающий чашеобразный корпус-основание (4) капсулы (1). Это разрывание выполненного из фольги компонента (5) может произойти, как только давление внутри капсулы превысит некоторое пороговое значение. Отметим, что рельефные элементы могут иметь любую выступающую форму, способную вызвать управляемое разрывание выполненного из фольги компонента. В качестве примера упоминаются только пирамидки, иголки, выпуклости, цилиндры, удлиненные ребра. Рельефный элемент может также быть в единственном числе.
Фиг.1 показывает состояние, в котором такого рода капсула помещена на держателе (13) капсулы, выполненный из фольги компонент (5) покоится на рельефных элементах (12) держателя (13) капсулы, и чашеобразный корпус-основание (4) капсулы (1) уже частично окружен круговой стенкой (25) охватывающего компонента (9) производящего напиток устройства. Показанный охватывающий компонент может иметь форму колокола.
Могут иметь место и другие формы, при которых конструкция внутренних контуров (углубления) охватывающего компонента, в общем, приспособлена для того, чтобы по существу соответствовать контурам капсулы (1).
Таким образом, держатель (13) капсулы (также представляющий охватывающий компонент) и охватывающий компонент (9) могут избирательно охватывать охватывающее капсулу (22) пространство при переводе из открытого положения в охватывающее капсулу положение.
Отметим, что выполненный из фольги компонент (5), как показано, не обязательно является в точности плоским из-за определенного избыточного давления в капсуле, каковое избыточное давление создается, например, посредством введения защитного газа при производстве заполненной капсулы и в ходе выделения газа из ингредиентов пищевого продукта после запечатывания, например, двуокиси углерода из кофе.
Охватывающий (колоколообразный) компонент (9), кроме того, содержит кольцевую надавливающую поверхность (18) и отверстие (20) впуска воды для подачи жидкости, такой как, например, горячая вода под давлением, в систему (14) впрыскивания воды, которая разъемным образом установлена (например, привинчена) на колоколообразном компоненте (9).
Система впрыскивания воды может содержать один или более перфорирующих элементов (лезвий, штырей, и т.д.) (24), предназначенных для выполнения одного или более отверстий в верхней стенке (17) капсулы (1) при сближении держателя (13) капсулы и колоколообразного компонента (9) друг с другом, например, при помощи управляемого вручную или автоматического закрывающего механизма. Канал (19) проходит через систему впрыскивания и ведет в камеру (22) охватывающего компонента (9) таким образом, что вода может быть подана во внутреннюю часть капсулы (1) после того, как во внутреннюю часть капсулы (1) водятся перфорирующие элементы (24).
Капсула (1) содержит упомянутую верхнюю стенку (17), боковую стенку (7) и фланцеобразный обод (6), при этом выполненный из фольги компонент (5) запечатан на упомянутом фланцеобразном ободе (6), герметически закупоривая чашеобразный корпус-основание (4) капсулы (1). Кроме того, возможны и другие конструкции для капсулы при условии, что капсула может быть герметизирована и содержит упомянутые ингредиенты.
Согласно настоящему изобретению наружная поверхность капсулы (1) представляет специализированный водонепроницаемый герметизирующий компонент (изготовленный из герметизирующего материала) (8), далее именуемый "герметизирующим компонентом". Герметизирующий компонент (8) может быть сжимаемым, более предпочтительно упругим.
Материал для герметизирующего компонента может представлять собой пригодный к инжекционному формованию термопластичный эластомер.
Как более хорошо видно на фиг.2, капсула по изобретению содержит фланцеобразный обод (6) с поддерживающим участком (60) для герметизирующего компонента и частично закрученный краевой участок (61), образующий крепежный участок для герметизирующего компонента. Поддерживающий участок (60) сопрягается с корпусом (4) под определенным углом (то есть немного больше, чем 90 градусов в случае, когда корпус имеет форму усеченного конуса). Фланцеобразный обод, равно как и базовая поверхность (70) боковой стенки, размещает на себе кольцевой герметизирующий компонент (8). Для надежного закрепления герметизирующего компонента на фланцеобразном ободе герметизирующий компонент простирается в направлении частично закрученного участка (61) соединительным участком (80), который инжектируется в частично закрученный участок (61) обода. Закрученные края образуют "крючок" для герметизирующего материала, который, таким образом, усиливает соединение и также водонепроницаемость между герметизирующим компонентом и ободом. Вне частично закрученного участка (61) герметизирующий компонент (8) простирается вдоль поддерживающего участка (60) фланцеобразного обода герметизирующим участком (81), который может продолжаться манжетным участком (82), надетым на базовую поверхность (70) боковой стенки корпуса. Герметизирующий участок (81) и манжетный участок (82) могут образовывать поверхности, имеющие различные углы наклона, или могут сопрягаться в единую непрерывную вогнутую или плоскую наклонную поверхность. Форма герметизирующего компонента (8) в виде клиновидного профиля выбрана для того, чтобы обеспечить достаточную массу материала для компенсации неровностей, зазоров или других щелей между капсулой и охватывающим или колоколообразным компонентом. Поскольку водонепроницаемая герметизация может также быть получена динамически, то есть посредством эффекта прижатия герметизирующего компонента водой под давлением, то форма, размер и полная масса герметизирующего компонента должны быть достаточными для того, чтобы он деформировался, тем самым упруго "тек" и надлежащим образом заполнял оставшиеся отверстия при наращивании давления во время варки.
