Изобретение относится к технологии нанесения покрытий на металлические поверхности, в частности к технологии электровзрывного нанесения вольфрам-медных композиционных покрытий с применением в качестве взрываемого материала медной фольги сначала совместно с навеской порошка вольфрама, а затем без нее, и может быть использовано в электротехнике для формирования контактных поверхностей с высокой электроэрозионной стойкостью.
Известен способ [1] получения молибден-медного композиционного материала (КМ), относящийся к порошковой металлургии. Способ заключается в приготовлении шихты путем размола и перемешивания промышленных порошков, прессовании, спекании. Спекание производят поэтапно в среде водорода, первоначальный нагрев осуществляют до температуры восстановительной выдержки не менее 800°С, выдерживают при этой температуре не менее 1 ч и продолжают нагрев до окончательной температуры спекания со скоростью не более 10°С в минуту и выдерживают при этой температуре в течение не менее 0,5 ч, причем приготовление шихты осуществляют в высокоэнергетической шаровой планетарной мельнице, обеспечивающей центростремительное ускорение мелющих тел не менее 40 g, в течение не менее 10 мин, прессование производят усилием не более 150 МПа.
Молибден-медные и вольфрам-медные КМ обладают высокой электроэрозионной стойкостью [2] и используются для получения контактов средне- и тяжелонагруженных выключателей коммутационных аппаратов [3]. Недостатком материалов для контактов, получаемых методами порошковой металлургии, является то, что высокой электроэрозионной стойкостью должна обладать только поверхность, а не весь объем материала контакта. Кроме того, процесс получения КМ этим способом длительный во времени.
Наиболее близким к заявляемому является способ [4] вакуумного конденсационного напыления (ВКН) КМ на основе меди и вольфрама для электрических контактов путем высокоскоростного электронно-лучевого испарения металлов в вакууме и последующей конденсации парового потока на предварительно подогретую подложку. Способ [4] включает испарение подложки из меди и вольфрама электронно-лучевыми нагревателями. Блок испарения состоит из двух тиглей диаметрами 100 и 70 мм, предназначенных для испарения меди и вольфрама, соответственно. Способ позволяет получать массивные конденсированные КМ и формировать композиционные слоистые согласно работе [5] покрытия вольфрам-медь на рабочей поверхности контактов.
Недостатком покрытий, сформированных способом ВКН, является их неоднородность и низкая адгезия с основой, в связи с чем при замыкании и размыкании контактов происходит их отслоение. Кроме того, при реализации способа нанесения покрытий, принятого в качестве прототипа, составы конденсата и испаряемого сплава могут существенно различаться.
Задачей заявляемого изобретения является получение композиционных вольфрам-медных покрытий с наполненной структурой, обладающих высокой электроэрозионной стойкостью и адгезионно-когезионной связью с основой.
Поставленная задача реализуется способом нанесения на контактные поверхности электроэрозионностойких вольфрам-медных композиционных покрытий с наполненной структурой. Способ заключается в использовании концентрированного потока энергии для испарения исходных материалов вольфрама и меди и конденсации их на контактную поверхность, в качестве исходных материалов попеременно используют сначала фольгу меди массой 4…5 мг с навеской порошка вольфрама массой 0,9…1 г, затем одну фольгу меди массой 175…185 мг, испарение осуществляют при пропускании по фольге электрического тока, вызывающего ее электрический взрыв, конденсацию продуктов взрыва на контактную поверхность осуществляют при значении поглощаемой плотности мощности на упрочняемой поверхности 4,5…5,0 и 8,1…9,0 ГВт/м2, соответственно.
Продукты взрыва образуют плазменную струю, служащую инструментом формирования покрытий. Заявляемый способ позволяет формировать композиционную наполненную структуру, представляющую собой медную матрицу с глобулярными включениями вольфрама от долей до 10 мкм. Она наиболее близка к структуре КМ, получаемых методами порошковой металлургии. Преимущество заявляемого способа заключается в быстром формировании покрытия и обеспечении адгезионно-когезионной связи покрытия с основой, что исключает его отслаивание. Способ позволяет эффективно наносить покрытия на контактные поверхности площадью до 40 см2. Время, затрачиваемое на один импульс обработки, составляет 100 мкс.
