Изобретению относится к деревообрабатывающей промышленности и строительству и может быть использовано при изготовлении паркетного щита.
Известно изготовление паркетного щита, включающее изготовление лицевого покрытия путем получения ромбовидных заготовок из набора прямоугольных планок, соединение их друг с другом и основанием (см. патент РФ на полезную модель №87659, кл. В44С 5/04, 2009 г.).
Наиболее близким техническим решением к заявляемому является способ изготовления паркетного щита, включающий изготовление лицевого покрытия путем получения ромбовидных элементов из набора прямоугольных деревянных планок, соединение их друг с другом и основанием (см. авторское свидетельство СССР №1765328, кл. Е04F 15/04, 1990 г.).
Недостатками известных решений является недостаточная производительность способа и значительное количество отходов при получении лицевого покрытия.
Задача заявляемого изобретения заключается в повышении производительности способа и снижении отходов материала лицевого покрытия за счет использования в лицевом покрытии отпадов.
Решение поставленной задачи обеспечивается тем, что в способе изготовления паркетного щита, включающем изготовление лицевого покрытия путем получения ромбовидных элементов из набора прямоугольных деревянных планок, соединение их друг с другом и основанием, прямоугольные деревянные планки одной длины предварительно обрабатывают вчистовую, набирают, сплачивают и наклеивают на гибкое основание в ленту с выравниванием по торцам, после чего ленту жестко закрепляют и обрабатывают путем проведения отдельных резов от середины ширины верхней части планки или набора планок до середины их длины, а затем от середины их длины с противоположной стороны через середину ширины нижней части планок к середине длины последующего ряда планок и далее производят аналогичные резы на всю длину ленты, а затем производят резы от середины ширины верхней части планок до середины длины противоположной стороны планки или набора планок с последующими резами начиная с середины