Изобретение относится к оборудованию для соединения трубопроводов, при этом такое соединение предпочтительно, но необязательно, является разъемным.
Соединение такого типа известно, в частности, из документа US - 3572779, который описывает соединительное оборудование, образованное двумя частями, завальцованными соответственно на концах двух трубопроводов; эти две части могут быть жестко соединены друг с другом или связаны друг с другом свинчиванием.
Известен также документ WO - 82/02755, в котором описано оборудование, содержащее патрубок, предназначенный для фиксации вальцовкой на конце первого трубопровода, и наконечник, предназначенный для обеспечения соединения с дополнительным наконечником, установленным на конце другого трубопровода; этот документ разъясняет, что этот патрубок и этот наконечник имеют различные свойства по твердости (или способности деформироваться в холодном состоянии), то есть патрубок достаточно податлив для обеспечения крепления посредством вальцовки, в то время как наконечник является достаточно твердым для эффективного сочленения с дополнительным наконечником для обеспечения герметичности. Для обеспечения этого различия в механических свойствах в этом документе предложены различные средства, в том числе понижение твердости части патрубка детали, имеющей первоначальную твердость, желательную для наконечника, либо упрочнение части наконечника детали, имеющей первоначальную податливость, желательную для патрубка.
На практике патрубок вальцуется снаружи на конец соединяемого трубопровода, и геометрия внешней поверхности этого патрубка выполнена таким образом, чтобы сопротивляться снятию с этого конца (благодаря, например, продольному профилю, содержащему вогнутую часть и выпуклую часть), а также повороту относительно этого конца (например, благодаря уплощениям).
Во всяком случае, улучшение рабочих характеристик, предъявляемых к такому соединительному оборудованию, требует непрерывного поиска усовершенствований, в частности, той части, которая касается удержания от поворота оборудования относительно трубопровода. Здесь следует отметить, что, когда это оборудование используется для соединения свинчиванием, возможный поворот одного из наконечников относительно другого наконечника может ухудшить качество вальцовки.
Таким образом, существует необходимость использования оборудования для соединения трубопроводов (или, короче говоря, соединения), которое имело бы, при заданном соединении и заданном трубопроводе, улучшенное сопротивление с точки зрения нарушения соединения патрубка с трубопроводом при вращении.
Для этого могут быть использованы различные пути.
Так, для улучшения зацепления можно увеличить количество выпуклостей и впадин на патрубковой части. Во всяком случае, то, что патрубок выполнен из податливого материала в соответствии с указаниями упомянутого документа, требует, чтобы выпуклости и впадины деформировались в момент вальцовки; эти выпуклости последовательно уменьшаются, что уменьшает эффект сцепления выпуклостей и впадин. Получаемое таким образом увеличение сопротивления нарушению сцепления при вращении является более умеренным.
Что касается принципа увеличения амплитуды волнистости между выпуклыми и вогнутыми частями, то он тем более не является эффективным, так как материал, из которого выполнено соединение, вследствие своей легкости, в особенности, когда этим материалом является алюминий, выдерживает только небольшое наклепывание, таким образом, повышение усилия вальцовки мало увеличивает радиальное давление между трубопроводом и соединением; напротив, волнистость может ухудшить усталостное сопротивление соединения.
Можно также разместить неподвижные абразивные частицы на поверхности патрубка, который предназначен для завальцовки на конце трубопровода (или, как вариант, внутрь последнего). Во всяком случае, когда такие частицы являются достаточно твердыми, чтобы не разрушиться в процессе вальцовки, недостатком их твердости является то, что они могут вызвать появление трещин в патрубке или на конце трубопровода, что влечет за собой значительное усталостное ухудшение рабочих характеристик.
Действительно, разнообразие возможных вариантов соединений для повышения их стойкости при повороте после вальцовки ограничивается тем, что на практике не нужно изменять (во всяком случае, значительно) условия монтажа таких соединений; действительно, эти условия зачастую являются противоречивыми, в частности, с точки зрения использования в трубопроводах, так что не следует усложнять условия вальцовки соединений.
Объектом изобретения является соединительное оборудование, или соединение с повышенным сопротивлением нарушению соединения при вращении после вальцовки на конце трубопровода (или трубы, или трубки и т.д.) без ухудшения других механических рабочих характеристик завальцованного соединения, в частности, вследствие усталости, и без необходимости значительных изменений условий монтажа посредством вальцовки такого оборудования.
Для этого в изобретении предлагается соединительное оборудование для трубопроводов, содержащее патрубок, предназначенный для фиксации путем вальцовки на конце трубы трубопроводной сети и предназначенный для взаимодействия, по меньшей мере, косвенно, с другим элементом трубопроводной сети, отличающееся тем, что поверхность патрубка, взаимодействующая с концом трубы для контактного соединения при вальцовке, содержит, по меньшей мере, одну смазанную клеем часть, содержащую, по меньшей мере, двухкомпонентный клей, один из компонентов которого является капсулированным.
Другим элементом трубопроводной сети может быть другая труба трубопроводной сети или, в частности, наконечник для входа или выхода жидкости.
В изобретении предлагается также использование клея, хотя это кажется априори несовместимым с требованием не изменять условия монтажа соединения; действительно, представляется нереальным требовать от оператора, монтирующего такое оборудование, осуществлять нанесение тонкого слоя клея на поверхность патрубка, предназначенного для соединения с концом трубопроводной сети, либо отслеживать, чтобы клей был достаточно текучим для обеспечения хорошего склеивания в момент вальцовки.