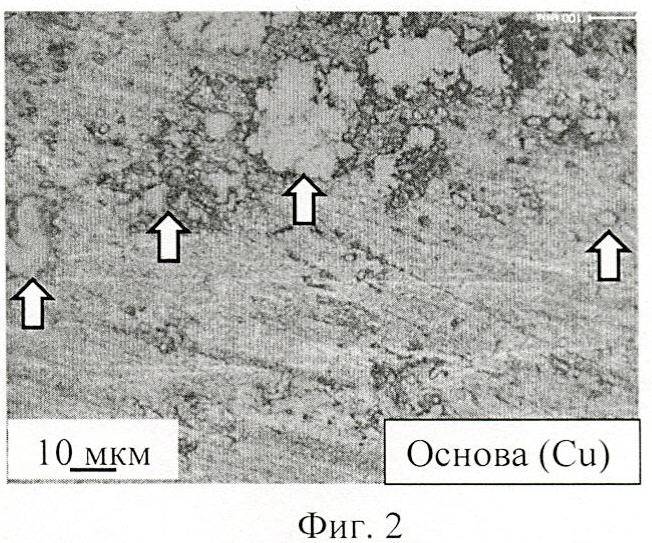
Способ поясняется чертежом, где на фиг.1 представлено композиционное покрытие системы вольфрам-медь с наполненной структурой, на фиг.2 - зона взаимного смешивания вольфрама с медью на границе с основой, обеспечивающая адгезионно-когезионную связь покрытия и основы. Белые изолированные глобулярные включения на фиг.2 представляют собой вольфрам. Некоторые из включений (черные области на фиг.2) выкрашиваются, поскольку вольфрам и медь относятся к несмешивающимся компонентам во всем температурном и концентрационном интервалах. Стрелками на фиг.2 показаны частицы вольфрама.
Формирование покрытия происходит при перемешивании меди и вольфрама в жидком состоянии с продуктами электрического взрыва и последующим теплоотводом в материал контактной поверхности.
Исследования методом световой микроскопии показали, что единичный слой вольфрама однороден по глубине. При использовании навески порошка массой 0,9…1,0 г в режиме напыления, при котором поглощаемая плотность мощности составляет 4,5…5,0 ГВт/м2 [6], его толщина равна 15…20 мкм. На границе единичного слоя вольфрамового покрытия с медной основой формируется зона взаимного смешивания вольфрама и меди толщиной несколько микрометров, обеспечивающая высокую адгезию покрытия с основой. Уменьшение потерь порошка при электровзрывном напылении достигается при условии сплавлении в покрытии отдельных частиц порошка друг с другом. Указанный режим является оптимальным поскольку при интенсивности воздействия ниже 4,5 ГВт/м2 происходит неполное сплавление частиц порошка вольфрама в формируемом покрытии, вследствие чего возможна потеря вольфрама, покрытие неоднородное по толщине, а выше 5,0 ГВт/м2 - происходит формирование развитого рельефа поверхности напыляемого покрытия. При массе навески порошка вольфрама более 1 г происходит неполное сплавление частиц порошка вольфрама в формируемом покрытии, вследствие чего возможна потеря вольфрама. Обработка контактной поверхности с покрытием вольфрама плазменной струей, сформированной из продуктов электрического взрыва одной медной фольги, при поглощаемой плотности мощности 8,1…9,0 ГВт/м2 приводит к формированию композиционного наполненного покрытия системы вольфрам-медь (фиг.1) путем легирования вольфрамового покрытия медью, обеспечивающего жидкофазное перемешивание материала единичного слоя вольфрама с медью. Указанный режим, при котором поглощаемая плотность мощности составляет 8,1…9,0 ГВт/м2, установлен опытным путем и является оптимальным, поскольку наполненная структура КМ системы вольфрам-медь образуется по всей глубине покрытия.
Примеры конкретного осуществления способа
Пример 1
Обработке подвергали контактную поверхность образца из электротехнической меди марки M1 площадью 20 см2.
Использовали концентрированный поток энергии для испарения исходных материалов вольфрама и меди и конденсации их на контактную поверхность. В качестве исходных материалов попеременно использовали сначала фольгу меди массой 4 мг с навеской порошка вольфрама массой 0,9 г, затем одну фольгу меди массой 175 мг, испарение осуществляли при пропускании по фольге электрического тока высокой плотности (≥1010 А/м2), вызывающего ее электрический взрыв, конденсацию продуктов взрыва на контактную поверхность осуществляли при значении поглощаемой плотности мощности на упрочняемой поверхности 4,5 и 8,1 ГВт/м2, соответственно.
Напыленное композиционное покрытие с наполненной структурой обладает высокой электроэрозионной стойкостью и адгезионно-когезионной связью, как покрытия с основой, поскольку вследствие силового воздействия плазменной струи продуктов взрыва на облучаемую поверхность формируется зона взаимного смешивания.
Пример 2.
Обработке подвергали контактную поверхность образца из электротехнической меди марки M1 площадью 20 см2.
Использовали концентрированный поток энергии для испарения исходных материалов вольфрама и меди и конденсации их на контактную поверхность. В качестве исходных материалов попеременно использовали сначала фольгу меди массой 4 мг с навеской порошка вольфрама массой 0,9 г, затем одну фольгу меди массой 175 мг, испарение осуществляли при пропускании по фольге электрического тока высокой плотности (≥1010 А/м2), вызывающего ее электрический взрыв, конденсацию продуктов взрыва на контактную поверхность осуществляли при значении поглощаемой плотности мощности на упрочняемой поверхности 4,5 и 9,0 ГВт/м2, соответственно.
