Изобретение относится к способу оценки и обеспечения теплового гигиенического действия на посуду в посудомоечной машине во время процесса очистки.
Область техники, к которой относится изобретение
Для мойки посуды в настоящее время в промышленности применяют наряду с однокамерными посудомоечными машинами также посудомоечные машины с несколькими баками, в которых подлежащая мойке посуда транспортируется с помощью транспортировочного устройства через различные зоны посудомоечной машины. Посудомоечные машины с несколькими баками содержат, как правило, по меньшей мере, одну промывочную зону, по меньшей мере, одну зону ополаскивания, а также, факультативно, одну зону сушки. Посудомоечные машины с несколькими баками, в которых подлежащая мойке посуда проходит через различные зоны обработки, выполнены, как правило, в виде машин с ленточной транспортировкой или в виде машин с корзинной транспортировкой. Оба варианта выполнения общим имеют то, что посуда с помощью транспортировочного средства непрерывно транспортируется через отдельные обрабатывающие зоны. Отдельные обрабатывающие зоны выполнены обычно в виде камер, которые содержат отверстия в направлении транспортировки транспортировочного устройства, через которые подлежащая мойке посуда транспортируется с помощью транспортировочного устройства.
Предшествующий уровень техники
Для начала работы посудомоечной машины с несколькими баками заполняют бак для промывочной воды промывочной зоны свежей водой и нагревают до предварительно установленной температуры промывочного бака. Затем добавляют в промывочную воду моющее средство. Если несколько промывочных зон расположены друг за другом, то эта операция осуществляется аналогичным образом для всех зон. Обычно промывочная зона имеет насос для циркуляции промывочной воды, который всасывает промывочную воду из бака для промывочной воды и с помощью находящейся в промывочной зоне разбрызгивающей системы разбрызгивает на посуду для удаления прилипшей к посуде грязи. Затем промывочная вода стекает вместе с отмытой грязью снова обратно в бак для промывочной воды. При этом с помощью системы сит из промывочной воды отфильтровывается смытая грязь.
В зоне ополаскивания смываются остатки моющего средства и остатки грязи, которые находятся незакрепленно на посуде, горячей свежей водой, которая разбрызгивается с помощью соответствующей разбрызгивающей системы. В некоторых вариантах выполнения многокамерных посудомоечных машин ополаскивающая вода после первого использования подается в бак ополаскивания и с помощью насоса и другой разбрызгивающей системы повторно разбрызгивается на подлежащую чистке посуду. Эта стадия способа осуществляется во времени перед ополаскиванием посуды свежей водой. Затем свежая вода, соответственно ополаскивающая вода, подается частично в бак для промывочной воды для разбавления находящихся в баке для промывочной воды составляющих пищевых остатков. После этого подлежащая мытью посуда перемещается в последующую, если таковая предусмотрена, зону сушки, в которой посуда сушится.
Качество очистки в значительной мере зависит от технологических факторов, таких как концентрация моющего средства, контактное время подлежащей очистке посуды от первого контакта с промывочной водой до выхода из зоны ополаскивания, механические свойства разбрызгивающих систем, соответственно, разбрызгивающих струй в зоне промывки, и температуры в отдельных зонах промывки. Для технологических параметров концентрация моющего средства, контактное время подлежащей очистке посуды от первого контакта с промывочной водой до выхода из зоны ополаскивания, механические свойства разбрызгивающих систем, соответственно разбрызгивающих струй в зоне промывки и температуры в отдельных зонах промывки известны способы их определения. В частности, концентрацию моющего средства обычно определяют через проводимость промывочной жидкости. Контактное время выводят из скорости транспортировки транспортировочного устройства, и механические параметры промывки определяют с помощью давления циркуляционного насоса и выполнения форсунок разбрызгивающей системы в соответствующей промывочной зоне. Температуру промывочной воды в отдельных зонах обработки измеряют с помощью датчиков температуры. За счет охлаждения промывочной воды после ее выхода из разбрызгивающих форсунок разбрызгивающей системы температура, достигаемая на поверхности подлежащей очистке посуды, не идентична с температурой промывочной воды. Однако для уменьшения количества микроорганизмов на поверхности подлежащей очистке посуды решающее влияние оказывает как раз эта температура, которая достигается на поверхности подлежащей очистке посуды в отдельных зонах обработки, а также время, в течение которого эти температуры воздействуют на подлежащую мойке посуду. Воздействие определенной температуры на поверхность подлежащей мойке посуды в течение определенного времени называется или может называться тепловым эквивалентом.
Взаимосвязь температуры и времени с уменьшением количества микроорганизмов является, помимо прочего, основой инструкций и норм, которые должны обеспечивать очищающий эффект в посудомоечных машинах. На основании испытаний, которые были проведены с посудомоечными машинами с несколькими баками с целью задания технологических параметров, при которых достигается надежная гигиеническая обработка посуды, в стандарте DIN 10510 С.3 задан способ, который дает рекомендации относительно температуры, концентрации моющего средства и длительности между первым контактом подлежащей очистке посуды с промывочной жидкостью первой промывочной зоны до покидания зоны ополаскивания, с которыми должна работать указанная многокамерная посудомоечная машина в отдельных технологических зонах, для обеспечения при эксплуатации пользователем требуемого уменьшения количества микроорганизмов. Основой этого стандарта является уменьшение количества микроорганизмов загрязненных заданным образом испытательных тел после процесса чистки с помощью так называемых контактных исследований. В качестве испытательной бактерии, соответственно, микроорганизма в этом тесте применяют E.faecium ATCC 6057.
Проверка гигиенической безопасности посудомоечных машин с несколькими баками у конечного получателя осуществляется с помощью контактного исследования и определения количества микроорганизмов в промывочной воде последнего промывочного бака. Однако недостатком является то обстоятельство, что проверку уменьшения числа микроорганизмов пользователем на месте можно осуществлять лишь с большими затратами. Другим недостатком этого стандарта является то, что одинаковое уменьшение количества микроорганизмов может быть достигнуто, например, также при более коротком времени контакта, но при более высоких температурах в отдельных зонах обработки. Однако этого данный стандарт не предусматривает.
В США взаимосвязь температуры и времени с уменьшением количества микроорганизмов описана в относящемся к способу стандарте NSF3. Основой этого стандарта является определенное с помощью испытаний уменьшение числа туберкулезных бактерий за счет воздействия температуры во времени. При этом воздействие температуры во времени обозначено как «тепловой эквивалент». Количество тепловых эквивалентов в секунду в зависимости от температуры сведено в этом способе в таблицу. На основании этой таблицы для посудомоечных машин задаются минимальная температура для промывочной воды зоны промывки, а также зоны ополаскивания, которые должны достигаться в машине для обеспечения требуемого этим стандартом уменьшения числа бактерий. Для изготовителя посудомоечных машин это означает, что указанные температуры на заводе-изготовителе задаются неизменными в управляющее устройство соответствующей посудомоечной машины, и что при работе этой посудомоечной машины с несколькими баками у пользователя эти температуры должны действительно выдерживаться. При испытании посудомоечной машины в соответствии с данным способом на тарелку помещают датчик температуры. Затем тарелку в заданном положении помещают в транспортировочное устройство посудомоечной машины и транспортируют через отдельные технологические зоны посудомоечной машины с несколькими баками. При этом во время процесса очистки записывают температуры. По изменению температур во время транспортировки посуды через посудомоечную машину определяют на основе указанной выше таблицы действующие во всем процессе очистки тепловые эквиваленты. Проверку необходимо проводить для трех различных положений тарелки в корзине для посуды или на транспортерной ленте. Для выполнения требуемого уменьшения числа бактерий необходимо достигать, согласно этому стандарту, по меньшей мере, 3600 тепловых эквивалентов при каждом положении тарелки. Преимуществом этого способа является то, что он позволяет относительно небольшими затратами проводить на месте у пользователя проверку качества работы посудомоечной машины с несколькими баками, осуществляющей тепловую гигиеническую обработку. Другое преимущество состоит в том, что результат получают сразу после измерения и тем самым можно сразу делать заключение о качестве процесса мойки.
