УРОВЕНЬ ТЕХНИКИ
Область применения
Настоящее изобретение относится, в основном, к шаровым соединениям, которые используются в устройствах управления или в подвесках для автомобилей, и, в частности, к шаровым соединениям, которые производятся литьем.
Описание предшествующего уровня техники
Вообще говоря, шаровые соединения, которые изготавливаются только из металла и производятся в виде сборного узла, используются широко. В последнее время были предложены вставные литые шаровые соединения, имеющие корпус, выполненный из синтетической смолы.
Типичными представителями примеров вставных литых шаровых соединений являются устройства, предложенные заявителем настоящего изобретения в Корейской заявке № 10-0858689 (дата: 9 сент. 2008 г.), которая была названа как «Вставное литое шаровое соединение, имеющее смазочные канавки, и способ его производства», и в Корейской заявке № 10-0880844 (дата: 21 янв. 2009 г.), которая была названа как «Вставное литое шаровое соединение и способ его производства», которые могут рассматриваться в качестве устройств, имеющих отношение к настоящему изобретению.
В устройстве по заявке № 10-0858689 в отливную форму был вставлен шаровой палец и литьем под давлением сформирован корпус таким образом, что корпус и шаровой палец входят в непосредственный контакт друг с другом. В устройстве по заявке № 10-0880844 после того, как сферическая головка шарового пальца собрана воедино с посадочным местом шара, шаровой палец и посадочное место шара были вставлены в литьевую форму, и с литьем под давлением был сформирован корпус таким образом, что шаровой палец при этом отделен от корпуса посадочным местом шара.
Устройство по заявке № 10-0858689 имеет преимущество простоты производственного процесса, но оно имеет проблему, заключающуюся в том, что поскольку корпус образован на шаровом пальце прямым литьем под давлением, момент трения вращения между шаровым пальцем и корпусом относительно высок.
С другой стороны, в устройстве по заявке № 10-0880844, поскольку шаровой палец вращается относительно посадочного места шара, момент трения вращения шарового пальца значительно снижен.
Однако в случае шарового соединения по заявке № 10-0880844 усилие сопротивления при удалении шарового пальца из корпуса, другими словами, усилие его вытягивания относительно мало. Кроме того, поскольку в корпус в посадочное место шара установлена вся сферическая головка шарового пальца, возникла проблема, заключающаяся в увеличенном люфте шарового пальца.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Соответственно, настоящее изобретение было создано, имея в виду вышеуказанные недостатки, присущие устройствам предшествующего уровня техники, а потому задачей настоящего изобретения является создание вставного литого шарового соединения, которое сконфигурировано таким образом, что момент трения вращения шарового пальца поддерживается ниже приемлемого уровня, прочность на выдерживание шарового пальца увеличена, а люфт шарового пальца минимизирован.
Для решения вышеуказанной задачи настоящее изобретение обеспечивает вставное литое шаровое соединение, включающее в себя: шаровой палец, выполненный из металла, при этом шаровой палец имеет сферическую головку; шаровое посадочное место, в которое с возможностью вращения вставлена сферическая головка шарового пальца, при этом шаровое посадочное место выполнено из синтетической смолы; корпус, образованный литьем под давлением с использованием синтетической смолы, при этом корпус закрывает шаровое посадочное место и участок сферической головки шарового пальца, который выступает из шарового посадочного места. Верхний край шарового посадочного места расположен выше, чем воображаемая горизонтальная плоскость, проходящая через центр сферической головки шарового пальца. Корпус содержит опору головки, проходящую от верхнего края шарового посадочного места и покрывающую сферическую головку шарового пальца для предотвращения извлечения шарового пальца из корпуса. На внутренней поверхности шарового посадочного места выполнена смазочная канавка шарового посадочного места, причем эта смазочная канавка шарового посадочного места плотно закрыта сферической головкой шарового пальца. На опоре головки шарового пальца в вертикальном направлении выполнено множество смазочных канавок корпуса. Смазочные канавки корпуса находятся в контакте с верхним концом шарового посадочного места.