длины планки или набора планок через середину ширины к середине длины последующего набора планок или планки и далее до конца ленты с получением таким образом в центральной части ленты ромбовидных элементов и боковых элементов, после чего боковые элементы ленты соединяют с получением аналогичных ромбовидных планок и используют в качестве доборных элементов при формировании паркетного щита.
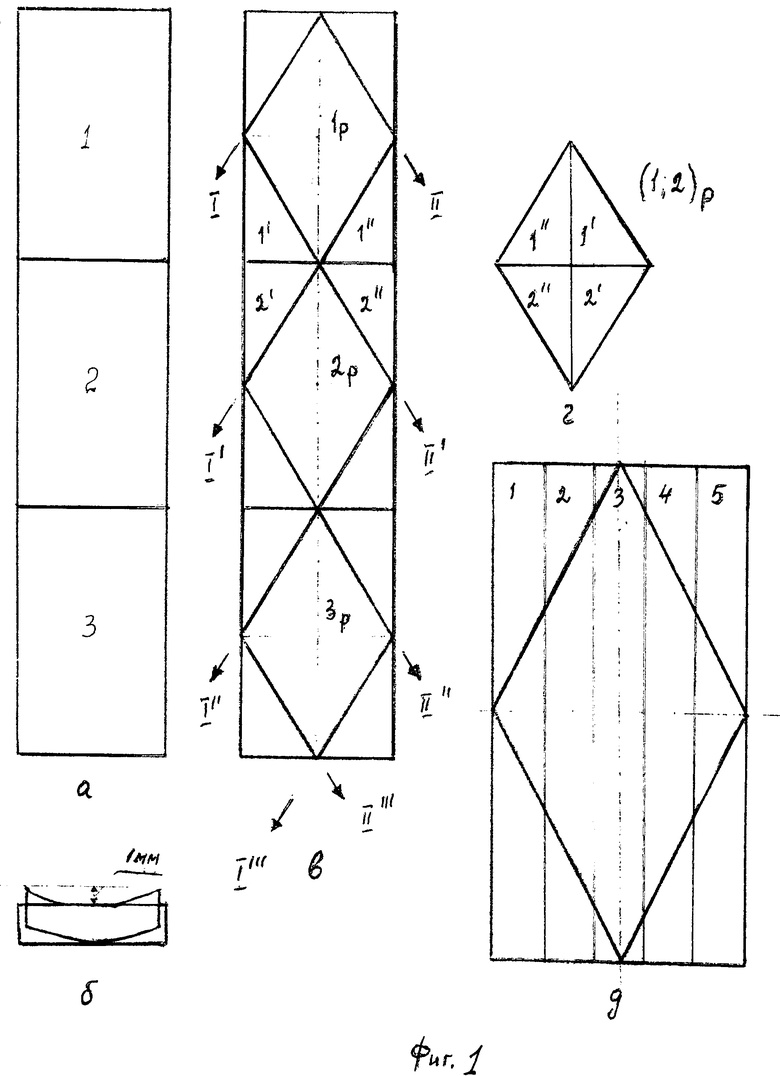
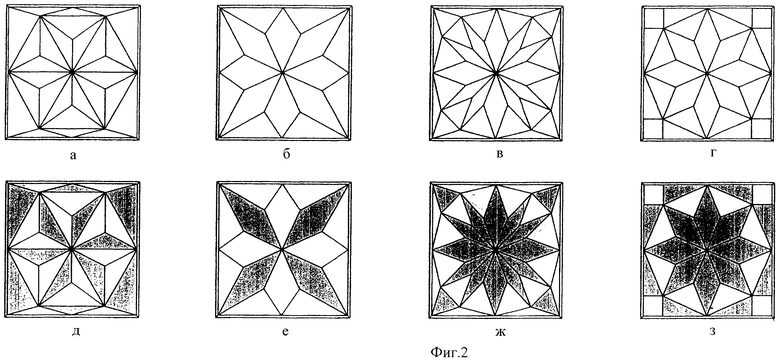
На фиг.1 схематично представлено изготовление лицевого покрытия паркетного щита из элементов ромбовидной формы. На. фиг.2 (а-з) представлено лицевое покрытие паркетного щита. На фиг.1,а - лента из прямоугольных планок 1, 2, 3 и т.д… n, соединенных торцами друг с другом и наклеенных на гибкую ленту (например, крафт-бумагу), на фиг.1,б - схематично показано коробление планки прямоугольной формы, что свидетельствует о необходимости раскроя прямоугольной формы, что исключает данный вид коробления. На фиг.1,в представлен способ раскроя полученной ленты на ромбовидные элементы. На фиг.1,г - формирование ромбовидных элементов того же размера из отпада при раскрое планок прямоугольной формы. На фиг.1,д - схематично показано получение элементов ромбовидной формы как из одной прямоугольной планки, так и из нескольких (в данном случае из пяти) планок, склеенных на гибкую ленту как по длине, так и по ширине.
На фиг.2 (а-з) показано лицевое покрытие паркетного щита со звездами разной конечности. В зависимости от длины прямоугольных планок при данном виде раскроя получаются ромбовидные элементы с разным углом в вершине, например, 30°, 45°, 60°, в зависимости от чего будет получаться лицевое покрытие паркетного щита со звездами разной конечности.
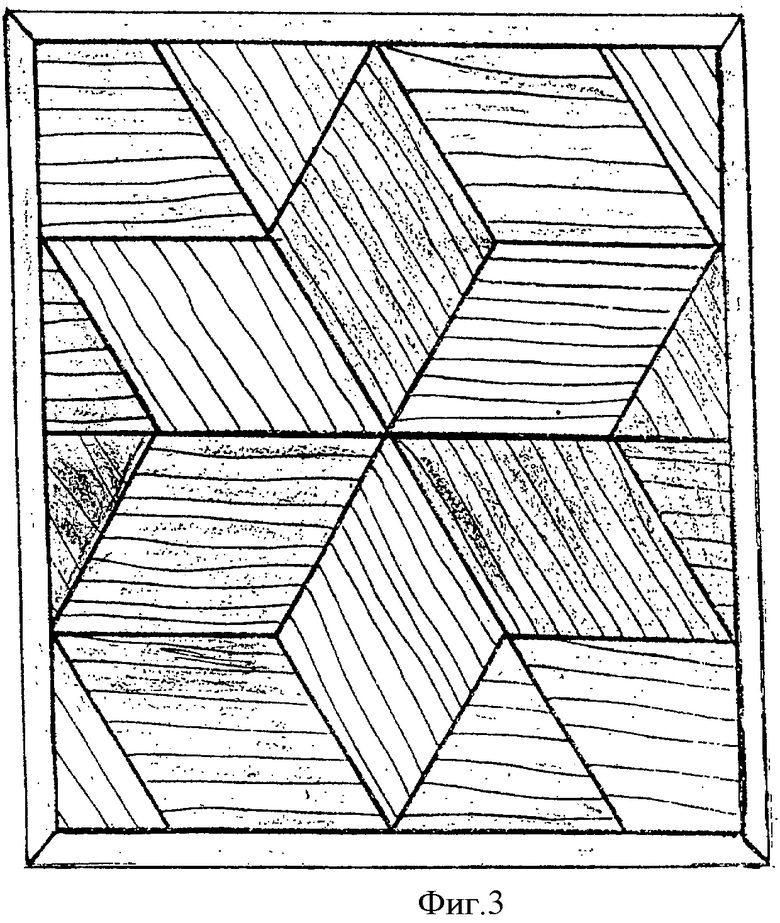
На фиг.3 показано формирование лицевого покрытия направлением годичных слоев при формировании звезды (размещение ромбовидных элементов с разнонаправленными годичными слоями) - для повышения формоустойчивости лицевого покрытия и создания декора.
