Изобретение относится к трубопроводному транспорту и может быть использовано для электрического разъединения трубопроводов и/или их участков.
Известен способ изготовления токоизолирующего соединения для трубопровода, включающий внутреннюю проточку смежных концов двух патрубков, размещение и прикрепление в проточках общей диэлектрической катушки, а в зазоре между торцами патрубков - диэлектрического кольца и формирование на наружной поверхности смежных концов патрубков стеклопластиковой обмотки (пат. РФ № 2174638, кл. F16L 25/03, опубл. 10.10.01 г.).
Недостатком этого способа является высокая трудоемкость изготовления и низкая прочность получаемого соединения на изгибающие и растягивающие нагрузки.
Известен способ изготовления токоизолирующей вставки, включающий неразъемное муфтовое соединение двух отрезков трубы, изготовленных из того же материала, что и трубопровод, с предварительным размещением диэлектрических прокладок между поверхностями отрезков трубы и муфты и между смежными торцами отрезков трубы. Согласно описанию изобретения неразъемное муфтовое соединение выполняют путем радиального обжатия муфты, имеющей на концах кольцевые выступы (пат. РФ № 2131949, кл. C23F 13/00, опубл. 20.06.99 г.).
Недостатком этого способа является высокая трудоемкость изготовления, обусловленная необходимостью токарной обработки, с целью формирования кольцевых выступов внутренней поверхности муфты на значительном по длине участке (при малой длине этого участка снижается прочность соединения на изгиб), сопровождающейся съемом металла на большую глубину (при толщине снимаемого металла муфты менее 5 мм прочность соединения при больших внутренних давлениях в осевом направлении становится недостаточной).
Известен также способ изготовления электроизолирующей вставки, включающий размещение между двумя металлическими патрубками, имеющими раструбные соединяемые концы, кольца из диэлектрического материала, установку в раструбах на клею общего для обоих патрубков вкладыша и клеемеханическое соединение патрубков между собой наружной радиально обжимаемой муфтой. На внутреннюю поверхность патрубков наносят антикоррозионное покрытие из диэлектрического материала (пат. РФ №2247278, кл. F16L 25/00, опубл. 27.02.05 г.).
Недостатком этого способа является сложность изготовления, обусловленная использованием жидкого клея, требующим тщательной подготовки поверхностей муфты, патрубков и вкладыша, сохранения чистоты поверхностей и целостности клея при перемещениях деталей между технологическими операциями и точной выдержки времени от момента нанесения клея до обжатия патрубков. Использование армирующего клей материала еще больше усложняет процесс. Кроме того, при использовании жидкого клея ужесточаются санитарно-токсикологические требования к рабочим местам. Все отклонения и нарушения в технологии использования жидкого клея, которые на стадии изготовления электроизолирующей вставки контролировать и оперативно выявлять практически невозможно, приводят к снижению работоспособности вставки.
Наиболее близким по технической сущности к предлагаемому является способ изготовления электроизолирующей вставки для трубопровода, включающий размещение между смежными торцами двух патрубков, выполненных из материала трубопровода, и между патрубками и соединяющей их наружной муфтой диэлектрических прокладок, неразъемное соединение патрубков муфтой путем совместной радиальной раздачи патрубков и муфты с формированием кольцевых выступов на наружных поверхностях патрубков и муфты высотой, превышающей толщину диэлектрических прокладок между патрубками и муфтой, с помощью подкладных колец и нанесение на внутреннюю поверхность патрубков диэлектрического покрытия (пат. РФ №2268435, кл. F16L 25/03, опубл. 20.01.06 г.).
Недостатком этого способа является низкая надежность электроизолирующей вставки при внутренних давлениях более 15-20 МПа в случае установки ее на концах трубопровода, при котором осевая нагрузка, создаваемая внутренним давлением, не компенсирована прилегающими участками трубопровода, зажатыми грунтом.
Задачей изобретения является повышение надежности электроизолирующей вставки при внутренних давлениях более 25 МПа.