Вставное литое шаровое соединение может дополнительно включать в себя соединительный стержень, вделанный на одном своем конце, с применением литья под давлением, в тело корпуса, на котором образован корпус, с участком с насечкой, образованным на этом конце соединительного стержня.
Дополнительно, на верхнем конце шарового посадочного места может быть образовано множество выемок.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Вышеуказанная и другие задачи, признаки и преимущества настоящего изобретения будут понятны более легко из следующего подробного описания вместе с сопроводительными чертежами, на которых:
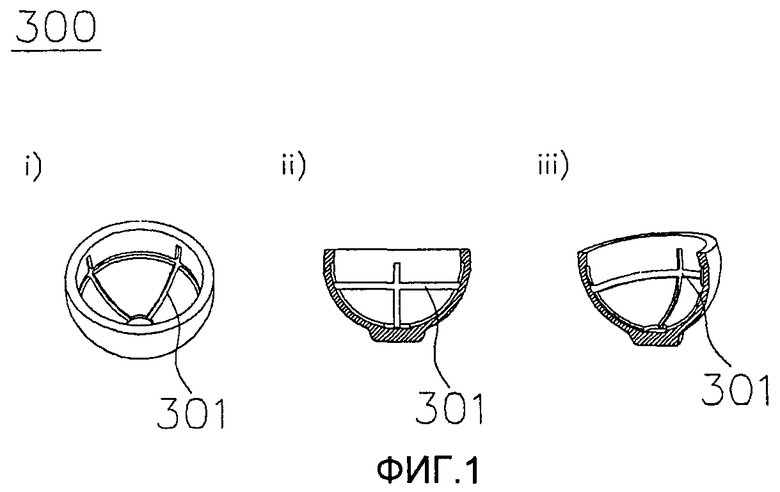
Фиг.1 представляет собой вид в перспективе, сечение и сечение в перспективе, на которых показано шаровое посадочное место в соответствии с вариантом исполнения настоящего изобретения.
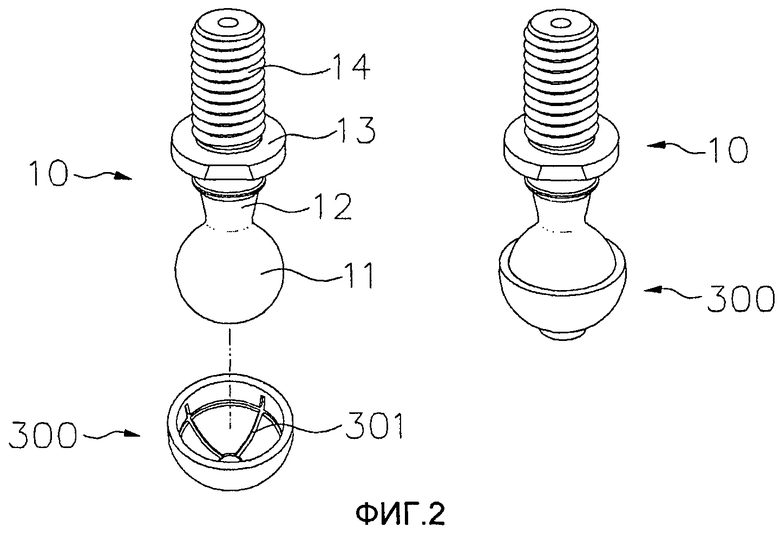
Фиг.2 представляет собой виды, иллюстрирующие соединение шарового пальца с шаровым посадочным местом в соответствии с вариантом исполнения настоящего изобретения.
