Известен способ сварки дуговым разрядом [1]. Для возникновения дуги требуется начальное плотное соприкосновение свариваемого металлического изделия с электродом, находящимся под напряжением, и последующее раздвижение электродов.
Недостатком такого способа является то, что во время сварки электрод должен перемещаться, используется самостоятельный дуговой разряд с большим разрядным током, что не позволяет сваривать тонкие металлические пластинки.
Известен способ сварки тонких плотно прижатых друг к другу металлических пластин (см. [2] и рисунок к [2]) с тонкой проволочкой между неподвижными электродами, которая плавится и испаряется при подаче напряжения на электроды с образованием сплошного шва вдоль торца пластин. При этом величину разрядного тока регулируют путем прерывания разряда на разных стадиях его формирования.
Недостатком такого способа является то, что при сварке металлических пластин образуется неоднородный сварной шов [3], а величину разрядного тока регулируют путем прерывания самостоятельного газового разряда на различных стадиях его формирования.
Техническая задача, решаемая в предложенном изобретении, заключается в разработке способа получения однородного сварного шва прижатых друг к другу металлических пластин в несамостоятельном газовом разряде [4].
Поставленная задача достигается тем, что получение однородного сварного шва плотно прижатых друг к другу металлических пластин при использовании несамостоятельного газового разряда осуществляется при вертикальном расположении торца свариваемых пластин путем прикосновения к вертикальному торцу пластин тонкой проволочки, закрепленной на электроде противоположной с пластинами полярности. При этом величину разрядного тока регулируют путем изменения балластного сопротивления в разрядной цепи.
Сущность способа заключается в следующем (см. рис.1). На прижатые плотно друг к другу пластины (1) от выпрямителя (2) с одной из его клемм подается напряжение. Вторая клемма соединяется с электродом (3), на конце которого располагается тонкая проволочка (4), контактирующая с электродом. В начальный момент проволочка (4) не контактирует с пластинами (1). Пробой между электродами не возникает из-за очень большого пробойного напряжения в воздухе [5]. При касании проволочки пластин по ней проходит электрический ток, она плавится и испаряется. Возникает электрический разряд в парах металла проволочки, заполняющих весь разрядный промежуток. При исчезновении паров металла в разрядном промежутке разряд прекращается, несмотря на приложенное между электродами напряжение. Разряд прекращается вследствие того, что электрод (3), к которому крепится проволочка, разогревается недостаточно, чтобы с него происходило испарение металла. Это приводит к исчезновению сплошного канала паров металла между электродами после ухода из разрядного промежутка паров металла проволочки. Такой разряд называется несамостоятельным разрядом (см., например, [4]).
В качестве источника питания разряда применялся выпрямительный агрегат «Дельфин» с максимальным напряжением 220 В. Использовались разрядные токи от 10 до 40 А. Сваривались различные металлы в воздухе, такие как Ni, Fe, Al, Cu, наиболее тугоплавкий из металлов - вольфрам, а также бипластины металлов (например, с медью можно сваривать алюминий, железо, титан).
Толщина свариваемых пластин составляла 0,1-0,5 мм. Использовались проволочки различных металлов (Cu, Ni, Fe) диаметром 0,05-0,15 мм и длиной 10-20 мм. Сварка происходила как при размещении свариваемых деталей на катоде, так и при размещении их на аноде.