Способ изготовления паркетного щита осуществляют следующим образом.
Изготавливают планку четырехугольный формы толщиной в готовом изделии не менее 10 мм - регламентированный СНиП минимальный слой износа для покрытия пола, набирают ленту из одинаковых длин планок, ровняя их торцами шириной, например, 250 мм для 5 планок шириной 50 мм, или 225 мм для 5 планок шириной 45 мм, или 220 мм для 5 планок шириной 40 мм, или 175 мм для 5 планой шириной 35 мм с таким расчетом, чтобы средняя линия - нейтральная линия при короблении ленты проходила по середине средней планки, намечают среднюю линию длины планок, склеивают и запрессовывают планки друг с другом на гладкую фугу и с листом подложки из крафтбумаги, закрепленную ленту из планок раскраивают на круглопильном станке с подрезающей пилой в направлении от средней (нейтральной) линии к середине планки, выполняют сначала параллельные резы, затем поворачивают закрепленную ленту шаблоном и выполняют рез от средней (нейтральной) линии к середине планки 1 другой стороны ленты все параллельные резы в длине ленты, получают в середине готовые ромбовидные элементы 1p (фиг.1,в) покрытия паркетного щита, а с боков - наборные элементы для ромбов  (фиг.1,г) лицевого покрытия паркетного щита в любом сочетании, который выполняют трехслойным - лицевое покрытие из данных ромбовидных элементов, средний слой выполняют блочным способом (см. авт. свид. СССР №910974, кл. Е04F 15/04, 1989 г.), нижний слой выполняют дискретным (см. патент РФ №87659 от 20.10.2009 г.). Жестко закрепленную ленту обрабатывают путем проведения отдельных резов от середины ширины верхней части планки или набора планок до середины их длины с противоположной стороны через середину ширины нижней части планок к середине длины последующего ряда планок и далее производят аналогичные резы на всю длину ленты, а затем производят резы от середины ширины верхней части планки или набора планок до середины длины противоположной стороны планки или набора планок с последующими резами начиная с середины длины планки или набора планок через середину ширины к середине длины последующего набора планок или планки и далее до конца ленты с получением таким образом в центральной части ленты ромбовидных элементов и боковых элементов, после чего боковые элементы ленты соединяют с получением аналогичных ромбовидных элементов (планок) и используют в качестве доборных элементов при формировании паркетного щита. Гибкую ленту при сборе паркетного щита удаляют, например, сошлифовывают, обрабатывают на форматно-раскроечном круглопильном станке с подрезающей пилой.
(фиг.1,г) лицевого покрытия паркетного щита в любом сочетании, который выполняют трехслойным - лицевое покрытие из данных ромбовидных элементов, средний слой выполняют блочным способом (см. авт. свид. СССР №910974, кл. Е04F 15/04, 1989 г.), нижний слой выполняют дискретным (см. патент РФ №87659 от 20.10.2009 г.). Жестко закрепленную ленту обрабатывают путем проведения отдельных резов от середины ширины верхней части планки или набора планок до середины их длины с противоположной стороны через середину ширины нижней части планок к середине длины последующего ряда планок и далее производят аналогичные резы на всю длину ленты, а затем производят резы от середины ширины верхней части планки или набора планок до середины длины противоположной стороны планки или набора планок с последующими резами начиная с середины длины планки или набора планок через середину ширины к середине длины последующего набора планок или планки и далее до конца ленты с получением таким образом в центральной части ленты ромбовидных элементов и боковых элементов, после чего боковые элементы ленты соединяют с получением аналогичных ромбовидных элементов (планок) и используют в качестве доборных элементов при формировании паркетного щита. Гибкую ленту при сборе паркетного щита удаляют, например, сошлифовывают, обрабатывают на форматно-раскроечном круглопильном станке с подрезающей пилой.