Во всяком случае, в изобретении используется преимущество существования многокомпонентного клея, один из компонентов которого является капсулированным и входит в контакт с оставшейся частью клея только в момент разрыва капсул, то есть в момент вальцовки, а именно тогда, когда необходимо осуществить склеивание. Кроме того, среди клеев с одним капсулированным компонентом имеются полимеризующиеся клеи, то есть клеи, отверждение которых регулируется пользователем с помощью приложения заданной незначительной энергии в процессе операции вальцовки (увеличение температуры или давления, а также, в частности, использование ультрафиолетового излучения). Поэтому в соответствии с предпочтительной характеристикой изобретения используемый клей является полимеризующимся.
Но можно отметить, что воздействие ультрафиолетовым излучением требует выполнения особых операций и не может быть однородным в глубине вальцуемого слоя, а при воздействии теплом также необходима особая операция, и хотя является более однородной, чем при воздействии ультрафиолетовым излучением, но имеет недостаток, заключающийся в том, что кристаллографическая структура соединения или конца трубопровода может измениться: легко понять, что выбор полимеризующегося под действием давления клея является в данном случае оптимальным, так как вальцовка вызывает также одновременно разрыв капсул и смешивание компонентов клея, а также активацию этого клея для его отверждения. Поэтому в соответствии с предпочтительной характеристикой изобретения полимеризующийся клей полимеризуется под давлением.
В соответствии с другой предпочтительной характеристикой изобретения часть поверхности, которая обмазана упомянутым клеем, размещена на расстоянии от концов упомянутого патрубка, что дает возможность на поверхности патрубка, предназначенного для соединения с концом трубопровода, оставлять крайние части, не покрытые клеем. Эти крайние, не покрытые клеем части позволяют избежать вытекания клея за край в процессе вальцовки; кроме того, наличие этих крайних частей позволяет обеспечить их покрытие таким материалом, как тефлон, для исключения коррозионного истирания, а также разместить на конце патрубка, расположенного за наконечником, герметичную прокладку.
Предпочтительно имеется одна единственная смазанная клеем часть. Как вариант, можно предусмотреть отдельные, смещенные в продольном направлении смазанные клеем части, но вариант с единственной смазанной клеем частью позволяет максимально улучшить механические характеристики.
В частности, когда поверхность патрубка, который предназначен для соединения с концом трубопровода, является внутренней поверхностью, эта единственная смазанная клеем часть размещается предпочтительно на аксиальном расстоянии от 0,5 D до D, где D является диаметром поверхности, несущей эту намазанную клеем часть, и, предпочтительно, от 0,6 D до 0,9 D. Кроме того, эта намазанная клеем часть размещена, предпочтительно, на расстоянии от свободного конца оборудования, составляющем от 0,5 D до D.
Также предпочтительно, чтобы патрубок на другой поверхности, радиально противоположной поверхности с нанесенным клеем, содержал зону, продольный профиль которой выполнен волнистым таким образом, чтобы вальцовка вызывала продольные деформационные изменения, предпочтительные для лучшего аксиального соединения между патрубком и концом трубопровода. Предпочтительно, эта волнистая зона имеет, по меньшей мере, приблизительно, поперечную плоскость симметрии, что обеспечивает равномерную вальцовку по всей длине смазанной клеем части. В соответствии с такой простой, но эффективной геометрией, эта волнистая зона образована кольцевым валиком, размещенным между двумя кольцевыми впадинами, причем эти впадины находятся ниже относительно остальной части упомянутой другой поверхности, в то время как валик находится, предпочтительно, по меньшей мере, приблизительно, на том же уровне, чем эта оставшаяся часть другой поверхности, что облегчает изготовление этого патрубка. Как вариант, эта волнистая зона содержит два валика с обеих сторон одной впадины.
Эта волнистая зона, предпочтительно, является продольно отцентрованной относительно смазанной клеем части, то есть она совпадает с центральной поперечной плоскостью, которая также по существу является центральной поперечной плоскостью смазанной клеем части.
Центральная поперечная плоскость волнистой зоны предпочтительно размещена на расстоянии от свободного конца оборудования, которое составляет от 0,5 D до 1,5 D, где D является диаметром поверхности смазанной клеем части.
Амплитуда волн этой волнистой зоны составляет порядка от 1% до 10% от внешнего диаметра патрубка, обычно порядка 5%.
Предпочтительно, смазанная клеем часть обычно радиально удалена относительно поверхности патрубка с обеих сторон от этой смазанной клеем части, что обеспечивает хорошее расплющивание клея без намазывания тонким слоем при соединении.
Удаление от этой смазанной клеем части, предпочтительно, составляет порядка десятой доли миллиметра (например, между 0,05 и 0,2 мм), что позволяет использовать слой клея толщиной, практически не выступающей за остальную часть поверхности, на которой размещена намазанная клеем часть.
Особенно предпочтительно, чтобы намазанная клеем часть содержала выступающие ободки. Последние предназначены для удержания клея при приложении усилий вальцовки. Кроме того, эти ободки предпочтительно выступают на расстояние, меньшее глубины отступа, таким образом, чтобы они были практически покрыты клеем, что гарантирует, чтобы в процессе вальцовки клей, расположенный на ободках, был достаточно расплющен для разрыва капсул, и компоненты клея вошли в контакт и для надлежащего склеивания по окружности ободков. Следует отметить, что нет необходимости в том, чтобы клей, размещенный между ободками, был достаточно расплющен и полимеризован; действительно, наличие между зонами надлежащего склеивания (ободки) зон с меньшей механической прочностью дает возможность придать комплексу способность к сопротивлению усилиям, таким как сопротивление изгиба для предотвращения появления трещин в зонах с надлежащим склеиванием.