Фиг.3 показывает состояние, в котором охватывающий компонент (9) и держатель (13) капсулы приведены в запирающее зацепление под давлением с ободом и благодаря тому, что вода поступает во внутреннюю часть капсулы и давление в ней нарастает, пирамидальные рельефные компоненты (12) держателя (13) капсулы проделывают отверстия в выполненном из фольга компоненте (5) капсулы (1). После введения в капсулу лезвийные элементы (24) впрыскивателя (14) воды предварительно создали перфорированные отверстия (16) в верхней стенке (17) капсулы (1). Когда внутри капсулы создано достаточное давление текучей среды, напиток, приготовленный из ингредиентов, содержавшихся в капсуле, может быть выпущен в небольшие щели или перфорированные отверстия, созданные при разрыве выполненного из фольги компонента (5) рельефными элементами (12).
На первом этапе способа (не проиллюстрированном на чертежах), производят корпус (4) капсулы. Корпус может быть произведен с предварительно сформированным фланцеобразным ободом (6), который остается открытым для инжекции материала герметизирующего компонента на последующем этапе инжекции. Корпус (4) может быть предварительно сформирован посредством глубокой вытяжки металлического листа или сборной детали из множественных слоев, включающих в себя металл, например алюминий, и пластмассу, например полипропилен, и, в конечном счете, связующие вещества и/или лаки. В зависимости от сложности формы корпуса и глубины полости глубокая вытяжка листа может осуществляться за более чем один этап. Кроме того, полость корпуса и фланцеобразный обод могут быть образованы в ходе одной и той же операции или, в качестве альтернативы, в ходе отдельных операций.
Фигуры 4 и 5 показывают операцию инжекции герметизирующего компонента (8) на предварительно сформированном корпусе (7). Корпус может таким образом быть размещен между сборочной единицей (30) пресс-формы для инжекционного формования. Сборочная единица пресс-формы обычно содержит два компонента пресс-формы, охватывающий компонент (31) пресс-формы и охватываемый компонент (32) пресс-формы, которые плотно собраны вокруг корпуса капсулы, и инжекционное пространство (35) для герметизирующего материала, подлежащего инжекции внутрь для образования герметизирующего компонента. Охватывающий компонент (31) пресс-формы окружает внешнюю боковую стенку (7), и верхнюю стенку (17) корпуса, и обычно также отграничивает объем (35) для герметизирующего компонента, подлежащего инжекции на фланцеобразном ободе (6) и далее простирается до линии (34) разъема, которая может быть расположена, например, по существу на краю частично закрученного участка (61) обода для того, чтобы сделать возможным легкое извлечение корпуса из пресс-формы после инжекции. Охватываемый компонент (32) пресс-формы вставляется внутрь полости корпуса и соответствует внешней форме фланцеобразного обода (например, нижней поверхности обода) до линии (34) разъема.
Предпочтительно, чтобы сборочная единица (30) пресс-формы простиралась вдоль всей стороны (7) корпуса и создавала относительно высокое механическое давление на боковой стенке (7). Преимущества являются двойными.
Во-первых, инжекция выполняется при относительно высоком давлении короткий промежуток времени, следовательно, должна быть получена герметичная конструкция инжекционного уплотнения, в частности по линии (34) стыка между внешней боковой стенкой корпуса и крайней верхней точкой герметизирующего компонента.
Во-вторых, давление может также быть эффективным для сглаживания внешней поверхности (73) боковой стенки корпуса. Предшествующая операция глубокой вытяжки склонна создавать складки на поверхности боковой стенки из-за общей усеченной формы корпуса. Следовательно, механическое давление, оказываемое охватываемой и охватывающей пресс-формами непосредственно на полные противоположные поверхности боковой стенки (7), позволяет разгладить складки и устранить или, по меньшей мере, существенно уменьшить этот видимый дефект.
Инжекция имеет место, по меньшей мере, через один небольшой инжекционный питатель (36). Отверстие питателя на входе в инжекционное пространство может быть порядка 0,5-1 мм. Инжекция выполняется при высоком давлении, то есть в среднем между 700-1500 барами (7×107 - 1,5×108 н/м2) в течение менее чем 1,01 секунды, обычно 0,01 секунды. Пластмасса инжектируется внутрь при температуре, выше температуры стеклования. Предпочтительным термопластичным эластомером является ТРЕ. Полученному герметизирующему компоненту (8) дают возможность охладиться в течение, по меньшей мере, нескольких секунд, обычно 5-10 секунд, прежде чем сборочную единицу пресс-формы вновь открывают, и извлекают корпус. Охлаждению можно способствовать хладагент, который циркулирует внутри охлаждающего контура сборочной единицы пресс-формы для того, чтобы сократить цикл отверждения для герметизирующего компонента.