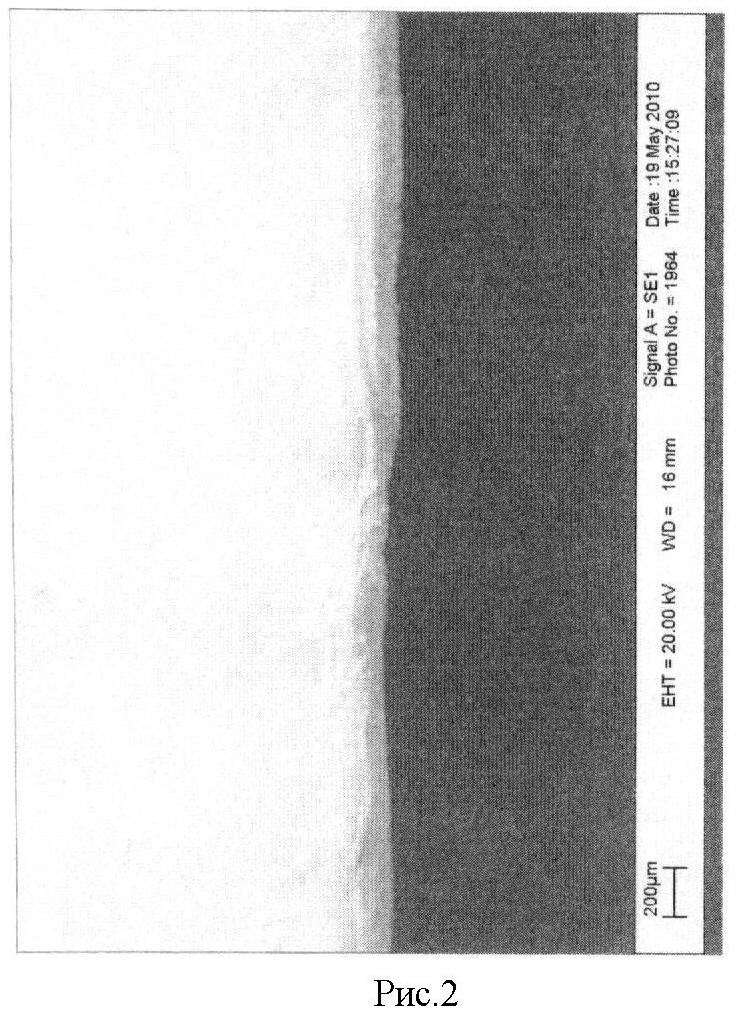
В отличие от [2] в изобретении использовался несамостоятельный газовый разряд. Из-за вертикального расположения сварного шва при сварке образуется не бугристый (см. рисунки в [3]), а однородный шов, как это видно на рис.2, на котором представлен шов двух пластин из кровельного железа (снимок получен с помощью растрового электронного микроскопа LE 01455VP). Стекание капель расплавленного металла вдоль вертикального шва происходит, по-видимому, под действием сил тяжести.
Осуществление газового разряда производится (см. рис.1) прикосновением проволочки (4) электрода (3) к вертикальному торцу пластин (1). После кратковременной «вспышки» разряд прекращается при исчезновении паров металла проволочки из разрядного промежутка, так как при этом обрывается жидкометаллический канал, необходимый для поддержания стационарного разряда.
Величина разрядного тока регулируется не выключением источника напряжения на различных стадиях формирования разрядной дуги, как это делалось в [2], а изменением балластного сопротивления в разрядной цепи.
Таким образом, в предлагаемом способе дается новое решение получения однородного сварного шва при вертикальном расположении торца свариваемых прижатых друг к другу металлических пластин-электродов в несамостоятельном газовом разряде при испарении проволочки между электродами, замыкающей электроды между собой. Способ можно использовать также для сварки тонких металлических трубок. Он прост в осуществлении и эффективен.
Источники информации
1. Теория сварочных процессов, редактор В.В.Фролов. - М.: «Высшая школа», 1988.
2. Кузьмин Р.Н., Мискинова Н.А., Швилкин Б.Н. Способ торцевой сварки тонких металлических пластин. Патент РФ на изобретение №2368472, 2009.
3. Кузьмин Р.Н., Мискинова Н.А., Швилкин Б.Н. Сварка по лезвию бритвы. Техника молодежи. 2009, №907, с.28.
4. Кузьмин Р.Н., Мискинова Н.А., Швилкин Б.Н. Способ нагрева катода и зажигания дугового разряда с металлической проволочкой между электродами. Патент РФ на изобретение №2388192, 2010.
5. Радиофизическая электроника, редактор Н.А.Капцов. М.: Издательство МГУ, 1960, с.497.