Предпочтительно, ободки равномерно распределены по всей длине смазанной клеем части.
Предпочтительно, высота выступающих ободков составляет от трети до двух третей по глубине отступа от края смазанной клеем части, предпочтительно половину. Впрочем, продольный размер (или ширина) ободков составляет, предпочтительно, от 10% до 30% (предпочтительно порядка 25%) шага следования ободков.
Соединительное оборудование может быть образовано только патрубком, который может быть предназначен только для соединения с дополнительной деталью, предназначенной для сочленения с другим элементом трубопровода (труба или, например, входной/выходной наконечник аппарата). Это оборудование может также содержать часть, соединенную с патрубком, часть, которая является, например, наконечником, предназначенным для соединения с дополнительным наконечником, установленным на конце другой трубы трубопроводной системы; эта часть может также являться вторым патрубком, соединенным с первым и завальцованным на конце другой трубы трубопроводной системы.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
фиг.1 изображает вид в аксиальном разрезе соединительного оборудования по изобретению,
фиг.2 изображает в увеличенном виде деталь II по фиг.1,
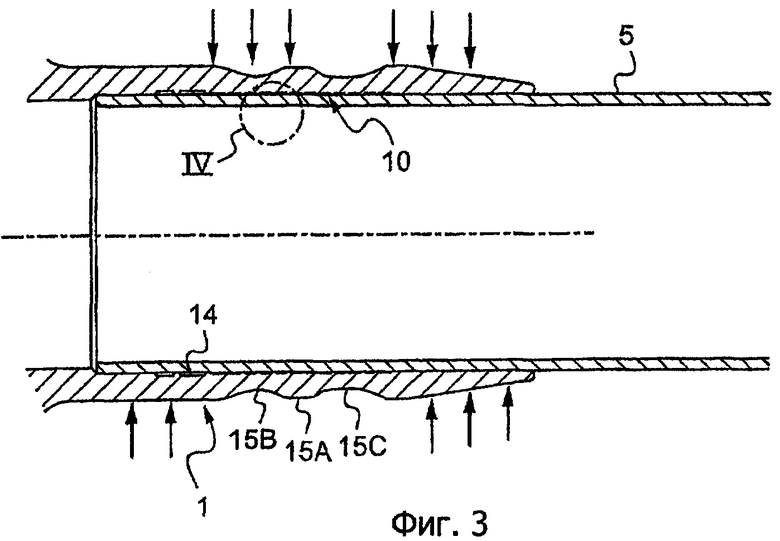
фиг.3 изображает вид в частичном аксиальном разрезе оборудования после надевания на конец трубопроводной системы перед вальцовкой,
фиг.4 изображает в увеличенном виде деталь IV по фиг.3,
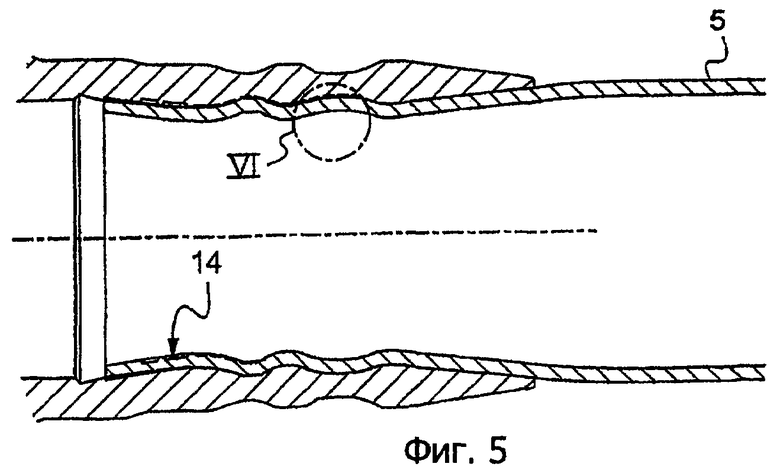
фиг.5 изображает вид в частичном аксиальном разрезе оборудования после вальцовки на конце трубопроводной системы,
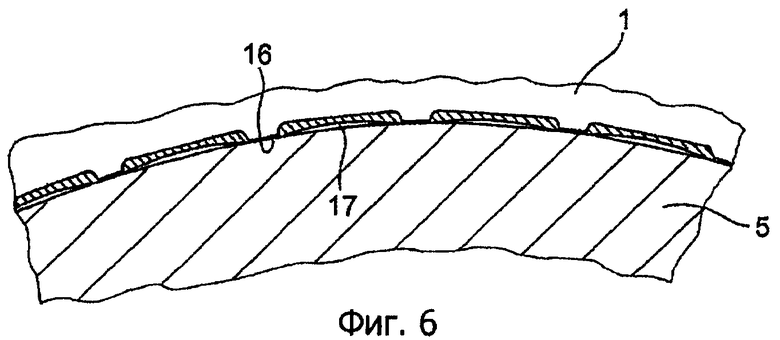
фиг.6 изображает в увеличенном виде деталь VI по фиг.5,
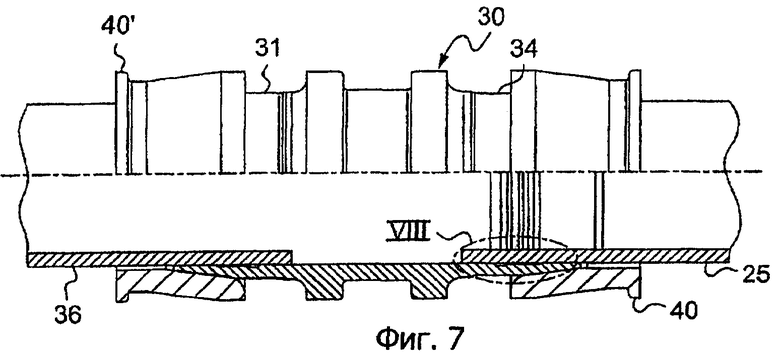
фиг.7 изображает в аксиальном разрезе другое оборудование, предназначенное для фиксации аксиальной вальцовкой,
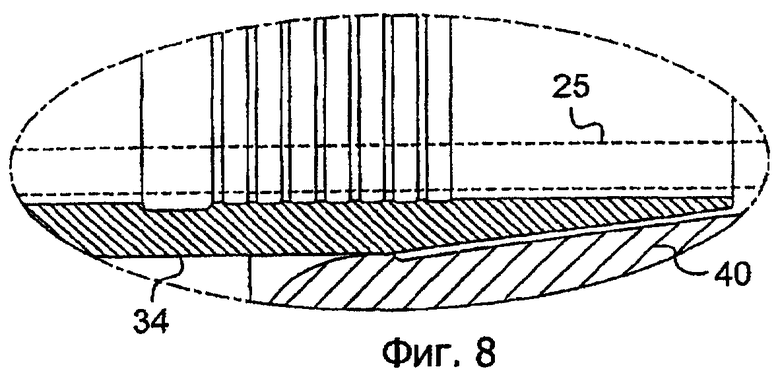
фиг.8 изображает в увеличенном виде деталь VIII по фиг.7,
фиг.9 изображает вид в разрезе оборудования по фиг.7 и 8 после вальцовки,
фиг.10 изображает вид в аксиальном разрезе еще одного вида соединительного оборудования в точке, которая должна быть завальцована на конце трубы трубопроводной системы,
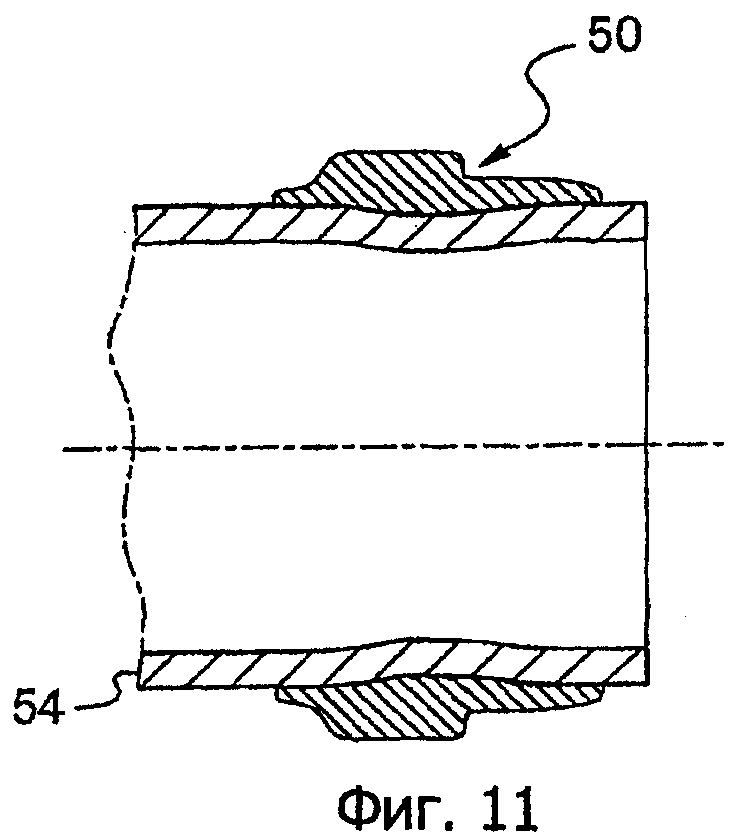
фиг.11 изображает вид после вальцовки, и
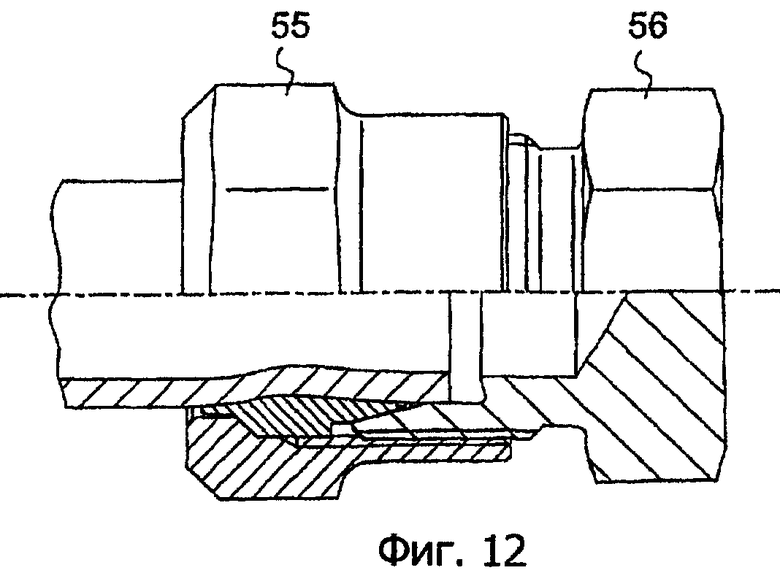
фиг.12 - вид соединения по фиг.11, связанный свинчиванием с наконечником, сочлененным с концом трубы трубопроводной системы.