Фигуры с 6 по 10 показывают в подробностях конструкцию (40) охватываемой пресс-формы для инжекционного формования согласно возможному варианту реализации изобретения. Конструкция (40) охватываемой пресс-формы может быть установлена непроницаемым образом на остове (41). Она содержит оправку (42) с концом, который по существу соответствует внутренней полости корпуса капсулы, как это проиллюстрировано на фиг.8. Внутри оправки предусмотрена подвижная эксцентриковая продавливающая сборочная единица (43), как это проиллюстрировано фигурами 9 и 10. Эксцентриковая сборочная единица содержит два продавливающих компонента (44), (45), установленных с возможностью скользить вдоль радиально сориентированных прорезей (37), (38) оправки (смотри фиг.9). Продавливающие компоненты (44), (45) приводятся в действие выдвигаясь/отводясь назад через прорези продольным толкателем (46), который перемещается назад и вперед вдоль продольной оси оправки. Центральный толкатель имеет участки (47), (48) ската, которые приводят в действие продавливающие компоненты (44), (45) в их противоположных, радиальных скользящих движениях вдоль этих прорезей.
Как проиллюстрировано на фиг.10, когда центральный толкатель толкают вверх, продавливающие компоненты (44), (45) перемещаются в радиальном направлении против боковой стенки (7) корпуса (4) и таким образом заставляют боковую стенку корпуса капсулы деформироваться вовне согласно имеющим форму дуги зубцам (71), (72) (смотри фиг.8), которые выступают в герметизирующий компонент (8) (рис.10). Эти зубцы могут быть образованы в любое время после того, как корпус капсулы вставлен на оправку и до того, как инжекционный материал отвердеет. Предпочтительно, чтобы зубцы были созданы непосредственно после инжекции, например спустя 0,5-1 секунду после прекращения инжекции.
Зубцы (71), (72) улучшают закрепление герметизирующего компонента на боковой стенке в базовой области, которая является критически важной и где герметизирующий компонент имеет тенденцию открепляться от корпуса. Как следствие, это также обеспечивает до некоторой степени более водонепроницаемую герметизацию, предотвращая риск утечки по поверхности раздела между герметизирующим компонентом и корпусом.
Следует отметить, что зубец (зубцы) может (могут) быть образованы разными способами, которые может продумать специалист в данной области техники, и что настоящее изобретение ссылается на промышленно применимый способ только ради иллюстрации. Кроме того, зубцы могут иметь различные формы, такие как штырь, горбинка, и т.д.
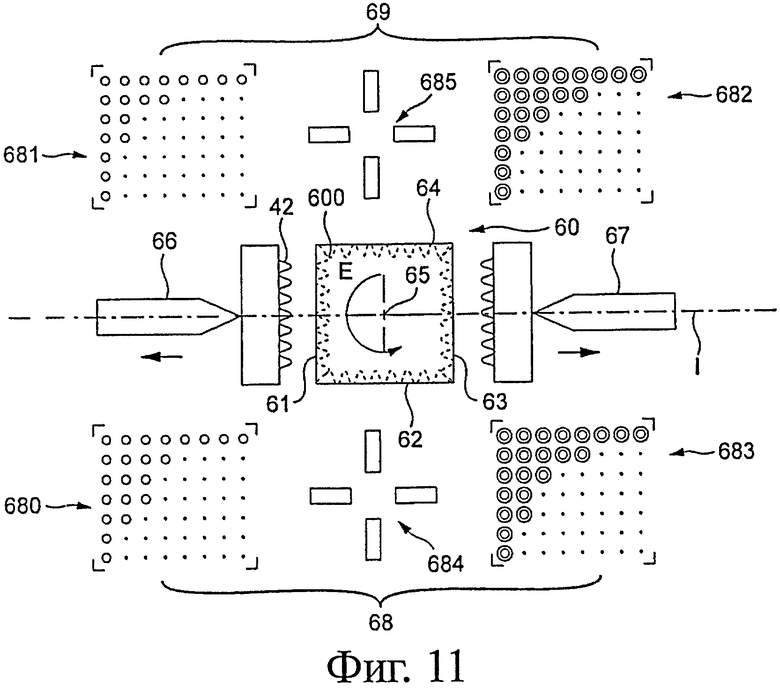
Фигуры с 11 по 14 иллюстрируют возможную систему инжекционной установки для выполнения инжекционных циклов с высокой производительностью. Ниже будут разъяснен общий принцип.
Фиг.11 представляет общую систему инжекционной установки, которая может осуществлять обработку двух партий инжекционных сборочных единиц, идущую одновременно на противоположных сторонах. Принцип основан на кубическом охватывающем компоненте (60) пресс-формы для инжекционного формования, который содержит четыре инжекционные стороны (61), (62), (63), (64) пресс-формы и может поворачиваться на 90 градусов вокруг центральной оси (65), чтобы перемещать эти стороны по траектории с шагом 90 градусов. Каждая сторона охватывающего компонента пресс-формы включает в себя ряд полостей (600) пресс-формы для инжекционного формования, предназначенных для индивидуального введения в них корпусов капсулы. Эти полости обычно распределяются по стороне пресс-формы согласно заранее определенной сетке, предпочтительно по множеству строк и столбцов, например в сетке квадратов 7 строк на 7 столбцов, дающих, таким образом, в общей сложности 49 индивидуальных инжекционных позиций. Сетка и количество строк и столбцов в сетке могут изменяться в зависимости от требующейся производительности.
Кубическая охватывающая пресс-форма (60) для инжекционного формования связана с двумя охватываемыми пресс-формами (66), (67) обращенными к противоположным сторонам (61), (63) кубического охватывающего компонента пресс-формы. Охватываемые пресс-формы (66), (67) могут совершать возвратно-поступательное движение относительно кубической пресс-формы (60), чтобы быть в состоянии открывать и закрывать стороны полостей кубической пресс-формы для инжекционного формования. Охватываемые пресс-формы (66), (67), кроме того, содержат охватываемые оправки (42) в количестве и согласно распределению, соответствующих количеству и распределению инжекционных сторон.