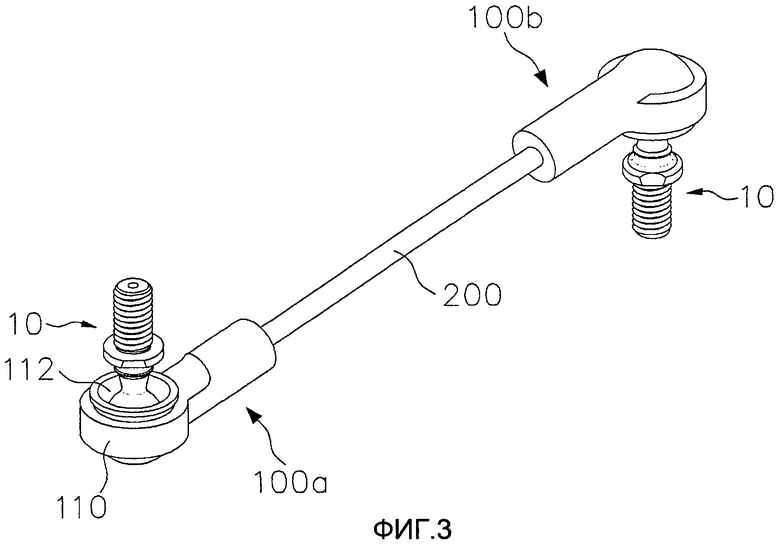
Фиг.3 представляет собой вид в перспективе шарового соединения, включающего в себя корпус, выполненный с шаровым посадочным местом и с шаровым пальцем по фиг.2.
Фиг.4 представляет собой сечение основной части по фиг.3.
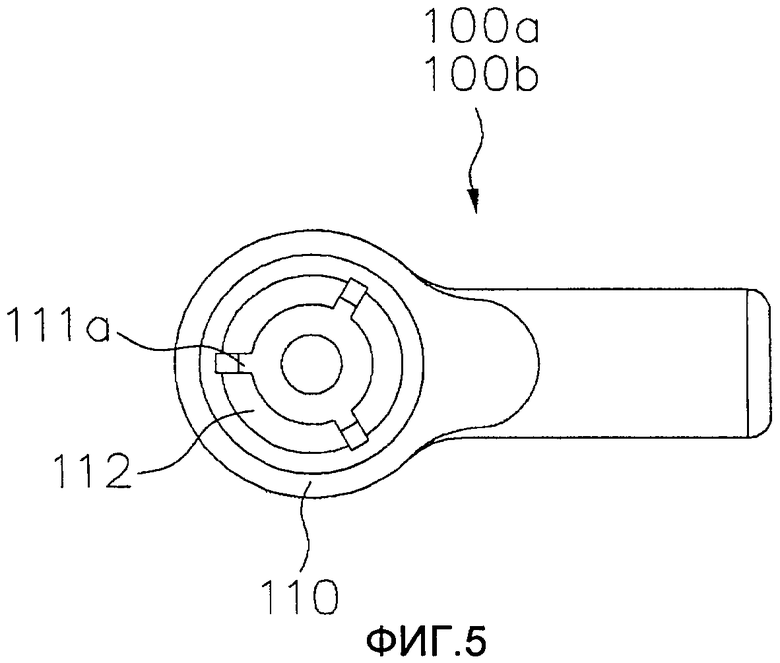
Фиг.5 представляет собой вид в плане, показывающий корпус по фиг.4.
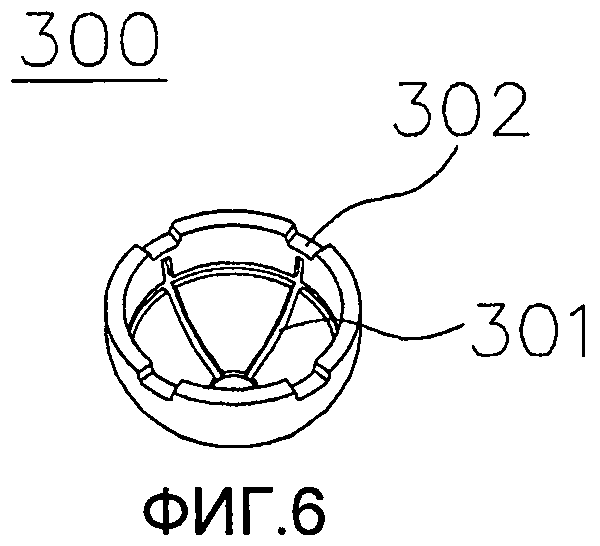
Фиг.6 представляет собой вид в перспективе, показывающий шаровое посадочное место в соответствии с измененным вариантом исполнения настоящего изобретения.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ИСПОЛНЕНИЯ
Далее будет подробно описан предпочтительный вариант исполнения настоящего изобретения со ссылками на прилагаемые чертежи, так чтобы специалисты в данной области техники легко могли реализовать настоящее изобретение. Настоящее изобретение реализуется различными способами, и оно не ограничивается нижеследующим описанием. Кроме того, в этих чертежах те части, которые не связаны с настоящим изобретением, для более ясного изложения настоящего изобретения могут быть опущены. На различных чертежах, на которые будут делаться ссылки, используется сквозная нумерация ссылочных позиций, при которой одни и те же позиции обозначают одинаковые компоненты.