Поставленная задача решается тем, что в способе изготовления токоизолирующей вставки для трубопровода, включающем размещение между смежными торцами двух патрубков, выполненных из материала трубопровода, и между патрубками и соединяющей их наружной муфтой диэлектрических прокладок, неразъемное соединение патрубков муфтой путем совместной радиальной раздачи патрубков и муфты с формированием кольцевых выступов на наружных поверхностях патрубков и муфты высотой, превышающей толщину диэлектрических прокладок между патрубками и муфтой, и футерование внутренней поверхности вставки полимерной оболочкой, концы которой закрепляют и герметизируют путем радиальной деформации в них металлических защемляющих наконечников, согласно изобретению концевые участки муфты редуцируют путем обжима с формированием внутренних выступов в патрубках, диэлектрические прокладки между патрубками и муфтой выполняют из термоплавкого полимера, имеющего адгезию к материалам патрубков и муфты, и наносят на поверхности патрубков в виде покрытия, а приклеивание прокладок к поверхности муфты производят путем нагрева муфты после радиальной деформации патрубков и муфты до температуры возникновения адгезионных связей между полимером и металлом муфты.
Нагреву подвергают центральную часть муфты, поддерживая температуру концевых участков муфты ниже температуры расплавления термоплавкого полимера.
Диэлектрические прокладки из термоплавкого полимера между патрубками и муфтой могут быть получены путем экструзионного нанесения полимера на поверхность патрубков.
Диэлектрические прокладки между патрубками и муфтой могут быть также получены путем холодного нанесения на поверхность патрубков пленочного термоплавкого полимера с последующим нагревом патрубков до температуры возникновения адгезионных связей между полимером и патрубками.
Кроме того, в случае установки вставки на трубопроводе, перекачивающем электропроводную коррозионно-активную жидкость, внутри наружных концов патрубков закрепляют гальванические протекторные вставки, электрически соединенные с патрубками.
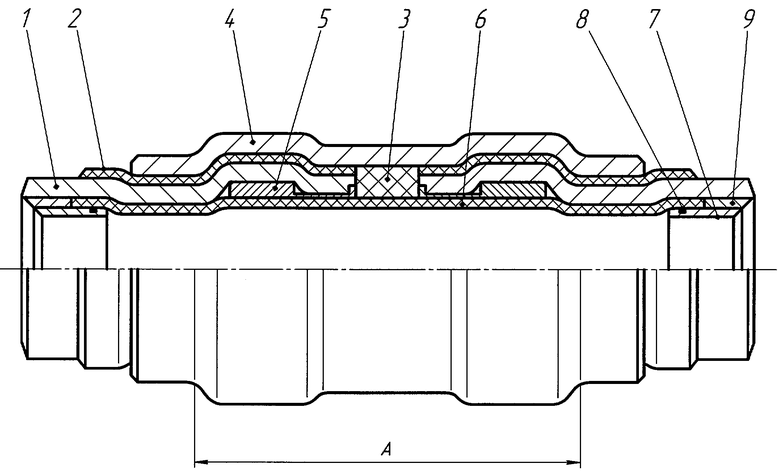
Способ поясняется чертежом, где приведен продольный разрез токоизолирующей вставки после раздачи патрубков и обжатия концов муфты.
Способ осуществляется следующим образом.
Изготавливают патрубки 1 из материала трубопровода - стали, на наружную поверхность которых нанесено диэлектрическое покрытие 2 из термоплавкого полимера, имеющего адгезию к стали, например севилена (сополимера этилена с винилацетатом) или клея-расплава на основе севилена. Такой полимер может быть нанесен на металлическую поверхность в состоянии расплава экструдером и после остывания прочно приклеивается к металлу. Покрытие из термоплавкого полимера может быть нанесено на патрубки также холодным способом в виде ленты с последующим нагревом патрубков до температуры возникновения адгезионных связей между полимером и патрубками - это температура начала расплавления полимера.