Фиг.1 изображает соединительное оборудование в соответствии с изобретением.
Точнее говоря, это оборудование, обозначенное общей позицией 1, содержит наконечник 2, предназначенный для сочленения с дополнительным наконечником (изображенным пунктирной линией на фиг.1 позицией 3), и патрубок 4, предназначенный для фиксации вальцовкой на конце трубопровода 5 (также показанного пунктирной линией). В представленном примере наконечник 2 является охватываемым наконечником, в то время как наконечник 3 является охватывающим, и соединение наконечника одного с другим обеспечивается с помощью гайки 6 (также показанной штриховой линией); впрочем, вальцовка осуществляется здесь (см. также фиг.3 и 5) после надевания патрубка снаружи на конец трубопровода: поверхность патрубка, предназначенная для осуществления контакта с концом трубопровода, является внутренней поверхностью патрубка, обозначенной позицией 4А. В качестве непредставленного варианта патрубок завальцовывается изнутри наружной части трубопровода (вместо «внутренней» вальцовки, специалист называет это иногда развальцовкой).
В соответствии с изобретением эта поверхность 4А патрубка, контактирующая с концом трубопровода 5, содержит смазанную клеем часть 10, продольный размер которой на фиг.1 обозначен позицией Р2. Эта смазанная клеем часть намазана многокомпонентным клеем (см. позицию 11 на фиг.2), один из компонентов которого закапсулирован: исходя из того, что капсулы ни с чем не контактируют, взаимодействие между компонентами клея отсутствует, и, следовательно, отсутствует отверждение. Отсюда следует, что нанесение покрытия на оборудование может быть осуществлено после его изготовления независимо от времени, которое пройдет перед вальцовкой: это оборудование с покрытием сохраняет свою способность к склеиванию в течение необходимого срока хранения.
На практике капсулы, содержащие компонент такого клея, имеют диаметр, самое большее, порядка нескольких десятых долей миллиметра.
Предпочтительно, клей является полимеризующимся, и его отверждение может быть осуществлено в любой момент, выбранный оператором. Среди полимеризующихся клеев с, по меньшей мере, одним капсулированным компонентом, в изобретении предлагается выбрать клей, полимеризация которого вызывается приложением давления.
В качестве примера полимеризующимся под давлением многокомпонентным клеем является адгезивная смола, выпускаемая фирмой 3М под названием «Scotch-Grip»® с артикулом 2353 либо 2510; это структурные автомобильные клеи, предназначенные для блокирования свинченных соединений (они наносятся на резьбу, затем сушатся в термостате). Можно отметить, что такая фиксация винтовых соединений относится к технической проблеме, отличной от проблемы, затронутой в настоящем изобретении: несмотря на то что фиксация винтовых соединений предназначена для того, чтобы сделать неразъемным вначале свинченное соединение, тогда как монтаж вальцовкой является по существу неразъемным; кроме того, фиксация свинченного соединения необходима для того, чтобы помешать его развинчиванию, то есть действию, противоположному фиксации, а склеивание при вальцовке служит для увеличения механической прочности аксиально и по окружности после приложения различных усилий, а именно радиальных усилий.
Таким образом, как следует из фиг.1, смазанная клеем часть 10, предпочтительно, размещена на расстоянии от концов патрубка, то есть он имеет боковые части, свободные от клея. В том что касается правой боковой части (обозначенной позицией 12 и соответствующей аксиальному расстоянию Р1), то она может также быть покрыта при изготовлении антифрикционным материалом, таким как тефлон, для минимизации после завальцовки явлений коррозионного истирания. Что касается левой боковой части 13, размещенной вблизи наконечника, она может содержать горлышко 14, выполненное с возможностью размещения в нем без риска приклеивания одной или нескольких герметизирующих прокладок (не представленных на чертеже).
Продольный размер крайней боковой части (Р1) практически меньше размера покрытой клеем части (Р2).
В рассматриваемом случае, когда патрубок завальцовывается на конце трубопровода, продольный размер смазанной клеем части составляет, предпочтительно, от 0,5 D до D, где D является внешним диаметром предназначенной для вальцовки части трубопровода, то есть внутренним диаметром патрубка. Соотношение между этими размерами, предпочтительно, составляет от 0,6 D до 0,9 D; в рассматриваемом здесь примере оборудования с внутренним диаметром 19,05 мм этот размер Р2 составляет 13,25 мм или 0,70 D. Что касается продольного размера Р1 крайней боковой части, то он составляет, предпочтительно, от 0,5 D до D; в рассматриваемом случае он составляет 10,5 мм или 0,55 D.
В целях упрощения изготовления оборудование содержит одну единственную смазанную клеем часть, однако, в качестве варианта, оно может содержать несколько покрытых клеем частей (отстоящих аксиально одна от другой) для исключения, например, того, чтобы завальцованное соединение было слишком жестким до такой степени, чтобы иметь, в частности, недостаточную гибкость. Действительно, как будет показано со ссылкой на фиг.2, это преимущество может быть получено без разделения нескольких смазанных клеем частей.