Однако недостатком этого способа при эксплуатации машины является то, что, исходя из температур промывочной воды отдельных зон обработки, необходимо делать заключение о воздействующих на посуду в процессе промывки тепловых эквивалентов, а не определяются действительно воздействующие на посуду тепловые эквиваленты.
В области чистящих и дезинфицирующих приборов в нормативе prEN ISO 15883-1 приведено описание способа, в котором для оценки гигиенического воздействия также используют взаимосвязь между уменьшением количества микроорганизмов и температурой во времени. Эта взаимосвязь обозначена как величина А0, и она также представлена в виде таблицы или может рассчитываться из математической формулы. При этом подробное описание этой величины А0 приведено в приложении А этого стандарта, и она определена как временной эквивалент в секундах при температуре 80°С, при котором обеспечивается заданное дезинфицирующее действие и который по смыслу соответствует тепловым эквивалентам стандарта NSF3, однако на основе другого испытуемого микроорганизма. Применяемый в этом способе испытуемый микроорганизм является Enterococcus Faetium. При этом и в этом случае задается величина, достигающая, по меньшей мере, величины А0 нa каждом участке промывочной камеры моющего/дезинфицирующего прибора. Однако этот способ еще не применялся в Европе для оценки бытовых посудомоечных машин.
Недостаток указанных выше способов и стандартов, используемых для обеспечения требуемого качества очистки при тепловой гигиенической обработке в посудомоечной машине с несколькими баками, состоит в том, что параметры процесса при работе посудомоечной машины заданы неизменными. Это относится в большей степени к температурам в промывочной зоне и в зоне ополаскивания. При выборе нескольких программ или скоростей транспортировки посудомоечную машину с несколькими баками выполняют для работы в наиболее тяжелом режиме, как правило, соответствующем наибольшей скорости транспортировки. Тот факт, что для посудомоечной машины с несколькими баками не известен неизменный способ для реально воздействующих на посуду тепловых эквивалентов, который был бы заложен в ее концепцию и который был бы связан с управлением посудомоечной машины и управлял промывочным процессом, приводит к тому, что посудомоечную машину с несколькими баками нельзя оптимально согласовывать с реально имеющимся промывочным процессом, соответственно, с промывочной программой. Другой недостаток известного уровня техники состоит в том, что нельзя измерять на практике передаваемые на посуду тепловые эквиваленты, а лишь принимается, что при заданных стандартом или способом параметрах процесса достигается требуемое уменьшение количества микроорганизмов.
В ЕР 1196650 В1 раскрыт способ для контролирования процесса промывки. При этом на транспортерную ленту промышленной посудомоечной машины помещают беспроводное контрольное устройство, которое движется вместе с лентой. Измеренные данные записываются в контрольном блоке. С помощью этого устройства можно записывать температуры в отдельных промывочных зонах и в дальнейшем производить их оценку. После этого можно определять тепловые эквиваленты, которые передаются на подлежащую мытью посуду на основании измеренных температур. Отличие от записи температур в соответствии со стандартным способом NSF3 состоит в том, что измерение температур осуществляется беспроводным образом. Однако известное из ЕР 1196650 В1 устройство действует в отношении измеренных температур процесса аналогично методики, производимой в соответствии со стандартом NSF3 только лишь для их контролирования, но не производит оценку управления посудомоечной машиной и, соответственно, не служит для непосредственного управления параметрами процесса посудомоечной машины с несколькими баками.
В DE 19608036 С5 раскрыта возможность регулирования количества воды ополаскивания в прямой зависимости от скорости транспортировки транспортерного устройства посудомоечной машины с несколькими баками. Зависимость количества воды ополаскивания от реально передаваемых на посуду тепловых эквивалентов в DE 19608036 С5 не раскрыта.
Сущность изобретения
Задачей данного изобретения является разработка способа определения передаваемых на подлежащую очистке посуду тепловых эквивалентов с целью исключения указанных выше недостатков известного уровня техники и увеличения надежности процесса теплового гигиенического воздействия.
Данная задача решается с помощью признаков пункта 1 формулы настоящего изобретения.
В соответствии с предлагаемым изобретением предлагается способ оценки и обеспечения теплового гигиенического действия в посудомоечной машине с несколькими баками, в которой расположен, по меньшей мере, один датчик, который передает температуру внутри, по меньшей мере, одной зоны обработки в устройство управления машиной, в частности устройство управления посудомоечной машины с несколькими баками. При этом способ содержит следующие этапы:
а) измеряют температуру внутри, по меньшей мере, одной зоны обработки с помощью датчика;
b) определяют, по меньшей мере, внутри одной зоны обработки порцию подводимого тепла, сообщенную подлежащей очистке посуде на основании определенной на этапе а) температуры,
c) сравнивают сообщаемую, по меньшей мере, внутри одной зоны обработки порцию подводимого тепла с заданной порцией тепла и
d) на основе проведенного на этапе с) сравнения порций тепла изменяют скорость транспортировки посуды или температуру, по меньшей мере, одного воздействующего на подвод тепла параметра способа в качестве регулирующей переменной в контуре регулирования, по меньшей мере, одной из зон обработки.
На этапе с) предлагаемого, согласно изобретению, способа определяют, соответствует ли подвод тепла, по меньшей мере, в одной зоне обработки заданному подводу тепла, превышает заданный подвод тепла или не достигает заданного подвода тепла.
В зависимости от результата этого сравнения и при необходимости в зависимости от других относящихся к результату промывки параметров при превышении заданного подвода тепла, например, повышают скорость транспортировки посуды, которая служит в качестве регулирующей переменной для регулировочного контура, так что транспортируемая через соответствующую зону обработки посудомоечной машины с несколькими баками посуда транспортируется быстрее через эту зону. В качестве альтернативного решения к повышению скорости транспортировки через соответствующую зону обработки посудомоечной машины можно при превышении заданного подвода тепла осуществлять уменьшение температуры, по меньшей мере, в одной нагреваемой зоне обработки или же уменьшение температуры в последующей зоне обработки для компенсации повышенного ввода тепла в предыдущей зоне обработки. Наряду с этим можно также понижать температуру в уже пройденной посудой зоне обработки, что обеспечивает возможность экономии энергии для нагревания, по меньшей мере, одной зоны обработки, и прогнозирование работы посудомоечной машины, которая является максимально эффективной в плане потребления энергии.
Если же будет установлено, что заданный подвод тепла превышает осуществленный подвод тепла, по меньшей мере, в одной из зон обработки, то можно с помощью управляющего устройства машины уменьшать скорость транспортировки посуды, по меньшей мере, через соответствующую зону обработки. С другой стороны, при выполнении указанного выше критерия, т.е. когда реально осуществленный подвод тепла меньше заданного, можно останавливать прохождение посуды через зону обработки посудомоечной машины с несколькими баками и/или регистрировать это состояние на дисплее посудомоечной машины с тем, чтобы оператор мог принять соответствующие меры. Кроме того, несмотря на то, что фактически осуществленный подвод тепла меньше заданного, по меньшей мере, в одной зоне посудомоечной машины с несколькими баками, этот факт можно только регистрировать и не принимать никаких мер, а лишь обеспечивать непрерывный контроль подвода тепла к соответствующим нагреваемым зонам обработки посудомоечной машины с несколькими баками. Непрерывный контроль подвода тепла в нагреваемых зонах обработки можно также выполнять тогда, когда будет установлено, что фактически осуществленный подвод тепла превышает заданный.