Напыленное композиционное покрытие с наполненной структурой обладает высокой электроэрозионной стойкостью и адгезионно-когезионной связью, как покрытия с основой, поскольку вследствие силового воздействия плазменной струи продуктов взрыва на облучаемую поверхность формируется зона взаимного смешивания.
Источники информации
1. Пат. RU №2292988 кл. H01R 11/00 кл. B22F 3/12 С22С 1/04 Российская Федерация. Способ получения молибден-медного композиционного материала / Г.А.Тихий [и др.] // 10.02.2007.
2. Францевич, И.Н. Электрические контакты, получаемые методами порошковой металлургии / И.Н.Францевич // Порошковая металлургия. 1980. №8. С.36-47.
3. Композиционные материалы на основе меди и молибдена для электрических контактов, конденсированные из паровой фазы. Структура, свойства. Технология. Часть 1. Современное состояние и перспективы применения технологии электронно-лучевого высокоскоростного нспарения-конденсации для получения материалов электрических контактов / Н.И.Гречанюк, В.А.Осокин, И.Н.Гречанюк и др. // Современная электрометаллургия. 2005. №2. С.28-35.
4. Композиционные материалы на основе меди и молибдена для электрических контактов, конденсированные из паровой фазы. Структура, свойства. Технология. Часть 2. Основы электронно-лучевом технологии получения материалов для электрических контактов / Н.И.Гречанюк, В.А.Осокин, И.Н.Гречанюк и др. // Современная электрометаллургия. 2006. №2. С.9-19.
5. Мэттьюз М., Ролингс Р. Композиционные материалы. Механика и технология. - М.: Техносфера, 2004. - 406 с.
6. Физические основы электровзрывного легирования металлов и сплавов: моногр. / А.Я.Багаутдинов, Е.А.Будовских, Ю.Ф.Иванов, В.Е.Громов. - Новокузнецк, СибГИУ, 2007. - 301 с.
Изобретение относится к способам получения композиционных вольфрам-медных покрытий на контактных поверхностях. Технический результат - повышение электроэрозионной стойкости покрытия и его адгезии к основе. Способ включает испарение исходных материалов вольфрама и меди и конденсаций их на контактную поверхность. В качестве исходных материалов попеременно используют сначала фольгу меди массой 4…5 мг с навеской порошка вольфрама массой 0,9…1 г, затем одну фольгу меди массой 175…185 мг. При этом испарение осуществляют при пропускании по фольге электрического тока, вызывающего ее электрический взрыв, а конденсацию продуктов взрыва на контактную поверхность осуществляют при значении поглощаемом плотности мощности на упрочняемой поверхности 4,5…5,0 и 8,1…9,0 ГВт/м2 соответственно. 2 ил., 2 пр.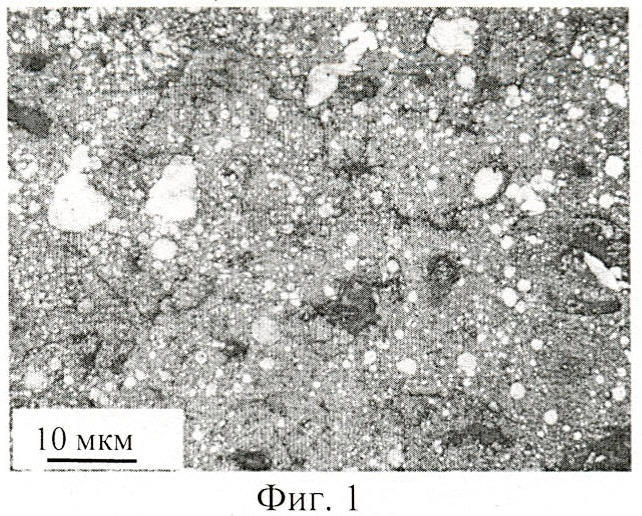
Способ нанесения на контактные поверхности электроэрозионно-стойких вольфрам-медных композиционных покрытий с наполненной структурой, включающий использование концентрированного потока энергии для испарения исходных материалов вольфрама и меди и конденсацию их на контактную поверхность, отличающийся тем, что в качестве исходных материалов попеременно используют сначала фольгу меди массой 4…5 мг с навеской порошка вольфрама массой 0,9…1 г, затем одну фольгу меди массой 175…18 5 мг, испарение осуществляют при пропускании по фольге электрического тока, вызывающего ее электрический взрыв, а конденсацию продуктов взрыва на контактную поверхность осуществляют при значении поглощаемой плотности мощности на упрочняемой поверхности 4,5…5,0 и 8,1…9,0 ГВт/м2 соответственно.
| Способ электрической очистки горячих газов | 1926 |
|
SU17204A1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ВОЛЬФРАМОКОБАЛЬТОВОГО ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА | 2009 |
|
RU2398046C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ЭЛЕКТРИЧЕСКИМ ВЗРЫВОМ ФОЛЬГИ | 1987 |
|
SU1482246A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| CN 101798669 A, 11.08.2010. | |||

