Изобретение относится к машиностроению и может быть использовано в качестве механической передачи для преобразования вращательного движения в поступательное.
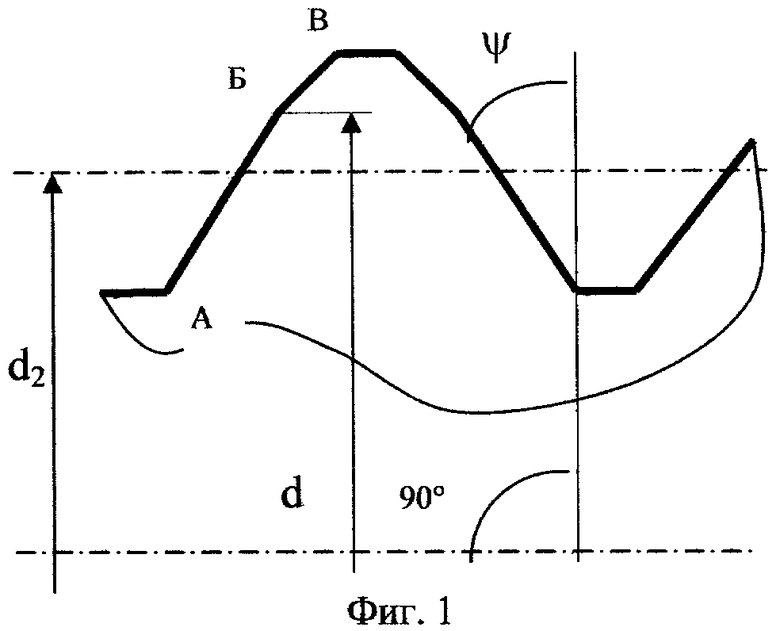
Известна (является аналогом) планетарная роликовинтовая передача (ПРВП), см. патент РФ №2204069. Б.И. №13 за 2003 г., в которой резьбы винта, роликов и гайки выполнены модифицированными. С каждой стороны симметричный профиль каждого витка резьбы винта, роликов и гайки выполнен в виде ломаной линии, состоящей из двух отрезков прямой. Основной отрезок АБ, см. фиг.1, угол наклона которого ψ к линии, перпендикулярной оси детали, равен номинальному значению, начинается из впадины резьбы и переходит в дополнительный отрезок БВ на диаметре d. Для винта и ролика диаметр d больше среднего диаметра резьбы d2 соответственно винта и ролика, а для гайки диаметр d меньше среднего диаметра ее резьбы D2. При этом угол наклона дополнительного отрезка БВ к линии, перпендикулярной оси детали, больше угла ψ. Таким образом, витки резьбы всех деталей модифицированы так, что у треугольных витков этих деталей срезаны вершины.
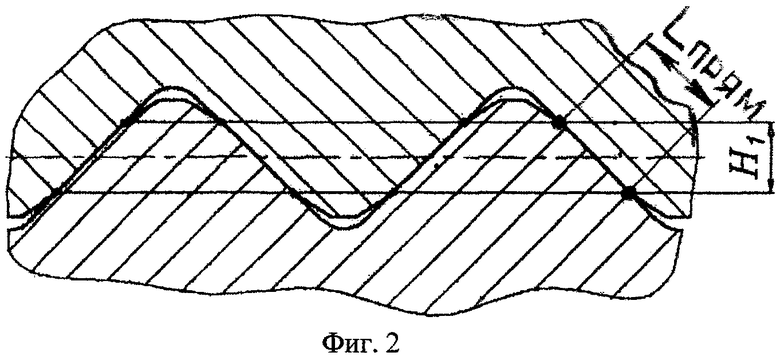
На фиг.2 показан осевой разрез по сопрягаемым виткам гайки и ролика. Точно так же выглядят сопрягаемые витки ролика и винта. Из-за модификации резьбы гайки и ролика профили сопрягаемых витков будут взаимодействовать по части своих основных отрезков профиля. Контакт между витками сопрягаемых деталей будет локализован в средней по высоте витков части с реальной рабочей высотой профиля H1, а протяженность контакта будет равна LПРЯМ.