Измерение температуры, по меньшей мере, в одной зоне обработки посудомоечной машины с несколькими баками можно осуществлять с помощью датчика, который во время транспортировки посуды через посудомоечную машину перемещается вместе с посудой и расположен, например, на корзине для посуды, на непрерывно транспортирующей посуду через посудомоечную машину ленте или т.п. и передает значение преобладающей в соответствующих зонах обработки температуры θ1…n в управляющее устройство машины. Наряду с движущимся непрерывно во время транспортировки посуды через посудомоечную машину датчика, можно измерять температуру в отдельных зонах обработки посудомоечной машины с помощью стационарно расположенных в зонах обработки датчиков и передавать в управляющее устройство машины, в котором выполняется расчет фактически подведенного тепла в зонах обработки. При этом не имеет значения, установлен ли измеряющий отдельные температуры, по меньшей мере, одной зоны обработки датчик подвижно или стационарно, решающим является то, что расположенный стационарно или подвижно датчик передает отдельно измеренные, по меньшей мере, в одной зоне обработки значения температур в управляющее устройство посудомоечной машины. В управляющем устройстве машины можно при вычислении фактически подведенного тепла в одной или нескольких пройденных или подлежащих прохождению зон обработки можно учитывать проходимый в соответствующей зоне обработки путь транспортировки посуды с учетом скорости транспортировки.
В управляющем устройстве машины можно также определять на основе переданных подвижным или стационарным датчиком величин температуры фактический подвод тепла в соответствующей зоне обработки в зависимости от времени пребывания посуды в соответствующей зоне обработки.
В управляющем устройстве посудомоечной машины с несколькими баками заданные величины подвода тепла вводятся в общую систему посудомоечной машины для обеспечения гигиенического эффекта, например, либо на основе тепловых эквивалентов HUE стандарта NSF3 или на основе величин А0 норматива EN 15883-1, приложение 1, либо на основе произвольно заданного соотношения между температурой θ и соответствующими тепловыми эквивалентами. С вышеуказанными введенными в управляющее устройство машины данными и вытекающими из них величинами заданного подвода тепла в посуду сравнивается фактический, по меньшей мере, в одной зоне обработки посудомоечной машины с несколькими баками, воздействующий на посуду подвод тепла.
Предпочтительно, чтобы в случае, когда фактическое значение подводимого тепла не достигает заданного значения, скорость транспортировки посуды через одну из зон обработки обнулялась, т.е. транспортировка посуды через посудомоечную машину прекращалась. За счет этого обеспечивается более длительное время пребывания посуды, по меньшей мере, в одной из зон обработки посудомоечной машины с возрастанием фактического подвода тепла.
При практическом выполнении предложенного, согласно изобретению, способа можно в зависимости от результата сравнения между фактическим и заданным подводом тепла, по меньшей мере, в одной, предпочтительно нескольких зонах обработки посудомоечной машины изменять подаваемый, например, в зону ополаскивания поток свежей воды относительно объемного потока, т.е. увеличивать или уменьшать, или изменять температуру вводимой в зону ополаскивания свежей воды для регулировки фактически подводимого тепла. Предпочтительно также увеличивать или уменьшать объемный поток циркулирующей внутри насосной зоны ополаскивания посудомоечной машины воды. По меньшей мере, в одной предыдущей насосной зоне ополаскивания или зоне ополаскивания свежей водой промывочной зоне посудомоечной машины с несколькими баками можно также в зависимости от результата сравнения между фактическим и заданным значением подвода тепла и изменять, например, нагревательную мощность установленных в баках, соответствующих промывочным зонам, нагревательных элементов. В зоне сушки посудомоечной машины с несколькими баками, которая, как правило, расположена после зоны ополаскивания свежей водой, можно для изменения, т.е. увеличения или уменьшения фактического подвода тепла, изменять температуру обдувающего посуду сушильного воздуха, т.е. повышать или понижать его температуру. Предпочтительно также осуществлять дополнительный подвод тепла, по меньшей мере, в одну из зон обработки посудомоечной машины с несколькими баками с помощью инфракрасного излучателя, который предпочтительно расположен в сушильной зоне или после нее, в направлении транспортировки посуды. Тем самым обеспечивается дополнительная возможность влияния на осуществленный во всей системе посудомоечной машины с несколькими баками подвод тепла даже в случае, когда посудой пройдены расположенные перед сушильной зоной зоны обработки. В качестве альтернативного решения к дополнительному подводу тепла с помощью инфракрасного излучателя можно осуществлять электромагнитное облучение посуды или облучение микроволновыми, короткими или длинными волнами.
На основании имеющихся в управляющем устройстве посудомоечной машины температурных данных, которые передаются в него с помощью подвижного или стационарного, относящегося, по меньшей мере, к одной из зон обработки датчика, можно осуществлять согласование температуры в одной из уже пройденных посудой зон обработки и/или осуществлять прогнозирование ввода тепла на основания экстраполяции величин температуры последующей, в направлении транспортировки, зоне обработки. Если датчик для измерения преобладающей, по меньшей мере, в одной зоне обработки температуры выполнен в виде перемещаемого вместе с посудой датчика, то можно выполнять коррекцию температуры в зоне транспортировки или коррекцию температуры, по меньшей мере, в одном соответствующем зоне обработки баке по определенному алгоритму. Если измерение температуры, по меньшей мере, в одной из зон обработки осуществляется с помощью неподвижно расположенного в ней датчика, то можно выполнять измерение температуры, по меньшей мере, в одной из зон обработки или же осуществлять изменение имеющегося, по меньшей мере, в одной из зон обработки температурного градиента.
При измерении температуры с помощью, по меньшей мере, одного расположенного, по меньшей мере, в одной из зон обработки стационарного датчика можно осуществлять согласование температуры в уже пройденной посудой зоне обработки и/или осуществлять прогнозирование ввода тепла на основании экстраполяции величин температуры в последующих при рассматривании в направлении транспортировки зонах обработки.
Предпочтительно также обеспечивать активный контроль в посудомоечной машине с несколькими баками за гигиеническим состоянием подлежащей очистке в ней посуды и, например, при нерегулярностях в режиме промывки, таких как, например, введение подлежащей промывке посуды с различными теплоемкостями и связанное с этим изменение потребности в энергии, или введение холодной воды с помощью управляющего устройства машины, осуществлять соответствующие меры, такие как указанные выше уменьшение или увеличение скорости транспортировки транспортерного устройства. Кроме того, с помощью предложенного, согласно изобретению, способа можно при работе у конечного пользователя посудомоечной машины с несколькими баками обеспечивать эффективную с точки зрения соблюдения гигиенических требований работу посудомоечной машины, без активного введения, например, приведенных в рамках указанных выше стандартов штаммов бактерий в посудомоечную машину с несколькими баками.
Кроме того, предложенный, согласно изобретению, способ позволяет обеспечивать соблюдение установленных гигиенических норм во время эксплуатации пользователем посудомоечной машины с несколькими баками.