Для обеспечения надлежащей аксиальной фиксации вследствие вальцовки, а также обеспечения надлежащей концентрации напряжения в смазанной клеем части в момент вальцовки, патрубок предпочтительно содержит на поверхности, противолежащей той, на которой нанесен слой клея, то есть на внешней поверхности в примере на фиг.1, зону 15, имеющую продольный размер Р3, продольный профиль которой выполнен волнистым так, что патрубок имеет локальные изменения по толщине. Эта волнистость предпочтительно достигается одной или несколькими впадинами по толщине патрубка, другими словами, эти впадины углубляются относительно другой части внешней поверхности патрубка. В качестве непредставленного варианта речь может идти о выступах. Эта волнистая зона 15 предпочтительно проходит, по меньшей мере, приблизительно, по поперечной плоскости симметрии, обозначенной Q.
Точнее говоря, в рассматриваемом здесь примере волнистая зона образована кольцевым выступом 15А, размещенным между двумя кольцевыми впадинами 15В и 15С, что соответствует простой геометрии, которая является, тем не менее, эффективной.
Предпочтительно, волнистая зона 15 размещена продольно по центру относительно смазанной клеем части 10, размещенной на другой поверхности патрубка, что говорит о том, что плоскость Q является также, по меньшей мере, приблизительно, плоскостью симметрии смазанной клеем части.
С точки зрения размера, эта плоскость Q предпочтительно размещена на расстоянии от свободного конца патрубка, составляющем от 0,5 D до 1,5 D. В рассмотренном выше примере расстояние P1 составляет от 0,90 D до D, а точнее 0,92 D, или 17,5 мм.
Выбор амплитуды волнистости зависит от специалиста, в соответствии с материалом, из которого выполнен патрубок (в данном случае алюминиевый сплав типа 6061), а также условий будущей вальцовки. Эта амплитуда составляет, например, от 1% до 10% диаметра D (обычно порядка 5%).
Как подробнее показано на фиг.2, смазанная клеем часть отступает от поверхности боковых частей, окружающих эту смазанную клеем часть. Именно в этой части размещен слой клея 11, содержащий капсулированный компонент, полностью или частично заполняющий впадины этой части. Глубина впадин этой части, обозначенная позицией h1 на фиг.2, на практике выбрана в зависимости от возможности сохранения многих слоев капсул, содержащих капсулированный компонент; на практике она составляет порядка десятой доли миллиметра, предпочтительно от 0,05 до 0,2 мм.
Предпочтительно эта часть с впадинами содержит ободки 16, выступающие относительно соседних полостей 17. Эти ободки имеют, предпочтительно, высоту, меньшую глубины впадин, а именно размер h2 на фиг.2 меньше h1.
Предпочтительно высота h2 составляет от одной до двух третей h1, предпочтительно половину.
Впрочем, эти ободки имеют достаточную ширину, то есть чтобы в процессе вальцовки клей, который покрывает ободки, эффективно расплющивался без стекания в соседние впадины. Предпочтительно, эта ширина, обозначенная как а2 на фиг.2, составляет от 10% до 30% (в данном случае 25%) шага ободков; эти ободки, действительно, предпочтительно распределены равномерно или однородно (то есть периодически). Этот шаг составляет, предпочтительно, от 5% до 10% внутреннего диаметра патрубка, например 5%. Число этих ободков, предпочтительно, превышает 10, в данном случае порядка 12.
Следует отметить, что вследствие наличия ободков обеспечивается надлежащее склеивание в процессе разрушения капсул клея на вершинах ободков. Кроме того, тот факт, что капсулы не разрушаются во впадинах в большом количестве, может иметь преимущество придавать клею, размещенному в этих впадинах, возможность быть менее полимеризуемым, чем на ободках, и, таким образом, образовывать менее жесткие зоны склеивания, что придает завальцованному соединению определенную гибкость. Следует отметить, что такое чередование зон с большим или меньшим склеиванием создает преимущества, сравнимые со случаем, как если бы имелось несколько соседних смазанных клеем изолированных одна от другой частей без увеличения трудоемкости их изготовления.
Можно отметить, что, как в уже известных видах соединений, свободный конец патрубка вытянут.
Фиг.3 и 4 изображают оборудование в соответствии с фиг.1 и 2 в момент вальцовки на конце трубопровода или, другими словами, любой трубы.
Патрубок оборудования здесь размещен вокруг этого конца, и на фиг.4 видно, что слой клея имеет волнистость, повторяющую ободки и впадины, образующие смазанную клеем часть.
Фиг.5 и 6 изображают соединение по фиг.3 после вальцовки.
Профиль внешней волнистой зоны уменьшается, при этом появляется волнистость на внутренней поверхности патрубка и конца трубопровода. Это способствует хорошему аксиальному удержанию этого конца в патрубке.
Что касается смазанной клеем части, то видно, что клей был сильно сдавлен на вершинах ободков (на фиг.6 он больше не появляется), в то время как клей может быть не раздавлен во впадинах. Это является крайним случаем, так как из практики следует, что клей во впадинах также раздавливается (то есть полимеризуется), но меньше, чем на ободках.
Фиг.7-9 изображают другое соединительное оборудование, обозначенное позицией 30, предназначенное для вальцовки на конце трубопровода 25 любого типа.
Это оборудование отличается от изображенного на предыдущих чертежах оборудования тем, что патрубок 34 продолжен другим патрубком 31, с которым он жестко соединен. Следует отметить, что вальцовка, вместо того, чтобы быть радиальной, как на предыдущих чертежах, выполнена аксиально давлением кольцевого пуансона 40 налево вдоль патрубка 34 (или давлением направо пуансона 40' относительно патрубка 31). Наличие части, смазанной, по меньшей мере, двухкомпонентным клеем, один из компонентов которого капсулирован, дополнительно увеличивает механическую прочность, в частности торсионную, каждого патрубка с нанесенным клеем (легко понятно, что предпочтительнее, чтобы каждый патрубок был смазан клеем).