ПРВП-аналог имеет ряд преимуществ, но имеет и недостатки. К ним относится сложность изготовления резьбы на винте, роликах и гайке. Сначала надо обработать основной треугольный профиль резьбы, а затем сошлифовать углы витков резьбы и получить заданный ломаный профиль, имеющий основной и дополнительный отрезки (см. фиг.1). Сложность такой технологии изготовления заключается в том, что винт и гайка имеют многозаходные резьбы (как правило, пяти или шестизаходные). Кроме того, резьба на гайке внутренняя и обработка ее даже треугольной резьбы вызывает затруднения.
Из известных технических решений наиболее близким по технической сущности к заявляемой передаче является планетарная роликовинтовая передача, см. Решетов Д.Н. «Детали машин», учебник для студентов машиностроительных и механических специальностей вузов, 4-е издание, Москва, Машиностроение, 1989 год, стр.314, состоящая из винта, гайки, роликов и других деталей. Эта ПРВП выбрана в качестве прототипа. Резьба ее винта и гайки треугольная, многозаходная. Резьба на роликах однозаходная модифицированная. Профиль ее витков фасонный очерчен дугой окружности. Следует отметить, что для ПРВП требуется очень высокая точность изготовления резьбовых поверхностей, так как в них нагрузка передается сначала с винта на ролики, а затем с роликов на гайку через несколько сотен точек контакта. Изготовить и проконтролировать высокоточный фасонный профиль витков на роликах очень сложно. К тому же шаг резьбы мелкий - он находится в диапазоне от 1 до 5 мм.
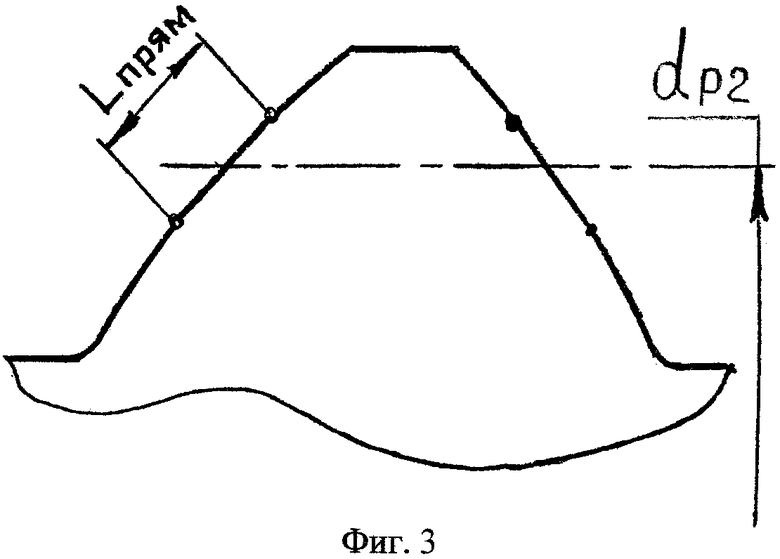
Для выравнивания распределения рабочей осевой силы между сопрягаемыми витками деталей ПРВП и повышения ее кинематической точности большинство изготавливаемых передач подвергают на заводе-изготовителе специальной операции - приработке. Было установлено, см. «Способ измерения профилей резьб роликов планетарных ролико-винтовых передач и обработка результатов». / Д.С.Блинов, О.А.Ряховский, П.А.Соколов и др. // Вестник машиностроения, 1998, №7, что после этой операции профили витков винта и гайки остаются практически неизменными, а на выпуклых, фасонных профилях витков роликов примерно посередине образуются прямолинейные участки длиной LПРЯМ, см. фиг.3. Эта длина переменна для различных витков роликов. Отсюда начальный контакт витка ролика с сопрягаемым витком винта или гайки осуществляется между прямолинейным профилем винта или гайки и прямолинейным участком профиля витка ролика. Протяженность отрезка начального контакта равна LПРЯМ, и эта протяженность не зависит от радиуса окружности первоначального фасонного профиля витка ролика. Следовательно, технологические издержки по изготовлению высокоточной формы выполненного по дуге окружности профиля витка ролика являются напрасными.