Краткое описание чертежей
Ниже приводится более подробное описание изобретения со ссылками на прилагаемые чертежи, на которых:
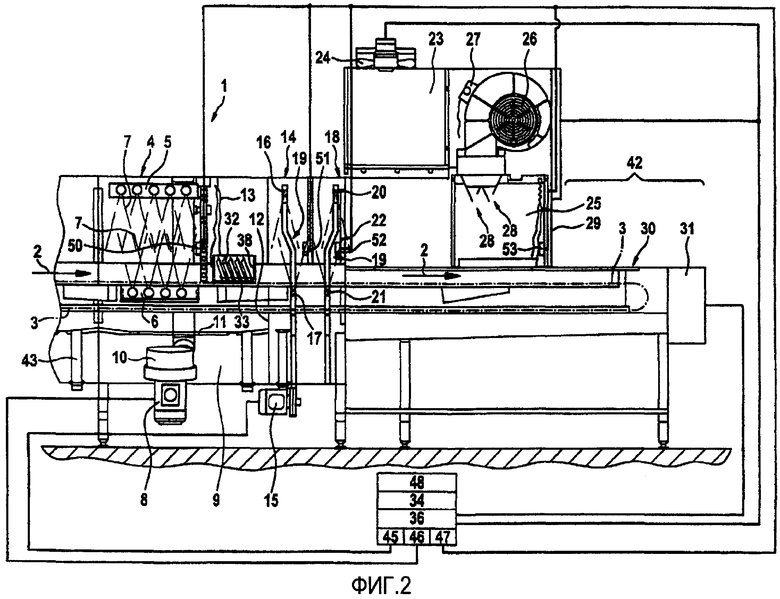
фиг.1 изображает фрагмент проходного посудомоечного автомата с промывочной зоной, насосной зоной ополаскивания, а также зоной ополаскивания свежей водой;
фиг.2 - отдельные зоны обработки с соответствующими датчиками, которые установлены неподвижно.
Примеры выполнения
На фиг.1 показана проходная посудомоечная машина 1, в которой подлежащая промывке посуда 32 транспортируется в направлении 2 транспортировки через различные зоны обработки проходной посудомоечной машины 1. Транспортировочное устройство 3, которое на фиг.1 выполнено в виде бесконечной транспортерной ленты, транспортирует подлежащую очистке посуду 32 через различные зоны обработки проходной посудомоечной машины 1.
При рассматривании в направлении 2 транспортировки подлежащей очистке посуды 32 посуда вначале проходит через промывочную зону 4.
Внутри промывочной зоны 4 находится первая промывочная система 5, а также вторая промывочная система 6. Из нее выходит в виде струй моющая жидкость 7. Первая промывочная система 5 и вторая промывочная система 6 снабжаются моющей жидкостью через первый насос 8. Первый насос 8 расположен внутри бака 9, который соответствует промывочной зоне 4. В верхней зоне первого насоса 8 находится корпус 10 насоса; бак 9 промывочной зоны покрыт покрывающим бак ситом 11. Относящийся к промывочной зоне 4 бак 9 содержит нагреваемый или не нагреваемый запас воды.
Промывочная зона 4 с помощью разделительной завесы отделена от последующей, в направлении 2 транспортировки подлежащей очистке посуды, насосной зоны 14 ополаскивания. Бак 9 промывочной зоны отделен с помощью разделительной стенки 12 от бака, который находится под насосной зоной 14 ополаскивания, соответственно, зоной 18 ополаскивания свежей водой.
Как показано на фиг.1, покидающая промывочную зону 4 подлежащая очистке посуда 32 проходит после прохождения разделительного занавеса 13 в насосную зону 14 ополаскивания. Насосная зона 14 ополаскивания снабжается водой с помощью второго насоса 15. Выходящая в насосной зоне 14 ополаскивания из первой разбрызгивающей трубы 16 и второй разбрызгивающей трубы 17 моющая жидкость 7 смачивает подлежащую очистке посуду 32 с верхней стороны и с нижней стороны. Расположенные в насосной зоне 14 ополаскивания разбрызгивающие трубы 16 и 17 размещены на изогнутой трубе, так что обеспечивается смещение первой разбрызгивающей трубы 16 относительно второй разбрызгивающей трубы 17 насосной зоны 14 ополаскивания.
То же относится к зоне 18 ополаскивания свежей водой, которая может быть расположена после насосной зоны 14 ополаскивания. Зона 18 ополаскивания свежей водой содержит верхнюю разбрызгивающую трубу 20 и нижнюю разбрызгивающую трубу 21. Обе разбрызгивающие трубы 20, соответственно, 21 также расположены со смещением относительно друг друга в соответствии с прохождением 19 разбрызгивающей трубы, в направлении 2 транспортировки подлежащей очистке посуды. Выходящий из верхней разбрызгивающей трубы 20 и нижней разбрызгивающей трубы 21 объемный поток свежей воды смачивает подлежащую очистке посуду 32 с ее верхней стороны и ее нижней стороны.
За зоной 18 ополаскивания свежей водой расположено устройство 23 рекуперации тепла, которое содержит вентилятор 24 отходящего воздуха, с помощью которого отходящий воздух отводится из проходной посудомоечной машины 1. К устройству 23 рекуперации тепла примыкает в направлении 2 транспортировки подлежащей очистке посуды 32 сушильная зона 25. Сушильная зона 25 содержит вентилятор 26, который снабжен датчиком 27.
Выходящий из вентилятора 26 воздух выдувается через выходные сопла 28 на верхнюю сторону подлежащей очистке посуды. Как показано на фиг.1, вентилятор 26 снабжен двумя выходными соплами 28, которые, в направлении 2 транспортировки подлежащей очистке посуды 32, расположены лежащими друг за другом. Сушильная зона 25 отделена с помощью последующего разделительного занавеса 33 от выходного участка 30 проходной посудомоечной машины 1. В зоне выходного участка 30 проходной посудомоечной машины 1, согласно фиг.1, можно снимать высушенную и частично охлажденную чистую посуду 32 с выполненного в виде транспортной ленты транспортировочного устройства 3. Транспортировочное устройство 3 приводится в движение с помощью привода 31, который может быть расположен в конце выходного участка 30. Кроме того, как показано на фиг.1, на отдельных удерживающих приспособлениях 33 транспортировочного устройства 3 могут быть расположены беспроводные датчики 40. За счет положения установки беспроводных датчиков 40 в верхней зоне удерживающих приспособлений 33 для подлежащей очистке посуды 32 обеспечивается, что измеренное датчиком 40 значение температуры, которое с помощью сигнала 35 передается в приемную часть 34 управляющего устройства 36, соответствует температуре, которую имеет размещенная на транспортировочном устройстве 3 подлежащая очистке посуда 32. В качестве альтернативного решения, беспроводной датчик 40 для измерения и передачи сигнала 35 температуры может быть также размещен на транспортировочном звене предпочтительно выполненного в виде транспортерной ленты вращающегося транспортировочного устройства 3. Согласно показанному на фиг.1 варианту выполнения, беспроводной датчик транспортируется с помощью транспортировочного устройства 3 вместе с подлежащей очистке посудой 32 через отдельные зоны 4, 14, 18 обработки проходной посудомоечной машины 1. Измеряемые при этом температуры можно передавать либо постоянно в конце каждой отдельной зоны 4, 14, 18 обработки, либо в конце всего технологического пути в управляющее устройство 36. Последнее вычисляет из указанных температур передаваемые на подлежащую очистке посуду во время промывочного процесса тепловые эквиваленты и при необходимости выполняет коррекцию, например, скорости транспортировки транспортировочного устройства 3 в направлении 2 транспортировки, температуры воды для ополаскивания, которая подается в насосной зоне 14 ополаскивания, соответственно, в зоне 18 ополаскивания свежей водой на подлежащую очистке посуду 32, или других технологических параметров.
На фиг.2 показана проходная посудомоечная машина с соответствующими отдельным зонам обработки, неподвижно установленными датчиками.
За счет предложенного, согласно изобретению, способа и выполненной соответствующим образом проходной посудомоечной машины 1, можно при непрерывной транспортировке подлежащей очистке посуды 32 через проходную посудомоечную машину 1 обеспечивать в ее отдельных зонах 4, 14, 18 обработки, в зависимости от выполняемых в них стадий процесса, всегда оптимальную скорость транспортировки транспортировочного устройства 3.