Между смежными торцами патрубков помещают диэлектрическую прокладку 3 из полимера, температура плавления которого выше температуры плавления материала прокладки между патрубками 1 и муфтой 4, например фторопласта, пентапласта или полипропилена. Внутри патрубков 1 в зоне размещения муфты 4 устанавливают подкладные кольца 5 с одним или несколькими выступами, служащими для формирования замкового механического соединения патрубков с муфтой, при их радиальной раздаче. Высота выступов колец 5 превышает толщину диэлектрических прокладок (покрытия) 2 между патрубками и муфтой. На внутренних концах подкладных колец выполнены дополнительные упорные выступы, которые входят в кольцевые проточки на внутренних концах патрубков и не дают смещаться кольцам при передвижении раздающего дорна из середины вставки к ее концам. Производят раздачу подкладных колец дорнирующим устройством в такой степени, чтобы сформировать на поверхности патрубков выступы высотой, превышающей толщину диэлектрических прокладок между патрубками и муфтой. При этом возникает перекрытие по металлу в замковом соединении патрубков с муфтой, воспринимающее осевую нагрузку. С увеличением этого перекрытия одновременно увеличивается и угол наклона боковых сторон выступов относительно оси вставки, что в совокупности приводит к увеличению прочности вставки в осевом направлении. После раздачи подкладных колец производят радиальное обжатие концевых участков муфты на 5-20 мм по диаметру (в зависимости от диаметра патрубков и величины внутреннего давления). При этом в патрубках формируются внутренние выступы, которые увеличивают величину перекрытия по металлу между муфтой и патрубками, повышая прочность вставки. Совмещение раздачи и обжатия муфты и патрубков позволяет, таким образом, увеличить перекрытие по металлу в замковом соединении патрубков и муфты, не прибегая к чрезмерной суммарной деформации этих элементов в одну сторону, снижающей прочность металла. Деформация патрубков и муфты, помимо пластической, содержит упругую составляющую, что обеспечивает постоянное контактное давление - натяг - по всей поверхности соприкосновения муфты с патрубками и, следовательно, герметичность соединения, так как наружное диэлектрическое покрытие патрубков играет роль не только электрического изолятора, но и герметизирующей прокладки. Наличие муфты и замков обеспечивает высокую прочность соединения относительно растягивающих и изгибающих нагрузок. Диэлектрические прокладки между патрубками и муфтой, находящиеся под механическим напряжением, создаваемым совместным действием радиального натяга и осевой нагрузки, с течением времени постепенно выдавливаются из зоны сильного сжатия в соседние участки с меньшим сжатием за счет свойства ползучести материала, которая для несшитых полимеров имеет место при относительно низких температурах. Поэтому для дальнейшего увеличения прочности вставки в отношении растягивающей осевой нагрузки, создаваемой внутренним давлением трубопровода, приклеивают прокладки между патрубками и муфтой и к внутренней поверхности муфты путем локального контролируемого нагрева центральной части муфты таким образом, чтобы температура концов муфты за пределами участка А (см. чертеж) была ниже температуры плавления полимера прокладок. Это требование является важным, поскольку нерасплавленная часть прокладки, зажатая между концами муфты и патрубками, предотвращает выдавливание частично расплавленной полимерной прокладки из зоны между муфтой и патрубками, находящейся в сжатом состоянии. Таким образом, указанная прокладка приклеивается к обеим поверхностям замкового соединения вставки, при этом адгезионные связи прокладок с указанными поверхностями противостоят ползучести полимера в зонах сжатия между выступами патрубков и муфты, возникающего под действием осевой нагрузки, что значительно повышает работоспособность и надежность токоизолирующей вставки.
Дополнительное повышение герметичности вставки при высоких внутренних давлениях обеспечивает облицовка (футерование) внутренней поверхности патрубков общей полимерной оболочкой 6, концы которой закрепляют и герметизируют металлическими защемляющими наконечниками 7, которые после установки радиально раздают дорнирующим устройством. Для компенсации возможного ослабления натяга в зонах защемления концов оболочки в проточках наружной поверхности защемляющих наконечников размещают упругоэластичные герметизирующие кольца 8. Другой не менее важной функцией внутреннего диэлектрического покрытия патрубков является повышение электроизолирующей способности вставки в случае, если по трубопроводу перекачивается электропроводная жидкость - покрытие увеличивает длину жидкостного проводника внутри вставки и, следовательно, его омическое сопротивление. Однако полностью устранить протекание электрического тока через жидкость невозможно, поэтому внутренние поверхности одного из концов вставки и прилегающего к нему участка трубопровода, откуда стекает ток (анодная зона), будут подвергаться более сильной коррозии, чем остальная поверхность трубопровода. Этот эффект может быть устранен размещением и закреплением внутри обоих концов токоизолирующей вставки гальванических протекторных вставок 9, электрически соединенных с патрубками (необходимость размещения протекторов на обоих концах продиктована тем, что не всегда бывает известно направление тока в трубопроводе). В показанном на чертеже варианте протекторные вставки электрически контактируют с патрубками за счет защемления их с натягом между защемляющими наконечниками 7 и патрубками 1.