В направлении, ортогональном "инжекционному направлению I" (то есть направлению, в котором сборочные единицы пресс-формы одновременно закрываются на кубической пресс-форме), расположены обращенные к двум другим противоположным сторонам (62), (63) кубической пресс-формы средства (68), (69) складирования и транспортировки, предназначенные для автоматической загрузки/разгрузки корпусов в полости (600) упомянутых сторон. Эти средства складирования и транспортировки могут содержать области (680), (681) загрузки, устроенные таким образом, чтобы размещать в себе "голые" корпуса капсул (корпуса без выполненных инжекционным формованием герметизирующих компонентов), располагаемых в сетке квадратов, и области (682), (683) складирования корпусов, устроенные таким образом, чтобы размещать в себе "герметизированные" корпуса капсул (то есть корпуса с выполненными на них инжекционным формованием герметизирующими компонентами). Между этими областями расположены многокоординатные роботы (684), (685), имеющие компоновку с, по меньшей мере, тремя направлениями движения для того, чтобы, соответственно: a) выгружать герметизированные корпуса заданной модели одновременно из полных инжекционных сторон, b) транспортировать герметизированные корпуса заданной сетки в области (682), (683) складирования корпусов, c) вынимать "голые" корпуса заданной сетки одновременно из области (680), (681) загрузки и d) транспортировать и помещать их в пустые полости инжекционных сторон, перемещенных так, чтобы быть обращенными к средствам складирования и транспортировки.
Многокоординатные роботы (684), (685) могут содержать индивидуальные средства присасывания, например средства присасывания с использованием вакуума, для захвата, транспортировки и освобождения всех корпусов одновременно.
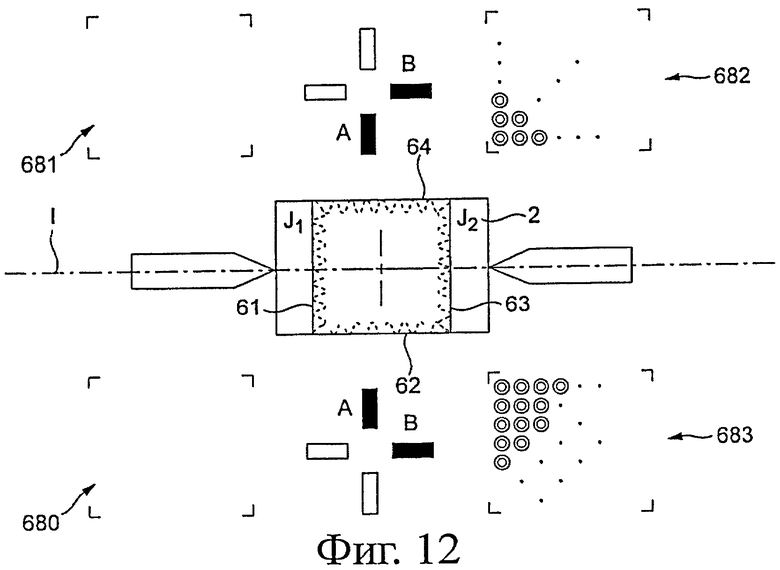
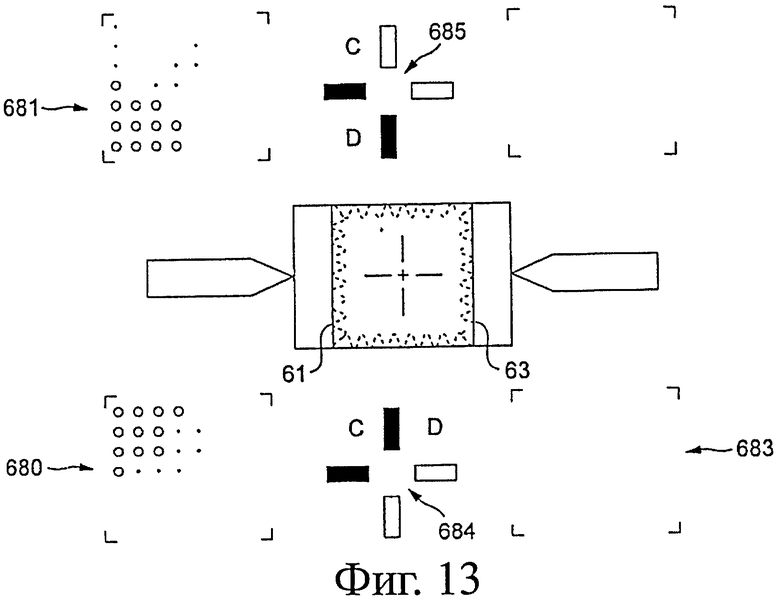
Фиг.12 иллюстрирует цикл инжекционного формования двух партий сеток J1, J2, инжекционное формование которых осуществляется одновременно. Другие операции загрузки/выгрузки могут проводиться одновременно во время инжекционного формования на этих сторонах (61), (63). На этапе A роботизированные средства вынимают герметизированные корпуса из полных сторон (62), (63). На этапе В роботизированные средства затем транспортируют и выгружают герметизированные корпуса в области (682), (683) выгрузки. На этапе С роботизированные средства берут новую ожидающую сетку "голых" корпусов капсулы (например, 49 корпусов, расположенных в сетке квадратов 7×7) из областей (680), (681) складирования корпусов. Затем на этапе D, показанном на фиг.13, роботизированные средства транспортируют и загружают захваченные партии "голых" корпусов в пустые инжекционные стороны (62), (64) кубического компонента (60) пресс-формы. Этапы A-D могут быть осуществлены в то время, когда в двух других партиях корпусов на двух смежных сторонах (61), (63) осуществляется инжекционное формование герметизирующих компонентов. Следовательно, может быть достигнута намного более высокая производительность, поскольку почти каждые приблизительно 10 секунд может осуществляться инжекционное формование герметизирующих компонентов в двух партиях по 49 корпусов (а значит, в сумме 98 корпусов).