В различных зонах 4, 14, 18 обработки проходной посудомоечной машины 1 находятся предпочтительно стационарно установленные датчики 50, 51, 52, 53, которые расположены в различных зонах обработки. Положения установки датчиков 50, 51, 52, 53 показаны в качестве примера; в зависимости от других рамочных условий, положения соответствующих датчиков 50, 51, 52, 53 выбирают так, что измеренные с их помощью температуры соответствуют тем температурам, которые имеет подлежащая очистке посуда 32 при прохождении различных зон 4, 14, 18 обработки внутри проходной посудомоечной машины 1. Датчики 50, 51, 52 и 53 обмениваются измерительными данными с управляющим устройством 36 проходной посудомоечной машины 1. Управляющее устройство 36, которым снабжена проходная посудомоечная машина 1, может быть либо внутренним, т.е. расположенным внутри проходной посудомоечной машины 1 управляющим устройством, или же наружным, т.е. расположенным снаружи проходной посудомоечной машины 1 управляющим устройством 36. Управляющее устройство 36 содержит микропроцессор (CPU) 45, а также запоминающее устройство 46. Через главную линию управления осуществляется управление всеми функциями в рамках выполняемых в проходной посудомоечной машине 1 этапов программы, т.е. также в рамках выполняемого внутри проходной посудомоечной машины 1 способа оценки соблюдения гигиенических норм. Кроме того, управляющее устройство 36 содержит блок 47 регистрации измерительных данных, с помощью которого измеренные, по меньшей мере, одним стационарно установленным датчиком 50, 51, 52, 53 значения температуры регистрируются и вводятся в запоминающее устройство 46. Стационарно установленные датчики 50, 51, 52, 53 соединены через показанную на фиг.2 линию с управляющим устройством 36, которое управляет отдельными стадиями процесса проходной посудомоечной машины 1.
Кроме того, управляющее устройство 36 с помощью соответствующего регулятора мощности, который может быть включен перед насосами 8, 15, управляет их электроснабжением. Перед насосом свежей воды, т.е. перед вторым насосом 15, может быть также введен регулятор мощности, с помощью которого можно управлять подачей электрической энергии в насос свежей воды. То же относится к регулятору мощности, с помощью которого можно управлять электроснабжением нагревательного элемента для промывочного раствора, а также к другому регулятору мощности, который управляет электроснабжением нагревательного элемента в предусмотренном при необходимости проходном нагревателе или бойлере для нагревания воды для ополаскивания.
В управляющем устройстве 36 внутри предусмотренного в нем запоминающего устройства 46 хранятся значения тепловых эквивалентов, которые соответствуют либо стандарту NSF3, либо значениям А0, для определения, соответственно, классификации гигиенического действия проходной посудомоечной машины 1. В запоминающем устройстве 46 управляющего устройства 36 можно хранить, например, приведенные ниже значения А0 в соответствии с ожидаемым в Европе нормативом prEN ISO 15883:
Указанные в приведенной выше таблице значения А0 заданы в качестве временного эквивалента в секундах, при котором оказывается дезинфицирующее действие. Значение А0 способа дезинфекции с помощью влажного нагревания характеризует уничтожение бактерий, указанное в виде временного эквивалента в секундах при передаваемой на изделие, такое как, например, подлежащая очистке посуда 32, температуре.
Стационарно установленный датчик 50, 51, 52, 53, который используется в соответствующей зоне 4, 14, 18 оборудования проходной посудомоечной машины, может быть настроен таким образом на применяемый в рамках способа испытания в соответствии со стандартом NSF3 или применяемый в рамках способа испытания в соответствии со значениями А0, что с помощью управляющего устройства 36 можно определять внутри проходной посудомоечной машины 1 те же тепловые эквиваленты, что и в способе в соответствии со стандартом NSF3 или способе испытания в соответствии со значениями А0. С помощью расположенных внутри соответствующих зон обработки 4, 14, 18, 25 или расположенных на подвижном транспортировочном устройстве датчиков 40; 50, 51, 52, 53 и управляющего устройства 36 определяются моментально достигаемые внутри одной стадии процесса тепловые эквиваленты и сравниваются с хранящимися в запоминающем устройстве 46 табличными значениями, например, с хранящимися там значениями в соответствии с prEN ISO 15883-1. Если определенные с помощью датчиков 40; 50, 51, 52, 53 значения тепловых эквивалентов, которые достигаются внутри соответствующей зоны 4, 14, 18, 25 проходной посудомоечной машины 1, слишком низки, то управляющее устройство 36 может либо повысить температуру моечного раствора, который содержится в баке для моечного раствора, либо температуру свежей воды, которая подается внутрь зоны 18 ополаскивания свежей водой через расположенные в ней системы 20, 21 ополаскивания. Для этого с помощью управляющего устройства 36 осуществляется управление соответствующими отдельным насосам 8, 15 регуляторами мощности. Кроме того, можно с помощью управляющего устройства 36 в зависимости от вычисляемых в управляющем устройстве 36 тепловых эквивалентов изменять скорость транспортировки подлежащей очистке посуды 32 в транспортировочном устройстве 3 через проходную посудомоечную машину 1. Если требуемые, согласно указанным стандартам, значения тепловых эквивалентов не достигаются, то можно, например, с помощью управляющего устройства 36 оказывать такое влияние на привод транспортировочного устройства 3, что оно движется медленнее, и тем самым подлежащая очистке посуда транспортируется с меньшей скоростью через отдельные зоны обработки проходной посудомоечной машины 1, так что время воздействия тепловых эквивалентов увеличивается, что в конечном итоге приводит к обеспечению или к повышению воздействующей на подлежащую очистке или очищенную посуду 32 температуры.
Если заданные в соответствии со стандартом NSF3 или prEN ISO 15883-1 значения для вводимых в соответствующих зонах 4, 14, 18, 25 проходной посудомоечной машины 1 тепловые эквиваленты достигаются, то подлежащая очистке посуда 32 транспортируется в соответствующую следующую зону 4, 14, 18, 25 обработки. Определяемые значения тепловых эквивалентов можно отображать на дисплее 48.
Другим преимуществом предложенного, согласно изобретению, и осуществляемого в проходной посудомоечной машине 1 способа оценки и обеспечения гигиенического действия является то, что в проходной посудомоечной машине 1 осуществляется активный контроль за гигиеническим состоянием подлежащей очистке посуды 32. Нерегулярности в промывочном режиме, такие как, например, ввод большого количества холодной воды, например, в бак для моечного раствора и вызываемое этим падение температуры внутри промывочной зоны 4, можно компенсировать с помощью соответствующих, принимаемых с помощью управляющего устройства 36 контрмер. Так, например, с помощью управляющего устройства 36 можно, с одной стороны, удлинять процесс ополаскивания, или за счет управления регулятором мощности, который соответствует нагревательному элементу бака для моющего раствора, увеличивать температуру раствора с целью противодействия вызванному вводом холодной воды падению температуры. Кроме того, как указывалось выше, можно на основании определенных в управляющем устройстве 36 значений тепловых эквивалентов, которые основываются на измеряемых с помощью беспроводных датчиков или с помощью стационарно установленных датчиков 50, 51, 52, 53 температур, изменять скорость транспортировки транспортерной ленты через отдельные зоны 4, 14, 18, 25 проходной посудомоечной машины 1. С помощью предложенного, согласно изобретению, способа можно на каждом этапе процесса внутри проходной посудомоечной машины 1, независимо от нерегулярностей, перед началом каждого этапа процесса измерять достигнутые тепловые эквиваленты и оценивать в соответствии с данными стандарта NSF3 или норматива prEN ISO 15883-1 и соответственно управлять технологическими параметрами проходной посудомоечной машины 1. С помощью дисплея 48 можно отображать достигаемые значения тепловых эквивалентов. Таким образом, пользователь проходной посудомоечной машины 1 имеет возможность отслеживать и контролировать гигиеническое действие во время каждой стадии процесса.