В описании при использовании поясняющей фразы "часть включает в себя компонент" имеется в виду, что эта часть может далее включать в себя этот компонент без исключения других компонентов до тех пор, пока не будет дано специальное пояснение.
Фиг.1 представляет собой вид в перспективе, сечение и сечение в перспективе, показывающие шаровое посадочное место 300 в соответствии с вариантом исполнения настоящего изобретения. Фиг.2 составлена из видов, иллюстрирующих сочленение шарового пальца 10 с шаровым посадочным местом 300 в соответствии с вариантом исполнения настоящего изобретения. Фиг.3 представляет собой вид в перспективе шарового соединения, включающего в себя корпус 110, выполненный с шаровым посадочным местом 300 и с шаровым пальцем 10 по фиг.2. Фиг.4 представляет собой сечение основной части по фиг.3. Фиг.5 представляет собой вид в плане, показывающий корпус 110 по фиг.4.
Как показано на фиг.2, шаровой палец 10, используемый в варианте исполнения настоящего изобретения, имеет ту же самую конструкцию, что и шаровой палец обычного устройства. Другими словами, шаровой палец 10 по настоящему изобретению также выполнен из металла и включает в себя составляющую с ним единое целое сферическую головку 11, шейку 12, фланец 13 и резьбовую часть 14.
Как показано на фиг.1, шаровое посадочное место 300 имеет полусферическую форму такую, что сферическая головка 11 шарового пальца 10 посажена в это посадочное место 300 с возможностью вращения. Шаровое посадочное место 300 сформировано литьем под давлением с использованием синтетической смолы.
Во внутренней поверхности шарового посадочного места 300 выполнены канавки 301 для смазки.
Канавки 301 для смазки шарового посадочного места до сборки шарового пальца 10 с шаровым посадочным местом 300 заполнены консистентной смазкой.
Шаровое посадочное место 300 выполнено таким образом, что его верхний конец расположен выше, чем воображаемая горизонтальная плоскость, проходящая через центр сферической головки 11 шарового пальца 10. Другими словами, шаровое посадочное место 300 сконфигурировано таким образом, что половина или бóльшая часть сферической головки 11 шарового пальца 10 вставлена в шаровое посадочное место 300. Вследствие такой конструкции после того, как сферическая головка 11 шарового пальца 10 собрана с шаровым посадочным местом 300, может быть обеспечено надежное сопряжение между шаровым пальцем 10 и шаровым посадочным местом 300.
Кроме того, некоторые из смазочных канавок 301 шарового посадочного места проходят от центра внутренней поверхности шарового посадочного места 300 в радиальных направлениях, а другие смазочные канавки 301 шарового посадочного места проходят во внутренней поверхности шарового посадочного места 300 на средней высоте в горизонтальном направлении. Здесь верхние концы смазочных канавок 301 шарового посадочного места расположены ниже, чем верхний конец шарового посадочного места 300. Поэтому, когда сферическая головка 11 шарового пальца 10 собрана вместе с шаровым посадочным местом 300, смазочные канавки 301 шарового посадочного места плотно закрыты сферической головкой 11 шарового пальца 10.
Шаровой палец 10 сопряжен с шаровым посадочным местом 300 таким образом, что сферическая головка 11 шарового пальца 10 входит в шаровое посадочное место 300, имеющее вышеуказанную конструкцию.
После того как шаровой палец 10 собран с шаровым посадочным местом 300, литьем под давлением формируется корпус 110.
Внешнее пространство шарового посадочного места 300 и участок сферической головки 11 шарового пальца 10, который выступает из шарового посадочного места 300, вступает в прямой контакт с синтетической смолой корпуса 110, сформированного литьем под давлением.