Система инжекционной установки, показанная на Фигурах с 11 по 13, может быть упрощена, образуя только одну станцию загрузки/выгрузки только с одной охватываемой пресс-формой для инжекционного формования.
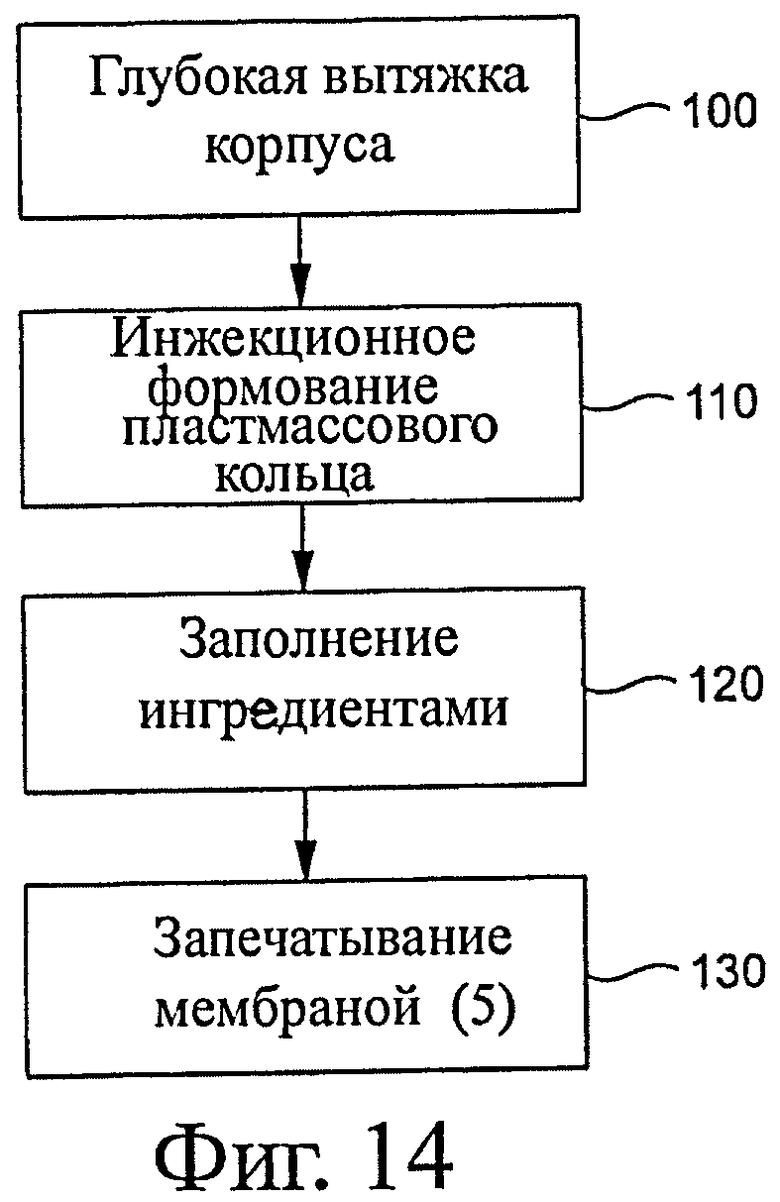
Как проиллюстрировано на фиг.14, способ включает в себя один или более этапов (100) глубокой вытяжки корпуса капсулы, инжекционного формования (110) герметизирующего компонента (или "кольца"). На следующем этапе (120) корпус заполняют пищевыми ингредиентами, и, наконец, на этапе (130) на внешнюю грань поддерживающего участка (60) фланцеобразного обода приваривают, например посредством сварки нагревом или ультразвуковой сварки, мембрану (5). В любой соответствующий момент во время производственного процесса могут быть предусмотрены дополнительные этапы, такие как размещение и закрепление фильтров внутри корпуса и/или мембраны (5) до или после глубокой вытяжки корпуса.
Настоящее изобретение охватывает и другие возможные варианты. Например, герметизирующий компонент может быть образован из двух или больше инжекционных материалов, имеющих различную твердость. Например, на корпусе сначала может быть получен инжекционным формованием внутренний слой из первого материала. Затем на этом внутреннем слое может быть поверх него сформован наружный слой из второго материала, более мягкого, чем материал внутреннего слоя. Внутренний слой может присутствовать для того, чтобы улучшить сцепление для второго материала. Внешний материал может быть более мягким для того, чтобы уменьшить закрывающие усилия, необходимые для закрывания охватывающих компонентов производящего напиток устройства на капсуле.