Предложенный, согласно изобретению, способ можно осуществлять в показанных на фиг.1 и 2, выполненных в виде проходных посудомоечных машин посудомоечных машинах с несколькими баками, которые имеют, по меньшей мере, одну промывочную зону, одну насосную зону ополаскивания, одну зону ополаскивания свежей водой, а также, при необходимости, одну сушильную зону.
Изображенная на фиг.1 и 2 проходная посудомоечная машина 1 имеет управляющее устройство машины, которое имеет, по меньшей мере, один микропроцессор 45, одно запоминающее устройство 46, блок 47 регистрации измерительных данных, а также дисплей 48. С помощью датчиков 27, соответственно, 40, 50, 51, 52 и 53 значения температуры внутри, по меньшей мере, одной зоны 4, 14, 18, 25 обработки передаются в управляющее устройство 36 машины. Перед этим значения температуры измеряются, по меньшей мере, внутри одной зоны 4, 14, 18, 25 обработки с помощью датчиков 40, 50, 51, 52 и 53, и в управляющем устройстве 36 машины выполняется определение осуществленного, по меньшей мере, в одной из зон 4, 14, 18, 28 подвода тепла в подлежащую очистке посуду 32 на основании предварительно заданной температуры. Затем в управляющем устройстве 36 машины выполняется сравнение значения подведенного, по меньшей мере, в одной из зон 4, 14, 18, 28 обработки ввода тепла с заданным значением подводимого тепла. В зависимости от результата этого сравнения значений подводимого тепла может выполняться либо изменение скорости транспортировки посуды 32 через проходную посудомоечную машину 1, изменение температуры θ, по меньшей мере, одного воздействующего на подвод тепла технологического параметра в качестве регулирующей переменной в контуре регулирования, по меньшей мере, одной из зон 4, 14, 18, 25 обработки.
В зависимости от результата сравнения на соответствие значения осуществленного подвода тепла, по меньшей мере, в одной из зон 4, 14, 18, 25 обработки заданному значению подводимого тепла устанавливается, что заданное значение подводимого тепла превышается, не достигается или точно выдерживается.
В случае превышения заданного значения подводимого тепла может повышаться скорость транспортировки посуды 32 или осуществляться снижение температуры в соответствующей зоне 4, 14, 18, 25 обработки. Если при этом речь идет о нагреваемой зоне 4, 14, 18, 25 обработки, то можно, например, в случае промывочной зоны уменьшать мощность нагревания установленного в баке нагревательного элемента, или снижать температуру в последующей зоне обработки, в направлении транспортировки посуды 32, через зоны 4, 14, 18, 25 обработки. Можно уменьшать также температуру в уже пройденной посудой 32 зоне из зон 4, 14, 18, 25 обработки с целью оптимизации требуемой подводимой мощности нагревания всей системы проходной посудомоечной машины 1.
Если при выполняемом управляющим устройством 36 машины сравнении устанавливается, что заданное значение подводимого тепла не достигается в результате воздействия на посуду 32 фактического подвода тепла, то можно с помощью управляющего устройства 36 машины уменьшать скорость транспортировки посуды 32, по меньшей мере, через одну из зон 4, 14, 18, 25 обработки. Для этого можно уменьшать скорость вращения привода транспортировочного устройства 3. Кроме того, с помощью управляющего устройства 36 машины можно также останавливать транспортировку посуды 32 через зоны 4, 14, 18, 25 обработки в транспортировочном устройстве 3 и по истечении времени пребывания снова запускать. В качестве альтернативного решения прерыванию прохождения посуды 32 через зоны 4, 14, 18, 25 проходной посудомоечной машины 1, это обстоятельство может лишь отображаться на дисплее 48 управляющего устройства 36 машины. При превышении заданного значения подводимого тепла фактическим значением тепла, подведенным, по меньшей мере, в одной из зон 4, 14, 18, 25 обработки к посуде 32, это обстоятельство можно также лишь отображать на дисплее 48, при этом оператор проходной посудомоечной машины принимает решение о вмешательстве с помощью управляющего устройства 36 машины и инициировании контрмер.
В то время, как в показанной на фиг.1 проходной посудомоечной машине датчик 40 транспортируется вместе с подлежащей очистке посудой 32 в направлении 2 транспортировки через проходную посудомоечную машину 1, предусмотренный для сушильной зоны 25 датчик 27 установлен стационарно. С помощью показанного на фиг.1 перемещаемого датчика 40 можно во время транспортировки посуды 32 в направлении 2 транспортировки через проходную посудомоечную машину 1 измерять температурные значения θ1…n в соответствующих зонах 4, 14, 18, 25 обработки и после передачи в управляющее устройство 36 машины вычислять фактически осуществленный подвод тепла в соответствующей зоне 4, 14, 18, 25 обработки. В случае показанного на фиг.2 варианта выполнения со стационарно расположенными датчиками 50, 51, 52 и 53 вычисление значения подводимого тепла в зонах 4, 14, 18, 25 обработки осуществляется с учетом пройденного в соответствующей зоне обработки пути транспортировки посуды 32 в направлении 2 транспортировки и преобладающей скорости в направлении 2 транспортировки. Подвод тепла, по меньшей мере, в одной из зон 4, 14, 18, 25 обработки можно осуществлять также в зависимости от времени пребывания посуды в соответствующей зоне 4, 14, 18, 25 обработки, так, например, посредством регулирования времени запуска после остановки транспортировки подлежащей очистке посуды 32 в направлении 2 транспортировки через проходную посудомоечную машину 1.
В управляющем устройстве 36 машины хранятся предварительно заданные значения подводимого тепла либо на основе тепловых эквивалентов (HUE) в соответствии со стандартом NSF3, либо на основе значений А0 в соответствии с EN 15883-1, приложение 1, или на основе произвольно принятого соотношения между температурой θ и соответствующими тепловыми эквивалентами.
Как указывалось выше, при не достижении заданного значения подводимого тепла значением фактически подведенного, по меньшей мере, в одной из зон обработки тепла можно временно устанавливать на 0 скорость транспортировки подлежащей очистке посуды 32 в направлении 2 транспортировки через одну из зон 4, 14, 18, 25 обработки. Для практического выполнения изменения ввода тепла можно изменять объемный поток подаваемой в зону 18 ополаскивания свежей водой свежей воды или изменять температуру подаваемой в зону 18 ополаскивания свежей водой свежей воды 22. Можно также увеличивать или уменьшать объем циркулирующего внутри насосной зоны 14 ополаскивания объемного потока для изменения температуры. В одной или нескольких промывочных зонах 4 проходной посудомоечной машины 1 можно изменять мощность расположенных в баках 9 нагревательных элементов с целью изменения действительно осуществляемого в промывочных зонах 4 ввода тепла. Внутри сушильной зоны можно изменять температуру служащего для сушки подлежащей очистке посуды 32 воздуха в зависимости от сравнения заданного и фактического значения подводимого тепла.
В другом предпочтительном варианте выполнения предложенного, согласно изобретению, способа показанная на фиг.1 и 2 проходная посудомоечная машина 1 может быть снабжена расположенным после сушильной зоны 25 инфракрасным излучателем, излучателем электромагнитного излучения или микроволновой установкой или излучающим короткие или длинные волны устройством с целью обеспечения после прохождения всех зон 4, 14, 18 и 25 обработки дополнительной возможности повторно обрабатывать подлежащую очистке посуду 32, которая уже прошла указанные выше зоны обработки, путем теплового воздействия на посуду 32.