Пример конкретного выполнения.
Из стальной трубы диаметром 114 мм и толщиной стенки 9 мм, на наружную поверхность которой с помощью экструдера нанесено покрытие из клея-расплава, приготовленного на основе сополимера этилена с винилацетатом - севилена, толщиной 1,5 мм, изготовили 2 патрубка длиной по 545 мм. На наружных концах патрубков на расстоянии 70 мм от торцов удалили покрытие и сняли фаску под сварку встык, а на внутренних концах выполнили внутренние кольцевые проточки шириной 15, глубиной 5 мм. Внутрь внутренних концов патрубков установили подкладные кольца длиной 166, внутренним диаметром 80,4, наружным диаметром 84,4 мм с тремя выступами диаметром 93,5 и шириной по 20 мм. На внутренних концах колец выполнили упорные выступы диаметром 104,5 мм, шириной 10 мм. Между внутренними торцами патрубков установили полипропиленовую прокладку наружным диаметром 119, толщиной (высотой) 11 и шириной 30 мм. Из стальной трубы наружным диаметром 140 и толщиной стенки 14 мм изготовили муфту длиной 490 и внутренним диаметром 120 мм. Поместили соединяемые концы патрубков в муфту и с помощью горизонтального гидропресса, развивающего усилие до 50 т, и дорна диаметром 95 мм произвели раздачу подкладных колец. С помощью гидропресса и фильеры проходным диаметром 130 мм произвели радиальное обжатие концов муфты на длину 50 мм. Центральную часть муфты обхватили нагревательным приспособлением и произвели нагрев до повышения температуры муфты на участке А до температуры начала плавления материала прокладки между муфтой и патрубками. При этом следили, чтобы температура муфты за пределами этого участка, т.е. на концах, была ниже указанной температуры. Внутрь собранной таким образом токоизолирующей вставки ввели полиэтиленовую оболочку диаметром 96, толщиной стенки 4,3 и длиной 700 мм. Между торцами оболочки и патрубков установили протекторные втулки из алюминиевого сплава диаметром 95, толщиной стенки 4 и длиной 200 мм и закрепили протекторные втулки и концы полиэтиленовой оболочки стальными наконечниками наружным диаметром 86, толщиной стенки 4 и длиной 300 мм путем их раздачи с помощью того же дорнирующего оборудования. На наружной поверхности наконечников предварительно были выполнены кольцевые проточки, в которых были размещены резиновые герметизирующие кольца. Электрические, гидравлические и механические испытания показали, что токоизолирующая вставка в неэлектропроводной среде имеет практически бесконечное электрическое сопротивление между концами, герметична при давлении, по крайней мере, до 30 МПа (при больших давлениях испытания не проводились) и выдерживает осевую нагрузку как минимум 21,5 т (именно такую нагрузку создает внутреннее давление 30 МПа). Разборка вставки после испытаний показала, что патрубки прочно приклеены к муфте почти на всем протяжении участка А.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2009 |
|
RU2406911C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2009 |
|
RU2406910C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2004 |
|
RU2268435C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДНЫХ МУФТОВЫХ ЭЛЕКТРОИЗОЛИРУЮЩИХ ВСТАВОК | 2012 |
|
RU2525381C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МУФТОВОГО ЭЛЕКТРОИЗОЛИРОВАННОГО ТРУБОПРОВОДНОГО СОЕДИНЕНИЯ | 2007 |
|
RU2341720C1 |
| Способ защиты токоизолирующего соединения двух участков трубопровода от внутренней коррозии | 2023 |
|
RU2811225C1 |
| СПОСОБ ЗАЩИТЫ ТОКОИЗОЛИРУЮЩЕГО СОЕДИНЕНИЯ ДВУХ УЧАСТКОВ ТРУБОПРОВОДА ОТ ВНУТРЕННЕЙ КОРРОЗИИ | 2014 |
|
RU2587735C2 |
| ВСТАВКА ЭЛЕКТРОИЗОЛИРУЮЩАЯ ТРУБНАЯ | 2014 |
|
RU2544122C1 |
| НЕРАЗЪЕМНОЕ ЭЛЕКТРОИЗОЛИРУЮЩЕЕ МУФТОВОЕ СОЕДИНЕНИЕ | 2002 |
|
RU2247278C2 |
| КОМПЛЕКТ ЭЛЕКТРОИЗОЛИРУЮЩИХ ВСТАВОК ДЛЯ ТРУБОПРОВОДОВ С ФЛАНЦАМИ | 1994 |
|
RU2078278C1 |