Здесь вследствие того, что смазочные канавки 301 шарового посадочного места 300 плотно закрыты сферической головкой 11 шарового пальца 10, предотвращено вхождение синтетической смолы корпуса 110 в смазочные канавки 301 шарового посадочного места.
Фиг.3 представляет собой вид в перспективе шарового соединения, образованного вышеописанным процессом. Фиг.4 представляет собой сечение основной части по фиг.3.
В этом варианте исполнения два шаровых посадочных места 300, которые собраны соответственно с шаровыми пальцами 10, расположены в формах (другими словами, шаровые посадочные места 300 и шаровые пальцы 10 расположены в формах таким образом, что они определяют пространства для литья). После этого устанавливается соединительный стержень 200 таким образом, что его оба конца расположены в формах. Затем литьем под давлением формируются тела 100а и 100b корпусов.
Конечно, при необходимости шаровое соединение может быть выполнено таким образом, чтобы два шаровых посадочных места, собранные вместе с шаровыми пальцами, были бы установлены в одном теле корпуса без использования соединительного стержня 200.
Кроме того, при необходимости шаровое соединение может быть выполнено таким образом, чтобы второе тело 100b корпуса было сформировано литьем под давлением после того, как литьем под давлением было сформировано первое тело 100а корпуса.
В этом варианте исполнения два тела 100а и 100b корпусов, выполненные из синтетической смолы, ориентированы во взаимно противоположных направлениях. Два тела 100а и 100b корпусов связаны один с другим соединительным стержнем 200, выполненным из металла.
Дополнительно для увеличения силы схватывания между соединительным стержнем 200 и телами 100а и 100b корпусов, другими словами, во избежание вытаскивания соединительного стержня 200 из тел 100а и 100b корпусов, по обоим концам соединительного стержня 200 выполнены участки 201 с насечкой.
Конечно, для достижения тех же самых целей, что и нанесением насечки, вместо участков 201 с насечкой на обоих концах соединительного стержня 200 может быть выполнена резьба или стопоры.
Корпус 110, в который вставлены шаровое посадочное место 300 и сферическая головка 11 шарового пальца 10, сформирован в каждом из тел 100а и 100b корпусов.
Как показано на фиг.4, корпус 110 покрывает шаровое посадочное место 300, заходя на участок сферической головки 11 шарового пальца 10, который не закрыт шаровым посадочным местом 300.
Корпус 110, предпочтительно, включает в себя опору 111 головки и упор 112 шейки.
Опора 111 головки является участком корпуса 110, который закрывает сферическую головку 11 шарового пальца 10. Упор 112 шейки является участком корпуса 110, о который опирается шейка 12 шарового пальца 10.
Опора 111 головки, образованная в корпусе 110, во избежание чрезмерного увеличения момента трения вращения контактирует только с участком сферической головки 11 шарового пальца 10. Другими словами, когда сферическая головка 11 шарового пальца 10а вращается, половина или бóльшая часть сферической головки 11 находится в состоянии опорного сопряжения с шаровым посадочным местом 300. Поэтому момент трения вращения шарового пальца 10 может удерживаться ниже предопределенного уровня.
Кроме того, опора 111 головки надежно и плотно удерживает сферическую головку 11 шарового пальца 10, таким образом, исключая люфт шарового пальца 10 во время его вращения.
Далее, опора 111 головки корпуса 110 предотвращает сферическую головку 11 шарового пальца 10 от непреднамеренного удаления из корпуса 110. Следовательно, прочность на выдерживание шарового пальца 10 увеличена.
Как показано на фиг.4 и 5, в опоре 111 головки выполнены три смазочных канавки 111а корпуса, отстоящие друг от друга на равные расстояния, которые проходят на определенную длину в вертикальном направлении. Нижние концы смазочных канавок 111а корпуса идут до верхнего конца шарового посадочного места 300.
С точки зрения качества продукта, смазочные канавки 111а корпуса заполнены консистентной смазкой, так что сферическая головка 11 шарового пальца 10 может мягко вращаться относительно опоры 111 головки.