Если датчик 40 является перемещаемым, то можно с его помощью во взаимодействии с управляющим устройством 36 машины осуществлять согласование температуры в одной из уже пройденных подлежащей очистке посудой 32 зон 4, 14, 18, 25 обработки и/или прогнозирование ввода тепла на основе экстраполяции значений температуры последующей, при рассматривании в направлении транспортировки посуды 32, зоне 4, 14, 18, 25 обработки, что обеспечивает оптимальный режим проходной посудомоечной машины 1 с энергетической точки зрения.
В случае измерения температуры с помощью перемещаемого через зоны 4, 14, 18, 25 обработки датчика 40 можно проводить коррекцию температуры в зоне транспортировки или коррекцию температуры, по меньшей мере, в соответствующем одной из зон обработки баке 9.
Если датчики 50, 51, 52, 53 расположены, как показано на фиг.2, стационарно, то определение температуры осуществляется с их помощью непосредственно в зоне обработки, или же можно обеспечивать изменение имеющегося в одной из нагреваемых зон 4, 14, 18, 25 обработки температурного градиента. При стационарно расположенных датчиках 40, 50, 51, 52, 53 можно выполнять согласование температуры в уже пройденной подлежащей очистке посудой 32 зоне 4, 14, 18, 25 обработки и осуществлять прогнозирование подвода тепла на основе экстраполяции значений температуры в последующих, в направлении 2 транспортировки посуды, зонах 4, 14, 18, 25 обработки.
Перечень позиций
1 Проходная посудомоечная машина
2 Направление транспортировки подлежащей очистке посуды
3 Транспортировочное устройство
4 Промывочная зона
5 Первая промывочная система
6 Вторая промывочная система
7 Моющая жидкость
8 Первый насос
9 Бак промывочной зоны
10 Корпус насоса
11 Покрывающее бак сито
12 Разделительная стенка
13 Разделительный занавес
14 Насосная зона ополаскивания
15 Второй насос
16 Первая разбрызгивающая труба
17 Вторая разбрызгивающая труба
18 Зона ополаскивания свежей водой
19 Прохождение разбрызгивающей трубы
20 Верхняя разбрызгивающая труба
21 Нижняя разбрызгивающая труба
22 Струя свежей воды
23 Устройство рекуперации тепла
24 Вентилятор отходящего воздуха
25 Сушильная зона
26 Вентилятор
27 Датчик
28 Выходное сопло
29 Выпускное отверстие
30 Выходной участок
31 Привод
32 Подлежащая очистке посуда
33 Удерживающие приспособления
34 Приемник
35 Беспроводной сигнал температуры
36 Управляющее устройство
38 Корзина
40 Беспроводной датчик
42 Выходная зона
43 Отводная линия
45 Микропроцессор (CPU)
46 Запоминающее устройство
47 Блок регистрации измерительных данных
48 Дисплей
50 Датчик промывочной зоны
51 Датчик насосной зоны ополаскивания
52 Датчик зоны ополаскивания свежей водой
53 Датчик сушильной зоны
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДВОДА ЖИДКОСТИ В АВТОМАТИЧЕСКОЙ ЧИСТЯЩЕЙ МАШИНЕ | 2007 |
|
RU2424760C2 |
| СПОСОБ РАБОТЫ ПОСУДОМОЕЧНОЙ МАШИНЫ | 2009 |
|
RU2515369C2 |
| ПОСУДОМОЕЧНАЯ МАШИНА И СПОСОБ УПРАВЛЕНИЯ ЕЮ | 2011 |
|
RU2533684C2 |
| ПОСУДОМОЕЧНАЯ МАШИНА И СПОСОБ УПРАВЛЕНИЯ ЕЮ | 2011 |
|
RU2514825C1 |
| КОНВЕЙЕРНАЯ ПОСУДОМОЕЧНАЯ МАШИНА И СПОСОБ РАБОТЫ КОНВЕЙЕРНОЙ ПОСУДОМОЕЧНОЙ МАШИНЫ | 2012 |
|
RU2607532C2 |
| ПОСУДОМОЕЧНАЯ МАШИНА С СОРБЦИОННЫМ СУШИЛЬНЫМ УСТРОЙСТВОМ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2005 |
|
RU2404701C2 |
| УСТРОЙСТВО С КОНТРОЛЕМ УРОВНЯ ДЛЯ ОТДЕЛЕНИЯ ЗАГРЯЗНЯЮЩИХ ПРИМЕСЕЙ | 2009 |
|
RU2494668C2 |
| СПОСОБ РАБОТЫ ПОСУДОМОЕЧНОЙ МАШИНЫ | 2009 |
|
RU2500334C2 |
| ПОСУДОМОЕЧНАЯ МАШИНА | 2011 |
|
RU2571188C2 |
| СПОСОБ РАБОТЫ ПОСУДОМОЕЧНОЙ МАШИНЫ | 2009 |
|
RU2525803C2 |
Предложен способ оценки и обеспечения теплового гигиенического действия в посудомоечной машине с несколькими баками, заключающийся в измерении температуры внутри, по меньшей мере, одной зоны обработки (4, 14, 18, 25) с помощью, по меньшей мере, одного датчика (40; 50, 51, 52, 53), который передает температуру внутри, по меньшей мере, одной зоны обработки в устройство (36) управления машиной. Способ предусматривает следующие этапы: измерение температуры внутри, по меньшей мере, одной зоны (4, 14, 18, 25) обработки; определение значения тепла, подводимого к подлежащей очистке посуде на основании определенной на первом этапе температуры; сравнивают полученное значение с предварительно заданным значением подводимого тепла; изменяют скорость транспортирования посуды через посудомоечную машину или изменяют температуру, по меньшей мере, одного параметра, воздействующего на подвод тепла. 24 з.п. ф-лы, 1 табл., 2 ил.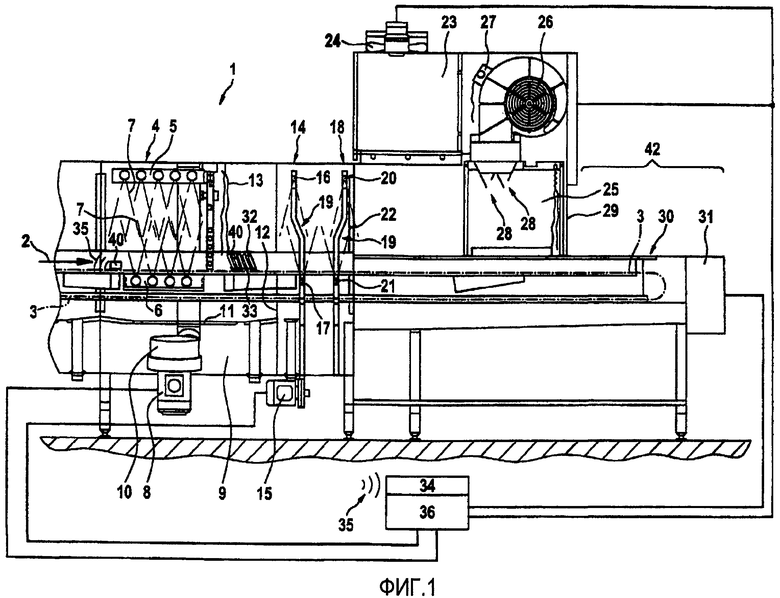
1. Способ оценки и обеспечения теплового гигиенического действия в посудомоечной машине с несколькими баками, в которой расположен, по меньшей мере, один датчик (40; 50, 51, 52, 53), передающий температуру, измеренную внутри, по меньшей мере, одной зоны (4, 14, 18, 25) обработки, в устройство (36) управления машиной, в частности устройство управления посудомоечной машины с несколькими баками, при этом способ содержит следующие этапы: а) измеряют температуру внутри, по меньшей мере, одной зоны (4, 14, 18, 25) обработки с помощью датчика (40, 50, 51, 53); b) определяют значение тепла, по меньшей мере, внутри одной зоны (4, 14, 18, 25) обработки, подводимого к подлежащей очистке посуде на основании измеренной на этапе а) способа температуры; с) сравнивают значение тепла, подводимого, по меньшей мере, в одной зоне (4, 14, 18, 25) обработки ввода тепла с предварительно заданным значением подводимого тепла; d) изменяют на основе проведенного на этапе с) сравнения значений подводимого тепла скорость транспортировки посуды через посудомоечную машину с несколькими баками или температуру и, по меньшей мере, одного воздействующего на подвод тепла параметра способа в качестве регулирующей переменной в контуре регулирования, по меньшей мере, одной из зон (4, 14, 18, 25) обработки.