Изобретение может быть использовано для электросварки металлических пластин толщиной до 0,5 мм, а также при изучении процессов газового разряда. Прижатые друг к другу свариваемые пластины размещают на катоде или аноде, установленные на расстоянии друг от друга, при котором в разрядном промежутке не возникает пробой. К одному из электродов прикрепляют тонкую металлическую проволочку, подают напряжение на электроды и касаются проволочкой вертикального торца пластин. Длина проволочки и напряжение между электродами подбирают такими, при которых зажигается несамостоятельный газовый разряд в парах металла проволочки, заполняющих разрядный промежуток. Возникающий ток плавит и испаряет упомянутую проволочку с образованием однородного вертикально расположенного сварного шва вдоль торца пластин. Величину разрядного тока регулируют путем изменения балластного сопротивления в разрядной цепи. Способ прост в осуществлении и обеспечивает получение однородного сварного шва хорошего качества. 2 ил.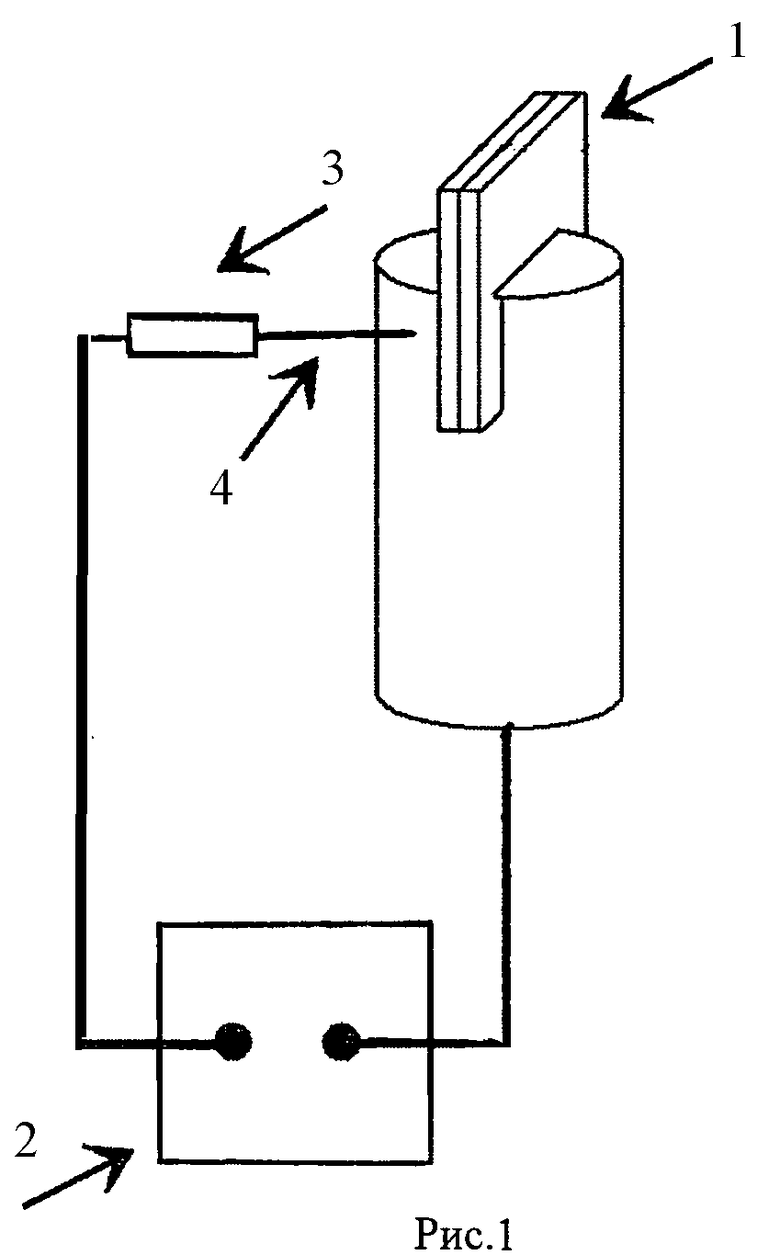
Способ торцевой сварки металлических пластин толщиной до 0,5 мм, включающий вертикальное размещение плотно прижатых друг к другу свариваемых пластин на одном из электродов, установленных на расстоянии друг от друга, при котором в разрядном промежутке не возникает пробой, и подачу напряжения на электроды, отличающийся тем, что на другом электроде закрепляют тонкую металлическую проволочку, после подачи напряжения осуществляют касание ею вертикального торца свариваемых пластин, обеспечивающее возникновение несамостоятельного газового разряда в парах металла проволочки, заполняющих разрядный промежуток, с получением вертикального сварного шва на торце пластин, при этом величину разрядного тока регулируют путем изменения балластного сопротивления в разрядной цепи.
| СПОСОБ ТОРЦЕВОЙ СВАРКИ ТОНКИХ МЕТАЛЛИЧЕСКИХ ПЛАСТИН | 2008 |
|
RU2368472C1 |
| RU 94037347 A1, 10.09.1996 | |||
| СПОСОБ ПОДРЫВА ОБЪЕКТА (ВАРИАНТЫ) И УДЕРЖИВАЮЩЕЕ УСТРОЙСТВО, ИСПОЛЬЗУЕМОЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА ПОДРЫВА | 1998 |
|
RU2178078C2 |
| US 3114829 A, 17.12.1963. | |||