С точки зрения процесса производства продукта, когда корпус 110 формируется литьем под давлением, смазочные канавки 111а корпуса предотвращают повороты шарового посадочного места 300 относительно сферической головки 11 шарового пальца 10.
Более подробно, для формирования смазочных канавок 111а корпуса в опоре 111 головки, необходима форма, которая может сформировать смазочные канавки 111а корпуса во время формирования корпуса литьем под давлением. Эта форма входит в контакт с верхним и нижним концами шарового посадочного места 300. Поэтому во время формирования литьем под давлением корпуса 110 шаровое посадочное место 300 удерживается в положении, поддерживаемое этой формой.
Если шаровое посадочное место 300 не поддерживается формой, другими словами, если в корпусе 110 смазочные канавки 111а корпуса не сформированы, то шаровое посадочное место 300 может нежелательно проворачиваться относительно сферической головки 11 шарового пальца 10 вследствие давления синтетической смолы, подаваемой в форму, и смещаться со своего правильного положения.
Фиг.6 представляет собой вид в перспективе, показывающий шаровое посадочное место 300 в соответствии с измененным вариантом исполнения настоящего изобретения.
Как показано на фиг.6, по верхнему концу шарового посадочного места 300 выполнены выемки 302 в местах, удаленных друг от друга на одинаковые расстояния.
Вследствие такой формы шарового посадочного места 300 во время процесса литья под давлением корпус 110 формируется после того, как синтетическая смола входит в выемки 302. Таким образом предотвращается вращение шарового посадочного места 300 относительно корпуса 110.
Кроме того, благодаря наличию выемок 302, выполненных по верхнему концу шарового посадочного места 300, когда сферическая головка 11 шарового пальца 10 собирается вместе с шаровым посадочным местом 300, диаметр верхнего конца шарового посадочного места 300 можно легко расширить, так чтобы облегчить сборку шарового пальца 10 с шаровым посадочным местом 300.
Сама по себе форма шарового посадочного места может быть изменена различными способами.
Как описано выше, во вставном литом шаровом соединении в соответствии с настоящим изобретением сферическая головка шарового пальца вращается относительно шарового посадочного места в состоянии, при котором участок сферической головки охвачен этим шаровым посадочным местом. Таким образом, момент трения вращения шарового пальца может удерживаться ниже приемлемого уровня. Кроме того, вследствие того что шаровой палец опирается на опору головки корпуса, усилие вытягивания шарового пальца может быть увеличено, а люфт шарового пальца во время его поворотов может быть минимизирован.
Кроме того, во время формирования корпуса литьем давлением форма контактирует с шаровым посадочным местом посредством смазочных канавок корпуса, выполненных в шаровом посадочном месте. Следовательно, нежелательное вращение шарового посадочного места относительно сферической головки шарового пальца во время процесса литья под давлением может быть предотвращено.
Хотя здесь был описан предпочтительный вариант исполнения настоящего изобретения, специалистам в данной области техники будет понятно, что возможны различные модификации, дополнения и замены, которые могут быть сделаны без отклонения от объема и сущности настоящего изобретения, определенных в сопроводительных пунктах формулы изобретения. Поэтому следует понимать, что предпочтительный вариант исполнения приведен лишь в иллюстративных целях, и он не ограничивает рамки настоящего изобретения. Например, компоненты, которые были показаны как составляющие единое целое друг с другом, могут быть выполнены в виде раздельной конструкции, а компоненты, которые были показаны раздельными, могут быть выполнены в виде единой конструкции.
Поэтому следует понимать, что объем настоящего изобретения определен сопровождающими пунктами формулы изобретения, а различные модификации, дополнения и замены, которые могут быть следствием значения, объема или эквивалентных концепций сопроводительных пунктов формулы изобретения, лежат внутри границ настоящего изобретения.