2. Способ по п.1, отличающийся тем, что на этапе с) определяют, соответствует ли значение подводимого тепла, по меньшей мере, в одной зоне (4, 14, 18, 25) обработки заданному значению подводимого тепла, превышает его или не достигает заданного значения подводимого тепла.
3. Способ по п.2, отличающийся тем, что при превышении заданного значения подводимого тепла увеличивают скорость транспортировки посуды в качестве регулирующей переменной.
4. Способ по п.2, отличающийся тем, что при превышении заданного значения подводимого тепла осуществляют понижение температуры, по меньшей мере, в одной нагреваемой зоне из зон (4, 14, 18, 25) обработки.
5. Способ по п.4, отличающийся тем, что понижают температуру в последующей зоне обработки.
6. Способ по п.4, отличающийся тем, что понижают температуру в уже пройденной посудой зоне обработки из зон (4, 14, 18, 25) обработки.
7. Способ по п.2, отличающийся тем, что при не достижении заданного значения подводимого тепла уменьшают скорость транспортировки посуды, по меньшей мере, через одну из зон (4, 14, 18, 25) обработки.
8. Способ по п.2, отличающийся тем, что выполняют прерывание программы и блокируют прохождение посуды через зоны (4, 14, 18, 25) обработки посудомоечной машины с несколькими баками и/или сигнализируют указанное состояние.
9. Способ по п.2, отличающийся тем, что при не достижении заданного значения вводимого тепла не принимают никаких мер, а осуществляют непрерывный контроль за вводом тепла в нагреваемых зонах (4, 14, 18, 25) обработки.
10. Способ по п.2, отличающийся тем, что при превышении заданного ввода тепла не принимают никаких мер, а осуществляют непрерывный контроль за вводом тепла в нагреваемых зонах (4, 14, 18,25) обработки.
11. Способ по п.1, отличающийся тем, что, по меньшей мере, один измеряющий температуру, по меньшей мере, в одной зоне (4, 14, 18, 25) обработки датчик перемещают во время транспортировки посуды через посудомоечную машину с несколькими баками вместе с посудой и на основе измеренных значений и1...n температуры определяют величины подводимого тепла.
12. Способ по п.1, отличающийся тем, что измерения температуры зон (4, 14, 18, 25) осуществляют с помощью стационарно расположенных датчиков и вычисление величины подводимого тепла в зонах (4, 14, 18, 25) обработки осуществляют в зависимости от пройденного в зоне пути транспортировки посуды и от скорости транспортерной ленты.
13. Способ по п.12, отличающийся тем, что подвод тепла, по меньшей мере, в одной из зон (4, 14, 18, 25) обработки осуществляют в зависимости от времени пребывания посуды в соответствующей зоне (4, 14, 18, 25) обработки.
14. Способ по п.1, отличающийся тем, что заданные значения подводимого тепла соответствуют либо тепловым эквивалентам (НUЕ) стандарта NSF3, либо значениям А0 норматива ЕN 15883-1, приложение А, либо произвольно заданному соотношению между температурой и соответствующими тепловыми эквивалентами.
15. Способ по п.2, отличающийся тем, что при не достижении заданного значения подводимого тепла в ходе производимого подвода тепла скорость транспортировки посуды через одну из зон (4, 14, 18, 25) обработки временно обнуляют.
16. Способ по п.1, отличающийся тем, что в зависимости от результата, полученного на этапе с), изменяют подаваемый в зону ополаскивания свежей водой поток свежей воды относительно объема потока либо изменяют температуру вводимой в зону ополаскивания свежей воды.
17. Способ по п.1, отличающийся тем, что в зависимости от результата, полученного на этапе с), увеличивают либо уменьшают циркулирующий внутри насосной зоны ополаскивания объемный поток.
18. Способ по п.1, отличающийся тем, что в зависимости от результата, полученного на этапе с), изменяют нагревательную мощность установленных в промывочной зоне посудомоечной машины с несколькими баками нагревательных элементов.
19. Способ по п.1, отличающийся тем, что в зависимости от результата, полученного на этапе с), изменяют температуру находящегося внутри сушильной зоны (4, 14, 18, 25) обработки воздуха.
20. Способ по п.1, отличающийся тем, что в зависимости от результата, полученного на этапе с), осуществляют дополнительный подвод тепла в зонах (4, 14, 18, 25) обработки с помощью инфракрасного излучателя, который расположен в направлении транспортировки посуды, предпочтительно в сушильной зоне или за ней.
21. Способ по п.1, отличающийся тем, что в зависимости от результата, полученного на этапе с), осуществляют дополнительный подвод тепла, по меньшей мере, в одной зоне (4, 14, 18, 25) обработки с помощью электромагнитного излучения, или с помощью микроволн, или с помощью коротких или длинных волн.
22. Способ по п.1, отличающийся тем, что при измерении температуры с помощью перемещаемого через зоны (4, 14, 18, 25) обработки посудомоечной машины с несколькими баками датчика осуществляют согласование температуры в уже пройденных посудой зонах (4, 14, 18, 25) обработки и/или осуществляют прогнозирование ввода тепла на основе экстраполяции значений температуры в последующей в направлении транспортировки посуды зоне (4, 14, 18, 25) обработки.
23. Способ по п.1, отличающийся тем, что при измерении температуры с помощью перемещаемого через зоны (4, 14, 18, 25) обработки датчика осуществляют коррекцию температуры в зоне транспортировки или корректуру температуры, по меньшей мере, в одном соответствующем зоне обработки баке по определенному алгоритму.
24. Способ по п.1, отличающийся тем, что при измерении температуры с помощью, по меньшей мере, одного стационарно расположенного в зоне (4, 14, 18, 25) обработки датчика определение температуры осуществляют, по меньшей мере, в одной зоне (4, 14, 18, 25) обработки либо изменяют температурный градиент в одной из нагреваемых зон (4, 14, 18, 25) обработки.
25. Способ по п.1, отличающийся тем, что при измерении температуры с помощью, по меньшей мере, одного стационарно расположенного датчика осуществляют согласование температуры в уже пройденной посудой зоне (4, 14, 18, 25) обработки и/или осуществляют прогнозирование ввода тепла на основе экстраполяции значений температуры в последующей в направлении транспортировки посуды зоне (4, 14, 18, 25) обработки.
| DE 102004030014 A1, 12.01.2006 | |||
| US 6615850 B1, 09.09.2003 | |||
| DE 19608036 C1, 10.07.1997 | |||
| Частотно-импульсное множительноделительное устройство | 1977 |
|
SU656060A1 |
| RU 96111950 A, 10.09.1998. | |||