Процентное увеличение по сравнению c классическим базовым оборудованием, например, соответствующим чертежам документа WO - 82/02755 (без использования клея при простом давлении на поверхность, противоположную поверхности, входящей в контакт с концом трубопровода), представляющее торсионное сопротивление, обозначенное индексом 100 как образец для сравнения:
- использование предложенного клея, особенно в случае удаленной части, придает дополнительное сопротивление примерно от 50% до 100% упомянутого индекса,
- использование известного наружного покрытия увеличивает, примерно на 100%, упомянутый индекс,
- использование центрального валика дополнительно увеличивает на 100% упомянутый индекс,
- наличие ободков в соответствии с фиг.1 и 2 также дает дополнительное увеличение порядка от 50% до 100%, или конечное сопротивление составляет от 400% до 500% индекса, что соответствует непосредственному улучшению по сравнению с сопротивлением классического оборудования.
В рассмотренном здесь примере соединения из сплава алюминия типа 6061, завальцованного на трубу из алюминия размером 12/16 дюйма (или, примерно, 1,90 см), не наблюдалось никакого нарушения соединения при напряжениях в 60 Н·м и выше.
Фиг.10-12 изображают третий вариант осуществления изобретения. На этих чертежах показано соединительное оборудование 50, образованное в основном патрубком, который представляет собой внешнюю выступающую часть 52, а также смазанную клеем часть 53 (см. фиг.10). Последняя завальцована на конце трубопроводной системы 54 (см. фиг.11), затем соединена свинчиванием с деталью в виде гайки 55 на наконечнике соединения 56, например, предназначенного для установки на входном/выходном наконечнике жидкостного аппарата, или на наконечнике, установленном на конце другой трубопроводной системы.
Детали, образующие оборудование по изобретению, на практике являются металлическими (например, из нержавеющей стали, из сплавов алюминия, из титана или из одного из его сплавов или, в частности, из меди или из одного из ее сплавов). Патрубок или наконечник могут быть выполнены, при необходимости, из одинаковых или различных композиций.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНИТЕЛЬНЫЙ ПАТРУБОК ДЛЯ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ И СНАБЖЕННЫЙ ТАКИМ СОЕДИНИТЕЛЬНЫМ ПАТРУБКОМ ИЗМЕРИТЕЛЬНЫЙ ЗОНД | 2004 |
|
RU2359241C2 |
| СТАТИЧЕСКИЙ СМЕСИТЕЛЬ ДЛЯ ГОМОГЕНИЗАЦИИ СМЕСИ, ПО МЕНЬШЕЙ МЕРЕ, ДВУХ ЖИДКОСТЕЙ И ДОЗАТОР, ОБОРУДОВАННЫЙ ТАКИМ СМЕСИТЕЛЕМ | 2015 |
|
RU2674960C2 |
| СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ГОФРИРОВАННОГО ШЛАНГА | 2009 |
|
RU2444669C2 |
| АНКЕР С ВОЛНИСТОЙ ГИЛЬЗОЙ | 2017 |
|
RU2740196C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДНЫХ МУФТОВЫХ ЭЛЕКТРОИЗОЛИРУЮЩИХ ВСТАВОК | 2012 |
|
RU2525381C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2009 |
|
RU2406007C1 |
| СТИРАЛЬНАЯ МАШИНА БАРАБАННОГО ТИПА С СОСТАВНЫМ ТРУБОПРОВОДОМ ДЛЯ ОТВОДА ЖИДКОСТИ | 1997 |
|
RU2170295C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2009 |
|
RU2406911C1 |
| Внутритрубный сепаратор вихревого типа с системой управления на основе нейронной сети и мобильная установка предварительного сброса воды | 2022 |
|
RU2808739C1 |
| ИЗМЕНЕНИЕ НАПРАВЛЕНИЯ ПОТОКА ТЕКУЧЕЙ СРЕДЫ | 2004 |
|
RU2321778C2 |





Изобретение относится к трубопроводной арматуре. Оборудование для соединения трубопроводов содержит патрубок, предназначенный для закрепления вальцовкой на конце трубы трубопроводной системы и для взаимодействия, по меньшей мере, косвенно, с другим элементом трубопроводной системы. Поверхность патрубка, которая предназначена для соединения вальцовкой с концом трубы, содержит смазанную клеем часть, при этом клей содержит, по меньшей мере, два компонента, один из компонентов которого капсулирован. Смазанная клеем часть, предпочтительно, имеет меньший диаметр и, предпочтительно, снабжена выступающими ободками. Изобретение повышает надежность соединения трубопроводов. 32 з.п. ф-лы, 12 ил.
1. Соединительное оборудование (1, 30) для трубопроводов, содержащее патрубок (4, 34), предназначенный для крепления вальцовкой к концу трубы трубопроводной системы и для взаимодействия, по меньшей мере, косвенно, с другим элементом трубопроводной системы, отличающееся тем, что поверхность (4А) патрубка, которая предназначена для соединения вальцовкой с концом трубы, имеет, по меньшей мере, одну смазанную клеем часть (10), содержащую клей, состоящий, по меньшей мере, из двух компонентов, один из компонентов которого капсулирован, смазанная клеем часть (10) радиально отступает от поверхности патрубка с обеих сторон смазанной клеем части.