Изобретение относится к шаровым соединениям, которые используются в устройствах управления или в подвесках для автомобилей, в частности к шаровым соединениям, которые производятся литьем. Вставное литое шаровое соединение содержит шаровый палец, шаровое посадочное место, корпус. Шаровый палец содержит сферическую головку, которая вставлена в шаровое посадочное место с возможностью вращения. Шаровое посадочное место выполнено из синтетической смолы. Корпус образован литьем под давлением с использованием синтетической смолы. Корпус закрывает шаровое посадочное место и участок сферической головки шарового пальца, который выступает из шарового посадочного места. Верхний край шарового посадочного места расположен выше, чем центр сферической головки. Корпус содержит опору головки, которая покрывает сферическую головку. На внутренней поверхности шарового посадочного места выполнена смазочная канавка шарового посадочного места, плотно закрытая сферической головкой шарового пальца. На опоре головки шарового пальца в вертикальном направлении выполнено множество смазочных канавок корпуса, которые находятся в контакте с верхним концом шарового посадочного места. Достигается увеличение прочности на выдерживание шарового пальца и минимизирование люфта шарового пальца. 2 з.п. ф-лы, 6 ил.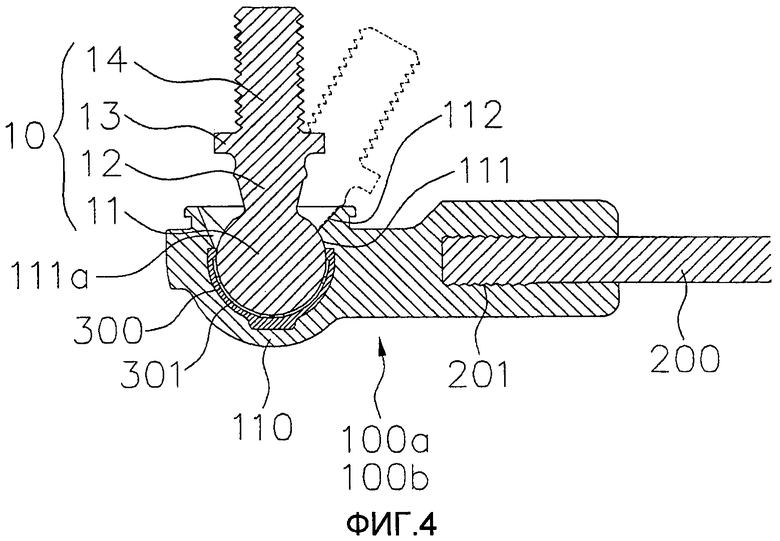
1. Вставное литое шаровое соединение, содержащее:
шаровой палец, выполненный из металла, при этом шаровой палец имеет сферическую головку;
шаровое посадочное место, в которое с возможностью вращения вставлена сферическая головка шарового пальца, при этом шаровое посадочное место выполнено из синтетической смолы;
корпус, образованный литьем под давлением с использованием синтетической смолы, при этом корпус закрывает шаровое посадочное место и участок сферической головки шарового пальца, который выступает из шарового посадочного места,
причем верхний край шарового посадочного места расположен выше, чем воображаемая горизонтальная плоскость, проходящая через центр сферической головки шарового пальца,
корпус содержит опору головки, проходящую от верхнего края шарового посадочного места и покрывающую сферическую головку шарового пальца для предотвращения извлечения шарового пальца из корпуса,
на внутренней поверхности шарового посадочного места выполнена смазочная канавка шарового посадочного места, причем эта смазочная канавка шарового посадочного места плотно закрыта сферической головкой шарового пальца, и
на опоре головки шарового пальца в вертикальном направлении выполнено множество смазочных канавок корпуса, при этом множество смазочных канавок корпуса находится в контакте с верхним концом шарового посадочного места.
2. Вставное литое шаровое соединение по п.1, дополнительно содержащее: соединительный стержень, вделанный на одном своем конце, с применением литья под давлением, в тело корпуса, на котором образован корпус, с участком с насечкой, образованным на этом конце соединительного стержня.
3. Вставное литое шаровое соединение по п.1, в котором на верхнем конце шарового посадочного места образовано множество выемок.
| JP 62288716 А, 15.12.1987 | |||
| Сферический шарнир | 1977 |
|
SU637562A1 |
| KR 100880844 В1, 03.11.2009 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ОПОРЫ | 2004 |
|
RU2327906C2 |