В другом возможном варианте, проиллюстрированном на фиг.15, корпус капсулы может быть образован из пластмассы. Предпочтительно, чтобы корпус также был получен инжекционным формованием. Таким образом, инжекционное формование корпуса и герметизирующего компонента может быть осуществлено совместно (этап 140). Корпус может быть из пластмассы с более высоким модулем Юнга, чем у герметизирующего компонента, но эти два материала должны быть совместимы в том, чтобы склеиваться друг с другом. Примером подходящего материала для корпуса и герметизирующего компонента является ТРЕ (Термопластичный эластомер). Корпус также может быть снабжен выполненными инжекционным формованием комбинированными слоями, содержащими один или более слоев - газовых барьеров, таких как EVOH (Сополимер этилена - винилового спирта), который вводится между внутренним и наружным слоями, выполненными из TPE.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАПСУЛА ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКА С ПРИКРЕПЛЕННЫМ К НЕЙ ГЕРМЕТИЗИРУЮЩИМ КОМПОНЕНТОМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2424169C2 |
| СПОСОБ НАНЕСЕНИЯ ЖИДКОГО ГЕРМЕТИЗИРУЮЩЕГО ЭЛАСТОМЕРА НА КАПСУЛУ | 2009 |
|
RU2511367C2 |
| КАПСУЛА И СИСТЕМА ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКА ПУТЕМ ЦЕНТРИФУГИРОВАНИЯ В УСТРОЙСТВЕ ДЛЯ ПРОИЗВОДСТВА НАПИТКОВ | 2011 |
|
RU2570778C2 |
| КАПСУЛА ДЛЯ ИСПОЛЬЗОВАНИЯ В АППАРАТЕ ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКОВ | 2016 |
|
RU2699455C2 |
| КАПСУЛА С ВНЕШНИМ УПЛОТНИТЕЛЬНЫМ МАТЕРИАЛОМ, НАХОДЯЩИМСЯ ПОД НАЖИМОМ ТЕКУЧЕЙ СРЕДЫ | 2007 |
|
RU2431441C2 |
| КАПСУЛА, СИСТЕМА И СПОСОБ ПРИГОТОВЛЕНИЯ ЗАДАННОГО КОЛИЧЕСТВА НАПИТКА, ПРИГОДНОГО К УПОТРЕБЛЕНИЮ | 2014 |
|
RU2617098C2 |
| КАПСУЛА ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКОВ | 2014 |
|
RU2665456C2 |
| КАПСУЛА, СИСТЕМА И СПОСОБ ПРИГОТОВЛЕНИЯ ЗАДАННОГО КОЛИЧЕСТВА НАПИТКА, ПРИГОДНОГО К УПОТРЕБЛЕНИЮ | 2017 |
|
RU2678375C2 |
| КАПСУЛА, СИСТЕМА И СПОСОБ ПРИГОТОВЛЕНИЯ ЗАДАННОГО КОЛИЧЕСТВА НАПИТКА, ПРИГОДНОГО К УПОТРЕБЛЕНИЮ | 2009 |
|
RU2536680C2 |
| КАПСУЛА, СИСТЕМА И СПОСОБ ПРИГОТОВЛЕНИЯ ЗАДАННОГО КОЛИЧЕСТВА НАПИТКА, ПРИГОДНОГО К УПОТРЕБЛЕНИЮ | 2019 |
|
RU2791473C2 |
Способ изготовления капсулы (1), вмещающей ингредиенты напитка, предназначенной для введения в производящее напиток устройство, в котором жидкость под давлением поступает в капсулу для того, чтобы взаимодействовать с ингредиентами в капсуле и выводить из капсулы напиток. Капсула содержит корпус (4) с прикрепленным к нему герметизирующим компонентом (8). Способ содержит этап, на котором на корпус (4) с основной полостью инжектируют, по меньшей мере, один герметизирующий материал методом инжекционного формования на, по меньшей мере, участок внешней поверхности корпуса (4) для того, чтобы сформовать герметизирующий компонент (8). Последний герметически прикреплен к корпусу (4). Заполняют полость корпуса капсулы пищевыми ингредиентами и непроницаемо закрывают полость мембраной (5). Это обеспечивает закрытую капсулу, содержащую пищевые ингредиенты, например кофе, и создает улучшенные условия герметизации между капсулой и герметизирующим компонентом, чтобы обеспечить водонепроницаемость между герметизирующим компонентом и остальной областью капсулы. 40 з.п. ф-лы, 15 ил.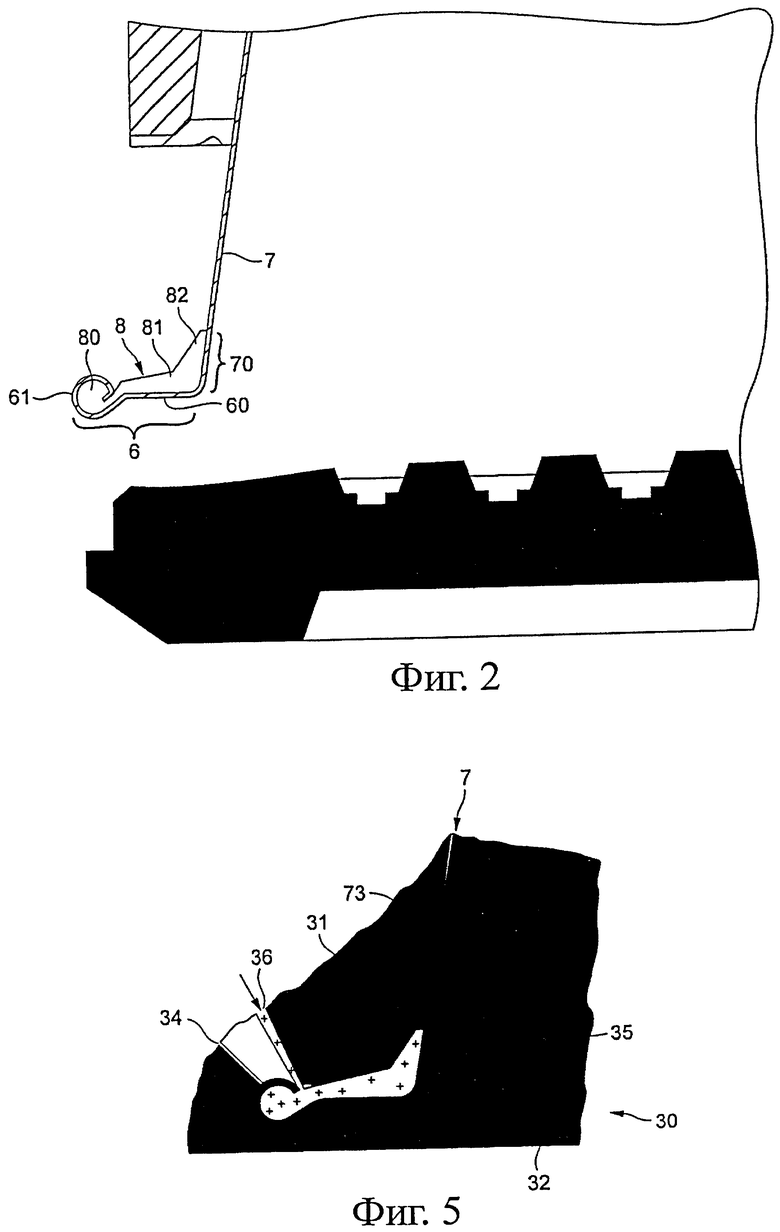