Изобретение относится к области трубопроводного транспорта и может быть использовано для электрического разъединения трубопроводов, в частности, при защите их от коррозии. Технический результат: повышение надежности токоизолирующей вставки при высоком давлении в трубопроводе. Между патрубками и соединяющей их наружной муфтой размещают диэлектрические прокладки из термоплавкого полимера, имеющего адгезию к материалам муфты и патрубков, производят неразъемное соединение патрубков муфтой путем совместной радиальной раздачи патрубков и муфты с формированием кольцевых выступов на наружных поверхностях патрубков и муфты высотой, превышающей толщину диэлектрических прокладок между патрубками и муфтой. Осуществляют радиальный обжим концевых участков муфты с формированием внутренних выступов в патрубках, нагрев центральной части муфты до температуры начала плавления термоплавкого полимера с поддержанием температуры концевых участков муфты ниже температуры плавления полимера и футерование внутренней поверхности патрубков полимерной оболочкой, концы которой закрепляют и герметизируют путем радиальной деформации в них металлических защемляющих наконечников. Изобретение повышает надежность соединения. 4 з.п. ф-лы, 1 ил.
1. Способ изготовления токоизолирующей вставки для трубопровода, включающий размещение между смежными торцами двух патрубков, выполненных из материала трубопровода, и между патрубками и соединяющей их наружной муфтой диэлектрических прокладок, неразъемное соединение патрубков муфтой путем совместной радиальной раздачи патрубков и муфты с формированием кольцевых выступов на наружных поверхностях патрубков и муфты высотой, превышающей толщину диэлектрических прокладок между патрубками и муфтой, и футерование внутренней поверхности патрубков полимерной оболочкой, концы которой закрепляют и герметизируют путем радиальной деформации в них металлических защемляющих наконечников, отличающийся тем, что концевые участки муфты редуцируют путем радиального обжима с формированием внутренних выступов в патрубках, диэлектрические прокладки между патрубками и муфтой выполняют из термоплавкого полимера, имеющего адгезию к материалам патрубков и муфты, и наносят на поверхности патрубков в виде покрытия, а приклеивание прокладок к поверхности муфты производят путем нагрева муфты после радиальной деформации патрубков и муфты до температуры возникновения адгезионных связей между полимером и металлом муфты.
2. Способ по п.1, отличающийся тем, что нагреву подвергают центральную часть муфты, поддерживая температуру концевых участков муфты ниже температуры расплавления термоплавкого полимера.
3. Способ по п.1, отличающийся тем, что диэлектрические прокладки из термоплавкого полимера между патрубками и муфтой получают путем экструзионного нанесения полимера на поверхность патрубков.
4. Способ по п.1, отличающийся тем, что диэлектрические прокладки между патрубками и муфтой получают путем холодного нанесения на поверхность патрубков пленочного термоплавкого полимера с последующим нагревом патрубков до температуры возникновения адгезионных связей между полимером и металлом патрубков.
5. Способ по любому из пп.1-4, отличающийся тем, что в случае установки токоизолирующей вставки на трубопроводе, перекачивающем электропроводную коррозионно-активную жидкость, внутри наружных концов патрубков закрепляют гальванические протекторные вставки, электрически соединенные с патрубками.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2004 |
|
RU2268435C1 |
| НЕРАЗЪЕМНОЕ ЭЛЕКТРОИЗОЛИРУЮЩЕЕ МУФТОВОЕ СОЕДИНЕНИЕ | 2002 |
|
RU2247278C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ЗАЩИТЫ МЕТАЛЛИЧЕСКОГО ТРУБОПРОВОДА ОТ КОРРОЗИИ | 1998 |
|
RU2131949C1 |
| ТОКОИЗОЛИРУЮЩЕЕ СОЕДИНЕНИЕ ДЛЯ ТРУБОПРОВОДА | 2000 |
|
RU2174638C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ЗАЩИТЫ МЕТАЛЛИЧЕСКОГО ТРУБОПРОВОДА | 1996 |
|
RU2095473C1 |
| US 4826577 A, 02.05.1989 | |||
| DE 3303505 A1, 02.08.1984. | |||