Протяженность LПРЯМ прямолинейного участка профиля витка ролика существенно влияет на нагрузочную способность и осевую жесткость ПРВП, а в устройстве-прототипе эта протяженность переменна. В случае если она мала, контактные напряжения велики, и они будут ограничивать нагрузочную способность.
Задачами изобретения являются снижение стоимости изготовления ПРВП за счет упрощения конструкции роликов, а также за счет упрощения технологии изготовления и контроля размеров витков роликов, повышение нагрузочной способности и жесткости ПРВП, а при необходимости возможность варьирования значениями нагрузочной способности и осевой жесткости ПРВП.
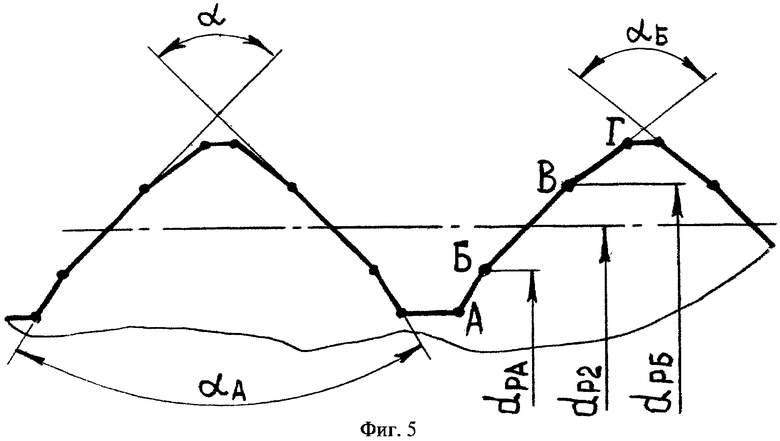
Поставленная задача достигается тем, что с каждой стороны профиль каждого витка резьбы роликов выполнен в виде ломаной линии, состоящей из трех отрезков прямой, причем первый вспомогательный отрезок прямой начинается из впадины резьбы и соединяется с основным отрезком прямой на диаметре ролика dРА, который меньше среднего диаметра, резьбы ролика dР2, основной отрезок прямой соединяется со вторым вспомогательным отрезком прямой на диаметре ролика dРБ, который больше среднего диаметра резьбы ролика dР2, а второй вспомогательный отрезок прямой заканчивается в вершине витка, при этом угол профиля αА витка ролика, образованный первыми вспомогательными отрезками прямой на двух сторонах витка ролика, меньше угла профиля α, угол профиля витка ролика, образованный основными отрезками прямой на двух сторонах витка ролика, равен углу профиля α, а угол профиля αБ витка ролика, образованный вторыми вспомогательными отрезками прямой на двух сторонах витка ролика, больше угла профиля α.
Кроме того, в планетарной роликовинтовой передаче с модифицированной резьбой роликов (dР2-dРА)≈(dРБ-dР2), (α-αА)≈(αБ-α), а величину разности размеров (dРБ-dРА) можно изменять.
Изобретение поясняется прилагаемыми чертежами, где:
- на фиг.1 показан профиль витков резьбы винта, роликов и гайки в ПРВП-аналоге;
- на фиг.2 показан осевой разрез по сопрягаемым виткам резьбы гайки и ролика в ПРВП-аналоге;
- на фиг.3 показан профиль витка резьбы ролика после приработки ПРВП-прототипа;
- на фиг.4 показана ПРВП;
- на фиг.5 показан профиль витка резьбы ролика заявляемой конструкции ПРВП.
Планетарная роликовинтовая передача, см. фиг.4, состоит из многозаходных винта 1 и гайки 5, в отверстии которой с двух сторон закреплены втулки 3 с внутренними зубчатыми венцами. Между винтом и гайкой в сепараторах 2 установлены однозаходные ролики 4, количество которых не менее трех. Для повышения нагрузочной способности, осевой жесткости и кинематической точности ПРВП количество роликов выбирают из условия соседства максимально возможным. Витки каждого ролика по одной образующей зацепляются с витками гайки, а по противоположной образующей - с витками винта. На каждом ролике с двух его торцов прямо по резьбе нарезают наружные зубчатые венцы, которые зацепляются с внутренними зубчатыми венцами втулок 3. Эти зацепления позволяют роликам синхронно работать.