1. Способ нанесения герметизирующего компонента на корпус (4) капсулы (1), содержащей ингредиенты напитка и предназначенной для установки в устройство для приготовления напитка, в котором жидкость под давлением вводится в капсулу для взаимодействия с ингредиентами напитка, и напиток выводится из капсулы, при этом герметизирующий компонент располагают таким образом, чтобы создавать герметизирующий контакт, по меньшей мере, с соответствующей поверхностью устройства для производства напитка, характеризующийся тем, что он включает этап, на котором, по меньшей мере, на один участок внешней поверхности корпуса (4) методом инжекционного формования инжектируют, по меньшей мере, один герметизирующий материал для образования герметизирующего компонента (8), герметически прикрепленного к корпусу (4), при этом корпус (4) выполняют с фланцеобразным ободом (6), на который инжектируют герметизирующий компонент (8).
2. Способ по п.1, отличающийся тем, что инжектируемый материал для герметизирующего компонента (8) отличается от материала, из которого выполнен корпус (4).
3. Способ по п.2, отличающийся тем, что инжектируемый материал для герметизирующего компонента (8) является более мягким, чем материал, из которого выполнен корпус (4).
4. Способ по п.2, отличающийся тем, что фланцеобразный обод (6) содержит крепежный участок (61) и поддерживающий участок (60); при этом на этапе инжектирования осуществляется инжекционное формование герметизирующего компонента (8) как на крепежном участке (61), так и на поддерживающем участке (60).
5. Способ по п.4, отличающийся тем, что крепежный участок выполнен в виде частично закрученного участка, содержащего отверстие для затекания инжектируемого материала в закрученный участок.
6. Способ по любому из пп.1-5, отличающийся тем, что инжекцию производят под давлением, составляющим приблизительно от 500 до 2000 бар в течение менее чем примерно секунды.
7. Способ по любому из пп.1-5, отличающийся тем, что после инжектирования корпус (4) с выполненным на нем методом инжекционного формования герметизирующим компонентом охлаждают в течение нескольких секунд в пресс-формах (31, 32) для инжекционного формования.
8. Способ по п.6, отличающийся тем, что после инжектирования корпус (4) с выполненным на нем методом инжекционного формования герметизирующим компонентом охлаждают в течение нескольких секунд в пресс-формах (31, 32) для инжекционного формования.
9. Способ по любому из пп.1-5, 8, отличающийся тем, что инжектируемый материал представляет собой термопластичный эластомер.
10. Способ по п.6, отличающийся тем, что инжектируемый материал представляет собой термопластичный эластомер.
11. Способ по п.7, отличающийся тем, что инжектируемый материал представляет собой термопластичный эластомер.
12. Способ по любому из пп.1-5, 8, 10, 11, отличающийся тем, что корпус (4) капсулы формируют с помощью глубокой вытяжки металлического или металлопластикового листа.
13. Способ по п.6, отличающийся тем, что корпус (4) капсулы формируют с помощью глубокой вытяжки металлического или металлопластикового листа.