2. Оборудование по п.1, отличающееся тем, что клей является полимеризующимся.
3. Оборудование по п.2, отличающееся тем, что клей является полимеризующимся под давлением.
4. Оборудование по одному из пп.1-3, отличающееся тем, что смазанная клеем часть размещена на расстоянии от концов патрубка.
5. Оборудование по одному из пп.1-3, отличающееся тем, что смазанная клеем часть размещена на расстоянии от свободного конца патрубка, противоположном наконечнику, причем расстояние составляет примерно от 0,5 D до D, где D является диаметром поверхности патрубка, на которой предусмотрена смазанная клеем часть.
6. Оборудование по одному из пп.1-3, отличающееся тем, что смазанная клеем часть имеет продольный размер, составляющий от 0,5 D до D, где D является диаметром поверхности патрубка, которая имеет смазанную клеем часть.
7. Оборудование по п.6, отличающееся тем, что продольный размер смазанной клеем части составляет от 0,6 D до 0,9 D.
8. Оборудование по одному из пп.1-3, отличающееся тем, что оно содержит несколько смазанных клеем частей, распределенных по оси.
9. Оборудование по п.1, отличающееся тем, что патрубок на поверхности, противоположной поверхности со смазанной клеем частью (10), содержит зону (15), продольный профиль которой выполнен волнистым.
10. Оборудование по п.9, отличающееся тем, что эта волнистая зона (15) имеет, по меньшей мере, приблизительно, поперечную плоскость симметрии (Q).
11. Оборудование по п.10, отличающееся тем, что поперечная плоскость симметрии размещена на расстоянии от свободного конца патрубка, которое составляет от 0,5 D до 1,5 D, где D является диаметром поверхности, противоположной смазанной клеем части.
12. Оборудование по п.10 или 11, отличающееся тем, что волнистая зона образована кольцевым валиком (15А) между двумя кольцевыми впадинами (15В, 15С).
13. Оборудование по п.9, отличающееся тем, что упомянутая волнистая зона отцентрована продольно относительно смазанной клеем части противоположной поверхности.
14. Оборудование по п.9, отличающееся тем, что амплитуда волн волнистой зоны составляет от 1% до 10% диаметра поверхности, содержащей эту волнистую зону.
15. Оборудование по п.1, отличающееся тем, что отступ составляет порядка десятой доли миллиметра.
16. Оборудование по п.1, отличающееся тем, что отступающая часть (10) содержит выступающие ободки (16).
17. Оборудование по п.16, отличающееся тем, что ободки имеют высоту (h2), меньшую отступа (h1).
18. Оборудование по п.17, отличающееся тем, что высота ободков составляет от одной до двух третей отступа.
19. Оборудование по п.18, отличающееся тем, что высота ободков составляет половину отступа.
20. Оборудование по одному из пп.16-19, отличающееся тем, что ободки распределены периодически.
21. Оборудование по п.20, отличающееся тем, что продольный размер (а2) ободков составляет от 10% до 30% шага (а1) следования ободков.
22. Оборудование по п.21, отличающееся тем, что продольный размер ободков составляет примерно четверть этого шага.
23. Оборудование по п.1, отличающееся тем, что оно, в основном, образовано упомянутым патрубком.
24. Оборудование по п.1, отличающееся тем, что оно дополнительно содержит часть, жестко соединенную с упомянутым патрубком и предназначенную для взаимодействия, по меньшей мере, косвенно, с другой трубой трубопроводной системы.
25. Оборудование по п.24, отличающееся тем, что упомянутая жестко связанная часть является вторым патрубком, предназначенным для завальцовки на конец упомянутой другой трубы трубопроводной системы.
26. Оборудование по п.24, отличающееся тем, что упомянутая жестко связанная часть является наконечником, предназначенным для соединения с дополнительным наконечником, установленным на упомянутой другой трубе трубопроводной системы.
27. Оборудование по п.5, отличающееся тем, что смазанная клеем часть имеет продольный размер, составляющий от 0,5 D до D, где D является диаметром поверхности патрубка, которая имеет смазанную клеем часть.
28. Оборудование по п.27, отличающееся тем, что продольный размер смазанной клеем части составляет от 0,6 D до 0,9 D.
29. Оборудование по п.4, отличающееся тем, что патрубок на поверхности, противоположной поверхности со смазанной клеем частью (10), содержит зону (15), продольный профиль которой выполнен волнистым.
30. Оборудование по п.8, отличающееся тем, что патрубок на поверхности, противоположной поверхности со смазанной клеем частью (10), содержит зону (15), продольный профиль которой выполнен волнистым.
31. Оборудование по п.10, отличающееся тем, что упомянутая волнистая зона отцентрована продольно относительно смазанной клеем части противоположной поверхности.
32. Оборудование по п.11, отличающееся тем, что упомянутая волнистая зона отцентрована продольно относительно смазанной клеем части противоположной поверхности.
33. Оборудование по п.23, отличающееся тем, что оно дополнительно содержит часть, жестко соединенную с упомянутым патрубком и предназначенную для взаимодействия, по меньшей мере, косвенно, с другой трубой трубопроводной системы.
| US 4371199 A, 01.02.1983 | |||
| NL 8203087 A, 01.08.1983 | |||
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ | 2001 |
|
RU2200893C1 |
| ТОРОИДАЛЬНАЯ ТУРБИНА | 1997 |
|
RU2126485C1 |
| DE 19609257 A1, 04.09.1997 | |||
| US 3572779 A, 30.03.1971. | |||