Для исключения кромочных контактов между сопрягаемыми витками гайки и роликов и сопрягаемыми витками роликов и винта резьба всех роликов модифицирована. Профиль витков модифицированной резьбы выполнен в виде ломаной линии, состоящей из трех отрезков прямой, см. фиг.5. Один отрезок, который предназначен для взаимодействия витка ролика с сопрягаемым витком винта или гайки, является основным, а два других отрезка являются вспомогательными, которые позволяет исключить кромочные контакты сопрягаемых витков. Первый вспомогательный отрезок прямой «АБ», см. фиг.5, начинается из впадины витка ролика и в точке «Б», соответствующей диаметру dРА ролика, переходит в основной отрезок прямой «БВ». Основной отрезок прямой «БВ» в точке «В», соответствующей диаметру dРБ ролика, переходит во второй вспомогательный отрезок прямой «ВГ». Второй вспомогательный отрезок прямой «ВГ» заканчивается в вершине витка ролика. При этом, чтобы контакт сопрягаемых витков ролика и гайки и сопрягаемых витков роликов и винта был в средней по высоте витков зоне, должно выдерживаться следующее соотношение размеров (dР2-dРА)≈(dРБ-dР2), где dР2 - средний диаметр резьбы роликов, см. фиг.5.
Сопрягаемые витки гайки и ролика и сопрягаемые витки ролика и винта должны теоретически (без учета погрешностей изготовления) взаимодействовать между собой по основному отрезку профиля резьбы ролика. Для этого необходимо, чтобы угол профиля витка ролика, образованный основными отрезками прямой на двух сторонах витка ролика, см. фиг 5, был равен углу профиля α витков резьбы винта и гайки. Для исключения кромочных контактов сопрягаемых витков деталей ПРВП профиль витка ролика должен быть выпуклым, а для этого необходимо, чтобы (см. фиг.5):
- угол профиля αА витка ролика, образованный первыми вспомогательными отрезками прямой на двух сторонах витка ролика, был меньше угла профиля α;
- угол профиля αБ витка ролика, образованный вторыми вспомогательными отрезками прямой на двух сторонах витка ролика, был больше угла профиля α.
С одной стороны, виток ролика, см. фиг.5, не должен иметь заострения, и его основание должно быть прочным на изгиб. С другой стороны, длина основного отрезка прямой профиля витка ролика должна незначительно изменяться из-за износа витков ролика во время эксплуатации. Отсюда рекомендуется следующее соотношение между углами витка ролика (α-αА)≈(αБ-α).
ПРВП работает следующим образом. Винт, вращаясь, приводит в движение резьбовые ролики и гайку. Все ролики, установленные в сепараторах, совершают планетарное движение. Каждый ролик вращается вокруг своей оси в отверстиях сепараторов, и все резьбовые ролики вместе с сепараторами вращаются вокруг оси винта. Кроме того, все ролики с сепараторами вместе с гайкой совершают поступательное движение вдоль оси винта. Таким образом, происходит преобразование вращательного движения винта в поступательное движение гайки.
Во время работы ПРВП вращающий момент на винте преобразуется в осевую силу на гайке, а в местах взаимодействия сопрягаемых витков гайки и роликов и роликов и винта возникают на площадках контакта локальные контактные давления, интегральная сумма которых равна усилию взаимодействия сопрягаемых витков. Если сравнить две ПРВП (ПРВП-прототип и предлагаемую) с одинаковыми типоразмерами и нагрузкой, то в этих конструкциях усилия взаимодействия сопрягаемых витков деталей передач для сравниваемых вариантов будут одинаковыми. При этом во всех местах, где сопрягаются витки резьбовых деталей, усилие взаимодействия и площадь контакта определяют контактную прочность и осевую жесткость ПРВП в целом. В предлагаемой конструкции ПРВП площадь контакта будет пропорциональна длине основного отрезка прямой профиля витка ролика даже без нагрузки, см. фиг.5. В ПРВП-прототипе аналогичный размер будет существенно меньшим и будет зависеть от указанного выше усилия, так как в данном случае сопрягается выпуклый, радиусный профиль с прямолинейным. Отсюда предлагаемая конструкция обладает большей контактной жесткостью и прочностью, а следовательно, и нагрузочной способностью.