14. Способ по п.7, отличающийся тем, что корпус (4) капсулы формируют с помощью глубокой вытяжки металлического или металлопластикового листа.
15. Способ по п.9, отличающийся тем, что корпус (4) капсулы формируют с помощью глубокой вытяжки металлического или металлопластикового листа.
16. Способ по любому из пп.13-15, отличающийся тем, что корпус (4) капсулы содержит алюминий.
17. Способ по п.12, отличающийся тем, что корпус (4) капсулы содержит алюминий.
18. Способ по любому из пп.13-15, 17, отличающийся тем, что осуществляют, по меньшей мере, одну локальную деформацию (71, 72) боковой стенки (7) корпуса, образующую крепежные средства для герметизирующего компонента (8).
19. Способ по п.12, отличающийся тем, что осуществляют, по меньшей мере, одну локальную деформацию (71, 72) боковой стенки (7) корпуса, образующую крепежные средства для герметизирующего компонента (8).
20. Способ по п.16, отличающийся тем, что осуществляют, по меньшей мере, одну локальную деформацию (71, 72) боковой стенки (7) корпуса, образующую крепежные средства для герметизирующего компонента (8).
21. Способ по любому из пп.19 и 20, отличающийся тем, что, по меньшей мере, одну локальную деформацию (71, 72) выполняют во время инжекционного формования или во время охлаждения герметизирующего компонента (8).
22. Способ по п.18, отличающийся тем, что, по меньшей мере, одну локальную деформацию (71, 72) выполняют во время инжекционного формования или во время охлаждения герметизирующего компонента (8).
23. Способ по любому из пп.19 и 20, отличающийся тем, что, по меньшей мере, одну локальную деформацию (71, 72) выполняют путем глубокой вытяжки.
24. Способ по п.18, отличающийся тем, что, по меньшей мере, одну локальную деформацию (71, 72) выполняют путем глубокой вытяжки.
25. Способ по любому из пп.1-5, 8, 10, 11, отличающийся тем, что корпус (4) изготавливают путем инжекционного формования.
26. Способ по п.6, отличающийся тем, что корпус (4) изготавливают путем инжекционного формования.
27. Способ по п.7, отличающийся тем, что корпус (4) изготавливают путем инжекционного формования.
28. Способ по п.9, отличающийся тем, что корпус (4) изготавливают путем инжекционного формования.
29. Способ по любому из пп.26-28, отличающийся тем, что осуществляют совместное инжекционное формование корпуса (4) с герметизирующим компонентом (8).
30. Способ по п.25, отличающийся тем, что осуществляют совместное инжекционное формование корпуса (4) с герметизирующим компонентом (8).
31. Способ по любому из пп.1-5, 10, 11, 13-15, 17, 19, 20, 22, 24, 26-28, 30, отличающийся тем, что включает в себя этап, на котором к корпусу (4) приваривают мембрану (5) для его герметичного закрытия.
32. Способ по п.6, отличающийся тем, что включает в себя этап, на котором к корпусу (4) приваривают мембрану (5) для его герметичного закрытия.
33. Способ по п.7, отличающийся тем, что включает в себя этап, на котором к корпусу (4) приваривают мембрану (5) для его герметичного закрытия.
34. Способ по п.9, отличающийся тем, что включает в себя этап, на котором к корпусу (4) приваривают мембрану (5) для его герметичного закрытия.
35. Способ по п.12, отличающийся тем, что включает в себя этап, на котором к корпусу (4) приваривают мембрану (5) для его герметичного закрытия.
36. Способ по п.16, отличающийся тем, что включает в себя этап, на котором к корпусу (4) приваривают мембрану (5) для его герметичного закрытия.
37. Способ по п.18, отличающийся тем, что включает в себя этап, на котором к корпусу (4) приваривают мембрану (5) для его герметичного закрытия.
38. Способ по п.21, отличающийся тем, что включает в себя этап, на котором к корпусу (4) приваривают мембрану (5) для его герметичного закрытия.
39. Способ по п.23, отличающийся тем, что включает в себя этап, на котором к корпусу (4) приваривают мембрану (5) для его герметичного закрытия.
40. Способ по п.25, отличающийся тем, что включает в себя этап, на котором к корпусу (4) приваривают мембрану (5) для его герметичного закрытия.
41. Способ по п.29, отличающийся тем, что включает в себя этап, на котором к корпусу (4) приваривают мембрану (5) для его герметичного закрытия.
| Устройство для определения скорости движения изображения | 1985 |
|
SU1247756A1 |
| СПОСОБ ДИАГНОСТИКИ ГНОЙНОГО ХОЛАНГИТА У БОЛЬНЫХ МЕХАНИЧЕСКОЙ ЖЕЛТУХОЙ С УСТАНОВЛЕНИЕМ ОПТИМАЛЬНОЙ ХИРУРГИЧЕСКОЙ ТАКТИКИ | 2016 |
|
RU2617389C1 |
| US 2004262322 A1, 30.12.2004 | |||
| US 4351629 A, 28.09.1982 | |||
| DE 10204505 A1, 04.09.2003 | |||
| ПОРЦИОННАЯ КАПСУЛА С ЭКСТРАГИРУЕМЫМ ВОДОЙ ВЕЩЕСТВОМ В ВИДЕ ЧАСТИЦ ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКА | 2003 |
|
RU2243934C2 |