Известно, что паркетная планка, дощечка, фриза должна быть без сучков, в силу этого длина ее зависит от величины годового прироста от мутовки до мутовки. В условиях РФ это составляет максимум 500 мм, практически - 450 мм. Это и регламентирует ГОСТ на штучный паркет. Ширина же паркетной планки регламентируется СНиП из-за поперечного коробления. Планка шириной 50 мм может дать стрелу поперечного коробления, равную 1 мм. Это максимальная величина прогиба, допускаемая СНиП, а значит, и максимальная ширина, хотя ГОСТ на штучный паркет допускает планки шириной до 90 мм.
Таким образом, изобретение позволяет изготавливать паркетный щит с повышенной формоустойчивостью, декоративностью и выразительностью с максимальным использованием материала и повышением производительности изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Паркетный @ пол | 1990 |
|
SU1765328A1 |
| Паркетный щит | 2021 |
|
RU2769690C1 |
| ПАРКЕТНАЯ ПЛИТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2049661C1 |
| ПАРКЕТНЫЙ ЩИТ И СПОСОБ НАСТИЛА ПАРКЕТНЫХ ЩИТОВ | 1994 |
|
RU2053337C1 |
| СПОСОБ СБОРКИ ДЕРЕВЯННЫХ ЭЛЕМЕНТОВ НА ОСНОВАНИИ | 1992 |
|
RU2049880C1 |
| @ Пол | 1980 |
|
SU947355A1 |
| СПОСОБ ПРОИЗВОДСТВА ПАРКЕТНОГО ЩИТА | 1994 |
|
RU2081978C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРКЕТНЫХ ИЗДЕЛИЙ | 1972 |
|
SU346118A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРКЕТНЫХ ЩИТОВ | 1994 |
|
RU2074935C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1997 |
|
RU2120854C1 |
Изобретение относится к деревообрабатывающей промышленности, а именно к изготовлению паркетного щита. Способ включает изготовление лицевого покрытия путем получения ромбовидных элементов из набора прямоугольных деревянных планок, соединение их друг с другом и основанием. Прямоугольные деревянные планки одной длины предварительно обрабатывают вчистовую, набирают, сплачивают и наклеивают на гибкое основание в ленту с выравниванием по торцам. После чего ленту жестко закрепляют и обрабатывают путем проведения отдельных резов от середины ширины верхней части планки или набора планок до середины их длины. Затем от середины их длины с противоположной стороны через середину ширины нижней части планок к середине длины последующего ряда планок и далее производят аналогичные резы на всю длину ленты. Затем производят резы от середины ширины верхней части планки или набора планок до середины длины противоположной стороны планки или набора планок с последующими резами начиная с середины длины планки или набора планок через середину ширины к середине длины последующего набора планок или планки и далее до конца ленты с получением таким образом в центральной части ленты ромбовидных элементов и боковых элементов. Боковые элементы ленты соединяют с получением аналогичных ромбовидных планок и используют в качестве доборных элементов при формировании паркетного щита. Данный способ позволяет повысить производительность и сократить количество отходов материала. 3 ил.
Способ изготовления паркетного щита, включающий изготовление лицевого покрытия путем получения ромбовидных элементов из набора прямоугольных деревянных планок, соединение их друг с другом и основанием, отличающийся тем, что прямоугольные деревянные планки одной длины предварительно обрабатывают вчистовую, набирают, сплачивают и наклеивают на гибкое основание в ленту с выравниванием по торцам, после чего ленту жестко закрепляют и обрабатывают путем проведения отдельных резов от середины ширины верхней части планки или набора планок до середины их длины, а затем от середины их длины с противоположной стороны через середину ширины нижней части планок к середине длины последующего ряда планок и далее производят аналогичные резы на всю длину ленты, а затем производят резы от середины ширины верхней части планки или набора планок до середины длины противоположной стороны планки или набора планок с последующими резами, начиная с середины длины планки, или набора планок через середину ширины к середине длины последующего набора планок или планки и далее до конца ленты с получением таким образом в центральной части ленты ромбовидных элементов и боковых элементов, после чего боковые элементы ленты соединяют с получением аналогичных ромбовидных планок и используют в качестве доборных элементов при формировании паркетного щита.
| Паркетный @ пол | 1990 |
|
SU1765328A1 |
| Способ получения тетрафторбората натрия | 1984 |
|
SU1217784A1 |
| DE 3047055 A1, 29.08.1985 | |||
| ПАРКЕТНАЯ ЛЕНТА | 0 |
|
SU233215A1 |
| Паркетный щит | 1979 |
|
SU887776A1 |