Профиль витков предлагаемой резьбы состоит из отрезков прямой, изготовление и контроль которых проще, чем фасонных профилей витков резьбовых роликов в ПРВП-прототипе.
При изменении величины разницы размеров (dРБ-dРА) меняется длина основного отрезка прямой профиля витка ролика, а, как отмечалось выше, этот параметр существенно влияет на контактную прочность (нагрузочную способность) и осевую жесткость передачи в целом. Следовательно, можно достаточно просто изготавливать ПРВП с требуемой нагрузочной способностью и осевой жесткостью в возможных диапазонах.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА С МОДИФИЦИРОВАННОЙ РЕЗЬБОЙ ЕЕ ДЕТАЛЕЙ | 2002 |
|
RU2204069C1 |
| Планетарная роликовинтовая передача | 2016 |
|
RU2714435C2 |
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА | 2002 |
|
RU2204070C1 |
| УЗЕЛ ОСЕВОГО ПЕРЕМЕЩЕНИЯ ПЛАНЕТАРНОЙ РОЛИКОВИНТОВОЙ ПЕРЕДАЧИ | 1998 |
|
RU2140592C1 |
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА | 2015 |
|
RU2613138C1 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В ПЛОСКОПАРАЛЛЕЛЬНОЕ ДВИЖЕНИЕ УЗЛА ИЗДЕЛИЯ | 2013 |
|
RU2546051C1 |
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА | 1996 |
|
RU2104425C1 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В ПОСТУПАТЕЛЬНОЕ (ВАРИАНТЫ) | 2008 |
|
RU2374527C1 |
| ПЛАНЕТАРНАЯ РОЛИКО-ВИНТОВАЯ ПЕРЕДАЧА | 2001 |
|
RU2194202C2 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В ПОСТУПАТЕЛЬНОЕ | 2009 |
|
RU2392517C1 |
Изобретение относится к машиностроению, а именно к устройствам для преобразования вращательного движения в поступательное. Планетарная роликовинтовая передача содержит многозаходные винт и гайку, а также установленные между ними в сепараторах резьбовые ролики. Профиль каждого витка резьбы ролика выполнен в виде ломаной линии, состоящей из трех отрезков прямой. Первый вспомогательный отрезок прямой начинается из впадины резьбы и соединяется с основным отрезком прямой на диаметре ролика dРА. Основной отрезок прямой соединяется со вторым вспомогательным отрезком прямой на диаметре ролика dРБ. Второй вспомогательный отрезок прямой заканчивается в вершине витка ролика. Диаметр ролика dРА меньше среднего диаметра резьбы ролика dР2, а диаметр ролика dРБ больше среднего диаметра резьбы ролика dР2. Угол профиля αA витка ролика, образованный первыми вспомогательными отрезками прямой на двух сторонах витка ролика, меньше угла профиля α, который образован основными отрезками прямой на двух сторонах витка ролика. Угол профиля αБ витка ролика, образованный вторыми вспомогательными отрезками прямой на двух сторонах витка ролика, больше угла профиля α. Техническим результатом является повышение нагрузочной способности и жесткости передачи. 3 з.п. ф-лы, 5 ил.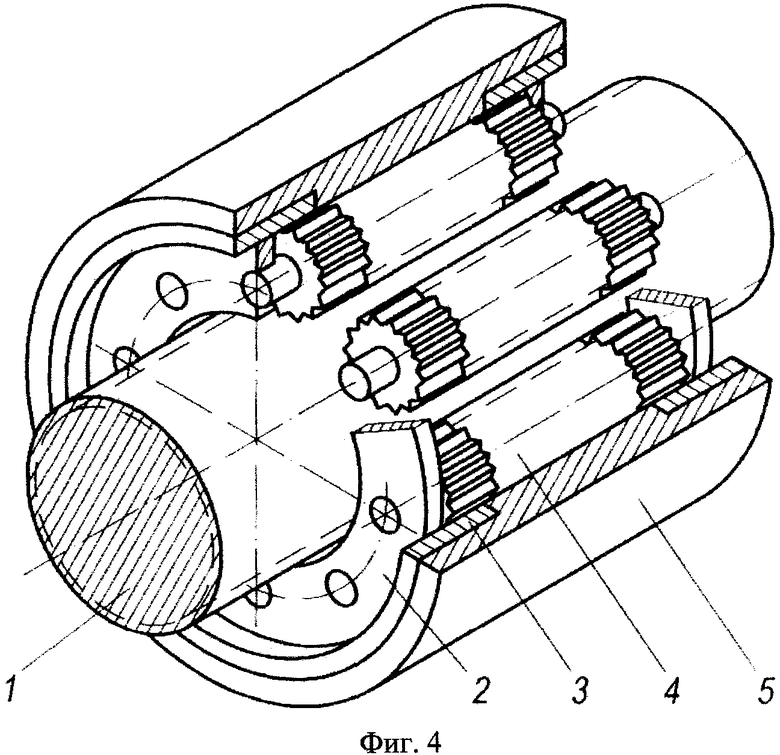
1. Планетарная роликовинтовая передача с модифицированной резьбой роликов, содержащая многозаходные винт и гайку и установленные между ними в сепараторах, по меньшей мере, три однозаходных ролика, каждый из которых находится в резьбовых зацеплениях с винтом и гайкой и зубчатых зацеплениях с гайкой, причем резьба винта и гайки имеет симметричный треугольный профиль с углом профиля α, а резьба роликов модифицирована со средним диаметром dР2, отличающаяся тем, что с каждой стороны профиль каждого витка резьбы роликов выполнен в виде ломаной линии, состоящей из трех отрезков прямой, причем первый вспомогательный отрезок прямой начинается из впадины резьбы и соединяется с основным отрезком прямой на диаметре ролика dРА, который меньше среднего диаметра резьбы ролика dР2, основной отрезок прямой соединяется со вторым вспомогательным отрезком прямой на диаметре ролика dРБ, который больше среднего диаметра резьбы ролика dР2, а второй вспомогательный отрезок прямой заканчивается в вершине витка, при этом угол профиля αА витка ролика, образованный первыми вспомогательными отрезками прямой на двух сторонах витка ролика, меньше угла профиля α, угол профиля витка ролика, образованный основными отрезками прямой на двух сторонах витка ролика, равен углу профиля α, а угол профиля αБ витка ролика, образованный вторыми вспомогательными отрезками прямой на двух сторонах витка ролика, больше угла профиля α.
2. Планетарная роликовинтовая передача с модифицированной резьбой роликов по п.1, отличающаяся тем, что (dР2-dРA)≈(dРБ-dР2).
3. Планетарная роликовинтовая передача с модифицированной резьбой роликов по любому из пп.1 и 2, отличающаяся тем, что величину разницы размеров (dРБ-dРА) можно изменять.
4. Планетарная роликовинтовая передача с модифицированной резьбой роликов по п.1, отличающаяся тем, что (α-αA)≈(αБ-α).
| Штамп для образования котлованов под фундамент | 1987 |
|
SU1574727A2 |
| СПОСОБ ПОДАВЛЕНИЯ ВИБРАЦИОННОГО ГОРЕНИЯ ВЫСОКОЭНЕРГЕТИЧНЫХ КОНДЕНСИРОВАННЫХ СИСТЕМ | 2001 |
|
RU2208694C1 |
| US 5921735 A, 13.07.1999 | |||
| ВИНТ С ПРОФИЛЕОБРАЗУЮЩЕЙ РЕЗЬБОЙ | 2005 |
|
RU2340802C2 |

